Embed Size (px)
Citation preview
1

2
Presents:
- Introduction to PERNOUD Group & AGP Development
- Multitube® (Molding) Innovation
- Multi-Process Mold (Molding) Technology (MPM)
- Improvement of existing (Molding) Processes
www.pernoud.com
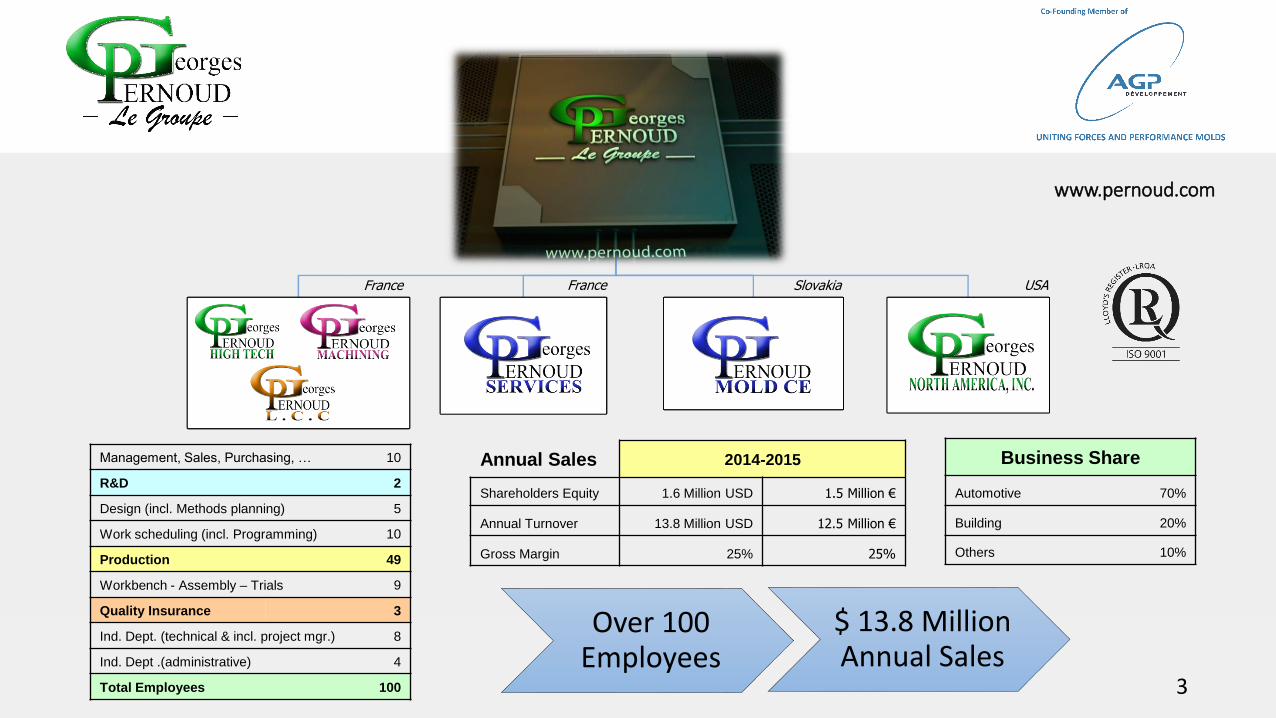
3
Over 100 Employees
$ 13.8 Million Annual Sales
Business Share
Automotive 70%
Building 20%
Others 10%
Management, Sales, Purchasing, … 10
R&D 2
Design (incl. Methods planning) 5
Work scheduling (incl. Programming) 10
Production 49
Workbench - Assembly – Trials 9
Quality Insurance 3
Ind. Dept. (technical & incl. project mgr.) 8
Ind. Dept .(administrative) 4
Total Employees 100
France France Slovakia USA
www.pernoud.com
Annual Sales 2014-2015
Shareholders Equity 1.6 Million USD 1.5 Million €
Annual Turnover 13.8 Million USD 12.5 Million €
Gross Margin 25% 25%
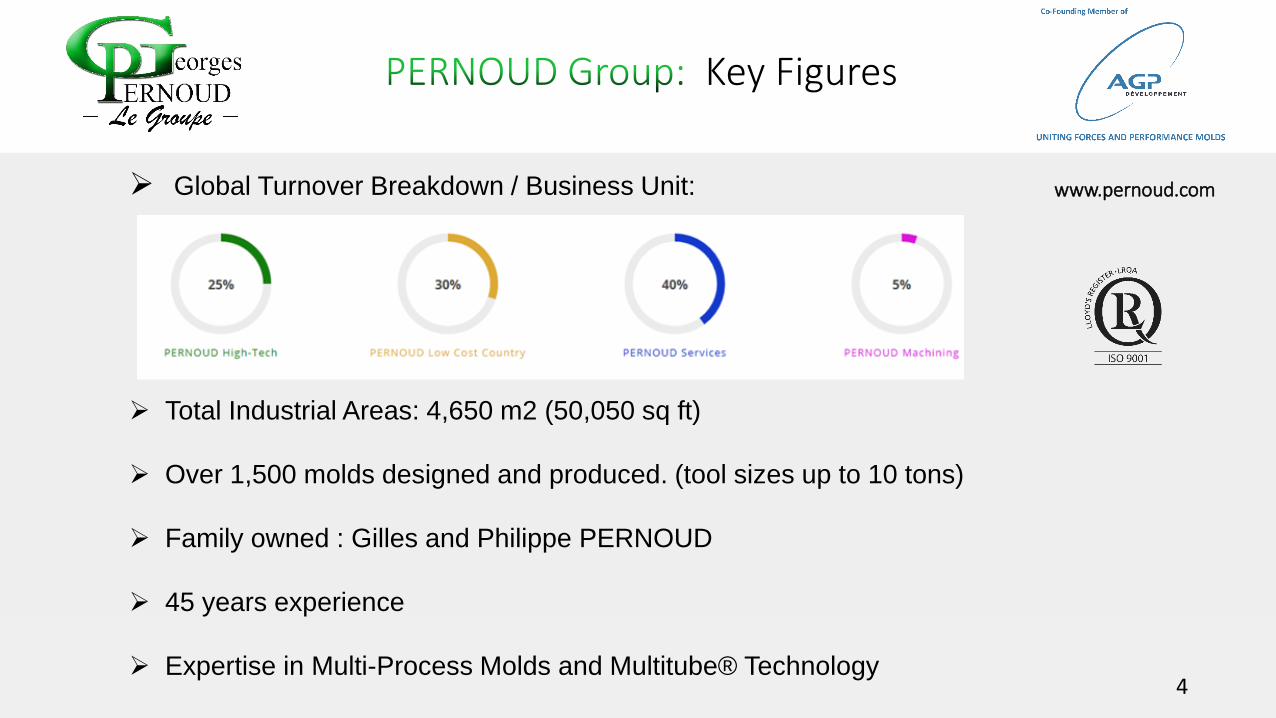
4
www.pernoud.com Global Turnover Breakdown / Business Unit:
Total Industrial Areas: 4,650 m2 (50,050 sq ft)
Over 1,500 molds designed and produced. (tool sizes up to 10 tons)
Family owned : Gilles and Philippe PERNOUD
45 years experience
Expertise in Multi-Process Molds and Multitube® Technology
Key Figures
5
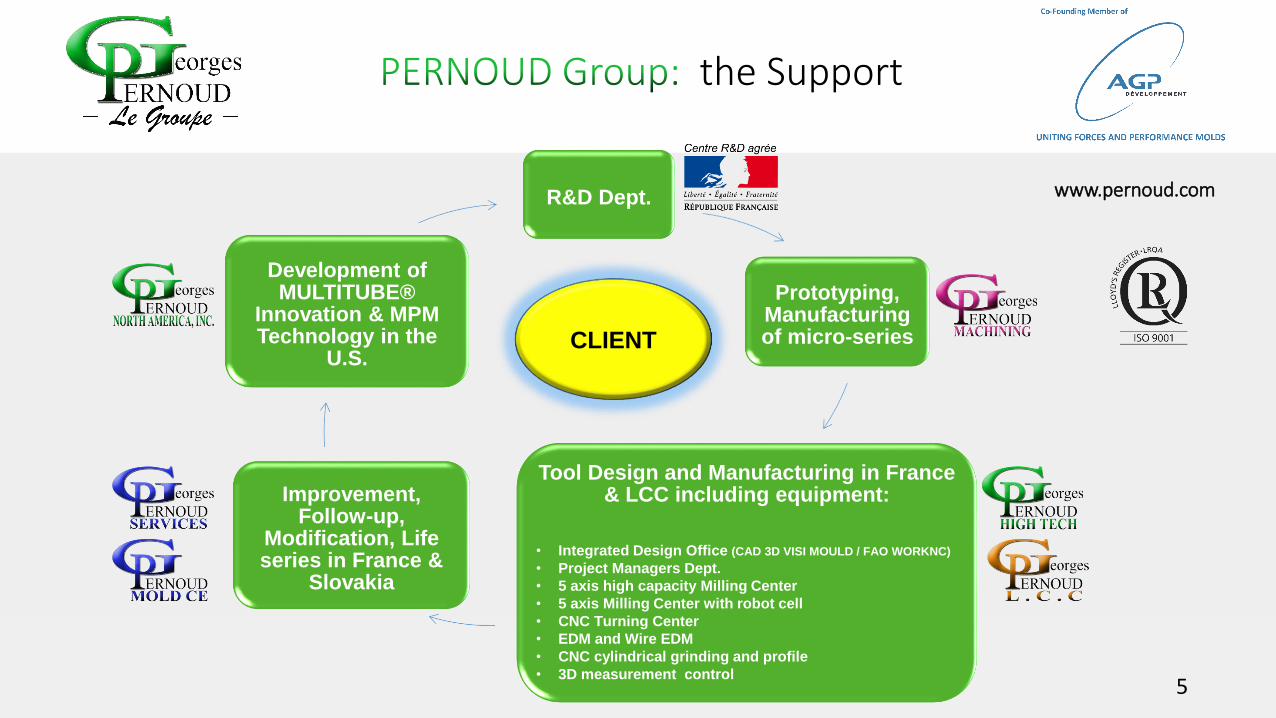
the Support
R&D Dept.
Prototyping, Manufacturingof micro-series
Tool Design and Manufacturing in France & LCC including equipment:
• Integrated Design Office (CAD 3D VISI MOULD / FAO WORKNC)
• Project Managers Dept.
• 5 axis high capacity Milling Center
• 5 axis Milling Center with robot cell
• CNC Turning Center
• EDM and Wire EDM
• CNC cylindrical grinding and profile
• 3D measurement control
Improvement, Follow-up,
Modification, Life series in France &
Slovakia
Development of MULTITUBE®
Innovation & MPM Technology in the
U.S.
www.pernoud.com
CLIENT

