Embed Size (px)
Citation preview

New Approach to Recycling Asphalt Shinglesin Hot-Mix Asphalt
Mostafa A. Elseifi, M.ASCE1; Saman Salari2; Louay N. Mohammad, M.ASCE3;Marwa Hassan, M.ASCE4; William H. Daly5; and Samer Dessouky6
Abstract: The objective of this study is to introduce a new approach to recycling asphalt shingles in asphalt paving construction in whichrecycled asphalt shingles (RAS) are ground to ultrafine particle sizes and blended with asphalt binder through a wet process. In the proposed wetprocess, the ground recycled material is blended with the binder at a high temperature prior to mixing with the aggregates. Two unmodifiedbinders that are classified as PG 64-22 and PG 52-28 were blended with two contrasting sources of RAS at a modification content rangingfrom 10–40% byweight of the binder. The use of RASmodification through the proposed wet process was successful in the laboratory. Based onthe results of the experimental program, the use of RASmodification through the proposed wet process would generally improve or not influencethe high temperature grade of the binder, but it may reduce the low temperature grade of the binder. As demonstrated in this study, an optimumshingle content may be identified that will improve the high temperature grade without influencing the low temperature grade of the binder.Using confocal laser-scanning microscopy (CLSM), wax crystals ranging from 4–8 μm in size were successfully detected. However,wax crystals were not detected in the RAS-modified binder, which may indicate that the wax molecules are absorbed by the RAS material.Results of high-pressure gel permeation chromatography (HP-GPC) showed that the proposed wet method of modification produced a slightincrease in the high molecular weight (HMW) (>3; 000 daltons) content in the prepared blends at higher RAS contents, suggesting that afraction of the RAS binder contributes to the blend properties. DOI: 10.1061/(ASCE)MT.1943-5533.0000520. © 2012 American Societyof Civil Engineers.
CE Database subject headings: Asphalt pavements; Recycling; Asphalts; Mixing.
Author keywords: Asphalt pavements; Shingle; Recycling; Wet process; High-pressure gel permeation chromatography (HP-GPC);Confocal laser-scanning microscopy (CLSM).
Introduction
With the increase in energy prices and the gradual depletion ofnatural resources, there is a pressing need to conserve energy inhighway construction activities and to adopt methodologies thatwould be beneficial to the environment, the users, and the industry.Although the recycling of by-product materials is beneficial
in most cases by reducing the consumption of virgin materials,the performance of the highway should not be compromised.Additional benefits may result from the recycling of by-productmaterials in hotmix asphalt (HMA): (1) reduced consumption ofvirgin materials, (2) reduced emissions and energy consumptionduring processing and manufacturing of virgin materials, (3) re-duced by-product materials disposed in landfills, (4) diminishedconsternation of public over emissions, and (5) improved economiccompetitiveness of asphalt paving construction.
Recycling of asphalt shingles in HMA is a very valuable ap-proach for technical, economical, and environmental reasons.The EPA estimates that approximately 11 million t of asphalt shin-gles are placed in landfills annually in the United States. Of thiswaste, 10 million t of asphalt shingles are the result of constructionand demolition (C&D) debris while 1 million t originate fromasphalt shingle manufacturers [National Association of HomeBuilders (NAHB) 1998]. Recent estimates indicate that recycledasphalt shingles contain 15–35% of asphalt binder, which may pro-vide an annual savings of $1.1 billion and reduce nonrenewableenergy consumption in the United States [Northeast RecyclingCouncil, Inc. (NERC) 2007; Gevrenov 2008). The use of RAS alsoallows a decrease in the amount of produced waste and helpsresolve disposal problems, especially in large cities.
Since the early 1990s, a number of research studies evaluatedthe use of RAS in HMA and its influence on the mix mechanicalbehavior. Current practices consist of dry blending RAS with theaggregates before the asphalt binder is added to the batch, similar toreclaimed asphalt pavement (RAP). Two strategies may be adoptedin the recycling and processing of tear-off asphalt shingles
1Lloyd Guillory Distinguished Assistant Professor, Dept. of Civil andEnvironmental Engineering, Louisiana State Univ., 3504 Patrick TaylorHall, Baton Rouge, LA 70803 (corresponding author). E-mail: [email protected]
2Graduate Research Assistant, Dept. of Civil and EnvironmentalEngineering, Louisiana State Univ., 3504 Patrick Taylor Hall, BatonRouge, LA 70803.
3Irma Louise Rush Stewart Distinguished Professor, Dept. of Civiland Environmental Engineering, and Director, Engineering MaterialsCharacterization Research Facility, Louisiana Transportation ResearchCenter, Louisiana State Univ., 4101 Gourrier Ave., Baton Rouge,LA 70808.
4Performance Contractors Distinguished Assistant Professor, Dept. ofConstruction Management, College of Engineering, 3128 Patrick TaylorHall, Louisiana State Univ., Baton Rouge, LA 70803.
5Alumni Professor Emeritus, Dept. of Chemistry, Louisiana State Univ.,Baton Rouge, LA.
6Assistant Professor, Univ. of Texas at San Antonio, San Antonio, TX.Note. This manuscript was submitted on October 19, 2011; approved on
March 19, 2012; published online on March 21, 2012. Discussion periodopen until April 1, 2013; separate discussions must be submitted for indi-vidual papers. This paper is part of the Journal of Materials in Civil En-gineering, Vol. 24, No. 11, November 1, 2012. © ASCE, ISSN 0899-1561/2012/11-1403-1411/$25.00.
JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012 / 1403
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.

[Construction Materials Recycling Association (CMRA) 2007].In the first strategy, tear-off shingles are separated by the roofingcontractor before transferring to the shingle recycling plant. In thesecond strategy, mixed roofing materials are loaded to the recyclingfacility, where nonshingle debris is removed from the recycledmaterial. RAS is usually processed to be ground to a uniformparticle size ranging from 12.5–19.0 mm.
The objective of this study is to introduce a new approach torecycling asphalt shingles in asphalt construction in which RASis ground to ultrafine particle sizes and blended with asphalt binderthrough a wet process. In the proposed wet process, the ground re-cycledmaterial is blendedwith the binder at a high temperature priorto mixing with the aggregates. The proposed wet process offers thepotential to increase the percentage of asphalt shingles used in themixture andmay allow for a better control of the chemical and physi-cal reactions taking place in the blend. The idea behind the proposedmethod was motivated by the successful recycling of scrap tires inHMA using a wet process to create what is commonly known asasphalt rubber (AR) or crumb rubber modifier (CRM). The majorityof highway agencies have adopted the wet process to incorporatecrumb rubber in HMA to ensure that the CRM binder meets Super-pave specification criteria (Ciesielski and Collins 1993). The useof RAS through the proposed wet process is expected to act not onlyas a partial binder replacement but also as a binder extender due tothe presence of fillers, rubber, and fibers in the processed RASmaterial.
