Embed Size (px)
Citation preview

International Journal of Fatigue 23 (2001) 607–618www.elsevier.com/locate/ijfatigue
Effects of surface treatments on the fatigue strength of AISI 4340aeronautical steel
M.P. Nascimento a,*, R.C. Souza b, W.L. Pigatin c, H.J.C. Voorwald a
a Department of Materials and Technology, DMT/UNESP/FEG, State University of Sao Paulo, 333, Ariberto Pereira da Cunha Ave.,Guaratingueta, Sao Paulo 12500-000, Brazil
b FAENQUIL/DEMAR, Lorena, Sao Paulo 12600-000, Brazilc EMBRAER-LIEBHERR/EDE, 40, Itabaiana Street, Sao Jose dos Campos, Sao Paulo 12237-540, Brazil
Received 27 March 2000; received in revised form 20 November 2000; accepted 4 February 2001
Abstract
Internal residual stresses significantly influence the fatigue strength of coated materials. It is well known that chromium platingis the most used electrodeposited coating for important industrial applications. However, pressure to identify alternatives or toimprove the chromium electroplating process have increased in recent years, related to the reduction in fatigue strength of the basematerial and to environmental requirements. The high efficiency and fluoride free hard chromium electroplating (here called“accelerated”) is an improvement to the conventional process. One environmentally safer and cleaner alternative to hard chromiumplating is tungsten carbide thermal spray coating applied by the High Velocity Oxy-Fuel (HVOF) process. To increase the fatiguestrength of chromium plated materials, coating thickness and microcracks density are important parameters to be controlled. Tech-niques as compressive residual stresses induced by shot peening and multilayers, are also used. The aim of this study was to analysethe effects on AISI 4340 steel, in the rotating bending fatigue behaviour, of the: tungsten carbide thermal spray coating applied byHP/HVOF process; chemical nickel underplate, and shot peening process applied before coating deposition, in comparison to hardchromium electroplatings. Rotating bending fatigue test results indicate better performance for the conventional hard chromiumplating in relation to the accelerated hard chromium electroplating. Tungsten carbide thermal spray coating and accelerated hardchromium plate over nickel resulted in higher fatigue strength when compared to samples conventional or accelerated hard chromiumplated. Shot peening showed to be an excellent alternative to increase fatigue strength of AISI 4340 steel hard chromium electro-plated. 2001 Elsevier Science Ltd. All rights reserved.
Keywords: Fatigue; Hard chromium; Electroless nickel; Tungsten carbide; Shot peening; AISI 4340 steel
1. Introduction
Coating materials deposited onto various substrateshave been extensively used in the aerospace, automotiveand petrochemical fields, in recent years. Chromiumplating is the most used eletrodeposited coating to obtainhigh level of hardness, resistance to wear and corrosionand low coefficient of friction, although problems con-cerning chrome plating are resulting in search to identifyeconomically viable alternatives [1–4]. An importantcharacteristic of the chromium electroplating is the high
* Corresponding author. Tel.: +55-12-525-2800; fax: +55-12-525-2466.
E-mail address: [email protected] (M.P. Nascimento).
0142-1123/01/$ - see front matter 2001 Elsevier Science Ltd. All rights reserved.PII: S0142- 11 23 (01)00 01 5- 9
tensile residual internal stresses originated during theelectrodeposition process [5–7]. These high tensilestresses in electroplated chromium coatings increase asthickness increases and are relieved by local microcrack-ing during electroplating. Basically, microcracks densityis related to the high tensile residual internal stresses,hardness and corrosion resistance [2,5,8]. It wasobserved that the residual stresses through-thicknessdecreases with the depth of the coating and increasingagain at the coating/substrate interface [9]. Theseresidual stresses achieve values around 800 MPa tensileat surface, according to Pina et al. [9]. Bending fatiguetests on samples with different coatings and coating con-ditions indicate that the fatigue strength after cycles isdependent on the fracture behaviour of the substrates andon the hardness and residual stresses at the substrate sur-

608 M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
face. Related to chromium plating, experiments perfor-med by Hotta et al. [10], have shown a reduction in thefatigue strength. As mentioned earlier, due to the factthat chrome plating can results in fatigue strength lowerthan those of uncoated parts, the replacement of thesesurface treatments by thermal spray coatings is con-sidered to be a possible alternative. Thermal spray coat-ings deposited by processes such as detonation gun, HighVelocity Oxy-Fuel (HVOF), arc wire among others, areused as an important surface protection technique. Stud-ies of the rolling contact fatigue behaviour of thermallysprayed rolling elements bearing steel balls, using asuperdetonation gun and WC�15% Co coating, indicatelower fatigue strength for the ceramic in comparison tothe steel balls and failure throughout the coating [11].Coatings applied using the high velocity oxygen fueltechnique have high mass density and produce goodadhesion and mechanical strength. Analysis of threecommercial powders WC+12% Co sprayed on commer-cial steel indicated, among others, low porosity struc-tures, the presence of amorphous structures in the met-allic matrix and that oxidazing reactions occurred duringprocess [12]. In relation to the fatigue and friction behav-iour, the results obtained revealed interesting perspec-tives in the use of tungsten