Embed Size (px)
Citation preview
NMA Supplier Manual Edition 2 – July 2010
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 2/33
Contents Revision History Management Message 1 Introduction ...............................................................................................................................................6
1.1 Purpose..............................................................................................................................................6 1.2 Scope .................................................................................................................................................6 1.3 Responsibility .....................................................................................................................................6 1.4 Language ...........................................................................................................................................6
2 Supplier panel requirements ...................................................................................................................7
2.1 Selection rules and status ..................................................................................................................7 2.2 ISO/TS 16949:2002 Registration .......................................................................................................7 2.3 DUNS Registration .............................................................................................................................8 2.4 EVAL ..................................................................................................................................................8 2.5 Supplier Validation Audit ....................................................................................................................9 2.6 Government Regulatory Compliance ...............................................................................................10 2.7 Environment Protection ....................................................................................................................10 2.8 End-of Life Vehicle (ELV) / International Material Data System (IMDS) ..........................................11 2.9 Quality Assurance Agreement .........................................................................................................11 2.10 Purchasing terms .............................................................................................................................11 2.11 AIAG standards ................................................................................................................................11 2.12 e-Business Capabilities ....................................................................................................................12
3 Project management...............................................................................................................................13
3.1 Advanced Product Quality Planning (APQP) ...................................................................................13 3.1.1 Phase 1: Supplier selection (internal) ......................................................................................13 3.1.2 Phase 2: Supplier Design Validation .......................................................................................14 3.1.3 Phase 3: Supplier Process Design and Development.............................................................15 3.1.4 Phase 4: Supplier Product and Process Validation .................................................................15 3.1.5 Phase 5: PQA Management (Product Quality Assurance)......................................................17
3.2 Packaging and Labelling / Logistics .................................................................................................18 3.3 Process Flow....................................................................................................................................19 3.4 Process Failure Modes & Effects Analysis (PFMEA) .......................................................................19 3.5 Control Plan .....................................................................................................................................19 3.6 Production Part Approval Process (PPAP) ......................................................................................19 3.7 Early Production Containment .........................................................................................................20 3.8 Special Characteristics.....................................................................................................................21
3.8.1 Safety / Regulation Characteristic ...........................................................................................21 3.8.2 Significant Characteristic .........................................................................................................22 3.8.3 Functional Characteristics .......................................................................................................22 3.8.4 Capability requirements...........................................................................................................22 3.8.5 Measurement capability requirements.....................................................................................23
3.9 Traceability .......................................................................................................................................23 3.10 Carry-over ........................................................................................................................................23 3.11 Production transfer ...........................................................................................................................23
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 3/33
4 Serial Production Requirements ...........................................................................................................24 4.1 Introduction ......................................................................................................................................24 4.2 Change Management.......................................................................................................................24 4.3 Deviation Authorization ....................................................................................................................25 4.4 Supplier Audits .................................................................................................................................25 4.5 Sub-Supplier Management ..............................................................................................................25 4.6 Annual Revalidation .........................................................................................................................25 4.7 Supplier Facility Access ...................................................................................................................26 4.8 Contingency Plan .............................................................................................................................26 4.9 Document and Product Sample Retention .......................................................................................26 4.10 NMA Property - Tools.......................................................................................................................26 4.11 Continuous Improvement .................................................................................................................27 4.12 Product End Life...............................................................................................................................27
5 Measurements, Analysis and Corrective Actions................................................................................28
5.1 Supplier Performance Reporting ......................................................................................................28 5.2 Productivity.......................................................................................................................................28 5.3 Claim Management ..........................................................................................................................29
5.3.1 Problem resolution methodology and document .....................................................................29 5.3.2 Claim category.........................................................................................................................29 5.3.3 Claim management .................................................................................................................29 5.3.4 PPM rules ................................................................................................................................30
5.4 Supplier Performance Review..........................................................................................................30 5.5 Controlled Shipping..........................................................................................................................32 5.6 New Business on Hold .....................................................................................................................32 5.7 Cost Recovery..................................................................................................................................32
Glossary
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 4/33
Revision Record and Approvals
Edition Date
Edition Level
Changes
May 2008 1 First release
July 2010 2
2.1 Update ISO 9001:2008. 2.1 Update panel status. 2.4 Update EVAL validity 3.14 Define minimum quantity for run@rate. 3.6 New document “Request for provisional authorization of deviations before PPAP sampling submission” introduced. 3.5 Annual revalidation criteria added. 4.2 New document “Change Notification Label” added. 5.1 Update of indicators for supplier performance report. 5.1 Update supplier classification 5.3.3 Update deadlines for plan-do and check act. 5.7 Update Overall: Site SQA added as responsible with Commodity Engineer.
Revised by the Purchasing Team
Date Signature
Designed by: Tilo Pröhmer Senior Commodity Engineer
Marc Lajarige Commodity Engineer
Mario Lhotzky Supplier Development & Quality Manager Released by: Mario Lhotzky Supplier Development & Quality Manager Mathilde Gitton Purchasing Director
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 5/33
Chairman Message
The aim of NIDEC is to contribute to the development of our society and welfare of the general public all over the world by supplying
them with the highest quality products with our sincere and enthusiastic dedication to the trinity of technology, skilfulness and modern science and thus to promote the prosperity of our society,
our company and all our employees.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 6/33
1 Introduction
1.1 Purpose
The purpose of this NMA Supplier Manual is to specify Nidec Motors & Actuators (in the following named Nidec) requirements for our suppliers. These requirements extend from supplier qualification, to new product development, to production and continuous improvement.
1.2 Scope
This manual applies to all material/service suppliers of Nidec.
1.3 Responsibility
Suppliers are responsible for meeting the NMA Supplier Manual requirements. Failure to meet these requirements may result in the loss of existing and/or future Nidec business, in addition to reimbursement of the cost to Nidec resulting from those failures. Suppliers shall ensure that their production material/service suppliers comply with the requirements of ISO/TS 16949:2002. Suppliers shall adopt the standards of Zero Defects and 100% On Time Delivery to Nidec. Suppliers shall understand that any established PPM target is not an accepted quality level, but represents an intermediate continuous improvement step toward shipment of components/materials meeting the Zero Defects requirement.
1.4 Language
Nidec’s official language is English. All documents linked with the NMA Supplier Manual are in English. Documents may display the native language. In case of concerns, the English version is the only valid version.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 7/33
2 Supplier panel requirements
2.1 Selection rules and status
A new supplier is a company that has never done business with Nidec or a past supplier who has not supplied product to Nidec within the last three years. This applies also to a new supplier location. All new suppliers must be qualified prior to the awarding of new business. The complete list of current / approved suppliers is kept up-to-date by the Supplier Quality & Development Manager. Suppliers are attributed a status according to the following list:
• Core supplier: its permitted to place without any restriction business at the supplier insofar the commodity (core competence) is respected.
• Phase out: supplier will be phased out / date is already defined / no new business can be placed. • Imposed: supplier is imposed by the customer. • NBOH/New Business On Hold: supplier is on probation, Improvement plan is defined and agreed, no
new business can be placed before the NBOH is lifted by the management. • EOL: supplier will die after end of life of the current production; no new business can be placed. • New: Supplier will be introduced, RFQ´s can be done, business placed after passing the full
introduction procedure / signature of the supplier in must be done. New suppliers, who wish to be added in the Nidec panel, shall: • demonstrate compliance to ISO/TS16949:2002
New suppliers, who are only certified according to ISO 9001:2008, may be awarded business on the condition, that they develop their Quality Management System towards to ISO/TS 16949:2002 within 1 year after nomination.
• maintain a valid DIN ISO 14001 certificate • choose a Registar certified by the IAOB (International Automotive Oversight Board) for third party audit
and certification to ISO/TS 16949/2002 • meet all commercial and financial requirements • complete and successfully pass the New Supplier Questionnaire EVAL • successfully pass a Supplier Validation Audit.
NOTE: suppliers directed for use by Nidec’s customers shall also meet these criteria.
2.2 ISO/TS 16949:2002 Registration
Nidec goal for all suppliers of materials and services affecting production material is to demonstrate compliance to ISO/TS 16949:2002. This is consistent with the expectations of Nidec’s customers and our business system that complies to ISO/TS 16949:2002 requirements. Nidec policy is that ALL suppliers must meet the minimum requirement of registration to ISO 9001:2008by an accredited third-party certification body. Any exception to this standard needs to be approved in writing by the Nidec Supplier Quality & Development Manager. It is a further requirement that all suppliers conform to the requirements of ISO/TS 16949:2002 as well as additional requirements outlined in this Supplier Manual. Suppliers shall notify Nidec within 10 day in case their certificate of registration has been suspended or expired. The Supplier shall forward a copy of it’s new certificate(s) to all Nidec plants concerned. In case the supplier violates the respective afore-stated norms (ISO/TS 16949 or ISO 9001:2008), Nidec is entitled to inform the respective certification body of such violation.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 8/33
2.3 DUNS Registration
Suppliers shall register with Dunn & Bradstreet to obtain a DUNS Number. This registration is free of charge and must be done by each supplier’s site shipping to Nidec. The Dunn & Bradstreet registration site is located at: http://www.dnb.com/us/.
