Embed Size (px)
Citation preview

This article was downloaded by: 10.3.98.104On: 18 Feb 2022Access details: subscription numberPublisher: CRC PressInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: 5 Howick Place, London SW1P 1WG, UK
Nuclear Hydrogen ProductionHandbookXing L. Yan, Ryutaro Hino
Water Electrolysis
Publication detailshttps://www.routledgehandbooks.com/doi/10.1201/b10789-6
Seiji KasaharaPublished online on: 28 Mar 2011
How to cite :- Seiji Kasahara. 28 Mar 2011, Water Electrolysis from: Nuclear Hydrogen Production,Handbook CRC PressAccessed on: 18 Feb 2022https://www.routledgehandbooks.com/doi/10.1201/b10789-6
PLEASE SCROLL DOWN FOR DOCUMENT
Full terms and conditions of use: https://www.routledgehandbooks.com/legal-notices/terms
This Document PDF may be used for research, teaching and private study purposes. Any substantial or systematic reproductions,re-distribution, re-selling, loan or sub-licensing, systematic supply or distribution in any form to anyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contents will be complete oraccurate or up to date. The publisher shall not be liable for an loss, actions, claims, proceedings, demand or costs or damageswhatsoever or howsoever caused arising directly or indirectly in connection with or arising out of the use of this material.

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
83
3Water Electrolysis
Seiji Kasahara
3.1 Introduction
Electrolysis of water is a method of producing hydrogen, and by-product oxygen, by the direct decomposition of water molecules using electric energy. Water electrolysis was already commercially practiced in 1890s. Some installations were operating around the beginning of the twentieth century. In the 1920s and 1930s, several plants in over 10 MWe size were constructed [1]. Industrial research and development to improve the economi-cal performance of the method have continued to this very date. The newly developed electrolysis cells include the high-pressure designs and state-of-the-art membrane electro-lyte designs.
Electrolysis of water supplies only a few percentage of world hydrogen used today. The method is preferred for the production of high purity hydrogen and oxygen. It is used more often in places where hydropower is abundantly produced, for example, Iceland and Norway. Its wider use in industrial applications has been limited mainly because the cost of electricity remains high. In contrast, hydrogen produced by reforming fossil-fuel resources, chiefly methane or natural gas, has been developed and made economical and supplies the remainder of the world hydrogen demand now [2].
This chapter discusses electrolysis of liquid water, that is, alkaline water electrolysis and polymer electrolyte water electrolysis. The discussion is based on review of the literature [3–6].
CONTENTS
3.1 Introduction ..........................................................................................................................833.2 Principle ................................................................................................................................843.3 Alkaline Water Electrolysis ................................................................................................86
3.3.1 Outline .......................................................................................................................863.3.2 Research and Development .................................................................................... 873.3.3 Industrialization ...................................................................................................... 89
3.4 Polymer Electrolyte Water Electrolysis ............................................................................. 923.4.1 Outline ....................................................................................................................... 923.4.2 Research and Development .................................................................................... 933.4.3 Industrialization ...................................................................................................... 95
Nomenclature ................................................................................................................................ 95References ....................................................................................................................................... 96
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
84 Nuclear Hydrogen Production Handbook
3.2 Principle
Heat and work are added to and taken from a reaction to maintain enthalpy and entropy balance of the reaction in accordance with the equation below.
ΔH = ΔG + TΔS (3.1)
When reaction temperature (and pressure, to be accurate) are decided, heat and work requirement are fixed. In the case of water decomposition, the relation of heat and work is schematically illustrated in Figure 3.1. A certain work input is needed to obtain products when the temperature is below Td. Note that the product gases of H2 and O2 are the same as the initial pressure. H2 and O2 of lower pressure are made by thermal equilibrium of water decomposition at lower temperature. To increase the pressure of these gases to the initial pressure requires a certain kind of work. Electrolysis of water can be regarded as a reaction of which the work requirement is provided as electricity. Electricity demand depends on temperature. The requirement is smaller at higher temperature. Electrolysis at several hundred to 1000°C is called high-temperature steam electrolysis. This type is explained in Chapter 4 because the technology is different from electrolysis at ambient temperature. Here, electrolysis methods applied to liquid water are discussed.
Electrolysis of water is a combination of two half-reactions as shown below. The equa-tions are different by electrolyte type.
Acid electrolyte:
Anode: H2O → 2H+ + 0.5O2 + 2e− (3.2)
Cathode: 2H+ + 2e− → H2 (3.3)
Alkaline electrolyte:
Anode: 2OH− → H2O + 0.5O2 + 2e− (3.4)
Cathode: 2H2O + 2e− → H2 + 2OH− (3.5)
Theoretical voltage of electrolysis is described as
ΔGe = nFE (3.6)
0 T
ΔH, ΔG
ΔH =ΔG + TΔS ΔH
ΔG(work)
TΔS(heat)
T Td
(Phase shift is not described for simplification)
FIgure 3.1G–T diagram of decomposition of water.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 85
ΔGe depends on temperature, composition of electrolyte, and pressure of gas as in Equation 3.7. From Equations 3.6 and 3.7, theoretical voltage is described as in Equation 3.8.
