Embed Size (px)
Citation preview
ELSEVIER Microelectronic Engineering 53 (2000) 171-174 www,elsevier.nl/locate/mee
Nanoreplication in polymers using hot embossing and injection molding
. . . . . t, . . . . K~ippel d H. Scluft, C. David, M. Gabriel, J. Gobrecht, L.J. Heyderman, W. Kaiser, S. and L. Scandella ~
a
Laboratory for Micro- and Nanotechnology, Paul Scherrer Institute, CH-5232 Villigen PSI, Switzerland b
AWM Werkzeugbau, CH-5630 Muri AG, Switzerland
~ Fachhochschule Aargau, CH-5200 Windisch, Switzerland d
Netstal Maschinen AG, CH-8752 Nfifels, Switzerland
l[Tth polymer molding techniques, it is possible to fabricate nanostructures with a replication fideli~' o~ 25 nanometers. Both hot embossing and injection molding can be used, and cycle times of down to 4 sec can be achieved m a CD injection molding process. The resolution is far below the structure size fi)und today in compact disc memory media. The master structures are produced by electron beam lithography and subse- quent dry etching.
1 I N T R O D U C T I O N
Nanostructures can be replicated on large surfaces using molding of thermoplastic materials. A promi- nent example of a successfully applied replication process with structure sizes below one micrometer is the production of the Compact Disc (CD), where the original structure (tile so-called master) is fabri- cated by means of laser lithography and electro- forming. The microrelief of the original structure is then replicated in an injection molding process and afterwards tile processing of the plastic discs is completed with different coating techniques. This process is similar to the well-known LIGA-process (see fig. 1), in which high aspect ratio microstruc- tures are generated via UV or synchrotron irradia- tion and replicated with molding techniques [1].
A further development of the CD is the Digital Versatile Disc (DVD), where nanostructures of dimension 400 nm and a depth of 100 nm are repli- cated. The fact that the resolution of polymer struc- tures can be below 10 nm has been known for a long time [2], but it has only recently been shown that thermoplastics can be structured to the nm- scale using hot embossing [3,4,5]. Initial experi- ments of the molding of nanostructures with an injection molding process are reported in [6]. All these results show that the replication limit has not yet been reached and that the molding process can be very fast. For further development of tile process,
it is necessary on one hand to investigate the physi- cal and chemical limits which are reached during structuring via the molding processes. On the other hand, it must be demonstrated that nanostructures can be replicated in a mass production process to ensure that the production of nanostructures on an industrial scale is possible. Both of these points are addressed in this report. fabrication of master
I I
silicon bulk lithography machining
mq L J It J
precision machining
electroforming I l l = I l l I l L I ! ~
polymer molding
hot embossing injection molding Figure 1. Schematic of d!fferent LIGA processes
0167-9317/00/$ - see front matter © 2000 Elsevier Science B.V. All rights reserved. PII : S 0 1 6 7 - 9 3 1 7 ( 0 0 ) 0 0 2 8 9 - 6
