Embed Size (px)
Citation preview

CLE A N COLORS
W O R K B O O K

WE PUT WATER OUT OF
BUSINESS
Ph
oto
: ©
Th
e J
en
s
Recycled polyester pellets (rPET) is mixed and melted
with color pigments.
Color pigments Each color has its own
unique receipe
rPET pellets
The colored polyester mass is extruded to colored fibers
(filaments)The colored fibers
are spun and texturized to yarn.
The colored yarn is weaved or knitted
to a variety of desired fabrics.
The fabrics are assembled to the end
product - in this case a very sustainable ski jacket.
We use GRS-certified recycled polyester (rPET) from post consumer waste
The fabrics are sent to finishing: lamination, brushing, coating, etc
Research cited by the World Bank indicates that nearly 20%
of all water pollution world wide is relating to dyeing textiles.
Colors are great, but they can be challenging to produce.
We aRe SpinDye® believes in abandoning the harmful practice of
water dyeing and leading by example, inspiring the textile world
to instead choose a more sustainable method of modern coloring.
W E ARE CLE AN COLORS
START HERE
ALL DONE
We aRe SpinDye® offers the most sustainable polyester yarns and
fabrics in the fashion and apparel industry. Our easy accessible coloring process is certified and fully transparent, it delivers fabrics with
excellent color performance and a long-term awesomeness.
www.spindye.com

VERIFIED SUSTAINABILITY
By using the SpinDye®-coloring method we reduce the amount
of water used to color fabrics with up to 75% at the same time
as we reduce the used amount of chemicals with up to 90%
• Sustainability is added value to the product
• Sustainability is status
• Sustainability is a catalyst for growth
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 FOOT PRINT
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 IMPRINT
-30%ENERGY USE
-30%ENERGY USE
100%TRANSPARANCY
100%TRACEABILITY
100%TRANSPARENCY
100%TRACEABILITY
5/5RESISTANCE
TO SUN
4,5/5RESISTANCE
TO WASH
100%RECYCLED
POLYESTER
5/5COLOR FASTNESS
TO LIGHT
4,5/5COLOR FASTNESS
TO WASH
100%RECYCLED
POLYESTER
COLOR FASTNESS TO LIGHT
-75% -90%WE REDUCE THE AMOUNT OF WATER USED TO COLOR FABRICS WITH UP TO 75% AND THE USED AMOUNT OF CHEMICALS WITH UP TO 90%
VERIFIED PERFORMANCE
Selected SpinDye®-fabrics that was exposed 350 hrs in laboratory
(equal to a full year exposure in sun on high altitude) received
the test result: 5 /5 according to EN ISO 105-B02.
In reality this means that you can hardly see any bleaching at all.
The result for the same fabric, traditional dyed, at the same test
is 2/5 which means that the color is clearly bleached. This means
that the life time of the garment is extended and the consumer
can keep it and use it for a longer time.
We aRe SpinDye®Result 5 /5
Regular piece dyeResult 2/5
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 FOOT PRINT
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 IMPRINT
-30%ENERGY USE
-30%ENERGY USE
100%TRANSPARANCY
100%TRACEABILITY
100%TRANSPARENCY
100%TRACEABILITY
5/5RESISTANCE
TO SUN
4,5/5RESISTANCE
TO WASH
100%RECYCLED
POLYESTER
5/5COLOR FASTNESS
TO LIGHT
4,5/5COLOR FASTNESS
TO WASH
100%RECYCLED
POLYESTER
COLOR FASTNESS TO LIGHT
5/5 SPINDYE®-FABRICS THAT WAS EXPOSED 350 HRS IN LABORATORY (EQUAL TO A FULL YEAR EXPOSURE IN SUN ON HIGH ALTITUDE) RECEIVED THE TEST RESULT: 5/5 ACCORDING TO EN ISO 105-B02.
www.spindye.com

