Embed Size (px)
Citation preview

~n introduction to frictionstir welding and itsdevelopment
is in intimate contact with the work sur-face. At this juncture the friction heat-ing, produced by the rotating shoulderand pin, produces a substantial plasti-cised layer of metal beneath the toolshoulder and about the pin, fig 2d.When the workpiece is moved againstthe pin, or vice-versa, the plasticisedmaterial is mashed by the leading face ofthe pin profile and transported to thetrailing face by a mechanical stirring andforging action imparted by the pin pro-file and its direction of rotation, fig 2e.Consequently, as the stir welding toolproceeds down the joint line it frictionheats the abutting joint faces just aheadof the tool to a soft plastic state. It sub-sequently mashes the joint line, break-ing up the oxide film, and stirs andrecombines the mashed material on thetrailing side of the tool where the mater-ial cools to form a solid-phase weld.
by C J Dawes*
The author provides an introduction to the friction stir welding techniqueand points out the advantages and disadvantages of this solid phaseprocess. The materials suited to its application are highlighted and areasof future development are discussed.
InDecember 1991 TWI invented andfiled a patent- for a solid-phase weld-
ing technique called friction stir weld-ing; a derivative of conventional frictionwelding and which would enable theadvantages of solid-phase welding to beapplied to the fabrication of long buttand lap joints. The results of that initialfeasibility study showed that, if this sim-ple and innovative welding methodcould be perfected, the benefits to indus-try would be enormous.
Aluminium alloys, fig 1, which have awide range of weldabilities, have beenthe obvious initial target for developingand proving this new welding techniqueand press releases drawing attention tothis subject have attracted worldwideinterest. Consequently TWI is now con-ducting an international GroupSponsored Project" to accelerate thedevelopment of friction stir welding forjoining aluminium alloys. The first stageof the research, based on a 6000 seriesalloy, is complete and has producedremarkable results in terms of weld qual-ity and process repeatability in materialthicknesses between 1.6 and 12.7rnrn.For the time being the sponsors, under-standably, do not wish to release para-meter and welding tool technologydetails, however, they have consented tothe release of the weld quality informa-tion described in this article.Independently TWI has made an initialfeasibility study of friction stir weldinglead and copper and this is also men-tioned. However, how does the. tech-nique work?
THE ADVANTAGESManufacturing cost savingsThe welding operation is simple, energyefficient and eliminates the need forcostly consumables:• A high level of operator skill and train-
ing is not required.• The welding process does not require
expensive filler wires and weld poolshielding gas.
• Special joint edge profiling and oxideremoval immediately prior to weldingis unnecessary.
• The technique is ideally suited toautomation.
• If necessary the welding operation cantake place in all positions from down-hand to overhead.
• The simple concept electro-mechani-cal machine tool equipment is energyefficient (a single pass 12.Srnm deepweld can be made in aluminium alloywith a gross power of 3kW) requiresvery little maintenance and, apart
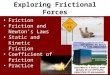
Fig 1. Two extruded, 6000 series, aluminiumalloy panels autogenously friction stir weldedtogether with very low distortion. No evidenceof weld cracking or porosity was found on sub-sequent radiographic inspection.
that prevents the abutting joint facesfrom being forced apart. A cylindrical,shouldered tool, fig 2b, with a speciallyprofiled projecting pin is rotated andslowly plunged into the joint line. Thepin length being similar to the requiredweld depth. When the rotating pin con-tacts the work surface it rapidly frictionheats the material at the point of contact,thus lowering the materials mechanicalstrength. Under an applied force the pinforges and extrudes the material in itspath, fig 2c, until the shoulder of the pin
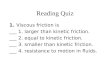
Fig 2. Friction stir welding operation: (a) The parts to be joined are clamped to a backing plate.(b) A cylindrical shouldered tool with a special pin profile is positioned with its axis on the jointcerntreline. (c) The tool is rotated at a certain peripheral velocity and plunged into the joint. (d)Plasticised metal, through friction heating, is removed until the tool shoulder is in intimate contactwith the work surface. (e) When the tool is moved against the work, or vice-versa, plasticisedmaterial is moved from the front to the back of the pin thus forming a weld on consolidation asthe pin, and the heat source, moves away.
it
I
If
Ii!
