Embed Size (px)
Citation preview

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
FUTURE ADVANCED TECHNOLOGY AIRCRAFT (FATA) WING DESIGN
TRADE STUDY PROGRESS OVERVIEW PRESENTATION.
By Mr. GEOFFREY ALLEN WARDLE. MSc. MSc. C.Eng. Snr MAIAA. 1

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
2
This is an overview covering my current private design trade studies into the incorporation of new
structural technologies into future transport wing design, and the incorporation of mission adaptive
wing (MAW) technology (updated 5th August 2015).
This study has been undertaken after my 13 years at BAE SYSTEMS MA&I, in airframe design
development as a Senior Design Engineer, and my Cranfield University MSc in Aircraft Engineering
completed in 2007(part-time), and was commenced in 2012 and I aim to be complete it at the end
of 2017. This utilises knowledge and skills bases developed throughout my career in aerospace
well as new material I have studied.
Sections which are defined as in work Sections 14 through 17 will be presented on completion as
the overview is updated and in depth studies of some supporting sections will be moved to the
capability maintenance supporting presentations, and referenced as such.
This structured overview should be read in conjunction with the following LinkedIn presentations: -
(1) My Composite Design Capability Maintenance Examples: (2) New Metallic Design and FEA
Capability Maintenance Examples: (3) Robot Kinematics for FATA Wing Study.
*This study is also intended to maintain current skills and knowledge base for new
employment positions and will not compete with them for my time please view in
conjunction with my aircraft design career and other presentation on LinkedIn.
Overview of my current research activities in aircraft design for the FATA paper.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Section 1:- Background of the FATA study and research methodology:
Section 2:- Benefits of Z- direction reinforcement in composite laminates:
Section 3:- PRSEUS Structural element design:
Section 4:- Overall loading on transport aircraft primary structures:
Section 5:- Structural design philosophies employed in the design of wing components:
Section 6:- Roll and layout of large aircraft wing structural members:
Section 7:- The design and structural layout of baseline aircraft wing:
Section 8:- Assembly of baseline aircraft wing torsion box structural members:
Section 9:- Advanced composite component materials processing overview (see also My Composite Design
Capability Maintenance Examples LinkedIn presentation):
Section 10:- Advanced Metallic Technologies (Additive Manufacturing) (see also New Metallic Design and
FEA Capability Maintenance Examples LinkedIn presentation):
Section 11:- Robotic assembly in the development of the Baseline wing (see also Robotic Kinematic for
FATA wing Study LinkedIn presentation):
Section 12:- Integration of baseline and developed aircraft main landing gear:
Section 13:- Integration of baseline and future concept engines:
Section 14:- FATA baseline wing structural analysis and component sizing (in work):
Section 15:- FATA baseline wing systems integration (in work):
Section 15:- FATA PRSEUS developed wing structural layout and sizing analysis (in work):
Section 16:- FATA PRSEUS developed wing systems integration (in work):
Section 17:- FATA MAW control surface integration (in work).
3
Contents of this FATA study overview presentation.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
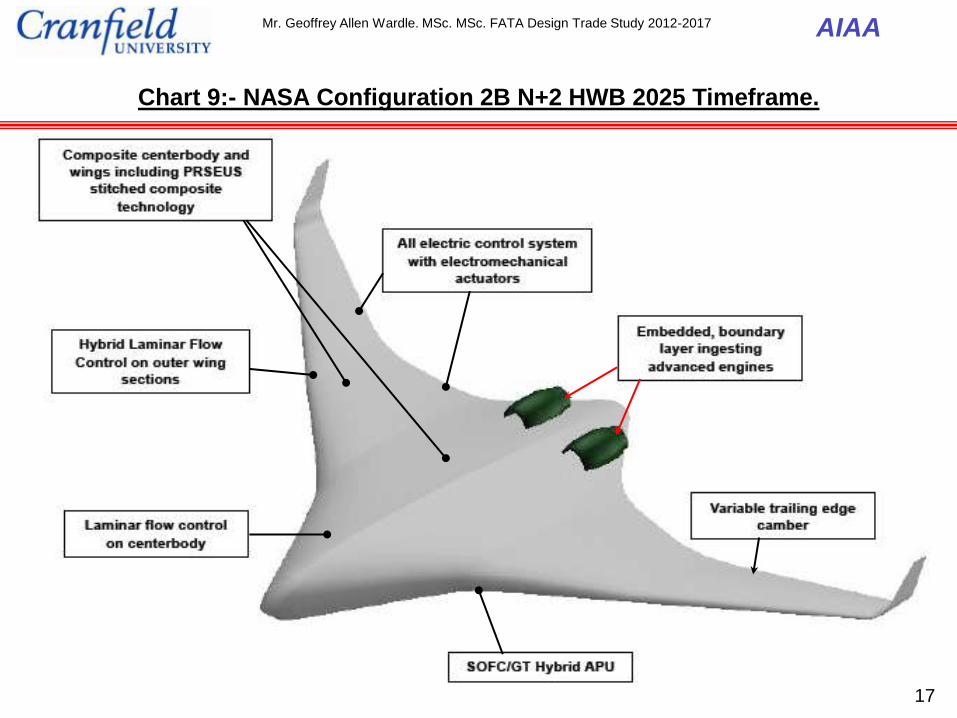
Currently I am conducting a conceptual design trade study into the application of mission adaptive
flight control surfaces, and Future Integrated Structure (FIS) technology PRSEUS (using NASA/TM-
2009-215955 (ref 1) and NASA/CR-2011-216880 (ref 2), as my structural starting point) to future
large transport aircraft, as detailed in charts 1 to 4, chart 6 shows the projected baseline operational
profile used in loads and fuel tank sizing calculations. This technical paper for per review through
the AIAA is aligned with the NASA proposed future PRSEUS studies shown in charts 7,8,9 and 10.
The reference baseline aircraft wing selected is for a CFC twin engine 250-300 seat class aircraft
design of conventional configuration. Table 1 and figure 1 illustrates comparative data for the A350
XWB and B787, and figure 2 shows the supercritical airfoil selected the baseline design this
conventional design which will be compared with an improved baseline design incorporating
PRSEUS (FIS) technology figures 5, 6, 7 and 8, and Mission Adaptive Wing MAW Control surfaces,
figures 9 and 10, to be designed using Catia V5.R20 CPD/GSA, to determine the structural / weight
/ and aerodynamic benefits at the trade study level and finally more advanced designs using BWB,
and embedded engine technology will be used to determine future potential applications. The study
consists of three phases:- (1) The overall airframe configuration design and parametric analysis
using both classical analysis and the Jet306 / AeroDYNAMIC V2.08 analysis tool set based on my
Cranfield MSc: (2) The second is major structural wing component layout of the airframe initial
structure with preliminary systems integration, and using Cranfield University methods and Catia
V5.R20 GSA for structural sizing. (3) The final design study for both versions of the wing reference
and new build will consist of parametric analysis, initial optimisation and structural layout and
analysis and constitutes a feasibility study proposal to determine the benefits, and constraints on
such an application.
Section 1:- Background to my FATA wing study and research methodology.
4

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
IMPERIAL DATA. METRIC DATA.
Wing Span (ft / in) 212 / 5.5 Wing Span (m) 64.8
Length (ft / in) 219 / 10 Length (m) 67.0
Wing Area (sq ft) 4,768.6 Wing Area (sq m) 443.0
Fuselage diameter (in) 234.64 Fuselage diameter (m) 5.96
Wing sweep angle 35° Wing sweep angle 35°
Engine number / type 2 X RR Trent XWB Engine number / type 2 X RR Trent XWB
T-O thrust (lb) 83,000 T-O thrust (kN) 369.0
Max weight (lb) 590,829 Max weight (tonnes) 268.9
Max Landing (lb) 451,940 Max Landing (tonnes) 205.0
Max speed (mph) 391 Max speed (km/h) 630
Mach No 0.89 Mach No 0.89
Range at OWE (miles) 9,321 Range at OWE (km) 15,000
5
Table 1:- Baseline Aircraft Data for the AIAA study (highlighted data used for baseline).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
6
Figure 1:- Comparative dimensions for the A350 XWB and the B787.
(34.77ft)
(197.24ft)
(64.99ft)
(32.15ft)

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
My current research activities in aircraft design for the FATA paper.
Aircraft design studies are a detailed and iterative procedure involving a variety of theoretical and
empirical equations and complex parametric studies. Although aircraft specifications are built
around the basic requirements of payload, range and performance, the design process also
involves meeting overall criteria in terms of, for example, take-off weights, airport constraints,
maintainability and operating cost.
The main issues come from the interdependency of all of the design variables involved, in
particular the dependency relationship between wing area, engine thrust, and take-off weight which
are complex and often require an initial study of existing aircraft designs to get a first impression of
the practicality of the proposed design, this is the process adopted by myself in designing the
reference wing based upon the most recent fielded technology. An aircraft design trade study can
be considered to two phases:- the initial „first approximation‟ methodology: followed by „parametric
analysis‟ stages, although in practice the process is more iterative than purely sequential. Table 2
shows the basic steps to generate configuration data for AeroDYNAMIC MDO toolset, with some
general rules of thumb, based on concept design experience.
Chart 4 illustrates the basic parametric initial wing area estimation methodology as an example, for
evaluation three alternative wing platform's, the process was then repeated by estimating three
values for take-off weight and engine size for each of the three baseline wing areas. The results
were then plotted using AeroDYNAMIC as parametric study plots showing the bounds of the design
which fitted the chosen design criteria and are incorporated in the full study paper.
7

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
8
Table 2:- Example of the „first approximation‟ methodology used in the FATA study.
Estimated parameter. Basic relationship. Rule of thumb.
(1) Estimate wing loading
W/S.
W/S = 0.5 pV² C˪ (in the
„approach‟ condition).
Approach speed lies between 1.45 and 1.62 Vstall.
Approach C˪ lies between C˪max /2.04 and C˪max /2.72
(2) Check C˪ in cruise. C˪ = 0.98(W/S) /q
Where q = 0.5 pV² .
C˪ generally lies between 0.44 and 0.5
(3) Check gust response
at cruise speed.
Gust response parameter
α1wb .AR / (W/S)
α1wb is the wing body lift curve slope obtained from
data sheets.
(4) Estimate size. Must comply with take-off
and climb performance.
The aircraft type considered i.e. long range transport
have engines sized for top of the climb requirements.
(5) Estimate take-off wing
loading and T/W ratio as
a function of C˪V2
s =kM²g²/(SwT. C˪V2 )
1.7< C˪max < 2.2 and 1.18< C˪V2 <1.53
(6) Check the capability
to climb (gust control) at
initial cruise altitude.
17< L/D < 21 in the cruise for most civil airliners.
(7) Estimate take-off
mass.
MTO = ME + MPAL + Mf 0.46< OEM / MTOM <0.57

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
9
Chart 1:- My current research activity for aircraft design trade studies FATA paper.
The development and application of
advanced structural concepts, and
mission adaptive control surfaces to
commercial aircraft. Estimated at:-
4,680hrs (15 hour weeks over 6 years)
Work book 1:- Composite airframe design
and manufacture incorporating Catia
V5.R20. (exercises vertical tail fighter a/c
design / commercial aircraft vertical tail
design) COMPLETED.
Work book 2:- FEA using Catia V5.R20.
(exercises airframe structural component
design and analysis) COMPLETED.
Work book 3:- Control surface
kinematics Catia V5.R20. (exercises
airframe flap deployment analysis).
Major structural layout:- Based on
Cranfield MSc Aircraft Engineering
modules using Catia V5.R20 as tool
set.
Defining airframe study concept:- MSc
Aircraft Engineering modules using
Catia V5.R20 as tool set and
AeroDYNAMIC V3 MSc / BAE skills
sets.
Major structural loads analysis and
component sizing:- Based on Cranfield
MSc Aircraft Engineering modules using
Catia V5.R20 as tool set.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
10
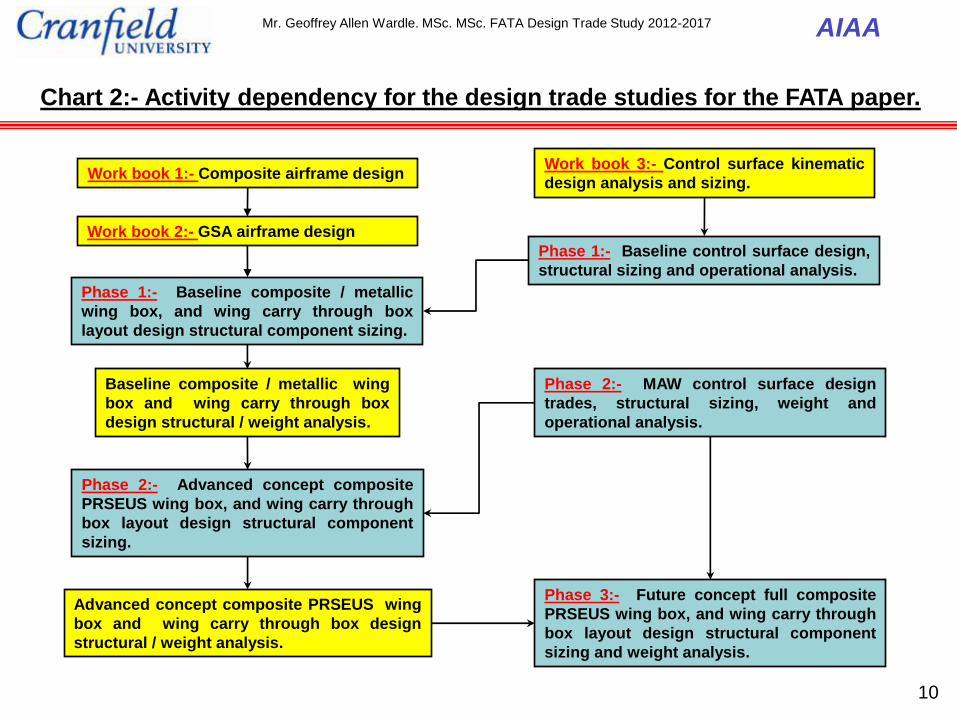
Chart 2:- Activity dependency for the design trade studies for the FATA paper.
Work book 1:- Composite airframe design
Work book 2:- GSA airframe design
Phase 1:- Baseline composite / metallic
wing box, and wing carry through box
layout design structural component sizing.
Baseline composite / metallic wing
box and wing carry through box
design structural / weight analysis.
Work book 3:- Control surface kinematic
design analysis and sizing.
Phase 2:- Advanced concept composite
PRSEUS wing box, and wing carry through
box layout design structural component
sizing.
Phase 1:- Baseline control surface design,
structural sizing and operational analysis.
Advanced concept composite PRSEUS wing
box and wing carry through box design
structural / weight analysis.
Phase 3:- Future concept full composite
PRSEUS wing box, and wing carry through
box layout design structural component
sizing and weight analysis.
Phase 2:- MAW control surface design
trades, structural sizing, weight and
operational analysis.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
1
1
Chart 3:- Proposed structural design study methodology for the FATA paper.
Determine airframe
structural loads for
baseline configuration.
Size major structural
components baseline
configuration.
Define wing structural
layout for baseline
configuration.
Design and analyze major
structural components of
baseline configuration
using conventional
materials.
Define wing structural
layout for baseline
configuration with PRSEUS
based technology.
Size structural major
structural components
with PRSEUS based
technology.
Design and analyze
major structural
components of baseline
configuration using
conventional materials.
Compare resultant
structures in terms of
structural integrity, weight,
assembly, manufacture,
cost.
Are there
benefits?
If no modify
conventional
structure.
If yes proceed
to MAW study
with new
structure.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
12
Chart 4:- Parametric wing sizing design methodology for the FATA paper.
Wing estimate
area S1
Wing estimate
area S3
Wing estimate
area S2
Engine thrust / weight / fuel consumption selection.
Determine acceptable mean take-off weight.
Calculate
performance
criteria.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
13
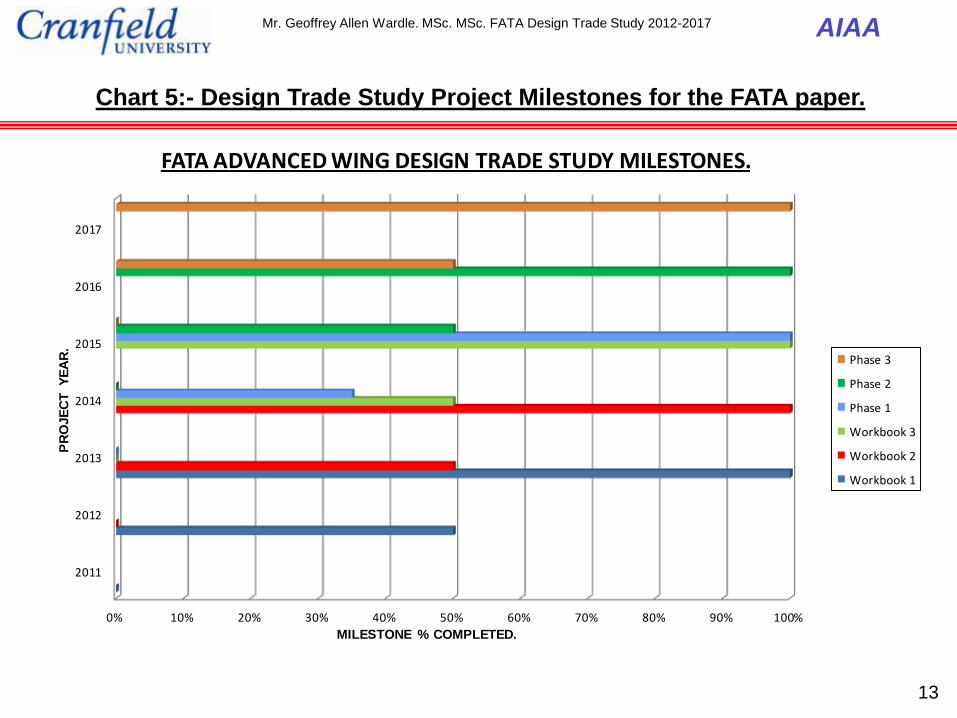
Chart 5:- Design Trade Study Project Milestones for the FATA paper.
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
2011
2012
2013
2014
2015
2016
2017
MILESTONE % COMPLETED.
PR
OJE
CT
Y
EA
R.
FATA ADVANCED WING DESIGN TRADE STUDY MILESTONES.
Phase 3
Phase 2
Phase 1
Workbook 3
Workbook 2
Workbook 1

