Embed Size (px)
Citation preview

NUCOR STEEL CORPORATION Quality Reference Book - Bar Products
FOR REFERENCE ONLY
2014 Edition

POLICY STATEMENT - 2014
Our goal is to take care of our customers.
We are accomplishing this by being the safest, highest quality, lowest cost, most productive, and
most profitable bar mill in the world.
We are committed to doing this while being cultural and environmental stewards in our communities where we live and work. We are succeeding by working together
to continually improve our management systems in order to produce quality steel that meets our customers’
requirements while maintaining our commitment to prevent injury and ill health, prevent pollution, and
comply with all applicable legal or other requirements.

#3 - #11 bar(Metric 10 - 36mm)
NUCOR
UTAH
BAR SIZE
*STEEL TYPE
GRADE1
N
U
10
S
6
0
#14 & #18 bar (Metric 43 & 57mm)
*NOTES:FOR ALL SIZES STEEL TYPE
S = NEW BILLETW = A706 WELDABLE
NUCOR
UTAH
BAR SIZE
*STEEL TYPE
GRADE1
N
U
18
W
7
5
N
U
8
S
6
OLD PATTERN#6 - #8 bar
NUCOR
UTAH
BAR SIZE
*STEEL TYPE
GRADE1
1 See Rebar Grade information on next page.
0
In June of 2012, Nucor Steel began converting rebar markings from metric units to imperial units. The revised markings were phased-in over an 18 month period ending December 31st, 2013, in most producing locations. The change includes all sizes, grades, and patterns of rebar.
A conversion chart for metric to imperial units can be found on the next page.
Note: Marking examples shown for rebar produced at Nucor Utah.

METRICBAR SIZE
DIAMETER(mm)
INCH-POUNDBAR SIZE
DIAMETER(In.)
#10#13#16#19#22#25#29#32#36#43#57
9.512.715.919.122.225.428.732.335.843.057.3
#3#4#5#6#7#8#9
#10#11#14#18
0.3750.5000.6250.7500.8751.0001.1281.2701.4101.6932.257
REBAR STEEL SPECIFICATIONS:A615: Standard rebar steel chemistry Four strength levels -- 40, 60, 75, 80 ksi yield Can be produced smooth or with deformations Bendable; not guaranteed weldable
A706: Weldable rebar steel chemistry Two strength levels -- 60 & 80 ksi yield Typically contains vanadium for strength Bar marked with ‘W’
Grade Bar Marking Metric Strength (MPa)
Inch-pound Strength (ksi)
75
4060
80
none607580
280420520550
40607580

130˚ SEISMIC HOOK
1. ASTM A615M Grade 40(280) is limited to sizes #3 through #6.2. Check availability with local suppliers for #14 and #18.
BAR SIZEDESIGNATION DIAMETER
(in) [mm]AREA
(in2) [mm2]MASS
(lb/ft) [kg/m]
#3#4#5#6#7#8#9
#10#11#14#18
0.375 [9.5]0.500 [12.7]0.625 [15.9]0.750 [19.1]0.875 [22.2]1.000 [25.4]1.128 [28.7]1.270 [32.3]1.410 [35.8]1.693 [43.0]2.257 [57.3]
0.11 [71]0.20 [129]0.31 [199]0.44 [284]0.60 [387]0.79 [510]1.00 [645]1.27 [819]
1.56 [1006]2.25 [1452]4.00 [2581]
0.376 [0.560]0.668 [0.994]1.043 [1.552]1.502 [2.235]2.044 [3.042]2.670 [3.973]3.400 [5.060]4.303 [6.404]5.313 [7.907]7.65 [11.38]
13.60 [20.24]
ASTM STANDARD METRICREINFORCED BARS
NOMINAL DIMENSIONS
STIRRUP HOOKS(Tie Bends Similar)
SEISMICSTIRRUP / TIE
BARSIZE D 90˚ 130˚
A or G A or G H*BARSIZE D A or G H*
#3#4#5#6#7#8
405065
115135155
105115155305355410
105115140205230270
658095
115135155
#3#4#5#6#7#8
405065
115135155
110115140205230270
808095
115135155
*H dimension is approximateNOTE: All dimensions are in millimeters (mm)M
illim
eter
s (m
m)10
2030
4050
6070
8090
100
110
120

.015
+3%
+2%
+1%
-1%
-2%
-3%
-4%
-5%
-6%
REBAR TOLERANCES-WEIGHTS
.020 .028 .038 .044 .050 .056 .064 .071 .085 .102
#3
.387
.384
.380
.376
.372
.368
.365
.361
.357
.353
#3
.015
#4
.688
.681
.675
.668
.661
.655
.648
.641
.635
.628
#4
.020
#5
1.074
1.064
1.053
1.043
1.033
1.022
1.012
1.001
.991
.980
#5
.028
#6
1.547
1.532
1.517
1.502
1.487
1.472
1.457
1.442
1.427
1.412
#6
.038
#7
2.105
2.085
2.064
2.044
2.024
2.003
1.983
1.962
1.942
1.921
#7
.044MINIMUM DEFORMATION HEIGHT
#8
2.750
2.723
2.697
2.670
2.643
2.617
2.590
2.563
2.537
2.510
#8
.050
#9
3.502
3.468
3.434
3.400
3.366
3.332
3.298
3.264
3.230
3.196
#9
.056
#10
4.432
4.389
4.346
4.303
4.260
4.217
4.174
4.131
4.088
4.045
#10
.064
#11
4.432
4.389
4.346
4.303
4.260
4.217
4.174
4.131
4.088
4.045
#10
.064
#14
7.880
7.803
7.727
7.650
7.574
7.497
7.421
7.344
7.268
7.191
#14
.085
#18
14.008
13.872
13.736
13.600
13.464
13.328
13.192
13.056
12.920
12.784
#18
.102
+3%
+2%
+1%
-1%
-2%
-3%
-4%
-5%
-6%
MINIMUM DEFORMATION HEIGHT
REBAR PROPERTY REQUIREMENTSGrade 40 Grade 60 Grade 75 Grade 80
Yield Strength, min (psi)Tensile Strength, min (psi)
Elongation, min (%):
40,00060,000
60,00090,000
75,000100,000
80,000105,000
#3 [10]#4, 5 [13, 16]
#6 [19]#7, 8 [22, 25]
#9, 10, 11 [29, 32, 36]#14, 18 [43, 57]
111212---
---
---
999877
777766
777766
ASTM A615

ASTM F432 REQUIREMENTS
Barrel (Core) Diameter
Deformation Height
Grade Diameter, in.
Yield, min (psi)
Tensile, min (psi)
Elongation, min %
40 3/4 - 1 1/2 40,000 70,000 12
55 5/8 - 1 1/2 55,000 85,000 12
60 5/8 - 1 1/2 60,000 90,000 9
75 5/8 - 1 1/2 75,000 100,000 8
100 5/8 - 1 1/2 100,000 125,000 6
Mechanical Properties

STRUCTURAL STEEL SPECSCommon ASTM Specifications for Structural Steel
A36: General purpose plain carbon steel grade with low strength, excellent welding characteristics, and high form-ability. 36 ksi minimum yield strength. This specification applies to bars, shapes, and plate products.
A529: General purpose carbon-manganese steel grade with moderate strength, good weldability, and moderate formability. Available in two varieties: 50 ksi & 55 ksi mini-mum yield strength. Applies to bars, shapes, and plates.
A572: High-strength, low alloy (HSLA) steel grade made with a fine-grain steelmaking practice. A572 has four “Types” that define which alloying element was used as a grain refiner. Type 1 (columbium) and Type 2 (vanadium) are most common. Five Grades are available: 42, 50, 55, 60, and 65 ksi minimum yield strength. Applies to bars, shapes, sheet piling, and plates.
A588: Corrosion-resistant HSLA steel grade intended primarily for use in welded bridges and buildings where at-mospheric corrosion resistance is desirable. In many envi-ronments, A588 steel is acceptable for use in the unpainted condition. 50 ksi minimum yield strength. Specification applies to bars, shapes, and plates.
A709: This spec covers plain carbon, HSLA, and quenched and tempered alloy steel products intended for use in bridges. A709 contains a wide range of variations and it is important for the customer to fully define those aspects before placing an order to prevent delays (see specific ordering information on the next page). Grades include 36, 50, 50S, 50W, HPS 50W, HPS 70W, and HPS 100W.
ASTM A709 Ordering Information
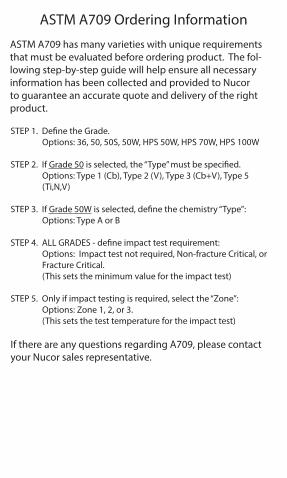
ASTM A709 has many varieties with unique requirements that must be evaluated before ordering product. The fol-lowing step-by-step guide will help ensure all necessary information has been collected and provided to Nucor to guarantee an accurate quote and delivery of the right product.
STEP 1. Define the Grade. Options: 36, 50, 50S, 50W, HPS 50W, HPS 70W, HPS 100W
STEP 2. If Grade 50 is selected, the “Type” must be specified. Options: Type 1 (Cb), Type 2 (V), Type 3 (Cb+V), Type 5 (Ti,N,V)
STEP 3. If Grade 50W is selected, define the chemistry “Type”: Options: Type A or B
STEP 4. ALL GRADES - define impact test requirement: Options: Impact test not required, Non-fracture Critical, or Fracture Critical. (This sets the minimum value for the impact test)
STEP 5. Only if impact testing is required, select the “Zone”: Options: Zone 1, 2, or 3. (This sets the test temperature for the impact test)
If there are any questions regarding A709, please contact your Nucor sales representative.