carbide coating to replacechrome plating, according to Bodger et al. [1]. Shotpeening has a wide field of applications, particularly inthe manufacture of industrial components, as a processused to increase fatigue life of structures. Studies on theapplications of shot peening in mechanical componentsindicate increase in fatigue strength as a result of com-pressive residual stresses that are obtained by surfaceplastic deformation [13]. Analysis of the effect of grind-ing and cutting processes, as well as of electron beamhardening on the fatigue strength and fatigue crackpropagation resistance improvement of the AISI 4340steel are also associated to the residual compressivestress distribution and microstructural characteristics[14,15]. A reduction in the subsurface crack propagationrate in railroad rails, associated to low frictions coef-ficient, was obtained through laser surface modification,relative to untreated surfaces [16]. Tensile residualstresses which become predominant during the growthof electroless Ni–P deposit, are associated to thedecrease in fatigue strength of coated substrate [17].Increase in the corrosion–fatigue properties of the AISI1045 steel in the presence of an aqueous solution of 3%NaCl, is related to electroless nickel deposits containing10% phosphorus and 20 µm thickness, approximately[18]. The reduction in fatigue strength caused by electro-less Ni–P alloy on quenched and tempered steel may becompensated by shot peening of the steel before plating[19]. These results indicate that shot peening is an effec-tive method of improving fatigue strength. The objectiveof the present paper is to compare and analyse methodsof improving fatigue strength of AISI 4340 steel coated
with conventional and accelerated electroplated chro-mium. The use of tungsten carbide thermal spray coatingby HP/HVOF; the effect of 15 µm in thickness of elec-troless nickel underplate and shot peening of the steelbefore plating, were evaluated in rotating bendingfatigue tests. Scanning electron microscopy (SEM) andoptical metallograph were used to investigate the fatiguesource appearance in the several specimen groups andthe existence (or not) of an uniform coverage of nearlyall substrates.
2. Experimental procedure
The present study has been conducted with samplesof AISI 4340 steel, used in aircraft components wherestrength and toughness are fundamental design require-ments. The chemical analysis of the material used in thisresearch indicates accordance with specifications. Thefatigue experimental program was performed on rotatingbending fatigue test specimens machined from hot rolledand quenched and tempered bars according to Fig. 1.The specimens were polished in the reduced section with600 grit papers, inspected dimensionally and by mag-netic particle inspection. Fatigue tests specimens werequenched from 815 to 845°C in oil (20°C) and temperedin the range of 520±5°C for 2 h. Mechanical propertiesof the material after the heat treatment are: hardness of39 HRC; yield tensile strength of 1118 MPa, and ulti-mate tensile strength of 1210 MPa. After final prep-aration, samples were subjected to a stress relieve heattreatment at 190°C for 4 h to reduce residual stressesinduced by machining. Average superficial roughness inthe reduced section of the samples was Ra�2.75 µm andstandard deviation of 0.89 µm.
Rotating bending fatigue test were conducted using asinusoidal load of frequency 50 Hz and load ratioR=�1, at room temperature, considering, as fatiguestrength, the complete specimens fracture or 107 loadcycles.
Eight groups of fatigue specimens were prepared toobtain S–N curves for rotating bending fatigue tests:
smooth specimens of base metal;specimens of base metal with conventional hard chro-mium electroplating, 160 µm thick;
Fig. 1. Rotating bending fatigue testing specimens.

609M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
specimens of base metal with accelerated hard chro-mium electroplating, 100 µm thick;specimens of base metal with tungsten carbide ther-mal spray coating by HP/HVOF process, 100 µmthick;specimens of base metal with intermediate electrolessnickel plating layer 13 µm thick and electroplatedwith accelerated hard chromium, 10 µm thick;specimens of base metal with intermediate electrolessnickel plating layer 15 µm thick and electroplatedwith accelerated hard chromium, 145 µm thick;specimens of base metal shot peened with acceleratedhard chromium electroplating, 100 µm thick;specimens of base metal shot peened with intermedi-ate electroless nickel plating layer 15 µm thick andelectroplated with accelerated hard chromium,145 µm thick.
The tungsten carbide thermal spray coated specimenswere blasted with aluminium oxide mash 90 toenhance adhesion.
2.1. Hard chromium electroplating
The conventional hard chromium electroplating wascarried out from a chromic acid solution with 250 g/l ofCrO3 and 2.5 g/l of H2SO4, at 50–55°C, with a currentdensity from 31 to 46 A/dm2, and speed of depositionequal to 25 µm/h. A bath with a single catalyst based onsulphate was used.
The accelerated hard chromium electroplating wascarried out from a chromic acid solution with 250 g/l ofCrO3 and 2.7 g/l of H2SO4, at 55–60°C, with a currentdensity from 55 to 65 A/dm2, and speed of depositionequal to 80 µm/h. A bath with double catalyst, one basedon sulphate and the other without fluoride, was used.After the coating deposition, the specimens were sub-jected to a hydrogen embrittlement relief treatment at190°C for 8 h. Average surface roughness of the hardchromium electroplating was Ra�3.13 µm in thereduced section and standard deviation of 0.79 µm, inthe as-electroplated condition.