∆ ∆G G RTfp
fp
a
e e
H O
H O
= + ⋅
⋅
0 0 0
0 5
2 2
2
ln
.
(3.7)
E ERTnF
fp
fp
a
H O
H O
= +
⋅
⋅
0 0 0
0 5
2 2
2
ln
.
(3.8)
Actual cell voltage is greater than theoretical voltage because of over potential of elec-trodes and ohmic resistance of cell components as in Equation 3.9.
Ecell = E + Eov.pot.A + Eov.pot.C + Eohm (3.9)
Breakdown of actual cell voltage is illustrated in Figure 3.2. Over potential of electrodes means excess voltage to theoretical cell voltage in order to progress cell reactions at practi-cal rate. Over potential is made from the composition difference in between bulk electro-lyte and around electrodes. The approximate value of over potentials is described by Tafel Equation 3.10.
Eov.pot. = C1 + C2 ln i (3.10)
Current density, i (A/cm2)
Cel
l vol
tage
, Ece
ll (V
)
Anode overpotential, Eov.pot.A
Cathode overpotential, Eov.pot.C
Ohmic resistance, Eohm
�eoretical voltage, E
0
E
FIgure 3.2Breakdown of cell voltage.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
86 Nuclear Hydrogen Production Handbook
Ohmic resistance is made from electric resistance of components: electrolyte, separator, gas bubble between electrodes, outer electric circuit and electrodes. Ohmic resistance is approximately linear to current density. The total cell voltage is high in large current den-sity. When current density is large, operation cost is higher because greater electric power is required. However, cell size can be made small and cell cost can be low. Designing the total cell system and optimization of cell operation are required for lower total cost.
Efficiency of a water electrolysis cell is defined in Equation 3.11 as the ratio of reaction enthalpy to the electric energy supplied to the cell. Not only work of ΔG but heat of TΔS should be supplied to operate the cell. This is the reason to use ΔH, not ΔG as numerator. This efficiency can be defined as ratio of thermoneutral voltage, EH defined by Equation 3.12 to actual cell voltage in Equation 3.13. Theoretically, heat production by Joule loss is the same as heat requirement and no heat supply is required at thermoneutral voltage.
ηel.
cell= =∆H
WEE
H
(3.11)
E
nFH = ∆H
(3.12)
E
WnF
cell =
(3.13)
It is noted that the efficiency of water electrolysis is a different concept from other effi-ciency, such as that of thermochemical water splitting (see Chapter, Section 5.1). While the calculation in Equation 3.11 uses electric work, the efficiency of thermochemical water splitting uses heat. When efficiency of electrolysis is compared with other methods, the same definition in those methods has to be used.
3.3 Alkaline Water Electrolysis
3.3.1 Outline
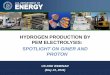
Figure 3.3 is a schematic of an alkaline-water electrolysis (AWE) cell. Ions in the electro-lyte solution work as transfer agents of electricity. When the electrolyte contains cations which are reduced more easily than H+ or anions which are oxidized more easily than OH−, water decomposition reaction cannot progress. Therefore, a strong acid or strong alkali is used so as to decompose only water. Alkaline electrolyte is usually chosen in order to avoid corrosion of cell materials. High concentration KOH solution of 25–30 wt% is often used. Low over potential, large contact area with electrolyte, and good detach-ment of product bubbles are desired for electrodes. Low-carbon-steel mesh or nickel coated low-carbon-steel mesh is used as cathode in normal cells. Alkali- and oxidation-resistant materials like nickel-coated low carbon steel or nickel series metal are applied for anode. Electrode catalysts on which reaction occurs more easily such as Pt are some-times used together. A porous diaphragm works for preventing mixture of products gases and direct contact of electrodes. Though asbestos was used first, alternative materials
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 87
such as potassium titanide, polyantimonic acid, oxide-coated metallic materials, polytetra-fluoroethylene (PTFE), and their composites were tried considering health-related issues and low-temperature resistance of asbestos [7].
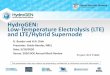
AWE cells are grouped into unipolar and bipolar electrolysis cells. A schematic diagram of a unipolar cell is shown in Figure 3.4. Several pairs of anode and cathode are in one tank of electrolyte. Electrolyte can transfer through porous diaphragms. Total voltage in one electrolyzer is the same as a pair of electrodes because all electrodes are parallel. Instead, electric current is large. Several cells connect with each other in serial in large plants. This type is advantageous in simple structure and low leakage current. However, current den-sity is usually smaller compared with bipolar cell. This type requires space among cells and large plant area is necessary. Figure 3.5 illustrates a schematic of a bipolar electrolysis cell. Electrolyte circulates through the cell to release the heat made in electrolysis. The electrolyte is fed from the bottom and mixture of the electrolyte and product gas flows out from the top. The gas and the electrolyte are separated in drums at the top. One side of an electrode is the anode, and the other side the cathode. Electrons generated by reaction Equation 3.2 or 3.4 at cathode in a cell unit compartment are transferred to the anode of the neighboring unit, and are used in reaction 3.3 or 3.5. Electrodes work as also flow separa-tors. The total electrolyzer is equivalent to a serial connection of many cells. Total voltage is large instead of small electric current. This type is commonly used because the floor area is smaller than that of unipolar type and mass production of cell components is pos-sible. However, this type has a disadvantage that entire stack should be stopped in case of repair.