2.4 EVAL
All of Nidec’s potential suppliers must receive a positive evaluation when compared with the panel of suppliers in the same business field. Criteria for comparison are as follows:
• strategy and management • general details: financial stability, minimum size, product/market position, etc. • R&D (for designers) • production • quality • logistics • competitiveness • the supplier’s capacity to communicate
EVAL is a questionnaire defined by Nidec to pre-select suppliers and follow-up their improvement regarding the company’s main concerns. At the end of the evaluation, the score determines if the supplier can be pre-selected:
• EVAL <70%: supplier does not pass pre-selection • EVAL ≥70%: Nidec can take a first order with the supplier, which has 12 months to get an EVAL ≥ 80% • EVAL ≥80%: supplier can be selected.
The final score is the average of the 8 chapters. 3 conditions have to be fulfilled to be selected:
• no negative nor more than 3 "insufficient" answers for chapter 1 • the average note for each chapter is not below 50% • and the final note is not below 70%
• The EVAL is valid until ending the business relationship between NMA and the supplier. But can be
renewed at anytime.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 9/33
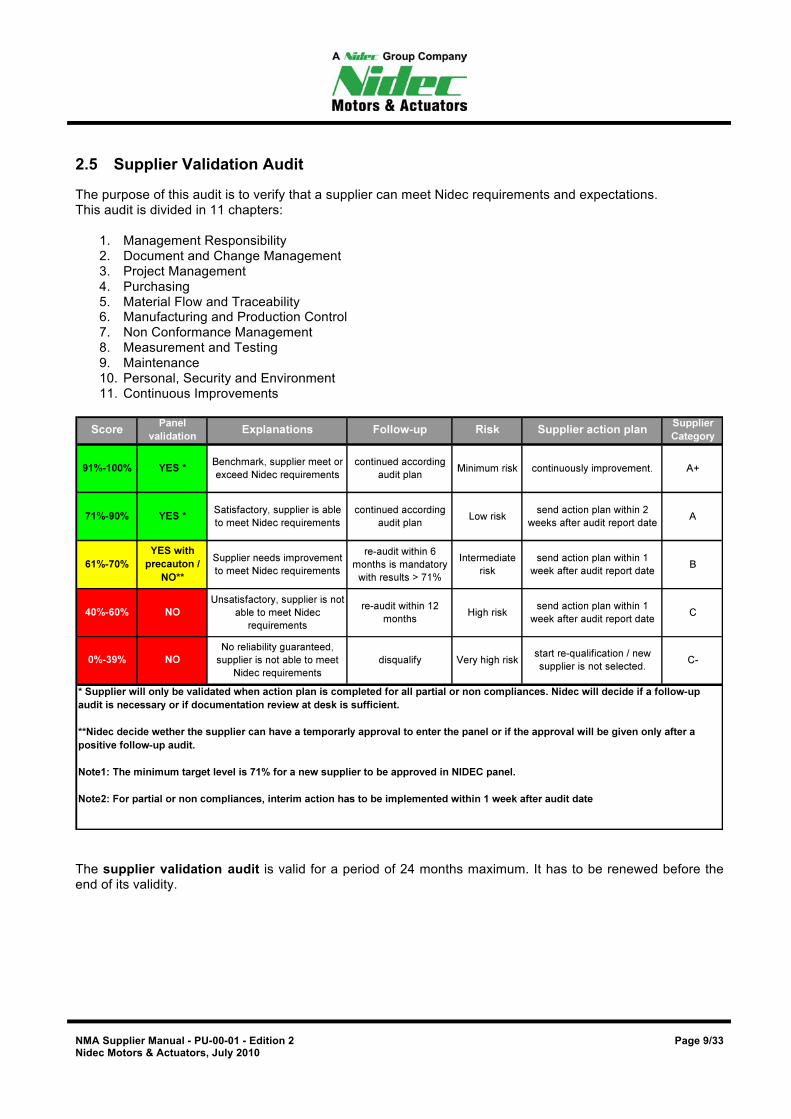
2.5 Supplier Validation Audit
The purpose of this audit is to verify that a supplier can meet Nidec requirements and expectations. This audit is divided in 11 chapters:
1. Management Responsibility 2. Document and Change Management 3. Project Management 4. Purchasing 5. Material Flow and Traceability 6. Manufacturing and Production Control 7. Non Conformance Management 8. Measurement and Testing 9. Maintenance 10. Personal, Security and Environment 11. Continuous Improvements
The supplier validation audit is valid for a period of 24 months maximum. It has to be renewed before the end of its validity.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 10/33
2.6 Government Regulatory Compliance
Suppliers shall comply with all applicable governmental regulations. These regulations relate to the health and safety of the workers, environment protection, toxic and hazardous materials, and free trade. Suppliers should recognize that the applicable government regulations might include those in the country of manufacture, as well the country of sale. Suppliers must provide Nidec copies of any data, materials or information provided to a government entity relating to the products supplied to Nidec, including any test, manufacturing, field performance or warranty data. The supplier must provide the information within 10 working days from the date of submission to the government entity.
2.7 Environment Protection
Nidec is convinced that the future and permanent protection of our environment, land, water and air can only be achieved through the joint efforts of Industry, Government and Society. Top priority will be to strive for continuous improvement in our environmental performance. We will strive through the development of new products, processes and working methods to further enhance our environmental performance. In doing this, we strive for economical use of raw materials, energy, water and other goods; and will fully consider the life cycle of our products through production, use and disposal. The environmental impact of our products during manufacturing covers both the manufacturing at Nidec and those of our suppliers. This means that both, we and our suppliers, have to perform our activities such that the impact of those activities on the environment is reduced to a minimum. We therefore expect from our suppliers an active engagement in environmental concerns and the establishment, and adherence to, an environmental management as per ISO 14001, or other equivalent standard. This does not release the supplier from complying with all relevant national and international regulations. Nidec recommends all suppliers to be certified ISO 14001 or to have planed the certification. The techniques and methods below are those that we believe to constitute the prerequisite to reach the above-mentioned environmental targets:
• Written guidelines regarding the environmental performance, • Regular review of production, maintenance, supply and disposal processes and products to determine
their environmental impact, • An emergency plan, • Definition of targets to improve environmental protection and documentation of their fulfilment. This
includes: safeguarding of resources (raw materials, energy, water), prevention and reduction of environmental pollution, minimization of waste and rejects, reduction of expendable packaging,
• Compliance with all automotive regulations regarding materials and substances, • Have a recycling concept/program.
The use and consumption of energy and raw materials shall be managed effectively and with a minimum of logistics and transport over the entire vehicle/component life cycle. For a quantitative assessment of resource efficiency by way of life cycle analysis, the requisite data shall be provided upon request (material consumption, water consumption, total energy consumption, transport (raw materials), and emissions.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 11/33
2.8 End-of Life Vehicle (ELV) / International Material Data System (IMDS)
The End-of-Life Vehicle (ELV) Directive, 2000/53/EC, was enacted by the European Commission "to minimize the impact of end-of-life vehicles on the environment." The use of lead, mercury, cadmium, and hexavalent chromium are prohibited in vehicles and their components, except for certain exemptions published in Annex II of the Directive. This is a mandated requirement for European Union (EU) Member States and also required by North American, and some Japanese, vehicle manufacturers. Additionally, other legal requirements, such as EU Directives 2002/95/EC, 2002/96/EC, and 2003/11/EC restrict the use of certain flame retardant substances: polybrominated biphenyls (PBBs) and polybrominated diphenyl ethers (PBDEs). PBBs or PBDEs shall not be present in components or materials supplied to Nidec. Suppliers in all regions shall ensure that all components and materials supplied to any Nidec facility comply with the above-mentioned legal requirements. The supplier must consider every aspect of the component or assembly or material delivered to Nidec; and must investigate all sub-supplier components, processes, raw materials, lubricants, coatings, paint and chemical constituents, etc. To ensure compliance with the various legal and customer requirements, Nidec requires its suppliers to report information on materials within their respective components. The International Material Data System (IMDS) has been developed by vehicle manufacturers to collect and manage this data. Suppliers shall submit the required ELV/IMDS data to Nidec as soon as possible upon award of new business, but in any case prior to the PPAP submission. The supplier as part of the PPAP submission shall provide confirmation to Nidec’s acceptance of the ELV/IMDS data. Refer to section 3.4 Production Part Approval Process (PPAP) for further explanation of the submission requirements. Nidec requires suppliers to submit ELV data by direct entry into IMDS via the Internet (www.mdsystem.com).
2.9 Quality Assurance Agreement
Nidec shall request this agreement from its suppliers. It controls suppliers’ and Nidec’s responsibilities and tasks for the key quality processes in respect to the NMA Supplier Manual. The supplier shall review and sign the Quality Assurance Agreement within 15 days after business attribution.
2.10 Purchasing terms
Unless otherwise agreed upon with Nidec, the General Terms of Purchase of the buying site shall apply to all purchases made by NMA whether they are for tools, machines or equipment, parts, raw materials, other materials, or services.
2.11 AIAG standards
Suppliers are to be familiar with and strive to comply with the requirements contained in the following documents as these provide the core of Nidec expectations and practices:
• Advanced Product Quality Planning and Control Plan (APQP) • Potential Failure Mode and Effects Analysis (FMEA) • Measurement System Analysis (MSA) • Production Part Approval Process (PPAP) • Statistical Process Control (SPC)
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 12/33
Suppliers that subcontract heat treatment, plating, and coating operations will be required to prove these subcontractors are ISO9001:2000 registered and must pass the audit CQI-9 Special process Heat Treat System Assessment, the CQI-11 Plating System Assessment and the CQI-12 Coating System Assessment. For these publications, visit http://www.aiag.org.
