Upload
cherry-martyn
View
44
Download
3
Tags:
Embed Size (px)
Citation preview
130 T.S.N. Sankara Narayanan
Corresponding author: T.S.N. Sankara Narayanan, e-mail: [email protected]
Rev.Adv.Mater.Sci. 9 (2005) 130-177
' 2005 Advanced Study Center Co. Ltd.
SURFACE PRETREATMENT BY PHOSPHATECONVERSION COATINGS A REVIEW
T.S.N. Sankara Narayanan
National Metallurgical Laboratory, Madras Centre CSIR, Complex, Taramani, Chennai-600 113, India
Received: April 22, 2005
Abstract. Phosphating is the most widely used metal pretreatment process for the surfacetreatment and finishing of ferrous and non-ferrous metals. Due to its economy, speed of opera-tion and ability to afford excellent corrosion resistance, wear resistance, adhesion and lubricativeproperties, it plays a significant role in the automobile, process and appliance industries. Thoughthe process was initially developed as a simple method of preventing corrosion, the changingend uses of phosphated articles have forced the modification of the existing processes anddevelopment of innovative methods to substitute the conventional ones. To keep pace with therapid changing need of the finishing systems, numerous modifications have been put forth intheir development - both in the processing sequence as well as in the phosphating formulations.This review addresses the various aspects of phosphating in detail. In spite of the numerousmodifications put forth on the deposition technologies to achieve different types of coatings anddesirable properties such as improved corrosion resistance, wear resistance, etc., phosphateconversion coating still plays a vital part in the automobile, process and appliance industries.
Contents1. Introduction2. Chemical conversion coatings3. Phosphating3.1. History and development of the
phosphating process3.2. Chemistry of phosphating3.3. Acceleration of the phosphating
process3.3.1. Chemical acceleration3.3.2. Mechanical acceleration3.3.3. Electrochemical acceleration3.4. Kinetics of the phosphating process3.5. Process details3.5.1. Cleaning3.5.2. Rinsing
3.5.3. Phosphating3.5.4. Rinsing after phosphating3.5.5. Chromic acid sealing3.5.6. Drying3.6. Coating characteristics3.6.1. Structure and composition3.6.2. Coating thickness and coating weight3.6.3. Coating porosity3.6.4. Stability of the phosphate coating3.7. Influence of various factors on coating
properties3.7.1. Nature of the substrate3.7.1.1. Composition of the metal3.7.1.2. Structure of the metal surface3.7.1.3. Surface preparation3.7.1.4 Surface activation
131Surface pretreatment by phosphate conversion coatings a review
3.7.1.5. Thermal treatments and machining3.7.2. Phosphating parameters3.8. Processing problems and remedial
measures3.9. Defects in coatings and remedies3.10. Characterization of phosphate
coatings3.11. Testing the quality of phosphate
coatings3.11.1. Evaluation of physical
characteristics3.11.2. Evaluation of corrosion performance3.12. Applications3.13. Environmental impact4. SummaryReferences
1. INTRODUCTION
Metals have been the backbone of civilization. Ef-forts have been spared to find alternatives and re-placements for metals but these still play a majorrole in the manufacture and construction and arelikely to do so for many more years. This is due tothe combination of several useful properties likestrength, workability, low-cost and ability to be re-cycled, that the metals possess. However, metalswhich are extracted from their ores by chemical orelectrochemical means show a strong tendency torevert to their oxide form at the first available oppor-tunity, i.e., they tend to corrode [1-4] and as a re-sult they create a tremendous economic loss be-sides posing a serious threat to the national re-sources of a country.
The methods of corrosion prevention are manyand varied. These methods may be generally clas-sified [3] as: Modification of the metal by alloying and/or sur-
face modification; Modification of the environment by the use of in-
hibitors; and Change of metal/environment potential by ca-
thodic or anodic protection.
The most commonly used method of corrosionprotection involves bulk alloying or surface modifi-cation. Surface modification is however, far moreeconomical than bulk alloying and is more widelypracticed. The methods generally used for surfacemodification involve the formation of a physical bar-rier to protect the metal against its corrosive envi-ronment [5]. This can be achieved by relatively moremodern methods such as: (i) physical vapour depo-sition (PVD); (ii) chemical vapour deposition (CVD);
(iii) ion implantation; (iv) laser treatment; (v) deposi-tion by thermal spray, plasma spray and arc meth-ods; (vi) nitriding; (vii) carbiding; etc., or through moreconventional techniques such as: (i) painting; (ii)anodizing; and (iii) chemical conversion coatings.While the former methods are usually less economicas they involve the use of sophisticated applicationtechniques and are meant for specialized applica-tions, the latter methods are more cost-effective andhave a wider spectrum of end applications.
2. CHEMICAL CONVERSIONCOATINGS
Chemical conversion coatings are adherent, in-soluble, inorganic crystalline or amorphous surfacefilms, formed as an integral part of the metal sur-face by means of a non-electrolytic chemical reac-tion between the metal surface and the dipped insolution [6]. In such coatings, a portion of the basemetal is converted into one of the components ofthe resultant protective film, which is much less re-active to subsequent corrosion than the original metalsurface. This film imparts an equal potential to themetal surface, neutralizing the potential of the localanodic and cathodic galvanic corrosion sites [7].They also serve as absorptive bases for improvingthe adhesion to paints and other organic finishes.Chemical conversion coatings are preferred becauseof their adherent nature and high speed of coatingformation besides being economical. Further thesecan be formed using simple equipment and withoutthe application of any external potential. Chemicalconversion coating processes are classified as phos-phating, chromating and oxalating according to theiressential constituents viz., phosphates, chromates,and oxalates respectively [8]. The present reviewfocuses on phosphate conversion coatings with aspecial emphasize on zinc phosphate coatings onmild steel.
3. PHOSPHATING
Phosphating process can be defined as the treat-ment of a metal surface so as to give a reasonablyhard, electrically non-conducting surface coating ofinsoluble phosphate which is contiguous and highlyadherent to the underlying metal and is consider-ably more absorptive than the metal [9]. The coat-ing is formed as a result of a topochemical reac-tion, which causes the surface of the base metal tointegrate itself as a part of the corrosion resistantfilm.
132 T.S.N. Sankara Narayanan
3.1. History and development of thephosphating process
The use of phosphate coatings for protecting steelsurfaces has been known since the turn of the cen-tury and during this period the greater part of theWorlds production of cars, refrigerators and furni-ture were treated this way. The first reliable recordof phosphate coatings applied to prevent rusting ofiron and steel is a British patent of 1869 granted toRoss [10]. In the method used by him, red hot ironarticles were plunged into the phosphoric acid toprevent them from rusting. Since then numerousdevelopments have taken place, of which the majordevelopments are listed in Table 1.
Table 1. Historical development of the phosphating process.
Sl. Year/ Advancement made/process developed ReferencesNo. Period
1. 1906 Phosphating of iron and steel using phosphoric acid and iron filings 112. 1908 Treatment of phosphate coatings with oxidizing agents to reduce 12
process time3. 1909 Regeneration of the bath and formulation of zinc phosphate baths 13,14
requiring high temperature process time of one hour4. 1911 Formulation of manganese phosphate bath requiring high temperature - 15
process time of 2-2.5 hours5. 1914 Parkerising process with maintenance of total acid to free acid ratio 16,176. 1928 Recognition of phosphate coating as paint base 18,197. 1929 Bonderizing process with the addition of Copper accelerator-coating 20
time: 10 minutes to 1 hour8. 1933 Use of oxidizing agents like nitrate for acceleration coating time: 21
5 minutes9. 1934 Use of phosphate coating for cold working operations for metals 2210. 1937 Spray phosphating phospating time: 60-90 seconds 2311. 1940 Development of non-coating phosphate process based on sodium 24
or ammonium phosphates12. 1940 Development of cold phosphating methods 2513. 1941 Phosphating of aluminium surfaces using zinc phosphate and fluorides 2614. 1943 Use of disodium phosphate containing titanium as pre-dip before 27
phosphating15. 1950s Large scale application of manganese phosphate coatings as an oil 28
retaining medium for use on bearing or sliding surfaces etc.16. 1960s Use of special additives to control coating weight 2917. 1960s Spray process at operating temperature of 25-30 C 18,1918. 1970s Improvement in coating quality, use of spray cleaners based on 18,19
surfactant technology
During the last 30 years, work has been con-centrated mainly on improvements in quality, par-ticularly to keep in pace with the recent changingneeds of the organic finishing systems. Prominentamong these are: (i) use of low temperature phos-phating baths to overcome the energy crisis [30-32]; (ii) use of low zinc technology [18,19]; (iii) useof special additives in the phosphating bath [33-42];(iv) use of more than one heavy metal ions in exist-ing composition-particularly tri-cation phosphating[43]; etc. New types of phosphate coatings suchas tin, nickel and lead phosphate coatings have beenintroduced [44,45] besides the development of com-positions for simultaneous phosphating of multiplemetal substrates [46,47]. There has been a grow-
133Surface pretreatment by phosphate conversion coatings a review
Table 2. Special additives used in phosphating baths.
Sl. Additive used Purpose Impact ReferencesNo.
1. -hydroxy carboxylic acids To reduce the coating Improve bath life through 49-54like tartaric and citric acids, weight lesser consumption oftripolyphosphate, sodium, chemicalspotassium tartrate,nitrobenzene sulphonate
2. Chelants such as EDTA, NTA, To increase the coating Improved corrosion 42, 43DTPA gluconic acids and weight protection, shorter 55-58polycarboxy o-amino acids. processing times.
3. Quaternary ammonium Grain refinement Better adhesion of 59-63compounds, N and P subsequent finishes;compound containing better corrosionamido or amino group. protection.Calcium, Formic acid ester,chelate of an acidic organicphosphate
4. Nickel (II) To improve surface Better adhesion of 64, 65texture subsequent finishes;
better corrosionprotection.