3.3.2 research and Development
Basic technology of conventional AWE cell is very old. The early industrial water electroly-sis cells as mentioned in the introduction of this chapter were based on AWE. Research on
Porous diaphragm
H2 O2
Electrolyte(KOH
solution)
Electrolyte(KOH
solution)
Electrodecatalyst
(on the surface)
Electrode
Cathode Anode
+–
FIgure 3.3Schematic of an alkaline-water electrolysis cell.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
88 Nuclear Hydrogen Production Handbook
“advanced alkaline water electrolysis” had been carried out from the latter half of 1970s to the first half of 1980s all over the world. The study aimed at high performance by increas-ing the operation temperature and pressure. When the temperature of electrolysis is high, theoretical energy of water electrolysis ΔG decreases considering Equation 3.1. Work input to the cell decreases by supplying TΔS as heat because temperature dependence of ΔH is not so large (see Figure 3.1). And ohmic resistance of electrolyte and over potential of elec-trodes are expected small at high temperature. High pressure is necessary to increase the temperature for keeping the electrolyte as liquid. High pressure is also advantageous in that volume of bubbles of the product gas that causes electric resistance can be reduced. An important issue was the materials that resisted high temperature and high concentra-tion alkaline electrolyte. Low-carbon steel could be used for construction material with confidence only below 80°C. There were few alternatives besides PTFE-based materials for
Porousmembrane
Cathode Anode
Electrolyte(KOHsolution)
Electrolyte, O2Electrolyte, H2
Anode Cathode
H2 H2 H2 O2O2O2
+–
FIgure 3.5Schematic diagram of a bipolar AWE cell.
Porousdiaphragm Anode
H2 O2
Electrolyte(KOH
solution)
Cathode
O2H2
+–
FIgure 3.4Schematic diagram of a unipolar AWE cell.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 89
use as gasket and insulating materials at temperatures higher than 100°C. Potassium titan-ate and polyantimonic acid were proposed as novel diaphragm materials substituting asbestos [2]. And reduction of electric resistance by improvement of electrodes and porous diaphragm was a target of the research. New materials were studied and cell designs of small distance between an electrode and a diaphragm was investigated.
Teledyne Energy Systems, USA, had been involved in development of advanced AWE since 1976 supported by U.S. Department of Energy (DOE). Operation at high temperature over 125°C, improvement of catalyst/electrode structure including alternative electrode materials and a long life electrode separator were focused upon. Material screening, design, and cost evaluation were investigated for the objective. Brookhaven National Laboratory (BNL), USA, conducted trials mainly on electrodes with some universities for advanced AWE [8].
In Japan, study on AWE began in 1975 as a plan of Sunshine Project, which had aimed at the development of alternative energy sources. The study was conducted mainly at Osaka National Research Institute (ONRI) (now Kansai Center, National Institute of Advanced Industrial Science and Technology) and a consortium of several public and private labora-tories. Their theme was improvement of operating current density and energy efficiency of the electrolyzer under 120°C and 20 kg/cm2 [9]. A pilot plant of 20 Nm3/h of hydrogen production capacity was operated under 120°C and 20 kg/cm2 by mid-1980s. Risk of explo-sion by mixing hydrogen into oxygen was a problem in high-pressure operation [3].
European Community (EC) also had R&D programs in 1975–1979 [10] and 1979–1984 [11] within the 1st and 2nd Framework Research Programmes. Many contractors participated in the R&D on components, constituent materials, nature of electrolytes, operating condi-tions, and total cell concept in order to lower total cell voltage and to increase current density. Operating temperature was set mainly on 120–200°C though some researches were on around 90°C. Target of current density was 1 A/cm2. Three moderate temperature (120°C) pilot cells of 3–10 kW scale were developed (e.g., [12]) and economic analysis was conducted based on the data from these cells. Electrolysis was estimated as most economic among gas reforming and coal gasification in small plant of 15 Nm3/h hydrogen at 1984 though coal gasification was most economic in the case of ca. 100,000 Nm3/h hydrogen [11]. Electricité de France and Gaz de France also had been investigating materials for structure, diaphragm, electrode materials, and electrocatalysts since 1975. A bench-scaled test cell (20–30 kW) design was also carried out from 1978 [13]. Noranda Research Center, Canada, worked from 1979. The laboratory studied on promising separator and electro-catalyst materials and researched for construction of a long-term test cell operating at 150°C [14].