2.12 e-Business Capabilities
Suppliers shall have email, Internet access and Internet browser as a minimum for e-Business capability. This is required to participate in Nidec’s web based applications and communications such as:
• Supplier Relationship Management System, • Web EDI, • Bidding on Line, • Drawing exchange (CATIA native, CATEXP, STEP AP 214, VDAFS 2.0, IGES 5.1, DXF)
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 13/33
3 Project management
3.1 Advanced Product Quality Planning (APQP)
Suppliers must use an advanced product quality process that follows the APQP project plan and ensures production readiness with parts that meet 100% of the products specifications. Suppliers shall provide the APQP file for a new product with regard to meeting the project’s objectives of quality, cost, performance and timing. Suppliers shall use the Nidec forms and should complete those forms in English (when not specified). Suppliers who wish to use an alternative format shall contact their Commodity Engineer/Site SQA and demonstrate equivalency between the forms before any submission is made. Suppliers are responsible for managing their new product introduction process to the guidelines provided in this document. Nidec’s APQP process consists of five phases as shown below. Tasks and deliverables of each phase are written in bold.
3.1.1 Phase 1: Supplier selection (internal) Potential suppliers are given a set of functional specifications (supplier-designers) or technical specifications (supplier-manufacturers). At this stage, requirements concerning:
• product specifications • target costs • quality and logistics
are defined or restated. Requirements must be updated for existing components or components that are carried over to another project. The supplier that best matches these requirements will be awarded the contract. Drawings & product specifications
• Suppliers shall review drawing, part specifications and controls. Validation of a non-panel supplier
• See chapter 2.1 • The supplier can not be selected prior to positive results of selection process.
Request for Quotation
• When responding to the Request for Quotation (RFQ), the supplier must submit the signed RFQ with a detailed cost breakdown.
Pre Award Meeting
• Prior to award of new business and upon Nidec request, suppliers shall meet with Nidec dedicated team members to discuss design, quality expectations, drawings and part specifications.
• This meeting will be held to insure that supplier representatives and Nidec team members can share experience and resolve manufacturing/design issues prior to PPAP.
Supplier selection sheet (internal)
• Nidec is responsible to fill in and sign the supplier selection sheet.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 14/33
3.1.2 Phase 2: Supplier Design Validation
The requirements are drawn up and discussed by Nidec and the supplier during this stage. The end of this stage ends with the approval of the APQP File from the supplier. Kick-off APQP File
• Nidec initialize the APQP File and sends it to the supplier for approval. Technical review
• Nidec suppliers will meet with Nidec dedicated team members to review the design and quality expectations. It is especially important that measurement methods are reviewed and agreed between Nidec and the supplier. This technical review shall at minimum be documented in meeting minutes.
Targets & risks
• See page 3 of the APQP file • It is an assessment about the project’s key dates, risk and quality commitment
Feasibility study & commitment (5)
• See page 5 of the APQP file (parts 5.1 and 5.2) • This completes the feasibility confirmation of the RFQ
Capacity analysis
• See page 6 of the APQP file • The supplier fills in the part 6.1 Working standards and 6.2 Supplier Capacity Study to verify the
planned capacity Prototype build & Prototype validation
• For the fabrication of prototypes or pre-production parts, suppliers shall imitate the planned production process as closely as feasible. If the suppliers for prototypes and serial parts are different, the prototype supplier shall share with the serial production supplier the process knowledge gathered in prototype fabrication. Proprietary information may be withheld by prior agreement with Nidec
• Nidec will inform the supplier on the quantity to be delivered. Supplier shall identify all prototypes deliveries
• Once a supplier starts providing parts, as part of the process development and validation stage, any changes to the process require notification to Nidec. These changes may include outside or sub-tier suppliers, addition/deletion of capital equipment, tooling and/or gauges, manufacturing methodology.
• Suppliers of prototype parts, when required, shall respond to material concerns • Prototypes shall be accompanied with a full inspection report (material certificate, metrological,
electrical…) Contract & agreement review
• Supply Agreement • Quality Assurance Agreement • Tooling contract • consignment contract and/or logistics protocol
Design freeze
• The pre-serial drawings are converted into serial drawings with the SAP part numbers. Acceptance of APQP File (1.6)
• The supplier signs the coversheet of the APQP to approve the content required and the deliverables of phase 2 (Targets & risks, feasibility study & commitment, capacity analysis).
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 15/33
3.1.3 Phase 3: Supplier Process Design and Development This phase represents the time during which the supplier completes designs for their tooling, assembly lines/cells, gauging and identifies additional capital equipment required to manufacture the component/material. This phase starts with the supplier’s direction to their manufacturers of the tooling, capital equipment, assembly cells and/or gauging to proceed and ends with the approval to ship the completed items. The supplier shall collect data required to assure that the manufactured items meet drawing, specification and capacity requirements before approval to ship is given. During this phase the supplier shall:
• notify all risks that could affect the product integrity or the project plan • implement when possible error-proofing / poka-yoke to achieve Zero Defects • identify changes needed for product or process specifications
Review gauge/tooling/equipment
• The supplier shall review the readiness of gauges, toolings and equipments and inform Nidec about any issues that could affect the timing, the quality of the part or R&R studies
Build first off-tool parts
• For the production of first off-tool parts, suppliers shall imitate the planned production process as closely as feasible. The suppliers shall provide material, dimensional, performance, or process data
• Nidec will inform the supplier on the quantity to be delivered. The supplier shall identify all deliveries • Once a supplier starts providing parts, any changes to the process require notification to Nidec. These
changes may include outside or sub-tier suppliers, addition/deletion of capital equipment, tooling and/or gauges, manufacturing methodology
Define packaging
• Packaging shall be defined by the supplier in the part 9 of the APQP file and validated by Nidec • Packaging must be defined in accordance with the last edition of the Logistic Manual for Suppliers
Release series equipment
• This phase ends when the supplier releases serial equipment i.e. the tooling, capital equipment, assembly equipment and/or gauging is delivered to the supplier’s facility
3.1.4 Phase 4: Supplier Product and Process Validation This phase starts with the delivery production of off-process parts (In debugging run of the serial process ) of the tooling, capital equipment, assembly equipment and/or gauging to the supplier’s facility. It ends with the release of the component (PPAP approval). During this period that the supplier completes and submits a Production Product Approval Process (PPAP) package. The APQP File is completed and submitted at the same time (p6 capacity, p8 Characteristics, p.10 Phase Report, p11, Concern & Action Report). Every supplier is expected to conduct and execute an APQP process. Suppliers who wish to use other reporting formats than defined in this document shall have written approval from their Commodity Engineer/Site SQA. Determination of manufacturing feasibility and/or capacity study may be required for every new or modified product design or manufacturing process based on engineering changes. Build first off-process parts
• The supplier shall perform an internal validation of the product and the process, through a mass production representative batch
Complete Nidec validation test
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 16/33
• Nidec defines which tests are required • The supplier will deliver parts according to Nidec demand which are representative of the serial
process with a complete measurement report of 5 parts minimum (per cavity) Approve sub-suppliers PPAP
• The supplier is responsible to review and approve the PPAP packages of his suppliers • A copy of these documents maybe required for Nidec PPAP
Perform Run@Rate audit
• Nidec will lead on supplier’s site a Run@Rate. The scope is to valid process flow, quality and capacity requirements. If the Run@Rate is not qualified first time, the expenses of the second run will be charged to the supplier. During the Run@Rate, parts for initial sample presentation will be sampled during the run. Sorting is not authorized
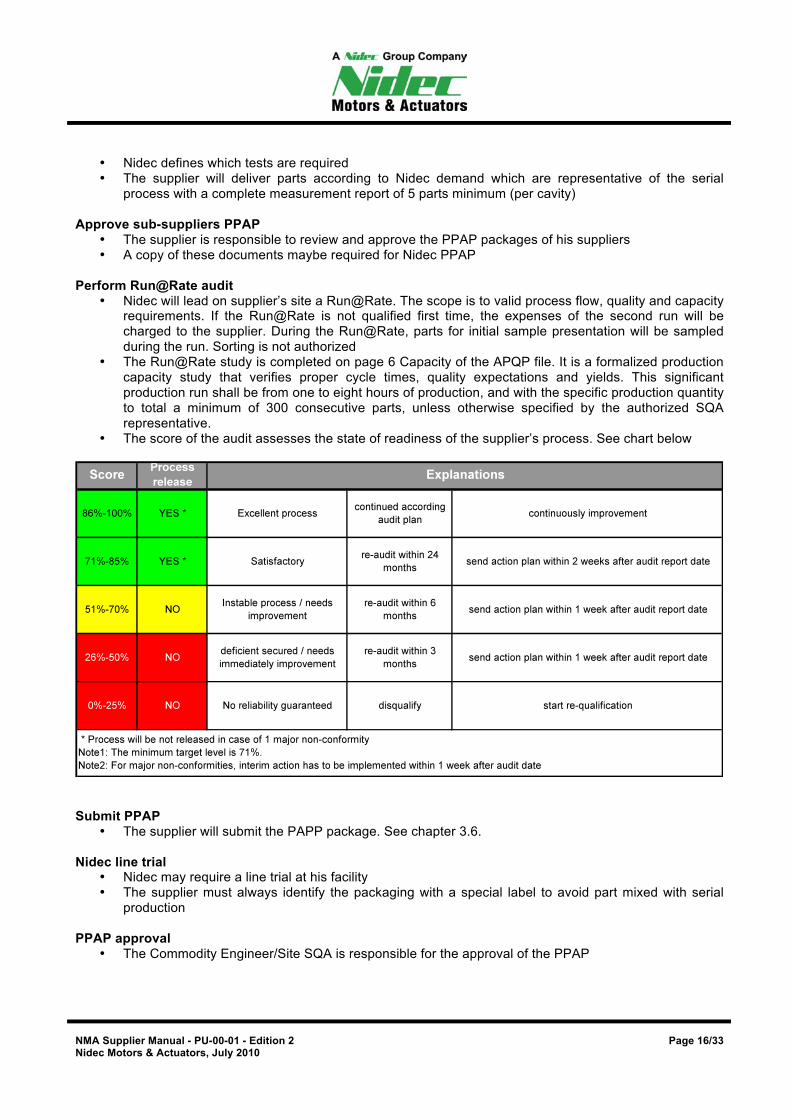
• The Run@Rate study is completed on page 6 Capacity of the APQP file. It is a formalized production capacity study that verifies proper cycle times, quality expectations and yields. This significant production run shall be from one to eight hours of production, and with the specific production quantity to total a minimum of 300 consecutive parts, unless otherwise specified by the authorized SQA representative.