Background
Asphalt Shingles
Asphalt shingles are the most popular roofing materials in theUnited States, making up approximately two-thirds of the residen-tial roofing market (NAHB 1998). They are manufactured as twomain types (RoofHelp 2010): organic and fiberglass. Organic shin-gles are composed of 30–35% asphalt, 5–15% mineral fiber, and30–50% mineral and ceramic-coated granules. Fiberglass shinglesare the most popular type and consist of 15–20% asphalt, 5–15%felt, 15–20% mineral filler, and 30–50% mineral and ceramic-coated granules. Whereas glass fiber shingles have a fiberglassreinforcing backing that is coated with asphalt and mineral fillers,organic shingles have a cellulose-felt base made with paper.
The average life span of asphalt shingles widely varies withthe environment from around 14 years in Arizona to 21 years inPennsylvania. Weathering of asphalt shingles appears to acceleratein hot weather and they may be easily damaged due to high dailytemperature fluctuations (thermal shock) or infiltration of water.Tear-off shingles would have a greater percentage of asphalt as theylose part of the surface granules during service due to weathering(Davis 2009). The disposal fee of waste shingles in a landfill mayreach as high as $90 to $100 per ton in the neighborhood of largecities (Malik et al. 2000). Prior to the early 1970s, asbestos wassometimes used in the manufacturing of fiberglass asphalt shingles.However, a survey of 27,000 samples tested revealed that only1.5% of shingles used asbestos (Gevrenov 2008). Another studytested 1,791 shingles for asbestos and none was found to containthis harmful material (CMRA 2010). The EPA does not allow anymaterials containing more than 1% asbestos to be used in roadwayconstruction (Marks and Petermeier 1997).
Another concern relates to the emission of polycyclic aromatichydrocarbons (PAHs) (Gevrenov 2008). Whereas preliminary re-sults show that RAS do not readily emit PAH, current researchis evaluating the effect of adding discarded shingles on PAH emis-sions during HMA production. Asbestos testing is occasionally
conducted during recycling and processing of tear-off asphaltshingles based on the polarized light microscopy (PLM) method,which can detect an asbestos content of 1%.
Use of Recycled Asphalt Shingles in RoadwayConstruction
The use of RAS in hot-mix asphalt is expected to provide signifi-cant benefits to the asphalt industry and highway agencies byreducing the amount of virgin asphalt binder that is added tothe mixture. The fibrous shingle base (organic or fiberglass) alsocontains valuable fibers that may enhance the performance ofasphalt mixtures (CMRA 2007). Since the early 1990s, a numberof research studies have evaluated the use of this recycled materialand its influence on the mix mechanical behavior. Air-blownasphalt is typically used in the manufacturing of asphalt shingles;this type of asphalt binder has a greater viscosity than regular as-phalt binder used in HMA (Foo et al. 1999). Button et al. (1996)evaluated the influence of adding 5–10% of asphalt shingles on themechanical properties of asphalt mixtures as compared with un-treated mixes. The use of RAS resulted in a decreased tensilestrength and creep stiffness of the mixture but it improved themix resistance to moisture damage.
Gardiner et al. (1993) evaluated the influence of a RAS contentranging from 0–7.5% on the mechanical properties of two types ofasphalt mixtures. The use of RAS resulted in a decrease in the re-quired virgin binder content and improved the mixture resistance topermanent deformation. However, mixture resistance to low temper-ature cracking appears to decrease when asphalt shingles are used.Similar results were reported by other investigators (Grzybowski1993; Ali et al. 1995; Sengoz and Topal 2004). Foo et al. (1999)compared the properties of two HMA mixtures prepared with con-ventional materials and using one source of fiberglass shingles at acontent of 5% and 10%. Results of the experimental programshowed that this particular source of shingles had a high percentageof aggregates passing the 0.075-mm sieve (approximately 35.5%).This may limit the content of asphalt shingles that can be used inthe mix using the dry blending process. The use of asphalt shinglesimproved the rutting resistance of the mixture but the mix had lowerfatigue and low temperature cracking resistance. The use of RAS at acontent ranging from 3–5% by weight of the aggregate in the prepa-ration of warm-mix asphalt (WMA) significantly improved the mois-ture resistance of the mixture (Xiao et al. 2011). Field evaluation ofHMA constructed with 5% shingle waste shredded to a particle sizeof 12.5 mm revealed acceptable performance (Watson et al. 1998).However, stockpiling of RAS at the plant can cause the materialto stick together in hot weather due to its high content of asphaltbinder. This concern may be addressed by using the proposedwet process.
Recycled asphalt shingles were also evaluated as a dust controlmeasure on rural granular-surfaced roadways in Iowa (Marks andPetermeier 1997). Waste asphalt shingles were mixed with scrapwood and were ground at 6.6% moisture content. A magnetic rolleron the discharge conveyor was used to remove most of the nailsfrom the waste material. The ground shingles were applied onthe aggregate surface followed by the subsequent application ofa slow setting emulsion. The treated surface was dust-free formore than a year. Based on these results, the authors concludedthat the use of waste shingles as a dust control measure wouldsave approximately $15–$20 per ton assuming a disposal fee of$40 per ton. In contrast, recent research found that adding a contentof RAS ranging from 10–20% may reduce the strength propertiesof a loess soil, making it unsuitable for soil modification (Rubinoet al. 2010).
1404 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.
