Embed Size (px)
Citation preview

Notched Tensile Fracture of Ti6Al4V Laser Welds at Elevated Temperatures
M. Y. Lu1, L. W. Tsay1,+ and C. Chen2
1Institute of Materials Engineering, National Taiwan Ocean University, Keelung 202, Taiwan, R. O. China2Department of Material Science and Engineering, National Taiwan University, Taipei 106, Taiwan, R. O. China
Notched tensile tests of Ti6Al4V laser welds that were subjected to post-weld heat treatments (PWHTs) at 482 and 704°C were carriedout in air at temperatures from 25 to 450°C. The experimental results were also compared with those of the mill-annealed base metal (MB)specimens tested at similar temperatures. Generally, the notched tensile strength (NTS) of the specimens was sensitive to the test temperature.The NTS of laser welds was lower than that of the MB specimen at room temperature, but the trend reversed at 450°C. The presence of thickgrain boundary ¡ layers, which promoted intergranular fracture at elevated temperatures, could account for the lowered NTS of the weld afterPWHT at 704°C. [doi:10.2320/matertrans.M2011340]
(Received November 4, 2011; Accepted March 12, 2012; Published May 25, 2012)
Keywords: notched tensile test, titanium6aluminum4vanadium, laser welding, post-weld heat treatment
1. Introduction
Titanium alloys are extensively used in the aerospace,marine and chemical industries because of their remarkablestrength-to-weight ratio and excellent corrosion resistance indistinct environments. Diphase ¡ + ¢ titanium alloys can beheat-treated to achieve various mechanical properties fordiverse applications.1) The microstructures of ¡ + ¢ titaniumalloys play an important role in determining the mechanicalproperties and fracture behavior of these materials.2) Ti6Al4V, an ¡ + ¢ alloy, is by far the most widely usedtitanium alloy, accounting for at least half of total titaniumconsumption. It has been reported that a coarse acicular¡ structure leads to higher fracture toughness but withconsiderably lower tensile ductility than the equiaxedstructure in Ti6Al4V and Ti6Al6V2Sn alloys.3) Heattreatment of Ti6Al4V in the ¡ + ¢ field results in increasedtoughness with a slight decrease in ductility and strength incomparison with the mill-annealed material.4)
It has also been reported that the fusion zone (FZ) of theas-welded Ti6Al4V weld has low ductility as a result of afine acicular microstructure and a large prior ¢ grain size.5)
The FZ ductility of a Ti6Al4V weld can be improved afterpost-weld heat treatments (PWHTs) at 700 to 900°C.5)
Interestingly, the fracture toughness of the FZ in the as-welded and heat-treated conditions is higher than that ofthe mill-annealed base metal.5) Moreover, the fatigue crackgrowth rate resistance of the fusion zone of a Ti6Al4Vweld is superior to that of the base metal (BM).6) Regardingthe welding processes, tungsten inert gas arc welding andelectron beam welding are traditionally methods for joiningcomponents and/or piping systems made of titaniumalloys.7,8) For precision and high-quality welds, laser beamwelding has proven to be cost effective and can produce aweld of quality similar to that of electron beam welding.9)
Previous studies of SP-700 (Ti4.5Al3V2Mo2Fe)10,11)
and Ti6Al6V2Sn12) laser welds indicated that the highnotch sensitivity of these welds at room temperature wasresulted unless a suitable PWHT at higher temperatures
was performed on the welds. In addition, the high notchsensitivity of such high-strength titanium laser welds can bereduced by preheating prior to welding.13,14) In the case ofthe Ti4.5Al3V2Mo2Fe weld after PWHT at 704°C, theformation of grain boundary ¡ layers, which promote grainboundary shear, is believed to decrease the notch sensitivityof the weld at room temperature.10,13)
As a general rule, the applications of titanium alloys arerestricted to temperatures below 550°C. The upholding of ahigh notched tensile strength (NTS) is necessary to avoidpremature cracking/failure in service. This study investigatedthe effect of test temperature on the NTS of Ti6Al4V laserwelds. The results were compared with those of mill-annealed Ti6Al4V specimens and Ti6Al6V2Snwelds.12,14) The decrease in NTS and the change in fracturecharacteristics of the specimens with temperature were alsocorrelated with the fracture features.