Frequently Asked Questions
1. What is the ASTM tolerance for straightness?Straightness requirements for bar products and struc-tural shapes are defined by ASTM A6.
Bars (Flats, Rounds, Squares):1/4” in any 5 foot length maximum camberor (total bar length in feet/5) x 1/4” overall
Shapes (Angles, Channels): Under 3” width:
1/4” in any 5 foot length maximum camberor (total bar length in feet/5) x 1/4” overall
3” and greater width:(total bar length in feet/5) x 1/8” overall
2. Can Nucor Utah produce non-ASTM products?
Absolutely. Many customers require special products that are not covered under current ASTM specs, includ-ing unique mechanical properties, chemistry, or di-mensional requirements. We would be glad to review non-standard products and determine our capability to produce. New product inquiries are reviewed by our metallurgical and production staff, and depending on the complexity of the product, an answer and price quote can usually be provided to the customer within a few days of submitting the inquiry.
Some examples of our non-standard offerings are serrated flats, off-size flats, grade-75 large rounds, heat-treatable bar products and many more.

Frequently Asked Questions
3. What is meant by a heat lot? Why is there a mini-mum quantity on special orders?
Nucor Utah produces steel using a batch process, where each batch is called a “heat” in steel mill lingo. Each 55-ton heat of liquid steel is poured into molds where it is reshaped into solid steel bars, called billets, that we can later hot-roll into our final products. The original 55-ton heat tapped from the furnace yields about 50-tons of rolled products, after yield losses.
Every heat of steel produced has a unique chemical composition, and this chemistry will dictate the final strength of the rolled product. Some ASTM specs place strict limits on chemical composition, while others are quite “open”.
When a customer orders a special product, the chem-istry needed to meet the requirements is often unique and does not match our common product ranges. Without an option to apply the steel to a stocked prod-uct, a minimum order quantity of at least one heat is necessary to prevent scrapping of the unused balance of the heat.
4. What is meant by the term “carbon equivalent”?
Carbon equivalent, or “CE”, is a formula that takes into account the total influence of all relevant alloying elements present in steel (like manganese, chromium, nickel, etc.), and relates them back to a single element, carbon. This is used to estimate the welding character-istics of steel, and simplify the selection of the proper welding procedure for a particular alloy chemistry.

Frequently Asked Questions
5. What is fine-grain steel? What is a grain-refiner?
When steel solidifies from a liquid, the atoms fall into a very specific pattern shaped like a cube, and the pattern repeats to form a larger structure. Regions that have the same orientation of this repeating pattern are called grains. Grains grow simultaneously at many different locations and will continue to grow from the liquid until they come into contact with an adjacent grain or reach the physical boundary of the shape.
A fine-grain grade of steel has been processed in such a way as to produce a relatively small grain size. Coarse-grain steel has no special processing and gen-erally has a larger grain size on average. Final grain size is influenced by the steel chemistry, reheat practices prior to hot-rolling, the hot-rolling practice itself, and the cooling rate of the final product after rolling.
The most common and convenient way to guarantee a fine grain size is to alloy the steel with certain elements that encourage rapid grain formation during solidifica-tion. These elements are called grain refiners, and the most common used are vanadium, columbium, and aluminum.
Fine-grain steel has superior mechanical properties when compared to coarse grain steel, most notably when considering ductility and impact strength. Grain refiners also improve the yield and tensile strength, and do so without negatively affecting welding char-acteristics.

.008
.008
.008
.010
.010
.010
.010
.012
A T 3/16” & Under 3/16”-3/8” > 3/8
STR
UC
TUR
ALBA
R S
IZE
1/2”
3/4”
1”
1-1/4”
1-1/2”
1-3/4”
2”
2-1/2”
3”
3-1/2”
4”
5”
6”
7”
+.031-.031
+.031-.031
+.031-.031
+.047-.047
+.047-.047
+.047-.047
+.047-.047
+.063-.063
+.125-.094
+.125-.094
+.125-.094
+.125-.125
+.125-.125
+.188-.188
.012
.017
.023
.029
.035
.040
.046
.058
.069
.081
.092
.115
.138
.162
+_
+_
+_
+_
+_
+_
+_
+_
.010
.010
.010
.010
.010
.010
.010
.015
+_
+_
+_
+_
+_
+_
+_
+_
.012
.012
.012
.012
.015
+_
+_
+_
+_
+_
LONGER LEG OF UNEQUAL ANGLE DETERMINES THE SIZE FOR PERMISSIBLE VARIATIONS.
ANGLE

SIZEINCHES
3 X 2 X 3/16
1/4
3/8
3 X 3 X 3/16
1/4
5/16
3/8
1/2
3 X 3 X 1/4
5/16
3/8
1/2
4 X 3 X 1/4
5/16
3/8
1/2
4 X 3 X 1/4
5/16
3/8
1/2
4 X 4 X 1/4
5/16
3/8
1/2
5 X 3 X 1/4
-2 1/2%Under
WeightPer Ft.
Nominal
+3%Over
SIZEINCHES
-2 1/2%Under
WeightPer Ft.
Nominal
+3%Over
12
12
12
2.993
3.998
5.753
3.617
4.778
5.948
7.020
9.165
5.655
7.020
8.288
10.823
5.655
7.020
8.288
10.823
6.045
7.508
8.873
11.603
6.435
7.995
9.555
12.480
6.435
3.07
4.10
5.90
3.71
4.90
6.10
7.20
9.40
5.80
7.20
8.50
11.10
5.80
7.20
8.50
11.10
6.20
7.70
9.10
11.90
6.60
8.20
9.80
12.80
6.60
3.1621
4.223
6.077
3.8213
5.047
6.283
7.416
9.682
5.974
7.416
8.755
11.433
5.974
7.416
8.755
11.433
6.386
7.931
9.373
12.257
6.798
8.446
10.094
13.184
6.798
ANGLE STRUCTURAL SIZEWEIGHT TOLERANCES
5 X 3 X 3/8
5 X 3 X 1/4
3/8
1/2
5 X 5 X 5/16
3/8
1/2
6 X 4 X 5/16
3/8
1/2
6 X 6 X 1/4
5/16
3/8
7/16
1/2
9/16
5/8
3/4
7/8
1
7 X 4 x 3/8
1/2
3/4
12
9.555
6.825
10.140
13.260
10.043
11.993
15.795
10.043
11.993
15.795
9.8475
12.090
14.528
16.770
19.110
21.353
23.595
27.983
32.273
36.465
13.260
17.453
25.545
9.80
7.00
10.40
13.60
10.30
12.30
16.20
10.30
12.30
16.20
10.10
12.40
14.90
17.20
19.60
21.90
24.20
28.70
33.10
37.40
13.60
17.90
26.20
10.094
7.21
10.712
14.008
10.609
12.669
16.686
10.609
12.669
16.686
10.403
12.772
15.347
17.716
20.188
22.557
24.926
29.561
34.093
38.522
14.008
18.437
26.986