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
14
Chart 6:- Design Trade Study Operational Profile for the FATA paper aircraft sizing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
15
Chart 7:- NASA Configuration 1 N+2 Advanced “Tube and Wing” 2025 Timeframe.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
16
Chart 8:- NASA Configuration 2A N+2 HWB 2025 Timeframe.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Chart 9:- NASA Configuration 2B N+2 HWB 2025 Timeframe.
17
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
18
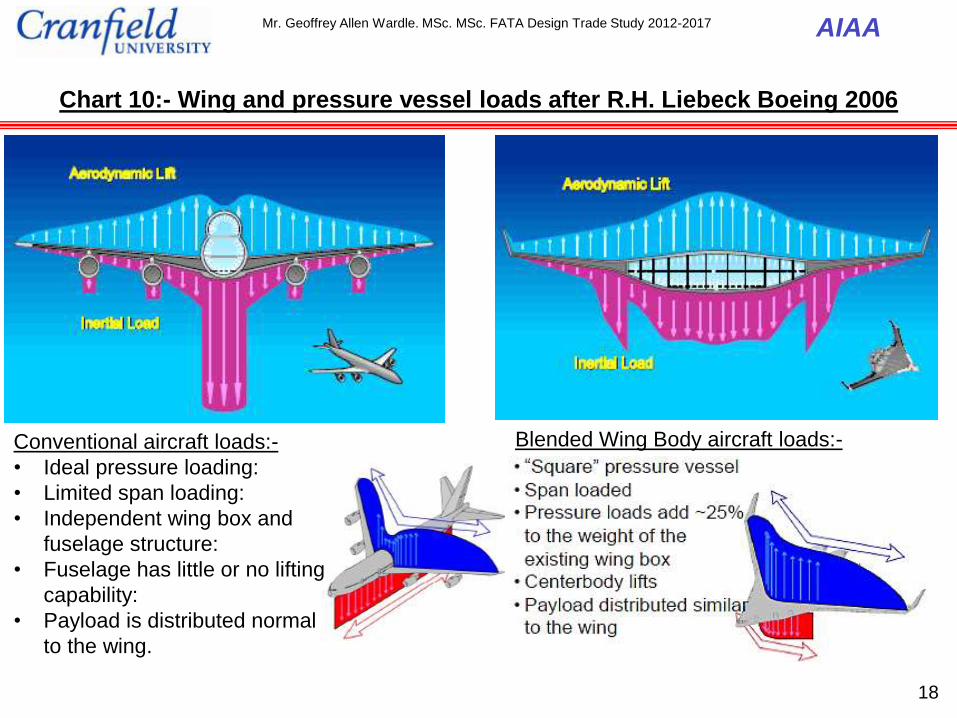
Conventional aircraft loads:-
• Ideal pressure loading:
• Limited span loading:
• Independent wing box and
fuselage structure:
• Fuselage has little or no lifting
capability:
• Payload is distributed normal
to the wing.
Blended Wing Body aircraft loads:-
Chart 10:- Wing and pressure vessel loads after R.H. Liebeck Boeing 2006

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
19
Figure 2:- Aerofoil profile selection based on C-17 transport.
Figure 2a/b:- Flow fields around 1(a) conventional aerofoil 1(b) supercritical aerofoil.
Figure 2(a) Figure 2(b)
Figure 2(c):- Sketches of root NASA SC(2) 0412 and tip NASA SC(2) 0410 aerofoil profiles.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Conventional laminated two-dimensional composites are not suitable for applications where trough
thickness stresses may exceed the (low) tensile strength of the matrix (or matrix / fibre bond) and in
addition, to provide residual strength after anticipated impact events, two–dimensional laminates
must therefore be made thicker than required for meeting strength requirements. The resulting
penalties of increased structural weight and cost provide impetus for the development of more
damage-resistant and tolerant composite materials and structures. Considerable improvements in
damage resistance can be made using tougher thermoset or thermoplastic matrices together with
optimized fibre / matrix bond strength. However, this approach can involve significant costs, and the
improvement that can be realized are limited. There are also limits to the acceptable fibre / matrix
bond strength because high bond strength can lead to increased notch-sensitivity.
An alternative and potentially more efficient means of increasing damage resistance and through-
thickness strength is to develop a fibre architecture in which a proportion of fibers in the composite
are orientated in the z-direction. This fibre architecture can be obtained, for example, by three-
dimensional weaving or three-dimensional breading.
However a much simpler approach is to apply reinforcement to a conventional two-dimensional
fibre configuration by stitching: although, this dose not provide all of the benefits of a full three-
dimensional architecture. In all of these approaches, a three dimensional preform produced first
and converted into a composite by either RTM / VARTM, or CAPRI (see later in this presentation).
Even without the benefits of three-dimensional reinforcement, the preform approach has the
important advantage that it is a comparatively low-cost method of manufacturing composite
components compared with conventional laminating procedures based on pre-preg.
20
Section 2:- The structural benefits of 3-D stitched and pinned composites.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
21
The structural benefits of 3-D stitched and pinned composites over conventional laminates.
(a) Lock stitch (b) Modified Lock stich (c) Chain stitch
Needle
Thread
Bobbin
Thread
Needle
Thread
Bobbin
Thread
Figure 3:-Schematic diagram of three commonly used stitches for 3-D reinforcement.
Indeed, preforms for resin transfer molding (RTM) and other liquid molding techniques are often
produced from a two dimensional fibre configuration by stitching or knitting.
Stitching:- This is best applied using an industrial-grade sewing machine where two separate
yarns are used. For stitching composites, the yarns are generally aramid (Kevlar), although other
yarns such as glass, carbon, and nylon have also been used. A needle is used to perforate a pre-
preg layup or fabric preform, enabling the insertion of a high–tensile-strength yarn in the thickness
direction. In the case of the PRSEUS process a Vectran thread impregnated with epoxy resin is
used. The yarn, normally referred to as the needle yarn, is inserted from the top of the layup /
preform, which is held in place using a presser foot. When the yarn reaches the bottom of the
layup / preform it is caught by another yarn, called the bobbin yarn, before it re-enters the layup /
preform as the needle is withdrawn from the layup / preform, thus forming a full stich. The layup /
preform, is then advanced a set distance between the presser foot and a roller mechanism before
the needle is used to apply the next stitch. This process is repeated to form a row of stitches.
Figure 3 shows the various types of stitches commonly used to create z-direction reinforcement.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Among the three stitches shown in figure 3, the modified lock stitch in which the crossover knot
between the bobbin and needle threads is positioned at either laminate surface, to minimize in-
plane fibre distortion is considered the best, and is the preferred method. Apart from improving z-
direction properties, stitching serves as an effective means of assembling preforms of dry two-
dimensional tape or cloth, for example, attaching stringers to skin preforms, that can then be
consolidated using liquid molding.
Mechanical Properties Improvements: - (1) Out-of-Plane properties are significantly improved by
stitching, increasing the interlaminar delamination resistance for fibre reinforced plastic laminates
under mode I (tensile loading KIC) and to a lesser extent mode II (shear loading KIIC) loadings. In
order achieve this, the stiches need to remain intact for a short distance behind the crack front and
restrict any effort to extend the delamination crack. With such enhanced fracture toughness stitched
laminates have better resistance to delamination cracking under low energy, high energy and
ballistic impacts as well as under dynamic loading by explosive blast effects. Stitched laminates
also possess higher post-impact residual mechanical properties than non-stitched laminates.
Studies (ref 6) have shown that the effectiveness of stitching for improving residual strength is
dependent on factors such as the stitch density, stitch type, and stitch thread. Although the best
improvement in compression post impact strength has been found in relatively thick laminates, and
though similar improvements in residual strength have been observed in toughened matrix
laminates the latter is two to three times more expensive than stitching. Stitching also improves
shear lap joint strength under both static and cyclic loading, largely due to reducing the peel
stresses. Stitching can delay the initiation of disbonds and provide load transfer even after bond line
failure. Stitching is also effective in suppressing delamination due to free edge effects. 22
The structural benefits of 3-D stitched and pinned composites over conventional laminates.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
(2) In-Plane properties of a two dimensional composite laminate can also be affected by stitching,
due the introduction of defects in the final laminate during needle insertion or as a result of
presence of the stitch yarn in the laminate. These defects may occur in various forms including
broken fibres, resin-rich regions, and fine scale resin cracking. Fibre misalignment however
appears to have the greatest detrimental effect on mechanical properties, particularly under in
plane tensile and compressive loading.
In order to keep defects resulting from stitching to a minimum, careful selection and control of the
stitching parameters (including:- yarn diameter: yarn tension: yarn material: stitch density: etc.), are
essential. Analysis of the effects of stitching on in-plane material properties of two dimensional
composite laminates in general have been somewhat inconclusive (ref 6), with studies showing that
stiffness and strength of the composites under tensile and compressive loadings can be either
degraded, unchanged, or improved with stitching, depending on the type of composite, the stitching
parameter, and the loading condition. The improvements in tensile and compressive stiffness have
been attributed to the increase in fibre / volume fraction that results from a compaction of the in-
plane fibres by stitching. The enhancement in compressive strength is attributed to the suppression
of delamination's. The stiffness in tension and compression is mainly degraded when in-plane fibres
are misaligned by the presence of the stitching yarn in their path. Premature compressive failure
can result from the stitching being too taut, which in turn can cause excessive crimping of the in-
plane fibres. Conversely, insufficient tension on the stitching yarn can cause the stitches to buckle
under consolidation pressures and render them ineffective as a reinforcement in the thickness
direction, which was the original intention. Tensile strength however is normally degraded due to
fibre fractures arising from damage inflicted by the stitching needle. 23
The structural benefits of 3-D stitched and pinned composites over conventional laminates.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Enhancements of tensile strength, which has been observed, is attributed to an increase in fibre /
volume fraction resulting from compaction of the in-plane fibres by the stitching. The in-plane
fatigue performance is also considered to be degraded due to the same failure mechanisms
responsible for degradation of their corresponding static properties.
Finally, it appears that the flexural and interlaminar shear strengths of two-dimensional laminates
may also be degraded, unchanged, or improved with stitching. In general, the conflicting effects of
stitching, in increasing fibre content and suppressing delamination, on one hand, and introducing
misalignment and damage to in-plane fibres on the other, are possibly responsible for the reported
behaviors.
Z-Pinning:- This is a simple method of applying three-dimensional reinforcement with several
benefits over stitching. However, unlike stitching, z-pinning cannot be used to make preforms and
therefore is included here for completeness. In the z-pinning process, thin rods are inserted at right
angles into a two-dimensional carbon / epoxy composite laminate, either before or during
consolidation. The z-rods can be metallic, usually titanium, or composite, usually carbon / epoxy,
and these are typically between 0.25mm (0.0098 inch) and 0.5mm (0.0197 inch) in diameter.
These rods are held with the required pattern and density in a collapsible foam block that provides
lateral support, this prevents the rods from buckling during insertion and allows a large number of
rods to be inserted in one operation. The z-rods are typically driven into the two-dimensional
composite by one of two methods as shown in figure 4. The first method (figure 4(a)) involves
placing the z-rod laden foam on top of an uncured pre-preg and autoclave curing. During the cure,
the combination of heat and pressure compacts the collapsible foam layer, driving the rods
orthogonally into the composite. 24
The structural benefits of 3-D stitched and pinned composites over conventional laminates.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
When curing is completed, the residual foam preform is then removed and discarded, and the z-
rods sitting proud of the surface of the cured laminate are sheared away using a sharp knife.
The second method uses a purpose built ultrasonic insertion transducer to drive the z-rods into the
two-dimensional composite and is shown schematically in figure 4(b). This is a two stage process,
and during the first stage the preform is only partially compacted using the ultrasonic insertion
transducer, and thus the z-rods are not fully inserted. The residual foam is then removed, and a
second insertion stage is carried out with the ultrasonic insertion transducer making a second pass
to complete the insertion of the z-rods. If the z-rods are not flush with the part surface, the excess is
sheared away. In principle, the part to be z-pinned could take on any shape provided there is an
appropriate ultrasonic insertion transducer. Research indicates that the ultrasonic insertion
technique can be used to insert metallic pins into cured composites for the repair of delamination's,
although a considerable amount of additional damage to the parent material results and further
trade studies are required to determine its true viability.
Of the two z-pinning insertion methods the vacuum bag method is more suitable when a large or
relatively flat and unobstructed area is to be z-pinned. The ultrasonic method is more suitable for z-
pinning localized or difficult to access areas by configuring and shaping an appropriate ultrasonic
insertion transducer.
Mechanical Properties Improvements: - (1) Out-of-Plane properties indicate a significant
improvement in both mode I (tensile loading KIC) and mode II (shear loading KIIC) fracture
toughness, achieved through z-pinning based on published data, which would translate into
superior damage resistance and tolerance, as well as improved skin stiffener pull out properties. 25
The structural benefits of 3-D stitched and pinned composites over conventional laminates.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
26
Figure 4 (a)/(b):- Z-Pinning process an alternative to stitching.
TOOL
Vacuum Bag
Prepreg Composite
Z-Fibre Preform
TOOL
PRESSURE
TOOL
Remove & Discard Foam
Cure Z-Pinned Composite
Stage 1:- Place Z-Fibre Preform on top of Prepreg and then enclose in vacuum
bag.
Stage 2:- Standard cycle or debulk cycle, heat and pressure compact preform
foam, forcing the Z-pins into the Prepreg composite.
Stage 3:- Remove compacted preform foam and discard Finish with cured Z-
pinned composite.
Figure 4(a). Figure 4(b).
Remove Used
Preform
Uncured Composite
Z-Fiber Preform
Ultrasonic Insertion Transducer
(a) Primary insertion stage and residual preform removal.
(b) Secondary insertion stage.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
(2) In-Plane properties current research (ref 6) indicates that the improvements in out-of-plane
properties are achievable without much if any, sacrifice of in-plane properties, although other work
indicates that the z-pins can introduce excessive waviness to the in-plane fibres, resulting in
compressive properties being severely degraded. As with the stitched 3-d reinforcement, the
degree to which the in-plane properties are detrimentally affected, and the out-of-plane properties
are improved, depends on the pinning parameters, such as pinning density and pattern
configuration.
Z-direction reinforcement:- Research into z-direction reinforcement of traditional 2-D laminate
mechanical properties has been particularly extensive, and the impetus is derived from the potential
of both stitching and z-pinning to address the poor out-of-plane properties of conventional 2-D fibre
reinforced composites, in a cost-effective method. The amount of z-direction reinforcement needed
to provide a substantial amount of out-of-plane property improvement is small and values of 5% are
typical. The improvements in fracture toughness resulting from these processes mean that higher
design allowables could be used in the design of composite structures. Stitched and z-pinned
components could reduce the layup complexity, and weight for structures subjected to: - the risk of
impact damage (e.g. due to dropped tools), high peel stresses (e.g. in joints and at hard points),
and cut-outs (e.g. edges and holes) that are difficult to avoid in aircraft design. Stitching and z-
pinning also provide the opportunity for parts integration to be incorporated into the production of
composite components, thus improving the ease of handling in automated assembly processes,
and the overall cost-effectiveness of the manufacturing process. When used in conjunction RIM /
RTM stitching provides pre-compaction of the preform that enables reduces the mold clamping
pressures while ensuring a high fibre / volume fraction in the finished product.
27
The structural benefits of 3-D stitched and pinned composites over conventional laminates.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
28
The PRSEUS structural concept illustrated in figures 5-7 is seen as the answer to the HWB
fuselage pressure and bending load issues that have held back the development of this aircraft
type. This study proposes to examine the feasibility of using the same structural concept to reduce
the wing rib structure and composite skin thickness / weight in a large transport aircraft wing.
As conceived in NASA/CR-2011-216880, the PRSEUS panels were designed as a bi-directionally
stiffened panel design, to resist loading where the span wise wing bending are carried by the frame
members (like skin / stiffeners on a conventional transport wing), and the longitudinal (fuselage
bending loads in a HWB aircraft), and pressure loads being carried by the stringers figure 5. Could
a similar concept be used to take the bending, torque, and fuel pressure loads in a conventional
wing? Based on the NASA sponsored Boeing stitched / RFI wing demonstrator program of 1997,
which produced 92ft (28m) structure 25% lighter and 20% cheaper than an equivalent aluminium
structure the answer would appear to be yes.
The highly integrated nature of PRSEUS is evidenced by figure 6 which shows the structural
assembly of dry warp-knit fabric, precured rods, foam core materials, which are then stitched
together to create the optimum structural geometry. Load path continuity at the stringer – frame
intersection is maintained in both directions. The 0º fiber dominated pultruded rod increases local
strength / stability of the stringer section while simultaneously shifting the neutral axis away from
the skin to enhance overall panel bending capability. Frame elements are placed directly on the IML
(Inner Mold Line), skin surface and are designed to take advantage of carbon fiber tailoring by
placing bending and shear – conductive layups where they are most effective. The stitching is used
to suppress out-of-plane failure modes, which enables a higher degree of tailoring than would be
possible using conventional laminated materials.
Section 3:- PRSEUS Structural element design derived from NASA/CR-2011-216880.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
29
Figure 5:- Examples of the PRSEUS airframe technology explored.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The currently PRSEUS for HWB airframe design with its continuous load paths higher notch design
properties, and larger allowable damage levels represents a substantially improved level of
performance beyond that which would be possible using unstitched materials and designs.
In addition to the enhanced structural performance, the PRSEUS fabrication approach is ideally
suited to compound curvatures as may be found in advanced transport concepts. The self
supporting stitched preform assembly feature that can be fabricated without exacting tolerances
and then accurately net molded in a single oven-cure operation using high precision OML (Outer
Mold Line) tooling is a major enabler in low cost fabrication. Since all of the materials in the stitched
assembly figure 6, are dry, there is no out-time or autoclave limitations as in a prepreg system,
which can restrict the size of an assembly as it must be cured within a limited processing envelope.
Resin infusion is accomplished using a soft-tooled fabrication method where bagging film conforms
to the IML, surface of the preform geometry and seals against a rigid OML tool, this eliminating the
costly internal tooling that would be required to form net-molded details. The manufacture of
multiple PRSEUS panels for the NASA/CR-2011-216880 program validated this feature of the
concept, and demonstrated that the self supporting preform that eliminates interior mold tooling is
feasible for application to the geometry of the HWB airframe. Boeing and NASA have used this type
of technology in a stitched wing in the 1990‟s figure 6 insert, and in all 8 C-17 landing gear doors.
The dimensions of the NASA test articles and the ply layups are shown in figure 7 of this
presentation, and are not too dissimilar from the developed structure to be studied in this project
although rotated by 90° for wing bending loads as apposed to fuselage pending and pressure
loads, with the rod stringer replacing conventional stringers and the frame being a cored rib, and
Figure 8 illustrates the current TRL of the PRSEUS structural concept. 30
PRSEUS Structural element design derived from NASA/CR-2011-216880.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
31
Figure 6:- The PRSEUS Structural concept used based on NASA/CR-2011-216880.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
32
Figure 7:- PRSEUS Structural element dimensions in inches based NASA/TM-2009-215955.
Rohacell
foam core
(b) Frame stiffener
All detailed parts are constructed from AS4 standard modulus
227,526,981kPa (33,000,000 lb/in²) carbon fibers DMS 2436 Type
1 Class 72 (grade A) and HexFlow VRM 34 resin.
Rods are Toray unidirectional T800 fibres with a matrix of 3900-
2B resin.
The preforms were stitched together using a 1200 denier Vectran
thread, and infused with a DMS2479 Type 2 Class 1 (VRM-34)
epoxy resin (dimensions in inches).
Ply orientations:- Pultruded rod 0º
Each stack : - 7 Plies in +45º / -45º / 0º / 90º / 0º / -45º /+45º pattern
knitted together. Percent by fiber area weight (44/44/12) using
(0º/45º/90º) nomenclature.
(a) Rod stiffener