5. Lead compounds, tungstate To accelerate the Reduction in 66-69ions, gaseous nitrogen phosphating process processing timeperoxide, hydroxylaminesulphate, hexamine
6. Persulphate and To prevent concentration Better utilization of 70permonosulphuric acid of ferro-nitroso complex nitrite and reduction
in nitrite accelerated in the evolution ofzinc phosphating bath. toxic vapours
7. Cyclic trimetaphosphate To reduce the operating Thinner, smoother and 71temperature improved corrosionTo increase the resistant coatingtolerance to dissolvediron
8. Lauric, Palmitic, and To improve lubricant Improved workability 72Stearic acids with fatty properties of the metalamines and ethoxylatedamines
9. Carbohydrates, dialkyl- To decrease scaling Improve the service 73-75triaminepentakis life of heating coilsmethylene phosphonic and provide uniformacid and its salts and heating of the bathfluoborate or fluosilicate
10. Phosphonic acid ester, To prevent the build up Improved service life 76, 77Magnesium or zinc nitrate of sludge on tank walls of the equipment
11. Amines, Tin (IV), Arsenic As inhibitors Improves corrosion 78, 79compounds, zinc salt of resistancean organic N-compound
12. Zinc carbonate To reduce the acidity Consistent performance 80of the bath and to of the bathmaintain the equilibrium
134 T.S.N. Sankara Narayanan
ing use of substitutes to conventional Cr(VI) post-rinses [48] to suit the regulations imposed by thepollution control authorities on the use of Cr(VI) com-pounds. The special additives used in phosphatingbaths is complied in Table 2 and the alternatives toCr(VI) post-rinse treatment is given in Table 3.
3.2. Chemistry of phosphating
All conventional phosphating solutions are dilutephosphoric acid based solutions of one or more al-kali metal/heavy metal ions, which essentially con-tain free phosphoric acid and primary phosphatesof the metal ions contained in the bath[18,19,24,127,128]. When a steel panel is intro-duced into the phosphating solution a topochemicalreaction takes place in which the iron dissolution isinitiated at the microanodes present on the sub-strate by the free phosphoric acid present in thebath. Hydrogen evolution occurs at themicrocathodic sites.
Fe + 2H3PO
4 Fe(H
2PO
4)
2 + H
2 . (1)
The formation of soluble primary ferrous phosphateleads to a concurrent local depletion of free acidconcentration in the solution resulting in a rise inpH at the metal/solution interface. This change inpH alters the hydrolytic equilibrium which existsbetween the soluble primary phosphates and theinsoluble tertiary phosphates of the heavy metal ionspresent in the phosphating solution, resulting in therapid conversion and deposition of insoluble heavymetal tertiary phosphates [18,19,24,127, 128]. In azinc phosphating bath these equilibria may be rep-resented as:
Table 2. Continued.
13. Thiourea Stabilizer in non- Improved stability of 81aqueous phosphating the bathsolutions, as inhibitors
14 Sodium lignosulphonate To modify the physical Reduce the tendency 82, 83form of sludge to form a crust on heat
transfer surfacesImproves processefficiency
15 Methylaminoethoxysilane To prevent rehydration Impart hydrophobic and 84of phosphate dihydrate anti-corrosion properties
16 Hexametaphosphate To decrease the surface Enables deep drawing 85roughness and increase of tubes (~50% length)the extent of absorption with reduction in wallof sodium sterate thickness
Zn(H2PO
4)
2 ZnHPO
4 + H
3PO
4 , (2)
3ZnHPO4 Zn
3(PO
4)
2 + H
3PO
4 .
(3)
A certain amount of free phosphoric acid mustbe present to repress the hydrolysis and to keepthe bath stable for effective deposition of phosphateat the microcathodic sites. Another factor affectingthe shift in the primary to tertiary phosphate equilib-ria is the temperature of the bath. Higher tempera-tures favour easy precipitation of the tertiary phos-phates in a shorter time. Hence, more amount ofphosphoric acid is needed for the baths operatingat higher temperatures. In contrast, in the case ofphosphating baths operated at room temperature,the possibility of the increase in acidity during con-tinuous operation is more likely [129,130] and isnormally neutralised by the addition of the carbon-ate of the metal which forms the coating (Zn(CO
3)2
in zinc phosphating bath). Hence, depending uponthe working temperatures and the concentrationsof the constituents in the bath, the free phosphoricacid content must be chosen to maintain the equi-librium condition. Too much of phosphoric acid notonly delays the formation of the coating, but alsoleads to excessive metal loss.
3.3. Acceleration of the phosphatingprocess
In practice, phosphating reaction tends to be slowowing to the polarization caused by the hydrogenevolved in the cathodic reaction. In order to achievecoating formation in a practicable time, some modeof acceleration must be employed. The importanceof the acceleration of the phosphating process was
135Surface pretreatment by phosphate conversion coatings a review
Table 3. Alternatives to Cr(VI) post treatment.
Sl.No. Type of compounds Compound used Reference
1. Chromium containing a. 0.001% Cr(III) as Cr- chromate complex 86, 87substitutes b.CrO
3 solution reduced by HCHO 88
c. Cr2O
72- as complex of divalent metal 89
d. Chromate and colloidal silicic acid 90e. Aqeuous solution of Aluminium chromate polymer 91, 92f. Trivalent chromium and ferricyanide 93
2. Phosphonic acid a. Alkane phosphonic acids 94, 95derivatives b. Alkene phosphonic acids 96, 97
c. Polyvinyl phosphonic acids 983. Ammonium phosphate a. Dilute solution of ammonium primary phosphate 99, 100
derivatives and/or trietha nolamine ydrogen phosphate4. Carboxylic acids a. Citric, glutaric, maleic, succinic and phthalic acids 101
b. Citrate in combination with nitrite 102, 1035. Oxidizing agents a. Peroxides and persulphates 104
b. Potassium permanganate 1056. Polymers a. Modified hydroxystyrene 106
b. Melamine-formaldehyde 1077. Tannins a. Tannin + thiourea compound 108
b. Tannin + melamine formaldehyde 1098. Tin salts Aqueous stannous salt solution containing Mn, Pb, 110-113
Cd, Co and Ni9. Zirconium and Titanium a. Ti (III) in acid solution 114, 115
compounds b. Zr or Ti with an inositol phosphate ester 116c. Zr + myo-inositol phosphate and/or its salt 117
10. Molybdenum type a. Dilute aqueous solution of MoO2 in HNO
3118
rinses11. Hypophosphorus acid a. Hypophosphorus acid + Hydrofluorosilicic acid 119
and hypophosphite b. Sodium hypophosphite + Hydrofluorosilicic acid12. Mixture of organo- a. Carboxyethylene phosphonic acid esters of butyl 120
phophates or diglycidyl ether and bisphenol + fluorosilicic acidphosphonates andfluoride
13 Mixture of Zr, V, F a. Hydrofluorozirconic acid + fluoroboric acid + 121and phosphate ions Phosphoric acid + amm. metavanadate
14 Mixture of Li, Cu and a. Nitrate (or) carboxylate (or) acetates of Li, Cu and Ag 122, 123Ag ions
15 Mixture of Ti, V, Mo, a. As nitrates, sulphates (or) chloride 124Ag, Sn, Sb + cathodic b. Salt of hydroxycarboxylic acidtreatment at 0.1 to10 A/dm2
16 Tetravalent Ti (or) a. Titanyl acetylacetonate 125Divalent Mn, Co, Ni b. Divalent manganese/cobalt/nickel/copper/ethanoteor Cu c. Divalent
17 Ni + Co + Sn + Pb a. As acetates + Pb sheets + stannous chloride 126
136 T.S.N. Sankara Narayanan
felt way back in the 19th century and its develop-ment has gained a rapid momentum with the ad-vent of the Bonderite process in 1929. Recently,Sankara Narayanan et al. [131] have made an over-view on the acceleration of the phosphating processand justified its role on the hunting demand to re-duce process time. The different means of acceler-ating the formation of phosphate coatings can bebroadly classified as: (i) Chemical acceleration; (ii)Mechanical acceleration; and (iii) Electrochemicalacceleration.
3.3.1. Chemical acceleration
Oxidizing substances [132,133] and metals morenoble than iron such as, Cu, Ni, [19] etc., consti-tute the most important class of chemical accel-erators. They accelerate the deposition processthrough different mechanisms. Oxidizing agentsdepolarize the cathode half-cell reaction by prevent-ing the accumulation of hydrogen at the cathodicsites, whereas noble metal ions promote metal dis-solution by providing low over-potential cathode sitesby their deposition [134]. Since acceleration throughdepolarization is preferred to mere promotion ofmetal dissolution, oxidizing agents have found wide-spread use than metals. Moreover, they prevent theexcessive build up of iron in the bath, which can bedetrimental to good coating formation [25]. The mostcommonly employed oxidizing accelerators are ni-trites, chlorates, nitrates, peroxides and organic nitrocompounds either alone or in various combinations.Common combinations are nitrite-nitrate, nitrite-chlo-rate-nitrate and chlorate-nitrobenzene sulphonicacid. The characteristics of some of the commonlyused oxidizing accelerators are given in Table 4.Some reducing agents such as alkali metal sulphites[135], hypophosphites [136], phosphites [137], form-aldehyde, benzaldehyde, hydroxylamine [138], ac-etaldehyde oxime [139], Pyridine N-oxime [140],morpholine N-oxime [140], quinones [141], etc., havealso been tried as accelerators but have not beenas successful as oxidizing accelerators from theindustrial point of view.
3.3.2. Mechanical acceleration
When a phosphating solution is sprayed forcibly onto a metal surface, coatings are formed more readilythan would be by immersion in the same solution,since the former process eliminates the delay dueto the diffusion of the constituents in the solution tothe metal surface. The comparative kinetics of sprayand dip phosphating was determined by Laukonis
[142]. The resultant coatings are thin, fine-crystal-line and perfectly suitable as a paint base. Othermeans of physical acceleration are the action ofbrushes and rollers [143] on the surface during pro-cessing.