6
Speciality: Multi-material and High gloss plastic parts
Main Business Sector: Automotive – Exterior parts
Expertise: Index Plates, Multi-Layers injection, IMA®
Speciality: Technical and Aesthetical plastic parts
Main Business Sector: Automotive – Under Hood parts
Expertise: Multi-Process Mold (MPM), Multitube®
Sales
Purchasing
Subcontracting
UNITING FORCES AND PERFORMANCE MOLDS
>> 3 Tool Shops – 3 sources of expertise
The 1st French moldmaking cluster sharing the following activities: 33%33%
33%
Speciality: High speed molding and Extra thin wall parts
Main Business Sector: Food and Industrial packaging
Expertise: Thermal cooling of tools, In Mold Labelling

7
Accredited Research Center by the French Ministry of
Higher Education and Research
Years 2014, 2015 and 2016

8
PEZINOKo Productiono After Sales Serviceso Tests Centero Sales Office
RHÔNE-ALPESo Headquartero R&Do Productiono Tests Centero Sales Office
PORTUGALo 6 Low Cost Partnerso Production
RHÔNE-ALPESo Immersion wire cuttingmachineRHÔNE-ALPES
o Prototypingo Manufacturing of micro-series

9
CHINA 6 Low Cost Partnerso Production
(Molds up to 12t.)o Tests Center
(Presses up to 2000t.)
• Plastic Injection• Maintenance
INDIA• Design Office• 3D & 2D drawings• 5 engineers
Factory
• Sales Office

10
NPE 2015 Orlando - USA
K 2016 Düsseldorf - Germany
FAKUMA 2015 Friedrischafen - Germany
AMERIMOLD 2016 -Detroit - USA
FIP 2017Lyon - France
11
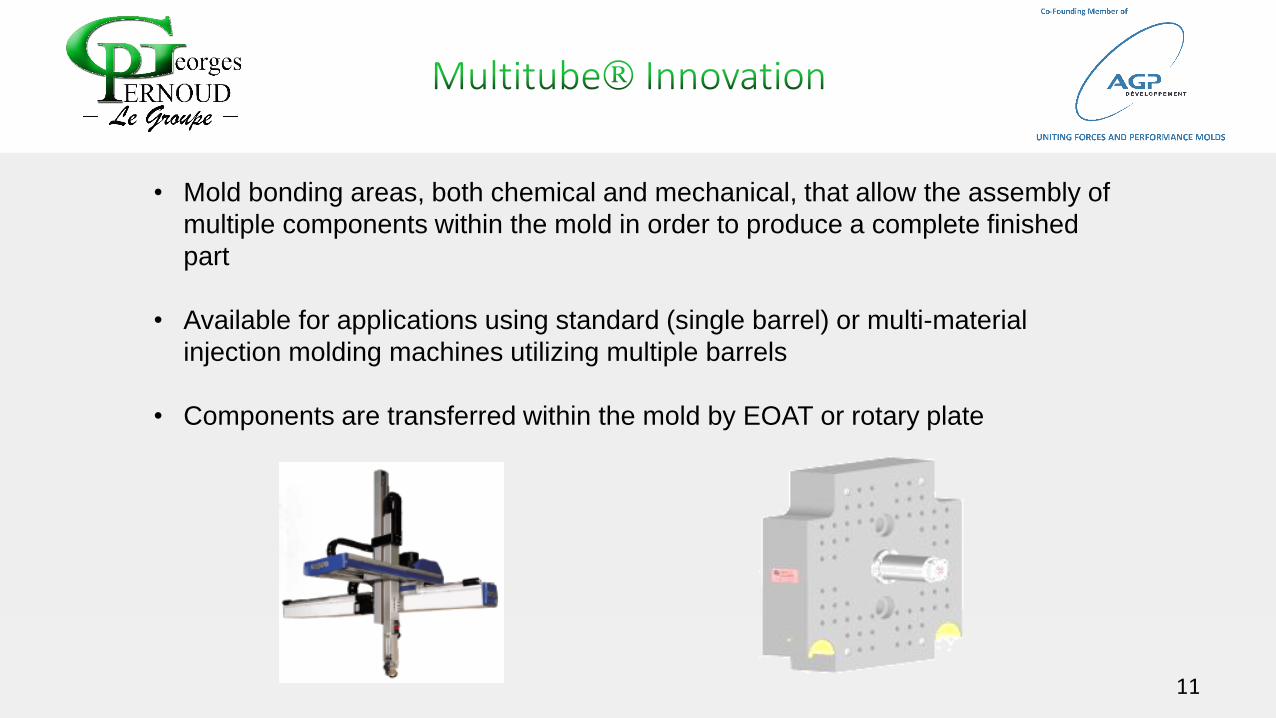
• Mold bonding areas, both chemical and mechanical, that allow the assembly of
multiple components within the mold in order to produce a complete finished
part
• Available for applications using standard (single barrel) or multi-material
injection molding machines utilizing multiple barrels
• Components are transferred within the mold by EOAT or rotary plate
12
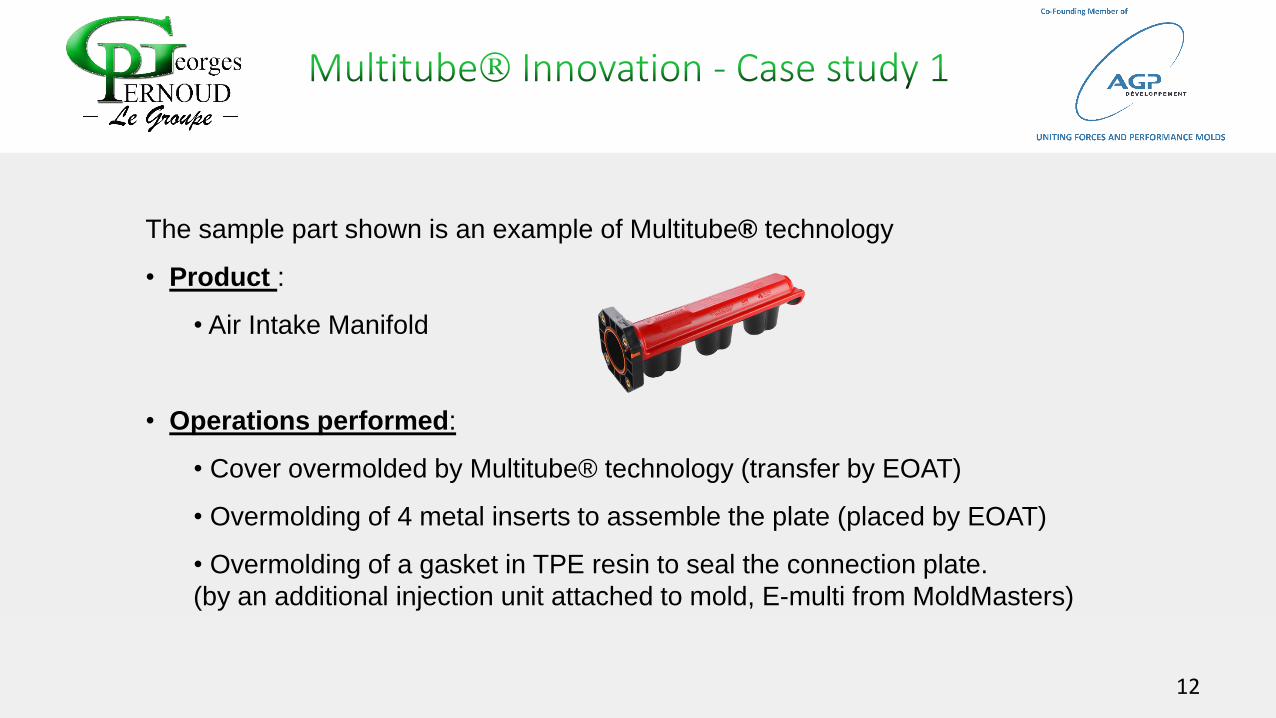
The sample part shown is an example of Multitube® technology
• Product :
• Air Intake Manifold
• Operations performed:
• Cover overmolded by Multitube® technology (transfer by EOAT)
• Overmolding of 4 metal inserts to assemble the plate (placed by EOAT)
• Overmolding of a gasket in TPE resin to seal the connection plate.
(by an additional injection unit attached to mold, E-multi from MoldMasters)
13
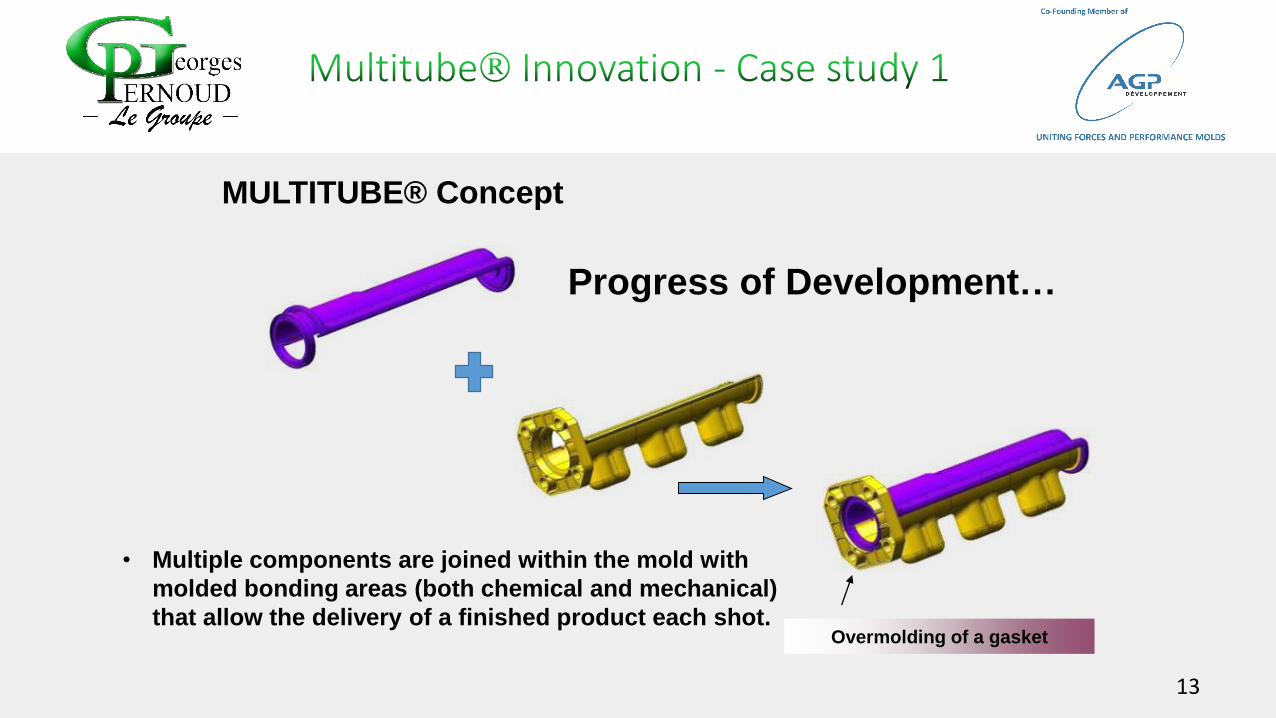
Overmolding of a gasket
Progress of Development…
MULTITUBE® Concept
• Multiple components are joined within the mold with
molded bonding areas (both chemical and mechanical)
that allow the delivery of a finished product each shot.