Friction heatedextruded materialba
THE PRINCIPLE OF FRICTIONSTIR WELDINGTo form a friction stir weld the butt, orlap, joint parts are placed on a backingplate, fig 2a, and clamped in a manner
Backing plate·C J Dawes is Principal Research Engineer (FFP).Electron Beam. Friction and Forge ProcessesDepartment. TWI. Abington Hall. Abington.Cambridge CBl 6AL. UK.
tGroup Sponsored Projects are supported by a groupof TWI Member Companies who share the cost andresults of an Rand D programme. This approachreduces risk capital. accelerates process develop-ment and enables the individual companies to gaina substantial technical lead in terms of know-howand process operation and application.
Weld metal
Plasticised layerbeneath tool shoulderand about pin
Welding & Metal Fabrication, Janua 1995

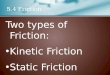
Fig 3. Transverse cross section of a fridion stirweld formation in a 6.4mm thick 6000 seriesaluminium alloy.
from welding tools and electric power,relies on no other consumables.
• The technique can be operated in amagnetically hostile environment, thuseliminating the need to shutdown themagnetic field source; such as whenworking close to electrical busbars.
Weld qualities that provideopportunities for improved andnew product designsThe low distortion repeatable qualitysolid-phase welds can improve existingproducts and lead to a number of newproduct designs previously not possible.For example, in the case of aluminiumalloys alone:OWelds can be made in alloys which
cannot be fusion welded because ofcrack sensitivities.
o High joint strengths can be achievedin heat treatable alloys.
o The solid-phase weld formationenables the retention of properties formetastable alloys such as metal matrixcomposite materials, or those pro-duced by rapid solidification process-ing techniques.
o Many component shapes, such aslong, large cross section, one-off, boxsections and spars, which normallywould not be practical, or cost effec-tive, to extrude or cast, can now befabricated by welding.
o Extruded lightweight panels, which aredifficult to extrude in large sizes, orfusion weld together without distortion,can be butt welded together to formlarger structures, such as the internaldecking for ships, or chassis and plat-forms for rail and heavy road vehicles.
o Difficult to make hollow castings, suchas manifolds, can be produced moreeasily by welding together two simplesolid castings, or possible extrusions.
o Butt and lap seam welds can be madebetween sheet metal or cast and extrud-ed parts, enabling pressed panels to bewelded into automotive space frames.
IJ
Product quality assuranceThe technique is mechanical and there-fore does not depend on operator skill:• Weld quality is determined by the stir
welding tool profile and pre-setmechanical machine actions and conse-quently simple in-process monitoringcan be used to terminate the weldingoperation if the machine action deviatesfrom the selected machine settings.
• Since the welding operation ismechanical the monitored output of
o The parts must be rigidly clampedagainst a backing bar, to prevent weldmetal breakout, if full pene-tration welds are required (itmay be possible to overcomethis problem in the future ifa bobbin tool concept cur-rently under investigationcan be perfected).
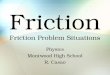
o At the end of each weld runa hole is left where the toolpin is withdrawn. In manycases it may be necessary tofill this hole by an alterna-tive welding technique(such as friction taper plugwelding to maintain a solid-phase weld formation), Fig 4. Tensile tested friction stir welds made in 7.6, 6.4especially when making cir- and 12.7mm thick, 6000 series alloy. Failures havecumferential welds where occurred in the parent metal HAl.hermetic and pressure tightseals are required. On the other hand,applications requiring only shortlengths of stitch joints between longbutting faces, or at the end of weldruns which do not run out of abuttingparts, the hole left by the pin couldact as a stress reliever in the event ofpotential crack propagation from theunwelded region.
o Run-on run-off plates are necessarywhere continuous welds are requiredfrom one edge of a plate to the other.The use of such plates require specialprocess care to ensure the requiredheat generation and transfer to main-tain weld quality.
o Due to workpiece clamping and access
the individual machine settings can bedigitised and stored if necessary toprovide a case history of each weld.