CHANNEL TOLERANCESSIZE A B C (OUT OF SQUARE)
D - A
Bar Size1-1/2 x 1/2 x 1/8
1.128 #/ft.
Bar Size1-1/2 x 9/16 x 3/16
1.44 #/ft.
Bar Size1-1/2 x 3/4 x 1/8
1.142 #/ft.
Bar Size2 x 1 x 1/8
1.59 #/ft.
Bar Size2 x 1 x 3/16
2.32 #/ft.
Bar Size2-1/2 x 3.9 #/ft.
Bar Size2-1/2 x 4.4 #/ft.
4.2033 x 4.1 #/ft.
3.998
5.1253 x 5.0 #/ft.
4.875
+ .0311.500- .031
+ .0311.500- .031
+ .0311.500- .031
+ .0622.000- .062
+ .0622.000- .062
+ .0942.500- .063
+ .0942.500- .063
+ .0943.000- .063
+ .0943.000- .063
+ .031.500- .031
+ .031.5625- .031
+ .031.750- .031
+ .0621.000- .062
+ .0621.000- .062
+ .1251.500- .125
+ .1251.562- .125
+ .1251.410- .125
+ .1251.498- .125
+ .010.125- .010
+ .010.1875- .010
+ .010.125- .010
+ .015.125- .015
+ .015.187- .015
.188
.250
.170
.258
+ .010.125- .010
+ .010.1875- .010
+ .010.125- .010
.031
.031
.047
.047
.044
.047
+_
+_
+_
+_
+_
+_

CHANNEL TOLERANCESSIZE A B C (OUT OF SQUARE)
D - A5.535
4 x 5.4 #/ft.5.265
6.4064 x 6.25 #/ft.
6.094
7.4314 x 7.25 #/ft.
7.069
6.8685 x 6.7 #/ft.
6.533
9.2255 x 9.0 #/ft.
8.775
8.4056 x 8.2 #/ft.
7.998
10.7636 x 10.5 #/ft.
10.238
11.78758 x 11.5 #/ft.
11.2125
14.09378 x 13.75 #/ft.
13.4062
15.75910 x 15.3 #/ft.
14.917
20.610 x 20.0 #/ft.
19.5
+ .0944.000- .063
+ .0944.000- .063
+ .0944.000- .063
+ .0945.000- .063
+ .0945.000- .063
+ .0946.000- .063
+ .0946.000- .063
+ .1258.000- .094
+ .1258.000- .094
+ .12510.000
- .094
+ .12510.000
- .094
+ .1251.584- .125
+ .1251.650- .125
+ .1251.721- .125
+ .1251.750- .125
+ .1251.885- .125
+ .1251.920- .125
+ .1252.034- .125
+ .1252.260- .156
+ .1252.343- .156
+ .1252.6
- .156
+ .1252.739- .156
.184
.247
.321
.190
.325
.200
.314
.220
.303
.240
.379
.049
.051
.053
.054
.059
.060
.063
.070
.073
.081
.084
+_
+_
+_
+_
+_
+_
+_
+_
+_
+_
+_

SPECIFIED SIZEINCHES
To 5/16 lncl
> 5/16 to 7/16 lncl
> 7/16 to 5/8 lncl
> 5/8 to 7/8 lncl
> 7/8 to 1 lncl
> 1 to 1-1/8 lncl
> 1-1/8 to 1-1/4 lncl
> 1-1/4 to 1-3/8 lncl
> 1-3/8 to 1-1/2 lncl
> 1-1/2 to 2 lncl
> 2 to 2-1/2 lncl
> 2-1/2 to 3-1/2 lncl
> 3-1/2 to 4-1/2 lncl
Size Tolerances
.005
.006
.007
.008
.009
.010
.011
.012
.014
.016
.031
.047
.063
SQUARES & ROUNDSROLLING TOLERANCES
Over Under
.005
.006
.007
.008
.009
.010
.011
.012
.014
.016
.000
.000
.000
Out of Round or Square
.008
.009
.010
.012
.013
.015
.016
.018
.021
.023
.023
.035
.046
SPECIFIEDSIZE - INCHES
To .313
> .313 TO .438
> .438 TO .625
> .625 TO .875
> .875 TO 1.000
> 1.000 TO 1.125
> 1.125 TO 1.250
> 1.250 TO 1.375
> 1.375 TO 1.500
> 1.500 TO 2.000
> 2.000 TO 2.500
> 2.500 TO 3.500
> 3.500 TO 4.500
*OUT OF ROUND IS THE DIFFERENCE BETWEEN THE MAXIMUM AND MINIMUM DIAMETERS OF THE BAR MEASURED AT THE SAME CROSS SECTION.

Specified Width
Permitted Variation Over or Under Specified Thickness, for Given Thickness Range
0.203 to <1/4”
1/4 to 1/2” Over 1/2 to 1”
Over 1 to 2”
Up to 1” ±0.007 ±0.008 ±0.010 --
Over 1” to 2” ±0.007 ±0.012 ±0.015 ±0.031
Over 2” to 4” ±0.008 ±0.015 ±0.020 ±0.031
Over 4” to 6” ±0.009 ±0.015 ±0.020 ±0.031
Over 6” to 8” ±0.015 ±0.016 ±0.025 ±0.031
Flat Bar Rolling Tolerances, Thickness
Specified Width
Permitted Variation from Specifed Width
Over Under
Up to 1” 0.016 0.016
Over 1” to 2” 0.031 0.031
Over 2” to 4” 0.063 0.031
Over 4” to 6” 0.094 0.063
Over 6” to 8” 0.125 0.094
Flat Bar Rolling Tolerances, Width
Flat definition: width up to and including 8 inches, thick-ness over 0.203 inches, except in widths over 6 inches which must be at least 0.230 inches in thickness.

Rolling Tolerances for Common Flat Sizes(Dimensions in inches)
SizeWidth Under
Width Over
Thick-ness Under
Thick-ness Over
Area (in2)
1/4 x 1 1/2 1.469 1.531 0.238 0.262 0.375
1/4 x 2 1.969 2.031 0.238 0.262 0.500
1/2 x 2 1.969 2.031 0.488 0.512 1.000
3/8 x 2 1.969 2.031 0.363 0.387 0.750
1/4 x 3 2.969 3.063 0.235 0.265 0.750
3/8 x 3 2.969 3.063 0.363 0.387 1.1251/2 x 3 2.969 3.063 0.485 0.515 1.5001/4 x 4 3.969 4.063 0.235 0.265 1.000
3/8 x 4 3.969 4.063 0.363 0.387 1.500
1/2 x 4 3.969 4.063 0.485 0.515 2.000
1/4 x 5 4.937 5.094 0.235 0.265 1.250
3/8 x 5 4.937 5.094 0.363 0.387 1.875
1/2 x 5 4.937 5.094 0.485 0.515 2.500
1/4 x 5 1/2 5.437 5.594 0.235 0.265 1.375
1/4 x 6 5.937 6.094 0.235 0.265 1.500
3/8 x 6 5.937 6.094 0.363 0.387 2.250
1/2 x 6 5.937 6.094 0.485 0.515 3.000
3/4 x 6 5.937 6.094 0.73 0.77 4.500
1/4 x 7 6.906 7.125 0.234 0.266 1.750
3/8 x 8 7.906 8.125 0.359 0.391 3.000
1/2 x 8 7.906 8.125 0.484 0.516 4.000
3/4 x 8 7.906 8.125 0.724 0.776 6.000

Strip Rolling Tolerances, Thickness
Speci-fied
Width
Permitted variation over or under specified thickness, for given thickness range
To 0.057”
>0.057 to 0.118”
>0.118 to 0.187”
>0.187 to 0.203”
>0.203 to 0.230”
Up to 3½” ±0.003 ±0.004 ±0.005 ±0.006 --
>3½ to 6” ±0.003 ±0.005 ±0.005 ±0.006 --
>6 to 12” ±0.004 ±0.005 ±0.005 ±0.006 ±0.006
Note: The recommended location for measuring strip thickness is 3/8” from the outside edge, using a micrometer.
Strip Rolling Tolerances, Width
Specified Width Permitted variation over or under specified width, for given width range
Up to 2”, inclusive ±1/32” (0.031”)
>2 to 5” ±3/64” (0.047”)
>5 to 10” ±1/16” (0.063”)
>10 to 12” ±3/32” (0.094”)
Strip Rolling Tolerances, Crown
Specified Width
Permitted variation over or under speci-fied thickness, for given thickness range
Up to 0.118”
>0.118 to 0.187”
>0.187 to 0.230”
Up to 3½” ±0.002 ±0.002 ±0.001
>3½ to 6” ±0.003 ±0.002 ±0.002
>6 to 12” ±0.004 ±0.003 ±0.003

PLATE ROLLING TOLERANCESSIZE
OVER UNDER9 x 1/45/163/81/25/83/41”
10 x 1/45/163/81/25/83/41”
11 x 1/45/163/81/25/83/41”
12 x 1/45/163/81/25/83/41”
WIDTHOVER UNDER
THICKNESS
0.1250.1250.1250.1250.1880.1880.25
0.1250.1250.1250.1250.1880.1880.25
0.1250.1250.1250.1250.1880.1880.25
0.1250.1250.1250.1250.1880.1880.25
0.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.1250.125
0.030.030.030.030.030.030.060.030.030.030.030.030.030.060.030.030.030.030.030.030.060.030.030.030.030.030.030.06
0.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.010.01