High cost of alkali resistant materials increased hydrogen production cost. Activity of research on advanced AWE reduced in the mid-1980s since low price hydrogen by reform-ing of hydrocarbon was available. Reduction of cell voltage and increase of current density at below 100°C by improvement of electrodes became the main targets in the period [5].
3.3.3 Industrialization
Industrialization of large-scale AWE is very old as explained in the introduction of this chapter. Table 3.1 shows examples of industrial mass hydrogen-production plants. Sites were selected where low-cost hydroelectric generation and large amounts of pure water were available.
Smaller size AWE systems were commercialized afterwards. Table 3.2 shows examples of small-scale commercial AWE systems as of August, 2009. It is noted that data is not
© 2011 by Taylor and Francis Group, LLC

Downloaded By: 10.3.98.104 At: 23:17 18 Feb 2022; For: 9781439810842, chapter3, 10.1201/b10789-690 Nuclear Hydrogen Production Handbook
Tab
le 3
.1
Exa
mpl
e of
Lar
ge-S
cale
Ele
ctro
lysi
s H
ydro
gen
Pro
duct
ion
Plan
ts
Man
ufa
ctu
rer
(At t
he
Est
abli
shm
ent
of th
e P
lan
t)N
atio
n o
f M
anu
fact
ure
rS
ite
Nat
ion
of
Sit
eTy
pe
Est
abli
shm
ent
Year
Hyd
roge
n
Pro
du
ctio
n
(Nm
3 /h
)O
bje
ctiv
e
Bro
wn
Bov
eria
Swit
zerl
and
Asw
anE
gypt
1977
2160
0A
mm
onia
syn
thes
isC
omin
coC
anad
aTr
ail
Can
ada
Tank
1939
1700
0M
anuf
actu
re o
f fer
tiliz
erD
emag
Ger
man
yA
swan
Egy
ptFi
lter
pre
ss19
6041
000
Am
mon
ia s
ynth
esis
De
Nor
aIt
aly
Nan
gal
Ind
iaFi
lter
pre
ss19
5826
000
Am
mon
ia s
ynth
esis
Lur
gi G
mbH
bG
erm
any
Cuz
coPe
ruFi
lter
pre
ss19
5850
00N
orsk
Hyd
roc
Nor
way
Kri
stia
nsan
dN
orw
ay10
50N
icke
l refi
ning
Nor
sk H
ydro
cN
orw
ayR
eykj
avik
Icel
and
2600
Am
mon
ia s
ynth
esis
Nor
sk H
ydro
cN
orw
ayFr
edri
ksta
dN
orw
ay18
00A
mm
onia
syn
thes
isN
orsk
Hyd
roc
Nor
way
Glo
mfjo
rdN
orw
ay19
5068
00A
mm
onia
syn
thes
isN
orsk
Hyd
roc
Nor
way
Rju
kan
Nor
way
Filt
er p
ress
1927
d27
900
Am
mon
ia s
ynth
esis
Man
ufa
ctu
rer
(At t
he
Est
abli
shm
ent o
f th
e P
lan
t)R
efer
ence
Not
e
Bro
wn
Bov
eria
[15]
Rep
lace
men
t of t
he D
emag
pla
ntC
omin
co[1
5]Ty
pe: R
ef. [
17],
Obj
ecti
ve: R
ef. [
18]
Dem
ag[1
5]Ty
pe: R
ef. [
17],
Obj
ecti
ve: R
ef. [
16]
De
Nor
a[1
5]Ty
pe: R
ef. [
17],
Obj
ecti
ve: R
ef. [
1]L
urgi
Gm
bHb
[15]
Ope
rati
on a
t hig
h pr
essu
re (3
0 (k
g/cm
2 ))
Nor
sk H
ydro
c[1
6]N
orsk
Hyd
roc
[16]
Nor
sk H
ydro
c[1
6]N
orsk
Hyd
roc
[16]
Est
ablis
hmen
t yea
r (t
ime
of s
tart
ope
rati
on):
Ref
. [1]
Nor
sk H
ydro
c[1
5]Ty
pe: R
ef. [
17],
Hyd
roge
n pr
oduc
tion
: Ref
. [5]
, Obj
ecti
ve: R
ef. [
1]
The
se p
lant
s ar
e no
t alw
ays
at w
ork
as o
f Aug
ust 2
009.
a B
row
n B
over
i and
Ase
a A
B m
erge
d in
to A
SEA
Bro
wn
Bov
eri.
b A
t pre
sent
, mar
keti
ng a
nd r
ealiz
atio
n of
new
inst
alla
tion
and
the
mai
nten
ance
of e
xist
ing
site
s w
as tr
ansf
erre
d fr
om L
urgi
.c
Stat
oil a
nd o
il &
gas
div
isio
n of
Nor
sk H
ydro
mer
ged
into
Sta
toilH
ydro
.d
B
egan
in 1
927.