2. Material and Experimental Procedures
Ti6Al4V alloy with a thickness of 3.0mm in the mill-annealed condition was used in the experiment. The chemicalcomposition in weight percent of the alloy was 5.90 Al, 3.95V, 0.11 Fe, 0.01 C, 0.07 O, 0.01 N and a balance of Ti.The Aleq and Moeq15) of this alloy were calculated to beapproximately 6.0 and 2.9, respectively. The tensile proper-ties of the mill-annealed base metal (MB) specimen includean ultimate tensile strength of 962MPa, yield strength of830MPa and elongation of 17%. A CO2 laser was utilized forbead-on-plate welding in keyhole mode in one pass at roomtemperature. A copper mirror with a focal length of 200mmwas utilized, and the focal point of the laser beam waspositioned at 0.5mm below the specimen surface. Besides,a helium jet was used to blow the plasma plume away andargon was used as the tail-shielding and back-shielding gasto prevent oxidation at high temperatures. The weldingparameters included a laser power of 3.1 kW and a travelspeed of 800mm/min. All the specimens were welded in themill-annealed condition with the welding direction normal tothe rolling direction. The welded specimen in the as-weldedcondition was named the AW specimen. PWHTs were+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 53, No. 6 (2012) pp. 1042 to 1047©2012 The Japan Institute of Metals
performed on some of laser welds at 482 and 704°C for 3 hin vacuum, followed by argon-assisted cooling to roomtemperature. These specimens were designated as the W-482and W-704 specimens, respectively.
Micro Vickers hardness tester was employed to measurethe hardness in distinct regions of a weld under a load of300 g. Double-edge notched specimens11,12) with a sharpnotch tip radius of approximately 100 µm were made by anelectro-discharge wire cutter. For the welded specimens, thenotches were located at the center of the FZ to ensure crackgrowth along the weld centerline as much as possible duringtensile loading. Notched tensile tests were carried out in airat a constant displacement rate of 1.0mm/min. For high-temperature tests, the specimens were placed in a furnace andheated to the predetermined temperature (150, 300 and450°C), then held at that temperature for 30min beforetesting. The NTS results were presented as the average of atleast three specimens for each testing condition. The fracturesurfaces of distinct specimens were examined using ascanning electron microscope (SEM), with attention paid tothe change in fracture features. For detailed microstructuralobservations, thin foil specimens were prepared by a standardjet-polisher and then examined with a transmission electronmicroscope (TEM).