• The score of the audit assesses the state of readiness of the supplier’s process. See chart below
Submit PPAP
• The supplier will submit the PAPP package. See chapter 3.6. Nidec line trial
• Nidec may require a line trial at his facility • The supplier must always identify the packaging with a special label to avoid part mixed with serial
production PPAP approval
• The Commodity Engineer/Site SQA is responsible for the approval of the PPAP
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 17/33
3.1.5 Phase 5: PQA Management (Product Quality Assurance) Once the initial samples have been accepted, deliveries are subjected to incoming inspection for a defined probationary period. Nidec checks that the product manufactured in line with the APQP documents does not present any non-conformance, whatever the cause, during this period. If an incident occurs, the part will be subjected to a new probationary period after an appropriate action plan, approved by Nidec, has been effectively implemented. Plan Incoming inspection
• The Commodity Engineer/Site SQA defines with the receiving plant the incoming inspection plan Send weekly report
• When requested, the supplier must communicate during 3 months a weekly report measuring internal quality performance at supplier location. The weekly report can be found in the APQP file, page12
• See chapter 3.7. Open orders released
• The buyer releases open orders Close APQP file
• The APQP file is closed and signed by the Commodity Engineer/Site SQA Release PQA status
• A PQA part is a part that is not subject to Nidec incoming inspection (except for product audits which are carried out periodically as defined by Nidec) and whose conformance is guaranteed by the supplier. If required, initial samples will be re-qualified in line with the periodicity specified. See chapter 4.6.
• Before PQA deliveries can begin, no incidents involving the part in question must have occurred during the probationary period and the quality objectives must have been achieved. If a part belongs to a technology family, no non-conformance must have been identified in the common production process during the probationary period
• If all the above conditions have been met, the Commodity Engineer/Site SQA gives the supplier the date on which PQA deliveries can start for the part
• All PQA deliveries must be identified by a PQA label on all boxes, containers, etc • The supplier must be in a position to inform Nidec of the results of inspections carried out for each
batch delivered in line with the requirements of the supplier control plan Suspension of PQA Any incident will result in the immediate suspension of PQA deliveries. After analysis of the causes, suspension of PQA is confirmed for:
• the technology family of part, if it is the generic process that is at fault • the part involved if a specific process is found to be at fault
In all cases, Nidec will give the supplier written notification of the date for resumption of PQA deliveries after the problem has been solved and a new probationary period completed. If a product or process is modified or production transferred, PQA deliveries are suspended. It may be decided by the Commodity Engineer/Site SQA that the supplier must go through APQP phase 2 to 5 again.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 18/33
3.2 Packaging and Labelling / Logistics
Serial Production Requirements Nidec and suppliers shall agree upon the packaging plan during APQP, including the following requirements.
• There shall be only one part number in a box or packaging unit. • All packaging units shall be labelled and the label shall include:
Nidec part number with engineering level and part description. Quantity. Supplier name and Nidec supplier code. Lot traceability number and date -- this number shall have a direct relationship with Delivery
Note supplied. Starting with the Delivery Note, the supplier shall be able to trace all the documents and record. Nidec, at its discretion, may specify additional traceability requirements.
Raw material Heat number, if requested. A Bar Coded label applied to each packaging unit. Nidec facilities may specify their own bar
coding formats. Suppliers shall meet the bar code requirements of the Nidec location they are shipping to.
• Suppliers, regardless of the manufacturing location, shipping to Nidec’s North American facilities shall meet the requirements found in the North American Labelling Requirements.
• Suppliers shall meet the requirements of Nidec with regard to the use, control and supply of returnable packaging.
Suppliers are required to utilize and ship material on a “first in - first out” basis. Sequence of batches must be identified on the packaging label by either a date code or batch/lot number. Safety related identification criteria shall conform to all government regulatory and Nidec requirements. Suppliers providing product to multiple operating units, on a global scale, shall work with each of the locations to assure that the packaging is sufficiently robust to withstand shipment by sea and arrive on time, without damage. Suppliers shall maintain documentation detailing proper packaging, cleanliness level, storage and shipping instructions of its products. These instructions must conform to the Nidec receiving site requirements. Nidec expects their suppliers to conduct, periodically, dock audits on packaged materials. Evidence of these audits shall be retained with other lot inspection documentation. For more information, refer to the Logistic Manual for suppliers. Pre-Production and Sample Part Requirements Suppliers are expected to clearly identify “pre-production” or “sample parts” to ensure that the Nidec receiving site does not mix such parts with “regular” production parts. Labelling must be done per Nidec receiving site requirements and shall be differentiated from regular production shipping labels. In particular, the Supplier Identification, Part Number, Engineering Level, and Quantity must be clearly displayed on the part-packaging label to ensure easy, visible segregation of containers/parts. In addition, a brightly colored sheet of paper, at least 20 cm by 14 cm, must be attached to at least 2 sides of the container or material, stating one of the following:
• Pre-Production Materials • Pre-Production Parts • Sample Materials • Sample Parts
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 19/33
3.3 Process Flow
• The Process Flow Chart shall define the entire process flow starting with receiving inspection and finishing with packaging and shipping.
• It shall include any sub-tier, or outside, suppliers, along with the names of those suppliers and the controls done at these additional locations.
• It shall include machine numbers or unique identifiers that reflect what has been approved as part of the process. Suppliers shall identify those operations linked to the manufacturing of features identified by special characteristics.
3.4 Process Failure Modes & Effects Analysis (PFMEA)
• Unless otherwise specified, suppliers shall use the AIAG Potential Failure Mode & Effects Analysis (PFMEA) manual as the basis for creating this document.
• The PFMEA shall follow the flow established in the Process Flow Chart. • The PFMEA shall be prepared with multi-disciplinary team. • Failure modes shall include designated characteristics from the Nidec drawings in addition to the
process and tooling based items. • Suppliers shall have a process in place to report on their highest Risk Priority Numbers (RPN). This
report may be in the form of a Pareto chart, displaying the RPN from highest to lowest. This system shall include documentation of recommended actions and verification of their implementation.
• The PFMEA shall be used as a continuous improvement tool. Suppliers shall be able to document continuous improvement efforts derived from RPN rankings below their target value for improvement actions. Suppliers can prioritize their activities based on number of RPN vs. current performance.
3.5 Control Plan
• Unless otherwise specified, suppliers shall use the AIAG APQP as the basis for creating this document.
• The Control Plan shall appropriately reflect the same steps and flow established by the Process Flow diagram and PFMEA.
• It shall include all special characteristics and product audits. • It shall include annual revalidation criteria (see chapter 4.6).