14
PP GF20 + PP GF20
PP GF20 + SEBS
PA6.6 GF35 + PA6.6 GF 35
PA6.6 GF35 + PPA
Examples of Resin Compatibility:
Tests configuration : water + glycol from 120°C (248°F) to 160°C (320°F)
PPS + PPS
PA6 + PA6 SOFT
Preliminary Testing of bonding is performed on sampling mold to confirm resin compatibility
InsertOvermolded
Part
Bonding Area
15
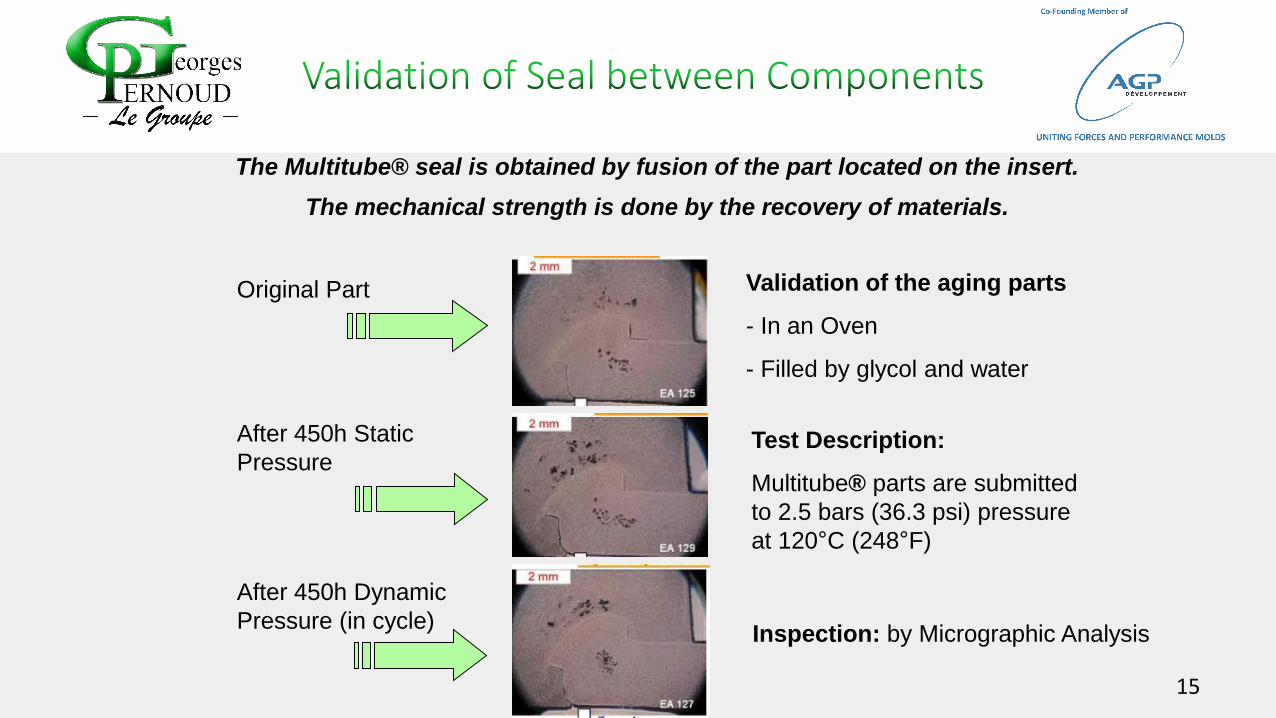
The Multitube® seal is obtained by fusion of the part located on the insert.
The mechanical strength is done by the recovery of materials.
Validation of the aging parts
- In an Oven
- Filled by glycol and water
Test Description:
Multitube® parts are submitted
to 2.5 bars (36.3 psi) pressure
at 120°C (248°F)
Original Part
After 450h Static
Pressure
After 450h Dynamic
Pressure (in cycle)Inspection: by Micrographic Analysis
16
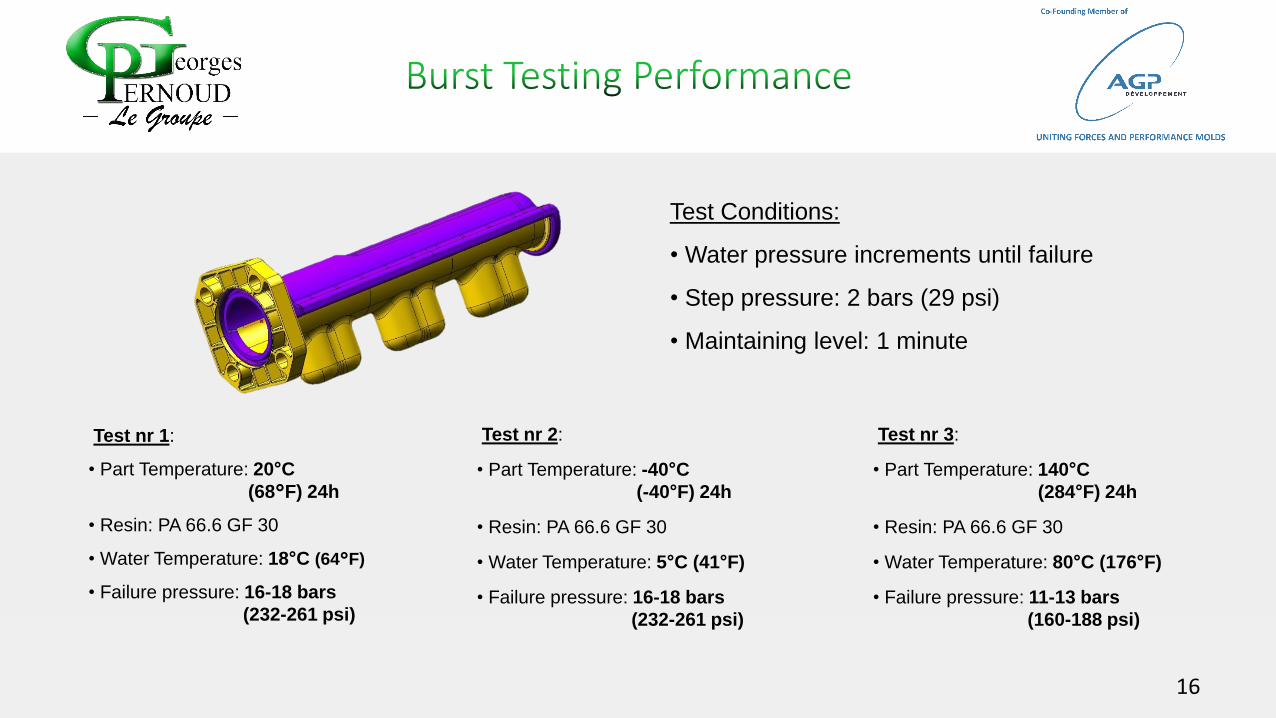
Test Conditions:
• Water pressure increments until failure
• Step pressure: 2 bars (29 psi)
• Maintaining level: 1 minute
Test nr 1:
• Part Temperature: 20°C
(68°F) 24h
• Resin: PA 66.6 GF 30
• Water Temperature: 18°C (64°F)
• Failure pressure: 16-18 bars
(232-261 psi)
Test nr 2:
• Part Temperature: -40°C
(-40°F) 24h
• Resin: PA 66.6 GF 30
• Water Temperature: 5°C (41°F)
• Failure pressure: 16-18 bars
(232-261 psi)
Test nr 3:
• Part Temperature: 140°C
(284°F) 24h
• Resin: PA 66.6 GF 30
• Water Temperature: 80°C (176°F)