• The faying faces do not have to beclose fitting prior to welding. Gaps canbe tolerated, eg, O.2mm for 1.6mmsheet and 1.25mm for 12.7mm plate.
SafetyThe welding operation only requiresnormal cutting machine (milling type)tool guards and above all is environmen-tally friendly. The process is clean anddoes not produce any major safety haz-ards, such as welding fume or radiation.
THE DISADVANTAGES
requirements, applications whereportable equipment could be usedmay be limited .
POTENTIALLY SUITEDMATERIALS AND FRICTION STIRWELD PROPERTIESIn theory all materials which can belocally plasticised by friction heatingcould be friction stir welded if a tool pinmaterial can be found which has ade-quate hot strength at the plasticisingtemperature of the material to be weld-ed. Certain tool steels can easily meetthis requirement for low melting pointmaterials such as aluminium alloys andlead, and consequently these materialsare prime candidates for research; espe-cially some of the more recent alumini-
_'OOmm_'
urn alloys which could enjoy a substan-tially increased market share if they canbe more easily welded than at present.Nevertheless, two other useful industrialmaterials targeted for friction stir weld-ing research, which require special tooldevelopment work, are copper and tita-nium; one should note the feasibility offriction stir welding copper and lead hasalready been proved at TWI.
The solid-phase weld formation pro-duced by friction stir welding offers threeimportant metallurgical advantages overfusion welds, which are especiallyimportant in aluminium alloys: Joiningin the solid state eliminates the high tem-perature cracking phenomena associated
Table 7. Industries in which friction stir welding might find an application.
Industry Applications (for fabricating)
Airframes, fuel tanks and attachment of special alloy skinsLarge extrusions, seamed pipesChassis (bus and truck) space frames, wheels, bulk carriertanksBridges, offshore accommodation unitsBeer barrelsWagon and coach chassis and coochwork for high speedtrainsHulls, decks and internal structures for lightweight, energyefficient high speed shipsLiquid gas containers
AerospaceAluminium producersAutomotive
ConstructionBeverageRailway rolling stock
Shipbuilding
Pressure vessels
t:

with processing involving melting, thereis no loss of alloying elements throughevaporation, and the mashing, stirring
.and forging action of the process pro-duces a weld metal with a finer grainstructure than the parent metal.
The absence of melting during thewelding operation eliminates the risk ofweld porosity, solidification cracking andthe need to use special filler wires as inthe case of fusion welds. Moreover, thefriction stir weld metal and HAZ in heattreated aluminium alloys (eg, 6000 series)can be returned to a strength close to thefully heat treated parent metal temper byemploying a simple post weld ageingtreatment. Researchers at the HydroAluminium Centre in Norway- havereported achieving 90% of the T5
Fig 5. 780°, root in tension, bend tested fric-tion stir welds mode in 7.6, 6.4 and 72. 7mmthick, 6000 series aluminium ol/oy.
strength in materials friction stir weldedin the T4 temper condition and artificial-ly aged at 185°C for 5 hours. Perhaps evenmore significantly, TWI research hasfound that certain dispersion strength-ened aluminium alloys can be friction stirwelded without destroying the disper-soids in the weld region and thus pre-serving carefully engineered properties.
The fine grain structure of the weldmetal, fig 3, produced by friction stirwelding generally enables the weldmetal strength, in the as-welded condi-tion, to be in excess of that in the HAZ.Figures 4 and 5 show examples of tensileand bend tested welds in aluminiumalloy 6082, which illustrate this effect.