Iron - Carbon Binary Phase Diagram
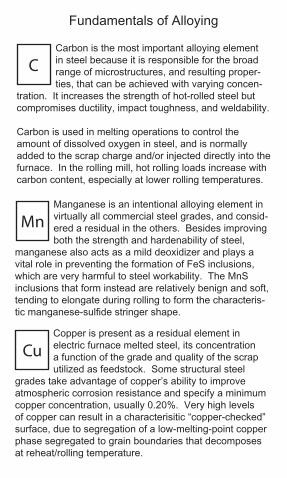
Fundamentals of Alloying
Carbon is the most important alloying element in steel because it is responsible for the broad range of microstructures, and resulting proper-ties, that can be achieved with varying concen-
tration. It increases the strength of hot-rolled steel but compromises ductility, impact toughness, and weldability.
Carbon is used in melting operations to control the amount of dissolved oxygen in steel, and is normally added to the scrap charge and/or injected directly into the furnace. In the rolling mill, hot rolling loads increase with carbon content, especially at lower rolling temperatures.
MnManganese is an intentional alloying element in virtually all commercial steel grades, and consid-ered a residual in the others. Besides improving both the strength and hardenability of steel,
manganese also acts as a mild deoxidizer and plays a vital role in preventing the formation of FeS inclusions, which are very harmful to steel workability. The MnS inclusions that form instead are relatively benign and soft, tending to elongate during rolling to form the characteris-tic manganese-sulfide stringer shape.
Cu
C
Copper is present as a residual element in electric furnace melted steel, its concentration a function of the grade and quality of the scrap utilized as feedstock. Some structural steel
grades take advantage of copper’s ability to improve atmospheric corrosion resistance and specify a minimum copper concentration, usually 0.20%. Very high levels of copper can result in a characterisitic “copper-checked” surface, due to segregation of a low-melting-point copper phase segregated to grain boundaries that decomposes at reheat/rolling temperature.

Fundamentals of AlloyingDeoxidizers
SiSilicon is one of the most common steel alloy-ing elements outside of carbon and manganese and is usually added in the form of ferrosilicon or silicomanganese, depending on the grade require-
ments and relative alloy prices. Silicon has a great affinity for oxygen, ranking between manganese and titanium, and is primarily used to control active oxygen content which has an important role in steel cleanliness and quality. At a level above 0.15%, steel is considered silicon-killed, meaning that the majority of the free oxygen has been passivized.
CaCalcium is by far the most potent deoxidizer, unfortunately its usefulness is limited by both its extremely low solubility and tendency to boil at steelmaking temperatures, limiting the amount
available for reaction with oxygen. Nevertheless, calcium is commonly added in wire form during steel refining to aid in desulfurization, provide manganese-sulfide inclusion shape control, and to modify the chemistry of alumina inclusions to improve castability.
AlAluminum is another example of a highly efficient deoxidizer handicapped by significant drawbacks. Although aluminum can outperform silicon in terms of deoxidizing power, its use is restricted
to steelmaking shops possessing specialized equipment designed to shield liquid metal from the atmosphere throughout production. Any exposure, however trivial, has the potential to generate a burst of aluminum oxide inclusions. These inclusions are large, jagged in shape, and solid at steelmaking temperature, making them highly adherent to refractory materials, such as tundish nozzles and submerged entry nozzles.
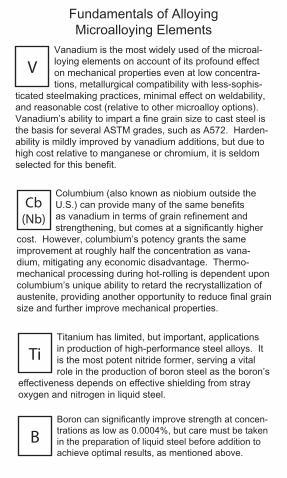
Fundamentals of AlloyingMicroalloying Elements
V
Cb(Nb)
Ti
B
Vanadium is the most widely used of the microal-loying elements on account of its profound effect on mechanical properties even at low concentra-tions, metallurgical compatibility with less-sophis-
ticated steelmaking practices, minimal effect on weldability, and reasonable cost (relative to other microalloy options). Vanadium’s ability to impart a fine grain size to cast steel is the basis for several ASTM grades, such as A572. Harden-ability is mildly improved by vanadium additions, but due to high cost relative to manganese or chromium, it is seldom selected for this benefit.
Columbium (also known as niobium outside the U.S.) can provide many of the same benefits as vanadium in terms of grain refinement and strengthening, but comes at a significantly higher
cost. However, columbium’s potency grants the same improvement at roughly half the concentration as vana-dium, mitigating any economic disadvantage. Thermo-mechanical processing during hot-rolling is dependent upon columbium’s unique ability to retard the recrystallization of austenite, providing another opportunity to reduce final grain size and further improve mechanical properties.
Titanium has limited, but important, applications in production of high-performance steel alloys. It is the most potent nitride former, serving a vital role in the production of boron steel as the boron’s
effectiveness depends on effective shielding from stray oxygen and nitrogen in liquid steel.
Boron can significantly improve strength at concen-trations as low as 0.0004%, but care must be taken in the preparation of liquid steel before addition to achieve optimal results, as mentioned above.

Nickel, like chromium, is a key component of a wide variety of high-performance steel alloys. Nickel is unmatched in its ability to provide fracture resistance (toughness) at extremely low service temperatures, and is commonly employed in arctic
pipeline steels for this reason. It also provides a mild boost to hardenability, provides corrosion resistance against acid attack, and stabilizes austenite down to room temperature. This effect allows for the distinctive properties of 300-series stainless steel, which possess a rare combination of high strength, high-temperature stability, corrosion resistance, and toughness.
Fundamentals of AlloyingTraditional Strengtheners
CrSteel alloys utilizing chromium are extremely diverse in chemistry and application, including the popular chrome-moly alloy steel family, the entire range of stainless steels, many tool steel grades,
and even exotic high-temperature-stable superalloys. Chro-mium provides improved hardenability, wear resistance, and corrosion resistance to steel alloys. High-chromium alloys are protected from corrosive environments by a thin, highly-adherent oxide layer that acts as a barrier between the base metal and the corrosive agent. A dispersion of chromium carbide particles in Cr-alloyed structural steels help resist softening at sustained high temperatures.
Ni
MoMolybdenum (“moly” for short) is one of the most effective hardenability agents and as such is an important constituent of an assortment of heat-treatable alloys, such as AISI 4140, a versatile chrome-moly steel alloy. Molybdenum is a key
component of many tool steels, where its ability to resist softening at high temperature improves wear resistance and increases stock removal rate. The downside of “moly” is its historically high cost, which precludes widespread us-age in high-volume structural steels.

Fundamentals of AlloyingImpurities (“Tramp Elements”)
S
P
Sn
Pb
Sulfur is generally regarded as an impurity in steel, except in special applications where it is added intentionally to a class of steel called Free Machin-ing Steels, where it acts as a lubricant during
machining and promotes high feed rates and heavy stock removal. In structural steels, sulfur levels of up to 0.05% are generally tolerated.
Sulfur combines with manganese in liquid steel to form MnS inclusions that are liquid at steelmaking temperatures and present no complications during cast. It can be removed during refining by deoxidizing the steel and slag (white slag practice), while maintaining a moderate stir intensity. High temperature and good slag volume are also important for effective sulfur removal.
Phosphorus is another common impurity that is nor-mally reduced to its lowest practical level. It causes embrittlement of steel at high concentrations, but also has the positive benefits of enhancing machin-ability and atmospheric corrosion resistance. Unlike
sulfur, phosphorus can only be removed in the high-oxygen environment of the arc furnace, where it must be poured off early to reduce the risk of reversion from the slag.
Lead can enter the scrap supply in the form of sol-der, batteries, or babbitt, and once heated to steel-making temperatures can produce toxic vapors due to its low solubility in steel and low boiling point.
Tin is present in scrap in the form of cans, solder, and various protective coatings. Tin cannot be removed from steel once melted, and has harmful effects on properties even in small amounts.
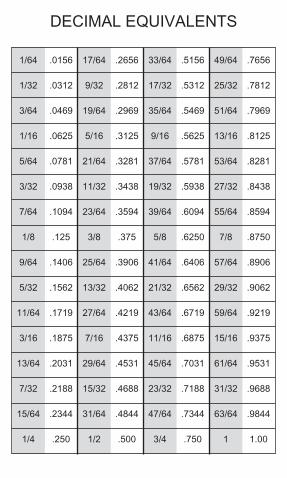
DECIMAL EQUIVALENTS
1/64
1/32
3/64
1/16
5/64
3/32
7/64
1/8
9/64
5/32
11/64
3/16
13/64
7/32
15/64
1/4
.0156
.0312
.0469
.0625
.0781
.0938
.1094
.125
.1406
.1562
.1719
.1875
.2031
.2188
.2344
.250
17/64
9/32
19/64
5/16
21/64
11/32
23/64
3/8
25/64
13/32
27/64
7/16
29/64
15/32
31/64
1/2
.2656
.2812
.2969
.3125
.3281
.3438
.3594
.375
.3906
.4062
.4219
.4375
.4531
.4688
.4844
.500
33/64
17/32
35/64
9/16
37/64
19/32
39/64
5/8
41/64
21/32
43/64
11/16
45/64
23/32
47/64
3/4
.5156
.5312
.5469
.5625
.5781
.5938
.6094
.6250
.6406
.6562
.6719
.6875
.7031
.7188
.7344
.750
49/64
25/32
51/64
13/16
53/64
27/32
55/64
7/8
57/64
29/32
59/64
15/16
61/64
31/32
63/64
1
.7656
.7812
.7969
.8125
.8281
.8438
.8594
.8750
.8906
.9062
.9219
.9375
.9531
.9688
.9844
1.00