172 H. Schift et al. I Microelectronic Engineering 53 (2000) 171-174
2 N A N O S T R U C T U R I N G BY M O L D I N G
2.1 Nanomolding of polymers By temporary physical contact of a master with a
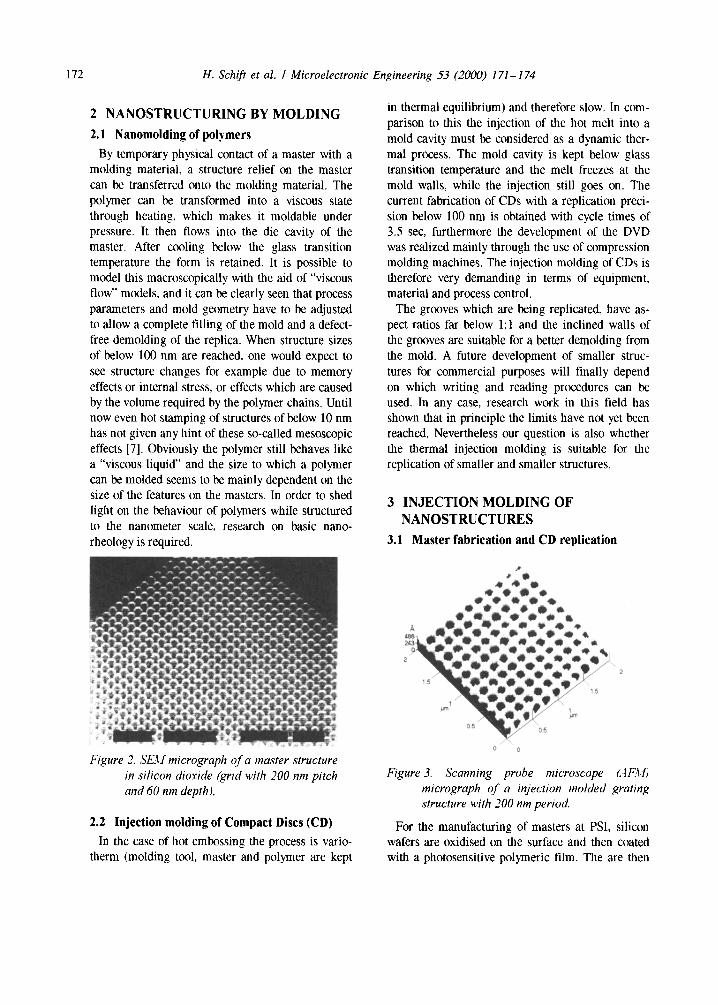
molding material, a structure relief on the master can be transferred onto the molding material. The polymer can be transformed into a viscous state through heating which makes it moldable under pressure. It then flows into the die cavity of the master. After cooling below the glass transition temperature the form is retained. It is possible to model this macroscopically with the aid of "viscous flow" models, and it can be clearly seen that process parameters and mold geometry have to be adjusted to allow a complete filling of the mold and a defect- free demolding of the replica. When structure sizes of below 100 nm are reached, one would expect to see structure changes for example due to memory effects or internal stress, or effects which are caused by the volume required by the polymer chains. Until now even hot stamping of structures of below 10 nm has not given any hint of these so-called mesoscopic effects [7]. Obviously the polymer still behaves like a "viscous liquid" and the size to which a polymer can be molded seems to be mainly dependent on the size of the features on the masters. In order to shed light on the behaviour of polymers while structured to the nanometer scale, research on basic nano- rheology is required.
Figure 2. SE3[ micrograph o f a master structure in silicon dioxide (grid with 200 nm pitch and 60 nm depth).
2.2 Injection molding of Compact Discs (CD) In the case of hot embossing the process is vario-
therm (molding t¢x~l, master and polymer are kept
in thermal equilibrium) and therefore slow. In com- parison to this the injection of the hot melt into a mold cavity must be considered as a dynamic ther- mal process. The mold cavity is kept below glass transition temperature and the melt freezes at the mold walls, while the injection still goes on. The current fabrication of CDs with a replication preci- sion below 100 nm is obtained with cycle times of 3.5 sec, furthermore the development of the DVD was realized mainly through the use of compression molding machines. The injection molding of CDs is therefore very demanding in terms of equipment, material and process control,
The grooves which are being replicated, have as- pect ratios far below 1:1 and file inclined walls of the grooves are suitable for a better demolding from the mold. A future development of smaller struc- tures for commercial purposes will finally depend on which writing and reading procedures can be used. In any case, research work in this field has shown that in principle the limits have not yet been reached. Nevertheless our question is also whether the thermal injection molding is suitable for the replication of smaller and smaller structures.
3 I N J E C T I O N M O L D I N G OF
N A N O S T R U C T U R E S
3.1 Master fabrication and CD replication
P * •
4 0
o " o
Figure 3. ,Scanning probe microscope ~4F3[) micrograph of a injection molded grating structure with 200 nm period.