For the microcrack determination in both hard chro-mium electroplating, samples were prepared from nor-malised AISI 4340 steel (Ra�0.2 µm), 1 mm thickness,25 mm width and length, and with accelerated and con-ventional hard chromium electroplating both with100 µm thickness, which resulted in a surface roughnessRa�0.74 µm for the former and Ra�1.6 µm for the later,in the as-electroplated condition. The surfacemicrocracks were enhanced through reverse-currentetching of 25 A/dm2 for 30 s in the same chromium bathand later analysed using an optical microscope modelNikon/Apophot.
2.2. Electroless nickel deposition
Electroless nickel deposition was performed in a com-mercial solution resulting in a coating with high phos-phorus content 10–12% P.
Proceeding this superficial treatment, samples werevapour degreased and alkaline degreased and desoxidedin hydrochloric acid solution. After electrodepositionsamples were heat treated at 190°C for 8 h to avoidhydrogen embrittlement.
2.3. Tungsten carbide coating
The tungsten carbide thermal spray coating applied byHP/HVOF system used WC powder with 12%Co,resulting in thickness equal to 100 µm. The tungsten car-bide thermal spray coated specimens were blasted withaluminium oxide mash 90 to enhance adhesion. Averagesurface roughness in the reduced section of the speci-mens was Ra=4 µm and standard deviation of 0.39 µm,in the as-deposited condition.
2.4. Shot peening
S–N curves were obtained for base metal and shotpeening condition of 0.0063 A (200% recovering), car-ried out on an air-blast machine according to standardMIL-S-13165. Average surface roughness for specimensshot peened and hard chromium electroplated wasRa=4.36 µm.
All surface roughness data measured in this researchwas obtained by Mitutoyo 301 equipment using a cut-offof 0.8 mm. Based on light optical and scanning electronmicroscopy, coating morphology, microcracks formed inhard chromium plating and fatigue cracks, wereobserved.
All coatings employed in this study were submittedto adhesion test in accordance to ASTM B 571 andASTM C 633, being approved.
3. Results and discussion
Fig. 2 shows the S–N curves for the rotating bendingfatigue tests for the base metal, conventional hard chro-mium electroplating and accelerated hard chromiumelectroplating. It is possible to observe a significantreduction in the fatigue strength of AISI 4340 steel asso-ciated to chromium electroplating. Comparison betweenresults from both coatings indicated better fatigue per-formance for the conventional hard chromium plating inrelation to the accelerated hard chromium electroplating,despite of the higher thickness of the former. This maybe attributed to the lower microcracks density for theconventional hard chromium electroplating, as indicatedin Fig. 3. The microcracks density quantitative analysis,

610 M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Fig. 2. S–N comparative curves of the base metal, accelerated andconventional hard chromium electroplating submitted to rotating bend-ing fatigue tests.
Fig. 3. Microcraks surface network in 200× amplitude of the hardchromium electroplatings: (a) conventional; (b) accelerated. Reverse-current etching from 15 to 30 A/dm2 for 30 s.
measured by stereological technique, indicated medianvalues of 1512 microcracks/cm and standard deviation of190.6 microcracks/cm for the accelerated hard chromiumelectroplating, and 223 microcracks/cm with standarddeviation of 57.5 microcracks/cm for the conventionalhard chromium electroplating. Microcracks densityarises as a relief of the tensile residual internal stresses,which increase when the chromium thickness increases.This means that the accelerated hard chromium electro-plating is responsible for higher tensile residual internalstresses and/or present the highest crack initiation–propagation front amount. The reduction in the fatiguestrength of AISI 4340 steel plated with conventional andaccelerated hard chromium is associated to the high ten-sile residual internal stresses, microcracks density andstrong adhesion coating/substrate interface, which allowsthe crack growth from coating through the interface intothe base metal. This behaviour is shown in Fig. 4 whichrepresent a fracture surface from a rotating bendingfatigue specimen electroplated with accelerated hardchromium, 100 µm thick, and tested at 29% of the yieldstress. From analyses of Fig. 4 one sees cracks startingat the free coating surface, from inside the chromiumplating and at the interface coating/substrate. Fatiguecracks coalescence and propagation is also illustrated.Fig. 5 shows the fracture surfaces from rotating bendingfatigue specimens electroplated with accelerated hardchromium tested at 78% of the yield stress. It is possibleto observe the coating homogeneity, strong interfacesubstrate/coating and microcracks density distributedalong thickness in a radial shape.
As mentioned before, due to problems concerningchrome plating like reduction in fatigue strength and
Fig. 4. Fracture surface from a bending fatigue specimen electro-plated with accelerated hard chromium, 100 µm thick and fatiguetested at 29% sys (136×).

611M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Fig. 5. Fracture surface of samples accelerated hard chromium elec-troplated and tested at 871 MPa (500×).
environmental hazards, alternatives have been con-sidered. Fig. 6 shows that the effect of tungsten carbidethermal spray coating applied by HP/HVOF process wasto reduce the rotating bending fatigue strength of AISI4340 steel. The influence is more significant in highcycle fatigue tests than in low cycle fatigue tests. Fur-thermore, the reduction in the fatigue strength washigher in chromium electroplated specimens than intungsten carbide coated specimens. This behaviour maybe attributed to the process itself. It is well known thatthe HVOF thermal spray process produce compressiveresidual internal stresses within the substrate, which areformed from mechanical deformation on surface during
Fig. 6. S–N comparative curves of the base metal, WC HP/HVOFthermal spray coated (100 µm), accelerated (100 µm) and conventional(160 µm) hard chromium electroplated specimens submitted to rotatingbending fatigue tests.