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 8:- Typical Building Block Methodology used to assess the PRSEUS Structures TRL.
33
Based on this Boeing Technology
Readiness Level Diagram the
PRSEUS structure manufacturing
technology is currently at TRL-6/7 for
primary structures and TRL-9 for
secondary structures.
NOTE:- PROSESSING AND PROCESS VARIABILITY CAN HAVE A SIGNIFICANT IMPACT ON
STRUCTURAL PERFORMANCE.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
34
Figure 9:- Examples of the types of mission adaptive wing technology explored.
Possible benefits of mission adaptive wing technology are:-
1) Enhanced performance:
2) Fuel savings:
3) Drag reduction:
4) Noise reduction:
5) Weight reduction:
6) Reliability:
7) Gust load alleviation:
8) Ease of integration:
9) Reduced wing bending moment :
10) Cost effectiveness.
(ref 3)

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 10:- Typical transport wing control surfaces where MAW could be employed.
Leading and trailing edge movable devices cover a large
portion of the transport aircraft wing chord resulting in a
significant weight and drag penalty. This project seeks to
explore where MAW technology can be applied to reduce
the number and complexity of these surfaces.
35

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
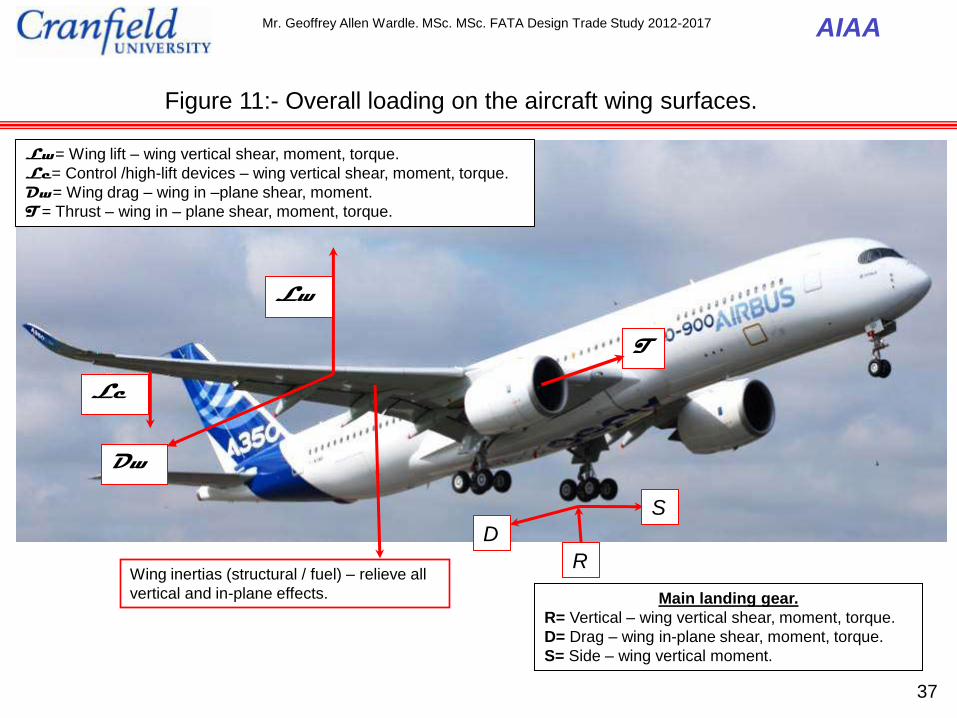
Overall loading on lifting surfaces:- Figure 11 illustrates the symmetrical flight case forces and
moments to be considered in wing structural design. The structural role of the wing includes the
following (ref 4):-
The transmission of lift the force, which is balanced at the root by the air loads on the fuselage
and the stabilizer and by the inertial loads:
The collection of the chord-wise air loads and the loads from control surfaces and high-lift device
hinges and the transfer of them to the main span-wise beam structure, which has to be achieved
by a series of chord-wise beams and gives rise to a torque on the span-wise structure as well as
contributing to the span-wise bending of the wing:
The transfer to the main beam of the local inertia loads from the wing mounted powerplants, and
retracted main landing gear units:
The reaction of landing loads from the main landing gear units:
The pressure and inertia loads from integral fuel tanks and fuel:
The provision of adequate torsional stiffness of the wing in order to satisfy the aeroelastic
requirements:
The reaction of wing and landing gear drag loads and possibly, thrust loads in the plane of the
wing.
Figures 12(a) through (c) illustrate Symmetric:- span-wise, chord-wise, and fuselage loading.
Figures 13(a) through (d) illustrate Asymmetric (roll):- span-wise, fuselage torque, and fuselage
sideslip and yaw loading, and figure 14(a) and (b) illustrates overall ground loading. Figure 15
illustrates overall fuselage loading 36
Section 4:- Overall loading on the aircraft primary structures.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
37
Figure 11:- Overall loading on the aircraft wing surfaces.
Lw
Dw
Lc
T
R
S
D
Wing inertias (structural / fuel) – relieve all
vertical and in-plane effects. Main landing gear.
R= Vertical – wing vertical shear, moment, torque.
D= Drag – wing in-plane shear, moment, torque.
S= Side – wing vertical moment.
Lw= Wing lift – wing vertical shear, moment, torque.
Lc= Control /high-lift devices – wing vertical shear, moment, torque.
Dw= Wing drag – wing in –plane shear, moment.
T = Thrust – wing in – plane shear, moment, torque.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
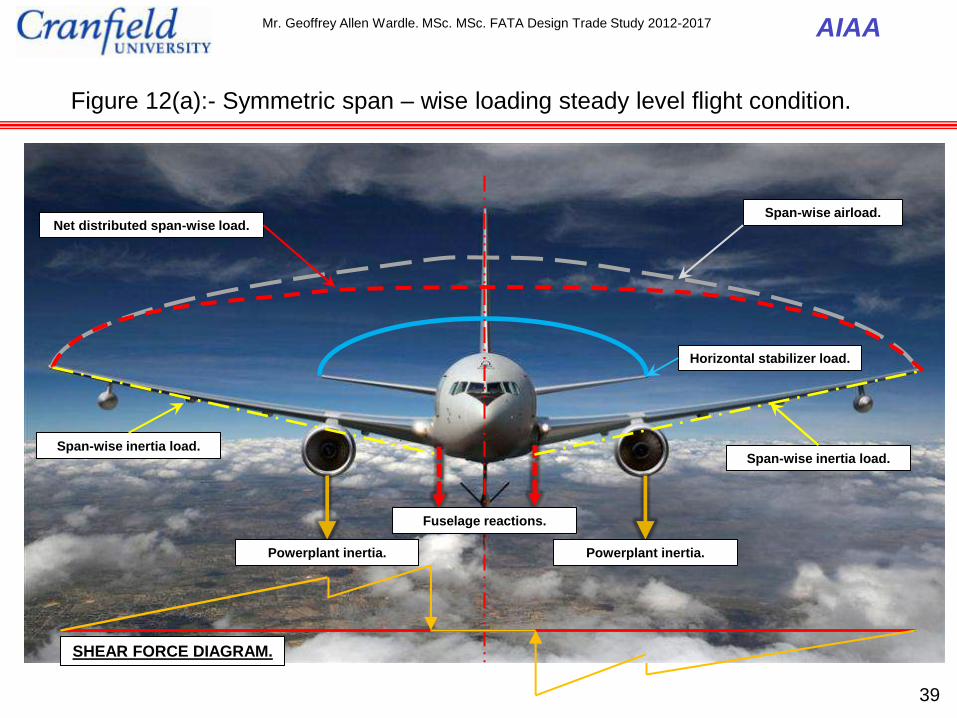
Symmetric flight cases:- Figure 12(a) illustrates the loading and corresponding form of the shear
force diagram across the wing of a twin engined low wing commercial airliner configuration similar
to the baseline study aircraft. Symmetric wing lift is relieved by the inertia of the structure, engines,
systems and fuel (see section 6). The overall loading on the wing is reacted at the side of the
fuselage at the wing root joint, and the bending moment is constant across the fuselage.
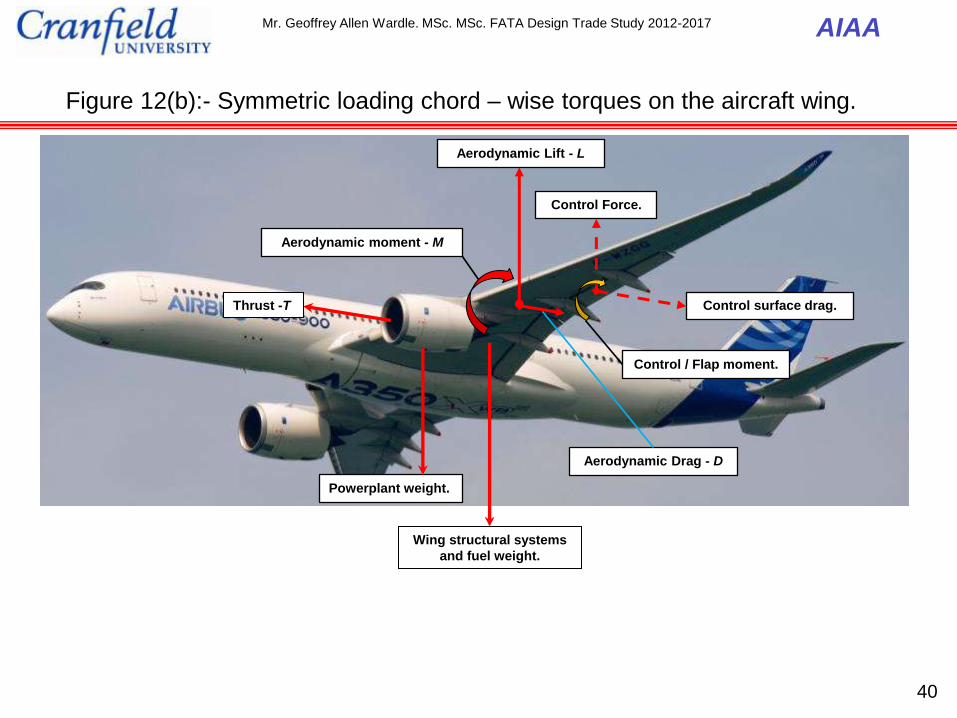
The loads on a typical chord-wise wing section are illustrated in figure 12(b), the sum of the
moments of the forces about a given chord-wise reference point yields the torque at that section,
and the integration of the local values of the torque across the span of the wing yields the overall
torque diagram.
Finally figure 12(c) illustrates the loading and the basic form of the shear force diagram along the
length of the fuselage of a twin engined low wing commercial airliner similar to the baseline study
aircraft. The shear force and bending moment due to the horizontal air-load are relived along the
fuselage by the transitional and rotational inertia effects. The net fuselage bending moment at the
fore and aft centre of gravity (c.g.) position is balanced by the sum of the wing torques at the sides
of the fuselage.
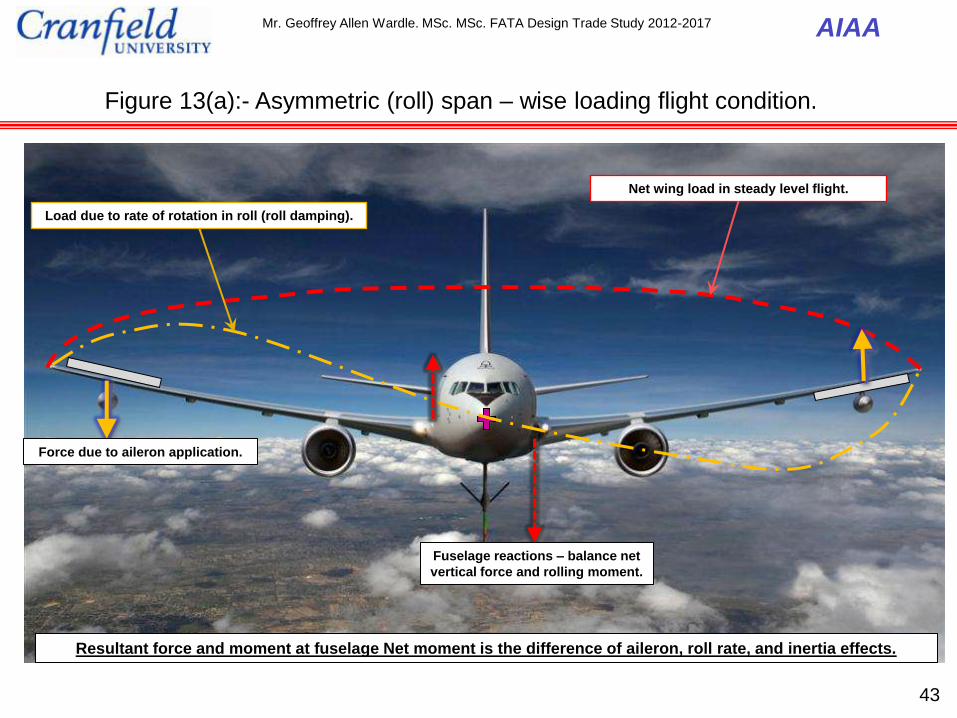
Asymmetric flight case:- The asymmetric flight cases are more complex than the symmetric
cases. A simplified example is the instantaneous application of aileron control on a wing having no
initial lift results in an asymmetric loading case, although in practice there is no true symmetry
between the up-rising and down-lowering ailerons. A more usual case is when the ailerons are
applied as the aircraft is in steady level flight as shown in figure 13(a).
38
Overall loading on the aircraft primary structures (continued).
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 12(a):- Symmetric span – wise loading steady level flight condition.
39
Span-wise inertia load.
Horizontal stabilizer load.
Span-wise airload. Net distributed span-wise load.
Fuselage reactions.
Powerplant inertia. Powerplant inertia.
Span-wise inertia load. Span-wise inertia load.
SHEAR FORCE DIAGRAM.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
40
Powerplant weight.
Thrust -T
Aerodynamic moment - M
Control / Flap moment.
Aerodynamic Lift - L
Aerodynamic Drag - D
Control Force.
Control surface drag.
Wing structural systems
and fuel weight.
Figure 12(b):- Symmetric loading chord – wise torques on the aircraft wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
41
Figure 12(c):- Symmetric flight case fuselage loading.
Thrust.
Drag.
Horizontal stabilizer airload.
Aerodynamic moment from wing.
Wing lift.
Fuselage lift.
Centre of gravity.
Fuselage reaction.
Aircraft inertia.
Fuselage reaction
Stabilizer load
SHEAR FORCE DIAGRAM.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
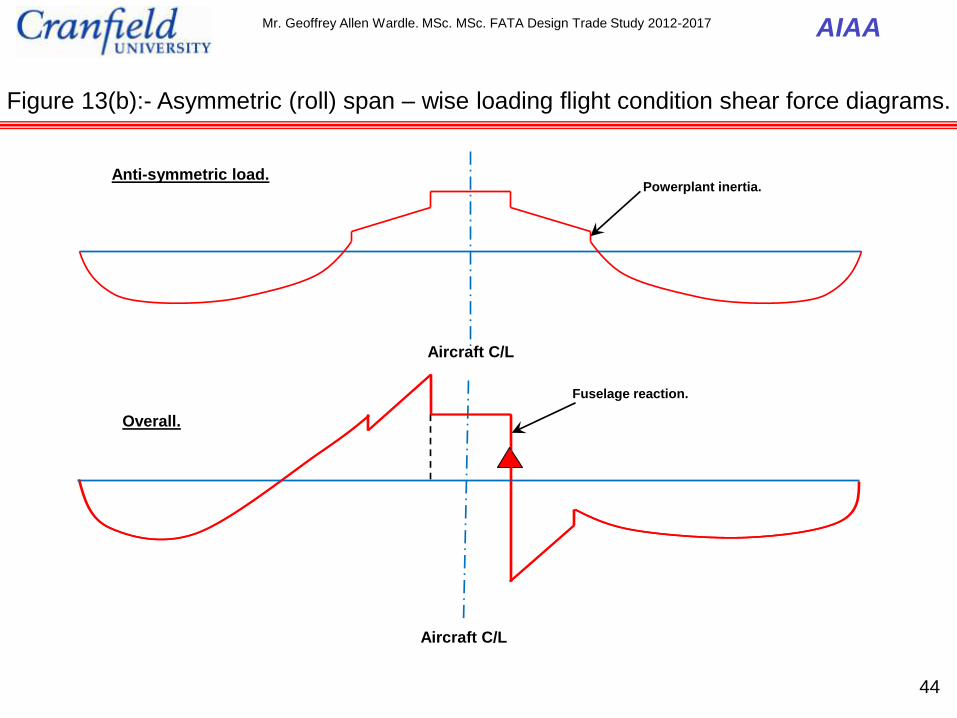
Asymmetric flight case (continued):- The initial steady level flight condition will have a symmetric
loading as shown in figure 12(a). The aileron and the consequent roll effects are approximately anti-
symmetric in form. Figure 13(b) shows the shear force distribution due to this anti-symmetric
condition as well as the overall result of combining it with the symmetric diagram. In a general
rolling motion the couple resulting from the application of the aileron is balanced both by the
acceleration effect of the roll inertia and the aerodynamic effect due to the rate of roll (ref:-4).
The torque loading on the rear fuselage as a consequence of the application of the rudder control to
cause a sideslip motion is shown in figure 13(c). The torque due to the fin side load is increased by
the effect of asymmetric distribution of the trimming load on the horizontal stabilizer.
Figure 13(d) shows the plan view of the fuselage, illustrating how the fin side load is reacted by side
forces along the fuselage. The lateral bending along the fuselage is relived by sideslip and yaw
inertial effects and the net value at the wing root is balanced by wing aerodynamic forces and yaw
inertia. The torque on the fuselage is mainly reacted by the rolling inertia of the wing group.
Ground loading cases:- The ground loading cases unlike the flight cases occur from local ground
forces. The take - off case is effectively a static balance of the aircraft weight by the vertical loads
on the nose – and main – wheels. However, the landing cases are not static in that even after the
wheels have made contact with the ground there is a translational motion of the centre of gravity of
the aircraft, as well as a rotation in pitch and, possibly, roll. It is also usual for the wing to be
providing lift at the time of wheel contact with the runway. Figures 14(a) and (b) illustrate the nature
of the landing gear span-wise loading, and the longitudinal loading.
Overall loading on the aircraft primary structures (continued).
42
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
43
Figure 13(a):- Asymmetric (roll) span – wise loading flight condition.
Force due to aileron application.
Net wing load in steady level flight.
Load due to rate of rotation in roll (roll damping).
Fuselage reactions – balance net
vertical force and rolling moment.
Resultant force and moment at fuselage Net moment is the difference of aileron, roll rate, and inertia effects.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
44
Figure 13(b):- Asymmetric (roll) span – wise loading flight condition shear force diagrams.
Aircraft C/L
Powerplant inertia. Anti-symmetric load.
Aircraft C/L
Fuselage reaction.
Overall.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
45
Reacting fuselage side
load (balanced by inertia
and wing-body air-load.
Fin side load.
Asymmetrical trim load on horizontal tail.
Reacting fuselage torque (balanced
mainly by wing rolling inertia.
Aircraft C/L
Figure 13(c):- Asymmetric loading flight condition fuselage torque.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
46
Figure 13(d):- Asymmetric loading on the fuselage (sideslip and yaw).
Resultant side force –balanced by lateral (horizontal) inertia.
Fuselage side air-load (distributed along fuselage length. Fin side load.
Moment at centre of gravity due to side loads –
balanced by yawing (rotational) inertia.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
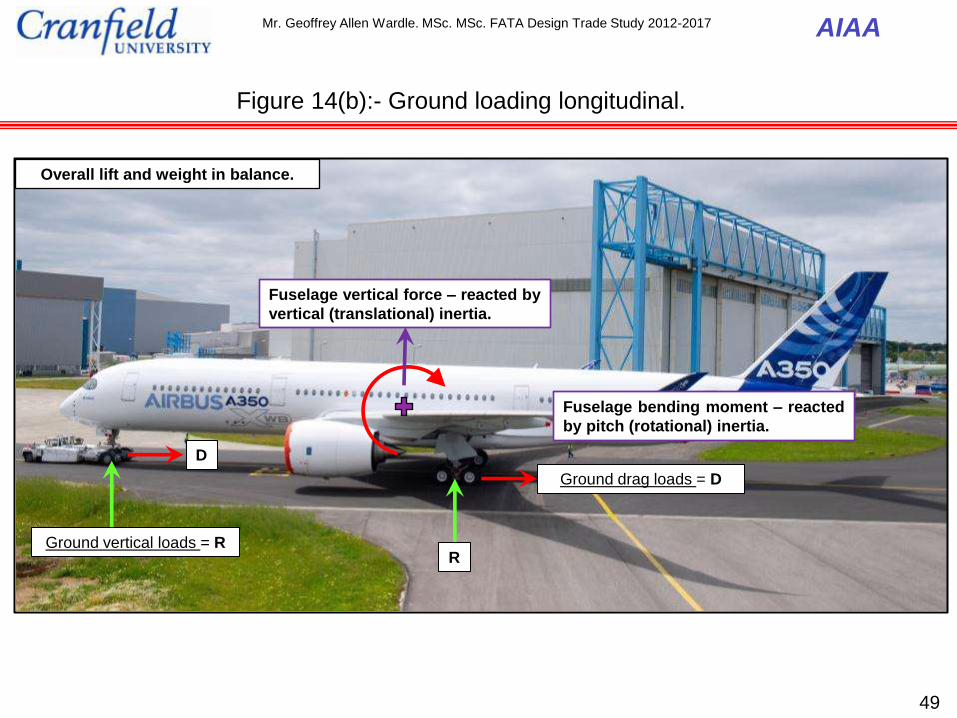
Ground loading cases (continued):- The various forces and moments are balanced in the same
way as those arising in the flight cases, that is primarily by inertial effects. For this reason here the
ground contact forces are regarded as applied loads rather than as reacting forces.
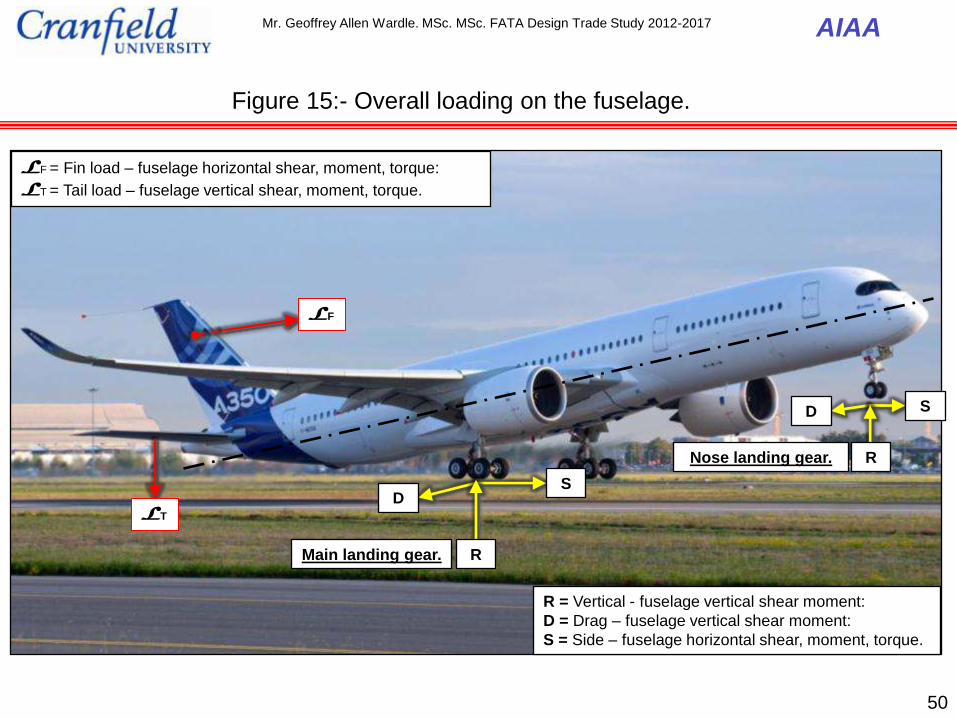
Overall loading on the fuselage:- The loading determining the design of the fuselage is shown in
figure 15. The roles of the fuselage includes the following:-