3.6 Production Part Approval Process (PPAP)
Suppliers shall ensure that the PPAP document and sample submissions are in accordance with the requirements of the Automotive Industry Action Group (AIAG) PPAP Manual. Suppliers shall only submit PPAP packages for production-released drawings, and a copy of this drawing (“ballooned” drawing) shall be included in the submission package. Each supplier is responsible for meeting all these requirements before submission to Nidec, including obtaining Nidec approvals for any change requests. Suppliers may be requested to submit the PPAP package in an electronic way. In these instances, suppliers must be prepared to comply with these requests. Nidec has established a global PPAP validation requirement that further defines submission levels, including what the supplier submits and/or retains. Nidec will determine the level of PPAP submission, and any special requirements if applicable.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 20/33
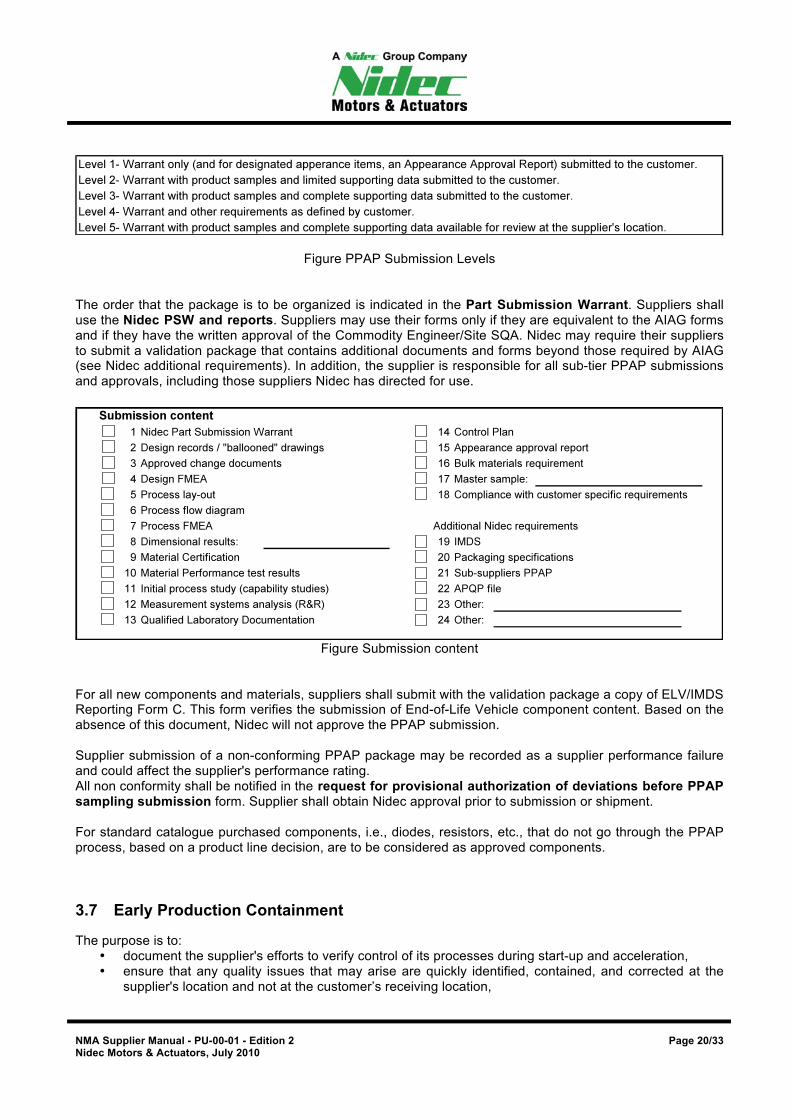
Figure PPAP Submission Levels The order that the package is to be organized is indicated in the Part Submission Warrant. Suppliers shall use the Nidec PSW and reports. Suppliers may use their forms only if they are equivalent to the AIAG forms and if they have the written approval of the Commodity Engineer/Site SQA. Nidec may require their suppliers to submit a validation package that contains additional documents and forms beyond those required by AIAG (see Nidec additional requirements). In addition, the supplier is responsible for all sub-tier PPAP submissions and approvals, including those suppliers Nidec has directed for use.
Figure Submission content
For all new components and materials, suppliers shall submit with the validation package a copy of ELV/IMDS Reporting Form C. This form verifies the submission of End-of-Life Vehicle component content. Based on the absence of this document, Nidec will not approve the PPAP submission. Supplier submission of a non-conforming PPAP package may be recorded as a supplier performance failure and could affect the supplier's performance rating. All non conformity shall be notified in the request for provisional authorization of deviations before PPAP sampling submission form. Supplier shall obtain Nidec approval prior to submission or shipment. For standard catalogue purchased components, i.e., diodes, resistors, etc., that do not go through the PPAP process, based on a product line decision, are to be considered as approved components.
3.7 Early Production Containment
The purpose is to: • document the supplier's efforts to verify control of its processes during start-up and acceleration, • ensure that any quality issues that may arise are quickly identified, contained, and corrected at the
supplier's location and not at the customer’s receiving location,
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 21/33
• increase involvement and visibility of top management. Containment of early production parts starts with Pre-Production builds and continues through the first 90 days of production after PPAP approval. At least 5000 pieces must be put through new production containment even if this means extending containment over the 90 days. The supplier shall develop this Control Plan consisting of additional controls, inspection audits, and testing to identify non-conformances during the production process. Depending on the dominant factor of the production process (set-up, machinery, fixture, tooling, operator, material/components, preventative maintenance, climate), additional controls shall include:
• off-line, separate and independent check from the normal production process whenever possible • increased frequency/sample size of receiving, process and or shipping inspections • sub-supplier containment and/or sub-supplier audits • addition of inspection/control items • increased verification of label accuracy • enhanced process controls such as error proofing • error proofing validation through introduction of known defects
Additional controls shall be highlighted in yellow in the Control Plan. Early Production Containment requirements will be documented by the supplier in their Production Control Plan and must be reviewed by the responsible Commodity Engineer/Site SQA for concurrence prior to any Pre-Production builds. Concurrence from Nidec does not relieve the supplier of any responsibility or accountability to deliver 100% conforming product to Nidec. Suppliers are required to submit weekly report to the receiving Nidec plant. According these results, suppliers shall develop action plans to address missed failure modes or capability improvement needs and update FMEA and Control Pan. Suppliers may exit early production containment if they have achieved zero defects or implemented corrective action plan approved by Nidec Commodity Engineer/Site SQA.
3.8 Special Characteristics
Special Characteristics are any product or process characteristics that affect safety or compliance with regulations, fit, function, performance or subsequent processing of product. In accordance with the requirements of ISO/TS 16949, Special Characteristics shall be identified and specifically addressed in the Design-FMEA, Process-FMEA, Control Plans, Process Flows, Work Instructions and other associated documents. Nidec designated Special Characteristics are identified on drawings/specifications. Suppliers are responsible to fully understand the usage of their product and also identify Special Characteristics, as appropriate. Suppliers are also responsible for ensuring that relevant Special Characteristics are explained, understood and controlled by their sub-suppliers. 3 levels of Special Characteristics are defined:
3.8.1 Safety / Regulation Characteristic It is a product characteristic or process parameter which excessive variation could affect compliance with government regulation or safety or could create loss of function.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 22/33
3.8.2 Significant Characteristic It is a product characteristic or process parameter whose variability could significantly:
• Affect system level performance and customer satisfaction. • Impact the interface between any part of the system and any other vehicle components or between 2
components of our system assembled by the customer.
3.8.3 Functional Characteristics It is a product characteristic or process parameter whose variability could significantly impact the interface between 2 components assembled in Nidec line.
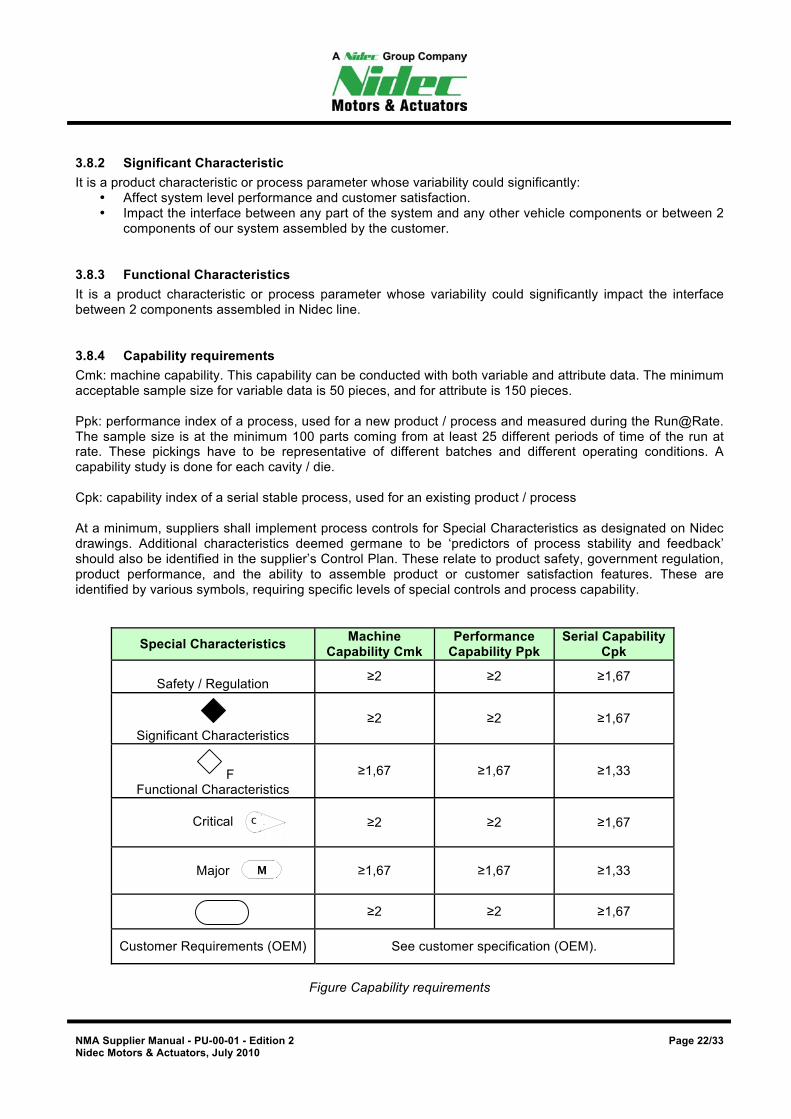
3.8.4 Capability requirements Cmk: machine capability. This capability can be conducted with both variable and attribute data. The minimum acceptable sample size for variable data is 50 pieces, and for attribute is 150 pieces. Ppk: performance index of a process, used for a new product / process and measured during the Run@Rate. The sample size is at the minimum 100 parts coming from at least 25 different periods of time of the run at rate. These pickings have to be representative of different batches and different operating conditions. A capability study is done for each cavity / die. Cpk: capability index of a serial stable process, used for an existing product / process At a minimum, suppliers shall implement process controls for Special Characteristics as designated on Nidec drawings. Additional characteristics deemed germane to be ‘predictors of process stability and feedback’ should also be identified in the supplier’s Control Plan. These relate to product safety, government regulation, product performance, and the ability to assemble product or customer satisfaction features. These are identified by various symbols, requiring specific levels of special controls and process capability.
