Embed Size (px)
Citation preview

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 1/45
NC System
NC / CNC:
‘The automatic operation of machine tool by a series of codedinstructions’
Numerical Control (NC) was the term first coined for the
manufacturing processes
Term Computer Numerical Control (CNC) was adopted with
introduction of computers in the manufacturing environment in1970’s
Both terms are still used and should be taken
to mean the same
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 2/45
NC System
CNC Machine:
Conventionally, an operator decides and adjusts variousmachines parameters like feed, depth of cut and more depending
on the type of job and controls the movements by hand
In a CNC Machine, functions and movements are controlled by
motors using computer programs
In CNC machine, the Machine Control Unit (MCU) decides cuttingspeed, feed, depth of cut, tool selection, coolant on / off and tool
paths
The MCU issues commands in the form of numeric data to motors
that position slides and tool accordingly
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 3/45
NC System
CNC Machine:
Numerical Control (NC) developed out of the need to meet therequirements of high production rates, uniformity & consistent
part quality
Programmed instructions are converted into output signals
which in turn control machine operations such as spindle speeds,
tool selection, tool movement and cutting fluid flow
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 4/45
NC System
CNC Machine:
CNC machining begins with a part program which is a sequentialinstructions or coded commands that direct the specific machine
functions
The part program may be generated manually or more
commonly generated by computer aided part programming
systems
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 5/45
NC System
Machining Strategy:
The sequence of operations Fixturing & orientation
Selection of speeds and feeds
Type of tool and the tool configuration
Mathematical and geometrical calculations
Inspection
“The nature of subsequent code generation is
determined by the programing method ”
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 6/45
NC System
Manual Programming:
An individual manually write all the sequential program ofinstructions in the form of a series of codes (i.e. G-codes)
according to the particular format required
This code is then inputted into the NC machine tool via the MCU
either directly or indirectly
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 7/45
NC System
Manual Programming:
Advantages:
• No software required
• Suitable for simple jobs like point-to-point (PTP) applications
Disadvantages:
• Labour intensive
• Skilled programmer required• Error prone
• Different code formats may be required for different machines
• Unsuitable for large jobs in low production volumes
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 8/45
NC System
Computer Assisted Programming:
The program is prepared in English-like language (i.e. APT
[Automatically Programmed Tool])
The program can automatically define some parameters (e.g.
cutter offset)
The software then translates this into the language format
accepted by the NC machine tool• Advantages:
o Less skilled process
• Disadvantages:
o Labour input still requiredo Programming language still requires a degree of learning
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 9/45
NC System
Computer Assisted Programming:
CAD/CAM tanveer ahmed
MACHINE UNIT
NUMERICAL
CONTROLLER
NUMERICALDATA
(NC CODE)
MANUFACTURING
OPERATOR
PROCESSED
PART
Drive Control
Video Clip

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 10/45
NC System
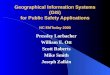
Milling Machine:
Milling Machine is used for
cutting mostly prismatic parts
The work-piece is stationary
and the cutting tool is rotating
The most typical type is
Vertical Milling Machine
CAD/CAM tanveer ahmed
Conventional

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 11/45
NC System
CNC Milling Machine:
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 12/45
NC System
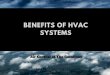
Lathe Machine:
Lathe Machine is used for turning operations
The work-piece rotates and the cutting tool is stationary
CAD/CAM tanveer ahmed
Conventional

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 13/45
NC System
CNC Lathe Machine:
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 14/45
NC System
NC/CNC Advantages:
The first major advantage offered by all forms of NC machine
tools is improved Automation
• Higher labor efficiency
• Accurate costing and production planning
• Lower skill level
The second major benefit of NC technology is Quality Standards• High machining accuracy and repeatability
• Lower intervention = fewer mistakes
• Lower inspection costs due to predictable quality
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 15/45
NC System
NC/CNC Advantages:
The third Major benefit offered by most forms of NC machine
tools is Flexibility
• Programs are electronically stored
• Shorter Lead times/Shorter setup time
• Fast changeover
CAD/CAM tanveer ahmed
Video Clip