• Failure pressure: 11-13 bars
(160-188 psi)
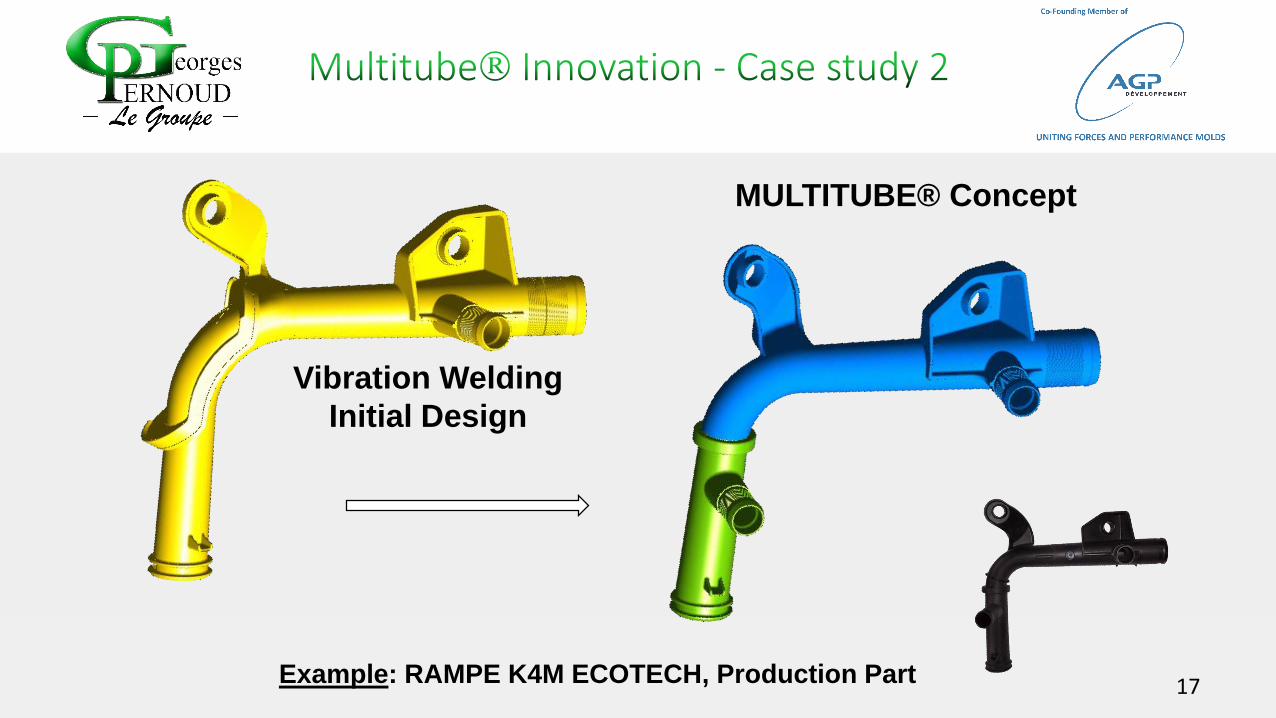
17Example: RAMPE K4M ECOTECH, Production Part
Vibration Welding
Initial Design
MULTITUBE® Concept
18
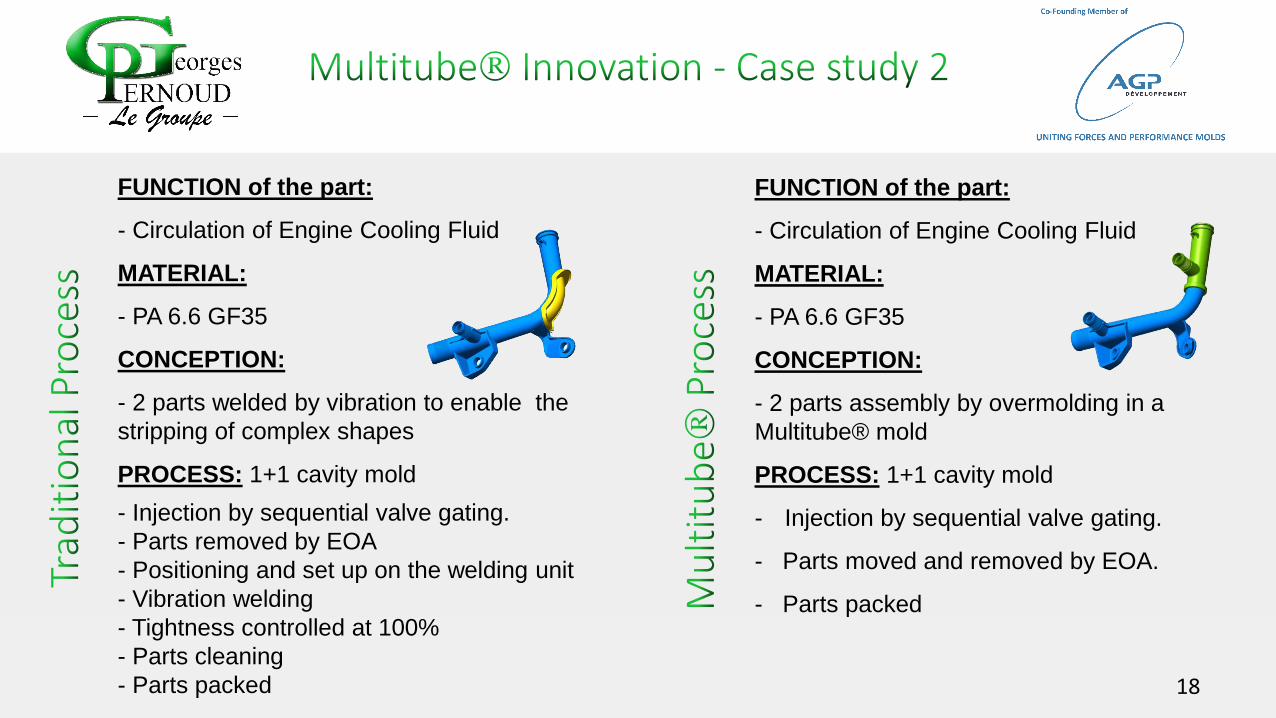
FUNCTION of the part:
- Circulation of Engine Cooling Fluid
MATERIAL:
- PA 6.6 GF35
CONCEPTION:
- 2 parts welded by vibration to enable the
stripping of complex shapes
PROCESS: 1+1 cavity mold
- Injection by sequential valve gating.
- Parts removed by EOA
- Positioning and set up on the welding unit
- Vibration welding
- Tightness controlled at 100%
- Parts cleaning
- Parts packed
FUNCTION of the part:
- Circulation of Engine Cooling Fluid
MATERIAL:
- PA 6.6 GF35
CONCEPTION:
- 2 parts assembly by overmolding in a
Multitube® mold
PROCESS: 1+1 cavity mold
- Injection by sequential valve gating.
- Parts moved and removed by EOA.
- Parts packed
19
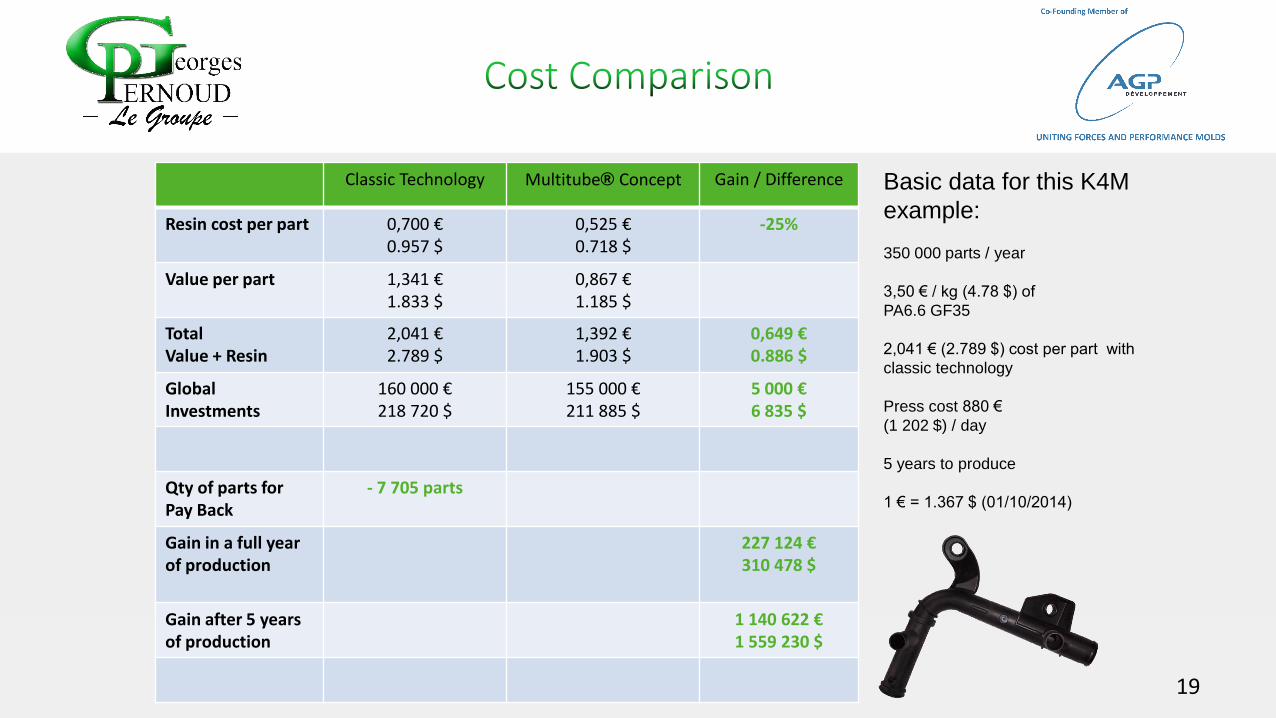
Classic Technology Multitube® Concept Gain / Difference
Resin cost per part 0,700 €0.957 $
0,525 €0.718 $
-25%
Value per part 1,341 €1.833 $
0,867 €1.185 $
Total Value + Resin
2,041 €2.789 $
1,392 €1.903 $
0,649 €0.886 $
Global Investments
160 000 €218 720 $
155 000 €211 885 $
5 000 €6 835 $
Qty of parts for Pay Back
- 7 705 parts
Gain in a full yearof production
227 124 €310 478 $
Gain after 5 yearsof production
1 140 622 €1 559 230 $
