Embed Size (px)
Citation preview

I N D U S T R Y & B U S I N E S S
New Plastics Molding Method Lowers Costs Teamwork by Ford, Dow, and Detroit Plastic Products simplifies plastic auto parts output
Look for more auto parts to be made of plastics. A new injection molding technique developed by Dow Chemical, Ford Motor, and Detroit Plastic Products, Mount Clemens, Mich., has cut the cost of an air vent assembly for 1962 Thunderbirds by 75 %. The vent assembly is made of Dow's Styron 440 high-heat, high-impact polystyrene. The new technique offers savings in time, material, and labor and gives a better part, the companies involved say. And both auto and plastics people see the technique opening the door to much wider use of plastics for large, complex auto parts.
Key to the new technique is a split-core mold. This design eliminates the use of cams, lets the operator remove the part from the mold in one movement. The only secondary operation is the molding of a plastic baffle, which is then fastened to the main assembly with one rivet.
Implications of the development could be far reaching. Auto makers use about 35 pounds of plastics per car. Current predictions indicate 50 pounds will be used per car by 1965. But these predictions are based more or less on the use of present-day materials and techniques, plus a strong sales effort by the plastics industry. New techniques, such as the split-core mold, should greatly increase use of plastics, pushing it up to 300 pounds per car within the next 10 years, according to Harold Lenheiser, automotive sales engineer at Detroit Plastic Products.
Moving Core. The air vent assembly for Ford's Thunderbird fits directly into the heater housing. Originally made of metal, the part was changed to plastic starting with 1960 models. The plastic was vacuum-formed in two sections, and a steel baffle riveted to it. This vent had several shortcomings. Assembly, for instance, took time and material. The two sections plus the baffle required 12 rivets. In addition, the part tended to draw together, restricting air flow.
The new molding technique was the result of a team effort. Looking for
better design and lower costs, Ford engineers approached Ford production buyer Curtis H. Brindley with the problem. Mr. Brindley, in turn, brought Plastic Products' Mr. Lenheiser and J. D. Haines, Dow sales representative, among others, into the picture.
The usual plastics approach to molding such a complex part would require an intricate cam system. "Originally, we anticipated having to design a mold with four cams—one of which would be a cam within a cam," Mr. Lenheiser says. But taking a harder look at the job, the team came up with a way to make the part without any cams. Their solution was the split-core design.
According to Mr. Lenheiser, the trick was to build a moving core from which the operator could grasp the part and lift it off with a forward motion. To solve this problem, the
team split the core above the center line—keeping the bottom half stationary and traveling the upper half. Since the split is above line and the core travels until the entire bottom portion of the molded part is clear, the operator can easily lift the part off of the traveling section with a forward pull.
Another advantage to the design is that the part can be molded in one solid piece, since there isn't any need to fold down the front flap. The plastic baffle is molded along with the part and attaching it is the only secondary operation.
Biggest advantage of the new technique to Ford is the 757© slash in costs. But it permits numerous other improvements in the part, too. These include:
• Better control of air flow. • Easier assembly; locating tabs re
place screw holes in the previous part, simplify assembly.
• Better dimensional stability; Dow's Styron 440 has good impact and heat resistance characteristics.
• Lighter weight; the new part weighs 22.7% less than the old vacuum-formed one.
Tougher Sledding. Use of plastics in autos has grown rapidly over the past decade—especially for internal decorative trim. But their growth as
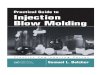
ONE-STEP MOLDING. Operator at Detroit Plastic Products removes polystyrene Thunderbird air vent assembly and baffle from press in a single operation by grasping it from the back of the extended split core and pulling it forward off the traveling core section. Mold can produce 100 pieces an hour
A P R I L 2 3, 196 2 C & E N 27

Chemical Industry Assails Waterway Bill MCA joins fertilizer producers in opposing proposed repeal of bulk commodity exemption
structural materials hasn't been as great as some in the industry have hoped for. For one thing, auto makers feel that plastics haven't lived up to their rigid performance standards. Plastics often require intricate and difficult fabrication techniques. And frequently auto makers end up with plastic parts that need the same amount of time-consuming handling as the metal parts they have replaced. So the emphasis today is on high performance materials as well as on better fabrication techniques.
To fill these needs, plastics makers have concentrated on tailoring materials specifically for auto functional uses. Leading the way has been the development of new thermoplastics. Plastics with improved properties-greater strength, better resistance to distortion by heat—selling at costs competitive with metals have been the result. Dow's Styron 444, for example, is a material similar to Styron 440 but designed specifically for auto use. Also gaining acceptance are new materials, such as polycarbonates and poly-formaldehydes.