Upg
rad
ed th
roug
h 19
65.
© 2
011
by T
aylo
r an
d Fr
anci
s G
roup
, LL
C

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 91
Table 3.2
Example of Specification of Small Scale Commercial Alkaline Water Electrolysis (AWE) Cells
Company Nation Model Type
Hydrogen Production
(Nm3/h)
Maximum Temperature
(°C)
Avalence Hydrofiller Unipolare 0.4–4.6Hydrogenicsa Canada IMET 300 Bipolare 1–3Hydrogenicsa Canada IMET 1000 Bipolare 4–60Industrie Haute Technologieb
Switzerland Bipolarf 110–760 90f
Industrie Haute Technologiec
Switzerland Bipolarf 3–330 80f
StatoilHydrod Norway Bipolar 10–377g, 10–485h
80
Teledyne Energy Systems
USA TITAN HM Bipolare 2.8–11.2
Teledyne Energy Systems
USA TITAN EC Bipolare 28–56
CompanyMaximum
Pressure (atm)Hydrogen Purity (%)
Electricity Consumption (kWh/ Nm3) Reference
Avalence 650 psii 99.7e 5.1e, k, l, 5.3e, k, m, 5.4e, k, n [19]Hydrogenicsa 25i 99.9 4.2o, 4.9k [20]Hydrogenicsa 10i, j 99.9 4.2o, 4.8k [20]Industrie Haute Technologieb
32 99.8–99.9 4.3–4.6 [21]
Industrie Haute Technologiec
Atmospheric 99.8–99.9 3.90–4.22p, 4.20–4.54q [21]
StatoilHydrod Atmospheric 99.9 ± 0.1 4.1 ± 0.1g, 4.3 ± 0.1h [22]Teledyne Energy Systems
10i 99.9998 5.6–6.4r [23]
Teledyne Energy Systems
4.2–8.1i 99.9998 5.6r [23]
a Though IMET was dealt by Stuart Energy, Hydrogenics has acquired Stuart Energy.b At present, marketing and realization of new istallation and the maintenance of existing sites was transferred
from Lurgi.c At present, marketing and realization of new istallation and the maintenance of existing sites was transferred
from Lurgi, which had sold Bamag cell.d Statoil and oil & gas division of Norsk Hydro merged into StatoilHydro.e Ref. [24].f Estimation by the description of Ref. [3].g At 4000 Amp DC.h At 5150 Amp DC.i Cell is at atmospheric pressure and product gas is pressurized at delivery.j 25 atm is available only up to 30 Nm3/h and power consumption of 4.9 kWh/Nm3 h.k Including rectifier and auxiliaries.l Of Hydrofiller 15.m Of Hydrofiller 50.n Of Hydrofiller 175.o Electrolysis only.p At 20°C, 1013 mbar, wet.q At 0°C, 1013 mbar, day.r Estimation by the description of Ref. [16].
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
92 Nuclear Hydrogen Production Handbook
necessarily on uniform standard. Pressurized electrolysis is advantageous as shown in Section 3.3.2. Lurgi Umwelt und Chemotechnik GmbH, Germany, manufactured a module operating at over 3.0 MPa (now available from Industrie Haute Technologie, Switzerland). However, the combination of an atmospheric pressure electrolysis cell and a compressor for storage of hydrogen is preferable to pressurized electrolyzer for safety and economy [3]. Lurgi system is the only commercial large-scale pressurized cell. Though both unipolar and bipolar cells were used in 1970s, the latter operating at temperatures lower than 100°C are commonly used now [25]. Technology of conventional AWE has matured and property has already reached the limit. For example, the efficiency of the cell alone defined in Equation 3.11 is 83% and that of total system including rectifier and auxiliaries is 73% in Hydrogenics IMET® 1000 [24].
3.4 Polymer Electrolyte Water Electrolysis
3.4.1 Outline
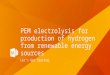
Polymer electrolyte water electrolysis (PEWE) uses a polymer electrolyte membrane as a medium of ion transfer instead of solution electrolyte in AWE. This method is often called polymer electrolyte membrane or proton exchange membrane (PEM) water electrolysis, too. Figure 3.6 shows a schematic of a cell. The reactions using a cation-exchange mem-brane are shown in Equations 3.2 and 3.3. Reactant water is fed into channels of the anode side only of the bipolar plate. The water flows from the plate to the anode through the cur-rent collector, and reacts to make protons. Current collectors are porous conductors that allow electrons to transfer from electrode to outer circuit and allow reactant gas from bipo-lar plate to electrode. The protons are transported through the PEM to cathode side, and hydrogen is generated at the cathode. The PEM also works as a separator of product gases. Perfluorosulfonic acid polymer membranes, such as Nafion® of DuPont, USA, are typically used because of its excellent thermal resistance and oxidation resistance. Figure 3.7 shows
Polymer electrolytemembrane (PEM)
H2O
H+
(H2O)Currentcollector
Bipolarplate
Bipolarplate
O2, H2OH2 (H2O) +–
O2
AnodeCathode
H2O
H2(H2O)
FIgure 3.6Schematic diagram of a PEWE cell.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 93
the chemical structure of Nafion. The membrane works as strong acid due to the sulfonate groups (−SO3H) at the end of side chains. Electrodes come in contact directly with the PEM to avoid interface electric resistance. Corrosion resistance to strong acidity of the PEM is required for electrodes in addition to the requirements for AWE electrodes. Platinum group metal, alloy and oxide of Pt are used for electrodes. Cathode over potential is the main source of the total cell over potential and it is influenced by selection of material. Oxides of Ir and Ru are used. These materials are often mixed with inert components for structural stability. Metallic Pt is commonly used as cathode [26].