Special Characteristics Machine Capability Cmk
Performance Capability Ppk
Serial Capability Cpk
Safety / Regulation
≥2 ≥2 ≥1,67
Significant Characteristics
≥2 ≥2 ≥1,67
F Functional Characteristics
≥1,67 ≥1,67 ≥1,33
Critical ≥2 ≥2 ≥1,67
Major
≥1,67 ≥1,67 ≥1,33
≥2 ≥2 ≥1,67
Customer Requirements (OEM) See customer specification (OEM).
Figure Capability requirements
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 23/33
Unless otherwise specified, for characteristics/features designated as significant, critical or functional, the supplier must calculate and report the process capability as Ppk. For those characteristics/features showing a Ppk of less than required, the supplier must create an action plan that both defines containment and process improvements. Containment must effectively separate non-conforming material from the population. Containment, generally either 100% sort or some form of mistake proofing, must continue until such time that the process Cpk demonstrates capability greater than, or equal to required value.
3.8.5 Measurement capability requirements
Measurement System Analysis Studies (Gauge R&R) must be submitted with ALL Initial Process Studies (capability report) concerning all special characteristics. They must also be submitted if the gage is modified for any reason. Attribute Studies will be at minimum performed on 30 parts, with 3 operators and 3 trials. Other requirements have to be discussed with Commodity Engineer/Site SQA prior to PPAP submission. Gauge R&R <10 is acceptable, 10 to 20 may be acceptable based on importance and R&R >20 is rejectable. Corrective action is necessary for all rejectable items.
3.9 Traceability
Suppliers shall install an identification system and lot traceability that allow Nidec to effectively execute lot control, e.g. in the event that a contaminated population is identified. Unique requirements will be identified and documented by Nidec at the APQP Kick-Off Meeting or other formal communication. Identification shall at least permit traceability back to the specific supplier raw materials lot numbers, as well as the manufacturing, inspection and test records. The supplier should also be able to trace where products made under similar conditions (same raw material lot, same manufacturing line/batch, etc.) were shipped.
3.10 Carry-over
In case of carry-over references from one project to another, the supplier will: • Formally validate the production capacities including supplied parts and materials • Present a copy of validated PPAP • Use from previous incidents the Lessons Learned Cards (LLC) • Update quality targets • Update process FMEA and control plan
3.11 Production transfer
A production transfer shall be managed by the supplier like a project with a dedicated team (project leader, quality project, process engineer…). The supplier shall always issue a Request for Change. The supplier shall follow the APQP procedure describe in this manual and should agree with the Commodity Engineer/Site SQA the content of the required files and submission level. Proposal and Nidec agreement shall be in written forms.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 24/33
4 Serial Production Requirements
4.1 Introduction
Once the manufacturing process for producing a component is successfully validated, the next phase encountered is that of serial production. During this stage there are a number of requirements each supplier should be fully aware of and follow. Key areas include change management, concern management, sub-tier supplier management and annual revalidation. Additional expectations are also detailed in the following sections.
4.2 Change Management
Suppliers shall submit a written request for product or process change and obtain Nidec approval prior to implementing the change. This includes also changes at sub-suppliers throughout the supply chain. Additionally, suppliers shall submit a written request for all items listed in Table I.3.3 of the AIAG PPAP Manual. Suppliers are also required to submit all supporting validation data including necessary dimensional reports, performance testing, before/after process parameters, updated APQP documentation (PFMEA/Control Plan) and a detailed timeline demonstrating proper change control that identifies necessary safety stock requirements including timing for Nidec/Customer validation timing and designated resources to manage the change. Nidec must act in accordance with all customer requirements for change notification and as such, Nidec expects the supply base to comply correspondingly. Change approval may take an extended period when Nidec customer approval is required. Notification should be at least with 90 days in advance. Changes shall not be implemented prior to the receipt of written approval from Nidec. Verbal request will not be accepted. Consequences of non-communicated or unauthorized process changes at the supplier manufacturing facility or any sub-supplier facility could result in any or all of following actions:
• Written notification from Nidec to supplier requesting the supplier to contact their registrar of the non-conformance,
• Supplier commercial status change to New Business Hold (NBH) for a period of 3 – 6 months, depending on root cause of non-conformance,
• Issuance of a C1 claim and immediate third party containment of affected component/product, • Potential request for independent, third party audit of affected supply chain, including ALL affected
sub-tier suppliers involved. Reinstatement of supplier to “good standing” will depend on suppliers’ ability to develop effective preventative actions and verification by Nidec accordingly. Authorization to ship production material after the change is communicated through a signed Part Submission Warrant after Nidec has approved the PPAP for the requested change, and that change is coordinated through the using Nidec facility or facilities. First shipments must be properly identified using the Change Notfication Label. Off-Line rework, not included in the original Control Plan, is considered a process change and suppliers shall obtain Nidec approval for it as specified above. Rework shall be supported by operating and inspection instructions. The inspection instructions shall be consistent with an updated production process control plan. Nidec will require special identification and segregation of the reworked product.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 25/33
4.3 Deviation Authorization
It is the policy of Nidec to not accept products that do not meet the requirements of the applicable drawings and specifications. Suppliers shall request, in writing, a Deviation Authorization before shipping non-conforming material to Nidec. A plan to return to normal production and the time required to do so shall be submitted at same time as the written request. Material shipped under an approved deviation shall be labelled with the deviation number and its expiration date. A deviation request should be accompanied by an 8D report. This report shall include the identification of a clean point and the manner in which products will be identified, including how traceability will be maintained.
4.4 Supplier Audits
Nidec employs three audit tools in its Supplier Development Process: • Supplier Validation Audit • Supplier Run@Rate Audit • Supplier 8D Audit
When notified of a future scheduled audit, the supplier, to be prepared, should conduct an internal audit before the Nidec audit team arrives. Nidec may, at its discretion, utilize independent auditors. These individuals represent Nidec and will audit the supplier's processes to establish conformance to validated quality systems.
4.5 Sub-Supplier Management
Suppliers of Nidec shall have capabilities to manage their respective suppliers (regardless of how directed) including APQP disciplines and periodic auditing. Nidec, when necessary, will audit the critical processes of the sub-suppliers to assure that proper controls are in place throughout the entire supply stream. Suppliers of Nidec shall ensure they audit and manage critical processes such as heat-treating and plating and, when directed, use a designated format. Sub-suppliers have a significant impact on the quality of the final component. Whether they provide raw materials, services or sub-components their influence is so critical that it is necessary for each of Nidec’s suppliers to have a supplier management system in place. This system shall include a function that tracks and reports on their supply base quality and delivery performance. Supplier shall be able to demonstrate that they manage their suppliers’ issues through documented corrective actions and verification activities.
4.6 Annual Revalidation
Unless otherwise specified, a complete annual layout inspection, including all sub-components, is required for all parts. All suppliers shall annually revalidate their respective production components, and be able to provide the results to Nidec within 48 hours of the request. Revalidation submission requirements are a criteria based on supplier performance and PPAP process flow. Suppliers shall compile revalidations and document this requirement in the Production Control Plan for all parts supplied. Those features/characteristics/notes that will
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 26/33
be part of the revalidation package need to be designated such at the time of initial PPAP. Nidec shall review changes to the revalidation package content before any changes are made.
4.7 Supplier Facility Access
By prior notice, suppliers shall allow Nidec and Nidec customers' access to both their facilities and those of their suppliers, for the purpose of evaluating parts, processes, documents (i.e., FMEA, Control Plan, Instructions, records....), methodologies and systems used in manufacturing of Nidec products. Nidec may, at its discretion, use 3rd Party independent auditors. These individuals represent Nidec and will audit the supplier's processes to establish conformance to validated quality systems.
4.8 Contingency Plan
Suppliers shall develop a contingency plan (ISO/TS 16949 - 6.3.2) for potential catastrophes disrupting product flow to Nidec, and advise Nidec at the earliest in the event of an actual disaster. In an actual catastrophe, suppliers shall provide Nidec access to Nidec’s tools and/or their replacements. Contingency Plan shall contain following items:
• Information system: breakdown problems, partial or total destruction, natural damage, central data system, CAO, production system, etc.
• Supplying system: supplier delivery orders management, raw material stock management, supplier delivery failure (strike, disaster…), external supply quality failure, transport failure (strike, bad weather, average...), etc.
• Production system: equipment stock management, equipment breakage, machine breakdown or breakage, energy or fluid failure (electricity, air, water, gas…), disaster (fire, flooding…), human resources (strike, absenteeism, polyvalence), internal quality failure, etc.
• Distribution system: customer delivery orders management, finished products stock management, platform management, provider strike or disaster (transport, platform), transport incident, destination error, packaging deterioration (after a handling incident, a loading incident, a transport incident…), etc.
4.9 Document and Product Sample Retention
Suppliers shall retain documents and product samples for the time the part is active (a part is active as long as it is being supplied to the customer for original or service applications) in production plus a minimum period of 15 years. Parts used on multiple programs may require an exceptionally long retention period. The supplier shall retain a master sample from each cavity, die, and pattern for the length of time that the component/material is active plus one year. The master sample shall be identified as such and shall show PPAP submission reference and Nidec approval date.