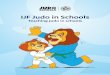
particle impact. These surface deformations counteractthe tensile shrinkage stresses of the coating, caused byfast cooling and solidification as particles strike the sur-face. Fig. 7 shows the residual internal stress profile fromtungsten carbide thermal spray coating. The curve ofthrough-thickness residual stresses was plotted based onthree specimens data and obtained by the modified layer-removal method for thermal spray coating and substrates[20,21]. Data analysis indicate that the residual internalstresses change throughout coating thickness, from100 MPa tensile stress near to the surface, to 350 MPamaximum tensile stress in 0.025 mm depth. From thispoint, inside the coating the residual stresses becamecompressive with maximum value of 680 MPa at0.07 mm depth, increasing again into the base metal,becoming tensile at 0.20 mm from the coating surface.According to Fig. 7, the through-thickness residualstresses change from tensile near the coating surface tocompressive inside coating thickness with maximumcompressive stress near to the interface coating/substrate. Inside the base metal, stresses remain com-pressive until approximately 0.20 mm from the coatingsurface. This behaviour indicate that the crack initiationmay occur easily on the coating surface, but its propa-gation throughout thickness may be delayed when thecompressive residual stress site is achieved. Theobserved reduction in the fatigue strength of AISI 4340steel, despite of the compressive residual stressesinduced by the HVOF thermal spray process, may beassociated to the high density of pores and oxideinclusions into the coating. These inclusions in coatingssubsurface are possible cracks nucleation/initiation sites.Fig. 8 represents coatings profile for: (a) tungsten car-bide; and (b) conventional hard chromium, respectively.Analysis of the tungsten carbide coating show that thealuminium oxide blasting is responsible for the increasein roughness at the interface substrate-coating, increas-ing adhesion. In both cases, the deposition process did
Fig. 7. Through-thickness residual stress distribution for WCHP/HVOF thermal spray coating.

612 M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Fig. 8. Metallography of: (a) WC HP/HVOF thermal spray coated;and (b) conventional hard chromium electroplated specimens.
not affect the microstructure. The tungsten carbide ther-mal spray coating applied by HP/HVOF process showedto be an alternative for the replacement of hard chromeplating, considering the rotating bending fatigue testresults obtained.
Fig. 9 represents the S–N curves for base metal, basemetal with accelerated hard chromium electroplating andbase metal shot peened with accelerated hard chromiumelectroplating, 100 µm thick. For these three conditions,fatigue limit was around 55, 25 and 47% sys, respect-ively, indicating that the decrease in fatigue strength dueto hard chromium electroplating is partially restored bythe shot peening process. It is well known that thefatigue crack initiation occurs at surface, depends on theresidual stresses profile near to it and that compressiveresidual stresses delay fatigue crack propagation. Fig. 10represents the fracture surface for a sample shot peenedand accelerated hard chromium electroplated. Analysisof Fig. 10 indicates the chromium coating homogeneity,
Fig. 9. S–N comparative curves of the base metal and accelerated(100 µm) hard chromium electroplated specimens with and withoutshot peening pre treatment and submitted to rotating bending fatiguetests.
Fig. 10. Fracture surface of accelerated (100 µm) hard chromiumelectroplated specimen submitted to shot peening pre treatment (160×).
strong interface substrate/coating and microcracks dis-tributed along thickness in a radial shape. In the samefigure, two mechanisms are acting together: fatigue cracknucleation and propagation inside base metal after, prob-ably, the compressive residual stresses field produced bythe shot peening process; and fatigue crack nucleationand propagation from interface coating/substrate andfrom inside coating thickness, throughout base metal.This explains the increase in the fatigue strength forchromium electroplated specimens after shot peening,represented in Fig. 9. In the other words, the compress-ive residual stresses field delayed or arrested thefatigue process.

613M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Fig. 11 shows S–N curves for base metal, base metalwith accelerated hard chromium electroplating, 100 µmthick, base metal with intermediate electroless nickelplating layer, 13 µm thick and electroplated with accel-erated hard chromium, 10 µm thick, and base metal withintermediate electroless nickel plating layer 15 µm thickand electroplated with accelerated hard chromium,145 µm thick. Fig. 11 indicates that the effect of coatingin the rotating bending fatigue test is to decrease thefatigue strength of AISI 4340 steel. However, in lowcycle fatigue (N�104 cycles), a 13 µm thick electrolessnickel plating interlayer increased the fatigue strengthand resistance to fatigue crack propagation probably as aresult of an interaction between the compressive residualstresses in the electroless nickel plating and the tensileresidual stresses which are present in the acceleratedhard chromium coating. Investigations on the effect ofmultilayers indicated differences in the mechanismsassociated to fatigue crack propagation in comparison tosingle layer [25,26]. Fig. 12 shows the fracture surfaceof a rotating bending fatigue specimen of AISI 4340 withintermediate electroless nickel plating layer 13 µm thickand electroplated with accelerated hard chromium,10 µm thick, tested at 55% of the yield stress. Thenickel-plating layer acts as a barrier to radial throughoutthickness crack propagation in direction to the substrate.Fatigue cracks starting from the interfacechromium/nickel and nickel/substrate are also illustrated.It is clear from Figs. 11 and 12 the benefit effect of anintermediate electroless nickel layer on the fatiguestrength of AISI 4340 steel chromium electroplated.