TABLES OF WEIGHTS & MEASURESMETRIC SYSTEM
LINEAR MEASURE10 millimeters (mm) = 1 centimeter (cm)10 centimeters = 1 decimeter (dm)1 decimeter = 100 millimeters10 decimeters = 1 meter (m)1 meter = 1,000 millimeters10 meters = 1 dekameter (dam)10 dekameters = 1 hectometer (hm)1 hectometer = 100 meters10 hectometers = 1 kilometer (km)1 kilometer = 1,000 meters
AREA MEASURE100 square millimeters = 1 sq. centimeter10,000 sq. centimeters = 1 sq. meter1 sq. meter = 1,000,000 sq. millimeters100 sq. meters = 1 are (a)100 ares = 1 hectare (ha) 1 hectare = 10,000 sq. meters100 hectares = 1 sq. kilometer1,000,000 sq. meters = 1 sq. kilometer
VOLUME MEASURE1 liter = 0.001 cubic meter10 milliliters (ml) = 1 centiliters (cl)10 centiliters = 1 deciliter (dl)1 deciliter = 100 milliliters10 deciliters = 1 liter (l)1 liter = 1,000 milliliters10 liters = 1 dekaliter (dal)10 dekaliters = 1 hectoliter (hl)1 hectoliter = 100 liters10 hectoliters = 1 kiloliter (kl)1 kiloliter = 1,000 liters
WEIGHT10 milligrams (mg) = 1 centigram (cg)10 centigrams = 1 decigram (dg) 1 decigram = 100 milligrams10 decigrams = 1 gram (g) 1 gram = 1,000 milligrams10 grams = 1 dekagram (dag)10 dekagrams = 1 hectogram (hg)1 hectogram = 100 grams10 hectograms = 1 kilogram (kg)1 kilogram = 1,000 grams1,000 kilograms = 1 metric ton (t)
CUBIC MEASURE1,000 cubic millimeters = 1 cubic centimeter1,000 cubic centimeters = 1 cubic decimeter1 cubic decimeter = 1,000,000 cubic millimeters1,000 cubic decimeters = 1 cubic meter1 cubic meter = 1 stere1,000 cubic decimeters = 1,000,000 cu. cm1,000 cubic decimeters = 1,000,000,000 cu. mm
U.S. CUSTOMARY SYSTEM
LINEAR MEASURE12 inches = 1 foot3 feet = 1 yard5-1/2 yards = 1 rod40 rods = 1 furlong8 furlongs = 1 mile3 land miles = 1 league
AREA MEASURE144 Sq. inches = 1 sq. foot9 sq. feet = 1 sq. yard30-1/4 sq. yards = 1 sq. rod160 sq. rods = 1 acre640 acres = 1 sq. mile1 sq. mile = 1 section36 sections = 1 township
LIQUID MEASURE4 gills (2 cups) = 1 pint2 pints = 1 quart4 quarts = 1 gallon
DRY MEASURE2 pints = 1 quart8 quarts = 1 peck4 pecks = 1 bushel
WEIGHT27-11/32 grains = 1 dram16 drams = 1 ounce16 ounces = 1 pound100 pounds = 1 hundredweight20 hundredweight = 1 ton

TABLES OF EQUIVALENTS
0.1 millimicron (exactly) • 0.0001 micron (exactly)
0.0000001 millimeter (exactly) • 0.000000004 inch120 fathoms • 720 feet • 219.456 meters (exactly)
0.3937 inch66 feet • 20.1168 meters (exactly)
100 feet • 30.48 meters (exactly)
3.937 inches32.808 feet6 feet • 1.8288 meters (exactly)
0.3048 meter (exactly)
10 chains (surveyor’s) • 660 feet • 220 yards1/8 statute mile • 201.168 meters (exactly)
4 inches2.54 centimeters (exactly)
0.621 mile3 statute miles • 4.828 kilometers7.92 inches (exactly) • 0.201168 meter (exactly)
1 foot • 0.3048 meter (exactly)
39.37 inches • 1.094 yards0.001 millimeter (exactly) • 0.00003937 inch0.001 inch (exactly) • 0.0254 millimeter (exactly)
5,280 feet • 1.609 kilometers1.852 kilometers (exactly) • 1.151 statute miles0.999 U.S. nautical miles0.03937 inch
0.001 micron (exactly) • 0.00000003937 inch0.013837 inch (exactly) • 1/72 inch (approximately)
0.351 millimeter16-1/2 feet • 5-1/2 yards • 5.0292 meters (exactly)
0.9144 meters (exactly)
The name of a unit enclosed in brackets [1 chain] indicates (1) that the unit is not in current use in the United States, or (2) that the unit is believed to be based on “custom and usage” rather than on formal definition. Equivalents involving decimals are, in most instances, rounded off to the third decimal place except where exact equivalents are so designated.
11 angstrom =
1 cable’s length = 1 centimeter =
1 chain (Gunter’s or surveyor’s) = [1 chain] (engineer’s) =
1 decimeter =1 dekameter =
1 fathom = 1 foot =
1 furlong =
[1 hand] =1 inch =
1 kilometer =1 league (land) =
1 link (Gunter’s or surveyor’s) =[1 link (engineer’s)] =
1 meter =1 micron µ [the Greek letter mu] =
1 mil =1 mile (statute or land) =
1 mile (nautical, international) =
1 millimeter =1 millimicron (mµ[the English
letter m in combination with the Greek letter mu]) =1 point (typography) =
1 rod, pole, or perch =1 yard =

TABLES OF EQUIVALENTSThe name of a unit enclosed in brackets [1 chain] indicates (1) that the unit is not in current use in the United States, or (2) that the unit is believed to be based on “custom and usage” rather than on formal definition. Equivalents involving decimals are, in most instances, rounded off to the third decimal place except where exact equivalents are so designated.
43,560 square feet4,840 square yards0.405 hectare119.599 square yards0.025 acre2.471 acres100 square feet0.155 square inch15.500 square inches929.030 square centimeters6.4516 sq. centimeters (exactly)
0.386 square mile247.105 acres1.196 square yards10.764 square feet258.999 hectares0.002 square inch25.293 square meters0.836 square meter
Areas or Surfaces1 acre =
1 are =
1 hectare =[1 square building] =
1 square centimeter =1 square decimeter =
1 square foot =1 square inch =
1 square kilometer =
1 sq. meter =
1 sq. mile =1 square millimeter =
1 square rod, sq. pole, or sq. perch =1 sq. yard =
TEMPERATURE CONVERSION-18
0 10 20 32 40 50 60 70 80 90
-10 0 10 20 30
Celsius = 9 (F-32)5
Fahrenheit = 5 + 32)9C