4.10 NMA Property - Tools
All tools, manufacturing, test or inspection equipment belonging to Nidec, or their customers, will be permanently marked to clearly show that they are Property of Nidec (ISO/TS 16949 - 7.5.4.1), or the customer. These tools will only be used for Nidec products unless an authorization in writing exists.

NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 27/33
4.11 Continuous Improvement
Nidec defines supplier continuous improvement as a global approach to overall quality management system improvement. The supplier shall continually improve quality, delivery, cost and other services provided. To aid in fulfilment of this requirement the supplier’s organization shall establish, monitor, prioritize, and act upon key performance objectives and targets. The objectives and targets should be established based upon (at a minimum) business plans, management systems, product quality, process capability, and customer satisfaction goals. Actions taken to regain previously sustained levels of performance are corrective actions, not continuous improvement. Nidec reserves the right to visit any supplier site to assess its continuous improvement programs and lean manufacturing practices, and make recommendations for improvement. In addition, Nidec may deploy personnel to focus on specific improvement issues. Suppliers should, at a minimum once a year, during the Supplier Perfomance Meeting, develop and present plans that improve internal systems, that support flawlessly launching of new products/components/sub-systems, value enhancements and cost competitiveness, and achievement of agreed upon quality targets, with a plan to achieve zero defects in support of on-going operational excellence. This plan should include lessons learned from previous launch, cost and quality issues, and how these lessons have been incorporated into respective continuous improvement proposals. Suppliers should also be prepared to discuss their intent to maintain (or achieve) strategic status including a plan to ‘grow’ with Nidec globally, if applicable. Nidec recommends suppliers use the fundamentals outlined in ISO/TS 16949:2002 as a platform for organizing continuous improvement plans.
4.12 Product End Life
The supplier commits to deliver Nidec with spare parts as required, for minimum 10 years after OEM End of Production. No deliveries of spare parts allowed to other parties without Nidec formal permission. Tools and equipments can not be scraped without Nidec authorization. Spare parts are sold at the last fixed price during 3 years after the end of the OEM production.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 28/33
5 Measurements, Analysis and Corrective Actions
5.1 Supplier Performance Reporting
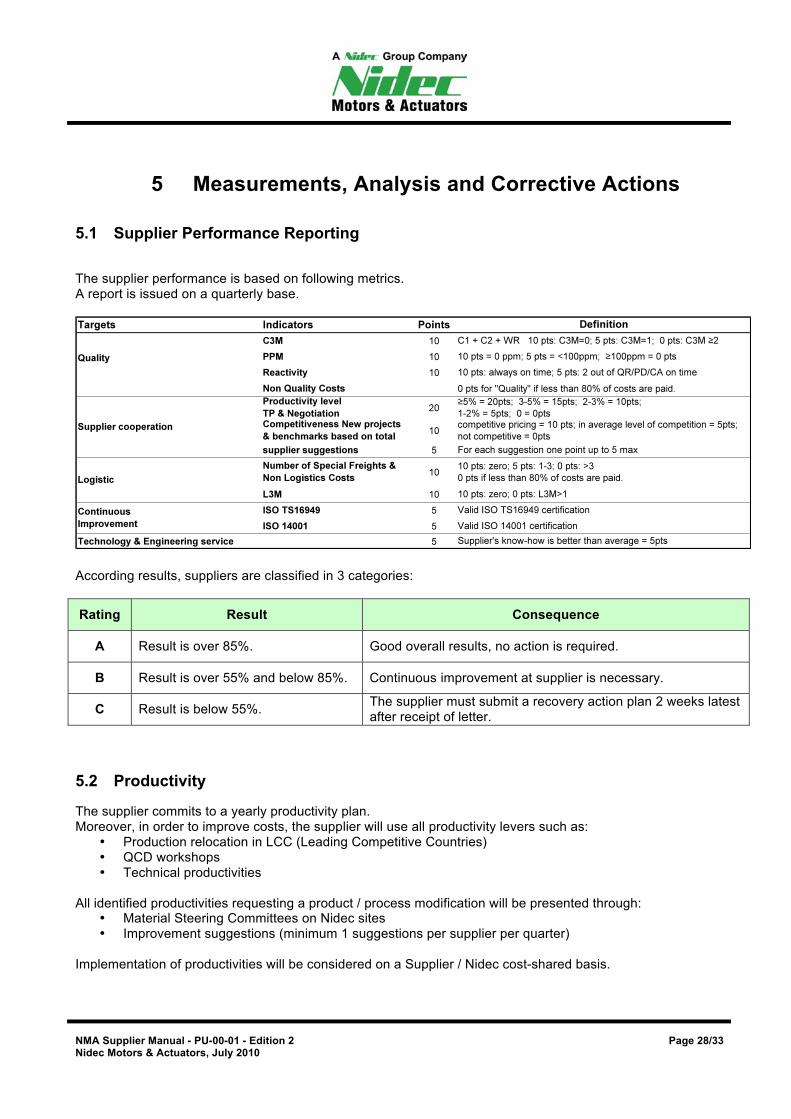
The supplier performance is based on following metrics. A report is issued on a quarterly base.
According results, suppliers are classified in 3 categories:
Rating Result Consequence
A Result is over 85%. Good overall results, no action is required.
B Result is over 55% and below 85%. Continuous improvement at supplier is necessary.
C Result is below 55%. The supplier must submit a recovery action plan 2 weeks latest after receipt of letter.
5.2 Productivity
The supplier commits to a yearly productivity plan. Moreover, in order to improve costs, the supplier will use all productivity levers such as:
• Production relocation in LCC (Leading Competitive Countries) • QCD workshops • Technical productivities
All identified productivities requesting a product / process modification will be presented through:
• Material Steering Committees on Nidec sites • Improvement suggestions (minimum 1 suggestions per supplier per quarter)
Implementation of productivities will be considered on a Supplier / Nidec cost-shared basis.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 29/33
5.3 Claim Management
5.3.1 Problem resolution methodology and document
Suppliers shall have trained (preferably certified) personnel with the ability to quickly and permanently resolve product and process issues using data driven problem resolution tools and techniques. Problem resolution must be conducted using a defined, structured process like the 8-Discipline process, Six Sigma DMAIC (Define, Measure, Analyze, Improve, Control) or any other process that includes verification of the root cause and validation of corrective action effectiveness. The sole format accepted by Nidec is the Nidec 8D report.
5.3.2 Claim category
Quality claim category 1 - C1 Any customer complaint, the cause of which is the non-conformance of a primary component, is recorded as a C1 incident. Quality claim category 2 - C2 All non-conformances identified during incoming inspection or Nidec assembly line, is recorded as a C2 incident. Warranty Return - WR Note: An incident which occurred on the same reference, having the same effect and with the same root cause is a recurrent incident. Logistic claim category 1- L1 Any failure in the delivery of goods either in quantity, quality or time, originated by the supplier that impacts our on-time deliveries to our customer. An incident will be recorded as well in the cases when Nidec has to put in place extra-ordinary costs to achieve on-time deliveries of our products to avoid a customer line disruption (i.e. premium freight) regardless of the reimbursement of these costs by the supplier. Logistic claim category 1- L2 Any failure in the delivery of goods either in quantity, quality or time, originated by the supplier that impacts our internal production plan. An incident will be recorded as well in the cases when Nidec has to put in place extra-ordinary costs to achieve on-time arrival of the goods to avoid a production line disruption (i.e. premium freight, sorting activities) not compensated by the supplier.
5.3.3 Claim management
When a defective product is identified, Nidec notifies the supplier of the incident using the 8D report (D1). No other notification will be issued. Within 24 hours of the notification (Quick Response: D1-D2-D3 of 8D report) the supplier undertakes to:
• identify and remove all defective products or products that are likely to have the same defect from all stocks of finished products and semi-finished products,
• if requested, send a team of competent people to carry out sorting and inspection operations and recover products from Nidec,
• if requested, come to Nidec site to analyze the problem, even if it is uncertain at this stage of analysis that the supplier is responsible for the defect,
• replace the defective batch(es) of products within 24 hours of notification of the incident by Nidec, and label those batches of products that are not defective.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 30/33
Within five days (or any other date agreed with Nidec) of the notification date (Plan Do: D4-D5-D6) the supplier undertakes to:
• perform an exhaustive analysis of the root causes of the non-conformance using the defined methods. • send Nidec a corrective and preventive action plan to be validated by the Commodity Engineer/Site
SQA before it is implemented at the supplier site. • The Nidec standard is 5 working days after claim notification. Any other timing shall be approved by the
Commodity Engineer/Site SQA. Within thirty days (or any other date agreed with Nidec) of the notification date (Closure: D7-D8), the supplier undertakes to:
• check the efficiency of the actions presented above and obtain validation of results from Commodity Engineer,
• update all required documents, • implement the actions to all similar products and processes. • Any other timing shall be approved by the Commodity Engineer/Site SQA.
Termination of incidents:
• for C1 incidents, Nidec will perform an 8D audit. • C2 incidents will be terminated by validation of the 8D.
5.3.4 PPM rules PPM will include the following:
• quantity of VERIFIED non-conforming production parts, • quantity reworked (on-site or off-site) and used, • warranty returns (during the warranty period), and, • initial PPM will include total quantity of suspect parts returned to supplier. This amount will be adjusted
later to reflect actual defect quantity if all adjustment policy criteria are met. PPM will not include the following:
• part that have not been PPAP approved and prototypes, and • parts used under authorized deviation.