Provision of a pressurized (in commercial aircraft) envelope and structural support for the
payload (passengers and freight) and crew, and in some cases the propulsion system:
To react landing gear, pressurization (in commercial aircraft), and powerplant loads when these
items are located on, or within the fuselage, the nose gear being always present:
To transmit the control and trimming loads from the stabilizing / control surfaces to the centre of
the aircraft:
To provide support and volume for equipment and systems.
These requirements imply that to perform its structural role the fuselage has to be a longitudinal
beam loaded both vertically and laterally, it also has to react torsion and local concentrated loads,
the provision of a pressurized envelope implies a cylindrical encapsulated construction, with
pressure bulkheads. This whole area will be dealt with in Phase 3 of this study, in the first two
phases the wing and its interface with the fuselage is the focus, and therefore a conventional
commercial airliner fuselage of circular cross section, and single cabin floor, and cargo bay, with
pressurized cabin, and external powerplants is used in the current study phase.
47
Overall loading on the aircraft primary structures (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
48
S
Ground vertical loads = R R R R
Ground side loads = S
Resultant force and moment at fuselage.
Net wing load in steady level flight.
Fuselage reaction to balance vertical and side loads and rolling moment
due to side load – balanced by roll, vertical and horizontal inertias.
Figure 14(a):- Ground loading span – wise.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
49
Ground vertical loads = R R
D
Ground drag loads = D
Fuselage vertical force – reacted by
vertical (translational) inertia.
Fuselage bending moment – reacted
by pitch (rotational) inertia.
Overall lift and weight in balance.
Figure 14(b):- Ground loading longitudinal.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
50
LF
LT
D
R
S
D
R
S
Main landing gear.
Nose landing gear.
LF = Fin load – fuselage horizontal shear, moment, torque:
LT = Tail load – fuselage vertical shear, moment, torque.
R = Vertical - fuselage vertical shear moment:
D = Drag – fuselage vertical shear moment:
S = Side – fuselage horizontal shear, moment, torque.
Figure 15:- Overall loading on the fuselage.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Aircraft structures fall into 3 categories which are as follows:-
Class 1:- structural component the failure of which will result in structural collapse; loss of control;
failure of motive power, injury or fatality (to any occupant); loss of safe operation of the aircraft.
Class 2:- Stresses components but not Class1.
Class 3:- Unstressed or lightly stresses component which is neither Class 1 or 2.
Structural integrity is defined as the capability of the structure to exceed applied design loading
throughout its operational life, and the selection of a design philosophy to achieve this from the start
of the design process is extremely important as this selection impacts on:- airframe weight;
maintainability; service life; and any future role change of the airframe. The approaches available to
the designer are:- Static Strength; Safe Life; Failsafe; Damage Tolerance; and Fatigue Life, the last
four of which, are expanded below (ref:-4). See tables 3 through 5 for FATA candidate materials
selection.
(a) Safe Life:- The important criterion in this approach is the time before a „crack or flaw‟ is initiated
and the subsequent time before it grows to critical length. It can be seen from a typical S-N
curve that low levels of stress at high frequency of application theoretically do not cause any
fatigue damage. However it is necessary to allow for them, possibly by introducing a stress
factor such that effectively damage dose not occur.
(b) Fail-safe:- In this approach the dominate factors are the crack growth rate and the provision of
structural redundancy in conjunction with appropriate structural inspection provision.
51
Section 5:- Structural design philosophy of aircraft wing structural components.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
There are several ways of ensuring that fail safety is achieved:-
i. By introducing secondary, stand-by components which only function is in the event of a
failure of the primary load path, to carry the load. This may consist of a tongue or a stop
which is normally just clear of the mating component. A mass penalty may be implied but in
same circumstances it is possible to use the secondary items in another role, for example
the need for a double pane assembly on cabin windows for thermal insulation purposes.
ii. By dividing a given load path into a number of separate members so that in the event of the
failure of one of them the rest can react the applied load. An example of this is the use of
several span wise planks in the tension surface of metallic wing boxes. When the load path
is designed to take advantage of the material strength the use of three separate items
enables any two remaining after one has failed to carry the full limit load under ultimate
stress. In some instances the „get home‟ consideration may enable a less severe approach
to be adopted.
iii. By design for slow crack growth such that in the event of crack initiation there is no danger
of a catastrophic failure before it is detected and repaired.
c) Damage tolerant:- With this philosophy it becomes necessary to distinguish between
components that can be inspected and those that cannot. Effectively either the fail-safe or
safe-life approaches are then applied, respectively, in conjunction with design for slow crack
growth and crack stopping (e.g. panel braking web stiffeners).
52
Structural design philosophy of aircraft wing structural components.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
A. Safe-life and Fail–safe design processes (see Chart 11):- There is a commonality in the design
process for the safe –life and fail-safe concepts. The material to be used for the structure must
be selected with consideration of the critical requirements for crack initiation or crack growth
rate, as most relevant, together with the operating environment. A vital consideration for fail-
safe design is the provision of the alternative load paths, possibly together with crack
containment or crack arresting features. When these decisions have been made it is possible to
complete the design of the individual components of the structure and to define the
environmental protection necessary.
In the case of the safe-life concept the life inclusive of appropriate life factor follows directly
from the time taken initiation of the first crack to failure. Inspection is needed to monitor crack
growth. In the fail-safe concept the life is determined by the structure possessing adequate
residual strength subsequent to the development and growth of cracks.
In both cases it essential to demonstrate by testing, where possible on a complete specimen of
the airframe, that the design assumptions and calculations are justified. Further, in fail-safe
design it is necessary to inspect the structure at regular, appropriate intervals to ensure that any
developing cracks do not reach the critical length and are repaired before they do so.
As the design process is critically dependent upon assumed fatigue loading it is desirable, if not
essential, to carry out load monitoring throughout the operational life of the airframe. This is
used either to confirm the predicted life, or where necessary, to modify the allowable
operational life.
53
Structural design philosophy application processes.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
54
Safe-Life.
Crack Initiation time.
Fail-Safe.
Crack growth rate.
Provision of redundancies.
Crack containment.
Environment.
Material: Component Design:
Corrosion protection: Testing.
Life. Residual strength.
In service load monitoring.
Chart 11:- Application of Safe-life and Fail-safe structural design philosophies.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
B. Damage Tolerant Design process (see Chart 12):- The damage tolerant approach commences
with the assumption that cracks or faults are present in the airframe as manufactured.
Experience suggests that these vary in length from 0.1mm to as much as 1.5mm.
Those items of the structure which may be readily inspected can be designed by selecting an
appropriate material and then applying essentially a fail-safe approach. The working stress
level must be selected and used in conjunction with crack stopping features to ensure that any
developing cracks grow slowly. Inspection periods must be established to give several
opportunities for a crack to be discovered before it attains a critical length.
When it is not possible to inspect a particular component it is essential to design for slow–crack
growth and ensure that the time for the initial length to reach its critical failure value is greater
than the required life of the whole structure. Since this approach is less satisfactory than that
applied to parts that can be inspected it is desirable to develop the design of the airframe such
that inspection is possible, wherever this can be arranged. As with safe-life and fail-safe
philosophies testing is needed to give confidence in the design calculations. Likewise, in-service
load monitoring is highly desirable for the same reason. This design philosophy is employed on
this project using techniques from ref:-4, JAR 25, and data sheets, MSc F&DT module notes.
C. Fatigue-life Design process (see Chart 13):- The first stage in the fatigue-life approach is the
definition of the relevant fatigue loads and the determination of the response of the aircraft
structure to these loads. The analysis for this follows that for limit load conditions, which
enables the loading on individual components of the airframe to be determined, and the
airframe structural response to be assed and the best design philosophy to be applied. 55
Structural design philosophy application processes.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Chart 12:- Application of the Damage Tolerance structural design philosophy.
Damage Tolerant.
Crack in structure as manufactured.
Is the component inspectable?
Yes. No.
Fail-safe approach.
Slow crack growth.
Crack arrest features.
Inspection periods.
Crack growth to initiate
failure to be more than
service life.
Testing.
In service load monitoring (FTI / G monitors / SHM). 56