3.3.3. Electrochemical acceleration
Several electrochemical methods of acceleration,both anodic, cathodic and pulse method have beendescribed in literature [144-161]. Coslett recognizedacceleration of the phosphating process by cathodictreatment as early as 1909 by Coslett [144]. Sub-sequent studies reveal that anodic methods aremore appropriate and advantageous than the ca-thodic methods, as they promote metal dissolutionas well as passivity. Zantout and Gabe [148] claimto have achieved higher coating weights of low po-rosity in a shorter treatment time by the applicationof a small current. Ravichandran et al., [157-159]established the utility of galvanic coupling of steelsubstrate with metals which are more noble thansteel for accelerating phosphating processes. Thismethodology employs the galvanic corrosion prin-ciple for accelerating the metal dissolution reaction,which enables a quicker consumption of free phos-phoric acid and an earlier attainment of the point ofincipient precipitation, resulting in higher amount ofphosphate coating formation. The application of acathodic current to form phosphate coating on stain-less steel using a calcium modified zinc phosphat-ing bath was patented by Bjerrum et al. [160]. Sinhaand Feser [161] have also studied the formation ofphosphate coating on steel and stainless steel sub-strates by this method.
These three methods of acceleration de-scribed above are widely practiced in industries; buteach of them has its own merits and demerits.Though chemical accelerators (Primarily those ofthe oxidizing type) accelerate the phosphating pro-cess by their mere addition, their concentration inthe bath is very critical to yield the desired results.Acceleration by mechanical means is limited tospray processes, which are capable of providingfresh bath solution constantly. Electrochemicalmethods of acceleration though capable of yieldinghigher deposition rate, the practical difficulty in add-ing electrics to the processing stage makes it lesspopular.
137Surface pretreatment by phosphate conversion coatings a review
Table 4. Different types of accelerators used in phosphating.
Type of Example Effective Advantages Disadvantagesaccelerator concentration
NO3- NaNO
31-3% Lower sludge Reduction of FePO
4 increases
Zn(NO3)2
the iron content of the coatingNi(NO
3)2
NO2- NaNO
20.1-0.2 g/l Affords rapid processing Corrosive fumes.
even at low temperatures Highly unstable at high bathtemperatures.Frequent addition is required.
ClO3- Zn(ClO
3)2
0.5 - 1% Stable in liquid Corrosive nature of chlorate andconcentrates. Can be its reduction products.used for bath make-up High concentrations poisonand replenishment. the bath. Removal of gelatiOvercomes the white nous precipitate from thestaining problem. resultant phosphate coatings is
difficult.H
2O
2H
2O
20.05 g/l Low coating weight. Bath control tends to be(liquid) No harmful products. critical. Heavy sludge
Free from staining formation. Limited stability.Continuous addition is required.
Perborate Sodium No separate neutraliser Continuous addition isperborate is required. required. Voluminous sludge.
Good corrosionresistance
Nitroguanidine Nitroguanidine Neither the accelerator Slightly soluble.nor its reduction No control for build-upproducts are corrosive. of ferrous iron in the bath.
Highly expensive.Oxime Acetaldehyde 1-5 g/l Stable in acidic
oxime environmentEnvironmentallyacceptable
Organic Pyridine 0.3-2 g/l Need to use highlyN-oxide N-oxide concentrated activating
Morpholine solution beforeN-oxide phosphating
Hydroxylamine Hydroxylamine 0.5-5 g/l Spherical and/or Decomposes in presence of CuHydroxylamine columnar phosphate or H
2O
2 in the bath
sulphate crystalDoes not decomposeon its own
Quinones Benzoquinone Solubility of Quinone High concentration causes aChloranil wavy pattern. Lower concentra
tion not effective in accelerationAmido Benzoicacid 0.1-6 g/l Immediate operation Effectiveness is impaired insulphonic acid sulphamide of the bath presence of Ca ions in theand their Benzenesulphoanilide Fine grained coating bathN-substituted N-cyclohexyl Improved lacquerderivates sulphamic acid adhesion and corrosion
resistance. Sludgeformation is suppressed
Alkali metal Sodium bromate 0.8-1.1 + Fine grained coating bromate + +nitrocompound 0.25-0.5 Improved adhesion andAromatic m-nitro benzene- g/l corrosion resistance
sulphonate
138 T.S.N. Sankara Narayanan
3.4. Kinetics of the phosphatingprocess
Kinetics of the phosphating process reveals thesteps involved in the course of phosphating and theirrates. Three different methods have been used sofar for investigating the kinetics of formation of phos-phate coatings namely: (i) the gravimetric method,by the quantitative determination of the quantity ofphosphate deposited per unit time; (ii) the electro-chemical method based on the determination of free,reactive uncoated areas through electrochemicalpassivation; and (iii) the radiographic method basedon the determination of the intensity of the charac-teristic X-ray of the resulting compound.
All the three methods gave a similar picture ofthe phosphating process that showed the coatingformation did not take place in a linear fashion, ratherit was initially very fast, after which the rate slowlydecreased with time.
Studies on the kinetics of phosphating indicatethat there are four distinct stages in coating forma-tion (Fig. 1), namely, the induction stage (), thecommencement of film growth (), the main expo-nential growth stage () and the stage of linear in-crease in film growth (). During the induction pe-riod, the oxide film remaining on the surface evenafter cleaning is removed. When film growth com-mences, the first nuclei are formed and the rate ofnucleation increases rapidly with time. This, how-ever, depends considerably on the conditions of thesurface, the pretreatment procedures adopted andthe oxidizing agents present in the phosphating bath.Growth occurs in the main exponential growth stage.Addition of accelerators reduces the induction pe-riod and extends the stage of linear growth.
In the opinion of Gebhardt [162], the rate of phos-phating depends on the rate of diffusion of Fe2+ ionsfrom the structural lattice to the coating/solutioninterface through the coating formed. Machu [25]has found that the rate of the phosphating reactionis a function of microanodes on the surface.
-dFA/dt = K.F
A dt
where dt change in time; FA surface area of an-
odes in microcells; and K reaction rate constant. The rate of formation of the phosphate coating
depends primarily upon the metal viz., the ratio ofanode surface which was initially present, F
Ao, to
the anode surface at any given moment, FA. The
influence of various other factors controlling the rateof reaction, e.g., temperature, surface condition etc.,is reflected in the value of the rate constant K, whichis different for different processes.
Fig. 1. The various stages in the growth of phos-phate coating (in presence of accelerator).
Fig. 2. Potential-time curve showing the varioussteps of phosphating.
The overall coating growth process can be fol-lowed by potential-time curves (Fig. 2), which indi-cate the different stages of coating besides indicat-ing when the effective phosphating has ceased.Correlation of potential-time relationships with filmproperties leads to the conclusion that coating for-mation proceeds through the following stages:
(a) electrochemical attack of steel;(b) amorphous precipitation;(c) dissolution of the base metal;(d) crystallization and growth; and(e) crystal reorganization.
But, in actual practice, it is difficult to identify the band c stages, and the curve mainly exhibits theprocess of metal dissolution, coating formation andcoating completion. The use of potential-time mea-surements for monitoring the phosphating processwas first described by Machu [25]. It has also beenused by several workers to reveal the nature of the
139Surface pretreatment by phosphate conversion coatings a review
process taking place during phosphating [145] andthe properties of the coating formed [163]. SankaraNarayanan et al. [164,165] have discussed the use-fulness of the potential-time curves in predicting thekinetics of the phosphating process. The utility ofpotential-time measurement for effective on-linemonitoring of the phosphating process is also es-tablished [166,167]. The correlation between coat-ing weight and potential time measurements is es-tablished by Sankara Narayanan [168-170], whichenables calculation of crystallization kinetics frompotential time measurement.
3.5. Process details
In general, phosphating sequence comprises of sevenoperations, as indicated in the flow chart. However,depending upon the surface conditions of the basemetal, some of these operations may be omitted oradditional operations may be incorporated into thesystem. A typical seven-stage sequence of phos-phate pretreatment process is given in Fig. 3.
3.5.1. Cleaning
Perhaps, the most important requisite for propercoating formation is a clean substrate, free fromcontaminants such as oils, greases, waxes, corro-sion products and other soils. Many coating fail-ures can be attributed to the poor metal surfacepreparation [171]. An ideal cleaning agent is theone, which is capable of removing all the contami-nants from the metal surface, and prevents their re-deposition or the formation of other detrimental re-action products [172]. A variety of methods suchas sand blasting, solvent degreasing, vapourdegreasing, alkaline cleaning and pickling have beenused to achieve this end.
Sand blasting is an effective method of mechani-cal cleaning. However, it is highly expensive and itsuse is justified as a field procedure where chemicaltreatments cannot be used and it is necessary toremove the loosened mill scale as well as paint [173].
Organic solvents are widely used to remove or-ganic contaminants from the metal substrates. Butthey are of toxic and flammable nature and need tobe used in large quantities, which is uneconomical.This has led to its replacement by the vapourdegreasing technique. The unique advantage of thelatter technique over solvent degreasing is that, con-tinuous cleaning with small quantities of solvent ispossible [174].
Alkaline cleaning provides an economical andeffective alternative to the use of organic solvents to
remove greases, oils and waxes. They are also usedin conjunction with surface active (wetting) agentsand emulsified hydrocarbon solvents [174]. Alka-line cleaners are particularly efficient when used hot(approx. 79 C). While alkaline cleaning is free fromthe fire and toxicity hazards associated with organicsolvent cleaning (unless emulsified solvents havebeen incorporated), the corrosive effects of alkalinematerials on the skin and on ordinary clothing mustbe guarded against. Caustic soda in particular cancause serious burns to the skin and eyes and isextremely irritating to the nasal and bronchial mem-branes if inhaled.
Acid cleaning or pickling using acids such asHCl, H
2SO
4, and H
3PO
4 is a very effective method
Rinsing
Degreasing
Phosphating
Rinsing
Drying
pickling
Chromic acid sealing
Fig. 3. Flow chart depicting the operating sequenceinvolved in phosphating process.