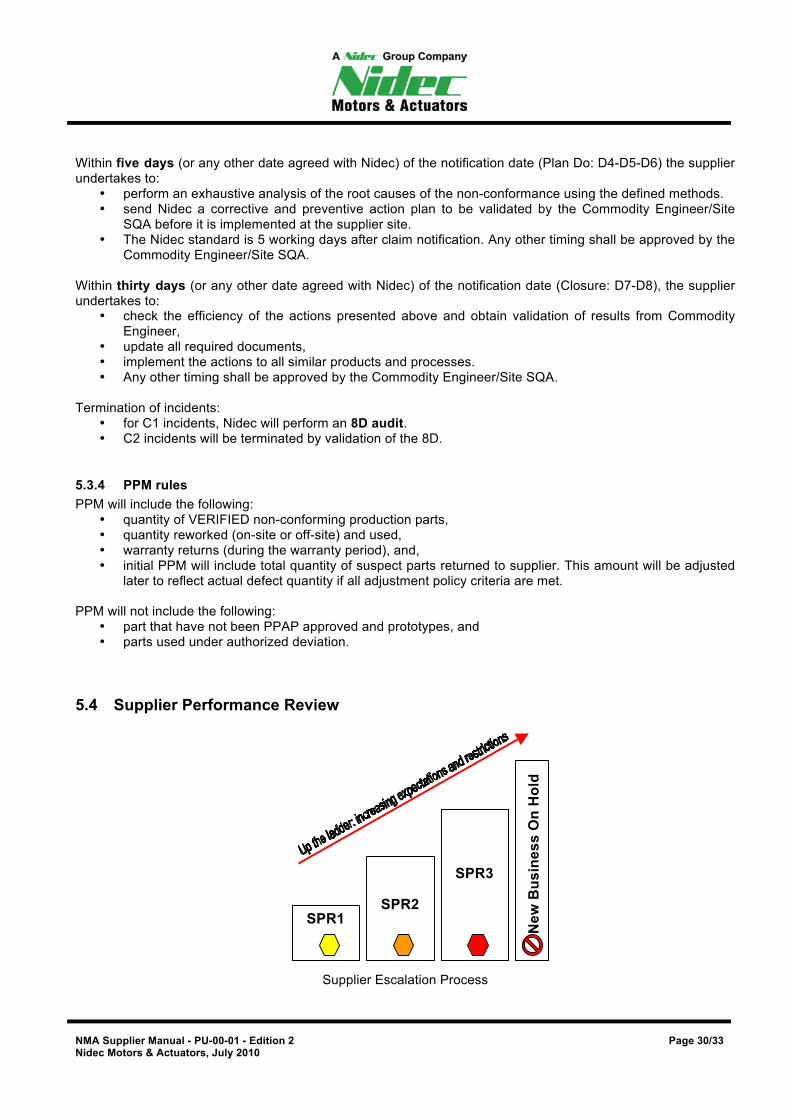
5.4 Supplier Performance Review
Supplier Escalation Process
SPR1
SPR2
SPR3
N
ew B
usin
ess
On
Hol
d
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 31/33
Supplier Performance Review (SPR) meetings are held to analyze and review the current problem situation (quality, delivery, or other problems). Supplier accountability and response will be a focus. A SPR may be arranged if a supplier is considered responsible for an issue that results in:
• product safety characteristic, • production suspended due to supplier's product quality or part shortage, • a sort or rework at Nidec and / or customer completed due to supplier's product quality (C1 incident /
Reoccurring incident / Warranty incident), • non respect of the Advanced Product Quality Process (APQP) and/or the Supplier Manual, • one of the poorest performing suppliers (high PPM, high incidents level, poor reactivity for 8D, delay
with Initial Samples…) The Nidec issuer sends the SPR notice. The supplier confirms the date and the agenda by signing and sending back the form to the Nidec issuer in less than 48 hours after notification.
• Supplier will be required to present problem resolution (in 8D format) to Nidec during the meeting and a presentation about corrective actions and improvements.
• The supplier must be prepared to explain any deficiencies in the areas of the supplier rating. • All answers must be prepared according the agenda contained in the SPR agenda.
Note: This meeting is not meant to be a "brainstorming session." All required items for the agenda are expected to be completed and sent to the responsible Nidec representative. There are three escalation levels: SPR 1 The purpose of an SPR 1 is to emphasize and prioritize high risk problems. SPR 2 A supplier with a pattern of chronic issues (especially with recent trend deterioration) will be invited to an SPR 2 meeting. The intent of the meeting is to bring additional focus to the top issues facing the organization in order to bring about the necessary improvement. SPR 3 The SPR 3 is to review the business with the supplier and decide a New Business On Hold status (NBOH) or phase out if the supplier‘s answers are not sufficient.
MQR level Issuer Nidec Receiver at supplier
SPR 1 Commodity Engineer/Site SQA Supplier Quality Manager
SPR 2 Supplier Quality & Development Manager Supplier Plant/Branch Manager
SPR 3 Purchasing Director Supplier CEO
SPR meeting minutes are agreed during SPR and signed by the supplier’s and Nidec representatives.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 32/33
5.5 Controlled Shipping
Controlled Shipping (CS) Level I and II will be levied against the supplier when the Nidec plant has determined that the supplier does not have the necessary safeguards preventing non-conforming products from reaching Nidec manufacturing location or its customers. Controlled Shipping, Level 1: initiated by Nidec and performed at the supplier location by supplier employees. Controlled Shipping Inspection process must be performed in a controlled area of the plant. Inspection data must be collected, and inspected product must be certified and data provided to Nidec receiving plant on a minimum weekly basis. Controlled Shipping, Level 2: includes all of Level I, with an added inspection by a Nidec approved 3
rd party.
The third party is selected by the supplier, approved by Nidec, and paid by the supplier. In some instances Nidec may require that the 3
rd party inspection is to be performed outside the supplier facility.
Based on the severity of the incident, Nidec may elect to go directly to CSL2. The Commodity Engineer/Site SQA will review irreversible corrective action and authorize removal or renewal of Controlled Shipping when appropriate. NOTE: Minimum of 30 days Corrective Actions verification period with no re-occurrences is mandatory. (30 days of production have shown zero defects at the point of containment unless otherwise specified by Nidec. If a defect is found at containment during this time the counter is reset and 30 clean days must be achieved from that point.)
5.6 New Business on Hold
After an unsuccessful SPR 3 or other appropriate circumstances, Nidec can decide that a supplier is placed on a New Business on Hold status. The supplier’s top management receives a NBOH letter. This letter contains the reason, period and conditions to return to an approved supplier status. The supplier can not obtain any further projects during the NBOH period. This is mentioned in the Nidec panel file so that the information is well communicated throughout the Nidec plants. To exit the NBOH status Nidec may require to successfully pass an EVAL and a supplier validation audit; the costs of these audits will be at the supplier’s charge.
5.7 Cost Recovery
An appropriate charge may be imposed by Nidec for the following reasons:
• Quality claims, • Sorting, rework operations, • Production perturbation, • Special freight to Nidec or its customers, • Nonconforming Product Deviation Requests, • PPAP submission rejections, delays, or shipments of unapproved products, • Delivery Performance Failures.
Moreover to these costs, Nidec reserves its right to apply additional costs depending on gravity or reoccurrence of the generated incidents.
NMA Supplier Manual - PU-00-01 - Edition 2 Nidec Motors & Actuators, July 2010
Page 33/33
Glossary
Term Definition
8D Eight Disciplines – Problem Solving Process/Report
APQP Advanced Product Quality Process. A structure activity that plans, tracks and reports the development of a process to manufacture a component/material/assembly to meet customer requirements
AIAG Automotive Industry Action Group. A North American automotive organization, which publishes standards
Cpk The capability index for a stable process
CR Cost Recovery
CSL1 Controlled Shipping Level 1
CSL2 Controlled Shipping Level 2
CE Commodity Engineer, a supplier quality engineer responsible for a commodity
DFMEA Design Failure Modes Effect Analysis. A document generated during the design phase that identifies and establishes controls for potential failures in a component/material/assembly
DV Design Validation. Testing that assures that a component/ material/ assembly meets the users’ requirements
EDI Electronic Data Interchange
ELV/IMDS End-of-Vehicle-Life/International Materials Data System. ELV is a regulatory requirement to eliminate hazardous materials from current production components. IMDS is the data system used to collect and report on the materials that make up components and assemblies
NMA Nidec Motors and Actuators
NMA SM NMA Supplier Manual
OEM Original Equipment Manufacturer. Applies to automotive corporations, i.e., BMW, Ford, Daimler, GM, PSA, Renault, Volkswagen, etc.
PFMEA Process Failure Modes Effects Analysis. A team process that identifies and controls potential failures before the product goes into production
PPAP Production Part Approval Process. A defined process for the validation of new materials and subsequent process changes
PPM Parts per Million
Ppk The performance index of a process. Normally used as part of the PPAP process
PV Product Validation. Testing that assures that the manufacturing process produces product that meets the customers requirements.
Shall Use of the word "shall" indicates mandatory requirements
Should Use of the word "should" indicates recommended requirements
SQA Supplier Quality Assurance





