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
57
Chart 13:- Application of the Fatigue-life structural design philosophy.
Fatigue-life.
Aircraft structural response.
Fatigue load spectra.
Design philosophy selection.
Damage Tolerant. Safe-Life. Fail-Safe.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Fatigue Design Requirements:- The emphasis of the requirements specified to ensure the integrity
of the airframe design under fatigue loading is on the methods of analysis and the means of
determination of a satisfactory fatigue life. Only in the United States military code is there a
specification of a magnitude and frequency of repeated loading and this is outlined below. Loading
conditions for all categories of aircraft are discussed below.
1) Civil transport aircraft JAR 25.571:- This standard outlines the basic requirements for fatigue
evaluation and damage tolerance design of transport aircraft. The paragraph outlines the
general requirements for the analysis and the extent of the calculations. Amplification of the
details is given in the associated „acceptable methods of compliance‟ given in JAR 25.ACJ
25.571.
2) UK Military Aircraft:- The basic requirements for fatigue analysis and life evaluation are
specified in Def Stan 00970 Chapter 201. This covers techniques for allowing for variances in
the data as well as overall requirements and the philosophy to be adopted. Detail requirements
of the frequency and magnitude of the repeated loading are given in the particular specification
for the aircraft.
3) US Military Aircraft:- The United States military aircraft stipulations are to be found in three
separate documents:- In MIL-A-8866A the emphasis is on the detail of the required magnitude
and frequency of the repeated loading rather than on analysis the data covers;- maneuver;
gust; ground and pressurization conditions for fighter, attack, trainer, bomber, patrol, utility and
transport aircraft. 58
Structural design fatigue requirements for design philosophy application.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
MIL-A-8867 prescribes the ground testing to be undertaken as part of the demonstration of the
life of the airframe. The final document the is MIL-8868 paragraph 3.4 and 3.5 which stipulate
the information to be provided in the form of reports outlining the analysis and testing
undertaken to substantiate the life of the airframe.
The types of repeated airframe load data required for design against fatigue and to apply in the
selected component design philosophy are outlined below.
1) Symmetric manoeuvre case:- Extensive information is available in relation to symmetric
manoeuvres of both military and civil aircraft, e.g. Van Dijk and Jonge‟s work which outlines a
fatigue spectrum obtained from flying experience of fighter / attack aircraft which is known as
the FALSTAFF spectrum, based on the maximum value of peak stress (s) and loading
frequency (n) the peak stress selected being the Input Parameter.
2) Asymmetric manoeuvre case:- Fatigue loading data for asymmetric manoeuvre loading is
sparse, and these originate from the roll and yaw controls, the texts of Taylor derives data from
early jet fighter experience. As for civil aircraft it has been determined that atmospheric
turbulence is of much greater significance.
3) Atmospheric turbulence:- Fatigue loading due to encounters with discrete gusting or the effect
of continuous turbulence is of importance for all classes of aircraft, but especially for those
where operational role does not demand substantial manoeuvring in flight. ESDU data sheets
69023 (Average gust frequency for Subsonic Transport Aircraft (ESDU International plc. May
1989) is used in this study.
59
Structural design fatigue requirements for design philosophy application.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
There are two main types of turbulence which are:- (a)Symmetric Vertical Turbulence, and
(b)Lateral Turbulence.
a) Symmetric Vertical Turbulence:- where gust magnitude is a function of both flight altitude and
terrain over which the aircraft is flying, e.g. low level penetration bombing missions B-1B,
Tornado, and B-52H, where there are more up gusts than down, these are allowed for by
using correction factors.
b) Lateral Turbulence:- there is less information on the frequency and magnitude of lateral
turbulence for aircraft but it has been suggested that at altitudes below about 3km the
frequency of a given magnitude is some 10-15% greater than those of the corresponding
vertical condition.
4) Landing gear loads:- these fall into three categories;- (a) loads due to ground manoeuvring e.g.
taxiing; (b) the effects of the unevenness of the ground surface e.g. unpaved runways, rough
field poor condition runways, major consideration in troop / cargo military transports, and
forward based CAS aircraft; (c) landing impact conditions. The texts of Howe (ref:-4): Niu: and
MIL-A-8866A are employed in this project.
5) Buffeting Turbulence:- Flow over the aircraft may break down at local points and give rise to
buffeting. This induces a relatively high – frequency variation in the aerodynamic loads,
possibly resulting in the fatigue of local airframe components such as metallic skin panels.
6) Acoustic Noise Turbulence:- local high frequency vibration or flow field loading, and ESDU Data
sheets 75021 and 89041 were used in this project.
60
Structural design fatigue requirements for design philosophy application.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Materials Code ρ
Kgm
E
GPa
σe
MPa kht khc kdt kdc kθ
Carbon /
Epoxy. 3501/6 QI 1600 67 736 0.61 0.65 0.55 0.38 0.83
Carbon /
Epoxy. 3501/6 O 1600 80 880 0.55 0.62 0.55 0.38 0.83
Ti Alloy Ti6Al4V 4436 110 902 0.94 0.94 0.20 0.94 1.00
Al/Li Alloy 8090 T3X 2530 80 329 0.94 0.94 0.39 0.94 0.90
Al Alloy 7075 T76 2796 72 483 0.94 0.94 0.29 0.94 0.90
Al Alloy 2024 T3 2800 72 325 0.94 0.94 0.31 0.94 0.90
61
-1
Table 3:- Materials Properties of candidate FATA airframe materials (Ref.6).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Category. Failure Mode. Weight Ratio (W2 / W1)
1 Tensile strength. ρ2 / ρ1 σe1/σe2 [kth1/ kth2 kθ1/kθ2]
2 Compressive strength. ρ2 /ρ1 σe1/σe2 [kch1/kch2 kθ1/kθ2]
3 Crippling ρ2 / ρ1 [Es1 σe1 / Es2 σe2]
4 Compression surface column and crippling ρ2/ρ1 [Es1 Et1 σe1/Es2 Et2 σe2]
5 Buckling compression and shear ρ2 /ρ1 [E1 / E2]
6 Aeroelastic stiffness ρ2/ρ1 E1/E2
7 Durability and damage tolerance ρ2/ρ1 [kd1kθ1/kd2kθ2]
62
Table 4:- Weight Ratio Equations for Various Failure Categories (based on Ref.6).
0.25
0.2
1/3

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Material Code
Weight Ratio (S1/S2) (ρ2/ρ1)
Cat 1 Cat 2 Cat 3 Cat 5 Cat 6 Cat 7(a) Cat 7(b)
Carbon /
epoxy 3501/6QI 0.4 0.4 0.5 0.4 0.6 0.2 0.7
Carbon /
epoxy 3501/6O 0.4 0.3 0.4 0.4 0.5 0.1 0.6
Titanium Ti6Al4V 0.5 0.5 1.1 1.0 1.0 0.8 0.5
Aluminium /
Lithium 8090T3X 0.9 0.9 0.9 0.9 0.8 0.7 0.9
Aluminium
alloy 7075 T76 0.7 0.7 0.9 0.9 1.0 0.7 0.7
Aluminium
alloy 2024 T3 1.0 1.0 1.0 1.0 1.0 1.0 1.0
63
Table 5:- Weight Ratios for Airframe Materials for Various Failure Categories (Ref.6).
n

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
64
The structural layout of the reference wing, and evolved wing based on the following fundamentals,
the wing has structurally to be both a span-wise and chord-wise beam and posses adequate
torsional stiffness and therefore be able to react the loads outlined in the previous slides. Figure 16
illustrates the plan of the wing of a typical subsonic composite transport aircraft (in this case a
Boeing 787), and shows how the numerous leading and trailing edge devices occupy a significant
portion of the chord. The consequence of this is that only approximately half of the chord is
available for the span-wise beam of the torsion box, however it is the deepest portion and this is
preferable for both bending and torsion.
The primary load direction is well defined and is span-wise and therefore wings are good
candidates for the application of carbon – fibre composites providing the overall size is such that it
can be built with the minimum number of joints.
The primary wing box components of the baseline wing as is common with large transport aircraft
are:- the wing skin covers which form the lifting surface and transmit wing bending and torsion
loads, and these are stabilized with span-wise stringers to inhibit cover skin buckling, the stringers
reduce cover skin thickness requirements and hence cover weight as outlined below, (either CFC or
metallics are used for cover skins e.g. A380 uses 7449 and 7055 Al upper skins and 2024 and 2026
Al lower skins): the front and rear spars which in conjunction with the stringer stiffened skin transmit
bending and torsion loads, and consist of a web to react vertical shear loads, and edge flanges to
react the wing bending loads (and can be CFC or metallic e.g. A380 uses 7085 and 7040 Al for
spars: and ribs which maintain the aerodynamic shape of the wing cross-section, and structurally
transmit local loads chord-wise across to the span-wise torsion box, the ribs stabilize the spars and
skins in span-wise bending. In this study CFC cover skins / spars / and some ribs is the baseline.
Section 6:- Roll and layout of large aircraft wing structural members.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 16:- Example of a typical composite transport aircraft wing i.e. Boeing 787.
65
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
66
COVER SKINS: - The covers form the lifting surface of the wing box and are subjected to span-
wise bending flight loads, the upper wing cover is subjected to primary compression loads, and
lower wing cover is subjected to primary tension loads. The upper wing covers are also subjected to
aerodynamic suction and fuel tank pressures, and both covers are subjected to chord-wise shear
due to the aerodynamic moment on the wing torsion box. Composite wing cover skins shown in
figure 14 can be aeroelastically tailored using: - 0º plies to react span-wise bending: 45º and -45º
plies to react chord-wise shear: and 90º plies to react aerodynamic suction and internal fuel tank
pressures, theses cover skins are monolithic structures and not cored. Combined with co-bonded
stringers, this produces much stronger yet lighter covers which are not susceptible to corrosion and
fatigue like metallic skins. The production method of these cover skins is by Fiber Placement:-
which is a hybrid of filament winding and automated tape laying, the machine configuration is
similar to filament winding and the material form is similar to tape laying, this computer controlled
process uses a prepreg Tow or Slit material form to layup non-geodesic shapes e.g. convex and
concave surfaces, and enables in-place compaction of laminate, however maximum cut angle and
minimum tape width and minimum tape length impact on design process. The wing cover skin
weight in large transports, can be reduced by applying different ply different transition solutions to
the drop off zones as shown in figure 15, maintaining the design standard 1:20 ramps in the
direction of principal stress (span-wise), and using 1:10 ramps in the transverse (chord-wise)
direction, as shown for the Airbus A320 lower wing covers, this requires stress approval based on
analysis. Because the wing chord depth of the transport aircraft considered exceeds 11.8” to reduce
monolithic cover skin weight and inhibit buckling co-bonded CFRP stiffeners are used as detailed
below and shown in figures 17 to 19.
Roll and layout of large aircraft wing structural members ( CFC cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 17:- Fibre Orientation Requirements for CFC Wing Skins / covers.
67
Tension
Compression
Centre Of Pressure
Engine / Store Loading
Flexural Centre
0º MATERIAL TO REACT SPANWISE BENDING
90º MATERIAL TO REACT
INTERNAL FUEL PRESSURES
AND AERODYNAMIC SUCTION 45º AND -45º MATERIAL TO
REACT CHORDWISE SHEAR
See also tables 3,4, and 5 for materials considerations.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
68
Fig 18:- Weight reduction by of ply drop off design modifications to lower wing covers.
PLY DROP OFFS: - 1:20 SPANWISE / 1:20 CHORWISE.
(More usual to have symmetrical ply drop off e.g. all 1:20).
PLY DROP OFFS: - 1:20 SPANWISE / 1:10 CHORDWISE.
(Although in some cases un-symmetrical ply drop off e.g. 1:20 in
direction of principal stress and 1:10 in the transverse direction).
WEIGHT REDUCTION OF COMPOSITE
WING COVER SKINS.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
As a Rule of Thumb:- The mass of the skins / covers is in the order of
twice that of the sub-structure. Therefore for transports and bombers
with deep wing cross-sections, stiffeners are used bonded to the
internal skin surface as shown in fig 14(c) for the Airbus A350 wing
skins. Where the wing chord thickness is greater than 11.8 inches.
69
Fig 19:- Manufacture of a transport aircraft the cover skin note buckling is inhibited with stringers.
Fig 19(c) Airbus A350-900 skin stringer layout.
Fig 19(a) Fiber placement of a wing cover skin.
Fig 19(b) Lower wing cover skin with inspection ports.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Composite cover skin stringer types: -
“L” Section Stiffeners:- are typically used as “panel barkers” and are usually mechanically
attached to skin panels. “L” stiffeners are fabricated on IML tooling with a semi-rigid caul
sheet, often fiberglass, on the OML surface to produce a smooth finish and reduce radius thin
out.
“Z” Section Stiffeners:- are usually mechanically attached to the skin panel and are typically
used to provide additional stiffness for out-of-plane loading. “Z” sections may be fabricated
by the RTM or hand-laid methods.
“I” Section Stiffeners:- are typically used as axial load carrying members on a panel
subjected to compression loading. “I” sections are fabricated by laying up two channel
sections onto mandrels and placing them back-to-back. A minimum of two tooling holes (one
at each end) is typically required to align the mandrels. Two radius fillers (“noodles” or
“cleavage filler”) are placed in the triangular voids between the back-to-back channels. On
one of the two flat sections of the stiffener a “capping strip” is used to tie the two flanges
together. The flanges on the cap side should have a draft (91º ± 1º) to ease mandrel removal
post cure. All “I”- beam flanges should have sufficient width to allow mechanical attached
repair.
“T” Section Stiffeners:- are a simplified version of the “I” section stiffener. “T” sections may
be used as either axial load carrying members or as panel breakers. “T” sections stiffeners
may be used as a lower cost alternative to “I” sections if the panel is designed as a tension
field application and the magnitude of reverse (compression) load is relatively small.
70
Roll and layout of large aircraft wing structural members (CFC cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
71
Figure 20:- Composite Stiffener / stringer selection based on design experience.
“I” Section Stiffener (used as axial load carrying
members on panel under compression loading).
Channel
sections Capping
strips
Cleavage
fillers
“T” Section Stiffener (used as axial load carrying
members on panel under tension loading).
Capping strip
Cleavage filler
Channel
sections
“Z” Section Stiffener (mechanically attached to
provide additional stiffness for out of plane
loading).
“L” Section Stiffener (bonded or
mechanically attached panel breaker).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Composite wing cover skin stringer radius fillers (noodles):-
Radius fillers are necessary in T - and I – type composite stiffeners and spars. See figure 20
(previous slide) for a 2-D depiction of radius / cleavage fillers. There are several types of filler
material that have been used in previous design studies including:- rolled unidirectional prepreg
(of the same fiber / resin as the structure); adhesives; 3-D woven preforms; groups of individual
tows placed in the volume; and cut quasi-isotropic laminate sections. Experimentation has shown
the how effective these have been and a brief summary is as follows:-
Resin / adhesive noodles – Poor
Tow noodles – Fair
Braided noodle – Good
Braided “T” preform - Good to Excellent.
If rolled prepreg is used, ensure that the volume of the material to be rolled is a close match with
the cavity to be filled and consider using a forming tool to shape the noodle to near final
configuration. Also, it has been found that using a layer of softening adhesive rolled with the
noodle prepreg material will help alleviate cracking due to thermal mismatch between the noodle
and the surrounding material.
The capping strips are bonded in place using BSL322, supported film adhesive to give
constant/minimum glue line thickness of 0.005” per ply, 2 plies max typically.
Figure 21 shows the lower cover skin stringer arrangement and special considerations for the
inspection cut outs, either side of which coaming stringers are installed.
72
Roll and layout of large aircraft wing structural members (CFC cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Co-Curing:- This is generally considered to be the primary joining method for joining
composite components the joint is achieved by the fusion of the resin system where two (or
more) uncured parts are joined together during an autoclave cure cycle. This method minimises
the risk of bondline contamination generally attributed to post curing operations and poor
surface preparation. But can require complex internal conformal tooling for component support.
Co-Bonding:- The joint is achieved by curing an adhesive layer added between a co-cured
laminate and one or more un-cured details. This also requires conformal tooling and as with co-
curing the bond is formed during the autoclave cycle, this method was used on Eurofighter
Typhoon wing spars which were co-bonded to the lower wing cover skins, and proposed for the
F-35B VT lower skin stringers in SWAT trade studies, and is used to bond the wing cover skin
stringers for large transport aircraft see section 7. Care must taken to ensure the cleanliness of
the pre-cured laminate during assembly prior to the bonding process.
Secondary Bonding:- This process involves the joining of two or more pre-cured detail
parts to form an assembly. The process is dependent upon the cleaning of the mating faces
(which will have undergone NDT inspection and machining operations). The variability of a
secondary bonded joint is further compounded where „two part mix paste adhesives‟ are
employed. Generally speaking, this is not a recommended process for use primary structural
applications.
73
Design options for stringer adhesive bonded joints detailed in WB1.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
74
Fig 21:- Transport aircraft skin / cover carbon fibre stringer run-outs.
Example of CFC Co bonded
cover stiffener run-out padding
and peel resistant termination
fitting.
Lower cover skin access cut-outs require local
coaming stringers on each side to compensate for
the reduced stringer number, these have a higher
moment of inertia and smaller cross sectional area
to absorb local axial loads due to the cut out.
The stringers next to the local coaming stringers on
each side need to have larger cross sectional areas
to absorb a portion of the coaming stringer load.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
75
To maintain the aerodynamic smoothness of the external surface Outer Mold Line, of the composite
wing cover skins, the surface is always laid on the tooling face and non-structural surface ply is
added at the tool interface, to ensure smooth OML surface.
CFRP Composite are poor conducting materials and have a significantly lower conductivity than
aluminium alloys, therefore the effects of lightening strikes are an issue in composite airframe
component design and a major issue for airworthiness certification of the airframe. The severity of
the electrical charge profile depends on whether the structure is in a zone of direct initial
attachment, a “swept” zone of repeated attachments or in an area through which the current is
being conducted. The aircraft can be divided into three lightening strike zones and these zones for
the wing with wing mounted engines is shown in figure 22, and can be defined as follows:-
Zone 1:- Surface of the aircraft for which there is a high probability of direct lightening flash
attachment or exit: Zone 1A- Initial attachment point with low probability of flash hang-on, such
as the nose: Zone 1B- Initial attachment point with high probability of flash hang on, such as a
tail cone.
Zone 2:- Surface of the aircraft across which there is a high probability of a lightening flash
being swept by airflow from a Zone 1 point of direct flash attachment: Zone 2A- A swept-stroke
zone with low probability of flash hang-on, e.g. a wing mid-span: Zone 2B- A swept-stroke zone
with high probability of flash hang-on, such as the wing trailing edge.
Zone 3:- Zone 3 includes all of the aircraft areas other than those covered by Zone 1 and Zone
2 regions. In Zone 3 there is a low probability of any direct attachment of the lightening flash arc,
but these areas may carry substantial current by direct conduction between some Zone1or Zone
2 pairs.
Reference wing box layout key structural members (CFC cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Zone 3 Indirect effects.
Zone 2 Swept stroke.
Zone 1 Direct strike.
Lightening Strike
Zones on an
aircraft with wing
mounted engines.
Figure 22:- Lightening strike risks to composite wing structures with podded engines.
76