3. Results and Discussion
3.1 Microstructure observation and microhardnessmeasurements
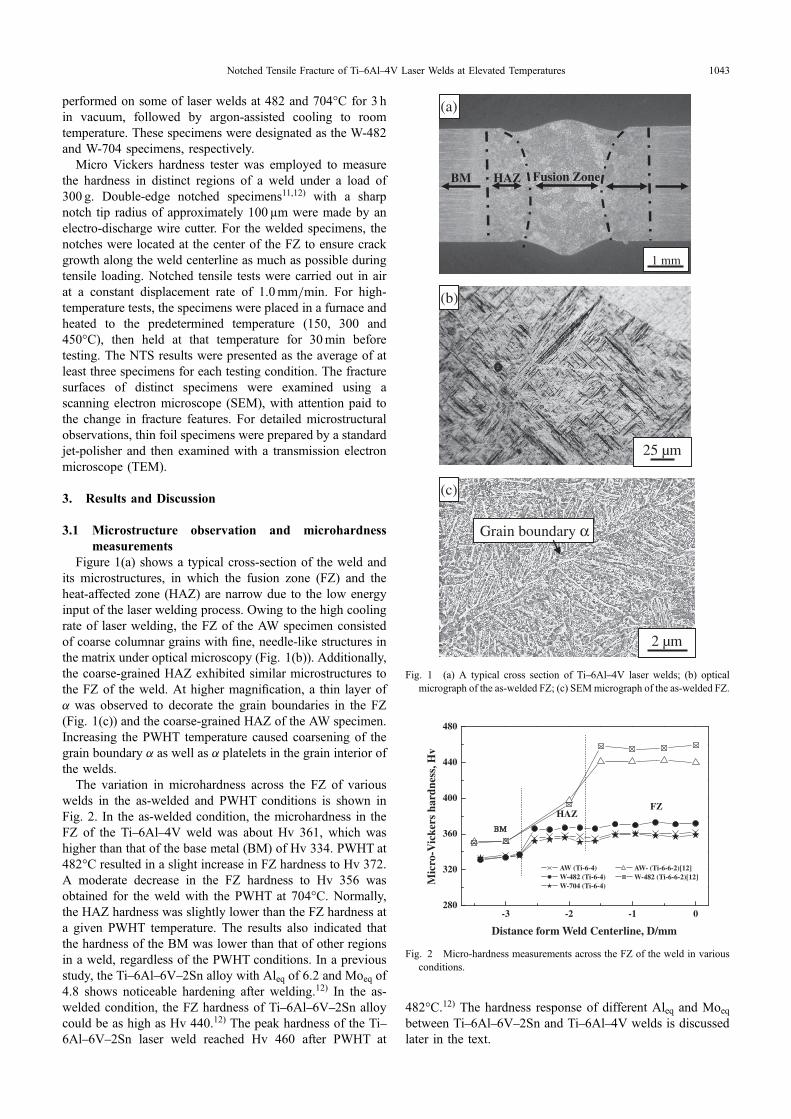
Figure 1(a) shows a typical cross-section of the weld andits microstructures, in which the fusion zone (FZ) and theheat-affected zone (HAZ) are narrow due to the low energyinput of the laser welding process. Owing to the high coolingrate of laser welding, the FZ of the AW specimen consistedof coarse columnar grains with fine, needle-like structures inthe matrix under optical microscopy (Fig. 1(b)). Additionally,the coarse-grained HAZ exhibited similar microstructures tothe FZ of the weld. At higher magnification, a thin layer of¡ was observed to decorate the grain boundaries in the FZ(Fig. 1(c)) and the coarse-grained HAZ of the AW specimen.Increasing the PWHT temperature caused coarsening of thegrain boundary ¡ as well as ¡ platelets in the grain interior ofthe welds.
The variation in microhardness across the FZ of variouswelds in the as-welded and PWHT conditions is shown inFig. 2. In the as-welded condition, the microhardness in theFZ of the Ti6Al4V weld was about Hv 361, which washigher than that of the base metal (BM) of Hv 334. PWHT at482°C resulted in a slight increase in FZ hardness to Hv 372.A moderate decrease in the FZ hardness to Hv 356 wasobtained for the weld with the PWHT at 704°C. Normally,the HAZ hardness was slightly lower than the FZ hardness ata given PWHT temperature. The results also indicated thatthe hardness of the BM was lower than that of other regionsin a weld, regardless of the PWHT conditions. In a previousstudy, the Ti6Al6V2Sn alloy with Aleq of 6.2 and Moeq of4.8 shows noticeable hardening after welding.12) In the as-welded condition, the FZ hardness of Ti6Al6V2Sn alloycould be as high as Hv 440.12) The peak hardness of the Ti6Al6V2Sn laser weld reached Hv 460 after PWHT at
482°C.12) The hardness response of different Aleq and Moeqbetween Ti6Al6V2Sn and Ti6Al4V welds is discussedlater in the text.
-3280
320
360
400
440
480
AW- (Ti-6-6-2)[12] W-482 (Ti-6-6-2)[12]
ΒΜΒΜ
HAZ
Mic
ro-V
icke
rs h
ardn
ess,
Hv
Distance form Weld Centerline, D/mm
AW (Ti-6-4)W-482 (Ti-6-4)W-704 (Ti-6-4)
FZ
-2 -1 0
Fig. 2 Micro-hardness measurements across the FZ of the weld in variousconditions.
(b)
25 µm
2 µm
(c)
Fusion ZoneHAZBM
1 mm
(a)
Grain boundary α
Fig. 1 (a) A typical cross section of Ti6Al4V laser welds; (b) opticalmicrograph of the as-welded FZ; (c) SEMmicrograph of the as-welded FZ.