TABLES OF U.S. CUSTOMARY WEIGHTS AND MEASURES
LINEAR MEASURE12 inches (in.) = 1 foot (ft.)3 feet = 1 yard (yd.)5-1/2 yards = 1 rod (rd.), pole, or perch (16-1/2 ft.)40 rods = 1 furlong (fur.) = 220 yards = 660 feet8 furlongs = 1 statute mile (mi.) = 1,760 yd. = 5,280 feet3 land miles = 1 league5,280 feet = 1 statute or land mile6,076.11549 ft. = 1 international nautical mile
AREA MEASURESquares and cubes of units are sometimes abbreviated by using “superior” figures. For example, ft. means square foot and ft. means cubic foot.
144 square in. = 1 square foot9 square feet = 1 square yard = 1,296 sq. in.30-1/4 sq. yds. = 1 square rod = 272-1/4 square feet160 sq. rods = 1 acre = 4,840 sq. yards = 43,560 square feet640 acres = 1 square mile1 mile square = 1 section (of land)6 miles square = 1 township = 36 sections = 36 square miles
CUBIC MEASURE 1,728 cubic in. = 1 cubic ft.27 cubic feet = 1 cubic yard
LIQUID MEASUREWhen necessary to distinguish the liquid pint or quart from the dry pint or quart, the word “liquid” or abbreviation “liq.” should be used in combination with the name or abbreviation of the liquid unit.
4 gills (gi.) = 1 pint (pt.) = 28.875 cubic in.2 pints = 1 quart (qt.) = 57.75 cubic in.4 quarts = 1 gallon (gal.) = 231 cubic in. = 8 pints = 32 gi.
APOTHECARIES FLUID MEASURE60 minims (min.) = 1 fluid dram (fl. dr.) = 0.2256 cubic inch8 fluid drams = 1 fluid ounce (fl. oz.) = 1.8047 cubic inches16 fluid ounces = 1 pint = 28.875 cubic inches = 128 fluid drams2 pints = 1 quart = 57.75 cubic inches = 32 fluid ounces = 256 fluid drams4 quarts = 1 gallon = 231 cubic inches = 128 fluid oz. = 1,024 fluid drams
2 3

TABLES OF U.S. CUSTOMARY WEIGHTS AND MEASURES
DRY MEASUREWhen necessary to distinguish the dry pint or quart from the liquid pint or quart the word “dry” should be used in combination with the name or abbreviation of the dry unit.
2 pints = 1 quart = 67.2006 cubic in.8 quarts = 1 peck (pk.) = 537.605 cubic in. = 16 pints4 pecks = 1 bushel (bu.) = 32 quarts = 2,150.42 cubic inches
AVOIRDUPOIS WEIGHTWhen necessary to distinguish the avoirdupois dram from the apothecaries dram, or to distinguish the avoirdupois dram or ounce from the fluid dram or ounce, or to distinguish the avoirdupois ounce or pound from the troy or apothecaries ounce or pound, the word “avoirdupois” or the abbreviation “avdp.” should be used in combination with the name or abbreviation of the avoirdupois unit. (the “grain” is the same in avoirdupois, troy, and apothecaries weights.)
27-11/32 grains = 1 dram (dr.)16 drams = 1 ounce (oz.) = 437-1/2 grains16 ounces = 1 pound (lb.) = 256 drams = 7,000 grains100 pounds = 1 hundredweight (cwt.)*20 hundredweights = 1 ton (tn.) = 2,000 pounds*In “gross” or “long” measure, the following values are recognized:112 pounds = 1 gross or long hundredweight*20 gross or long hundredweights = 1 gross or long ton = 2,240 pounds*
TROY WEIGHT24 grains = 1 pennyweight (dwt.)20 pennyweights = 1 ounce troy (oz. t.) = 480 grains12 ounces troy = 1 pound troy (lb. t.) = 240 pennyweights = 5,760 grains
APOTHECARIES WEIGHT20 grains = 1 scruple (s. ap.)3 scruples = 1 dam apothecaries (dr. ap.) = 60 grains8 drams ap. = 1 ounce apothecaries (oz. ap.) = 24 scruples = 480 grains 12 ounces apothecaries = 1 pound apothecaries (lb. ap.) = 96 drams apothecaries = 288 scruples = 5,760 grains
GUNTER’S OR SURVEYOR’S CHAIN MEASURE7.92 inches = 1 link (li.)100 links = 1 chain (ch.) = 4 rods = 66 feet80 chains = 1 statute mile = 320 rods = 5,280 feet
*When the terms “hundredweight” and “ton” are used unmodified, they are commonly understood to mean the 100-pound hundredweight and the 2,000-pound ton, respectively; these units may be designated “net” or “short” when necessary to distinguish them from the corresponding units in gross or long measure.

UNIT CONVERSIONTO CONVERT INTO MULTIPLY BYAcre . . . . . . . . . . . . . . . . . . . hectare . . . . . . . . . . . . . . . . . 0.4047Acres . . . . . . . . . . . . . . . . . . square feet . . . . . . . . . . . . . 43.560.0Acres . . . . . . . . . . . . . . . . . . square mile . . . . . . . . . . . . . 1.562 x 10Ampere-hours . . . . . . . . . . . coulombs . . . . . . . . . . . . . . . 3.600.0Angstrom unit . . . . . . . . . . . inch . . . . . . . . . . . . . . . . . . . 3.937 x 10Angstrom unit . . . . . . . . . . . micron . . . . . . . . . . . . . . . . . 1 x 10Astronomical unit . . . . . . . . . kilometers . . . . . . . . . . . . . . 1.495 x 10Atmospheres . . . . . . . . . . . . cms of mercury . . . . . . . . . . 76.0Bolt (US cloth) . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 36.576BTU . . . . . . . . . . . . . . . . . . . horsepower-hrs . . . . . . . . . . 3.931 x 10BTU . . . . . . . . . . . . . . . . . . . kilowatt-hrs . . . . . . . . . . . . . 2.928 x 10BTU / hr . . . . . . . . . . . . . . . . watts . . . . . . . . . . . . . . . . . . 0.2931Bushels . . . . . . . . . . . . . . . . cubic inches . . . . . . . . . . . . 2,150.4Calories, gram (mean) . . . . . BTU (mean) . . . . . . . . . . . . . 3.9685 x 10Centares . . . . . . . . . . . . . . . square meters . . . . . . . . . . . 1.0Centimeters . . . . . . . . . . . . . kilometers . . . . . . . . . . . . . . 1 x 10Centimeters . . . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 1 x 10Centimeters . . . . . . . . . . . . . millimeters . . . . . . . . . . . . . . 10.0Centimeters . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 3.281 x 10Centimeters . . . . . . . . . . . . . inches . . . . . . . . . . . . . . . . . 0.3937Chain . . . . . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . . . . 792.0Circumference . . . . . . . . . . . radians . . . . . . . . . . . . . . . . . 6.283Coulombs . . . . . . . . . . . . . . faradays . . . . . . . . . . . . . . . . 1.036 x 10Cubic centimeters . . . . . . . . cubic inches . . . . . . . . . . . . 0.06102Cubic centimeters . . . . . . . . pints (US liq.) . . . . . . . . . . . . 2.113 x 10Cubic feet . . . . . . . . . . . . . . cubic meters . . . . . . . . . . . . 0.02832Cubic feet/min . . . . . . . . . . . pounds water/min . . . . . . . . 62.43Cubic feet/sec . . . . . . . . . . . gallons/min . . . . . . . . . . . . . 448.831Cubits . . . . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . . . . 18.0Days . . . . . . . . . . . . . . . . . . seconds . . . . . . . . . . . . . . . . 86.400.0Degrees (angle) . . . . . . . . . . radians . . . . . . . . . . . . . . . . . 1.745 x 10Degrees / sec . . . . . . . . . . . revolutions/min . . . . . . . . . . 0.1667Dynes . . . . . . . . . . . . . . . . . grams . . . . . . . . . . . . . . . . . 1.020 x 10Dynes . . . . . . . . . . . . . . . . . joules/meter (newton) . . . . . 1 x 10Ell . . . . . . . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . . . . 45.0Em, pica . . . . . . . . . . . . . . . inch . . . . . . . . . . . . . . . . . . . 0.167Ergs . . . . . . . . . . . . . . . . . . . BTU . . . . . . . . . . . . . . . . . . . 9.480 x 10Ergs . . . . . . . . . . . . . . . . . . . foot-pounds . . . . . . . . . . . . 7.3670 x 10Ergs . . . . . . . . . . . . . . . . . . . kilowatt-hours . . . . . . . . . . . 2.778 x 10Faradays/sec . . . . . . . . . . . . amperes (absolute) . . . . . . . 90.500Fathoms . . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 6.0Feet . . . . . . . . . . . . . . . . . . . centimeters . . . . . . . . . . . . . 30.48Feet . . . . . . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 0.3048Feet . . . . . . . . . . . . . . . . . . miles (nautical) . . . . . . . . . . 1.645 x 10Feet . . . . . . . . . . . . . . . . . . miles (statute) . . . . . . . . . . . 1.894 x 10Feet / min . . . . . . . . . . . . . . centimeters/sec . . . . . . . . . . 0.5080Feet / sec . . . . . . . . . . . . . . . knots . . . . . . . . . . . . . . . . . . 0.5921Feet / sec . . . . . . . . . . . . . . mile/hour . . . . . . . . . . . . . . . 0.6818Foot pounds . . . . . . . . . . . . BTU . . . . . . . . . . . . . . . . . . . 1.286 x 10Foot pounds . . . . . . . . . . . . kilowatt-hours . . . . . . . . . . . 3.766 x 10 -7
-8
-4-4
14-8
-11
-5-3
-2
-3
-5
-2
-2-5
-3
-4-4
8-4
-9