Advantages and disadvantages of this method compared with AWE are as follows [3].Advantages:
1. Corrosive liquid electrolyte is not required. Therefore, range of structural material selection is wide and easy to maintain.
2. Construction of facility is easy because pressure difference between anode side and cathode side is allowed.
3. No electric resistance by gas bubbles between electrodes can be made. 4. Purity of product gas is high with no droplets of solution electrolyte and good
product gas separation by the PEM.
Disadvantages:
1. Components which come in contact with the PEM (electrodes, current collectors) should be corrosion resistant due to strong acidity of the PEM.
2. Uniform contact between the PEM and the electrodes should be achieved to reduce electric resistance.
3. Electric current loss resulting from backward permeation of gas within the PEM (around 0–5%).
4. Cost of the PEM, electrodes and current collectors is high.
3.4.2 research and Development
The first trial of PEWE was carried out by General Electric (GE), USA, in 1966 using the technology of polymer electrolyte fuel cell in the Gemini space program. The DOE effort with GE began in 1975 and resulted in the operation of a 200 kW system consisting of 60 electrolysis cells. Application of thinner PEMs and manufacturing technology lowering the current collector resistance were developed. The major technological problems were cell sealing, water purity, and cell impedance. The costly PEM, electrodes and current
CF2 – CF2 CF – CF2 n x
O – CF2 – CF
CF3m
O – CF2 – CF2 – SO3H
FIgure 3.7Chemical structure of Nafion.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
94 Nuclear Hydrogen Production Handbook
collectors prevented the cost goal to be achieved for hydrogen production at the time. The funding support to GE from the DOE stopped in 1981. BNL conducted works on PEM/electrocatalyst interface [8]. In Japan, a research was conducted by ONRI in Sunshine Project (see Chapter 3.3.2). Reduction of noble metal loading for electrode catalysts was achieved by special plating methods [9]. From 1976 to 1989 Brown Boveri, Switzerland (now Asea Brown Boveri) also researched on a commercial cell. A pilot plant with 3 m3/h hydrogen-production capacity operated for more than 6000 h [27,28]. And two 100 kW scale demonstration plants using this type cell were operated in 1990s [29].
Some laboratories in France investigated on the technology in 1990s. Pt- and Ir-based efficient electrode–membrane–electrode (EME) composite was developed. A laboratory-scale electrolysis test was performed for 25,000 h continuously. A medium size cell of 0.5 kW input power was designed and tested based on these achievements [30]. In Japan, World Energy Network (WE-NET) project, which was a successor of Sunshine project (1973–1991) and New Sunshine project (1992–2000), had been administrated by New Energy and Industrial Technology Development Organization (NEDO), Japan, from 1993 to 2002 (end year was moved up from 2003 in the original schedule). Operation of a cell of elec-trode area of 50 cm2 was performed for over 6000 h at 80°C and current density of 1 A/cm2. A cell stack test equipment with electrode area of 2500 cm2 was constructed, and high-energy conversion efficiency was attained at 120°C, 0.5 MPa and 1 A/cm2 current density [31,32]. After WE-NET project, NEDO continued a research aiming at reduction of mass of Pt electrode and at improvement of durability [33].
Even though small size cells are commercialized, R&D is still underway at present. Recently, Générateur d’Hydrogène par électrolyse de l’eau PEM (GenHyPEM) program was conducted as a project of the 6th Framework Research Programme of European Commission from 2005 to 2008. The main objective of the program was to develop effi-cient PEWE in the scale of several m3/h of hydrogen production at 1 A/cm2 current den-sity and 50 bar operating pressure. Direct deposition of electrocatalysts on the surface of the PEM and non-noble metal electrocatalysts were investigated in order to reduce cost of catalysts [34]. Russian Research Center Kurchatov Institute has studied PEWE for over 20
Table 3.3
Example of Specification of Commercial Polymer Electrolyte Water Electrolytes (PEWE) Cells
Company Nation Model
Hydrogen Production
(Nm3/h)
Maximum Pressurea
(atm)Hydrogen Purity (%)
Electricity Consumption (kWh/N m3) Reference
h-tec Germany EL 30 2.4 30 [36]Kobelco Eco-Solutions
Japan HHOG 1–60 4–9b 99.99993 6.5 [37]
Proton Energy Systems
USA HOGEN® H 2–6 15c 99.9995 7.3d, 7.0e, 6.8f [38]
Proton Energy Systems
USA HOGEN S 0.265–1.05 13.8 99.9995 6.7 [38]
a Cell is at atmospheric pressure and product gas is pressurized at delivery.b Maximum 30 atm is optional.c 30 atm is optional.d At 2 Nm3/h.e At 4 Nm3/h.f At 6 Nm3/h.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 95
years [35]. The institute participated in GenHyPEM project. Now some projects aiming at high temperature PEWE are under way in the 7th Framework Research Programme from 2008 to 2010.