From the literature, it is well known that the fatiguestrength is highly dependent on hardness and residualstresses on surface and subsurface of the substrate[14,15,22], which can change during test as a functionof the applied load [10]. In this work, hardness of 39HRC was maintained in all specimens before and after
Fig. 11. S–N comparative curves of the base metal and acceleratedhard chromium electroplated 10 and 145 µm thick on electroless nickelunderplated 13 and 15 µm thick, specimens, respectively, and submit-ted to rotating bending fatigue tests.
Fig. 12. Fracture surfaces of specimens with electroless nickel under-plate 13 µm thick and accelerated hard chromium electroplated 10 µmthick and fatigue tested at 55% sys.
fatigue tests. With respect to residual stresses, reductionsafter rotating bending fatigue tests occurred for stressequal to 1180 MPa [10] higher to that used in thisresearch. This indicate that the behaviour observed inthe rotating bending fatigue tests is associated, uniquely,to the effect of coating and coatings thickness.
From Fig. 11, the results for rotating bending fatiguetest for specimens with an intermediate electroless nickelplating layer of 13 and 15 µm thick and accelerated hardchromium plated with 10 and 145 µm thick, respect-ively, indicate higher fatigue strength for the lower chro-mium thickness. The tensile residual stresses in electro-plated chromium coatings are related to the thickness,decreasing the fatigue strength of AISI 4340 steel. Com-parison of these results with 100 µm chromium platingindicate that the fatigue strength, after cycles, is depen-dent on the fracture behaviour of the substrates and onthe interaction between coatings. Despite the increase inthe electroplated hard chromium coating thickness from10 to 145 µm, the reduction in the fatigue strength waslower than that for thickness equal to 100 µm (withoutelectroless nickel interlayer). This indicates that in thecases in which an electroless nickel underlayer platingis present, the fatigue strength results from interactionbetween both coatings and not only on the acceleratedhard chromium electroplated thickness. The electrolessnickel plating underlayer is responsible for the increasein fatigue strength of AISI 4340 steel electroplated withchromium, as a result of higher toughness and compress-

614 M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
ive residual stresses, which delayed the crack propa-gation from the external accelerated hard chromium plat-ing in direction to the base metal. The residual stresses,which are present in electroless nickel plating, arerelated to the phosphorus content, being tensile between(4–9)% P and compressive for P �4% and in the range(10–12)% P [23]. The nickel plating ductility alsochanges with phosphorus content, with minimum valuefor 10% P and maximum value for 12% P [24]. Resultson the influence of hard chromium multilayer on crackpropagation also indicate differences in performance incomparison to hard chromium electroplated with onecoating thickness only associated to the residual stressesprofile induced [25].
On coated specimens, an important characteristic ofthe rotating bending fatigue tests is that preferentialcrack growth occurs in the interface substrate/coating,leading to the adherence fracture and possible delami-nation [27]. In different solid materials, the coatingdelamination at substrate interface may be correlated tothe direction in which the crack approaches the interfaceand condition of the materials involved, ductile/brittle orvice versa [26]. In this paper, experimental results indi-cate that fatigue cracks in hard chromium electroplatingpropagate through interface substrate/coating inside basemetal without interference. Despite the fact that the elec-troless nickel underlayer acted as a barrier to crackpropagation, fatigue cracks from the hard chromiumplating propagated through electroless nickel coating ina radial shape to the substrate but changed direction atinterface substrate/coating resulting in delamination.This behaviour is associated to the strength of hard chro-mium electroplating, electroless nickel and 4340 highstrength steel.
The fracture surface of rotating bending fatigue speci-mens with electroless nickel underplate 15 µm thick andaccelerated hard chromium electroplated 145 µm thickand tested at 78% of the yield stress, is indicated in Fig.13. The importance of the electroless nickel underlayeras a barrier to crack propagation is clearly shown, aswell as the strong interface adhesion between acceleratedhard chromium electroplated and electroless nickel plat-ing and the weak interface adhesion between electrolessnickel plating and substrate (delamination).
Fig. 14 shows the S–N curves for all the conditionsalready discussed, including rotating bending fatiguetests results for specimens of base metal shot peenedwith intermediate electroless nickel plating layer 15 µmthick and electroplated with accelerated hard chromium,145 µm thick. In order to understand the combined effectof coatings and shot peening on the fatigue behaviourof AISI 4340 steel, Table 1 indicates the fatigue strengthfor all conditions studied in low cycle, high cycle andnear to the fatigue limit. The parameter Kf represents thefatigue strength ratio between base metal and coatedAISI 4340 steel, and indicates the decrease or increase
Fig. 13. Fracture surface of rotating bending fatigues specimens withelectroless nickel underplate 15 µm thick and accelerated hard chro-mium electroplated 145 µm thick and tested at 78% sys.
Fig. 14. S–N comparative curves of the all cases analysed in thisstudy.
in fatigue life. In each case, the rank order number isassociated to the fatigue limit, Kf.