UNIT CONVERSION (CONTINUED)TO CONVERT INTO MULTIPLY BY Furlongs . . . . . . . . . . . . . . . miles (US) . . . . . . . . . . . . . . 0.125Furlongs . . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 660.0Gallons . . . . . . . . . . . . . . . . liters . . . . . . . . . . . . . . . . . . 3.785Gallons of water . . . . . . . . . pounds of water . . . . . . . . . 8.3453Gallons / min . . . . . . . . . . . . cubic feet/hour . . . . . . . . . . 8.0208Grams . . . . . . . . . . . . . . . . . ounces (avoirdupois) . . . . . . 3.527 x 10Grams . . . . . . . . . . . . . . . . . ounces (troy) . . . . . . . . . . . . 3.215 x 10Grams . . . . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . . . 2.205 x 10Hand . . . . . . . . . . . . . . . . . . centimeters . . . . . . . . . . . . . 10.16Hectares . . . . . . . . . . . . . . . acres . . . . . . . . . . . . . . . . . . 2.471Hectares . . . . . . . . . . . . . . . square feet . . . . . . . . . . . . . . 1.076 x 10Horsepower . . . . . . . . . . . . . BTU / Min . . . . . . . . . . . . . . 42.44Horsepower . . . . . . . . . . . . . kilowatts . . . . . . . . . . . . . . . 0.7457Horsepower . . . . . . . . . . . . . watts . . . . . . . . . . . . . . . . . . 745.7Hours . . . . . . . . . . . . . . . . . . days . . . . . . . . . . . . . . . . . . . 4.167 x 10Hours . . . . . . . . . . . . . . . . . weeks . . . . . . . . . . . . . . . . . 5.9252 x 10Inches . . . . . . . . . . . . . . . . . centimeters . . . . . . . . . . . . . 2.540Inches . . . . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . . . . 1.578 x 10International ampere . . . . . . ampere (absolute) . . . . . . . . 0.9998International volt . . . . . . . . . volts (absolute) . . . . . . . . . . 1.0003Joules . . . . . . . . . . . . . . . . . BTU . . . . . . . . . . . . . . . . . . . 9.480 x 10Joules . . . . . . . . . . . . . . . . . ergs . . . . . . . . . . . . . . . . . . . 1 x 10Kilograms . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . . . 2.205Kilometers . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 3,281.0Kilometers . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 1,000.0Kilometers . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . . . . 0.6214Kilometers/hr . . . . . . . . . . . . knots . . . . . . . . . . . . . . . . . . 0.5396Kilowatt-hours . . . . . . . . . . . BTU . . . . . . . . . . . . . . . . . . . 3,413.0Kilowatts . . . . . . . . . . . . . . . horsepower . . . . . . . . . . . . . 1.341Knots . . . . . . . . . . . . . . . . . . feet/hour . . . . . . . . . . . . . . . 6,080.0Knots . . . . . . . . . . . . . . . . . . nautical miles/hr. . . . . . . . . . 1.0Knots . . . . . . . . . . . . . . . . . . statute miles/hr. . . . . . . . . . . 1.151League . . . . . . . . . . . . . . . . . miles (approx.) . . . . . . . . . . . 3.0Light Year . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . . . . 5.9 x 10Links (surveyor’s) . . . . . . . . . inches . . . . . . . . . . . . . . . . . 7.92Liters . . . . . . . . . . . . . . . . . . cubic centimeters . . . . . . . . 1,000.0Liters . . . . . . . . . . . . . . . . . . cubic inches . . . . . . . . . . . . 61.02Liters . . . . . . . . . . . . . . . . . . gallons (US liq.) . . . . . . . . . . 0.2642Liters . . . . . . . . . . . . . . . . . . milliliters . . . . . . . . . . . . . . . 1,000.0Liters . . . . . . . . . . . . . . . . . . pints (US liq.) . . . . . . . . . . . . 2.113Meters . . . . . . . . . . . . . . . . . centimeters . . . . . . . . . . . . . 100.0Meters . . . . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 3.281Meters . . . . . . . . . . . . . . . . . kilometers . . . . . . . . . . . . . . 1 x 10Meters . . . . . . . . . . . . . . . . . miles (nautical) . . . . . . . . . . . 5.396 x 10Meters . . . . . . . . . . . . . . . . . miles (statute) . . . . . . . . . . . 6.214 x 10Meters . . . . . . . . . . . . . . . . . millimeters . . . . . . . . . . . . . . 1,000.0 Microns . . . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 1 x 10Miles (nautical) . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 6,080.27Miles (statute) . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . 5,280.0Miles (nautical) . . . . . . . . . . . kilometers . . . . . . . . . . . . . . 1.853Miles (statute) . . . . . . . . . . . kilometers . . . . . . . . . . . . . . 1.609
-6
-4-4
12
7-4
-5
-3-2
5
-3-2-2
-3

UNIT CONVERSION (CONTINUED)TO CONVERT INTO MULTIPLY BY Miles (nautical) . . . . . . . . . . .miles (statute) . . . . . . . . . . . . 1.1516Miles (statute) . . . . . . . . . . . . miles (nautical) . . . . . . . . . . . 0.8684Miles / hour . . . . . . . . . . . . . feet/min . . . . . . . . . . . . . . . . 88.0Milligrams / liter . . . . . . . . . . parts/million . . . . . . . . . . . . . 1.0Milliliters . . . . . . . . . . . . . . . liters . . . . . . . . . . . . . . . . . . . 1 x 10Millimeters . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . . . . . 3.937 x 10Newtons . . . . . . . . . . . . . . . dynes . . . . . . . . . . . . . . . . . . 1 x 10Ohms (international) . . . . . . . ohms (absolute) . . . . . . . . . . 1.0005Ounces . . . . . . . . . . . . . . . . grams . . . . . . . . . . . . . . . . . . 28.349527Ounces . . . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . . . . 6.25 x 10Ounces (troy) . . . . . . . . . . . . ounces (avoirdupois) . . . . . . 1.09714Parsec . . . . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . . . . . 19 x 10Parsec . . . . . . . . . . . . . . . . . kilometers . . . . . . . . . . . . . . . 3.084 x 10Pints (liq.) . . . . . . . . . . . . . . . cubic centimeters . . . . . . . . . 473.2Pints (liq.) . . . . . . . . . . . . . . . cubic inches . . . . . . . . . . . . . 28.87Pints (liq.) . . . . . . . . . . . . . . . gallons . . . . . . . . . . . . . . . . . 0.125Pints (liq.) . . . . . . . . . . . . . . . quarts (liq.) . . . . . . . . . . . . . . 0.5Pounds . . . . . . . . . . . . . . . . kilograms . . . . . . . . . . . . . . . 0.4536Pounds . . . . . . . . . . . . . . . . ounces . . . . . . . . . . . . . . . . . 16.0Pounds . . . . . . . . . . . . . . . . ounces (troy) . . . . . . . . . . . . . 14.5833Pounds . . . . . . . . . . . . . . . . pounds (troy) . . . . . . . . . . . . 1.21528Pounds / sq. inch . . . . . . . . . grams/sq. in . . . . . . . . . . . . . 70.31Quarts (dry) . . . . . . . . . . . . . cubic inches . . . . . . . . . . . . . 67.20Quarts (liq.) . . . . . . . . . . . . . . cubic inches . . . . . . . . . . . . . 57.75Quarts (liq.) . . . . . . . . . . . . . . gallons . . . . . . . . . . . . . . . . . 0.25Quarts (liq.) . . . . . . . . . . . . . . liters . . . . . . . . . . . . . . . . . . . 0.9463Quires . . . . . . . . . . . . . . . . . . sheets . . . . . . . . . . . . . . . . . 25.0Radians . . . . . . . . . . . . . . . . degrees . . . . . . . . . . . . . . . . 57.30Radians . . . . . . . . . . . . . . . . minutes . . . . . . . . . . . . . . . . . 3,438.0Reams . . . . . . . . . . . . . . . . . sheet . . . . . . . . . . . . . . . . . . 500.0Radians . . . . . . . . . . . . . . . . degrees . . . . . . . . . . . . . . . . 57.30Revolutions . . . . . . . . . . . . . degrees . . . . . . . . . . . . . . . . 360.0Revolutions / min . . . . . . . . degrees/sec . . . . . . . . . . . . . 6.0Rods . . . . . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 5.029 Rods . . . . . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . . . . 16.5Rods (surveyor’s) . . . . . . . . .yards . . . . . . . . . . . . . . . . . . 5.5Seconds . . . . . . . . . . . . . . . . minutes . . . . . . . . . . . . . . . . 1.667 x 10Slug . . . . . . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . . . . 32.17Tons (long) . . . . . . . . . . . . . . kilograms . . . . . . . . . . . . . . . 1,016.0Tons (short) . . . . . . . . . . . . . kilograms . . . . . . . . . . . . . . . 907.1848Tons (long) . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . . . . 2,240.0Tons (short) . . . . . . . . . . . . . .pounds . . . . . . . . . . . . . . . . . 2,000.0Tons (long) . . . . . . . . . . . . . . tons (short) . . . . . . . . . . . . . . 1,120Tons (short) . . . . . . . . . . . . . .tons (long) . . . . . . . . . . . . . . .0.89287Volts (absolute) . . . . . . . . . . statvolts . . . . . . . . . . . . . . . . 3.336 x 10Watts . . . . . . . . . . . . . . . . . . BTU / hour . . . . . . . . . . . . . . 3.4129Watts . . . . . . . . . . . . . . . . . . horsepower . . . . . . . . . . . . . 1.341 x 10Watts (international) . . . . . . . watts (absolute) . . . . . . . . . . 1.0002Yards . . . . . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . . . . 0.9144Yards . . . . . . . . . . . . . . . . . . miles (nautical) . . . . . . . . . . . 4.934 x 10Yards . . . . . . . . . . . . . . . . . . miles (statute) . . . . . . . . . . . . 5.682 x 10 -4
-4
-3
-3
-2
1312
-2
5-2
-3

