-
RE Units/11-1
Process Units
-
RE Units/11-2
Outcomes
Correlate units and locations within units to typical corrosion,
fouling, and alloy degradation problems
-
RE Units/11-3
Operating Guidelines
Only operating guidelines to prevent corrosion, fouling, and
alloy degradation are included hereSome may be contrary to making
most/best product
-
RE Units/11-4
Desalter
-
RE Units/11-5
Typical Corrosion and Fouling Problems
Corrosion of water outlet lines (brine)Fouling of inlet heat
exchangers
(generally oxygen and excessive temperature)
Remaining problems with desalters arent problems in the
desalter
Affect efficiency and downstream corrosion
-
RE Units/11-6
Two Stage Desalter
May be Monel
-
RE Units/11-7
Operating Guidelines
Keep inlet heat exchangers below 300oF (150oC) Reduces corrosion
rates in exchangers Reduces fouling in exchangers Allows Monel
exchanger tubes when necessary
Caustic embrittlement possible if adding caustic before
desalter
-
RE Units/11-8
Operating Guidelines
Water quality is important Low oxygen most important
Minimizes fouling
-
RE Units/11-9
Crude Unit
-
RE Units/11-10
Typical Corrosion and Fouling Problems
HCl corrosion in overhead system ammonium chloride ammonium
bisulfide
High temperature sulfur corrosionNaphthenic acid
corrosionAsphaltene/wax/polymer foulingPolythionic acid SCC (300
series SS)
-
RE Units/11-11
Typical Corrosion and Fouling Problems
Nitrogen contamination of downstream units from corrosion
inhibitorSodium contamination of downstream units from caustic
injection
-
RE Units/11-12
Typical Alloy Degradation Problems
Creep in heaters
-
RE Units/11-13
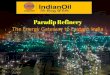
Crude Unit
- 500 F Zone
Steam
NH3 UNICOR
ChargeHeater
Fresh Water
Crude
Make-up Water
To Flare
Crude Column
SidecutStrippers
Overhead Receiver
RecontactDrum
Stabilizer
Splitter
Reduced Crude
Light Gas Oil
Kerosene
LPG
LightNaphtha
HeavyNaphtha5 Cr -
1/2 Mo
Heavy Gas OilSteam
Monel Lined
Base MaterialKCS
Lined withTP405 orTP410S
Tube Side -90 - 10 Cu - Ni
90 - 10 Cu - Ni
Usually9 Cr - 1 Mo
CS Lined withTP405 orTP410S
-
RE Units/11-14
Crude Unit
5 Chrome, 9 Chrome, 405, 410 Sulfur resistance
405, 410 good lining materials 5 and 9 chrome are not good for
linings
Monel HCl resistance in overhead
90-10 Cu Ni / Monel Chloride resistance in desalter brine
-
RE Units/11-15
Crude Unit
If naphthenic acids are an issue All 5 and 9 Chrome, 405, and
410 change to
317 or 316 with 2.5% (min) Mo Carbon steel in light gas oil cut
may also
change to 317 or 316 with 2.5% (min) Mo2.5% moly requiredMust
guard against polythionic acid SCC
-
RE Units/11-16
Operating Guidelines
Desalt well
-
RE Units/11-17
Operating Guidelines
Operate top of column above dew pointUse corrosion inhibitors if
necessary
Oil soluble inhibitors travel with productBlend crudes for TAN
and sulfur based on unit metallurgyOperate heaters to:
Avoid flame impingement Stay within design tube metal
temperatures
-
RE Units/11-18
Overhead, Well Operated
Sour Water
Water Wash
pH ControlDew Point
Inhibitor
Gases
Product
-
RE Units/11-19
Overhead, Poor Control
Sour Water
Water Wash
pH ControlNatural Dew Point
Inhibitor
Gases
Product
Monel
-
RE Units/11-20
FCC
-
RE Units/11-21
Typical Corrosion Problems
High temperature combustion corrosion Regenerator O2, CO2, CO,
NOx, SOx
High temperature sulfur corrosion Reactor Bottom of main
column
-
RE Units/11-22
Typical Corrosion Problems
Fouling by heavy PNAs Bottom of main column and exchangers
Ammonium Chloride corrosion and fouling Main column overhead