Considering fatigue limit results, it is clear from Table1 that both hard chromium electroplating are responsiblefor a significant reduction in the AISI 4340 fatiguestrength. These reduction in fatigue life are alsoobserved, for the same conditions, in high cycle (105)and low cycle (104). Specimens of rank order number 6showed a decrease in the high cycle fatigue and fatiguelimit, in comparison to base metal. On the other hand,through comparison between rank order numbers 6 and

615M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Table 1Rotating bending fatigue strength
Rank Group Fatigue strength
Low cycles (104) in Kf High cycles (105) in Kf Fatigue limit (107) in Kf
MPa MPa MPa
1 Base metal 950 (85% sys) 1.00 �730 (65% sys) 1.00 �625 (56% sys) 1.002 SP + Ad. Cr (100 µm) 930 (83% sys) 1.02 �650 (58% sys) 1.12 �555 (49% sys) 1.133 WC (100 µm) 900 (80% sys) 1.05 �610 (55% sys) 1.20 �531 (47.5%sys) 1.184 SP+Ad. Cr (145 µm)/Ni 900 (80% sys) 1.05 �670 (60% sys) 1.09 �525 (47%sys) 1.19
(15µm)5 Ad. Cr (10 µm)/Ni 1000 (90% sys) 0.95 �640 (57% sys) 1.14 �525 (47%sys) 1.19
(13 µm)6 Ad. Cr (145 µm)/Ni 900 (80% sys) 1.05 �550 (49% sys) 1.33 �360 (32%sys) 1.74
(15 µm)7 Conv. Chrome (160 µm) �840 (75% sys) 1.13 �500 (45% sys) 1.46 �321 (29% sys) 1.958 Ad. Cr (100 µm) �730 (65% sys) 1.30 �340 (30% sys) 2.15 �280 (25% sys) 2.23
8, interesting results were observed for low cycle fatigue,indicating the benefit of an intermediate electrolessnickel plating layer to increase number of cycles to fail-ure.
Specimens of rank order number 5 were responsiblefor low cycle fatigue strength even higher than that forbase metal, (Kf=0.95). This result is associated not onlyto the intermediate electroless nickel-plating layer, butalso to the thin accelerated hard chromium electroplat-ing.
Analysis of fatigue limit Kf show the same results forrank order numbers 3, 4 and 6 (Kf=1.05). Specimens ofbase metal with tungsten carbide thermal spray coatingby HP/HVOF process, 100 µm thick showed interestingresults for low cycle fatigue (Kf=1.05), but relativelyhigh Kf for high cycle fatigue (Kf=1.20). Specimens ofrank order number 4 also resulted in the same Kf valueas for specimens without shot peening (Kf=1.05). Thistendency indicates that the combined effect of shot peen-ing and electroless nickel plating layer is not so effectiveto increase low cycle fatigue strength of AISI 4340 steel.
The negative influence of thicker accelerated hardchromium electroplating may be observed through com-parison between rank order numbers 5 and 6.
Comparison between rank order numbers 2 and 8 indi-cate the importance of shot peening process to restorefatigue strength of base metal with accelerated hardchromium electroplating, 100 µm thick, showing thebest rotating bending fatigue tests results for low cycle,high cycle and fatigue limit.
The reduction in number of cycles to failure associa-ted to the superficial conditions studied is represented inTable 2 for three stress levels. As indicated in Table 2,for rank order numbers 2 and 8, the benefit of shot peen-ing pre treatment in number of cycles (6000–18 000) at850 MPa is clear. This benefit in number of cycles ishigher for stress levels equal to 750 and 650 MPa. Theimportance of the shot peening process is also clearly
illustrated through comparison between rank order num-bers 4 and 6, for stress levels equal to 850, 750 and650 MPa.
For rank order numbers 5 and 6 it is possible toobserve that the increase of the accelerated hard chro-mium electroplated thickness with intermediate electro-less nickel plating layer reduces the rotating bendingfatigue strength for the three stress levels used in theresearch.
For low cycle fatigue, shot peening together with elec-troless nickel plating layer 15 µm thick did not result inthe expected increase in fatigue life, when comparedwith specimens shot peened and accelerated hard chro-mium electroplated, 100 µm thick (rank order numbers2 and 4). However, for stress levels equal to 750 and650 MPa, the increase in fatigue strength occurred.
Tungsten carbide thermal spray coating was respon-sible for the better fatigue performance of AISI 4340steel in comparison to the conventional and acceleratedhard chromium electroplating, for all three stress levelsanalysed. From Table 2, it is clear that specimens shotpeened and accelerated hard chromium electroplatedshowed higher rotating bending fatigue strength thanspecimens tungsten carbide thermal spray coated byHP/HVOF process, 100 µm thick, for low cycle and highcycle fatigue. For low cycle fatigue the experimentalresults obtained for the tungsten carbide thermal spraycoating were similar to those obtained for the acceleratedhard chromium electroplating, 145 µm thick with anintermediate electroless nickel plating, 15 µm thick.