MULTIPLES AND SUBMULTIPLESPREFIX SYMBOL EQUIVALENT FACTOR atto . . . . . . a . . . . . . . . . . quintillionth part . . . . . . . . . . x 10femto . . . . . f . . . . . . . . . . quadrillionth part . . . . . . . . . x 10pico . . . . . . p . . . . . . . . . . trillionth part . . . . . . . . . . . . x 10nano . . . . . . n . . . . . . . . . . billionth part . . . . . . . . . . . . x 10micro . . . . . µ . . . . . . . . . . millionth part . . . . . . . . . . . . x 10milli . . . . . . m . . . . . . . . . thousandth part . . . . . . . . . . x 10centi . . . . . . c . . . . . . . . . . hundredth part . . . . . . . . . . . x 10deci . . . . . . d . . . . . . . . . . tenth part . . . . . . . . . . . . . . . x 10deca . . . . . . da . . . . . . . . . tenfold . . . . . . . . . . . . . . . . . x 10hecto . . . . . . h . . . . . . . . . . hundredfold . . . . . . . . . . . . . x 10kilo . . . . . . . k . . . . . . . . . . thousandfold . . . . . . . . . . . . x 10mega . . . . . M . . . . . . . . . millionfold . . . . . . . . . . . . . . x 10giga . . . . . . G . . . . . . . . . billionfold . . . . . . . . . . . . . . . x 10tera . . . . . . T . . . . . . . . . . trillionfold . . . . . . . . . . . . . . . x 10
-18
-15
-12
-9
-6
-3
-2
-1
2
3
6
9
12
CONVERSION TABLETO CONVERT INTO MULTIPLY BY Centimeters . . . . . . . . . . . inches . . . . . . . . . . . . . . 0.394 Centimeters . . . . . . . . . . . feet . . . . . . . . . . . . . . . . 0.0328Centimeters . . . . . . . . . . . meters . . . . . . . . . . . . . . 0.01Centimeters . . . . . . . . . . . millimeters . . . . . . . . . . . . 10Feet . . . . . . . . . . . . . . . . centimeters . . . . . . . . . . . 30.48Feet . . . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . 12.00Feet . . . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . 0.3048Feet . . . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . 0.0001894Feet . . . . . . . . . . . . . . . . yards . . . . . . . . . . . . . . . 0.3333Gallons . . . . . . . . . . . . . . pints . . . . . . . . . . . . . . . . 8.0Gallons . . . . . . . . . . . . . . liters . . . . . . . . . . . . . . . . 3.785Gallons . . . . . . . . . . . . . . quarts . . . . . . . . . . . . . . . 4.0Grams . . . . . . . . . . . . . . ounces . . . . . . . . . . . . . . 0.035Grams . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . 0.002Grams . . . . . . . . . . . . . . kilograms . . . . . . . . . . . . . 0.001Inches . . . . . . . . . . . . . . centimeters . . . . . . . . . . . 2.54Inches . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . 0.0833Inches . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . 0.0254Inches . . . . . . . . . . . . . . yards . . . . . . . . . . . . . . . 0.0278Kilograms . . . . . . . . . . . . grams . . . . . . . . . . . . . . . 1,000Kilograms . . . . . . . . . . . . ounces . . . . . . . . . . . . . . 35.274Kilograms . . . . . . . . . . . . pounds . . . . . . . . . . . . . . 2.205

CONVERSION TABLE (CONTINUED)
TO CONVERT INTO MULTIPLY BY Kilometers . . . . . . . . . . . feet . . . . . . . . . . . . . . . . . 3,281Kilometers . . . . . . . . . . meters . . . . . . . . . . . . . . 1,000Kilometers . . . . . . . . . . miles . . . . . . . . . . . . . . . 0.621Kilometers . . . . . . . . . . yards . . . . . . . . . . . . . . . 1,093Liters . . . . . . . . . . . . . . . cups . . . . . . . . . . . . . . . . 4.226Liters . . . . . . . . . . . . . . . pints . . . . . . . . . . . . . . . . 2.113Liters . . . . . . . . . . . . . . . gallons . . . . . . . . . . . . . . 0.264Liters . . . . . . . . . . . . . . . milliliters . . . . . . . . . . . . . . 1,000Liters . . . . . . . . . . . . . . . quarts . . . . . . . . . . . . . . . 1.057Meters . . . . . . . . . . . . . . centimeters . . . . . . . . . . . 100Meters . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . 3.281Meters . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . 39.37Meters . . . . . . . . . . . . . . kilometers . . . . . . . . . . . . 0.001Meters . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . 0.0006214Meters . . . . . . . . . . . . . . millimeters . . . . . . . . . . . . 1,000Meters . . . . . . . . . . . . . . yards . . . . . . . . . . . . . . . 1.093Miles . . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . 5,280Miles . . . . . . . . . . . . . . . yards . . . . . . . . . . . . . . . . 1,760Miles . . . . . . . . . . . . . . . kilometers . . . . . . . . . . . . 1.609Ounces . . . . . . . . . . . . . . grams . . . . . . . . . . . . . . . 28.35Ounces . . . . . . . . . . . . . . pounds . . . . . . . . . . . . . . 0.0625Ounces . . . . . . . . . . . . . . kilograms . . . . . . . . . . . . . 0.028Pints . . . . . . . . . . . . . . . liters . . . . . . . . . . . . . . . . 0.473Pints . . . . . . . . . . . . . . . quarts . . . . . . . . . . . . . . 0.50Pints . . . . . . . . . . . . . . . gallons . . . . . . . . . . . . . . 0.125Pounds . . . . . . . . . . . . . . grams . . . . . . . . . . . . . . 453.59Pounds . . . . . . . . . . . . . . ounces . . . . . . . . . . . . . . 16.0Pounds . . . . . . . . . . . . . . kilograms . . . . . . . . . . . . 0.454Quarts . . . . . . . . . . . . . . pints . . . . . . . . . . . . . . . 2.0Quarts . . . . . . . . . . . . . . liters . . . . . . . . . . . . . . . . 0.946Quarts . . . . . . . . . . . . . . gallons . . . . . . . . . . . . . . 0.25Yards . . . . . . . . . . . . . . . inches . . . . . . . . . . . . . . 36.00Yards . . . . . . . . . . . . . . . feet . . . . . . . . . . . . . . . . 3.00Yards . . . . . . . . . . . . . . . meters . . . . . . . . . . . . . . 0.914Yards . . . . . . . . . . . . . . . miles . . . . . . . . . . . . . . . 0.0005682

NOTES

NOTES


ARE YOUCONNECTED TO
The Benefits of E-Commerce:
Customer Web Site
• Enter orders and build loads• Check inventory and rollings• View open orders• Retrieve copies of bills of lading, mill test reports,
and invoices• View and download SDS, price sheets, pricing an-
nouncements, shipment reports, and more
Business to Business Electronic Transactions
• EDI, XML, and custom file formats• Electronically sent your PO to Nucor• Electronically receive advanced shipping notices,
available inventory, test reports, and more• Vendor Managed Inventory (VMI)
Other Benefits We Offer
• Customer Portal - high level view of order and shipment information across product groups
• Tablet version is now available!• Online credit application