Notched Tensile Fracture of Ti6Al4V Laser Welds at Elevated Temperatures 1043
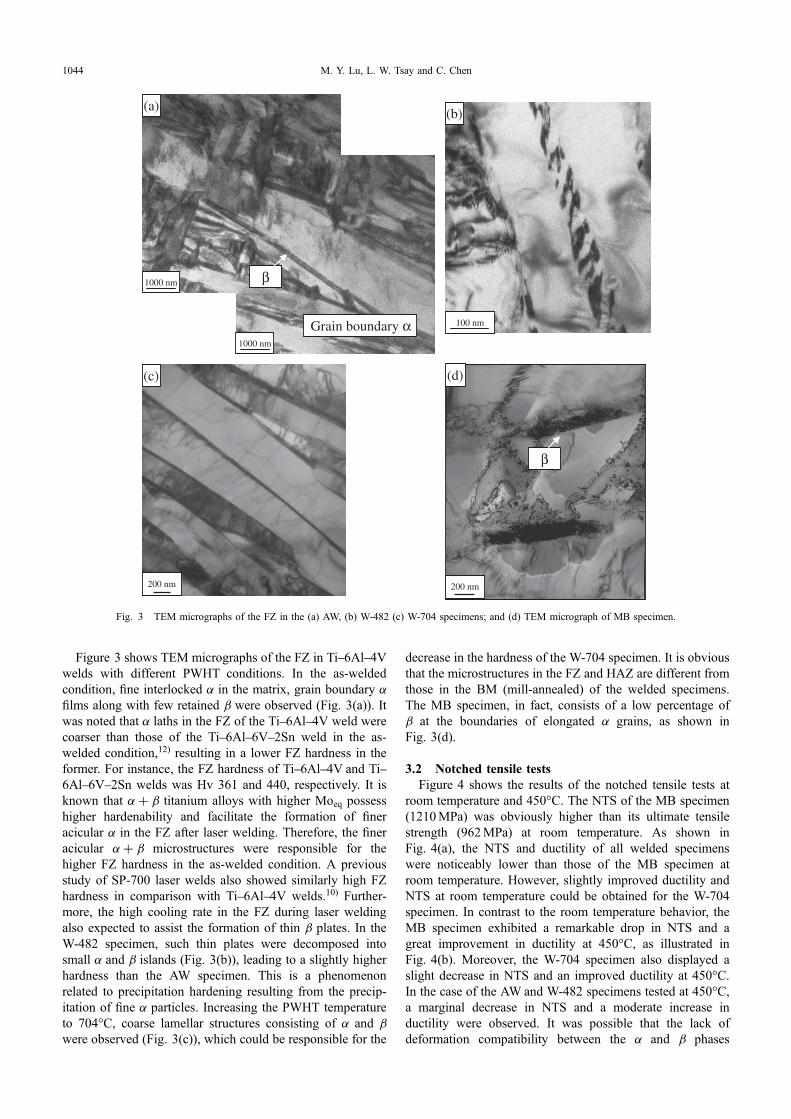
Figure 3 shows TEM micrographs of the FZ in Ti6Al4Vwelds with different PWHT conditions. In the as-weldedcondition, fine interlocked ¡ in the matrix, grain boundary ¡
films along with few retained ¢ were observed (Fig. 3(a)). Itwas noted that ¡ laths in the FZ of the Ti6Al4V weld werecoarser than those of the Ti6Al6V2Sn weld in the as-welded condition,12) resulting in a lower FZ hardness in theformer. For instance, the FZ hardness of Ti6Al4V and Ti6Al6V2Sn welds was Hv 361 and 440, respectively. It isknown that ¡ + ¢ titanium alloys with higher Moeq possesshigher hardenability and facilitate the formation of fineracicular ¡ in the FZ after laser welding. Therefore, the fineracicular ¡ + ¢ microstructures were responsible for thehigher FZ hardness in the as-welded condition. A previousstudy of SP-700 laser welds also showed similarly high FZhardness in comparison with Ti6Al4V welds.10) Further-more, the high cooling rate in the FZ during laser weldingalso expected to assist the formation of thin ¢ plates. In theW-482 specimen, such thin plates were decomposed intosmall ¡ and ¢ islands (Fig. 3(b)), leading to a slightly higherhardness than the AW specimen. This is a phenomenonrelated to precipitation hardening resulting from the precip-itation of fine ¡ particles. Increasing the PWHT temperatureto 704°C, coarse lamellar structures consisting of ¡ and ¢
were observed (Fig. 3(c)), which could be responsible for the
decrease in the hardness of the W-704 specimen. It is obviousthat the microstructures in the FZ and HAZ are different fromthose in the BM (mill-annealed) of the welded specimens.The MB specimen, in fact, consists of a low percentage of¢ at the boundaries of elongated ¡ grains, as shown inFig. 3(d).