As mentioned before, the better rotating bendingfatigue results obtained with shot peening process andan intermediate electroless nickel plating layer are, basi-cally, associated to the compressive residual stressespresent in both cases. However, an intense delaminationoccurred in the interface between electroless nickel plat-ing layer and the substrate submitted to shot peening,unlike to what happened with intermediate electroless

616 M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Table 2Number of cycles to failure
Rank Condition Stress=850 MPa Stress=750 MPa Stress=650 MPa
Cycles BM (%) Cycles BM (%) Cycle BM (%)
1 Base metal 22,000 100 60,000 100 299,000 1002 SP+Ad. Cr (100 µm) 18,000 82 37,000 62 100,000 343 WC (100 µm) 12000 55 24000 40 56000 194 SP+Ad. Cr (145 µm)/Ni (15 µm) 16,000 73 42,000 70 140,000 475 Ad. Cr (10 µm)/Ni (13 µm) 28,000 127 50,000 83 90,000 306 Ad. Cr (145 µm)/Ni (15 µm) 13,000 59 23,000 38 43,000 147 Con. Cr (160 µm) 9500 43 18,000 36 36,500 128 Ad. Cr (100 µm) 6000 27 9000 18 14,200 5
nickel plating layer 15 µm thick and electroplated withaccelerated hard chromium 145 µm thick specimens, inwhich the delamination was less intense. This fact isclearly showed in Fig. 15(a) and (b). This behaviourindicate that the shot peening process increased the sub-strate strength and delayed fatigue crack propagationthrough base metal, observed in almost all specimenstested in low and high cycle fatigue. Despite the factthat microcracks were present in the electroplated hardchromium, it is important to consider both periods,nucleation and propagation of fatigue cracks in the totalnumber of cycles to failure. This means that fatigue lifemay increase if crack nucleation is retarded or avoidedand propagation is delayed or even arrested. In bothcases, it is possible to observe the same characteristic ofthe fatigue crack nucleation and propagation all aroundthe sample, indicating several crack fronts acting duringthe fatigue tests. This behaviour may be associated tothe microcracks density in hard chromium electro-plated specimens.
Fig. 16 shows the superficial cracking which occurredin specimens of base metal shot peened with intermedi-ate electroless nickel plating layer 15 µm thick and elec-troplated with accelerated hard chromium, 145 µm thick,which achieved the fatigue limit (107 cycles). The super-ficial cracking shows the substrate strength to crack pen-etration. It is also well known that fatigue cracknucleation is a superficial process, related to the residualstresses level near the surface [19], and that they act inorder to avoid or even delay initiation and propagationof fatigue cracks, which normally occur at interfacecoating/substrate.
The delamination in the interface between electrolessnickel plating layer and the substrate subjected to shotpeening, represented in Fig. 17, occurred all around thesample section. The tendency observed in this research,related to the fact that compressive residual stresses werenot so effective to increase low cycle fatigue strength,may be associated to their reduction or relief when thematerial is subjected to high stress [28]. According toSugimura and Suresh [27], fatigue crack growth through
the interface between different solid materials is associa-ted to the direction in which the crack approaches theinterface and to the strength of material involved. In caseof ductile layer and brittle substrate, crack propagationmay change direction at interface and cause delami-nation. If the layer is brittle and the substrate ductile,fatigue crack may propagate through interface insidebase metal. With a ductile interlayer, fatigue cracknucleated at superficial layer will propagate throughinterface and intermediate layer without any difficulty.When the crack tip plastic zone reaches the interfacebetween intermediate layer and substrate, the crack willbe arrested, deflected and delamination may occur. Inthis work, cracks from hard chromium electroplatingeasily propagate through interface inside base metal. Onthe other hand, electroless nickel-plating interlayer,which is ductile in relation to the external acceleratedhard chromium electroplated, acted as a barrier to fatiguecrack propagation. Residual stresses play an importantrole in fatigue crack propagation process and thereforemay be considered, and are not necessarily correlated tothe nature ductile/brittle of the materials involved.Despite the fact that preferential delamination wasobserved at interface between electroless nickel platinglayer and substrate, hardness of the interlayer is higherthan that of the base metal. The sequence is as follows:accelerated hard chromium electroplated (�890 HV),electroless nickel plating (�450 HV) and AISI 4340steel (�380 HV). The delamination observed instead ofcrack propagation through interface inside substrate isexplained by the fact that the mechanical strength of thebase metal is higher than that of the electroless nickelplating layer.
4. Conclusions
� The effect of tungsten carbide thermal spray coatingapplied by HP/HVOF process and hard chromiumelectroplating for the rotating bending tests, was todecrease the fatigue strength for AISI 4340 steel. The

617M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
Fig. 15. Stereoscopy of: (a) accelerated (145 µm) hard chromiumelectroplated on electroless nickel underplate (15 µm) specimen fatiguetested at 60% sys; and (b) shot peened and accelerated (145 µm) hardchromium electroplated on electroless nickel underplate (15 µm) speci-men fatigue tested at 51% sys.
influence is more significant in high cycle fatigue teststhan in low cycle fatigue tests. The decreasing of thefatigue strength was higher in chromium electroplatedspecimens than in tungsten carbide coated specimens.
� The higher rotating bending fatigue strength of theconventional hard chromium in comparison to theaccelerated hard chromium electroplating, despite ofthe higher thickness of the former may be associated
Fig. 16. View of reduced section of a sample accelerated hard chro-mium electroplated, 145 µm thick on electroless nickel underplate andsubmitted to the shot peening pre treatment, showing circumferencialcracking of the coating.