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 16/45
NC System
NC/CNC Disadvantages:
High investment costs
Machine operation 24 hrs / day-shift work
Less labour - redundancies
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 17/45
NC System
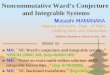
Coordinate System:
CAD/CAM tanveer ahmed
Absolute Coordinate System Incremental Coordinate System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 18/45
NC System
Programming:
CAD/CAM tanveer ahmed
“Programming is the process of creating a set of
commands such, as cutter movement, feed-rate and
spindle speed in order for the machine to perform
some operations”

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 19/45
NC System
Programming Flow:
CAD/CAM tanveer ahmed
Workpiece Drawing
Select machine, fixture,
cutter & holder
Process planning (rough & finish)
Machining conditions
Generate tool path
and program
Transfer of program
Machining

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 20/45
NC System
Programming Key Letters:
O - Program number (Used for program identification)
N - Sequence number (Used for line identification)
G - Preparatory function
X - X axis designation
Y - Y axis designation
Z - Z axis designation R - Radius designation
F – Feed rate designation
S - Spindle speed designation
H - Tool length offset designation
D - Tool radius offset designation
T - Tool Designation
M - Miscellaneous function
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 21/45
NC System
Programming Exercise (Cylindrical Part):
CAD/CAM tanveer ahmed
Raw Material
Finished Part
2 5
70
2
2 . 5
1
7 . 5
20
30

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 22/45
NC System
Programming Exercise - 2:
a. Move from P1 to P2 without machining using absolute
dimensional positioning
b. Move from P1 to P2 without machining using incremental
dimensional positioning
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 23/45
NC System
Tool / Part Movement:
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 24/45
NC System
Homogeneous Transformations:
Transformation Matrix:
CAD/CAM tanveer ahmed
Rotation Translation
Homogeneous

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 25/45
NC System
Homogeneous Transformations:
3 – Dimensional Coordinate Frame:
CAD/CAM tanveer ahmed

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 26/45
NC System
Homogeneous Transformations:
Right Handed Coordinate System:
CAD/CAM tanveer ahmed
C S

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 27/45
NC System
Homogeneous Transformations:
Direction of Positive Rotation:
CAD/CAM tanveer ahmed
NC S

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 28/45
NC System
Homogeneous Transformations:
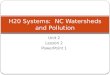
Direction of Positive Rotation:
CAD/CAM tanveer ahmed
The right hand rule to determine the direction of positive angles. Point your right
thumb along the positive direction of the axis you wish to rotate around. Curl your
fingers. The direction that your fingers curl is the direction of positive rotation
NC S

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 29/45
NC System
Homogeneous Transformations:
Transforming points between frames:
CAD/CAM tanveer ahmed
NC S

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 30/45
NC System
Homogeneous Transformations:
Transforming points between frames:
• If the coordinate frames j and k only differ by a translation
and to get from k coordinates to j coordinates you translate (a,
b, c) along k’s x, y, and z axes, then T K J , the matrix that takes
a point in j coordinates to a point in k coordinates is
CAD/CAM tanveer ahmed
NC S

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 31/45
NC System
Homogeneous Transformations:
Transforming points between frames:
CAD/CAM tanveer ahmed
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 32/45
NC System
Homogeneous Transformations:
Transforming points between frames:
CAD/CAM tanveer ahmed
Tm c =
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 33/45
NC System
Homogeneous Transformations:
Rotation Matrices:
CAD/CAM tanveer ahmed
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 34/45
NC System
Homogeneous Transformations:
Moving Coordinate System:
• When we use “moving axes” we list the moves that we did from
start to end, compute the individual matrices for each part
and then multiply them together. For example, in this situation
our sequence of equations is:
“ Rot x(-90) * Rot z(-90) * Trans(0,0,5)”
CAD/CAM tanveer ahmed
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 35/45
NC System
Homogeneous Transformations:
Fixed Coordinate System:
• When we using “fixed axes” computation, (i.e. each new
rotation is relative to the end coordinate frame), we write the
equations from end to start:
“ Trans (0,5,0) * Rot y (-90) * Rot x(-90 )”
CAD/CAM tanveer ahmed
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 36/45
NC System
Homogeneous Transformations:
CAD/CAM tanveer ahmed
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 37/45
NC System
Homogeneous Transformations:
CAD/CAM tanveer ahmed
NC S t