-75%WATER USE
-90%CHEMICAL USE
-25%Co2 FOOT PRINT
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 IMPRINT
-30%ENERGY USE
-30%ENERGY USE
100%TRANSPARANCY
100%TRACEABILITY
100%TRANSPARENCY
100%TRACEABILITY
5/5RESISTANCE
TO SUN
4,5/5RESISTANCE
TO WASH
100%RECYCLED
POLYESTER
5/5COLOR FASTNESS
TO LIGHT
4,5/5COLOR FASTNESS
TO WASH
100%RECYCLED
POLYESTER
COLOR FASTNESS TO LIGHT
SPINDYE®-CERTIFICATEThe SpinDye®-certification method is based on a tracking
and tracing formula which uses a transaction certificate
based system, similar to the organic certification
system, ensuring the highest level of integrity.
TRANSPARENCY& TRACEABILITY
The SpinDye®-certification method is based on a tracking
and tracing formula which uses a transaction certificate based
system, similar to the organic certification system, ensuring the
highest level of integrity.
It is also subject to rigorous inspection and third party validation.
All our fabrics are checked by third party validated certifiers.
• Transparency = trust
• Traceability is the tool to gain trust
The SpinDye®-certification is based
on LCA Methodology with the
ISO Standard 14040-serie
Audited by
100% ALL OUR FABRICS ARE CHECKED BY THIRD PART Y VALIDATED CERTIFIERS. THIS IS WHY WE CAN PROMISE THAT WE ARE 100% TRANSPARENT AND TRACEABLE
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 FOOT PRINT
-75%WATER USE
-90%CHEMICAL USE
-25%Co2 IMPRINT
-30%ENERGY USE
-30%ENERGY USE
100%TRANSPARANCY
100%TRACEABILITY
100%TRANSPARENCY
100%TRACEABILITY
5/5RESISTANCE
TO SUN
4,5/5RESISTANCE
TO WASH
100%RECYCLED
POLYESTER
5/5COLOR FASTNESS
TO LIGHT
4,5/5COLOR FASTNESS
TO WASH
100%RECYCLED
POLYESTER
COLOR FASTNESS TO LIGHT
Close up and cross section of uncolored /undyed yarn.
Fibers are spun andtexturized to yarn.
A yarn is usually made of between 40 and 80 fibers.This illustration shows a
yarn with 72 fibers.
Close up and cross section of yarn with homogenic
colored fibers. By adding the color pigment prior to the extrusion of the
filament, it gets homogenic colored. This is the reason
to why the SpinDye®-fabrics has such high level
of colorfastness to sunlight.
Close up and cross section of piece dyed yarn, where
the dyestuff sticks on the outside of the fibers by using hot water, under high preassure and liquid
dye stuff.
Fabric to dyeing
The fabric is dyed in hot water and under high preassure mixed
with liquid dyestuff.This step is excluded in the SpinDye®-coloring method.
Fibers*filaments & yarn
Colored fibers & yarn
Dyed yarn
Raw material to colored fiber
Recycled polyester (rPET) is mixed and melted with color pigments. The colored
polyester mass is squeezed through a nozzle. This is done in a dry and
controlled environment. The color pigments are recipe-based,
which guarantees 100% accurate color consistency from season to season &
batch to batch.
Raw material
Meltingraw material
Extrudingcolored fibers*through a nozzle.
GRS CERTIFIED RECYCLED POLYESTER
THE SPINDYE®-COLORING PROCESS
COLORING FIBERS VS. PIECE DYEING
COLORED FIBERS VS. DYED YARN
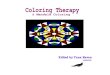
All SpinDye®-fabrics are made from recycled polyester (rPET). Polyester is in general the plastic that is best suited for recycling to fabrics and for the SpinDye®-coloring method. We aRe SpinDye® use only GRS*-certified polyester.The diagram to the right which is put together by Textile Exchange shows the HIGGS MSI and “Made By” scores for rPET vs Virgin PET. *) Global Recycling Standard
Instead of the traditional dye process — which requires significant amounts of hot water and process liquid chemicals — We aRe SpinDye® adds the colorants in the beginning of the manufacturing process. The recycled polyester pellets are mixed with the color, melted and extruded to fibers which are spun to yarn.
This illustrates the difference of coloring fibers* versus dyeing fabrics. (*The technical term for fiber is filament)
We aRe SpinDye® adds the color in the beginning of the manufacturing process. The recycled polyester pellets are mixed with the color, melted and extruded to fibers which are spun to yarn. This is why We aRe SpinDye® exclude the step of hazardous water dyeing.
The colorants are mixed with recycled polyester
pellets...
Use one of our 1950 standard
colors
The We aRe SpinDye® coloring process
Every color has its own
unique receipt
...melted and extruded to a thread...
...spun to yarn...
... and finally weaved to
desired fabric.
Choose yourcolor
Recipe basedcolors
The color pigmentis mixed with polyester pellets...
...melted and extruded to yarn...
...spunto yarn...
... andfinally weaved or knitted to desired fabric
HIGG MSI fiber score
rPET
0
Virgin PET
3,9
0,9 1,3
5,7
31
11,0
31,0
HIGG MSI Abiotic
resourcedepletion
HIGG MSI global
warming
Made Byfiber
bench-mark
A D
10
20
30
www.spindye.com