Experimental Program
Test Materials
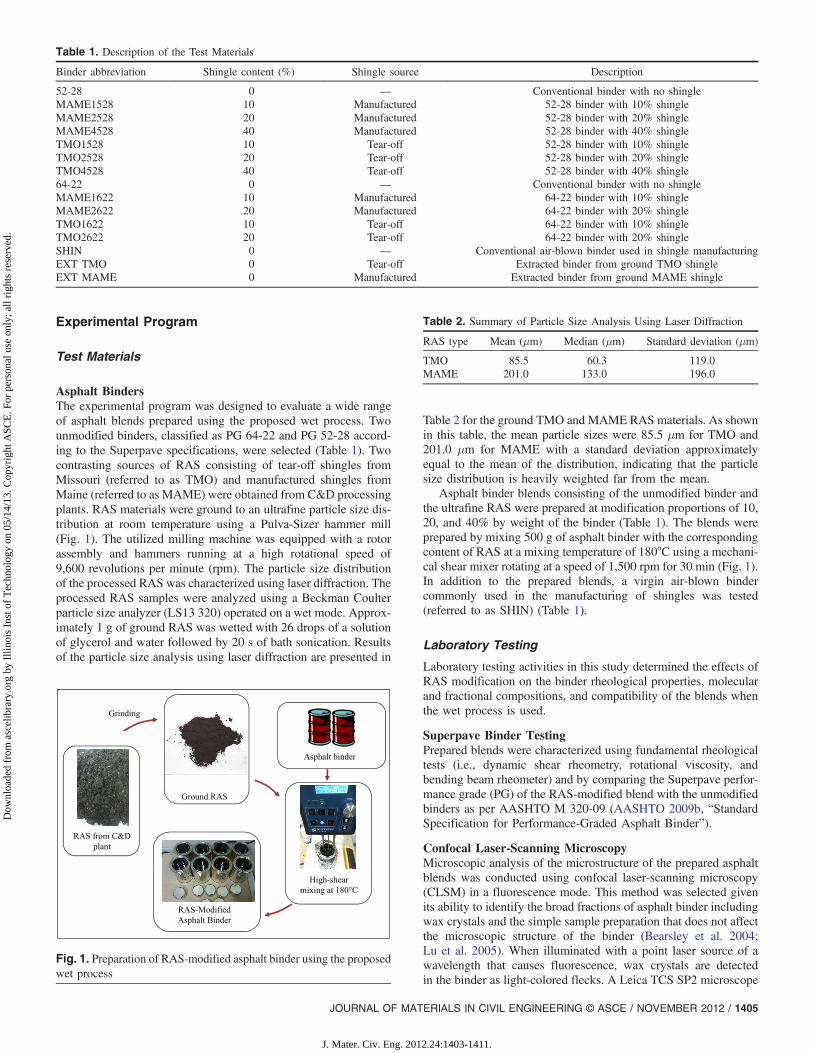
Asphalt BindersThe experimental program was designed to evaluate a wide rangeof asphalt blends prepared using the proposed wet process. Twounmodified binders, classified as PG 64-22 and PG 52-28 accord-ing to the Superpave specifications, were selected (Table 1). Twocontrasting sources of RAS consisting of tear-off shingles fromMissouri (referred to as TMO) and manufactured shingles fromMaine (referred to as MAME) were obtained from C&D processingplants. RAS materials were ground to an ultrafine particle size dis-tribution at room temperature using a Pulva-Sizer hammer mill(Fig. 1). The utilized milling machine was equipped with a rotorassembly and hammers running at a high rotational speed of9,600 revolutions per minute (rpm). The particle size distributionof the processed RAS was characterized using laser diffraction. Theprocessed RAS samples were analyzed using a Beckman Coulterparticle size analyzer (LS13 320) operated on a wet mode. Approx-imately 1 g of ground RAS was wetted with 26 drops of a solutionof glycerol and water followed by 20 s of bath sonication. Resultsof the particle size analysis using laser diffraction are presented in
Table 2 for the ground TMO and MAME RAS materials. As shownin this table, the mean particle sizes were 85.5 μm for TMO and201.0 μm for MAME with a standard deviation approximatelyequal to the mean of the distribution, indicating that the particlesize distribution is heavily weighted far from the mean.
Asphalt binder blends consisting of the unmodified binder andthe ultrafine RAS were prepared at modification proportions of 10,20, and 40% by weight of the binder (Table 1). The blends wereprepared by mixing 500 g of asphalt binder with the correspondingcontent of RAS at a mixing temperature of 180°C using a mechani-cal shear mixer rotating at a speed of 1,500 rpm for 30 min (Fig. 1).In addition to the prepared blends, a virgin air-blown bindercommonly used in the manufacturing of shingles was tested(referred to as SHIN) (Table 1).
Laboratory Testing
Laboratory testing activities in this study determined the effects ofRAS modification on the binder rheological properties, molecularand fractional compositions, and compatibility of the blends whenthe wet process is used.
Superpave Binder TestingPrepared blends were characterized using fundamental rheologicaltests (i.e., dynamic shear rheometry, rotational viscosity, andbending beam rheometer) and by comparing the Superpave perfor-mance grade (PG) of the RAS-modified blend with the unmodifiedbinders as per AASHTO M 320-09 (AASHTO 2009b, “StandardSpecification for Performance-Graded Asphalt Binder”).
Confocal Laser-Scanning MicroscopyMicroscopic analysis of the microstructure of the prepared asphaltblends was conducted using confocal laser-scanning microscopy(CLSM) in a fluorescence mode. This method was selected givenits ability to identify the broad fractions of asphalt binder includingwax crystals and the simple sample preparation that does not affectthe microscopic structure of the binder (Bearsley et al. 2004;Lu et al. 2005). When illuminated with a point laser source of awavelength that causes fluorescence, wax crystals are detectedin the binder as light-colored flecks. A Leica TCS SP2 microscope
Table 1. Description of the Test Materials
Binder abbreviation Shingle content (%) Shingle source Description
52-28 0 — Conventional binder with no shingleMAME1528 10 Manufactured 52-28 binder with 10% shingleMAME2528 20 Manufactured 52-28 binder with 20% shingleMAME4528 40 Manufactured 52-28 binder with 40% shingleTMO1528 10 Tear-off 52-28 binder with 10% shingleTMO2528 20 Tear-off 52-28 binder with 20% shingleTMO4528 40 Tear-off 52-28 binder with 40% shingle64-22 0 — Conventional binder with no shingleMAME1622 10 Manufactured 64-22 binder with 10% shingleMAME2622 20 Manufactured 64-22 binder with 20% shingleTMO1622 10 Tear-off 64-22 binder with 10% shingleTMO2622 20 Tear-off 64-22 binder with 20% shingleSHIN 0 — Conventional air-blown binder used in shingle manufacturingEXT TMO 0 Tear-off Extracted binder from ground TMO shingleEXT MAME 0 Manufactured Extracted binder from ground MAME shingle
Fig. 1. Preparation of RAS-modified asphalt binder using the proposedwet process
Table 2. Summary of Particle Size Analysis Using Laser Diffraction
RAS type Mean (μm) Median (μm) Standard deviation (μm)
TMO 85.5 60.3 119.0MAME 201.0 133.0 196.0
JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012 / 1405
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.
was irradiated with 488 nm wavelength light and the fluorescencewas observed in the range of 500–550 nm wavelengths. All imageswere captured as two-dimensional images in 1;024 × 1;024 bitTIFF format.