Basic data for this K4M
example:
350 000 parts / year
3,50 € / kg (4.78 $) of
PA6.6 GF35
2,041 € (2.789 $) cost per part with
classic technology
Press cost 880 €
(1 202 $) / day
5 years to produce
1 € = 1.367 $ (01/10/2014)
20
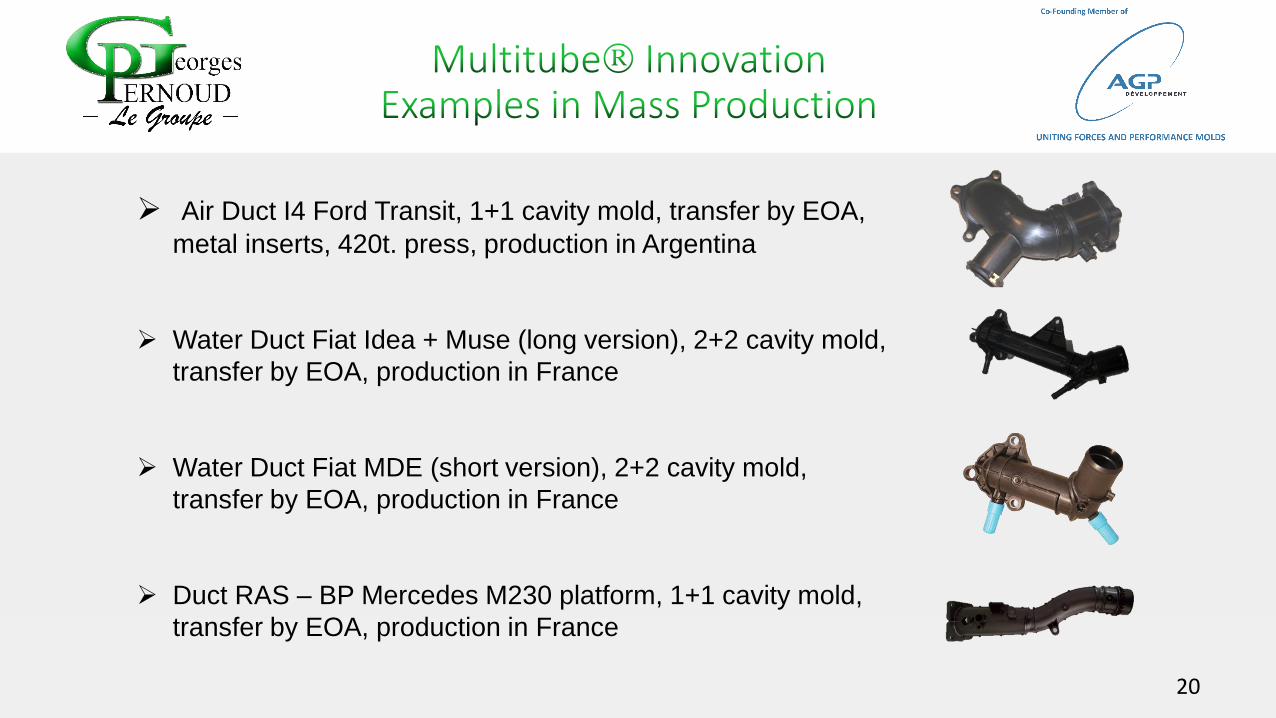
Air Duct I4 Ford Transit, 1+1 cavity mold, transfer by EOA,
metal inserts, 420t. press, production in Argentina
Water Duct Fiat Idea + Muse (long version), 2+2 cavity mold,
transfer by EOA, production in France
Water Duct Fiat MDE (short version), 2+2 cavity mold,
transfer by EOA, production in France
Duct RAS – BP Mercedes M230 platform, 1+1 cavity mold,
transfer by EOA, production in France
21
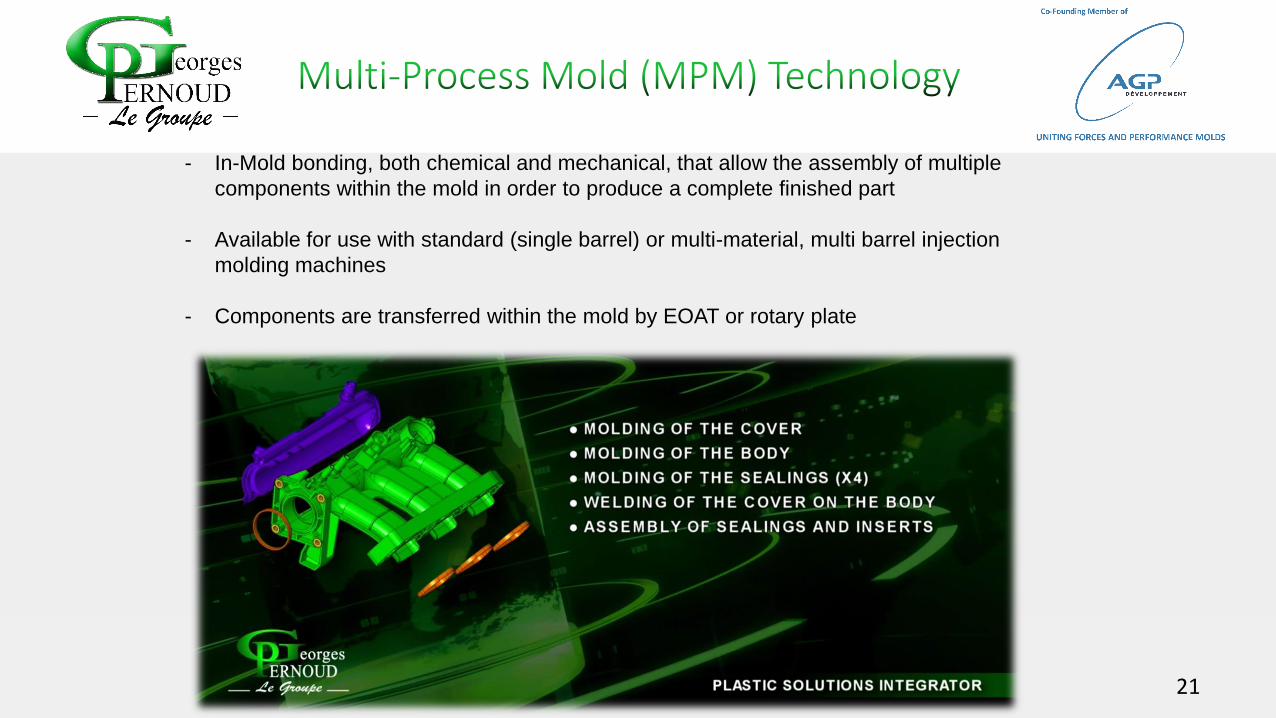
- In-Mold bonding, both chemical and mechanical, that allow the assembly of multiple
components within the mold in order to produce a complete finished part
- Available for use with standard (single barrel) or multi-material, multi barrel injection
molding machines
- Components are transferred within the mold by EOAT or rotary plate
22
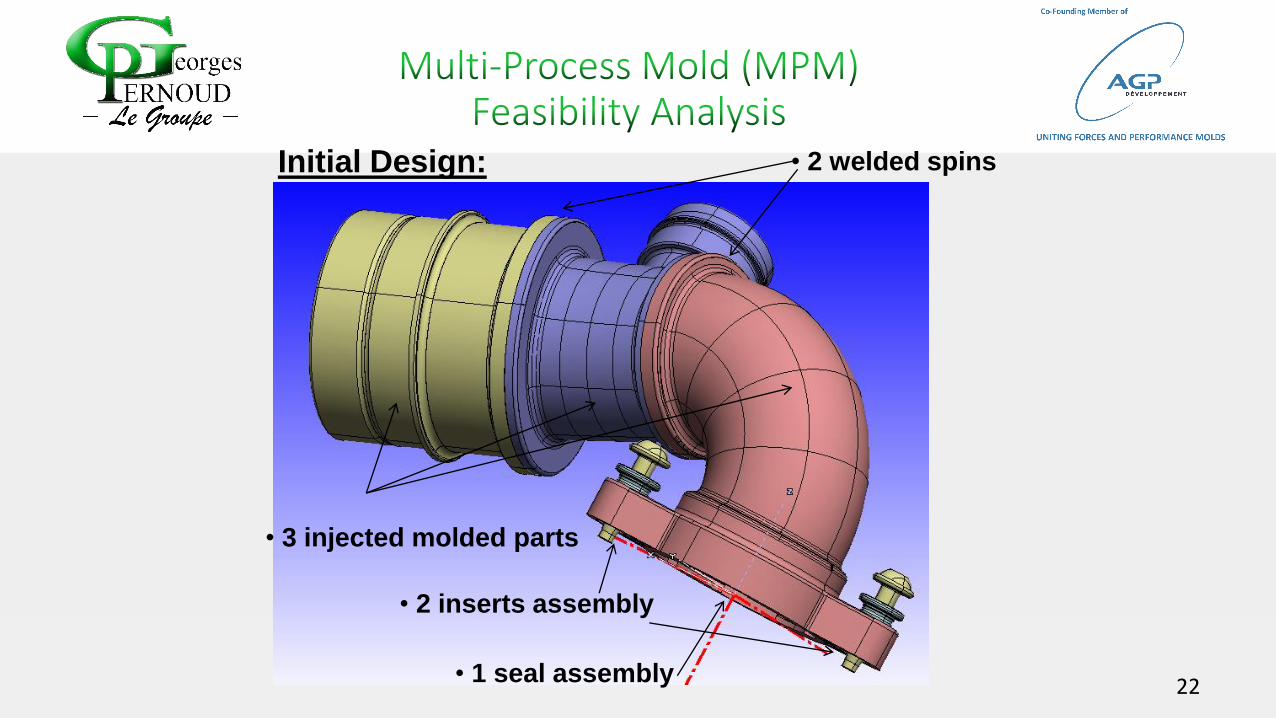
• 3 injected molded parts
• 2 welded spins
• 2 inserts assembly
• 1 seal assembly
Initial Design:
23
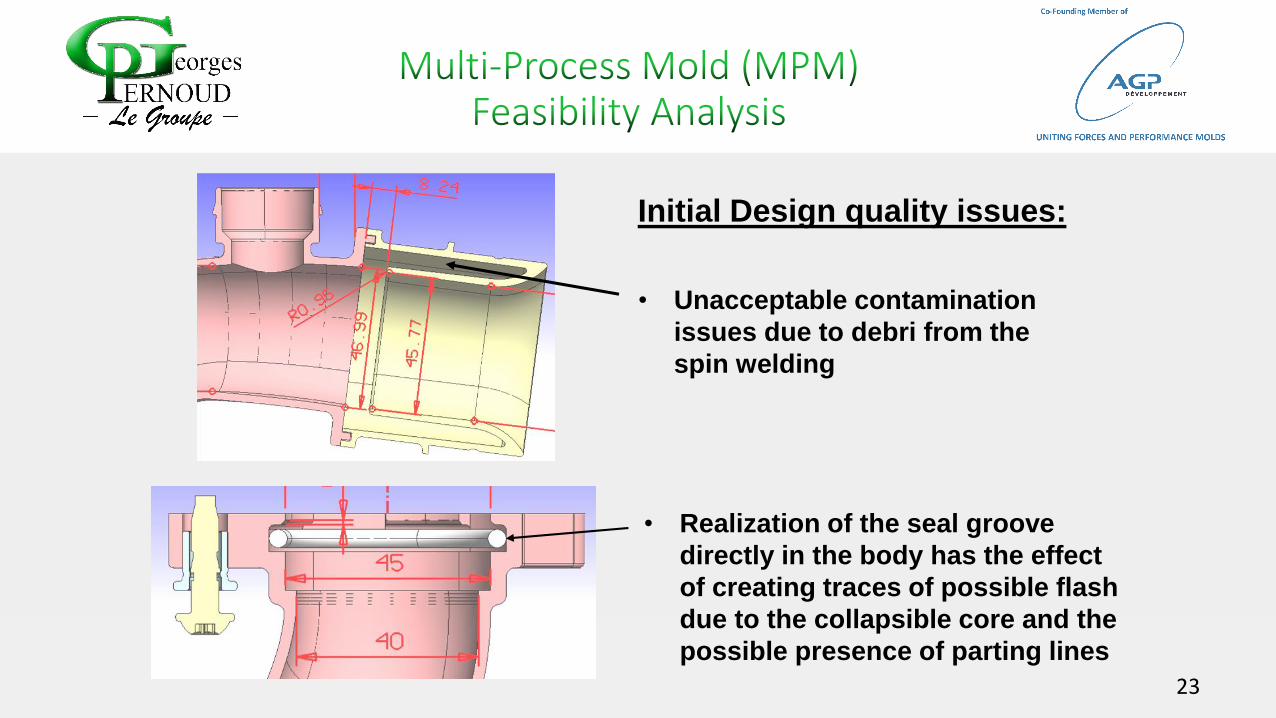
• Realization of the seal groove
directly in the body has the effect
of creating traces of possible flash
due to the collapsible core and the