140 T.S.N. Sankara Narayanan
for the removal of rust and mill scale [175]. Dilutesolutions (5-10% by weight) of H
2SO
4 and HCl are
used in presence of inhibitors to remove the inor-ganic contaminants by converting them into theirferrous salts. Pickling in H
2SO
4 is usually performed
at high temperatures (about 60 C). H3PO
4 is an
excellent time-tested cleaning agent which not onlyremoves organic and inorganic solids present onthe metal but also causes chemical etching of thesurface by reacting with it to produce a mechani-cally and chemically receptive surface for subse-quent coating formation [176].
Electrolytic pickling is an alternative to chemi-cal pickling, which provides better and rapid clean-ing through an increased hydrogen evolution, result-ing in greater agitation and blasting action [174].
3.5.2. Rinsing
The rinsing step followed by cleaning plays a vitalrole in the phosphating sequence [172]. Rinsingprevents the dragout of chemicals used in the ear-lier cleaning that may contaminate the subsequentstages.
3.5.3. Phosphating
Suitably cleaned surfaces are next subjected tophosphating, which causes the formation of an in-soluble, corrosion resistant phosphate layer on thesubstrate surface. A wide variety of phosphatingcompositions are available. However, the right choiceof the components and the operating conditions ofthe phosphating bath are made based on the na-ture of the material to be treated and its end use.All the phosphating compositions are essentiallydilute phosphoric acid based solutions containingalkali metal/heavy metal ions in them besides suit-able accelerators [18,19,24,127,128]. Based on thenature of the metal ion constituting the major com-ponent of the phosphating solution, these composi-tions are classified as zinc, manganese and ironphosphating baths. The characteristics of the coat-ings obtained using these baths are presented inTable 5.
Phosphating can be effectively performed on bothferrous and non-ferrous metals. Among the ferrousmetals, mild steels are most frequently used al-though maraging steels, galvanized steels and stain-less steels can also be coated [177-180]. Non-fer-rous metals that can be phosphated include zinc,aluminium, magnesium and cadmium [181-183].Physical properties like hardness, tensile strengthand workability of the original metal are retained af-
ter phosphating [21]. The dimensional changecaused by phosphate coatings on the metal sur-face is of the order of 10-3 mm.
Phosphate deposition can be achieved throughthe use of both spray and immersion processes andthe choice of the appropriate method depends uponthe size and shape of the substrate to be coatedand based on the end use for which the coating ismade. Spray process is preferred where shorter pro-cessing times are required. This method, however,requires more factory floor space and special equip-ment for their application. Immersion process thoughslower, produce uniform coatings and they requireless factory floor space as the process tanks canbe arranged in a compact manner. The benefits ofphosphating by total immersion were considered byWyvill [184]. But, immersion processes are moresusceptible to contamination during continuousoperation than are spray processes. Smaller partscan be effectively and economically phosphated byimmersion process whereas spray process is moresuitable for larger work pieces. Nowadays, a com-bination of both spray and immersion process hasbeen successfully used particularly in automobileindustries [185].
Phosphating may be carried out at temperaturesranging from 30-99 C and processing time can bevaried from a few seconds to several minutes. Suit-able choice of these parameters is determined byfactors such as nature of the metal to be coated,thickness and weight of the coating required andbath composition. The process of phosphating in-volves a consistent depletion of bath constituentsand in order to obtain a satisfactory phosphate coat-ing, the bath parameters such as: (i) the free acidvalue (FA) which refers to the free H+ ions present inthe phosphating solution; (ii) total acid value (TA)which represents the total phosphate content of thephosphating solution; (iii) the ratio of FA to TA, ex-pressed as the acid coefficient; (iv) accelerator con-tent; (v) iron content; and (vi) other metallic and non-metallic constituents present, have to be strictlycontrolled within the optimum limits.
3.5.4. Rinsing after phosphating
The surface that has been subjected to phosphat-ing should be thoroughly rinsed with deionized wa-ter to remove any acid residue, soluble salts andnon-adherent particles present on it which wouldotherwise promote blistering of paint films used forfinishing. Generally overflow rinsing and spray rins-ing are preferred [186].
141Surface pretreatment by phosphate conversion coatings a review
Table 5. Characteristics of phosphate coatings.
Characteristic Type of coatingIron Phosphate Zinc Phosphate Heavy Phosphate
Coating weight 0.16-0.80 g/m2 1.4 - 4.0 g/m2 7.5-30 g/m2
Types Cleaner/coater Standard Manganese phosphateStandard Nickel-modified Zinc phosphateOrganic phosphate Low-zinc Ferrous phosphate
Calcium-modifiedManganese-modified
Common accelerators Nitrite/nitrate Nitrite/nitrate NoneChlorate Chlorate ChlorateMolybdate Nitrobenzene Nitrate
Sulphonic acid NitroguanidineOperating temp. Room 70 oC Room-70 C 60-100 oCFree acid (points) -2.0 to 2.0 0.5 - 3.0 3.6 - 9.0Total acid (points) 5-10 10-25 20-40+Prephosphate None Titanium phosphate Manganese Phosphateconditioners None Titanium phosphate
NonePrimary use Paint base for low- Paint base for high- Unpainted applications
corrosion environments corrosion environmentsLimitations Low painted corrosion Poor unpainted Expensive, long processing
resistance; low corrosion resistance timesunpainted corrosionresistance
Materials needed Low-carbon steel Low-carbon steel, Stainless steel or low-carbonfor tanks stainless steel or steel
plastic-lined steelApplication method Spray and immersion Spray and immersion Immersion only
3.5.5. Chromic acid sealing
The phosphate coatings are usually porous in na-ture. The porous nature will have a detrimental influ-ence on the corrosion resistance of the phosphatecoating unless they are sealed. A hot (70-80 C)dilute chromic acid rinse is usually used for thispurpose. This treatment reduces the porosity byabout 50%. It improves the corrosion resistance bythe deposition of insoluble chromates on the bareareas of the coating [25]. In addition to the benefitsderived from precipitating insoluble salts and passi-vating any metal that might be exposed, the dilutechromic acid treatment is advantageous in that ithelps to dissolve protruding crystals of the phos-phate coating [187]. Besides, chromic acid post-treatment leaves a residue that is slightly acidic,which most paints can tolerate. Usually a concen-
tration range of 0.0125-0.050% is used. A grossexcess of chromic acid causes blistering, poor ad-hesion and irregular yellowing of paint [188]. A mix-ture of chromic acid and phosphoric acid has alsobeen used [188]. Acidic solutions of chromic acidof pH 2-5 are preferred, the free acid being controlledbetween 0.2 and 0.8 points and the total acid below5 points.
The role of chromates in improving the passivityof phosphated steel and in improving the paint filmadhesion has been the subject of many papers.According to Cheever [189], chromium atoms aredistributed over the surface and not just betweenthe phosphate crystals. Wenz and Claus [190] haveshown that chromic acid final rinsing completelyremoves any adsorbed calcium from tap water rins-ing after phosphating, deposits some chromium and
142 T.S.N. Sankara Narayanan
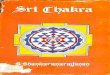
alters the Zn/Fe ratio. Maeda and Yamamoto [187]have studied the nature of chromate-treated phos-phated surface using XPS. The Cr 2P
3/2 spectra
suggest that the coating mainly consisted of triva-lent chromium oxide with a small amount of ahexavalent chromium compound (Fig. 4).Deconvolution of the trivalent chromium peak resultsin two more peaks which can be attributed to Cr
2O
3
(major part) and Cr(OH)3.1.5H
2O (minor part), sug-
gesting an intermediate compound (polymerizedstate) with -ol (CrOH) and -oxo (CrO) bonds.From the calculation based on the ratio of the twocomponents, the chemical composition of the chro-mium oxide(III) was formulated to be CrOOH.0.2H
2O.
The CrOOH.0.2H2O contributes to increased paint
adhesion due to hydrogen bonding with resin com-ponents.
Though the chromic acid sealing improves thecorrosion resistance, the need for regular disposalof Cr(VI) effluents is a matter of concern becauseCr(VI) causes serious occupational and health haz-ards. Several alternatives for Cr(VI) treatment wereproposed (Table 3) [191]. In spite of the develop-ment of various alternative treatments, there stillexists a strong belief that the extent of corrosionprotection provided by them is not as good as thatfrom Cr(VI) treatment and from the point of view ofuse on an industrial scale, none of these alternativepost-treatments have been proved to be a completelyacceptable replacement to Cr(VI).
3.5.6. Drying
After chromic acid rinsing the parts must be driedbefore finishing, the conventional methods usedbeing simple evaporation, forced drying by blowingair or by heating [88]. Where evaporation conditionsare good, warm air circulating fans and compressedair blow offs are the most economical methods. Af-ter drying the phosphated panels are ready for ap-plication of further finishes such as paints, oils, var-nishes, etc.
3.6. Coating characteristics
3.6.1. Structure and composition
Phosphate coatings produced on steel, zinc, zinc-coated steel, aluminium and other similar metalsshow a crystalline structure with crystals rangingfrom a few to about 100 micrometer in size. Variousworkers [24,192,193] have reported a large numberof different constituents of phosphate coatings.Machu [25] listed 30 such phosphate compoundsidentified in a phosphate coating. Neuhaus and
Gebhardt [192] have tabulated the main phases inphosphate coatings formed on metals from baths ofvarious phosphates (Table 6). The composition ofphosphate coatings is influenced by a number offactors such as the method of application (spray ordip), the degree of agitation of the bath, bath chem-istry, the type and quantity of accelerator and thepresence of other metal ions. Chamberlain and Eisler[194] have found using radioactive tracers that thebase layer was formed initially from the metal beingattacked during the first few seconds of contact withthe phosphating bath producing a very thin film. Thefilm contains oxides and phosphates of the metalbeing treated. Ferrous phosphate is most likely tobe present in the case of steel. The growth of phos-phate coating is initiated by the formation of a sub-crystalline layer on which crystalline layer of phos-phates build up rapidly. The number of crystals onwhich growth has occurred is essentially constantwith time because nucleation and growth takesplace only at a limited constant number of areas
Fig. 4. Cr2p3/2
XPS spectra of phosphate coatingpost-treated with chrome rinse (Parlen 60) (Re-printed from Progress in Organic Coatings, Vol. 33,S. Maeda and M. Yamamoto, The role of chromatetreatment after phosphating in paint adhesion, pp.83-89 (1989) with permission from Elsevier Science).