As suggested by Bearsley et al. (2004), microscopic sampleswere prepared by heating the asphalt blends to a fluid state, rigor-ously stirring the blend, and then pouring a small drop on a glassslide. To ensure a uniform and thin depth of the sample, a cover slipwas placed on top of the drop of the asphalt blend while still ina fluid state. The glass slide was then placed on a heated plateat 120°C and was left for 15 min until the drop would flow underthe weight of the glass slip to cover the entire width of the slip.
Cigar Tube TestThe compatibility and stability of the prepared blends were evalu-ated using the cigar tube test (ASTM 2005, D7173-05), which isused to determine the separation tendency of polymer-modified as-phalt in the laboratory. In this test, 50 g of the prepared asphaltblends was poured in a sealed aluminum tube that was kept in avertical position for 48 h at a temperature of 163� 5°C. At theend of the conditioning period, the top and bottom parts of the tubewere separated and were tested using a dynamic shear rheometer(DSR). Results were used to assess the stability and level of sep-aration of the blends by calculating the percent separation (Jensenand Abdelrahman 2006):
Separation ¼ ðG�=sin δÞmax − ðG�=sin δÞavgðG�=sin δÞavg
× 100 (1)
where G� = complex shear modulus; δ = phase angle;ðG�=sin δÞmax = higher value of either the top or the bottom portionof the tube; and ðG�=sin δÞavg = average value of the top and thebottom portions of the tube.
High-Pressure Gel Permeation ChromatographyHigh-pressure gel permeation chromatography (HP-GPC) was con-ducted for a number of the prepared asphalt blends. A gel perme-ation chromatograph Agilent 1100 equipped with an autoinjectorand a Hitachi differential refractive index detector was used.The separation of the asphalt components was performed with threecolumns connected in series with pore sizes of 500 angstrom (Å),
10−4 Å, and mix beads. The column set was calibrated with narrowmolecular weight polystyrene (PS) standards using 1% by weightin tetrahydrofuran (THF). The elution volume observed for poly-styrene standards with each given molecular weight was used tobuild a calibration curve. All asphalt samples for HP-GPC wereprepared at a concentration of 3% by weight in THF, injectedthrough a 0.45 μm filter into 150-μL vials, and inserted in anautomatic sample injector. Samples were eluted with THF at1 mL=min at room temperature, and the species concentrationin the eluent was recorded using a differential refractometer.The molecular weight distribution was divided into two fractions,a high molecular weight fraction (HMW) and a low molecularweight fraction (LMW). The HMW fraction comprised compo-nents with molecular weights based upon a calibration curve ofgreater than or equal to 3,000 daltons. The LMW fraction containedthe components with molecular weights less than 3,000 daltons.The HP-GPC curves were integrated, and the areas were normal-ized over the total area of the chromatogram. The expected error inthe measured molecular fractions is approximately 0.2% or less.Two replicates were measured for each binder blend and the aver-age was used in the analysis.
Results and Data Analysis
Superpave Binder Testing
Tables 3 and 4 present the measured rheological properties of theRAS-modified and unmodified binders as well as their final PGgrades based on laboratory testing conducted using a rotational vis-cometer, dynamic shear rheometer, and bending beam rheometer.Results are presented for 13 types of blends: PG 64-22 conven-tional, PG 64-22 + 10, 20%MAME, + 10, 20% TMO, and the pureshingle binder (SHIN); and PG 52-28 conventional, PG 52-28 + 10,20, 40%MAME,þ10, 20, 40% TMO. As shown in Tables 3 and 4,the use of RAS as a modifier to the binder increased its viscos-ity, stiffened the binder at a high temperature, and reduced its elon-gation properties at a low temperature. This was expected as thebinder used in shingle manufacturing and present in RAS materialsis an air-blown asphalt binder with stiff characteristics and lowelongation properties. In fact, the shingle binder (SHIN) was
Table 3. Results of the Superpave PG Testing (PG 64-22)
Binder testing(1)
Spec(2)
Testtemp (°C)
(3)PG 64-22
(4)
PG 64 þ10%
MAME(5)
PG 64 þ20%
MAME(6)
PG 64 þ10%
TMO(7)
PG 64 þ20%
TMO(8)
SHIN(9)
Test on original binder
Dynamic shear, G�= sinðδÞ,(kPa) (AASHTO 2010a, T315)
1.00þ 64 2.16 2.66 2.7 3.06 4.165 1.08 (100°C)1.00þ 70 0.993 1.28 1.23 1.38 1.91 —
Rotational viscosity (Pa·s)(AASHTO 2010b, T316)
3.0− 135 0.48 0.53 0.67 0.69 0.70 3.74
Tests on rolling thin film oven (RTFO)
Dynamic shear, G�= sinðδÞ,(kPa) (AASHTO 2010a, T315)
2.20þ 64 4.37 5.15 7.07 11.2 7.42 2.49 (100°C)2.20þ 70 1.96 2.29 3.11 4.08 3.35 —
Tests on rolling thin film oven and pressure aging vessel (RTFO+PAV)
Dynamic shear, G�= sinðδÞ,(kPa) (AASHTO 2010a, T315)
5000− 28 2940 4050 3910 3925 3350 4185 (25°C)5185 (22°C)
Bending beam rheometer (BBR)creep stiffness, (MPa)(AASHTO 2009a, T313)
300− −6 88 90 108 89 111 43 (0°C)−12 189 209 227 179 195 66 (−6°)
Bending beam m-value(AASHTO 2009a, T313)
0.300þ −6 0.364 0.356 0.332 0.344 0.365 0.290 (0°C)−12 0.322 0.285 0.287 0.278 0.298 0.261 (−6°C)
Actual PG grading PG 64-22 PG 70-16 PG 70-16 PG 70-16 PG 70-16 PG 100
1406 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.

ranked by the Superpave binder specification system as PG 100 anddid not pass the m-value criterion at a low temperature, even whentested at 0°C. These results indicate that the use of RAS modifica-tion would generally improve or not influence the high temperaturegrade of the binder but it may reduce elongation characteristics ofthe binder at a low temperature. However, given that the require-ments change when the high temperature grade is shifted (e.g., from52 to 58°C), an optimum shingle content may be identified that willimprove the high temperature grade without influencing the lowtemperature grade of the binder (e.g., TMO2528 and MAME2528with a final PG grade of 58-28). These results highlight the benefitsof the proposed wet process in controlling the final PG grade ofthe binder when RAS material is used. The final PG grade ofthe binder when RAS is incorporated into the mix cannot bedirectly measured.