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
77
Lightening effects can be divided into direct effects and indirect effects:-
Direct Effects: - Any physical damage to the aircraft and / or electrical / electronic systems due
to the direct attachment of the lightening channel. This includes tearing, bending, burning,
vaporization or blasting of aircraft surfaces / structures and damage to electrical / electronic
systems.
Indirect Effects: - Voltage and / or current transients induced by lightening in aircraft electrical
wiring which can produce upset and or damage to components within electrical / electronic
systems.
The areas requiring protection in this study are:-
1) Non-conductive composites (e.g. Kevlar, Quartz, fiberglass etc.):
Do not conduct electricity:
Puncture danger when not protected.
2) Advanced composites skins and structures:
Generally non-conductive except for carbon reinforced composites:
Carbon fibre laminates have some electrical conductivity, but still have puncture danger for skin
thickness less than 3.81mm.
3) Adhesively bonded joints:
Usually do not conduct electricity:
Arcing of lightening in or around adhesive and resultant pressure can cause disbonding.
Reference wing box layout key structural members (CFC cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
4) Anti-corrosion finishes:
Most of them are non-conductive:
Alodine finishes, while less durable, do conduct electricity.
5) Fastened joints:
External fastener heads attract lightening:
Usually the main path of lightening transmission between components:
Even the use of primers and wet sealants will not prevent the transfer of electric current from
hardware to structure.
6) Painted Skins:
The slight insulating effect of paint confines the lightening strike to a localized area so the that
the resulting damage is intensified:
Lightening strikes unpainted composite surfaces in a scattered fashion causing little damage to
thicker laminates.
7) Integral fuel tanks:
Dangers are melt-trough of fasteners or arc plasma blow between fasteners and the resulting
combustion of fuel vapors in the tanks.
Methods of lightening strike protection for composite aircraft wing structures have been developed
and are illustrated in figure 23, these range from layers of aluminium foil on EAP wing, to the
sophisticated copper mesh and fastener insulations used on Eurofighter Typhoon, and the Boeing
787 transport, and the latter will be employed in this study (see also ref 5). 78
Roll and layout of large aircraft wing structural members (cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
79
Figure 23:- Lightening strike protection of composite wing cover structures (ref 5).
Copper grid recessed into skin.
Fig 23(a) Aluminum foil EAP.
Fig 23(b) Copper strip Eurofighter Typhoon. Fig 23(c) Copper mesh grid Boeing 787.
COPPER STRIP RECESSED INTO SKIN.
TUFTHANE INSULATED RIVETS.
INDIVIDUAL STRIP.
SKIN.
SPAR.
(See My Composite Design Capability Maintenance
Studies LinkedIn presentation for fuselage lightening
strike protection methods).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Impact damage:- Impact damage in composite airframe components is a major concern of
designers and airworthiness regulators. This is due to the sensitivity of theses materials to quite
modest levels of impact, even when the damage is almost visually undetectable. Detailed
descriptions of impact damage mechanisms and the influence of mechanical damage on residual
strength can be found in ref 6. Horizontal, upwardly facing surfaces are the most prone to hail
damage and should be designed to be at least resistant to impacts in the order of 1.7J (This is a
worst case energy level with a 1% probability of being exceeded by hail conditions). Surfaces
exposed to maintenance work are generally designed to be tolerant to impacts resulting from tool
drops (see figure 24). Monolithic laminates are more damage resistant than honeycomb structures,
due to their increased compliance, however if the impact occurs over a hard point such as above a
stiffener or frame, the damage may be more severe, and if the joint is bonded, the formation of a
disbond is possible. The key is to design to the known threat and incorporate surface plies such as
Kevlar or S2 glass cloth see figure 25. Airworthiness authorities categories impact damage by ease
of visibility to the naked eye, rather than by the energy of the impact: - BVID barely visible impact
damage and VID visible impact damage are the use to define impact damage. Current BVID
damage tolerance criterion employed on the B787 is to design for a BVID damage to a depth of
0.01” to 0.02” which could be caused by a tool drop on the wing, and missed in a general surface
inspection should not grow significantly to potentially dangerous structural damage, before it is
detected at the regular major inspection interval. This has been demonstrated through a building
block test program, and the wing structures so inflicted have maintained integrity at Design Ultimate
Load (DUL). These design criteria are critical airworthiness clearances ACJ 25.603 and FAA
AC20.107A (Composite Aircraft Structures).
80
Roll and layout of large aircraft wing structural members (CFC cover skins).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
81
Figure 24:- Structural damage risks to composite structures e.g. the wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
82
Figure 25:- Woven Cloth Classifications and surface ply BVID protection options trades.
82
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
WING SPARS: - The spars in conjunction with the covers transmit the bending and torsion loads of
the wing box, and typically consists of a web to react vertical shear, and end flanges or caps to
react the bending moment. In modern transports there are two full span spars, and a third stub
spare in wide chord wings to take engine aft pylon mount loads from the pylon drag strut as in the
case of the A300, A330, A340, and A380, and these spars are currently produced as high speed
machined aluminium structures. However the latest generation of large airliners e.g. the Airbus
A350 and Boeing 787 families use composite spars produced by fiber placement as C - sections
laid on INAVR tooling as shown in figure 26, and are typically 88% 45º / -45º ply orientation to react
the vertical shear loads, in the deflected wing case, the outer ply acts in tension supporting the
inner ply which in compression as shown in figure 27, because the fibers are strong in tension but
comparatively weak in compression. The spars can be C section or I section consisting of back to
back co-bonded C-sections, and for this study the baseline reference wing spars are C sections,
and consists of three sub-sections design, due to the size of component based on autoclave
processing route constraints. Although 0° plies are generally omitted from the spar design 90° plies
are employed in approximately 12% of the spar lay-up as shown in figure 28, where there are
bolted joints, tooling hole sites, to react pressure differentials at fuel tank boundaries, and spar
section splicing, figures 29 to 31 show preliminary outboard wing spar design, and figure 32 shows
a spar splice joint concept. The chord-wise location of the spars is restricted by the numerous
leading and trailing edge devices that occupy a significant portion of the wing chord as shown in
figure 16. Generally the front spar should be as far forward as possible, subject to: - (a) The local
wing depth being adequate to enable vertical shear loads to be reacted efficiently: (b) Adequate
nose chord space for leading edge devices and their operating mechanisms, and de-icing systems. 83
Roll and layout of large aircraft wing structural members (CFC wing spars).
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Therefore the front spar of a two-spar wing torsion box is usually located in the region of 12-18% of
local wing chord.
In two spar modern transport wings the rear spar should be as far aft as possible being limited to
being in front of the trailing edge flaps, control surfaces, and spoilers, and their operating
mechanisms. Thus the rear spar is typically at 55-70% of the chord.
Any intermediate spars are usually spaced uniformly across the chord-wise section except where a
particular pick-up point is required for a powerplant as in the case of the A300, A330/A340/A380,
and the B-747, and auxiliary spars are used to support main landing gear attachment and some
trailing edge surfaces.
Although there have been cases where the width of the structural torsion box has been limited to
give rise to high working stresses in the distributed flanges, and consequent good structural
efficiency, this is achieved at the expense of potential fuel volume. This approach therefore has not
been adopted in these trade studies as the wing is to be employed as a primary integral fuel tank,
and in general for a transport aircraft the opportunity should always be taken to maximize the
potential fuel volume for future growth development.
Spar location should not be stepped in plan layout as this gives rise to offset load paths, but a
change of sweep angle at a major rib position is acceptable.
Returning briefly to metallic ribs, current practice is to integrally machine them from aluminium alloy
rolled or forged plate, this method of construction gives weight savings at reasonable cost over
fabricated construction. Each section of spar has a continuous horizontal stringer crack stopper
introduced approximately 1/3 of the way up the shear web from the predominantly tension flange. 84
Roll and layout of large aircraft wing structural members (CFC wing spars).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
85
Figure 26:- Airbus A350 Composite spar manufacture and assembly.
CFRP Spar C section with apertures for control surface guide rails.
Wing torsion box section with “C” section spars, ribs, and edge control
surface attachment fixtures.
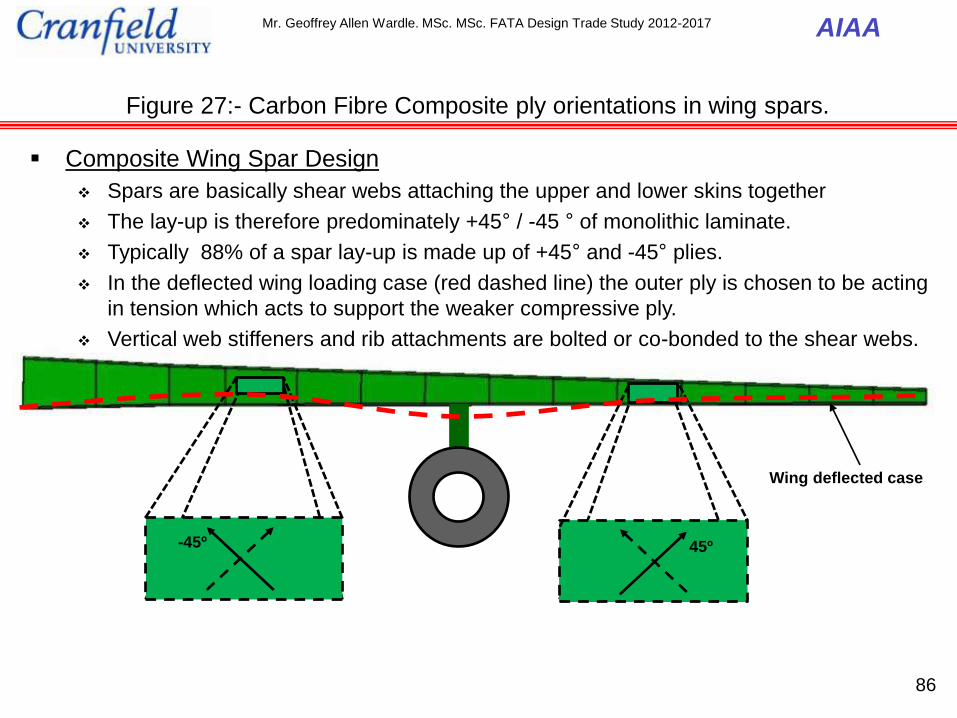
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
86
Figure 27:- Carbon Fibre Composite ply orientations in wing spars.
-45º 45º
Composite Wing Spar Design
Spars are basically shear webs attaching the upper and lower skins together
The lay-up is therefore predominately +45° / -45 ° of monolithic laminate.
Typically 88% of a spar lay-up is made up of +45° and -45° plies.
In the deflected wing loading case (red dashed line) the outer ply is chosen to be acting
in tension which acts to support the weaker compressive ply.
Vertical web stiffeners and rib attachments are bolted or co-bonded to the shear webs.
Wing deflected case

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
87
Figure 28:- Carbon Fibre Composite ply orientations in wing spars continued.
90º Plies to react pressure
differentials at fuel tank
boundaries.
90º Plies locally in way of
bolted joints.
Composite Wing Spar Design
0o Plies are generally omitted from spar lay-up however, 90o plies are
added in typically 12% of spar lay-up
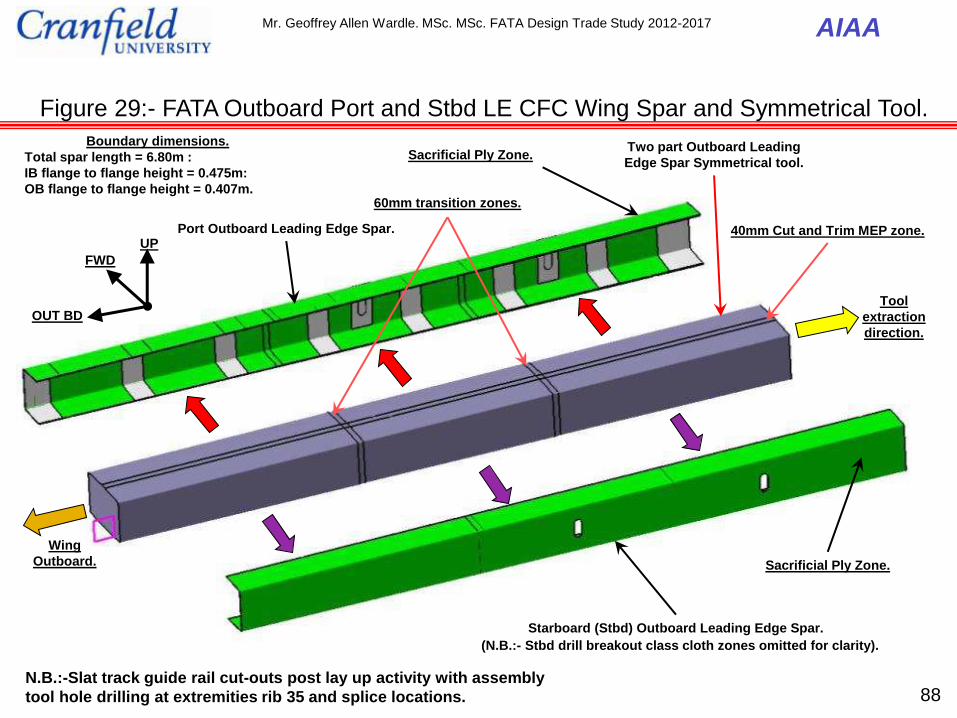
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 29:- FATA Outboard Port and Stbd LE CFC Wing Spar and Symmetrical Tool.
88
Symmetry cut plane.
Port Outboard Leading Edge Spar.
Starboard (Stbd) Outboard Leading Edge Spar.
Two part Outboard Leading
Edge Spar Symmetrical tool.
40mm Cut and Trim MEP zone.
60mm transition zones.
Tool
extraction
direction.
Wing
Outboard.
N.B.:-Slat track guide rail cut-outs post lay up activity with assembly
tool hole drilling at extremities rib 35 and splice locations.
(N.B.:- Stbd drill breakout class cloth zones omitted for clarity).
Sacrificial Ply Zone.
Sacrificial Ply Zone.
UP
FWD
OUT BD
Boundary dimensions.
Total spar length = 6.80m :
IB flange to flange height = 0.475m:
OB flange to flange height = 0.407m.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 30:- FATA Outboard Port CFC Wing Spar as layup and finished part (preliminary).
89
Slat track guide rail cut-outs post lay up activity with assembly
tool hole drilling at extremities rib 35 and splice locations.
10mm Thick Zone.
(46 plies)
7mm Zone
(32 plies)
4mm Zone
(18 Plies)
1:20 Transition zone
(3mm x 60mm)
1:20 Transition zone
(3mm x 60mm)
Slat 7 track guide rail cut-outs.
Fig 30(a) As fibre-placed.
Fig 30(b) As post finishing.
4mm Zone
(18 Plies)
7mm Zone
(32 plies)
10mm Thick Zone.
(46 plies)
Drill breakout Glass Cloth on IML
and OML for spar splice joint.
Drill breakout Glass Cloth on
IML for Rib Post Attachment.
Drill breakout Glass Cloth for track ribs and guide
rail can attachment both IML and OML faces.
Glass Cloth shown in white for clarity.
UP FWD
OUT BD

