Embed Size (px)
Citation preview

Non Traditional Machining ProcessesMIME - 6980
Presented by, Abhijit Thanedar Naga Jyothi Sanku Pritam Deshpande Vijayalayan Krishnan Vishwajeet Randhir
Electron Beam Machining

Introduction - A Brief History
• Development of EB technology is closely related with advances in vacuum engineering and electron optics
• In 1905, Marcello von Pirani successfully melted Tantalum
• In 1938, magnetic lens were introduced to focus EB• It was only in 1965, all techniques were put
together and secured a place in production processes list.

Classification of NTM processes
Classification based on the energy source
• Mechanical
• Electro-chemical
• Chemical
• Thermo-electric
EBM uses Thermo-electric Energy.

NON TRADITIONAL MACHINING PROCESSES - THERMOELECTRIC
THERMOELECTRIC
VAPORIZATION
HOT GASES
IONIZED MATERIAL
PLASMA ARC
HIGHVOLTAGE
ION STREAM
RADIATION
AMPLIFIED LIGHT
ELECTRONS
LASER
ION BEAM
EDM
ELECTRON BEAM

GENERATION OF ELECTRON BEAM:
The electron beam is formed inside an electron gun,
which is basically a triode and consists of:• A cathode which is a hot tungsten filament
emitting high negative potential electron • A grid cup, negatively biased with respect to
filament , and• An anode at ground potential though which
the accelerated electrons pass


Energy Conversion at the point of action
electrons are accelerated in the electrostatic field of the beam source to attain a kinetic energy,
E = e UB
• the kinetic energy absorbed by the electrons during their trajectory through the accelerating field is
E = (me0/2) ve2 (1 + 3 ve
2/4c2 + 5 ve4/8 c4 +…)= e UB
Where me0 is the electron rest mass, ve is the electron velocity, c is the
velocity of light and e is the electron charge.

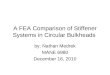
Relation between velocity and acceleration voltage
VELOCITY OF LIGHT
610
Ub
3
10
10
8
6
1
Ve (m/s)

X-RAYSE=hv eU
ELECTRON BEAM e=EU
THERMIONIC ELECTRONS E<1eV
SURFACE TEMPERATURE (T)
RANGE OF ENERGYCONVERSION
SECONDARY ELECTRONS E50eV
BACKSCATTERED ELECTRONSHEAT RADIATION E=hv
BEAM ACTION ON IMPINGEMENT ON MATTER

Machine Tools
The three major subsystems that make up an electron beam machining system are
– power supply, – electron beam gun, and– the vacuum system.

Modern EBM Drilling Machine

POWER SUPPLY
• Pulsed DC
• Voltage range up to 150 kv to accelerate electrons
• Systems capability can go as high as 12 kw
• high-voltage sections of the power supply are submerged in insulating dielectric oil

ELECTRON GUN
• gun is designed to be used exclusively for material removal applications and can be operated only in the pulse mode
• It has a cathode, bias electrode, anode, magnetic coil/lens (to converge the beam), variable aperture, 3 final magnetic coils (used as magnetic lens, deflection coil, and stigmator) and rotating disc.

Gun Types
• 2 electrode gun

3 Electrode Guns

Modified 3 Electrode Guns
• Rogowski gun • Telefocus gun

Four Electrode Array gun

High-perveance guns
Pierce gun

Guns with Curved Electron Trajectories

Guns with Concave Emmiting Surface and center bore in cathode

Beam Guidance
ELECTRON GUN
FOCUSING
SOURCE
BEAM GUIDANCE SYSTEM
DEFLECTION
WORK CHAMBER

MATHEMATICAL MODEL:
Energy of Electrons:
The kinetic energy of the electrons can be written as:
K.E.=Ee=1/2 mV2.
Where,
m= mass of electron.
e= charge on electron.(joules)
E= voltage.
V= velocity of electron.(cm/sec)

Number of electrons per second (N):
N= I n.
Where ,
I= beam current.
n= electron per second per amp current.

Total Power :P= E I
Energy Required to vaporize Workpiece:
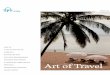
Material removal rate :
G = nP/W.(cm3/sec)
Where:
P = Power.(watts)
n= cutting efficiency.
W= Specific energy required to vaporize metal. (joules/cm3)
W=[C(Tm-20)+C(Tb-Tm)+Hf+Vv]
Where:
C= Specific Heat, Tm = Melting temperature
Tb = Boiling temperature, Hf = Heat of fusion,
Hv = Heat of vaporization

IRON
TITANIUM
ALUMINUM
POWER
TUNGSTEN
METAL REMOVAL RATE
MRR Vs POWER

Parameter Zones
Thermal processing of solids.
Thermal processing of thin films
Non – thermal processing

Parameters and their influence
Power density

FLOW OF ELECTRONS
FILAMENT
ANODE
MOLTEN METAL
METAL VAPORHOLE
DEFLECTION COIL
FOCUS COIL
BIAS CUP
Drilling of all materials

Parameters for drilling various materialsThickness
(in)
Hole
diameter (in)
Drilling speed
(Sec)
Acclerating
voltage(kv)
Avg beam
current
(microamp)
Pulse
width
(micro
sec)
Pulse
Frequency
(cps)
0.010 0.0005 <1 130 60 4 3000
0.030 0.012 30 125 60 80 50
0.010 0.001 <1 140 50 20 50
0.040 0.005 <1 140 100 80 50
0.40 0.005 <1 140 100 80 50
0.100 0.005 10 140 100 80 50
0.016 0.003 <1 130 100 80 50
0.125 0.001 <1 140 10 12 50

Examples of EBM Drilling

Examples of EBM Drilling

Examples of EBM Drilling

Examples of EBM Drilling

Hole Diameter Vs Pulse Charge

Depth & Diameter Vs Beam Current

Depth of Cut, Milling Width Vs Input Energy

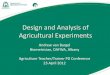
Relation between material thickness s, hole diameter dB, and perforation rate ns
db
0.01
S
.1
1
2