Confocal Laser-Scanning Microscopy
Prepared microscopic samples were visualized using CLSM toreveal the presence of wax crystals in the pure binder and theprepared blends as well as the effects of RAS on the microscopicfeatures of the binder. Fig. 2 presents a comparison between theimages of PG 52-28 pure binder and the air-blown asphalt binder(SHIN) used in the manufacturing of shingles. As shown in theseimages, a continuous phase is observed, in which the wax crystalsare dispersed and are manifested as light-colored particles. Thesemolecules were reported to have between 20 to 40 carbons anda melting temperature between 60 and 90°C (Lu et al. 2005;Lesueur 2009).
The size of the wax particles ranged from 4–8 μm witha flake shape, which is in agreement with the findings of pastresearch (Lu et al. 2005). The size and relative concentration of
Fig. 2. CLSM images: (a) pure binder (52-28); (b) pure air-blown asphalt binder
Table 4. Results of the Superpave PG Testing (PG 52-28)
Binder testing(1)
Spec(2)
Testtemp (°C)
(3)
PG52-28(4)
PG52 þ10%
MAME(5)
PG52 þ20%
MAME(6)
PG52 þ40%
MAME(7)
PG52 þ10%
TMO(8)
PG52 þ20%
TMO(9)
PG52 þ40%
TMO(10)
Test on original binder
Dynamic shear, G�= sinðδÞ,(kPa) (AASHTO 2010a, T315)
1.00þ 58 1.02 1.08 1.29 2.48 1.07 1.52 3.49
Rotational viscosity (Pa·s)(AASHTO 2010b, T316)
3.0− 135 0.213 0.233 0.296 0.444 0.238 0.306 0.341
Tests on RTFO
Dynamic shear, G�= sinðδÞ,(kPa) (AASHTO 2010a, T315)
2.20þ 52 4.07 4.59 5.82 — 4.33 7.44 —58 1.81 1.98 2.43 3.84 1.94 3.08 3.86
Tests on RTFO+PAV
Dynamic shear, G�= sinðδÞ,(kPa) (AASHTO 2010a, T315)
5000− 16 4920 5345 5595 5020 (22°C) 6070 6150 4780 (22°C)19 3135 3380 3585 3295 (25°C) 3870 4030 3150 (25°C)
BBR creep stiffness, (MPa)(AASHTO 2009a, T313)
300− −12 91 82 107 146 86 115 135−18 227 224 259 313 255 256 473
Bending beam m-value(AASHTO 2009a, T313)
0.300þ −12 0.405 0.394 0.382 0.347 0.383 0.379 0.341−18 0.330 0.325 0.322 0.298 0.324 0.319 0.280
Actual PG grading PG 52-28 PG 52-22 PG 58-28 PG 58-16 PG 52-22 PG 58-28 PG 58-22
JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012 / 1407
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.
wax crystals were greater in the air-blown asphalt binder than in thePG 52-28 binder (Fig. 2). The concentration and morphology ofwax particles is believed to have an impact on the binder perfor-mance (Lu et al. 2005). Therefore, the higher concentration of waxcrystals in the air-blown asphalt may cause this binder to be stifferand more brittle than the soft PG 52-28 binder, which showed alower concentration of wax molecules.