Raw material to fiberRecycled polyester is melted. The mass is
pressed through a nozzle.
rPET
Raw material
Meltingraw material
Extrudingnon colored fibers* through a nozzle.
Lorem ipsum
rPETRaw materials
Mixing raw materials
Meltingraw materials
Extrudingcolored fibers* through a nozzle.
Colorpigment
Close up of the extrusion of the fibers* through a
nozzle Close up and cross section of a yarn
with 72 homogenic colored fibers.
Coloredfibers*
Piece Dyeing
Lorem ipsum
Lorem ipsum
Fabric to finishingUndyed yarn to fabricThe yarn is weaved or
knitted to desired fabric.
Fabric to dyeingThe fabric is dyed in hot water
and under high preassure mixed with liquid dyestuff.
Brushing For textureizing
the fabrics
Lorem ipsum
Colored yarn to fabricThe colored yarn is weaved or
knitted to desired fabric.
Fabrics sent to assembling
Brushing For textureizing
the fabrics
Coating To give the fabric
different properties is laminated to
the fabric
Fabric to finishing
Coating To give the fabric
different properties is laminated to
the fabric
Fiber to yarnThe extruded fibers are spun and texturized to yarn.
A yarn is usually made of between 40 and 80 fibers*.(*The technical term for fiber is “filament”.)
Close up of the extrusion of the fibers* through a
nozzleClose up and cross
section of a yarn with 72 non colored fibers.
Raw material to colored fiberRecycled polyester (rPET) is mixed and melted with color pigments. The colored polyester
mass is squeezed through a nozzle. The color pigments are receipe-based, which guarantees 100% accurate color consistency from season to season & batch to batch.
Colored fiber to yarnThe extruded fibers are spun and texturized to yarn.
A yarn is usually made of between 40 and 80 fibers*. (*The technical term for fiber is “filament”.)
Fabrics sent to assembling