possible presence of parting lines
Initial Design quality issues:
• Unacceptable contamination
issues due to debri from the
spin welding
24
• 3 molds
• 4 unique pieces of capital equipment
• 2 welding operations
• Necessary cleaning at welded joint of welding debri
• Inserts assembly
• Seal integrity testing by air pressure
Operational Processes required with Traditional Design:
25
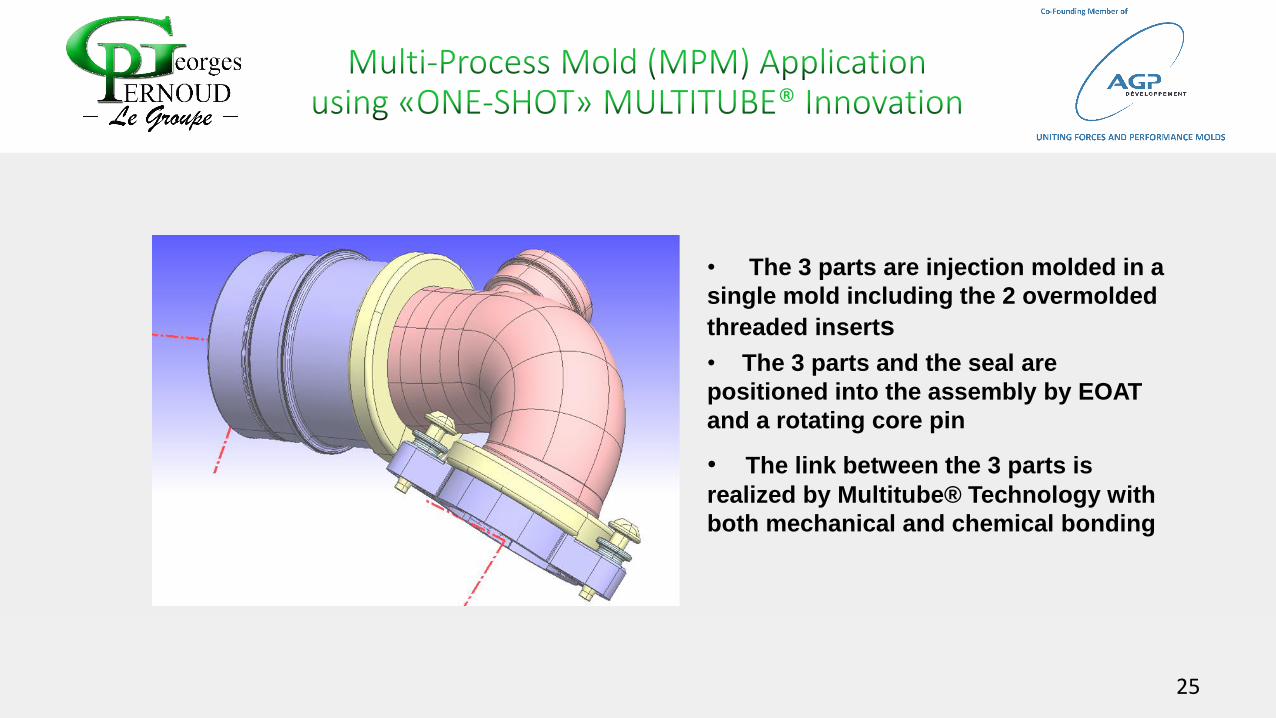
• The 3 parts are injection molded in a
single mold including the 2 overmolded
threaded inserts
• The link between the 3 parts is
realized by Multitube® Technology with
both mechanical and chemical bonding
• The 3 parts and the seal are
positioned into the assembly by EOAT
and a rotating core pin
26
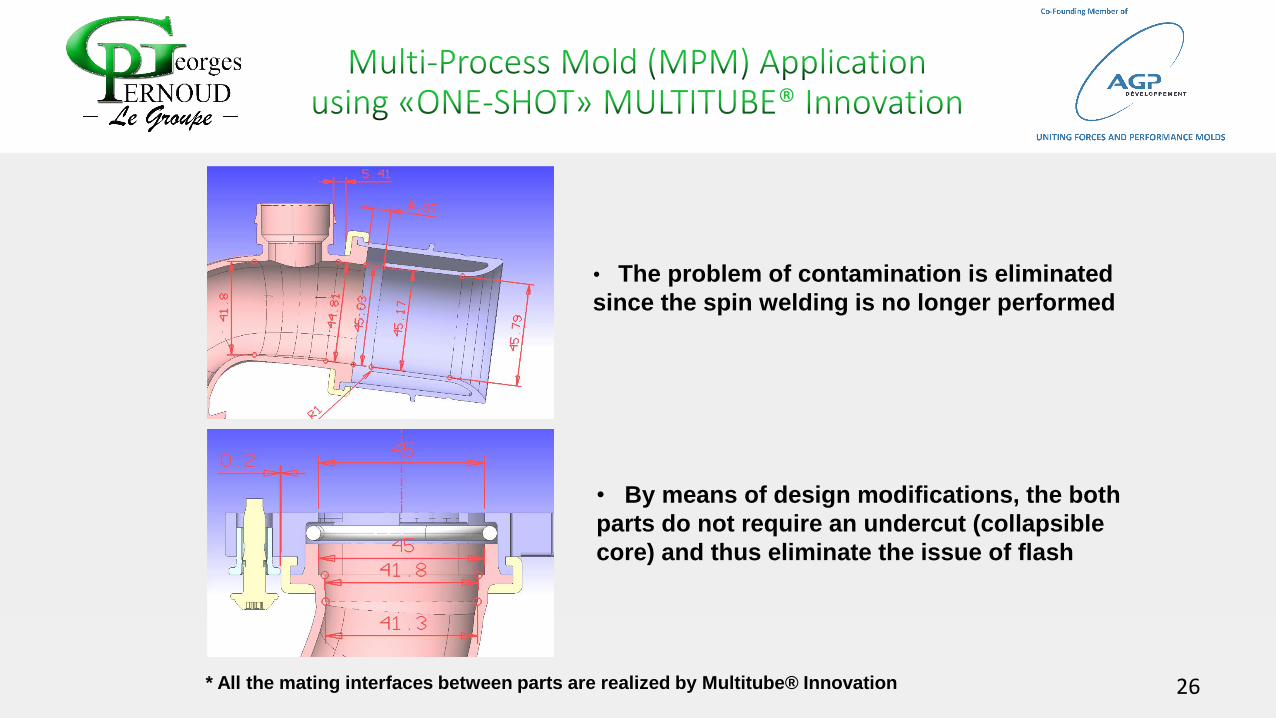
• The problem of contamination is eliminated
since the spin welding is no longer performed
• By means of design modifications, the both
parts do not require an undercut (collapsible
core) and thus eliminate the issue of flash
* All the mating interfaces between parts are realized by Multitube® Innovation
27
A
D
C
B
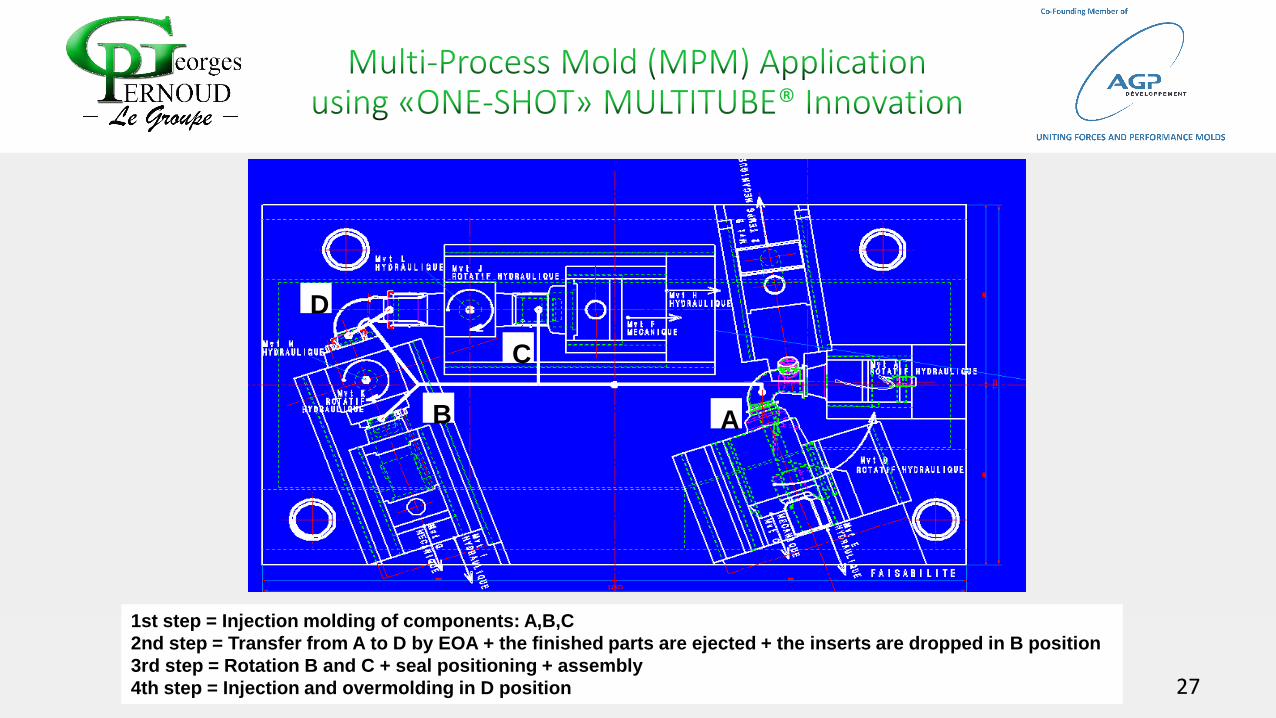
1st step = Injection molding of components: A,B,C
2nd step = Transfer from A to D by EOA + the finished parts are ejected + the inserts are dropped in B position
3rd step = Rotation B and C + seal positioning + assembly
4th step = Injection and overmolding in D position