3.4.3 Industrialization
The first commercial scale PEWE plant was installed in 1987 for metallurgical process. The designed hydrogen production was 20 Nm3/h. However, the plant was stopped in 1990 after about 15,000 hours of operation because of safety problem of hydrogen mixture in the production oxygen. By the time, drastic voltage drop was made by short circuit in the cells [29]. Table 3.3 summarizes examples of commercial PEWE plants as of August, 2009. Production scale of PEWE is smaller than that of AWE. Plant of several hundred m3/h scale is not commercialized yet. Larger size PEM, long-term stability, and low-cost compo-nents are the key to wide use [39].
Nomenclature
a Activity of liquid component (dimensionless)C1, C2 Constants depending on temperature, surface state, and electrode materialE Theoretical voltage (V)Ecell Cell voltage (V)EH Thermoneutral voltage (V)E0 Standard theoretical voltage (= 1.229 V at standard state (298.15 K and 105 Pa))f Fugacity of gas component (can be taken as partial pressure at low pressure envi-
ronment) (Pa)F Faraday constant (= 96,485 C/mol)i Current density (A/cm2)n Molar ratio of transferred electron to decomposed water (=2) (dimensionless)p0 Standard pressure (= 105 Pa)T Reaction temperature (K)Td The temperature of ΔH = 0 (= 4310 K in the case of decomposition of water)W Electric energy consumption (kJ)ΔG Reaction Gibbs energy (= work requirement) (kJ)ΔGe Gibbs energy of electrolysis (kJ/mol)ΔH Reaction enthalpy (kJ)ΔS Reaction entropy (kJ/K)ηel. Efficiency of water electrolysis (dimensionless)
Superscripts and Subscripts
A AnodeC Cathode° Standard state (298 K and 105 Pa)ohm Ohmic resistanceov.pot. Over potential
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
96 Nuclear Hydrogen Production Handbook
References
1. Aureille, R., Deux siecles de production d’hydrogene. Proc. 5th World Hydrogen Energy Conf., 21–43, Toronto, Canada, July 15–20, 1984.
2. LeRoy, R. L., Industrial water electrolysis: Present and future. Int. J. Hydrogen Energy, 8, 401–417, 1983.
3. Abe, I., Arukari mizu denkaihou. In Suiso Enerugi Saisentan Gijyutu, ed. T. Ohta, 37–58, 1995, Tokyo, NTS.
4. Takenaka, K., Kotai koubunsigata mizu denkaihou. In Suiso Enerugi Saisentan Gijyutu, ed. T. Ohta, 74–84, 1995, Tokyo, NTS.
5. Takenaka, K., Mizu denkai. In Denki Kagaku Binran, 5th edition, Electrochemical Society of Japan, 371–380, 2000, Tokyo, Maruzen.
6. Takenaka, K., Mizu denkai ni yoru suiso seizou gijyutu. In Suiso Riyou Gijyutu Syuusei, Vol. 3, 344–355, 2007, Tokyo, NTS.
7. Renaud, R. and R. L. LeRoy, Separator materials for use in alkaline water electrolysers. Int. J. Hydrogen Energy, 7, 155–166, 1982.
8. Bonner, M., T. Botts, J. McBreen, A. Mezzina, F. Salzano, and C. Yang, Status of advanced elec-trolytic hydrogen production in the United States and abroad. Int. J. Hydrogen Energy, 9, 269–275, 1984.
9. Ohta, T. and M. V. C. Sastri, Hydrogen energy research programs in Japan. Int. J. Hydrogen Energy, 4, 489–498, 1979.
10. Imarisio, G., Progress in water electrolysis at the conclusion of the first hydrogen programme of the European Communities. Int. J. Hydrogen Energy, 6, 153–158, 1981.
11. Wendt, H. and G. Imarisio, Nine years of research and development on advanced water elec-trolysis. A review of the research programme of the Commission of the European Communities. J. Appl. Electrochem., 18, 1–14, 1988.
12. Vandenborre, H., R. Leysen, H. Nackaerts, and Ph. van Asbroeck, A survey of five year inten-sive R&D work in Belgium on advanced alkaline water electrolysis. Int. J. Hydrogen Energy, 9, 277–284, 1984.