3.2 Notched tensile testsFigure 4 shows the results of the notched tensile tests at
room temperature and 450°C. The NTS of the MB specimen(1210MPa) was obviously higher than its ultimate tensilestrength (962MPa) at room temperature. As shown inFig. 4(a), the NTS and ductility of all welded specimenswere noticeably lower than those of the MB specimen atroom temperature. However, slightly improved ductility andNTS at room temperature could be obtained for the W-704specimen. In contrast to the room temperature behavior, theMB specimen exhibited a remarkable drop in NTS and agreat improvement in ductility at 450°C, as illustrated inFig. 4(b). Moreover, the W-704 specimen also displayed aslight decrease in NTS and an improved ductility at 450°C.In the case of the AW and W-482 specimens tested at 450°C,a marginal decrease in NTS and a moderate increase inductility were observed. It was possible that the lack ofdeformation compatibility between the ¡ and ¢ phases
200 nm
(c)
(b)
100 nmGrain boundary α
β
1000 nm
1000 nm
(a)
200 nm
(d)
β
Fig. 3 TEM micrographs of the FZ in the (a) AW, (b) W-482 (c) W-704 specimens; and (d) TEM micrograph of MB specimen.
M. Y. Lu, L. W. Tsay and C. Chen1044
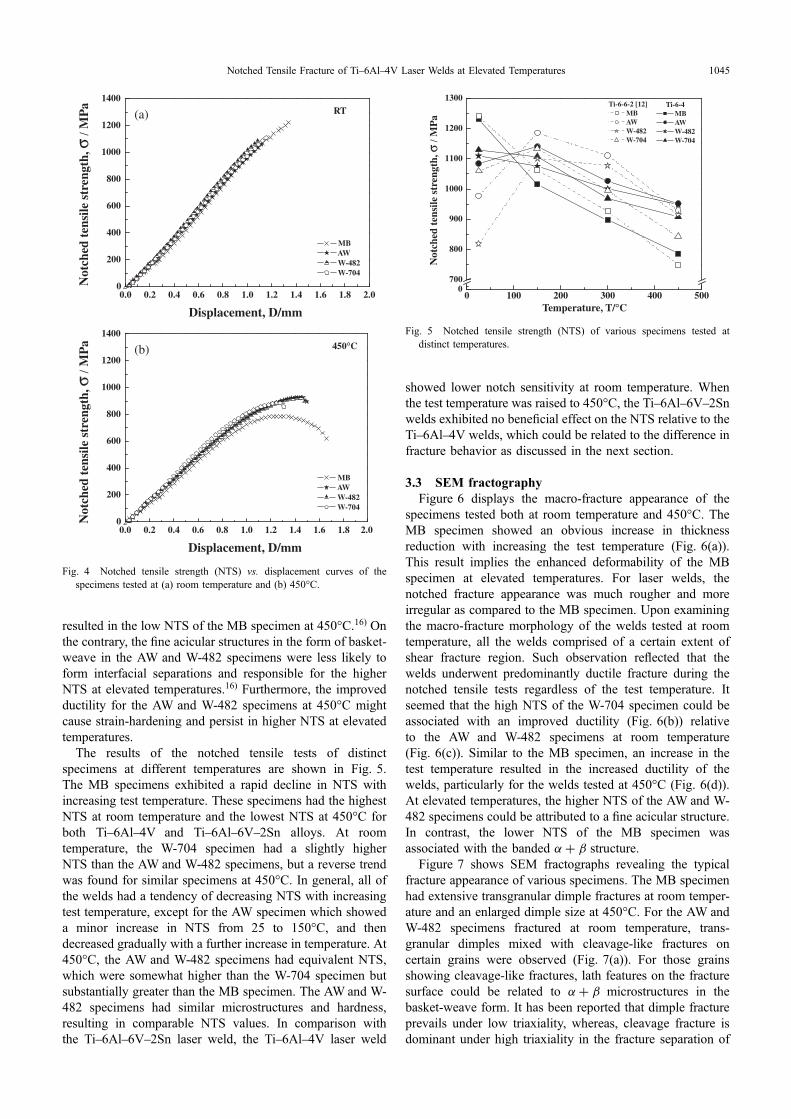
resulted in the low NTS of the MB specimen at 450°C.16) Onthe contrary, the fine acicular structures in the form of basket-weave in the AW and W-482 specimens were less likely toform interfacial separations and responsible for the higherNTS at elevated temperatures.16) Furthermore, the improvedductility for the AW and W-482 specimens at 450°C mightcause strain-hardening and persist in higher NTS at elevatedtemperatures.