Nitrogen in feed plus generated hydrogen
form ammonia Cl- from NaCl in feed Form NH4Cl - sublimates in
overhead system
-
RE Units/11-23
Typical Corrosion Problems
Fouling by polymerization Gas concentration section Oxygen (from
upstream wash water), olefins,
proper temperatureCoking
(Condensation of heavies) Transfer lines Main column bottoms
-
RE Units/11-24
Typical Corrosion Problems
HCN Forms at high temp in reactor Increases corrosion in all wet
areas
downstream Disrupts protective sulfide scale Increases hydrogen
penetration into steel
Metals contamination in feed Regenerator Low melting point
oxides and sulfides
-
RE Units/11-25
Typical Alloy Degradation Problems
Creep (all high temperature components)Creep embrittlement (1
Cr)885 embrittlement (Cr stainless internals)Thermal fatigue
(high/low temp mix points)Sigma phase embrittlement (internals)
-
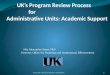
RE Units/11-26
FCC Reactor / RegeneratorReactor Effluent
11/4 Cr - 1/2 Mo
Fuel Gas
11/4 Cr - 1/2 Mo
AirTP304 H
Steam
11/4 Cr - 1/2 Mo
Reactor Effluent
11/4 Cr - 1/2 Mo
1 Cr - 1/2 Mo or 11/4 Cr - 1/2 MoLined with TP405 or TP410S1 Cr
- 1/2 Mo or 11/4 Cr - 1/2 MoLined with TP405 or TP410S
Fuel Gas
TP 304 H
11/4 - 1/2 Mo Lined KCSTP304 H Internals
AirTP304 H
Steam
11/4 Cr - 1/2 Mo
Feed
CrRefractory
-
RE Units/11-27
FCC Reactor / Regenerator
1 and 1 1/4 Chrome High temperature strength
304 H High temperature strength, oxidation
resistance Consider Polythionic Acid SCC
-
RE Units/11-28
FCC Main Column Overhead
Sour Water
Gasoline
FlareWetGas
Compressor
Water Wash
NH4ClDeposits
NH4Cl Deposits
KilledCarbonSteel
1/8" CA
Killed Carbon SteelTubes & Headers
3/16" CA on Headers
Killed Carbon SteelPWHT
1/4" CA on Boot
-
RE Units/11-29
FCC Main Column Overhead
Killed carbon steel Wet H2S corrosion Hydrogen blistering
PWHT Carbonate Cracking
High corrosion allowances H2S and NH4Cl corrosion
-
RE Units/11-30
FCC Main Column Bottoms
Raw Oil
OtherHeat
ExchangeStreams
SteamGenerator
BFW
Steam
SlurrySettler
DiluentSlurry
CWClarifiedSlurry OilProduct
ReactorVapor
1 1/4 Cr - 1/2 MoWith or WithoutTP 405 or 410S
Lining
Carbon Steel405 or 410S
Lining
5 Cr - 1/2 Mo
1 1/4 Cr - 1/2 Mo
-
RE Units/11-31
FCC Main Column Bottoms
1 1/4 Cr inlet piping High temperature strength
All vapor - sulfur not as much of an issue here
1 1/4 Cr vessels w/wo lining Strength Sulfur
5 Cr piping Sulfur
-
RE Units/11-32
Operating Guidelines
Sulfur Check corrosion vs. sulfur and temperature
before making operational changesH2S
Some H2S in wet sections of unit is good Sulfide scale resists
corrosion
CN- Keep below 20ppm (lower is better)
-
RE Units/11-33
Operating Guidelines
Bottoms exchangers (PNA fouling) Tube velocities 4-7 ft/sec
Antifoulants may be effective
Check for CO32- (originates as CO2 in regenerator) May require
PWHT to prevent cracking
-
RE Units/11-34
Operating Guidelines
Ammonium chloride / ammonium bisulfide Water wash
Continuous Counter current
-
RE Units/11-35
FCC Water Wash System
To Sour WaterStripper WGC
1st StageCondensate
InterstageDrum
WGC2nd Stage
Main ColumnReceiver
MainColumn
High PressureReceiver
HydrocarbonWater
Water must not be injected here
-
RE Units/11-36
Hydrotreaters
-
RE Units/11-37
Typical Corrosion Problems
Rust from tankage Oxygen in tank/transport Plugs reactor bed
Ammonium chloride in hydrogen recycle gasAmmonium bisulfide
REACs
-
RE Units/11-38
Typical Corrosion Problems
Oxygen from tankage/oxygenates from FCC, cokers, purchased
feed
Polymerization fouling Enhanced by olefins in feed