13. Bailleux, C., A. Damien, and A. Montet, Alkaline electrolysis of water-EGF activity in electro-chemical engineering from 1975 to 1982. Int. J. Hydrogen Energy, 8, 529–538, 1983.
14. Bowen, C. T., H. J. Davis, B. F. Henshaw, R. Lachance, R. L. LeRoy, and R. Renaud, Developments in advanced alkaline water electrolysis. Int. J. Hydrogen Energy, 9, 59–66, 1984.
15. Fickett, A. P. and F. R. Kalhammer, Water electrolysis. In Hydrogen: Its Technology and Implications, Vol. 1, eds. Cox, K. E., and K. D. Williamson, 3–41, 1977, Cleveland, CRC Press.
16. Bello, B. and M. Junker., Large scale electrolysers. Proc. 16th World Hydrogen Energy Conf. II-215, Lyon, France, June 13–16, 2006.
17. Funk, J. E., Thermochemical and electrolytic production of hydrogen from water. In Introduction to Hydrogen Energy, ed., T. N. Veziroglu, 19–49, 1975, Coral Gables, International Association for Hydrogen Energy.
18. Laskin, J. B. and R. D. Feldwick, Recent development of large electrolytic hydrogen generators. Proc. 1st World Hydrogen Energy Conf. 6B-3–6B19, Miami Beach, U.S., March 1–3, 1976.
19. Avalence. http://www.avalence.com/ (accessed August 20, 2009). 20. Hydrogenics. http://www.hydrogenics.com/default.asp (accessed August 20, 2009). 21. Industrie Haute Technologie. http://www.iht.ch/technologie/electrolysis/industry/
tailormade-installations.html (accessed August 20, 2009). 22. StatoilHydro. http://www.electrolysers.com/ (accessed August 20, 2009). 23. Teledyne Energy Systems. http://www.teledynees.com/index.asp (accessed August 20,
2009). 24. Ivy, J., Summary of electrolytic hydrogen production milestone completion report. NREL/
MP-560-36734, 2004.
© 2011 by Taylor and Francis Group, LLC

Dow
nloa
ded
By:
10.
3.98
.104
At:
23:1
7 18
Feb
202
2; F
or: 9
7814
3981
0842
, cha
pter
3, 1
0.12
01/b
1078
9-6
Water Electrolysis 97
25. Welboren, D. J. S., Expectations of hydrogen production technologies since the 1970s, Master Thesis, Technical Univ. Eindhoven, 2006.
26. Rasten, E., G. Hagen, and R. Tunold, Electrocatalysis in water electrolysis with solid polymer electrolyte. Electrochim. Acta, 48, 3945–3952, 2003.
27. Stucki, S. and R. Müller, Evaluation of materials for a water electrolyzer of the membrane type. Proc. 3rd World Hydrogen Energy Conf. 1799–1808, Tokyo, Japan, June 23–26, 1980.
28. Oberlin, R. and M. Fischer, Status of the MEMBREL® process for water electrolysis. Proc. 6th World Hydrogen Energy Conf. 333–340, Vienna, Austria, July 20–24, 1986.
29. Stucki, S., G. G. Scherer, S. Schlagowski, and E. Fischer, PEM water electrolysers: Evidence for membrane failure in 100 kW demonstration plants. J. Appl. Electrochem., 28, 1041–1049, 1998.
30. Millet, P., F. Andolfatto, and R. Durand, Design and performance of a solid polymer electrolyte water electrolyzer. Int. J. Hydrogen Energy, 21, 87–93, 1996.
31. Hijikata, T., Research and development of international clean energy network using hydrogen energy (WE-NET). Int. J. Hydrogen Energy, 27, 115–129, 2002.
32. New Energy and Industrial Technology Development Organization, NEDO WE-NET-0208, 2003.
33. New Energy and Industrial Technology Development Organization, NEDO 06990091-0-1, 2008.
34. Millet, P., D. Dragoe, S. Grigoriev, V. Fateev, and C. Etievant, GenHyPEM: A research program on PEM water electrolysis supported by the European Commission. Int. J. Hydrogen Energy, 34, 4974–4982, 2009.
35. Grigoriev. S. A., V. I. Porembsky, and V. N. Fateev, Pure hydrogen production by PEM electroly-sis for hydrogen energy. Int. J. Hydrogen Energy, 31, 171–175, 2006.
36. h-tec. http://www.h-tec.com/html/web/industrial/english/index.asp (accessed August 20, 2009).
37. Kobelco Eco-Solutions. http://www.kobelco-eco.co.jp/product/suisohassei/hhog_seihin.html (accessed August 20, 2009).
38. Proton Energy Systems. http://www.protonenergy.com/ (accessed August 20, 2009). 39. New Energy and Industrial Technology Development Organization, NEDO WE-NET-0201,
2003.
© 2011 by Taylor and Francis Group, LLC