The results of the notched tensile tests of distinctspecimens at different temperatures are shown in Fig. 5.The MB specimens exhibited a rapid decline in NTS withincreasing test temperature. These specimens had the highestNTS at room temperature and the lowest NTS at 450°C forboth Ti6Al4V and Ti6Al6V2Sn alloys. At roomtemperature, the W-704 specimen had a slightly higherNTS than the AW and W-482 specimens, but a reverse trendwas found for similar specimens at 450°C. In general, all ofthe welds had a tendency of decreasing NTS with increasingtest temperature, except for the AW specimen which showeda minor increase in NTS from 25 to 150°C, and thendecreased gradually with a further increase in temperature. At450°C, the AW and W-482 specimens had equivalent NTS,which were somewhat higher than the W-704 specimen butsubstantially greater than the MB specimen. The AW and W-482 specimens had similar microstructures and hardness,resulting in comparable NTS values. In comparison withthe Ti6Al6V2Sn laser weld, the Ti6Al4V laser weld
showed lower notch sensitivity at room temperature. Whenthe test temperature was raised to 450°C, the Ti6Al6V2Snwelds exhibited no beneficial effect on the NTS relative to theTi6Al4V welds, which could be related to the difference infracture behavior as discussed in the next section.
3.3 SEM fractographyFigure 6 displays the macro-fracture appearance of the
specimens tested both at room temperature and 450°C. TheMB specimen showed an obvious increase in thicknessreduction with increasing the test temperature (Fig. 6(a)).This result implies the enhanced deformability of the MBspecimen at elevated temperatures. For laser welds, thenotched fracture appearance was much rougher and moreirregular as compared to the MB specimen. Upon examiningthe macro-fracture morphology of the welds tested at roomtemperature, all the welds comprised of a certain extent ofshear fracture region. Such observation reflected that thewelds underwent predominantly ductile fracture during thenotched tensile tests regardless of the test temperature. Itseemed that the high NTS of the W-704 specimen could beassociated with an improved ductility (Fig. 6(b)) relativeto the AW and W-482 specimens at room temperature(Fig. 6(c)). Similar to the MB specimen, an increase in thetest temperature resulted in the increased ductility of thewelds, particularly for the welds tested at 450°C (Fig. 6(d)).At elevated temperatures, the higher NTS of the AW and W-482 specimens could be attributed to a fine acicular structure.In contrast, the lower NTS of the MB specimen wasassociated with the banded ¡ + ¢ structure.
Figure 7 shows SEM fractographs revealing the typicalfracture appearance of various specimens. The MB specimenhad extensive transgranular dimple fractures at room temper-ature and an enlarged dimple size at 450°C. For the AW andW-482 specimens fractured at room temperature, trans-granular dimples mixed with cleavage-like fractures oncertain grains were observed (Fig. 7(a)). For those grainsshowing cleavage-like fractures, lath features on the fracturesurface could be related to ¡ + ¢ microstructures in thebasket-weave form. It has been reported that dimple fractureprevails under low triaxiality, whereas, cleavage fracture isdominant under high triaxiality in the fracture separation of
0.00
200
400
600
800
1000
1200
1400
Not
ched
ten
sile
str
engt
h, σ
/ M
Pa
Displacement, D/mm
MB AW W-482 W-704
RT(a)
0.00
200
400
600
800
1000
1200
1400
Not
ched
ten
sile
str
engt
h, σ
/ M
Pa
Displacement, D/mm
MB AW W-482 W-704
450°C(b)
0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
Fig. 4 Notched tensile strength (NTS) vs. displacement curves of thespecimens tested at (a) room temperature and (b) 450°C.
00
700
800
900
1000
1100
1200
1300Ti-6-6-2 [12]
MBAWW-482W-704
Not
ched
ten
sile
str
engt
h, σ
/ M
Pa
Temperature, T/°C
Ti-6-4MBAWW-482W-704
100 200 300 400 500
Fig. 5 Notched tensile strength (NTS) of various specimens tested atdistinct temperatures.