143Surface pretreatment by phosphate conversion coatings a review
[195]. It is believed that the formation of phosphatecoating follows an active site mechanism i.e., onlya small percentage of the surface, participates inthe nucleation of the growth sites. Machu has pos-tulated that these active sites were the growth ar-eas located predominantly at the grain boundariesof the steel [196].
Light and electron microscopic studies made onzinc phosphated steel, have shown that the forma-tion and growth process occur in three stages.1st stage: Depending on the zinc phosphating pro-
cess, 104-106/cm2 platelet crystals are formedon the surface. These are randomly oriented tothe steel substrate; some are parallel, somevertical and others are inclined at an angle. Thoseplatelets, which are not, attached parallel to thesurface are needle-like in appearance. These firststage crystals grow primarily laterally over thesubstrate.
2nd stage: It consists of nucleation and growth ofseveral crystals on the upper surface of the origi-nal crystals that are attached parallel to the sur-face. This growth process is usually vertical tothe site and gives the appearance of additionalneedle-like crystals.
3rd stage: Finally, a thin layer of zinc phosphatespreads from the base of the original crystals.For paint-base zinc phosphate coatings, the
Table 6. Phase constituents of phosphate coatings on Fe, Zn and Al.
Metal in the bath SubstrateFe Zn Al
Alkali Fe3(PO
4)2.8H
2O Zn
3(PO
4)2.4H
2O AlPO
4
Fe Fe3H
2(PO
4)4.4H
2O Zn
3(PO
4)2.4H
2O
(Fe hureaulite) Zn2Fe(PO
4)2.4H
2O
FePO4.2H
2O (strengite) Fe
5H
2(PO
4)4.4H
2O
Mn (Mn.Fe)5H
2(PO
4)4.4H
2O Zn
3(PO
4)2.4H
2O Mn
5H
2(PO
4)4.4H
2O
Mn5H
2(PO
4)4.4H
2O
(Mn hureaulite)Zn Zn
2Fe(PO
4)2.4H
2O Zn
3(PO
4)2.4H
2O
(phosphophyllite)Zn
3(PO
4)2.4H
2O
(hopeite)ZnCa Zn
2Fe(PO
4)2.4H
2O Zn
3(PO
4)2.4H
2O Zn
2Ca(PO
2)2.2H
2O
Zn2Ca(PO
4)2.2H
2O Zn
2Ca(PO
4)2.2H
2O Zn
3(PO
4)2.4H
2O
(scholzite)Zn
3(PO
4)2.4H
2O
growth is primarily lateral. For coatings used foroil retention and as bases for cold forming lubri-cants, considerable vertical growth also occurs.The crystal habit and size depends on many fac-
tors like the bath composition, temperature, methodof surface preparation etc. Crystals may take theform of plates, needles and grains having dimen-sion from a few to tens of micrometers.
Many instrumental methods are available for theexamination of the constituents of phosphate coat-ings. These include energy dispersive spectroscopy(EDS), electron spectroscopy for chemical analy-sis (ESCA) and X-ray diffraction (XRD). Neuhaus etal. [193] have reported from XRD analysis thatphosphophyllite, Zn
2Fe(PO
4)
2.4H
2O and hopeite,
Zn3(PO
4)2.4H
2O are the essential constituents of
zinc phosphate coatings on ferrous substrate, sub-stantiated by others [197, 198] also.
Phosphophyllite is formed essentially at the sur-face of contact with the basis metal. The quantita-tive ratio of these phases is variable and dependson the total iron content of the solution. IronHureaulite, Fe
5H
2(PO
4)
4.4H
2O is formed when the
Fe(II) content in the solution is high. This is notstable under atmospheric conditions and has a det-rimental influence proportional to its content in thecoating.
144 T.S.N. Sankara Narayanan
Miyawaki et al. [199] have introduced the con-cept of P ratio to express quantitatively the propor-tion of these phases in phosphate coatings. It isdefined as:
PhosphophylliteP ratio = Phosphophyllite + Hopeite
Several authors [199,200] have correlated the Pratio and corrosion resistance of the phosphatecoating. But according to Richardson et al. [200]the ratio itself is not sufficient to predict the corro-sion resistance.
X-ray and electron diffraction studies have shownthat hopeite and phosphophyllite are oriented per-pendicular to the plane of the support besidesexhibiting that there is an excellent orientation be-tween the substrate and the zinc phosphate coat-ing that follows an epitaxial growth relationship.(010) - hopeite and (100) - phosphophyllite || (100)-
-Fe(100) - hopeite and (001) - phosphophyllite || A
o--
Fe and(001) - hopeite and (010) - phosphophyllite || A
o--
FeThe formation of primary valency bonds between
the coating and the polarized elements of the -ironlattices with the production of a two dimensionalcontact layer of the wustite-type accounts for theexcellent adhesion of the coating to the substrate.
3.6.2. Coating thickness and coatingweight
One of the principal factors involved in the choice ofa phosphating bath is in fact the thickness of thedeposit that it will provide. Neglecting intercrystallinevoids and surface irregularities and considering thephosphate coating as completely homogeneous, thethickness can be measured [201]. Phosphate coat-ings range in thickness from 1 to 50 microns but forpractical purposes the thickness is usually quanti-fied in terms of weight per unit area (usually as g/m2
or mg/ft2) and commonly referred to as coatingweight. The reason for the adoption of coating weightrather than coating thickness as the usual mea-sure of coatings is the difficulty in measuring thelatter, compounded by the uneven nature of the sub-strate and of the coating.
According to Lorin [127] the ratio between coat-ing weight (g/m2) and coating thickness (m) variesbetween 1.5 and 3.5 for the majority of industrialphosphate coatings. For light and medium weightcoatings 1 m can be regarded as equivalent to 1.5-2 g/m2.
The determination of coating weight is a destruc-tive test, which involves weighing a standard testpanel before and after stripping the coating in amedium, which dissolves the coating and not thesubstrate. Usually methods such as stripping thecoating in concentrated hydrochloric acid contain-ing antimony trioxide (20 g/l) as an inhibitor or highconcentration of chromic acid solution (5%) or so-dium hydroxide (15%) is used. A non-destructivemethod based on specular reflectance infrared ab-sorption (SRIRA) for the determination of zinc phos-phate coating weight has been developed by Cheever[202, 203]. Tony Mansour [204] has shown a goodagreement of the results obtained by this methodwith X-ray fluorescence (XRF) data as well as thegravimetric measurements. Yap et al. [205] suggestthat XRF is a nondestructive and accurate techniquefor measuring the thickness of thin phosphate coat-ings.
The phosphating industry generally uses coat-ing weight as a method of quality control; but it iswidely agreed that except at extreme values, coat-ing weight does not directly relate to corrosion per-formance. Hence coating weight alone is of littlevalue in assessing the quality of coatings and mustbe considered in relation to other characteristics ofthe coatings, viz., thickness, structure homogene-ity, etc.
3.6.3. Coating porosity
The layer of phosphate coating consists of numer-ous crystals of very different sizes, which havespread from centers of nucleation to join and finallycover the surface. A constitution of this type inher-ently implies the existence of fissures and chan-nels through to the basis metal at inter-crystallinezones. Porosity is generally fairly low, of the orderof 0.5-1.5% of the phosphated surface [25]. It isgenerally believed that the porosity decreases withincreasing thickness of the phosphate coating. Po-rosity depends upon the type of phosphate solu-tion, the treatment time, the iron content of the bathand, the chemical composition of the coating [206].In recent years, much attention has been focusedon the porosity of phosphate coatings due to thepresence of tightly bound carbonaceous residuesformed on steel during steel making [207]. Sincethese cannot be removed by alkaline cleaning pro-cess, they interfere with the effective deposition ofphosphate coatings resulting in the formation ofporous coatings with inferior performance.
Several chemical and electrochemical methodshave been developed to determine the porosity of
145Surface pretreatment by phosphate conversion coatings a review
Fig. 5. FTIR absorption-reflection spectra of zincphosphate coating formed on steel(a) as-prepared; (b) partially dehydrated at 150 Cfor 1 hour; (c) partially dehydrated and rehydratedat 95% RH for 70 hours. (Reprinted from Journal ofMolecular Structure, Vol. 511-512, A. Stoch, Cz.Paluszkiewicz and E. Dlugon, An effect ofmethylaminoethoxysilane on zinc phosphate rehy-dration, pp. 295-299 (1999) with permission fromElsevier Science).
phosphate coatings. The time taken for the deposi-tion of metallic copper from a copper sulphate-so-dium chloride solution and the electron microprobedetermination of the amount of copper deposited inthe bare areas of the coating are the measures ofcoating porosity [163]. The number of Prussian bluespots formed per unit area of a filter paper soakedin potassium ferricyanide-sodium chloride-gelatinmixture placed on a phosphated sample is yet an-other method of determination of the porosity ofthese coatings [208].
Machus [25] method of determination of poros-ity of coating by electrochemical means is basedon the anodic passivation of uncoated areas in so-dium sulphate solution. A more recent electrochemi-cal polarization method is based on the magnitudeof current generated by the reduction of oxygen atthe cathodically active sites on the porous coating[209,210].
Although porosity of the coating has a detrimen-tal effect on its corrosion performance, it has someadvantages too. The pores in the phosphate coat-ings act as large reservoirs into which organic ma-
terials can collect [195]. This attribute is made useof in the protection of coated articles by impregna-tion of oil in the pores. Thus, a homogeneous fine-crystalline coating is desirable with respect to ad-hesion of a paint film while a coarse-crystalline coat-ing is preferred for protection by oils, varnishes etc.