For the manufacturing of masters at PSI, silicon wafers are oxidised on the surface and then coated with a photosensitive polymeric film. The are then
H. Schift et al. / Microelectronic Engineering 53 (2000) 171-174 173
irradiated by means of an electron beam machine "LION LVI" from Leica. The exposed areas are dissolved and the remaining polymer serves as masking layer for the silicon dioxide below. By
U U.b 1 1.b 21Jra
observation techniques (Fig. 3). In order to exclude errors in the measurements because of the electrostatic charging of the polymer, the structure has been coated with a thin metal film. The AFM-
OJ
0 05 l 1.5 2pm
~.o¢, I' ''li'
zoo
o
Hei#ht Profile [A]
04 0£ 12 16~m
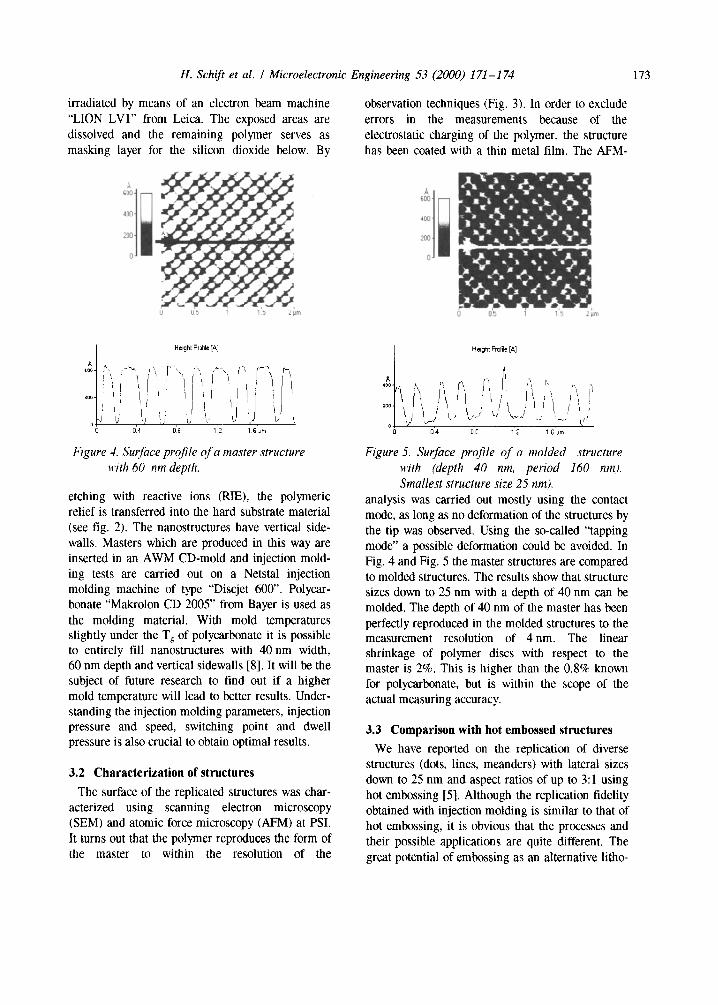
Figure 4. Surface profile o f a master structure with 60 nm depth.
etching with reactive ions (RIE), the polymeric relief is transferred into the hard substrate material (see fig. 2). The nanostructures have vertical side- walls. Masters which are produced in this way are inserted in an AWM CD-mold and injection mold- ing tests are carried out on a Netstal injection molding machine of type "Discjet 600". Polycar- bonate "Makrolon CD 2005" li'om Bayer is used as the molding material. With mold temperatures slightly under the Tg of polycarbonate it is possible to entirely fill nanostructures with 40 nm width, 60 nm depth and vertical sidewalls [8]. It will be the subject of future research to find out if a higher mold temperature will lead to better results. Under- standing the injection molding parameters, injection pressure and speed, switching point and dwell pressure is also crucial to obtain optimal results.
3.2 Characterization of structures
The surface of the replicated structures was char- acterized using scanning electron microscopy (SEM) and atomic force microscopy (AFM) at PSI. It turns out that the polymer reproduces the form of the master to within the resolution of the
.,oo[., tl/ .o] ,
0 0.4
Heigat Prefile [A]
I"i [ '1 t ~l !I
OC 1 ; 1 G ~m
Figure 5. Surface profile o f a molded structure with (depth 40 nm, period 160 nm). Smallest structure size 25 nm).
analysis was carried out mostly using the contact mode, as long as no deformation of the structures by the tip was observed. Using the so-called "tapping mode" a possible deformation could be avoided. In Fig. 4 and Fig. 5 the master structures are compared to molded structures. The results show that structure sizes down to 25 nm with a depth of 40 nm can be molded. The depth of 40 nm of the master has been perfectly reproduced in the molded structures to the measurement resolution of 4 nm. The linear shrinkage of polymer discs with respect to the master is 2%. This is higher than the 0.8% known for polycarbonate, but is within the scope of the actual measuring accuracy.