Notched Tensile Fracture of Ti6Al4V Laser Welds at Elevated Temperatures 1045
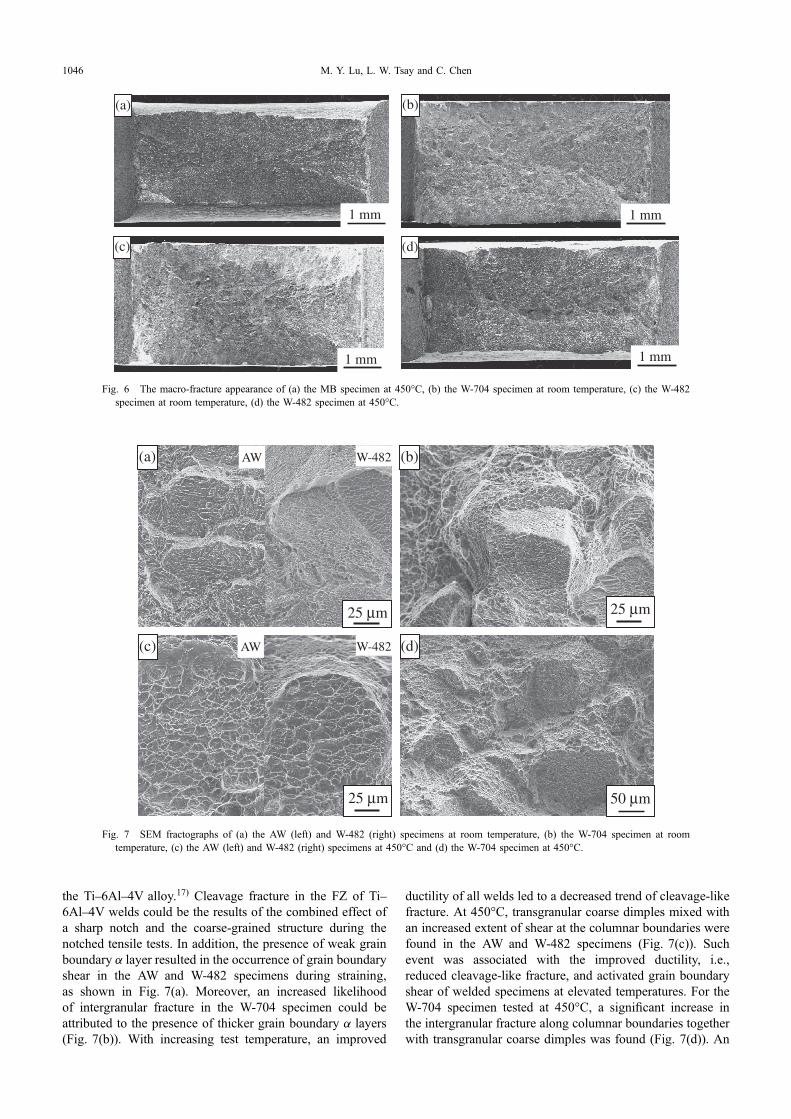
the Ti6Al4V alloy.17) Cleavage fracture in the FZ of Ti6Al4V welds could be the results of the combined effect ofa sharp notch and the coarse-grained structure during thenotched tensile tests. In addition, the presence of weak grainboundary ¡ layer resulted in the occurrence of grain boundaryshear in the AW and W-482 specimens during straining,as shown in Fig. 7(a). Moreover, an increased likelihoodof intergranular fracture in the W-704 specimen could beattributed to the presence of thicker grain boundary ¡ layers(Fig. 7(b)). With increasing test temperature, an improved
ductility of all welds led to a decreased trend of cleavage-likefracture. At 450°C, transgranular coarse dimples mixed withan increased extent of shear at the columnar boundaries werefound in the AW and W-482 specimens (Fig. 7(c)). Suchevent was associated with the improved ductility, i.e.,reduced cleavage-like fracture, and activated grain boundaryshear of welded specimens at elevated temperatures. For theW-704 specimen tested at 450°C, a significant increase inthe intergranular fracture along columnar boundaries togetherwith transgranular coarse dimples was found (Fig. 7(d)). An
(c)
1 mm 1 mm
(d)
(b)
1 mm1 mm
(a)
Fig. 6 The macro-fracture appearance of (a) the MB specimen at 450°C, (b) the W-704 specimen at room temperature, (c) the W-482specimen at room temperature, (d) the W-482 specimen at 450°C.
25 μm
(b)
50 μm
(d)
25 μm
(c) AW W-482
25 μm
(a) AW W-482
Fig. 7 SEM fractographs of (a) the AW (left) and W-482 (right) specimens at room temperature, (b) the W-704 specimen at roomtemperature, (c) the AW (left) and W-482 (right) specimens at 450°C and (d) the W-704 specimen at 450°C.
M. Y. Lu, L. W. Tsay and C. Chen1046

increased extent of the intergranular separation at elevatedtemperatures was attributed to the formation of relativelythick grain boundary ¡ in the W-704 specimen. It alsoconfirmed that the grain boundaries were relatively weakerthan the grain interiors of the specimens. The presence ofthick grain boundary ¡ layer also accounted for the inferiorNTS of the W-704 specimen compare to the AW and W-482specimens at elevated temperatures.