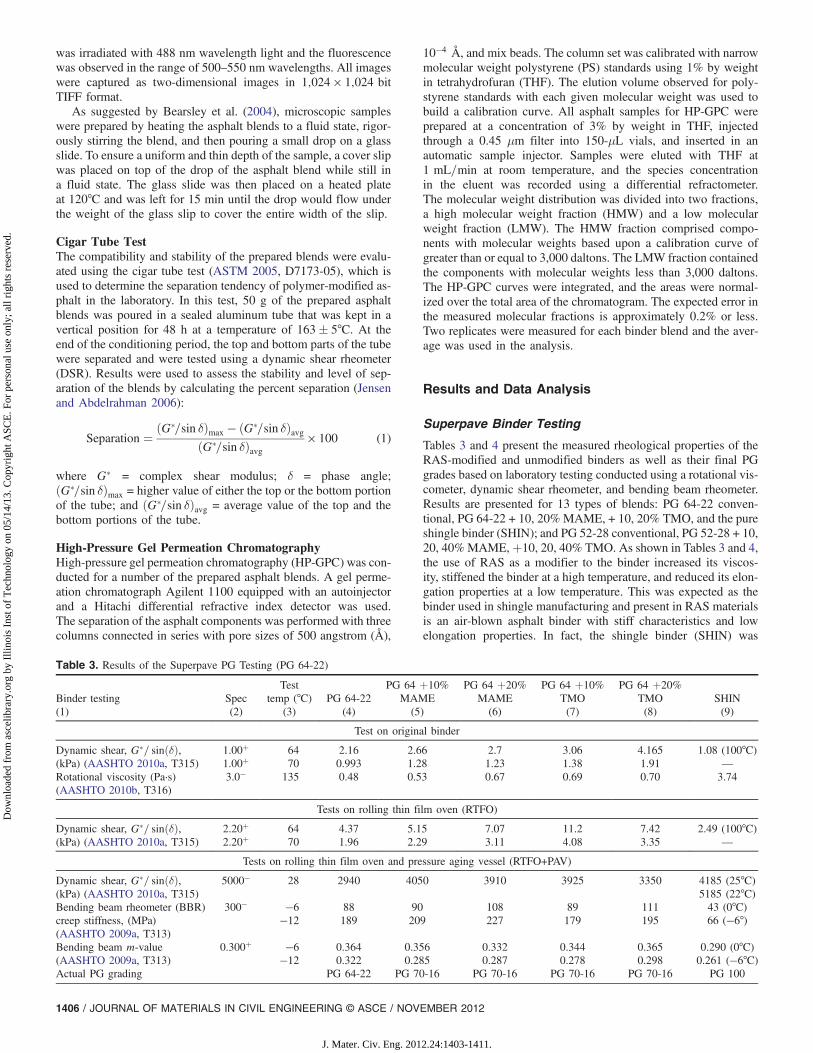
Fig. 3 presents the optical and fluorescence microscopic imagesof the blend prepared with PG 52-28 þ20% ground RAS shinglesfrom Maine (MAME2528). In these figures, the ground mineralparticles are observed in the optical images and are dispersed inthe asphalt phase. However, the fluorescence microscopic imagesdo not show the wax crystals as they were observed in the purebinder. A reduction in wax crystallite size below the detectionlimit of CLSM is a possible explanation for the failure to observethe wax component. If these small crystallites were dispersed
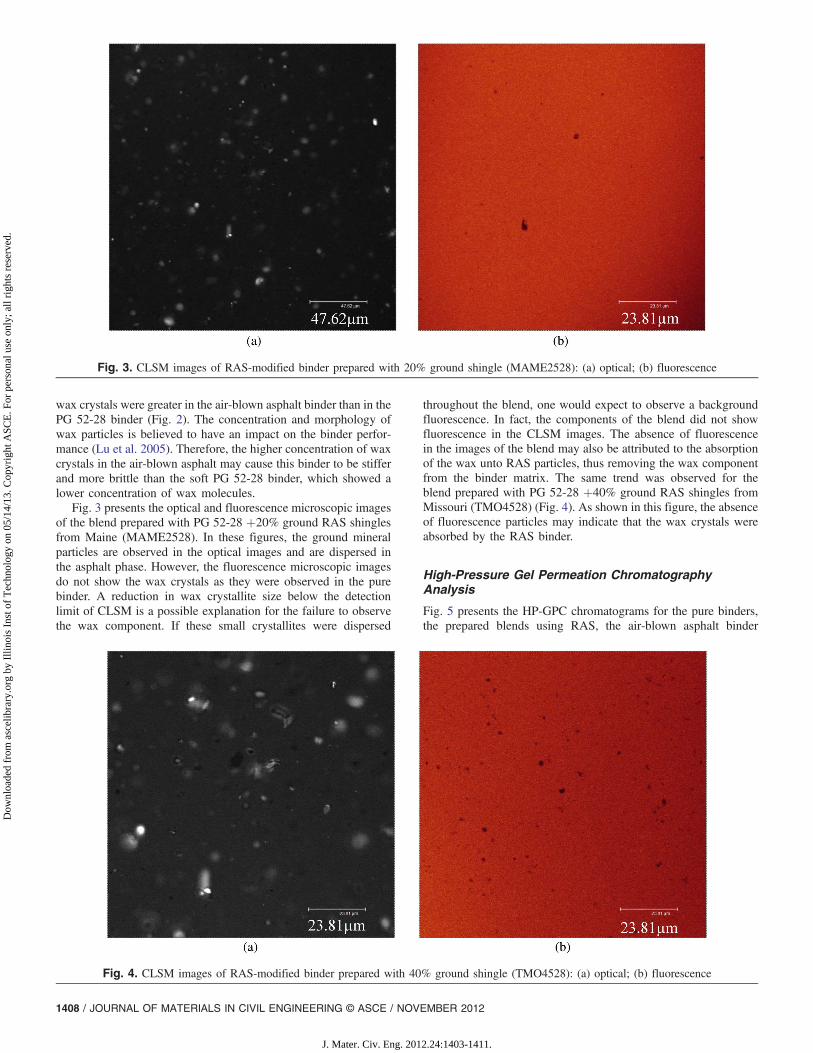
throughout the blend, one would expect to observe a backgroundfluorescence. In fact, the components of the blend did not showfluorescence in the CLSM images. The absence of fluorescencein the images of the blend may also be attributed to the absorptionof the wax unto RAS particles, thus removing the wax componentfrom the binder matrix. The same trend was observed for theblend prepared with PG 52-28 þ40% ground RAS shingles fromMissouri (TMO4528) (Fig. 4). As shown in this figure, the absenceof fluorescence particles may indicate that the wax crystals wereabsorbed by the RAS binder.
High-Pressure Gel Permeation ChromatographyAnalysis
Fig. 5 presents the HP-GPC chromatograms for the pure binders,the prepared blends using RAS, the air-blown asphalt binder
Fig. 3. CLSM images of RAS-modified binder prepared with 20% ground shingle (MAME2528): (a) optical; (b) fluorescence
Fig. 4. CLSM images of RAS-modified binder prepared with 40% ground shingle (TMO4528): (a) optical; (b) fluorescence
1408 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.
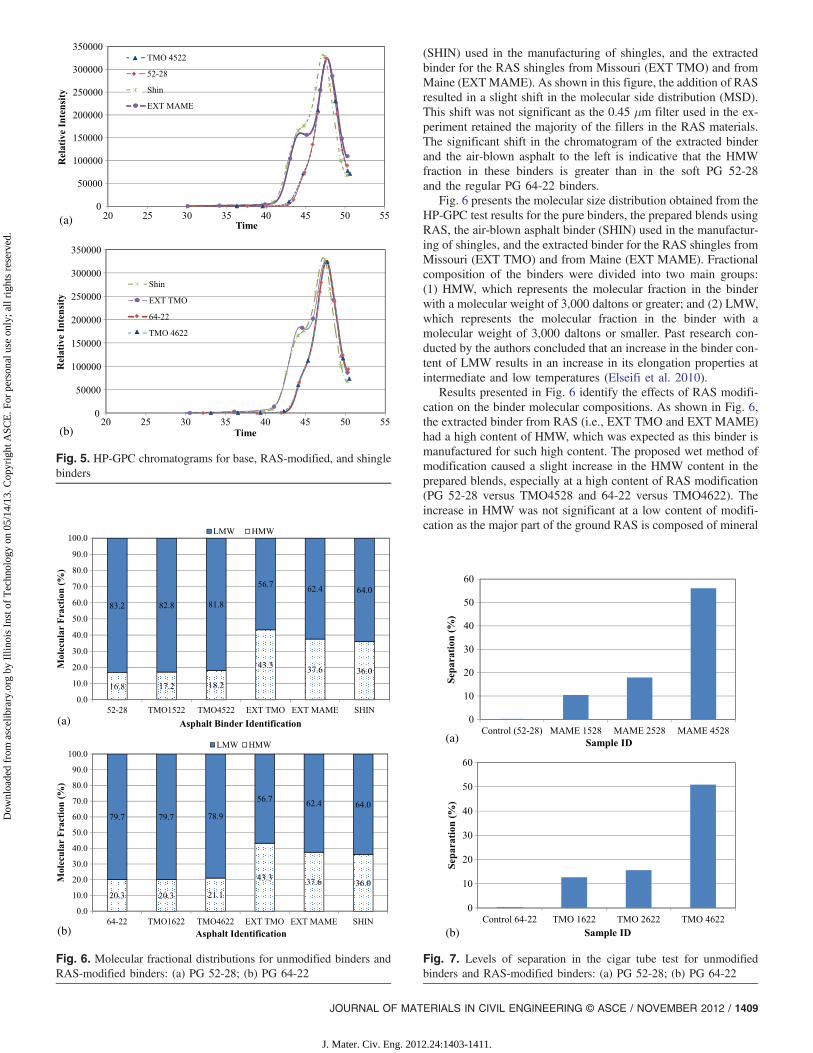
(SHIN) used in the manufacturing of shingles, and the extractedbinder for the RAS shingles from Missouri (EXT TMO) and fromMaine (EXTMAME). As shown in this figure, the addition of RASresulted in a slight shift in the molecular side distribution (MSD).This shift was not significant as the 0.45 μm filter used in the ex-periment retained the majority of the fillers in the RAS materials.The significant shift in the chromatogram of the extracted binderand the air-blown asphalt to the left is indicative that the HMWfraction in these binders is greater than in the soft PG 52-28and the regular PG 64-22 binders.