11i
j
FUTURE PROCESSDEVELOPMENTThe development of friction stir weldingat TWI during 1995 will move ahead ontwo fronts: a second phase of the inter-national Group Sponsored Project andvia a new TWI Core ResearchProgramme. The former will continueresearch into different aluminiumalloys, study different joint configura-tions and establish weld properties datato help enable acceptance of friction stir
Fig 6. Joint configurations suited to friction stir welding. a - Square butt, b - Combined butt andlop, c - Single lop, d - Multiple lop, e - 3 piece T butt, f - 2 piece T butt, g - Edge butt,h - Possible extrusion design to enable corner fillet weld to be mode.
welding by the classification societies;such as for shipbuilding and aerospaceapplications. The Core ResearchProgramme is aimed at establishing toolmaterials with sufficient hot strengthand wear resistance to enable welding ofhigher melting point materials thanthose welded at present.
From a welding process standpoint,the future scope for friction stir weldinginitially lies in the progress of the weld-ing tool development. The tool technolo-gy is the heart of the friction stir weldingprocess. Tool shape determines the heat-ing, plastic flow and forging pattern ofthe plasticised weld metal. Tool sizedetermines the weld size and toolstrength. The tool material determinesthe rate of friction heating, tool strengthand working temperature; the latter ulti-mately determining which materials canbe friction stir welded. Each of these tooltechnology aspects will be studied to tryand establish a combination, which willproduce sound welds and the best toler-ance to process parameters at therequired working temperature.
The process research to date has con-centrated on conventional butt and lapjoints. The friction stir welding tech-nique, however, is suited to severalother joint configurations, see fig 6. Thejoint configurations illustrated offer fur-ther design opportunities for numerousindustrial applications and consequent-ly will be investigated.
As friction stir welding moves towardsindustrial use, which could be veryshortly for welding 6000 series alumini-um alloys, the development of suitableindustrial equipment will need to beaccelerated. In the short term TWI isdeveloping a moving head machine,capable of producing a 2m long weldlength. This machine will supplementthe original fixed head researchmachine, which has a moving table andproduces a maximum weld length ofonly 700mm. For specific industrialwelding applications friction stir weld-ing heads for short welds could of coursebe fitted to robot arms, for long welds ofseveral metres, multiple heads could befitted to a gantry.
At this time two major machine/weld-ing equipment manufacturers (bothmembers of the Group Sponsored
Project) are taking a serious interest infriction stir welding, with a view to pro-viding the commercial equipment.
MAJOR POTENTIALAPPLICATION AREASAt this juncture TWl is concentrating ondrawing friction stir welding to theattention of industries that use, or wishto use, aluminium alloys, but experiencefabrication difficulties when using exist-ing welding techniques. Some suchindustries and product applications arepresented in table 1.
OVERVIEWFriction stir welding is a remarkable newwelding technique for joining aluminiumalloys and has the potential for weldingother higher melting point materials.Although still an infant welding tech-nique it has already been developedbeyond a laboratory curiosity and hasbeen proved as a potential practical weld-ing technique offering low distortion, highquality, low cost welds from simple con-cept machine tool welding equipment.
Designers, welding and productionengineers considering welded fabrica-tions involving aluminium alloys areadvised to consider this welding tech-nique and also maintain a watching brief.
REFERENCES"Thomas, W M et al. Friction Stir ButtWelding, International Patent ApplicationNo. PCT/GB92/02203 and GB PatentApplication No.9125978.8, 6 Dec 1991.2Midling, 0 T. Material Flow Behaviourand Microstructural Integrity of FrictionStir Butt Weldments, Proc. of 4th Int.Conf. on Aluminium Alloys (ICAA4),Atlanta, GA, USA, 11th - 16thSeptember 1994.
ACKNOWLEDGEMENTTWI would like to thank the IndustrialSponsors of Group Sponsored Project5651, 'Development of the NewFriction Stir Technique for WeldingAluminium', for giving permission topublish some of the information pre-sented in this article. •