High temperature sulfur corrosionHigh temperature H2/H2S
-
RE Units/11-39
Typical Alloy Degradation Problems
High temperature hydrogen attack (all high temperature
components)Temper embrittlement where 2 Cr is used for hydrogen
resistanceHydrogen embrittlement (due to rapid cooling of hydrogen
charged material)
-
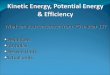
RE Units/11-40
Hydrotreater
Gas
LightNaphtha
HeavyNaphtha
LGO
HGO
SourWater
Gas
Feed
Hydrogen
Quench
LeanAmine
RichAmine
WaterR
eactor
Absorber Fractionater
AusteniticStainless Steel825
Austenitic Lined2 1/4 Cr
or CS
-
RE Units/11-41
Hydrotreater
Reactor feed and effluent piping Austenitic stainless steel
Often 347 or 321 High temperature hydrogen High temperature
hydrogen sulfide
Reactor Austenitic lined low alloy steel
Hydrogen/hydrogen sulfide
-
RE Units/11-42
Hydrotreater
Reactor effluent air cooler and piping Carbon steel or 825
Other alloys becoming more common Ammonium bisulfide
Fractionator Carbon steel May be alloy depending on temperature
and H2S
-
RE Units/11-43
Operating Guidelines
Oxygen in feed (rust in tanks and polymerization fouling)
Gas blanket tankage Nitrogen best Natural gas may have air in it
Fuel gas good - no oxygen
Avoid tankage all together
-
RE Units/11-44
Operating Guidelines
Ammonium chloride Remove by water wash Location of water wash
depends on concentration
- may be same water wash as for ammonium bisulfide - may be
intermittent wash upstream of ammonium bisulfide water wash
-
RE Units/11-45
Operating Guidelines
Ammonium bisulfide Continuous water wash upstream of REAC
Balanced exchanger 20% of injected water not vaporized
-
RE Units/11-46
Balanced REAC
Water
-
RE Units/11-47
Operating Guidelines
For older 2 Cr reactors know and adhere to minimum
pressurization temperatureCool at no more than 50 to 100oF / hr
(28-55oC) to prevent hydrogen embrittlementOperate heater to avoid
tube metal temperatures higher than design
-
RE Units/11-48
Reformer
-
RE Units/11-49
Typical Corrosion Problems
HCl corrosion Wet feed Stripper overheads Water removes
chlorides from the catalyst
Nitrogen Problems Nitrogen in the feed Corrosion inhibitors,
antifoulants Converts to ammonia in reactor
-
RE Units/11-50
Typical Corrosion Problems
Ammonium chloride reaction of HCl and ammonia Ammonium chloride
sublimes (gas/solid) in
overhead of stripper and hydrogen gas recycle
-
RE Units/11-51
Typical Alloy Degradation Problems
High temperature hydrogen attack (reactors)Temper embrittlement
or creep embrittlement depending on which low Cr alloy is employed
to resist high temperature hydrogen
-
RE Units/11-52
Continuous Platforming
Feed
CFE
1 1/4 Cr1/2 Mo
9 Cr Tubes
Reactors
1 1/4 Cr - 1/2 Mo321 or 347Internals
1 1/4 Cr - 1/2 Mo
Catalyst
Regeneration
Platformate
NetHydrogen
LightEnds
Stabilizer
-
RE Units/11-53
CCR Platformer
Reactors Design for high temperature hydrogen
-
RE Units/11-54
Stabilizer
If too wet, stabilizer may need to look much like crude unit
overheadMay need some or all of:
Monel trays and linings Water wash Inhibitor injection
-
RE Units/11-55
Stabilizer
Sour Water
Water Wash
pH ControlNatural Dew Point
Inhibitor
Gases
Product
Monel
-
RE Units/11-56
Operating Guidelines CCR
Control water in feed Minimize chloride stripping
Control nitrogen in feed Use ammonia as neutralizer in crude
column Neutralizing amines may go through
hydrotreater unaffected and break down in reformer
-
RE Units/11-57
Operating Guidelines CCR
Regenerator Burn at prescribed rate
Too fast, too much waterStrips chloridesAcid corrosion
Keep caustic fresh in scrubber