28
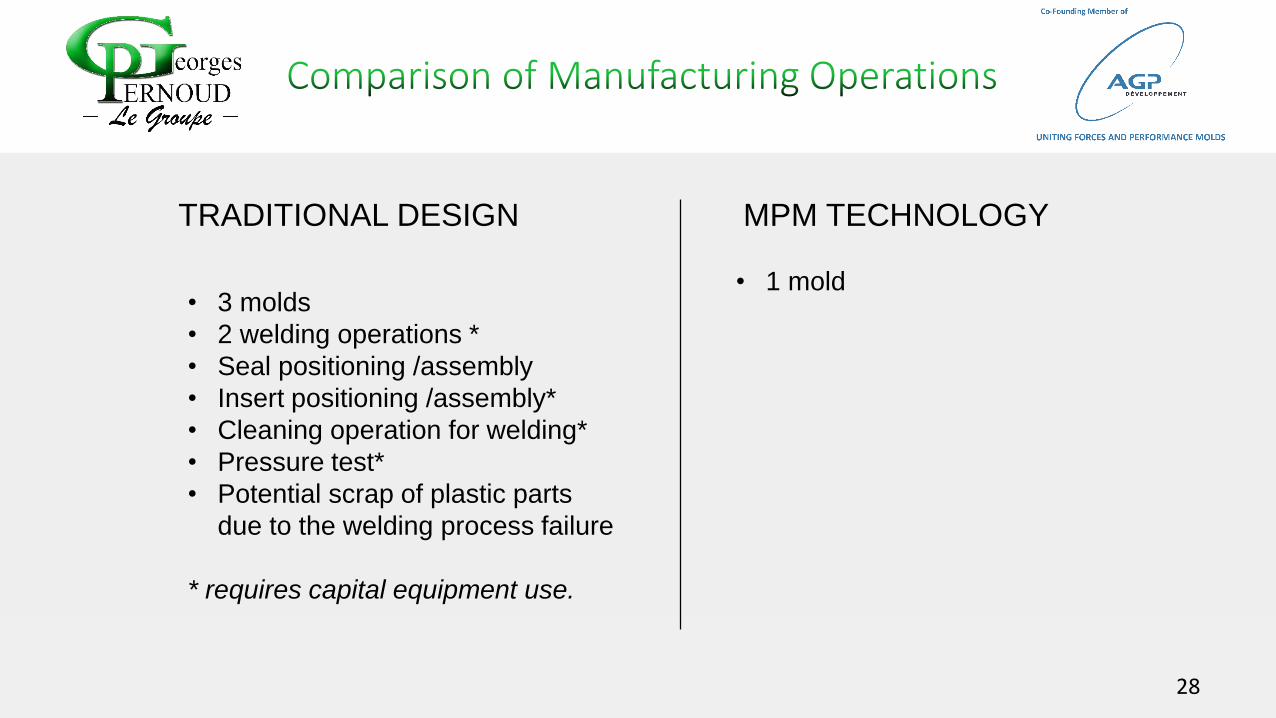
• 3 molds
• 2 welding operations *
• Seal positioning /assembly
• Insert positioning /assembly*
• Cleaning operation for welding*
• Pressure test*
• Potential scrap of plastic parts
due to the welding process failure
* requires capital equipment use.
• 1 mold
TRADITIONAL DESIGN MPM TECHNOLOGY
29
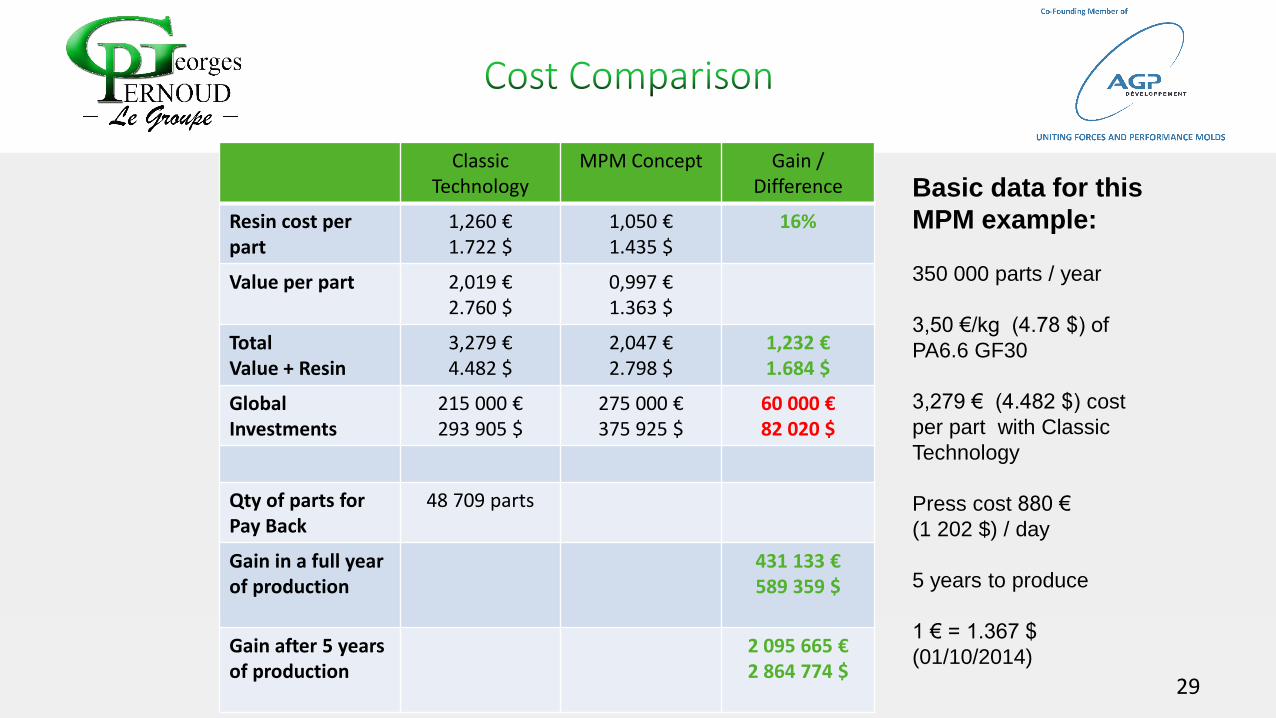
ClassicTechnology
MPM Concept Gain / Difference
Resin cost per part
1,260 €1.722 $
1,050 €1.435 $
16%
Value per part 2,019 €2.760 $
0,997 €1.363 $
Total Value + Resin
3,279 €4.482 $
2,047 €2.798 $
1,232 €1.684 $
Global Investments
215 000 €293 905 $
275 000 €375 925 $
60 000 €82 020 $
Qty of parts for Pay Back
48 709 parts
Gain in a full yearof production
431 133 €589 359 $
Gain after 5 yearsof production
2 095 665 €2 864 774 $
Basic data for this
MPM example:
350 000 parts / year
3,50 €/kg (4.78 $) of
PA6.6 GF30
3,279 € (4.482 $) cost
per part with Classic
Technology
Press cost 880 €
(1 202 $) / day
5 years to produce
1 € = 1.367 $
(01/10/2014)
30
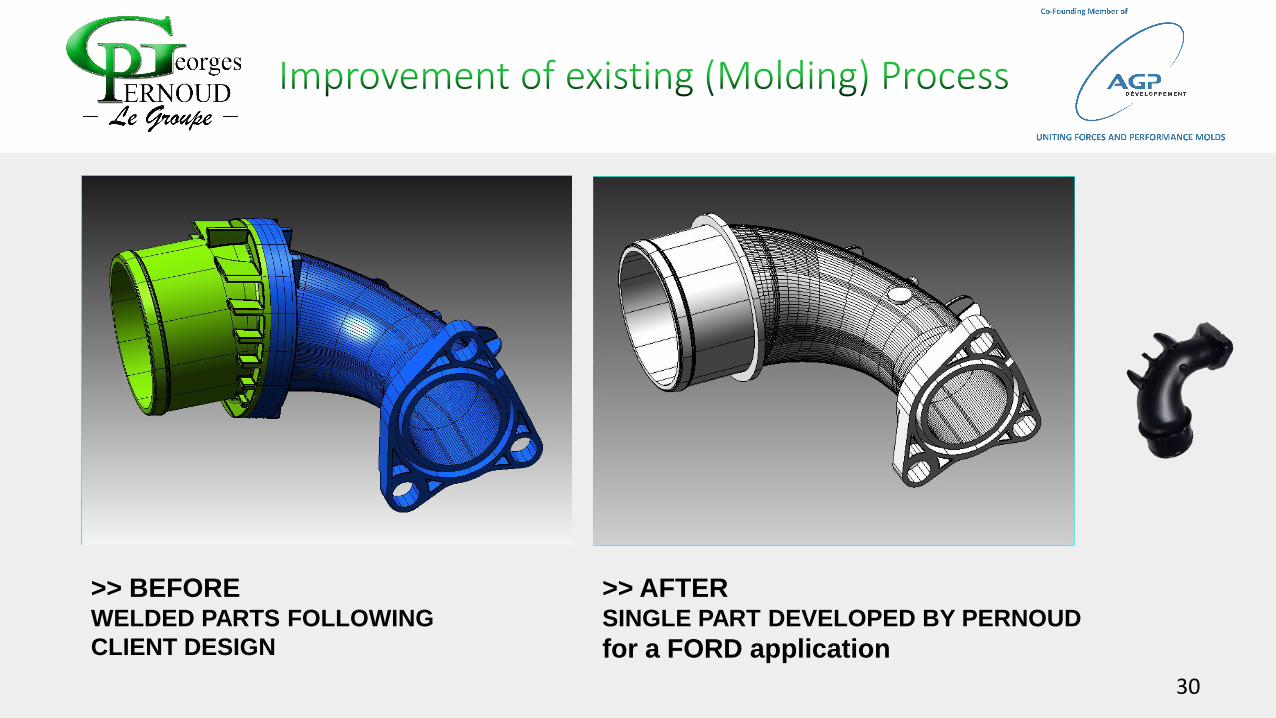
>> BEFOREWELDED PARTS FOLLOWING
CLIENT DESIGN
>> AFTERSINGLE PART DEVELOPED BY PERNOUD
for a FORD application
31
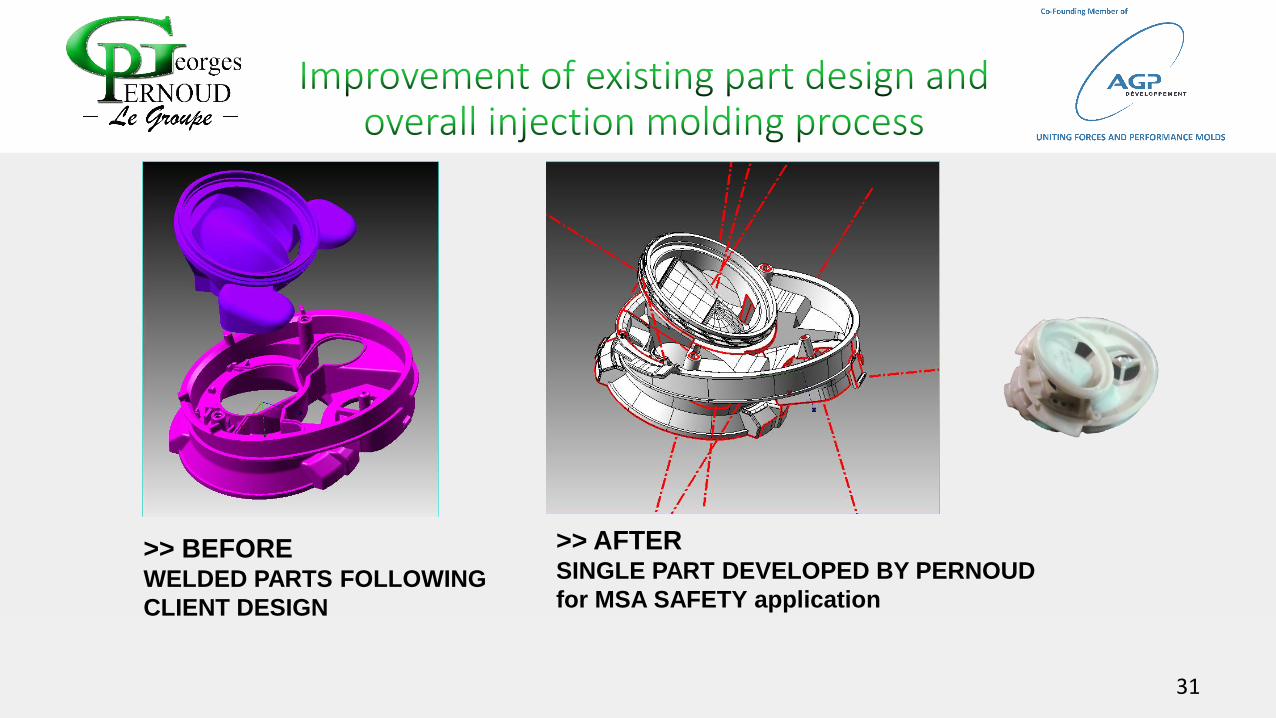
>> AFTER SINGLE PART DEVELOPED BY PERNOUD
for MSA SAFETY application
>> BEFOREWELDED PARTS FOLLOWING
CLIENT DESIGN