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 31:- FATA Outboard Port / Stbd CFC Wing Spar preliminary part layup.
4mm THK Zone 18 plies in:-
45º/135º/ 45º/ 90º/ 45º/135º/45º/135º/45º/N/A/45º/135º/45º/135º/45º/90º/45º/135º/45º
7mmTHK Zone 32 plies in:-
135º/45º/135º/45º/135º/45º/90º/45º/135º/45º/90º/45º/135º/45º/135º/45º/ N/A
/45º/135º/45º/135º/45º/90º/45º/135º/45º/90º/45º/135º/45º/135º/45º/135º
10mmTHK Zone 46 plies in:-
45º/135º/45º/135º/45º/135º/45º/135º/45º/135º/45º/135º/45º/90º/45º/135º/45º/90º/45º/135º/45º/135º/45º/ N/A
/45º/135º/45º/135º/45º/90º/45º/135º/45º/90º/45º/135º/45º/135º/45º/135º/45º/135º/45º/135º/45º/135º/45º
14ply symmetrical drop
14ply symmetrical drop
90
Based on Carbon / Epoxy 3501/6 QI unidirectional composite tape
material with a ply thickness of 0.21336mm (see tables 3, 4, and 5).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
91
Figure 32:- Proposed C section wing spar section splice joint methodology.
Figure 32(b):- CFRP Spar C section web splice joint attachment based on typical metallic practice shown.
Figure 32(a):- CFRP Spar C section spar cap splice joint attachment based on typical metallic practice shown.
Due to the ± 5% thickness control limitations on composite
parts the spar splice joints will have to be multi component
adjustable assemblies. Using a mirrored internal female
tool on which port and starboard spar sets are formed by
fibre placement and then split on the long axis. Sacrificial
plies will be used on the external mating surfaces and
machined back using the methods shown in figures 55 and
56. Although this adds a further manufacturing stage it
would reduce joint complexity and weight. The material of
choice will be Titanium. Full joint design to be incorporated
in next issue.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
WING RIBS:- The ribs, an example is shown in figure 33, maintain the determined aerodynamic
shape of the wing cross-section (chord), limit the length of skin stringers or integrally stiffened
panels to an efficient column compressive strength, and to structurally transmit chord-wise loads
across the span-wise torsion box. Hinges and supports for secondary lifting surfaces, flight controls,
are located at the ends of relevant ribs. Ribs also provide attachment points for main landing gear,
powerplants, and act as fuel tank boundaries. Overall the ribs stabilize the spars and skins in span-
wise bending.
The applied loads the ribs distribute are mainly distributed surface air loads and / or fuel loads
which require relatively light internal ribs to carry trough or transfer these loads to the main spar
structures. The loads carried by the ribs are as follows: - (1) The primary loads acting on the rib are
the external air loads which they transfer to the spars: (2) Inertia loads e.g. fuel, structure,
equipment, etc.: (3) Crushing loads due to flexure bending, when the wing box is subjected to
bending loads, the bending of the box as a whole tends to produce inward acting loads on the wing
ribs figure 33(d), and since the inward acting loads are oppositely directed on the tension and
compression side they tend to compress the ribs: (4) Redistributes concentrated loads such as
from an engine pylon, or undercarriage loads to wing spars and cover skins: (5) Supports members
such as cover skin – stringer panels in compression and shear: (6) Diagonal tension loads from the
cover skin – when the wing skin wrinkles in a diagonal tension field the ribs act as compression
members: (7) Loads from changes in cross section e.g. cut outs, dihedral changes, or taper
changes.
92
Roll and layout of large aircraft wing structural members (wing ribs).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Rib construction for large transports fall into three types and this off course influences the way in
which they distribute the external loads and reaction forces categorized above, the three types of
metallic construction are:- (a) Truss type: (b) Shear web type: (c) Webs stiffened ribs with fuel
transfer holes (shown in figures 33(a) and 33(c) is the FATA baseline Al/Li Rib 12).
The way in which the rib structure resists the external loads and reaction forces the rib is subjected
to is dependent on the construction methods employed as outlined below:-
In the truss rib construction distributed external loads and reaction forces are applied as
concentrated loads at the joints and the structure can be analysed as a simple truss. The outer
members on which the distributed loads are relied upon to transfer these loads, in shear, to the
points where they can then be considered as concentrated loads. These outer members are
therefore subjected to combined bending and compression or bending and tension, structural
analysis of one such rib is given in Workbook 2.
Shear web rib construction is usually employed in to either distribute the concentrated loads,
such as the engine pylon or main landing gear, or to distribute fuel tank bulkhead boundary
pressure loads to the shear beams.
Web with lightening hole and stiffener construction are used to resist bending moments by the
rib cap members and shear by the web.
Simple beam structural analysis can be applied to ribs design checking the following:- Shear in the
web, or axial loads in the truss members: Rib cap bending loads: Shear attachment to the spars
and wing cover skins: Tension attachment of the wing cover skins: Crushing loads: Shear load
effects from local cut outs: Fuel pressure loads which are normal to the rib plane. 93
Roll and layout of large aircraft wing structural members (wing ribs).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 33:- Metallic rib 12 design for FATA aircraft baseline study in Al/Li.
94
Fig 33(a):- Advanced metallic aircraft rib 12, for the FATA baseline study
using the methodology employed in the B787 and for composite wing
skins with CFRP „I’ stringers using the contour of the rib flange for
attaching both skin and bonded stringer to the rib (stressing for FATA
baseline ribs sizing is in work this model uses nominal sizing).
FWD
UP
IN- BOARD
Fig 33(b):- Boeing 787 metallic rib with „I‟ stiffeners.
Leading edge spar rib post
attachment tab end.
Ventilation holes.
Fwd Mass Flow Fuel Transfer
Hole with web reinforcement.
Aft Mass Flow Fuel Transfer Hole
with web reinforcement.
Low Level Fuel Transfer Hole
with web reinforcement.
Low Level Fuel Transfer Holes
with web reinforcement.
Trailing edge spar bath tub attachment
.
Shear load web stiffeners typical.
Fuel Transfer System
Penetration Hole with
web reinforcement.
Web panel breakers
typical.
Low Level Fuel Transfer Hole
with web reinforcement.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
95
Figure 33:- Metallic rib design for FATA baseline study in Al/Li.
Fig 33(d):- Wing crushing loads due to flexure bending.
Leading edge spar rib post
attachment tab end installed.
Leading edge spar. Wing top cover skin.
Wing bottom cover skin.
Wing bottom skin stringers.
Fwd coaming skin stringer.
Fwd fuel drain.
Aft fuel drain.
Fwd ventilation. Aft ventilation.
Fig 33(c):- Metallic Al/Li Rib 12 installed in FATA wing view looking outboard.
Trailing edge spar. Wing top skin stringers.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The rib alignment and rib spacing has to be established at an early stage in the preliminary design
phase, since the weight of the ribs contributes significantly to the total wing box structural weight,
therefore rib layout configurations were run through the AeroDYNAMIC™ MDO toolkit at the start of
the wing design process. It is advantageous to select a lager rib spacing; equal structural weight it
leads to cost savings and less fatigue risks. The rib spacing will increase with the depth of the wing
box, hence considering the typical wing which is tapered in planform and depth, the optimum wing
structure would have a variable rib spacing with the maximum spacing inboard and minimum
spacing outboard.
The wing rib arrangement outside the root interface is critical for designing the compression
structural stability of the wing box members especially the upper cover skin, and the rib spacing is
as important as the root joint design, ideally the rib spacing should be determined to ensure
adequate overall buckling support to the distributed flanges, and this requirement gives the
maximum theoretical pitch of the ribs. However other practical considerations are likely to
determine the actual rib locations such as:- (a) Hinge positions for control surfaces and attachment
/ operating points for flaps, slats, and spoilers: (b) Attachment locations of powerplants and landing
gear structure (and stores for military derivative airframes P-8 etc.): (c) The need to prevent or
postpone skin local shear or compression buckling, as opposed to overall buckling: (d) Ends of
integral fuel tanks where a closing rib is required.
For the swept wing configuration there are two main options for rib alignment which are:- (1) In the
direction of flight shown in figure 34(a) and: (2) Orthogonal to the rear spar direction shown in figure
34(b). 96
Roll and layout of large aircraft wing structural members (wing ribs).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
97
Figure 34:- Rib layout options for large swept wing aircraft.
Fig 34(a) Ribs laid out in direction of flight. Fig 34(b) Ribs laid perpendicular to the rear spar.
Front spar.
Rear spar.
Auxiliary spar.
Ribs.
Front spar.
Rear spar.
Auxiliary spar.
Ribs.
Front spar.
Rear spar. Auxiliary spar.
Transition
Rib.
Fig 34(c) Ribs laid in hybrid fan from line of flight to perpendicular to rear spar.
Perpendicular
Ribs.
Fight line
Rib.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
While the direction of flight alignment for the ribs, option 1 (figure 34(a)) gives greater torsional
stiffness, but the ribs are heavier, connections are more complex, and in general the disadvantages
outweigh the stiffness gains. The orthogonal direction alignment of the ribs, option 2 (figure 34(b))
with the ribs at right angles to the rear spar is more satisfactory in facilitating hinge pick-ups, but
they cause layout issues in the root regions. It is possible to overcome these issues by fanning the
ribs so that the alignment changes from perpendicular to the spars outboard portion of the wing to
stream-wise over the inboard portion of the wing, (with the special exceptions for powerplant
mounting ribs which are best located in the fight direction), as shown in figure 34(c), and it was this
hybrid configuration which gave the best MDO analysis results and was selected for the baseline
wing configuration.
FIXED SECONDARY STRUCTURE:- A fixed leading edge is usually stiffened by a large number of
closely pitched ribs, span-wise members being absent. Providing care is taken in the detail design
of the skin attachments it is possible to arrange for little span-wise end loading to be diffused into
the leading edge and hence avoid buckling of the relatively light structure. Therefore these are
usually in short span-wise sections. The incorporation of thermal de-icing system, this is
traditionally performed using hot bleed air from the engines ducted along the wings leading edge
via a “piccolo” tube, with the spent air being exhausted through holes in the lower surface of the
wing or slat. However new systems like that developed for the Boeing 787 use an electro-thermal
system made up of several electrically heated elements contained within a sprayed metal matrix
bonded to the inside of the leading edges by a polymer composite material and can be energised
simultaneously or sequentially fig 35, and would be more compatible with NAW leading edges. 98
Rib alignment and fixed secondary wing structures.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
In addition to the anti-icing system major influences on the detail design of the leading edge
structure are the installation of high lift slats and other devices driven by EHA‟s as shown in figure
35 (a) and 35 (b), as well as bird strike protection. The A350 Droop nose leading edge figure 35(a)
installed inboard of the engine, reduces low speed drag thus reducing engine thrust requirements,
and also reduces control surface noise.
Installation also affects the trailing edge structure where much depends on the type of flaps, flap
gear, controls and systems. It is best aerodynamically to keep the upper surface as complete and
smooth as possible, therefore where possible spoilers should be incorporated in the region above
flaps or hinged doors provided for ease of access. There are many types of trailing edge flaps used
to increase the maximum lift coefficient of the wing to shorten aircraft take-off and landing
distances. The design flap systems is more complex than leading edge systems and poses very
challenging design issues to be covered in this design study. The flap applied to the trailing edge of
a wing cross section usually takes up 25-35% of the chord length, and for some special mission
requirements this can rise to as high as nearly 40%. The determination of the flap chord length is
also a function of wing box structural stiffness and strength requirements as well as the volume
required for the wing fuel tank requirements to achieve the aircrafts performance requirements.
Therefore trade studies to investigate trailing edge requirements for the reference and advanced
wing were conducted before freezing the final configuration. Figure 35(c) illustrates the typical
trailing edge arrangement for a modern large transport aircraft in this case the Boeing 787. New
innovations in flap design are being incorporated on the Airbus A350 XWB an example being the
Drooped Hinge Flap as an alternative to the Fowler Flap, which has the benefits of being able to be
used as both a high lift device and in flight adaption of the cruise wing shape figure 36. 99
Rib alignment and fixed secondary wing structures.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
100
Figure 35:- Control surface arrangement on large swept wing aircraft.
Fig 35(c) B787 trailing edge control surfaces.
Fig 35(a) A350 Droop nose leading edge,
driven by Electro-Hydrostatic Actuators
(EHA‟s) with EBHA‟s.
Fig 35(b) A350 Control surface general arrangement. Fig 35(d) B787 leading edge ice protection.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
101
Figure 36:- Current advanced control surface on the A350 large swept wing aircraft.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The major drivers in the baseline wing structural design considered in this study are: - Front and
rear spar locations: Main undercarriage location to be aft of the Centre of Gravity (C of G) and its
sizing, weight, and actuation system: Engine pylon installation and mounting: Flying control surface
actuator and mounting positions: Fuel tank boundaries and system couplings employed and
systems installation to ensure there is no trapped fuel within the wing structure: The rib layout to
support load transfer and structural stability of the wing box: Materials selection and manufacturing
and assembly methods e.g. single point bonding for CFC wing structures.
The major parameters of wing definition as follows: - Size: Aspect Ratio: Sweep angle: Taper Ratio: Wing Loading and Thickness, which are derived from: - (1) LE = wing leading edge sweep angle:
(2) A = wing planform area: (3) Ĉ = Mean Aerodynamic Chord: (4) Cr = Root Chord: (5) Ct = Tip
Chord: (6) t / c = Thickness chord ratio: (7) b = Span = 2 x s (where s = semi-span): (8) S = wing area: (9) yMAC = the y station of the Mean Aerodynamic Chord (10) Xac = aerodynamic centre of
pressure in the x axis mapped on the MAC.
For the baseline wing: - the Aspect Ratio from b² / S = 10.15: the MAC Ĉ length = 259” (21.6ft) and yMAC = 596” (49.7ft) (from graphical evaluation number 1 in figure 31): LE = 35º: A = 682,786inch²
(4,742ft²): Cr = 550” (44.17ft): Ct = 150” (10ft): t / c = 0.27: b = 2,549.5” (212.46ft): and S = 640,199
inch² (4,446ft²): the Centre of Gravity (number 2 in figure 28) was determined as 35% root chord
this allows for fuselage length growth (as per reference 4) = 192.5” (15.45ft): taper ratio λ = Ct / Cr =
0.27. The initial estimated wing loading is 124.6lbs/ft² within 1lb/ft² of published figures for the Airbus A350: Xac = 475” (39.6ft). See figure 37 for MAC, aerodynamic centre of pressure, and C of
G mapping on the reference wing.
102
Section 7:- The design and structural layout of baseline aircraft wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
103
Figure 37:- My baseline aircraft reference wing graphical determination of MAC.
1
Croot
(550”)
Croot
(550”)
Ctip (150”)
Ctip (150”)
b/2 (1274.5”)
MAC (Ĉ) length (232”)
50% Chord reference wing.
100% Chord reference wing (303”).
2
Diagonal Construction Line.
Aircraft Centre
Line CL.
yMAC (Ĉ) (596”)
Aerodynamic centre of a subsonic swept wing is
approximately located at Xac = yMAC tan LE+ 0.25MAC
the value = 475” in X from reference wing tip.
3
3
Engine Pylon Centre Line.
35º

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The important parameters in long range transport aircraft wing design are:-
The Aspect Ratio (b²/S): - Increased Aspect Ratio gives improved Lift and Drag and a greater
Lift curve slope, and for subsonic transports AR values between 8-10 are considered typical.
For initial design purposes an Aspect Ratio from historical data can be used, but trade studies
using MDO toolsets are needed for definitive values. Selecting a higher value AR has beneficial
effects at high altitude cruise to give greater range and endurance, and when usable take-off
incidence is restricted by ground clearance, however this is not the case for tactical military
aircraft in low altitude high-speed flight where profile drag is the dominant factor. Historically the
Aspect Ratio has been used as a primary indicator of wing efficiency based on the square of
the wing span divided by the wing reference area. In fact the AR could be used to estimate
subsonic Lift / Drag where Lift and Drag are most directly affected by the wing span and wetted
area but for one major problem i.e. drag at subsonic speeds is composed of two parts:-
“Induced“ drag caused by the generation of lift and therefore primarily a function of the wing
span: and “Zero-lift” or “Parasitic” drag which is not related to lift but is primarily skin-friction
drag, and as such is directly proportional to the total surface area of the aircraft exposed
(“wetted”) to the air. Therefore the ratio of the wetted area of the full aircraft to the reference
wing area ( Swet / Sref ) can be used along with the aspect ratio as a more reliable early estimate
of L/D, as the wetted-area ratio is clearly dependent on the actual configuration layout. This
suggests a new parameter “Wetted Aspect Ratio” which is defined as the wingspan squared
divided by the total aircraft wetted area. This is very similar to the aspect ratio except that it
considers total wetted area instead of the wing reference area. AeroDYNAMIC™ MDO toolset
enables this to be done within its design module and compared against the Catia V5 model. 104
The design and structural layout of baseline aircraft wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The leading edge sweep angle LE: - The greater the sweep angle the higher the lift dependent
drag and requires increased roll control for cross wind take-offs. However, it delays drag rise „M‟
and reduces the lift curve slope. For commercial transports the leading edge sweep angle
ranges between 28º to 35º with the A350 being at the top of this range and this was adopted for
the baseline study wing as a result of AeroDYNAMIC analysis for high altitude cruise at Mach
0.89 at 39,000ft (11,887.2m).
Taper ratio Ct / Cr: - Taper transfers load from the tip towards the root, thus increasing the
likelihood of tip stall (which gives wing droop and pitch up on a swept wing). For swept wing
increased taper gives lower trailing edge sweep, which enhances the effectiveness of trailing
edge flaps and controls (giving reduced take-off and landing speeds and improving
controllability in cross winds), the taper ratio selected for the baseline wing was 0.27 based on
AeroDYNAMIC analysis.
Thickness: - Thick section wings incur a Profile Drag Penalty. Increasing thickness dose
however, give increased maximum lift, eases mechanisation of flaps and slats, generates a
lighter structure and presents a greater internal volume for fuel carriage.
Camber: - Camber is added to enhance lift. It is however detrimental at low speeds.
High Lift Devices: - There are of primary benefit on thin swept wings at supersonic speeds,
although high lift leading edge slats are used by most subsonic transports, and are incorporated
into the baseline wing design as described below.
Winglets:- Described below see figure 38, which reduce induced drag.
105
The design and structural layout of baseline aircraft wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
106
Figure 38(a):- Boeing 737MAX wingtip
device increases efficiency by:-
Combining rake tip technology with a dual
feather winglet concept:
Reduces fuel burn up to an additional
1.5%:
Fits within current airport single-aisle gate
constraints:
Validated by wind tunnel testing.
Figure 38(b):- Airbus A350-900 wingtip device
increases efficiency by:-
Raked saber winglet of advanced composite
manufacture:
Reduces fuel burn by reducing induced drag:
Fits within current airport wide body gate
constraints:
Validated by wind tunnel testing and flight
testing.
Figure 38:- Examples of Winglet devices for modern single and wide body aircraft

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Winglets.
A variety of devices have been used on aircraft to reduce induced drag figure 38 shows two of the
latest such devices for the Boeing 737 Max single-aisle transport figure 38(a), and for the Airbus
A350 XWB wide-body transport figure 38(b). These devises inhibit the formation of wing tip vortices
and therefore reduce downwash and induced drag.
A similar effect could be achieved by extending the wing to increase its span and aspect ratio ,
however, the increased lift far out at the end of the wing will increase the bending moment at the
wing root and create greater loads on the wing root structure, requiring larger and heavier wing root
fittings and skins.
The winglet only increases the wing span slightly and therefore achieves the increase in aspect
ratio without significantly increasing the wing root structural loading. The winglet configuration
selected for the baseline wing study is based on the saber design for the A350 XWB made from
epoxy carbon fibre composite, with an internally co-bonded Waffle structure preforms (see figure
38(c) below), in the blade where the depth is less than 4” (100mm to 75mm), the root section being
CFC spars, based on GKN Aerospace technology shown in figure 38(d) on the next slide.
107
The design and structural layout of baseline aircraft wing.
Bondline.
Figure 38(c) Proposed internal structure of baseline winglets.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
108
Figure 38(d):- Examples of Winglet devices for modern single and wide body aircraft.
One possible option for FATA winglet construction based on GKN Aerospace STeM
research see reference