3.6.4. Stability of the phosphatecoating
The stability of the phosphate coating is an impor-tant characteristic property. Since phosphate coat-ings serve as an effective pretreatment for subse-quent paint finishes, it is imperative that they mustbe compatible with the applied paint systems. Inrecent years, numerous developments were madein the paint finishes. Among them, the cathodicelectrophoretic deposition has received a wide-spread acceptance. In order to be compatible withthis deposition technology, the phosphate coatingmust process an excellent thermal and alkalinestability. The importance of stability of phosphatecoating to suit the modern day finishing systemswas discussed by several authors[18,19,24,127,211-218].
During cathodic electrophoretic deposition, thedecomposition of water produces hydroxyl ions, thecreation of which is considered to be critical as theycan cause dissolution of the phosphate coating [140,141]. Several researchers have confirmed the dis-solution of phosphate coating in high-pH environ-ments [142-147]. It was found that approximately30-40% of the phosphate coating gets dissolvedduring cathodic electrophoretic deposition. This haslead to a greater porosity of the phosphate coating.Moreover, the occlusion of the dissolved ions, whichare subsequently, concentrated during paint bak-ing affects the corrosion resistance. After cathodicelectrocoating the coated panels are usually curedat a temperature of 180 C for 20 minutes. Accord-ing to Kojima et al. [148] and Sugaya and Kondo[149], under such curing conditions the phosphatecoating will undergo a definite weight loss associ-ated with a structural change in the constituent crys-tals. It is generally advised that the loss in weightshould be restricted to less than 15%, which wouldotherwise cause detoriation of the phosphate coat-ing and a loss in corrosion resistance. The otherimportant factor is the ability of the dehydrated phos-phate crystals to revert back to its original hydratedform when subjected to humid service conditions.The dehydration-rehydration phenomenon is furtherconfirmed by X-ray diffraction. During heating at 150C for 1 hour the lines at 9.65 and at 19 2 dimin-
146 T.S.N. Sankara Narayanan
Fig. 6. X-ray diffraction pattern of zinc phosphate coating formed on steel (a) as-prepared; (b) partiallydehydrated at 150 C for 1 hour; (c) partially dehydrated and rehydrated at 95% RH for 70 hours. (Reprintedfrom Journal of Molecular Structure, Vol. 511-512, A. Stoch, Cz. Paluszkiewicz and E. Dlugon, An effect ofmethylaminoethoxysilane on zinc phosphate rehydration, pp. 295-299 (1999) with permission from ElsevierScience).
ished or disappeared and new lines were observedat 10.90, 11.20 and 22 2. During rehydration theline at 11.20 2 diminished while that at 9.65 2grew (Fig. 6). It has been observed that the rehy-dration of the phosphate crystals induces residualstresses and reduce the phosphate-paint film ad-hesiveness [150].
Numerous research reports are available to date,which elaborate the behavior of phosphate coatingsduring chemical and thermal aggressions. The dis-solution of zinc phosphate coating in high-pH envi-ronments was first reported by Wiggle et al. [142].Later, using sodium hydroxide as a simulated me-dium, Roberts et al. [143] demonstrated the selec-tive leaching of phosphorous from the coating. VanOoij and de Vries [144] interpreted X-ray photoelec-tron spectroscopic studies to show that hydroxylions exchange phosphate ions in the first few lay-ers of the phosphate coating. Servais et al. [140]determined the chemical stability of zinc phosphatecoatings by subjecting them to immersion treatmentin 0.8 g/l sodium hydroxide solution (pH 12.3) at 40C for 3 minutes. Similarly, the effects of high-pHenvironments on zinc phosphate coatings were de-termined by Sommer and Leidheiser Jr. [141], us-ing 0.01, 0.1 and 1.0 M sodium hydroxide solutions.
Kwiatkowski et al. [151] recommended a boratebuffer solution containing 0.01 M ethylenediamin-etetraacetic acid (EDTA) as the medium to test thealkaline stability of the coating and suggested itsusefulness in predicting the same at a shorter timeinterval. All these studies uniformly agree that coat-ings richer in phosphophyllite possess greater al-kaline solubility and can serve as effective basesfor cathodic electrophoretic painting.
Phosphate coatings undergo marked changeswhen subjected to variation of temperature.Thermogravimetric technique is usually used tomonitor these changes [152]. The changes occur-ring in zinc phosphate coating on steel upon heat-ing was studied by Kojima et al. [148] and Sugayaand Kondo [149]. When heated above room tem-perature, a gradual loss in weight occurs. This wasattributed to a nonstructural weight loss. However,with subsequent increase in temperature dehydra-tion of the constituent phases of the phosphate crys-tals, occurs. The dehydration of hopeite[Zn
3(PO
4)
2.4H
2O] and phosphophyllite
[Zn2Fe(PO
4)2.4H
2O] commences respectively at 80
and 110 C; however, a more pronounced weightloss occurs at approximately 150 C, where hopeite
147Surface pretreatment by phosphate conversion coatings a review
loses two molecules of water of hydration. Whenheated above 150C, both phosphophyllite andhopeite are transformed into their dehydrated forms.The hopeite phase is completely dehydrated at atemperature of approximately 240 C. The weightloss considerably increased between 250 and 600C. Above 600 C sublimation of zinc and phospho-rous occurs, which results in complete breakdownof the coating. The change in appearance, colourand morphology of phosphate coatings remain prac-tically unaltered up to 200 C. However, above thistemperature, the grey crystalline phosphate coat-ing changes to a silver grey form and appears dusty.Above 500 C the colour changes to brown and above600 C complete breakdown of coating occurs [148].
Bonara and his co-workers [152,153] have ac-counted for the observed difference in temperatureat which both the hopeite and phosphophyllite crys-tals lose their water of crystallization. According tothem, hopeite crystals seem to possess only onetype of crystallization water species, which may bereadily released during a progressive heating. Incontrast, the phosphophyllite have three differentcrystallization water types, each with different bondtypes, thus causing a differential release during pro-gressive heating.
Based on the above facts on thermal stability ofphosphate coatings and the normal baking condi-tions used (180 C for 20 minutes) for curing ca-thodic electrocoating, it is quite obvious that bothhopeite and phosphophyllite will exist as bihydratedcrystals. The rehydration of these bihydrated hopeiteand phosphophyllite was a subject of considerableimportance as it determines the wet adhesion prop-erty. It has now been established that when placedunder a rehydration condition, like immersion in anaqueous solution or exposure to high humid atmo-spheres, the hopeite bihydrated crystals undergorehydration to the tetrahydrated phase along withthe formation of zinc oxide. The formation of theseproducts induces stresses and bond relaxation atthe paint-phosphate interface and ultimately affectsthe adhesiveness. In contrast to this behavior, thephosphophyllite bihydrated crystals are found toresist the rehydration phenomenon. Liebau [233]has accounted for the difference in rehydrationbehaviour of hopeite and phosphophyllite bihydratecrystals. According to him, in hopeite it is the flex-ibility of the Zn2+ ion co-ordination state, which canexist in either octahedral or tetrahedral coordina-tion, thus allowing the dehydration process to oc-cur. However, in phosphophyllite, the Fe2+ ions oc-cupy the octahedral co-ordination sites, which arethe unsaturated co-ordination states. Hence an ir-
reversible structural modification has resulted dur-ing the dehydration process.
Hence it is evident that a phosphate coating richerin phosphophyllite phase is best suited to withstandthe environments that occur during cathodic elec-trophoretic painting, paint curing and under serviceconditions. This has necessitated modification ofthe phosphating formulations to produce phosphatecoatings richer in phosphophyllite phase. The influ-ence of the phase constituents on the stability ofphosphate coatings studied by Sankara Narayanan[213] also confirms this generalization.
The introduction of pre-coated steels such aszinc, zinc alloy coated steels, etc., for automotivebody panels present new challenges regarding thestability of phosphate coatings [234]. When coatedusing a zinc phosphating bath, the zinc and zincalloy coated steels will produce phosphate coat-ings, which comprise only the hopeite phase. Asstated earlier, phosphate coatings richer in hopeiteis not desirable for subsequent cathodicelectrocoating finishes. However, these pre-coatedsteels show good performance with regard to form-ability and weldability. The extent of perforation andcosmetic corrosion is also less with these materi-als and they also posses a good surface appear-ance. Hence to effectively make use of the zinc andzinc alloy coated steels, the phosphating formula-tion has to be modified to produce coatings that arenot richer in hopeite. It is now realized that althoughlow hopeite content is the principle requirement forcathodic electrocoating, it is not essential that thecoating should be richer in phosphophyllite as longas the coating has substantial amorphous mate-rial.
The introduction of nickel and manganese modi-fied low-zinc phosphating formulations are the mostsignificant modification proposed to cope up withthe cathodic electocoating, particularly in the auto-mobile industry. The presence of Ni2+ and/or Mn2+
ions in these phosphating baths has yielded sev-eral advantages. Although there is a decrease incoating weight, crystal formation is observed at anearly stage and the crystal size is fine for zinc phos-phate crystals obtained from solutions containingNi2+ and Mn2+ ions. It is confirmed that these heavymetal ions participate in forming the crystal andbrings about the crystal refinement and such an ef-fect is found to increase with an increase in theirconcentration [235,236]. It is also reported that Mn2+
ions are more effective in causing the nucleation ofthe crystal when compared to the effect of Ni2+ ions[236]. The usefulness of the addition of Mn2+ ionhas been advocated based on several other factors.