Fig. 6 presents the molecular size distribution obtained from theHP-GPC test results for the pure binders, the prepared blends usingRAS, the air-blown asphalt binder (SHIN) used in the manufactur-ing of shingles, and the extracted binder for the RAS shingles fromMissouri (EXT TMO) and from Maine (EXT MAME). Fractionalcomposition of the binders were divided into two main groups:(1) HMW, which represents the molecular fraction in the binderwith a molecular weight of 3,000 daltons or greater; and (2) LMW,which represents the molecular fraction in the binder with amolecular weight of 3,000 daltons or smaller. Past research con-ducted by the authors concluded that an increase in the binder con-tent of LMW results in an increase in its elongation properties atintermediate and low temperatures (Elseifi et al. 2010).
Results presented in Fig. 6 identify the effects of RAS modifi-cation on the binder molecular compositions. As shown in Fig. 6,the extracted binder from RAS (i.e., EXT TMO and EXT MAME)had a high content of HMW, which was expected as this binder ismanufactured for such high content. The proposed wet method ofmodification caused a slight increase in the HMW content in theprepared blends, especially at a high content of RAS modification(PG 52-28 versus TMO4528 and 64-22 versus TMO4622). Theincrease in HMW was not significant at a low content of modifi-cation as the major part of the ground RAS is composed of mineral
(a)
(b)
Fig. 5. HP-GPC chromatograms for base, RAS-modified, and shinglebinders
(a)
(b)
Fig. 6. Molecular fractional distributions for unmodified binders andRAS-modified binders: (a) PG 52-28; (b) PG 64-22
(a)
(b)
Fig. 7. Levels of separation in the cigar tube test for unmodifiedbinders and RAS-modified binders: (a) PG 52-28; (b) PG 64-22
JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012 / 1409
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.

fiber and mineral and ceramic-coated granules with only approx-imately 20% of binder.
Cigar Tube Test
Fig. 7 presents the results of the cigar tube test for the unmodifiedbinders and the prepared blends using RAS. For CRM binder,a level of separation of 10–15% or less is recommended (Jensenand Abdelrahman 2006). Levels of separation were calculated ac-cording to Eq. (1) using DSR test results. As shown in Fig. 7, theuse of a RAS content of 20% or less resulted in levels of separationless than 20%. At a high RAS content of 40%, stability and work-ability of the blend will not be favorable given the high level ofseparation. This is due to the mineral fillers in the RAS materialthat settle after being held for 48 h in a vertical position. To min-imize separation during storage, a digestion tank equipped with anagitator and a superheater should be used during production ofshingle-modified asphalt based on the proposed wet process.
Summary and Conclusions
The recycling of asphalt shingles in HMA is a very valuable ap-proach for technical, economical, and environmental reasons. How-ever, it is important that the influence of the recycling process isevaluated and quantified. Conventional practices of dry blendingtear-off asphalt shingles with the aggregates before the asphaltbinder is added to the batch are often criticized due to the largevariability observed in the asphalt content of asphalt shinglesand because the final PG grade of the binder is not known. Theobjective of this study is to introduce a new approach to recyclingasphalt shingles in asphalt paving construction in which RAS isground to ultrafine particle sizes and blended with asphalt binderthrough a wet process. In the proposed wet process, the groundrecycled material is blended with the binder at a high temperatureprior to mixing with the aggregates. The proposed wet processallows for a better control of the chemical and physical reactionstaking place in the binder blend.
In this study, two unmodified binders that are classified asPG 64-22 and PG 52-28 were blended with two contrasting sourcesof RAS at a modification level ranging from 10–40% by weightof the binder. The use of RAS modification through the proposedwet process was successful in the laboratory. Based on the resultsof the experimental program, the following conclusions may bedrawn:• Results of rheological and stability testing indicate that RAS can
be used with the proposed wet process at a modification contentof 20% or less. The use of RAS modification through the pro-posed wet process would generally improve or not influencethe high temperature grade of the binder. An optimum shinglecontent may be identified that will improve the high temperaturegrade without influencing the low temperature grade of the bin-der (e.g., TMO2528 and MAME2528 with a final PG grade of52-28).
• Wax crystals ranging from 4–8 μm in size were successfullydetected using confocal laser-scanning microscopy. A greaterconcentration of wax crystals was detected in the air-blown as-phalt binder used in shingle manufacturing than in thesoft PG 52-28 binder. However, wax crystals were not detectedin the RAS-modified binder, which may indicate that the waxcrystals were absorbed by the RAS binder.
• Results of HP-GPC showed that the binder in RAS had a highercontent of HMW components than the virgin binders. The pro-posed wet method of modification produced a slight increase inthe HMW content in the prepared blends especially at higher
RAS contents, suggesting effective mixing of the RAS bindercomponents into the blends.This study represents a first step toward evaluating the proposed
wet process to recycle waste asphalt shingles in asphalt pavingconstruction. Based on the results of this study, further research isrecommended to evaluate the design and performance of asphaltmixture prepared with the proposed approach. Research is alsoneeded to consider other asphalt binder sources including polymer-modified binders (e.g., PG 52-46 or PG 58-34).
Acknowledgments
This research was funded through the National Science Foundation(Grant No. CMMI-1030184). The authors would like to acknowl-edge the assistance of M. Vaughn, S. Robins, S. Cooper, andM. Brown of Louisiana State University and W. Gueho of LTRC.
References
AASHTO. (2009a). “Standard method of test for determining theflexural creep stiffness of asphalt binder using the bending beamrheometer (BBR).” T 313-09, Washington, DC.