Fig. 17. Fracture surface of rotating bending fatigue specimens shotpeened, with electroless nickel underplate 15 µm thick and acceleratedhard chromium electroplated 145 µm thick and tested at 78% sys.
to the lower microcracks density of the conventionalhard chromium electroplating.
� No change in microstructure of base metal due todeposition process was observed for tungsten carbidethermal spray coating applied by HP/HVOF processand for chromium electroplating.
� The results for rotating bending fatigue tests for speci-mens with an intermediate electroless nickel platinglayer 13 and 15 µm thick and accelerated hard chro-mium electroplated 10 and 145 µm thick, respect-ively, indicate higher fatigue strength for the lowerchromium thickness.

618 M.P. Nascimento et al. / International Journal of Fatigue 23 (2001) 607–618
� Experimental results indicate the importance of theelectroless nickel plating underlayer as a barrier tocrack propagation, as well as the strong interfaceaccelerated hard chromium electroplated/electrolessnickel plating layer and the weak interface electrolessnickel plating layer/substrate.
� The shot peening pre treatment proved to be anefficient process to improve the fatigue strength ofhard chromium electroplated components.
� For low cycle fatigue, base metal shot peened withintermediate electroless nickel plating layer 15 µmthick and electroplated with accelerated hard chro-mium, 145 µm thick, did not show the expectedincrease in fatigue life, when compared with speci-mens shot peened and accelerated hard chromiumelectroplated, 100 µm thick.
� Extensive delamination occurred in the interfacebetween the electroless nickel underlayer and the shotpeened substrate.
� These delaminations imply that perhaps is necessaryto add a thin hard chromium electroplated layerbetween the electroless nickel underlayer and the shotpeened substrate due to the balance of the residualinternal stresses and thereby to enhance the adhesion.
� The hard chromium electroplating proved to haveexcellent adhesion when applied on steels, as well ason the electroless nickel plating.
Acknowledgements
The authors are grateful for the support of thisresearch by CAPES, FAPESP, EMBRAER-LIEBHERR/EDE and CTA/AMR.
References
[1] Bodger BE, McGrann RTR, Somerville DA. Plating and SurfaceFinishing 1997;September:28.
[2] Tyler JM. Metal Finishing 1995;October:11.[3] Bolles DC. Welding Journal 1995;October:31.[4] Legg KO. Plating and Surface Finishing 1996;July:12–4.[5] Jones AR. Plating and Surface Finishing 1989;April:62.[6] Dubpernell G, Lowenheim FA. Modern Electroplating 1968;:80.[7] Kuo HS, Wu JK. Journal of Materials Science 1996;31:6095.[8] Lin KL, Hsu C-J, Chang J-T. Journal of Materials Engineering
and Performance 1992;1:359.[9] Pina J, Dias A, Francois M, Lebrun JL. Surface and Coatings
Technology 1997;96:148.[10] Hotta S, Itou Y, Saruki K, Arai T. Surface and Coatings Tech-
nology 1995;73:5.[11] Ahmed R, Hdfield M. Surface and Coatings Technology
1996;82:176–86.[12] Guilemany JM, Nutting J, De Paco JM. La Metallurgia Italiana
1996;88(2):137–9.[13] Wang S, Li Y, Yao M, Wang R. Journal of Materials Processing
Techniques 1998;73:64.[14] Matsumoto Y, Magda D, Hoeppner DW, Kim TY. Journal of
Engineering for Industry 1991;113:154.[15] Hwang JR, Fung C-P. Surface and Coatings Technology
1996;80:271.[16] Dimelfi RJ, Sanders PG, Hunter B, Eastmon JA, Sawley KJ,
Leong KH, Kramer JM. Surface and Coatings Technology1998;106:30–43.
[17] Berrios JA, Staia MH, Hernadez EC, Hintermann H, Puchi ES.Surface and Coatings Technology 1998;108-109:466–72.
[18] Chitty J, Pertuz A, Hintermann H, Staia MH, Puchi ES. ThinSolid Films 1997;308/309:430–5.
[19] Wu Y, Zhang Y, Yao M. Plating and Surface Finishing1995;:83–5.
[20] Greving DJ, Rybicki EF, Shadley JR. Journal of Thermal SprayTechnology 1994;3(4):379.
[21] Pejryd L, Wigren J, Greving DJ, Shadley JR, Rybicki EF. Journalof Thermal Spray Technology 1995;4(3):268.
[22] Mcgrann RTR, Greving DJ, Shadley JR, Rybicki EF, KrueckeTL, Bodger BE. Surface and Coatings Technology 1998;108-109:59–64.
[23] Duncan, R.N., 1994. Anais do VIII EBRATS — Encontro Brasi-leiro de Tratamentos de Superfıcies.
[24] Duncan, R.N., 1989. Anais do VI EBRATS — Encontro Brasi-leiro de Tratamentos De Superfıcies, vols. II–III.
[25] Horsewell A. Materials Science And Technology 1998;14:549–53.
[26] Wiklund U, Hedenqvist P, Hogmark S. Surface and CoatingsTechnology 1997;97:773–8.
[27] Sugimura Y, Suresh S. Ceramic Coatings, ASME 1993;44:9–14.[28] Sridhar BR, Ramachandra K, Padmanabhan KA. Journal of
Materials Science 1996;31:5953–60.