3.3 Comparison with hot embossed structures
We have reported on the replication of diverse structures (dots, lines, meanders) with lateral sizes down to 25 nm and aspect ratios of up to 3:1 using hot embossing [5]. Although the replication fidelity obtained with injection molding is similar to that of hot embossing, it is obvious that the processes and their possible applications are quite different. The great potential of embossing as an alternative litho-
74 H. Schift et al. / Microelectronic Engineering 53 (2000) 171-174
graphic technique fi~r the large scale fabrication of nanodevices was demonstrated in [71. In compari- son to this injection molding can be used if surface relief structures like diffractive lenses or calibration structures are needed on macroscopic elements [9]. Fig. 6 shows how sub-jam lettering and designs (down to 30 nm) can be replicated in an injection molding process. Such structures are useful as a quick and familiar reference.
"_~ . ~ . ~ ~"~,'~,'~,'~,'~ ~ r r " , '. " . . . . . . . . . . ~ ~ ~ o • . . ~ ~ , ~ , , . ~ ¢ ; ~ ' , ~ ¢ ~ . . I . v ~ - . . . . .
Figure 6. SEM micrograph of a surface profile on a CD showing a Gutenberg .facsimile prmt. Smallest structure size is 30 rim.
4 C O N C L U S I O N
In this rcsearch we have shown that it is possible to use both the hot embossing and injection molding process tbr the fabrication of nanostructures. With CD injection molding we were able to replicate structures with down to 25 nm line width, with aspect ratios of almost 2:1 and with cycle times down to 4 sec. The best molding results were reached when the mold temperature was just below the glass transition temperature of the polymer. For a further reduction of the replicated structure sizes and for larger aspect ratios it is probable that the mold temperatures have to be higher than Tg. We have now reached a dimension where structure sizes are comparable to the radius of gyration of the polymer (the volume required by the polymer chain). Howcver there is no indication that the polymer melting will not work for even smaller dimensions 17].
With a single master, more than 600 structures have been replicated so proving that the procedure
is suitable for the mass production of nanostruc- tures. Such structures can serve as simple calibra- tion scales for SPMs (Scanning Probe Microscopes) to calibrate the piezo scan mechanism before meas- urement. For this application a single master grat- ing structure has to be produced with a precise period, from which a reference structure can be replicated, taking into account the known shrink- age. The results also show that using file CD injec- tion molding process, mass fabrication of storage media with even higher density is possible.
5 A C K N O W L E D G E M E N T
We would like to thank for their valuable collabo- ration and contributions: A. D'Amore, O. Hhfeli and D. Simoneta, FH Aargau; D. Bachle and T. Mezzacasa, PSI; J. Krummenacher and M. Wey, AWM Werkzeugbau AG: N. Kudlik and W. Zangerle, Netstal Maschinen AG. This work was partially supported by the Swiss National Science Foundation (Priority programme NFP36).
R E F E R E N C E S
[1] Menz, W. and Mohr, J,, Mikrosvstemtechnik flit lngenieure, 2 "~ Edition, VCH-Verlag (1996).
[2] Reimer, L. and Schulte, C., Die Naturwissen- schafien, 53 (1996), 489-497.
[3] Krauss, P.R. and Chou, S.Y., Appl. Phys. Lett. 71 (21), (1997), 3174-3176.
[4] Chui, B.W., Stowe, T.D., Yongho, S.J., Good- son, K.E., Kenny, T.W., Mamin, H.J., Terris, B.D., Ried, R.P., Rugar, D., J. Microelectro- mechanical Systems (MEMS), Vol. 7, No. 1, (March 1998), 69-78.
[5] Jaszewski, R.W., Schift, H., Gobrecht, J. and Smith, P., 3Iicroelectronic Eng. 41/42 (1998), 575-578.
[6] Macintyre, D. and Thomas, S., Microelec- tronic Eng. 41/42, (1998), 211-214.
[7] Schift, H., Jaszewski, R.W., David, C. and Gobrecht, J., Microelectronic Eng. 46 (1999), 121-124.
[8] K0ppel, S., Schift, H., Gabriel, M. and Kaiser, W., Kunststoffe-Synthetics 2/99 (1999), 11-14.
[9] Schift, H. and S6chtig, J., Microsvstem Tech- nologies 4 (1998), 132-134.