AASHTO. (2009b). “Standard specification for performance-gradedasphalt binder.” M 320-09, Washington, DC.
AASHTO. (2010a). “Standard method of test for determining the rheologi-cal properties of asphalt binder using a dynamic shear rheometer(DSR).” T 315-10, Washington, DC.
AASHTO. (2010b). “Standard method of test for viscosity determination ofasphalt binder using rotational viscometer.” T 316-10, Washington, DC.
Ali, N., Chan, J. S., Potyondy, A., Bushman, R., and Bergen, A. (1995).“Mechanistic evaluation of asphalt concrete mixtures containingreclaimed roofing materials.” Proc., 74th Annual Meeting of theTransportation Research Board, National Research Council,Washington, DC.
ASTM. (2005). “Standard practice for determining the separation tendencyof polymer from polymer modified asphalt.” D7173-05, WestConshohocken, PA.
Bearsley, S., Forbes, A., and Haverkamp, R. G. (2004). “Direct observationof the asphaltene structure in paving-grade bitumen using confocallaser-scanning microscopy.” J. Microsc., 215(2), 149–155.
Button, J. W., Williams, D., and Scherocman, J. A. (1996). “Shingles andtoner in asphalt pavements.” Federal Highway Administration (FHWA)Rep. No. FHWA/TX-96/1344-2F, Texas Transportation Institute,College Station, TX.
Ciesielski, S., and Collins, R. (1993). “Current nationwide status ofthe use of waste materials in hot mix asphalt mixtures and pavements.”Use of Waste Materials in Hot-Mix Asphalt, STP 1193, ASTM,Philadelphia, 17.
Construction Materials Recycling Association (CMRA). (2007). Recyclingtear-off asphalt shingles: Best practices guide, Dan Krivit andAssociates, St. Paul, MN.
Construction Materials Recycling Association (CMRA). (2010). “Asbestosin asphalt shingles.” ⟨http://www.shinglerecycling.org/content/asbestos-asphalt-shingles⟩ (Feb. 2010).
Davis, J. (2009). “Roofing the road—Using asphalt shingles as binder.”Asphalt, 2 (Oct. 2009).
Elseifi, M. A., Mohammad, L. N., Glover, I., Negulescu, I., Daly, W. H.,and Abadie, C. (2010). “Relationship between molecular compositionsand rheological properties of neat asphalt binder at low and intermediatetemperatures.” J. Mater. Civ. Eng., 22(12), 1288–1294.
Foo, K. Y., Hanson, D. I., and Lynn, T. A. (1999). “Evaluation of roofingshingles in hot mix asphalt.” J. Mater. Civ. Eng., 11(1), 15–20.
Gardiner, M., Newcomb, D., and Weikle, B. (1993). “Permanent deforma-tion and low temperature behavior of roofing waste modified HMA.”Proc., FHWA Symp. on Recovery and Effective Reuse of DiscardedMaterials and By-Products for Construction of Highway Facilities,Denver.
1410 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.

Gevrenov, J. (2008). “Recycling shingles into roads, U.S. EPA perspec-tive.” Utilization of recycled asphalt shingles in hot-mix asphalt,⟨http://www.modot.org/services/or/RASPresentations.htm⟩ (Jun. 2012).
Grzybowski, K. F. (1993). “Recycled asphalt roofing materials—A multi-functional low cost hot-mix asphalt pavement additive.” Use ofwaste materials in hot-mix asphalt, STP-1193, ASTM, Philadelphia,159–179.
Jensen, W., and Abdelrahman, M. (2006). “Crumb rubber in performancegraded asphalt binder.” Rep. No. SPR-01 (05) P585, Univ. ofNebraska, Lincoln, NE.
Lesueur, D. (2009). “The colloidal structure of bitumen: Consequenceson the rheology and on the mechanisms of bitumen modification.”Adv. Colloid Interface Sci., 145(1–2), 42–82.
Lu, X., Langton, M., Olofsson, P., and Redelius, P. (2005). “Wax morphol-ogy in bitumen.” J. Mater. Sci., 40(8), 1893–1900.
Malik, R., Teto, M. R., and Mogawer, W. (2000). “Evaluation of use ofmanufactured waste asphalt shingles in hot mix asphalt.” TechnicalRep. No. 26, Chelsea Center for Recycling and Economic Development,Univ. of Massachusetts, Lowell, MA.
Marks, V. J., and Petermeier, G. (1997). “Let me shingle your roadway.”Transportation Research Record 1589, Transportation Research Board,National Research Council, Washington, DC, 54–57.
National Association of Home Builders (NAHB). (1998). From roofs toroads : : :Recycling asphalt roofing shingles into paving materials,
NAHB Research Center, Upper Marlboro, MD ⟨http://www.nahbrc.com/bookstore/cw0703w.aspx⟩ (Jun. 2012).
Northeast Recycling Council, Inc. (2007). Asphalt shingles waste manage-ment in the northeast—fact sheet ⟨http://www.nerc.org/documents/asphalt.pdf⟩ (Jun. 2012).
RoofHelp. (2010). “Roof types—Asphalt composition shingle roofing in-formation.” ⟨http://www.roofhelp.com/choices/asphaltshingles/⟩ (Feb.2010).
Rubino, B., Ashlock, J. C., and Williams, R. C. (2010). “Effects ofrecycled asphalt shingles on mechanical properties of loess.” Proc.,89th Annual Meeting of the Transportation Research Board, NationalResearch Council, Washington, DC.
Sengoz, B., and Topal, A. (2005). “Use of asphalt roofing shingle waste inHMA.” Constr. Build. Mater., 19(5), 337–346.
Watson, D. E., Johnson, A., and Sharma, H. R. (1998). “Georgia’sexperience with recycled roofing shingles in asphaltic concrete.”Transportation Research Record 1638, Transportation Research Board,National Research Council, Washington, DC, 129–133.
Xiao, F., Shivaprasad, P. V., and Amirkhanian, S. N. (2011). “Low volumeWMAmixtures: Moisture susceptibility of mixtures containing coal ashand roofing shingle with moist aggregate.” Proc., 90th Annual Meetingof the Transportation Research Board, National Research Council,Washington, DC.
JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / NOVEMBER 2012 / 1411
J. Mater. Civ. Eng. 2012.24:1403-1411.
Dow
nloa
ded
from
asc
elib
rary
.org
by
Illin
ois
Inst
of
Tec
hnol
ogy
on 0
5/14
/13.
Cop
yrig
ht A
SCE
. For
per
sona
l use
onl
y; a
ll ri
ghts
res
erve
d.