Better Methods. Meanwhile, fabricators have been evolving better fabricating techniques. With improved plastics now available, they can better tackle the problem of making parts easily and cheaply. They are using more intricate mold designs, better molding methods, and bigger presses.
A growing trend among fabricators is to design the mold around the part, tailoring the part to the end use. The new split-core injection molding technique is an example of this.
Today, many parts require two or more manufacturing operations. The trend, though, is to combine two or more parts into one injection molded part. This means better designed and lower cost parts.
The new technique promises to pave the way for wider use of injection molding to make large and complicated auto parts. Ten or 15 years ago, for instance, Detroit Plastic Products just molded knobs and a few slightly larger items. Today, however, it is molding parts that measure 6 feet long and 2 feet wide. These are replacing from 10 to 15 metal parts that were stamped out and welded together.
Other parts which may offer opportunities for cost savings and improvements are getting a hard look, too. These include glove compartments and doors, instrument panels, and heater distribution ducts.
A legislative proposal to repeal the water carrier dry bulk commodity exemption has run into stiff opposition from the chemical industry. The measure (H.R. 5595), now in committee, would subject barge shipments of dry bulk commodities to rate regulation by the Interstate Commerce Commission.
And, according to the Manufacturing Chemists' Association, it would increase the chemical industry's cost of doing business (C&EN, April 16, page 27) . Hardest hit would be barge transport of basic chemical raw materials—large volume, low unit cost commodities which are extremely sensitive to shipping costs. Earlier, the National Plant Food Institute also voiced strong opposition to the bill.
Under Section 303(b) of the Interstate Commerce Act, inland water transportation of dry bulk commodities is free of ICC regulation, provided the carrier does not haul more than three commodities and doesn't mix bulk commodities with regulated ones. About 90% of U.S. inland waterways tonnage is now moved by carriers exempt from regulation.
Chemicals Would Suffer. In a statement to the House Interstate and Foreign Commerce Committee's Transportation and Aeronautics Subcommittee, Clinton H. Vescelius, chairman of MCA's waterway bulk commodity exemption committee, pointed out that many chemical companies have spent millions on waterfront plants and marine facilities "in reliance upon the principle declared by Congress that bulk water transportation would be free from regulation and would, therefore, remain a low-cost medium." If the bill goes through, these companies could suffer a loss of property values.
Regulated barge lines can and do compete for dry bulk cargoes without regulation on the same terms as their competitors, Mr. Vescelius points out. "But, for the most part, they prefer not to do so—instead they propose to have Congress extend federal regulations over their competitors," he says. This would eliminate the benefits of competition and result in higher rates to industry, he believes.
Mr. Vescelius, who is general trans
portation manager of Olin Mathieson, believes that if dry bulk materials are subject to regulation, carriers may not be able to make contracts, advantageous to carrier and shipper alike, for long-term, tailor-made service. Companies who have sought and obtained low rates in return for long-term commitments would lose this advantage.
And, Mr. Vescelius adds, the bill would extend regulation on inland waters generally, but the Great Lakes and offshore trades would remain exempt. As a result, he believes, "there would be many a plant on the rivers or canals whose raw materials costs would rise out of proportion to those of its competitors."
In earlier testimony before the subcommittee, Robert V. Peabody, chairman of NPFI's traffic committee, pointed out that the bill would repeal the exemption on bulk commodities moving in dry form, but those moving in liquid form would continue to be exempt from regulation. Many fertilizers and fertilizer materials can be transported by water in either dry or liquid form. H.R. 5595, Mr. Peabody stresses, would be a gross discrimination against shippers and receivers of dry commodities as opposed to those shipping and receiving the same or competitive commodities in liquid form. If adopted, the measure would, he believes, disrupt the economic structure of the fertilizer industry.
Two Alternatives. Chances of enactment of the measure are considered virtually nil by many observers. They feel that Congress will wait and review proposed legislation of this type in the light of President Kennedy's transportation message to Congress (C&EN, April 16, page 42).
The President calls for removal of what he calls the inequality in bulk commodity transport by either "extending to all other carriers the exemption from the approval or prescription of minimum rates" or by repealing the existing exemption. Mr. Kennedy favors his first alternative, under which ICC would continue to regulate the maximum rates of common carriers but not the minimum rates. But many feel that this approach would touch off a destructive price war among carriers.
28 C & E N A P R I L 2 3, 1962