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 38/45
NC System
Homogeneous Transformations:
CAD/CAM tanveer ahmed
1 0 0 0
[ Ba I Sl ]= 0 1 0 Y
0 0 1 0,146
0 0 0 1
0 0 1 0,153 + Z
[ Sl I T ]= 0 1 0 0
-1 0 0 0,05
0 0 0 1
0 0 1 0,153 + Z
[ Bl I T ]= 0 1 0 Y
-1 0 0 0,196
0 0 0 1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 39/45
NC System
Homogeneous Transformations:
CAD/CAM tanveer ahmed
-1 0 0 0,64
[ Ba I PS ]= 0 1 0 0
0 0 -1 0
0 0 0 1
0 0 -1 0,25
[ PS I Pa ]= 0 1 0 0
1 0 0 -0,279
0 0 0 1
0 0 1 0,39
[ Ba I Pa ]= 0 1 0 0
-1 0 0 0,279
0 0 0 1
1 0 0 0,083
[ Pa I Ho ]= 0 1 0 0,15+0,25 n
0 0 1 -0,150 0 0 1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 40/45
NC System
Homogeneous Transformations:
CAD/CAM tanveer ahmed
0 0 1 0,24
[ Ba I Ho ]= 0 1 0 0,15+0,25 n
-1 0 0 0,196
0 0 0 1
0 0 1 0,153 + Z
[ Bl I T ]= 0 1 0 Y
-1 0 0 0,196
0 0 0 1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 41/45
NC System
CAD/CAM tanveer ahmed
Homogeneous Transformations:• HTM Exercise:
y2
x2
z2 = z3 = Z’2
x3
y3 = y4
z4 = zt
x4
xt
yt
X’2= x1 = x2 Y’2
y1=y0 = y’1
z1
z0
x0
Z’1
X’1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 42/45
NC System
Homogeneous Transformations:• HTM Exercise:
y2
x2
z2 = z3 = Z’2
x3
y3 = y4
z4 = zt
x4
xt
yt
X’2= x1 = x2Y’2
y1=y0 = y’1
z1
z0
x0
Z’1
X’1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 43/45
NC System
1 0 0 0
[2 I 3] = 0 1 0 0
0 0 1 Z
0 0 0 1
1 0 0 0
[3 I 4] = 0 1 0 Y
0 0 1 0
0 0 0 1
c -s 0 0
[ 4I t] = s c 0 0
0 0 1 L
0 0 0 1
c -s 0 0
[ 2I t] = s c 0 Y
0 0 1 Z + L
0 0 0 1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 44/45
NC System
1 0 0 0
[2 I 2'] = 0 1 0 0
0 0 1 c
0 0 0 1
1 0 0 X
[2' I 1] = 0 1 0 0
0 0 1 0
0 0 0 1
1 0 0 0
[ 1I 1'] = 0 1 0 b
0 0 1 0
0 0 0 1
cB 0 sB 0
[ 1'I 0] = 0 1 0 0
-sB 0 cB 0
0 0 0 1
NC System

7/23/2019 NC Systems
http://slidepdf.com/reader/full/nc-systems 45/45
NC System
cB 0 sB X
[ 2I 0] = 0 1 0 b
-sB 0 cB c
0 0 0 1













![Lecture 17 position systems of nc [compatibility mode]](https://img.pdfslide.us/doc/110x75/558fd0111a28ab3f1b8b4647/lecture-17-position-systems-of-nc-compatibility-mode.jpg)