148 T.S.N. Sankara Narayanan
Mn2+ ions demonstratably improve the corrosionresistance of coatings obtained from a low zinc phos-phating process. The presence of Mn2+ ions in lowzinc phosphating bath increases the rate of forma-tion of phosphate coatings. Hence, it is possible todecrease the bath temperature, which in turn al-lows a considerable amount of savings in the heat-ing costs. Moreover, the addition of Mn2+ ions in thephosphating bath helps to increase the working widthof the phosphating bath. Also, the presence of man-ganese in the zinc phosphate coating resists theformation of white spots on galvanized steel. How-ever, it is also cautioned that if the manganese con-tent exceeds a certain level, a decrease in corro-sion resistance may occur. Advanced analyticaltechniques have shown that the manganese tendsto be distributed throughout the coating whereasnickel is concentrated at the interface and the pres-ence of both contributes to maximum performance.Based on the results of the electron spin resonance(ESR) technique, Sato et al. [237] confirmed thatboth nickel and manganese are present in the zincphosphate films respectively, as Ni(II) and Mn(II).According to them, the nickel and manganese dopedhopeite are formed by the following mechanisms:
Zn(H2PO
4) ZnHPO
4 + H
3PO
4 , (4)
3Zn(H2PO
4) Zn
3-xMe
x(PO
4)
2.4H
2O + H
3PO
4 . (5)
The chemical structure of the modified hopeitecrystal in general was considered asZn3-xMex(PO4)2
.4H2O, where Me = Ni or Mn.Accordingly, the chemical structure of the dopedhopeite when nickel and manganese coexist issuggested as Zn3-x-z(NixMnZ)(PO4)2
.4H2O. Thepossibility of existence of such a structure wasconfirmed by various analytical techniques such aselectron spin resonance (ESR), extended X-rayabsorption fine structure (EXAFS), laser Ramanspectroscopy, etc. [237-243].
Besides the modification of the phosphating bathby Ni2+ and/or Mn2+ ions, developments were alsomade in modifying the surface of the steel sheets.The formation of a Fe-P coating of about 2 g/m2
containing a phosphorous content of 0.5% or be-low, on Zn-Ni or Zn-Fe steel sheets is another no-table development [234, 244]. These materials arecommonly known as double-layered Fe-P/Zn-Ni andFe-P/Zn-Fe alloy plated steel sheets. Thephosphatability of these steel sheets are highlycomparable to that of cold-rolled steel sheets. It isthe presence of micro quantity of phosphorous, uni-formly dispersed in the iron coatings, which acti-vates the surface and enhances the reaction withthe phosphating bath, resulting in the production of
closely packed phosphophyllite rich coating, hav-ing a crystal size of 3-5 mm. The formation of sucha coating improves the wet adhesion property. Hencethe modifications made in the phosphating formula-tions to produce coatings richer in phosphophyllite,to serve as an effective base for electrocoat finish-ing systems [225], are rightly justified.
3.7. Influence of various factors oncoating properties
3.7.1. Nature of the substrate
3.7.1.1. Composition of the metal. The presenceof alloying elements and their chemical nature causedistinct difference in the extent of phosphatability ofthe substrate. It is generally believed that steelswith small amounts of more noble metals such aschromium, nickel, molybdenum and vanadium canbe phosphated without much difficulty. However, ifthe concentration of these elements exceeds cer-tain limit then the steel will encounter with a de-crease in the intensity of acid attack resulting in apoor coating formation and among the noble metalsin causing such an effect, chromium is consideredto be the most detrimental one [245]. Thephosphatability of cold rolled steel containing vary-ing amounts of chromium, nickel and copper is givenin Table 7. It is evident from Table 7 that thephosphatability is not affected when the total con-centration of chromium, nickel and copper is in therange of 200-300 ppm and gets drastically affectedwhen the total concentration of these metals ex-ceeds 800 ppm. The amount of carbon, phospho-rus, sulphur, manganese and silicon can also influ-ence the phosphatability of the steel to a great ex-tent. Low carbon steels undergo phosphating eas-ily and produce superior quality coatings. With in-creasing carbon content, the rate of phosphatingbecomes slower and the resultant crystals arelarger. In fact, when dealing with the carbon con-centration in steel, it is the distribution and the formin which it is present is rather an important criterionin predicting its probable effect on sensitization,nucleation and crystallization. The presence of fer-rite crystals improve metal attack while on the otherhand increasing concentrations of pearlite leads tocoarsening of the phosphate crystals as the crystalnuclei develop only to a small extent on the islandsof pearlite [127,246]. The deleterious effect of sur-face carbon content has been the subject of manyinvestigations and based on the amount of surfacecarbon, steels have been classified as bad or goodwith reference to their suitability to phosphating
149Surface pretreatment by phosphate conversion coatings a review
Table 7. Phosphatability of cold rolled steel containing varying amounts of chromium, nickel and copper(after Kim [245]).
Substrate Cu + Ni + Cr Surface roughness Phosphat- Coating weight (g/m2)designation (ppm) (R
a) (mm) ability* In the centre In the edge
CRS-A 300 1.2 1 4.04 5.39CRS-C 800 1.2 4 3.54 3.59
* Based on visual appearance. Rating: 1 Good; 5 Poor.
[247,248]. Grossman [248] has found up to 30 timesas much carbon on bad steels as on the goodsteel samples. A direct correlation between surfacecarbon content and the porosity of the phosphatecoatings on the one hand and their salt spray resis-tance when painted on the other hand was found byHospadaruk et al. [207,249]. Wojkowiak and Bender[250] using a multiple regression analysis have con-firmed the existence of a positive correlation betweenthe extent of underfilm attack and the surface car-bon content of the steel.
Takao et al. [251,252] have investigated the ef-fect of phosphorus on the phosphatability of ultralow-carbon steel sheets. According to them, theaddition of phosphorus was beneficial in refining thegrain size and increasing the surface coverage.Moreover, they have proved that the phosphorusaddition helps to improve the perforation corrosionresistance after painting. In contrast, Kargol andJordan [253] have claimed that phosphorus alloyaddition inhibits the hydrogen recombination duringthe initial stages of phosphating resulting in increasedporosity and inferior corrosion performance. The rateof attack of the metal in phosphating solution is alsoaffected by the concentration of sulphur. Thephosphatability of the dual-phase (Si-Mn) steel isprimarily controlled by the balance of silicon andmanganese [254].
Although it is clearly evident that every commonconstituent element of steel has its own influencein determining its phosphatability either to a greateror smaller extent, the most unfavorable from thephosphating point of view are those which are al-loyed with carbide forming elements such as chro-mium and tungsten, and the surface carbon con-tent. As a result, attempts have been made to elimi-nate such troublesome factors. Accordingly, thesurface carbon content of the steel chosen for phos-
phating has to be within the specified limits. Fujinoet al. [255] have concluded that a contamination ofgreater than 8 mg/m2 deteriorates the phosphatecoating and resistance to corrosion after painting.Blumel et al. [256] and Balboni [257] have predictedan upper limit of 7 mg/m2. But Coduti [258] has con-cluded that this amount has to be a maximum of4.3 g/m2 for good performance since only an aver-age performance has resulted when the concentra-tion lies between 4.3 and 6.4 mg/m2.
3.7.1.2. Structure of the metal surface. The struc-ture of the metal surface has also its own influenceand considered to be equally as important as thatof the composition. Ghali [259] has made a thor-ough study of the surface structure in relation tophosphate treatment. It is generally believed thatgreater the surface roughness, the higher the weightof the coating deposited per unit of the apparentsurface area and the shorter the time of treatmentrequired. Moreover, increasing surface roughnessgives a corresponding increase in the fineness ofthe coating structure whereas polished surfacesrespond poorly to phosphating. Beauvais and Bary[260] have reported that if the metal surface pos-sesses a greater number of surface concavities andfissures, there will be an increased acid attack dur-ing phosphating resulting in good anchorage of thecoating. According to Kim [245], phosphatability canbe improved by increasing the surface roughness.Balboni [257] has considered that a surface rough-ness of 0.76-1.77 m is acceptable for most of thecases.
The growth of the phosphate coating is consid-ered to be an epitaxial growth phenomena and lit-erature reports have convincingly established thefollowing epitaxial relationships in the case of a zincphosphate coating on mild steel constituting thephosphophyllite (FeZn
2(PO
4)2.4H
2O) and the hopeite
150 T.S.N. Sankara Narayanan
(Zn3(PO
4)2.4H
2O),
by means of X-ray diffraction. Ac-
cording to Ursini [261, 262] the orientation relation-ship (412) phosphophyllite /(111) Fe
role is very
important for epitaxial growth on cold rolled steeland for an increasing adhesive bond. Laukonis [142]has studied the role of the oxide films on phosphat-ing of steel and concluded that it is easier to de-posit zinc phosphate coatings on ferric oxides thanon ferrous oxides. Hence it is evident that it is notonly the surface roughness but also the orientationand the presence of the oxide film will influence thephosphating process to a considerable extent.
3.7.1.3. Surface preparation. The cleaning meth-ods adopted can also influence the phosphating ofsteel sheets. It is essential to remove any greasycontaminants and corrosion products from the sur-face to obtain a good phosphate finish. Degreasingin organic solvents usually promotes the formationof fine-grained coatings while strong alkaline solu-tions and pickling in mineral acids yield coarse coat-ings. Though, the prevention of the excessive metalattack during pickling is effected by potent inhibi-tors, it is generally observed that surfaces that havebeen pickled with an effective pickling inhibitor aredifficult to phosphate unless a strong alkaline clean-ing operation is employed to remove the inhibitorresidues. Moreover, it is believed that the smutformed during pickling operation can also influencethe amount and crystal size of the phosphate coat-ing [188]. However, there are reports available, whichare successfully employing potent inhibitors in thepickling bath, which eliminates the usual detrimen-tal effects on phosphating. It is claimed that theinhibitors adsorbed onto the metal surface reducesthe amount of hydrogen in the surface layer of thephosphated metal and the phosphate coating pro-duced in such a way are satisfactory for loweringfriction, facilitating cold working and as undercoatsfor paint [263].
3.7.1.4. Surface activation. The activating effectof colloidal titanium phosphate was discovered byJernstedt [264] and latter explored by several oth-ers [265]. The mechanism of the activation has beenestablished by Tegehall [266]. The colloids in theaqueous dispersion are disc shaped particles whichhave the composition of Na
4TiO(PO
4)2.0-7H
2O. These
particles are physically adsorbed on the metal sur-face during the application of colloidal dispersion.When the activated substrate comes in contact toa zinc phosphating bath, an ion exchange betweenthe sodium ions on the surface of the titanium phos-phate particles and the zinc ions of the phosphat-ing solution takes place [267]. The ion-exchanged
particles act as nucleation agents for the zinc phos-phate crystals because they have nearly the samestoichiometry and offer a crystallographic plane foran epitaxial growth.