LIFE CYCLE ASSESSEMENT AND WE ARE SPINDYE® - KEY PERFORMANCE INDICATORS
This is how much chemicals that is
used for dyeing one kilo fabrics with the regular piece dying
process.
This row shows the steps we measure in the production and this is the foundation for our LCA and the SpinDye®-certificate.
This is a diagram of what we measure and where in the process we measure it. The SpinDye®-certification is based on LCA’s methodology with the ISO Standard 14040-series. The Key Performance Indicators (KPI) are compared to piece dyeing method standards.
Che
mic
al u
se in
KG
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
0,08
Kg
0,01
1 K
g
7 L
7 L
31,3
MJ
37,2
MJ
3,3
Kg
3,6
Kg
RAW MATERIAL Re-pet + pigment
0 Kg
0 Kg
0 Kg
0 Kg
0,01
Kg
0,5
MJ
0 M
J
0 Kg
0,03
Kg
0,03
Kg
55
,8 M
J
55
,8 M
J
5,7
Kg
5,7
Kg
0 K
g
0 K
g
0 K
g
0 K
g
0 K
g
0 K
g
0 K
g
0 K
g
0 K
g
0 K
g
2,6
MJ
0,3
Kg
2,6
MJ
0,3
Kg13
,3 M
J
13,3
MJ
1,6
Kg
1,6
Kg
Che
mic
al u
se in
KG
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
MASTERBATCH
Che
mic
al u
se in
KG
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
SPINNINGTexturizing
Che
mic
al u
se in
KG
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
WEAVING
Che
mic
al u
se in
Kg
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
KNITTING
Che
mic
al u
se in
Kg
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
FINNISHINGDyeing
Che
mic
al u
se in
Kg
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
BRUSHING
Che
mic
al u
se in
Kg
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
COATING SOLVENT
Che
mic
al u
se in
Kg
Wat
er u
se in
L
Cum
ulta
tive
ener
gy in
MJ
Co2
-equ
ival
ents
in K
g
COATING WATER
0 K
g
0 K
g
0 Kg0 K
g
0 K
g
0 Kg3,5
MJ
0,4
Kg
0,22
Kg
3,5
MJ
0,4
Kg
0,22
Kg
9,2
MJ
0,8
Kg
5,7
Kg
64
,7 M
J
29,
9 M
J
29,
9 M
J
1,8
Kg
1,4
Kg
1,4
Kg
0,17
7 K
g
0,14
7 L
23
,3 M
J
1,8
Kg
0,17
7 K
g
0,14
7 L
23
,3 M
J
0,01
7 K
g
0,07
7 K
g
3,37
L
34,4
L
THE GLOBAL TE X TILE INDUSTRY IS ACCOUNTABLE FOR MASSIVE WATER
POLLUTION. RESE ARCH CITED BY THE WORLD BANK INDICATES THAT NE ARLY20% OF ALL WATER POLLUTION WORLD
WIDE IS REL ATED TO THE PROCESS OF DYEING TE X TILES.
20%This is how much water that is used for dyeing one kilo
fabrics with the regular piece dying
process.
Compared to the water useage with the
We aRe SpinDye® which reduce the water usage
with up to
The CO2 -emissions are down with -25%and the energy use is down with -30%
-75% -30%
In this diagram you can see the measured KPI’s of one of the individual SpinDye®-batches. The blue staples, compared to the same production with piece dyeing (in grey)
We aRe SpinDye® Regular piece dyeing This diagram of the process chain of a fabric production shows clearly that the dyeing process is the most resource demanding step in the production. If you use regular piece dyeing - that is!
The steps We aRe SpinDye®measure in the production chain are:• Raw material Re-pet + pigment• Masterbatch (milling)• Spinning (texturing)• Weaving• Knitting• Finishing (dyeing)• Brushing• Coating solvent based• Coating water based
We measure:
Chemical use in Kg
Water use in L
Cumultative energy in MJ
Co2-equivalents in Kg
-90%The SpinDye®-coloring
method can reduce the usage of chemicals with up to -90%
compared to piece dying. One of the reasons is that
we use color pigmentinstead of liquid
dye stuff.

We aRe SpinDye®’
©2018
w w w.spindye.com
info @ spindye.com
Wennerbergssgatan 10
S -118 52 Stockholm,
Sweden
We aRe SpinDye® offers the most sustainable polyester yarns and fabrics in the fashion and apparel industry. Our easy accessible coloring process is certified and fully transparent, it delivers fabrics with excellent color performance and a long-term awesomeness.