32
o Co-design of products• Part Design
• Moldflow Analysis
• Mold Design
o Innovative technical proposals:• Laser Sintering / Conformal Cooling

33
Cooling System
Air Intake Manifold and Filters

34
Surge TanksFuel Pump

35
Interior / Exterior Parts
36
On the traditional parts, basis conception
- We conduct the feasibility analysis with the MPM Technology / Multitube® Innovation
- We propose necessary part design modifications to realize the project >> Avg lead time: 1 week
- The Customer approves the changes in regards to the technical contraints of the final part design
- We define the following parameters:
Injection mold machine capacity
Part weight
Injection mold machine cycle time (estimation)
37
- Study: MPM / Multitube® conception, validation and preparation of the part drawing and plastic resin
compatibility, established by Georges Pernoud SAS
- Construction of a prototype mold in France (or in some case by US Partner, not available for first project)
>> Avg lead time: 6 to7 weeks for the mold and 1 week to produce samples (not including transportation)
- The mold design is created with attention to securing movements and overall reliability.
- A tool maintenance program is created in detail (training available)
- A list of planned spare parts will be created and will be made available
- A detailed technical file is included with the delivery of the mold
- Construction of a production mold in France by Georges Pernoud SAS
>> Avg lead time: 18 to 20 weeks for the mold and 1 week to produce first samples (without transportation)
- The post sales service is realized by US partners (maintenance services in the US)

38
North America Globally*

39

40
Georges PERNOUD SAS
Parc Industriel La Prairie BP 90099 Groissiat F-01116 OYONNAX Cedex
www.PERNOUD.com

![INDIRECT EXPROPRIATION UNDER NAFTA AND DR-CAFTA: … · 2006] INDIRECT EXPROPRIATION UNDER NAFTA AND DR-CAFTA 933 NAFTA and DR-CAFTA. Part II explains how three earlier NAFTA tribunals](https://img.pdfslide.us/doc/110x75/5ec6d30ffb2475648e7b2fba/indirect-expropriation-under-nafta-and-dr-cafta-2006-indirect-expropriation-under.jpg)