The rate of nucleation of the phosphate coatingmay be markedly increased by imposing an addi-tional activation of the cleaned metal surface. A pro-cess for activating steel surface prior to phosphat-ing was patented by Yamamato et al. [268] andDonofrio [269]. Hamilton [270] has proposed a com-bination of acid cleaning and a phosphating com-pound for surface activation, while Hamilton andSchneider [271] and Morrison and Deilter [272] haveproposed a highly alkaline titanated cleaner prior tophosphating. Use of 1-2% disodium phosphate so-lution containing 0.01% of titanium compounds havebeen extensively used in industries [273]. Othercompounds like dilute solutions of cupric or nickelsulphates, oxalic acid and polyphosphonates helpin increasing the number of initial nuclei formed dur-ing phosphating and their subsequent growth, toyield thin and compact coatings of fine-grained na-ture.
3.7.1.5. Thermal treatments and machining.Thermal or thermo-chemical treatments cause theformation of heterogeneous phases, which usuallyalter the grain size. Since the initial metal attackduring phosphating occurs mainly at the grain bound-aries, the size of the grains becomes an importantfactor in influencing phosphating and dictates theeffect of thermal or thermo-chemical treatments.Moreover, upon thermal treatment, the distributionof the constituent elements of heterogeneous al-loys may vary and depending upon which the ca-thodic and anodic sites on the surface will resultand decides the phosphatability. When studying theeffects of annealing of a 0.3Mn-0.2Ti modified steelat 280 C in H
2-N
2 atmosphere, Usuki et al. [274]
has concluded that such a treatment leads to theformation of manganese oxide and titanium oxide.Since the surface concentration of manganese is3-4 times as large as that of titanium, the treatmentenhances the phosphatability of the modified steelby promoting the formation of a predominant pro-portion of manganese oxide on the surface. Likewise, Hada et al. [275] have studied the effect ofthermal treatment on the phosphatability of the un-coated side of one-side painted steel. When heatedfor 2 min. at 280 C, the crystal size and the coat-ing weight were increased and the P ratio was de-clined causing an inferior paint adhesion. On theother hand when heated for a longer period thereresults the diffusion of manganese from the bulk tothe surface thus improving the phosphatability.
151Surface pretreatment by phosphate conversion coatings a review
The influence of cold-rolling and the conditionsof annealing on the formation of phosphate coat-ings were studied by several authors [276-278] Ac-cording to Shimada and Maeda [278], increased de-formation during cold-rolling and a high-treatmenttemperature favour the phosphate coating formationwith a good surface coverage whereas a rapid risein temperature in the heat treatment yields anunfavourable condition. Cavanagh and Ruble [279]have showed that tempering treatments followingsurface hardening processes has a significant ef-fect on the response of steel to phosphating. Ma-chined surfaces accept phosphate coating very eas-ily and often experience a very high rate of deposi-tion.
3.7.2. Phosphating parameters
The composition of the phosphating solution andthe concentration of its constituents determine thenature of the coatings formed. Higher concentra-tions of heavy metal ions in accelerated phosphat-ing solutions yield coatings of better protective value[280]. Concerning the acidity of the bath, the freeacid value (FA), total acid value (TA) and their ratio(FA:TA) should be maintained at the required opti-mum level to obtain coatings of improved quality.Increase in total acid pointage generally producecoatings of higher coating weight and the free acidvalue is considered to be critical since the initialetching attack of the free phosphoric acid presentin the bath forms the basis of phosphate coatingformation. As the conversion of soluble primary phos-phate into insoluble heavy metal tertiary phosphatetakes place with the regeneration of phosphoric acid,it is believed that a certain amount of free phospho-ric acid must be present to repress the hydrolysisand to keep the bath stable for effective depositionof phosphate coating. Higher temperatures favoureasy precipitation of tertiary phosphates in a shortertime. Hence, more amount of phosphoric acid isneeded for the baths operating at higher tempera-tures. In contrast, in the case of phosphating bathsoperated at room temperature, the possibility of theincrease in acidity during continuous operation ismore likely [129,130] and is normally neutralizedby the addition of the carbonate of the metal, whichforms the coating (Zinc carbonate in zinc phosphat-ing bath). Hence, depending upon the working tem-peratures and the concentration of the constituentsin the bath, the free phosphoric acid content mustbe chosen to maintain the equilibrium conditions.Too much of phosphoric acid not only delays the
formation of the coating, but also leads to exces-sive metal loss.
Literature reports have revealed the effects ofinsufficient metal dissolution as well as the highacidity of the phosphating bath [281,282]. Accord-ing to Kanamaru et al. [281] when the dissolution ofiron from the steel during phosphating is insufficient,the hopeite epitaxial growth plane conforms to thephosphophyllite epitaxial growth plane (100) andmixed crystals with a high Zn/P ratio grow alongthe steel surface whereas when the dissolution issufficient, the iron concentration in the solution in-creases, the intrinsically free precipitation ofphosphophyllite without the restraint of epitaxy be-comes predominant and phosphate crystals with alower Zn/P ratio grow. However, when the acid con-centration is very high, the phosphated material wasfound to be susceptible to hydrogen embrittlement.The effect is compounded if the exposure time isalso increased and it is generally believed that eventhe relief treatments that are normally practiced arenot effective when the acid concentration is abnor-mally high [282]. Hence, it is clearly evident thatthe acid coefficient must be maintained properly toproduce good quality coatings. Usually, baths ofhigher acid coefficients form more fine-grained coat-ings. The conversion ratio, defined as the ratio ofamount of iron dissolved during phosphating and thecorresponding coating weight [31] is considered tobe important as they can predict the efficiency ofthe phosphating process. However, the inability togeneralize its definition for many phosphating bathslimits its acceptance as a control parameter in phos-phating operations [283].
El-Mallah et al. [284] have considered the pH ofthe bath as initial pH and the pH at which the con-sumption of all the free phosphoric acid completesas the final pH and correlates the difference betweenthem with the extent of phosphatability. Accordingto them, reducing the difference between the initialand final pH leads to the acceleration of the phos-phating process and in causing such an effect theheavy metals and reducing agents such as hydra-zine, potassium borohydride were evaluated. Sev-eral additives have been attempted to maintain thepH of the phosphating baths. In this respect, or-ganic acids and their salts proved their ability tobuffer the pH of an iron phosphating bath made upwith hard water [285]. Similarly, the decrease of thetotal and free acidity by means of some buffer addi-tives to prevent any significant dissolution of zinccoating during the phosphatization of zinc coatedsteels.
152 T.S.N. Sankara Narayanan
The concentration of the accelerators is also veryimportant. Though increase in accelerator concen-tration favours better coating formation, too high con-centration may cause passivation of metal surfaceand inhibit the growth. When phosphating bath ismodified by the addition of surface active agents,the concentration of accelerator should be optimizedin accordance with the influence of these additives[286]. The iron content of the bath is also very criti-cal. Although, a small quantity of iron salts favourphosphate precipitation (Break-in of the bath), thecorrosion performance is largely affected as the frac-tion of the ferrous salts in the coating is increased[287]. The unfavourable effect of Fe(II) is usuallydecreased by the addition of complexing agents likeTrilon B [288]. A method for controlling the iron con-tent of zinc phosphating bath was proposed by Hill[289]. In the case of an iron phosphating bath, theratio of ferrous to ferric iron in solution has beenrelated to the tendency for flash rusting. The fre-quency and intensity of flash rust increases as theratio of ferrous to ferric iron in solution decreased[290].
Addition of specific compounds to the phosphat-ing baths has also their own influence on phosphat-ing. The incorporation of calcium ions in a zinc phos-phating bath has resulted in a considerable changein the crystal structure, grain-size and corrosionresistance of the phosphate coatings. In fact, thestructure of the zinc phosphate coating changesfrom the phosphophyllite-hopeite to schlozite-hopeite[291]. The reduction in grain-size (25 m to 4 m)and the improvement in the compactness of thecoating and corrosion resistance, makes this kindof modification of zinc phosphating baths as an im-portant type of phosphating and it has been classi-fied as calcium-modified zinc phosphating [172].Similarly, the inclusion of manganese and nickelions in the zinc phosphating bath proves to be use-ful in refining the crystal size and improving the cor-rosion resistance of the resultant phosphate coat-ings. It has been established that manganese andnickel modified zinc phosphate deposits on steelhave an ordered structure and possess a high cor-rosion resistance [292]. The immense use of man-ganese and nickel ions in modifying the hopeitedeposits obtained on galvanized steel in such a waythat the modified hopeite deposit becomes equiva-lent to phosphophyllite to withstand the thermal andchemical aggressions, was very well established[293] and as a result of such a pronounced influ-ence of the nickel and manganese ions, they havealso been classified as nickel and manganese modi-
fied zinc phosphating [172]. Moreover, such modifi-cations have lead to the development of tri-cationphosphating baths consisting of zinc, manganeseand nickel ions which explored its potential utilityto phosphate aluminum, steel and galvanized steelusing the same formulation [294-296]. Besidesthese major types of modifications, phosphatingbaths have experienced a variety of additives incor-porated in the bath intended for a specific purpose.Each additive has its own influence on thephosphatability of steel depending upon the operat-ing conditions [297-301]. Sankara Narayanan et al.[41] have classified the type of special additives usedin phosphating and the purpose of their use. Thefavourable condition and the precautions in usingthese additives were recommended in the respec-tive documents.
Every phosphating bath reported in literature hasa specific operating temperature and the baths wereformulated in such a way that an equilibrium condi-tion of the conversion of soluble primary phosphateto insoluble tertiary phosphate exists at that tem-perature. I