4. Summary
The influence of test temperature on the NTS of Ti6Al4V laser welds that were subjected to various PWHTs wasinvestigated. The results indicated the hardness of the BMwas lower than that of other regions in a given weldregardless of the PWHT conditions. The precipitation of fine¡ islands within thin ¢ plates might account for a slighthardening in the W-482 specimen as compared to otherwelds. Coarse plate-like and intergranular ¡ were responsiblefor a lowered hardness of the W-704 specimen. All the Ti6Al4V laser welds exhibited low notch sensitivity at roomtemperature and a trend of decreasing NTS with increasingtest temperature, especially for the MB and W-704 speci-mens. Among the welds, the W-704 specimen had a slightlyhigher NTS than the AW and W-482 specimens at roomtemperature, but this trend reversed at 450°C. With thepresence of sharp notches, the cleavage-like fracture oncertain grains mixed with grain boundary separations wasobserved on the tensile fracture surfaces of all the welds.Upon increase the test temperature, cleavage-like fracturewas less likely to be observed. At 450°C, a significantincrease in intergranular fracture along columnar boundariesaccounted for the inferior NTS of the W-704 specimencompared to the AW and W-482 specimens. In contrast, tearfracture at the columnar boundaries of the latter, which couldbe partly attributed to the reduced difference in strength
between the grain interiors and boundaries, resulting in thehigher NTS of the AW and W-482 specimens at elevatedtemperatures.
Acknowledgements
The authors gratefully acknowledge the partial support ofthe National Science Council of Republic of China (NSC99-2221-E-019-011).
REFERENCES
1) J. R. Wood, P. A. Russo, M. F. Welter and E. M. Crist: Mater. Sci. Eng.A 243 (1998) 109118.
2) G. Lűtjering: Mater. Sci. Eng. A 243 (1998) 3245.3) T. Horiya and T. Kishi: Nippon Steel Tech. Report 62 (1994) 8591.4) L. M. Plaza, A. M. Irisarri and A. Gil-Negrete: Scr. Metall. Mater. 24
(1990) 17651769.5) K. Keshava Murthy and S. Sundaresan: Weld. J. 76 (1997) 81s91s.6) K. Keshava Murthy, N. B. Potluri and S. Sundaresan: Mater. Sci.
Technol. 13 (1997) 503510.7) G. Thomas, V. Ramachandra, M. J. Nair, K. V. Nagarajan and R.
Vasudevan: Weld. J. 71 (1992) 15s20s.8) G. Thomas, V. Ramachandra, K. V. Nagarajan, B. Pant, B. K. Sarkar
and R. Vasudevan: Weld. J. 69 (1989) 336s341s.9) J. Mazumder and W. M. Steen: Metall. Construct. 12 (1980) 423427.10) L. W. Tsay, Y. S. Ding, W. C. Chung and C. Chen: Mater. Lett. 62
(2008) 11141117.11) W. C. Chung, L. W. Tsay and C. Chen: Mater. Trans. 50 (2009) 544
550.12) L. W. Tsay, C. X. Lee and C. Chen: Mater. Trans. 50 (2009) 1785
1791.13) L. W. Tsay, Y. C. Jiang and C. Chen: Mater. Trans. 50 (2009) 2396
2402.14) L. W. Tsay, Y. C. Jiang and C. Chen: Mater. Trans. 52 (2011) 406411.15) J. B. Borradaile and R. H. Jeal: Proc. Fourth Int. Conf. on Titanium,
Titanium 80, Science and Technology, Kyoto, Japan, (AIME, 1980)pp. 141152.
16) L. W. Tsay, C.-L. Hsu and C. Chen: ISIJ Int. 50 (2010) 128132.17) A. L. Helbert, X. Feaugas and M. Clavel: Metall. Trans. 27A (1996)
30433058.
Notched Tensile Fracture of Ti6Al4V Laser Welds at Elevated Temperatures 1047










![Fatigue Testing of Pipeline Welds and Heat …and the fatigue crack growth rate (FCGR) [10], unlike results observed with monotonically increasing loading such as tensile strength](https://img.pdfslide.us/doc/110x75/5e587e86c4154c6fd13029fa/fatigue-testing-of-pipeline-welds-and-heat-and-the-fatigue-crack-growth-rate-fcgr.jpg)


