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Leading and trailing edge device integration:- The integration of leading and trailing edge
devices requires that the following criteria must be considered:- Leading Edge devices are subject
to bird strike and the actual Leading Edge must be replaceable: Erosion protection of the Leading
Edge must be considered: All devices must be bonded for EMC and lightening strike protection see
figures 22 and 23: Selection and retention of bearings is critical: Actuation must allow for wing
deflection: Clearance checks are required between inboard and outboard flaps during deployment
especially if the hinge line is kinked: Trade studies will be required to determine the optimum
method of actuation, and for sealed versus non-sealed gaps at the interface with the wing torsion
box.
For trailing edge flaps on swept wings a real difficulty arises when the effective hinge-line is swept.
It is possible to arrange the geometry so that the flap is deployed at right angles to the hinge line,
that is, along circular arcs on the conical surface. This often implies that any external hinge
brackets or tracks are positioned across the airflow with a consequent drag penalty. Alternatively a
swept flap may be moved along the line of on elliptical paths described on the surface of a circular
cone, which leads to complex geometry. (The deployment of the outboard single pivot flap is to be
validated using the Catia V5 Kinematic Simulation following the principles of Kevin Beyer and Lee
Krueger presentation „Design Validation Through Kinematic Simulation: Airplane Flap Design‟
presented at the PLM Conference 2010 Las Vegas Nevada USA).
Leading edge slats move out on circular arc tracks, which are usually attached to the slat, with the
support rollers being mounted in the fixed leading edge structure. Most designs use a short length
of slat located on two attachments, with actuation also usually at the track position, often by means
of leavers, or rack and pinion gears driven by EHA‟s. 109
The design and structural layout of baseline aircraft wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The base line aircraft wing control surfaces as shown in figure 39 on the port exposed wing surface,
consisting of the following:- One Inboard Slat: Six Outboard Slats: One Inboard Flap: One Outboard
Flap: Three Inboard Spoilers: Four Outboard Spoilers: One Flaperon: One All Speed Aileron: and
One Low Speed Aileron and these were duplicated on the starboard wing. These control surfaces
were sized using classical methodology from reference 4 and outputs from AeroDYNAMIC™ MDO
toolset, these are initial evaluations and are subject to revision as the project progresses the first
pass sizings in surface area are given below.
Trailing Edge Surfaces:-
Inboard Flap = 9482in² (6.118m²): Spoiler Inboard (1) = 3135in² (2.02m²): Spoiler Inboard (2) = 3135in²
(2.02m²):
Outboard Flap = 13324in² (8.597m²): Spoiler Outboard (1) = 2644in² (1.71m²): Spoiler Outboard (2) = 2643in²
(1.71m²): Spoiler Outboard (3) = 2642in² (1.71m²): Spoiler Outboard (4) = 2641in² (1.70m²): Spoiler Outboard
(5) = 2640in² (1.70m²).
All Speed Aileron = 6310in² (4.07m²):Low Speed Aileron = 6305in² (4.07m²).
Leading Edge Surfaces:-
Inboard Slat = 9737in² (6.282m²).
Outboard Slat (1) = 5209in² (3.361m²): Outboard Slat (2) = 5170in² (3.336m²): Outboard Slat (3) = 5130in²
(3.310m²): Outboard Slat (4) = 5089in² (3.284m²): Outboard Slat (5) = 5049in² (3.258m²): Outboard Slat (6) =
5008in² (3.232m²).
The final structural sizing will conducted after freezing of the control surface sizing:- wing semi span
= 106ft 2in (32.37m), root chord = 45ft 10in (13.97m), tip chord = 12ft 6in (3.81m), semi span area
= 2,435.78ft² (226.291m²).
110
Layout of baseline aircraft wing flight control surfaces.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
111
Figure 39:- My new baseline aircraft wing flight control surface layout model.
Six Outboard Leading edge slats.
Engine Center Thrust line.
Wing Carry
Trough Box
Attachment
Joint line.
Low Speed Aileron.
All Speed Aileron.
1 2
Outboard Flap
single pivot.
Inboard Flap
single pivot.
Two Inboard
Spoilers with
droop function.
Five Inboard
Spoilers with
droop function.
Droop nose Leading edge slat.
Note: - Three flap track fairings, one on the inboard flap,
and two on the outboard flap.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Wing torsion box layout is shown in figures 40 and 41, and constitutes a datum structural layout of
the primary structure. This has the best performance over the AeroDYNAMIC simulation mission
and is the Prime Baseline Wing and will be carried forward to structural detailed layout, and detailed
part sizing, with conventional materials. The Prime Baseline Wing will be reconfigured for PRSEUS
based stitched structure technology, as the Advanced Baseline Wing, for comparison with the
Prime Baseline, in teams of weight, structural integrity, manufacture, and assembly. Figure 42
illustrates what the datum surfaces represent for metallic and composite structures.
Baseline wing structural components:- Leading edge spar:- 118.05ft (35.98m) divided into 3
sections:- inboard spar 39.72ft (12.10m): mid spar 55.92ft (17.04m): outboard spar 22.42ft (6.83m):
C-section carbon fibre epoxy resin fibre placed monolithic construction with sacrificial plies for
interface control of the titanium splice joints and fittings of bolted assembly.
Trailing edge spar:- 111.79ft (34.07m) divided into 3 sections:- inboard spar 31.57ft (9.62m): mid
spar 55.92ft (17.04m): outboard spar 24.29ft (7.40m): C-section carbon fibre epoxy resin fibre
placed monolithic construction with sacrificial plies titanium splice joints and fittings of bolted
assembly.
Centre Spar:- 29.77ft (9.07m) single unit C-section carbon fibre epoxy resin fibre placed monolithic
construction with sacrificial plies and titanium fittings.
Ribs:- 38 in total:- 1 stub rib to support engine pylon fwd attachment, 31 Al li ribs, plus 6 CFRP ribs
with integral leading edge cleats.
Auxiliary Gear Spar:- Ti double sided 5 axis machining „I’- section integral stiffeners 25.07ft
(7.64m).
112
Datum layout of baseline aircraft wing torsion box structural members.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Carbon Fibre Epoxy Resin
ribs with integral Leading
edge cleat (green)
Wing Torsion Box Structure with transparency applied to
top cover skin to show spar, rib, and stringer layout.
Al Li monolithic ribs
(dark blue). Wing cover skins monolithic
Carbon Fibre Epoxy Resin.
(Transparent for structure view)
Three monolithic Carbon Fibre
Epoxy Resin C-section Spars.
Ti I-section Gear
auxiliary spar.
All stringers I – section
co-bonded to the skin.
Slat track ribs currently machined
but possible candidate for AM.
Slat track ribs currently machined
but possible candidate for AM.
Engine Center Thrust Line with wing box main rib
on thrust line for pylon fwd attachment plate and
additional firewall L/E ribs Ti and Ti engine fire
wall on spar and upper cover.
Figure 40:- My baseline wing torsion box key datum layout structure model.
113

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Co-bonded Wing cover skin stringer design filleted edges to
reduce peel stresses (see also figs 17 and 30).
Ti I-section Gear
auxiliary spar.
Inspection cut outs.
Mid Spar (Trailing Edge).
Outer Spar
(Trailing Edge).
Inner Spar (Trailing Edge).
Inner Spar
(Leading Edge).
Mid Spar
(Leading Edge).
Outer Spar
(Leading Edge).
Spar splice joint.
Spar splice joint.
Spar splice joint.
Spar splice joint.
Lower Wing Torsion Box Structure with top cover
skin and stringers removed for clarity to show spar,
rib, inspection cut outs and stringer layout.
Lower cover skin access cut-outs require local coaming stringers
on each side to compensate for the reduced stringer number,
these have a higher moment of inertia and smaller cross sectional
area to absorb local axial loads due to the cut out.
Coaming stringer.
Coaming stringer.
Flap track ribs.
Flap track ribs.
Flap track ribs.
Trailing Edge hinge ribs.
Wing cover skins monolithic
Carbon Fibre Epoxy Resin.
All stringers I – section
co-bonded to the skin.
Beveled edges to
reduce peel stresses.
114
Figure 41:- My baseline wing torsion box key datum layout structure model.
Wing Cover Skin.
Rib attached by countersunk
bolts through skin and to
anchor nuts bonded to the rib
internal flange surface.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
(1):- Metallic ‘I’- beam also applies to
CFRP „I’- section (back to back „C‟
sections).
(2):- Metallic „C‟- section. (3):- CFRP „C‟- section.
Datum plane / surface
In middle of web.
Datum plane / surface
On tool face of web.
Datum plane / surface
On tool face of web.
115
Figure 42:- Key datum's in the layout structure models.
Key datum models show datum positions upon which actual detailed structure will be located when
sized this slide is intended for non / new designers and shows what the model datum‟s represent.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The wing carry through box layout is shown in figure 43, and It is proposed to use a three spar eight
rib layout as follows (Note these are datum location surfaces were detail structure will be located as
per figure 42 above):-
Spars:- CFRP monolithic laminate C section with co-bonded web stiffeners (shown in light
green):
Skins:- CFRP monolithic laminate (shown in ash grey), with thirteen spanwise „I’ section CFRP
solid laminate stiffeners (shown in dark green):
The seven internal upper and seven lower chordwise Al load beams to which are attached 42
angled CFC tube struts (shown in light blue) and 14 vertical CFC tube struts (shown in orange):
The root ribs are currently Al Li alloy (shown in dark blue), but there is the option to change this
to Ti depending on the load structural analysis:
The seven over wing floor beams will also be „I’ section CFRP solid laminate with co-bonded
web stiffeners, the outer box to fuselage interface will be by supported beam attached to the
spars shown also shown figure 43 as a notional structure port / starboard trap panel.
Design and structural analysis for the assembly will follow the procedures in reference 4, and 7,
metallic detail parts will follow procedures based on BAE Systems experience, and reference 7, and
composite detail parts will follow BAE Systems experience, Workbooks 1 and 2, and references 5,
and 6. The objective is to work to all parts to preliminary design stage.
116
Datum layout of baseline aircraft wing carry through box structural members.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 43:- My baseline wing carry through box key datum structure model.
CFC Floor beams (light green). CFC Top Skin Stringers
Monolithic CFC Spars (light green).
Angled CFC Tube struts (light blue).
Vertical CFC Tube struts (orange).
Load Beams (grey).
Fuselage Interface beam.
L and R Al Li Root ribs
(dark blue) transparent to
show internal structure.
Top CFC Cover Skin (grey)
transparent to show internal structure.
Figure 43(b) view looking inboard from port side.
Figure 43(a) isometric view from port side.
UP
FWD
IN
UP
FWD
117

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The careful arrangement of the wing fuel tank layout (see figure 44 for the initial FATA baseline
wing), from the initial design stages of a commercial aircraft can result in a lighter structural weight
through bending moment relief. The fuel management system is an important consideration in the
structural design of an aircraft, and in addition to the wing tankage the wing carry through box is
also usually a fuel tank.
The way in which the tank fuel tank layout and fuel management in commercial aircraft wings
influences wing bending moment relief is shown by the three cases considered in figure 42 below,
i.e. the weight of fuel in the tanks acts down at its centre of gravity (c.g.), thus creating a downward
bending moment which is counter to the lifting upwards bending moment at the root, and these
downwards bending moments are subtracted from the root lift bending moment to obtain the final
root bending moment.
Case A (figure 45):- In this case there are two wing fuel tanks, and by feeding first from the
inboard tank and subsequently from the outboard tank, a fuel weight wing bending moment
relief corresponding to track A is obtained:
Case B (figure 45):- In this case there are also two wing fuel tanks however the inboard tank is
much longer than the inboard tank in case A. Therefore its c.g. remains further outboard and
the fuel weight wing bending moment relief corresponding to track B is obtained:
Case C (figure 45):- In this case there are three wing fuel tanks and by feeding first from the
root tank, next from the mid wing tank, and finally the outboard tank, a wing bending moment
relief corresponding to track C is obtained, which is of the highest magnitude. This latter case
has been selected for the FATA baseline wing box. 118
Wing fuel tank layout effect on bending moment relief.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Figure 44:- My baseline FATA wing torsion box initial fuel tank layout.
Main inboard fuel tank
Main mid wing fuel tank.
Outboard reserve fuel tank, and surge and tip vent tanks.
Main fuel tanks are shown with nominal off set for skin
thickness (light tan) the initial estimated total maximum
capacity is 95,500lts (21,007 Imperial gallons) estimated
from initial volume envelope. 119

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
120
Root Tip
CASE (A)
Inboard fuel tank Outboard fuel tank
Root Tip
CASE (B)
Inboard fuel tank Outboard fuel tank
Root Tip
CASE (C)
Inboard fuel tank Mid wing fuel tank
Outboard fuel tank
Tip Root
WIN
G B
EN
DIN
G M
OM
EN
T R
EL
IEF
.
CASE (A)
CASE (B)
CASE (C)
Figure 45:- Fuel tank layout for maximum bending moment relief.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
To ensure efficient flow of fuel contained within the wing torsion box it is necessary to provide a
number of apertures within the structure, these features are modeled into the fuel tank ribs as
shown in example rib 12 shown above in figure 33 so that an accurate structural sizing can be
obtained. Typical requirements are shown in figure 46(a) through 46(c).
121
Figure 46:- Wing torsion box fuel tank management.
Figure 46(a): - Composite fuel tank
rib bounded by continuous spars.
Figure 46(b): - Mass low level and fuel drainage.
Figure 46(c): - Fuel transfer holes.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The wing root joint design is one of the most critical areas of the aircraft structure, especially for
fatigue considerations of a long life structure. The joint for the Prime Baseline Wing will be carried
over for the Advanced Baseline Wing and then will be re-evaluated for the Future Concept Wings.
The types of joint available for fixed swept wing large transports are outlined table 6 below and in
view of the available data a combination of two of these options has been selected as the route for
further design and evaluation namely splice plates and Lug Shear bolt attachments.
Table 6:- Wing Root fixed joints.
122
The wing torsion box to wing carry through box root fitting.
JOINT TYPE. ADVANTAGES. DISADVANTAGES.
Spliced plates. Widely used due to its light weight and
more reliable and inherently fail-safe
nature.
Higher cost, and manufacturing and
fitting issues, the latter of which could
be reduced with cover skin sacrificial
plies.
Tension bolts. Less manufacturing, easy to assemble
and remove and inspect, common on
fighter aircraft
Heavy weight penalty.
Discrete lug fittings with shear
bolts.
As for tension bolts and I have greater
experience with designing this type,
common on fighter aircraft.
Heavy weight penalty.
Combinations of tension bolts / or
lug fittings, and spliced plates
Reliable and inherently fail-safe feature,
and less manufacturing and fitting
issues.
Heavy weight penalty.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The torsion box root loads are described below and the distributed loads on discrete fittings are
illustrated in figure 47(a). Figure 47(b) illustrates a splice plate arrangement for a metallic integrally
stiffened lower wing skin joint. The proposal is to use a combination of both methods for the wing
torsion box to wing carry through box joint i.e. fore and aft fittings and upper and lower Plus Chord
splices and figure 48 shows an example Plus Chord installation on a spar.
123
Figure 47:- The wing torsion box to wing carry through box root fitting.
Shear Shear
Shear Shear
Moment Moment End Load
End Load
Minimal intrusion into the fuselage.
Drag Drag
Uneven load
distribution across
fittings.
Fittings carry end load + shear +drag.
Figure 47(a): - Distributed Fitting Loads.
Figure 47(b): - Splice plate or Plus
Chord shown for a metallic
integrally stiffened wing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
124
Figure 48:- The wing torsion box to wing carry through box splice (Plus Chord).
Figure 48(a) Upper and lower Plus Chord splices
attachments to the spars (idealization).
Figure 48(b) Example of a Plus Chord splice.
Figure 48(c) Example of a Plus Chord splice interface of the wing
torsion box with the wing carry through box B767 metallic wing.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Type-2 assembly:- Current metallic aircraft assembly is a Type-2 process in that it requires precise
fixtures and jigs to support the metallic components in build, and the majority of these jigs and
fixtures are specific to the airframe model and configuration, therefore the manufacture has to rely
on a relatively long production run to for the tooling to be economic. The reason for this, is that it
would be prohibitively expensive to attempt to make large and temperature sensitive – sensitive
structures to tolerances as small as 3x10 on a relative basis, and such fine tolerances are
required to reduce locked in stresses. The resultant structures are relatively stiff compared to the
component parts so small deformations can usually be eliminated by bending the structure,
however this induces local stresses which detract from the flight load carrying capabilities of the
assembly and therefore should be avoided where ever possible.
Boeing seeks to avoid such stresses by building structural components with multiple slip joints by
ensuring that there is empty space at maximum material condition in many joint conditions. These
spaces are filled by peel-apart metallic shims until the gap is small enough to be safely pulled
together with fasteners.
Airbus seeks to avoid such stresses by making their structural components through high precision
5 axis NC machining (see career presentation), which produces a very accurate part that only
requires occasional application of liquid shim (this methodology is also used in UK military aircraft I
have worked on).
Type-1 assembly:- Bridges and skyscrapers are classed as Type-1 assembles as their materials
are thick section and rugged, and they are assembled from hole pattern features, although hole
filling requirements are not as critical as for aircraft and the materials are less temperature
sensitive, and there is not the same need to conserve weight. 125
-4
Section 8:- Assembly of baseline aircraft wing torsion box structural members.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Therefore bridges and sky scrapers constitute Type-1 assemblies in that they are assembled by
joining of their component parts rapidly at their features without dedicated single use tooling.
Given the costs and the number of non-added value operations involved in airframe assembly the
direction of assembly research in this design trade study will be focused on reducing the amount of
manual labour and the specificity of the fixtures required to assemble the wing torsion box and wing
carry through box. The weight of the components in theses structures will still need require support
to avoid collapse in assembly, so fixture-like structures will still be necessary but they might not
need to be as accurate or as specific as they are now, lessons learnt from the Mantis UAS field
assembly will be used to modularize these structures into a kit form facilitating autonomous
assembly, of major build units. Three major research activates will be perused in common with
other current research these are:- (1) move towards new composite manufacturing and assembly
methods using preforms and RIM and sacrificial plies: (2) the broad attempt to move aircraft
structures from Type-2 to Type-1 assembly: (3) autonomous assembly.
Activities (1) and (3) are covered in some detail in the latter sections of this research status update,
so here I will briefly cover activity (2).
Develop aircraft structures for Type-1 assembly:- If aircraft parts can be made to net size and
shape with assembly fixtures incorporated in them then they could be tacked together to achieve
the desired final assembly dimensions and relationships just by joining these features (as was
achieved with the Terrasoar light UAS wing / boom assembly). Then they could be given their final
assembly fasteners as before. The savings would arise from the elimination accurate and specific
fixtures.
126
Assembly of baseline aircraft wing torsion box structural members (cont.).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
While progress has been made in this area it is not felt possible to pre-drill every fastener hole as is
done in building and bridge construction. The holes in aircraft construction must be essentially
exactly opposite each other or the fastener cannot fill the hole causing fretting which leads to hole
elongation, corrosion and fatigue, because the fastener will wobble when exposed to oscillating
shear loads normal to its axis rapidly enlarging the hole until to can carry no load at all. The only to
achieve many holes that are exactly opposite each other is to match drill on assembly when the
parts are clamped together in their correct relative position. The focus of attention of current
research in this area is therefore on tack fastening to create mates that pass the dimensional
location constraints between the parts, and achieving this would create Type-1 aircraft assembly.
The work I intend to undertake in this area is to identify which critical fastener locations could
become tack fasteners and to look at additional features which could be designed in for a Lego type
build solution.
Figure 49 on the next two slides illustrates proposed join concepts for the rib to leading and trailing
edge spars here there are two possible innovations:- One is the integral cleat shown in figure 46(c)
which would remove the need for additional spar / rib cleating reducing parts count and assembly
time, although the possibility of a resin rich area at the bend must be considered, I intend to design
an actual rib for the next up date based on my key datum model and the current loads drop. The
other innovation is the composite post which would be produced from back to back RTM moldings I
am in the process of conducting drape trials and calculations for the flow required to realistically
mold such articles, woven cloth would be used in preference to UD ply to reduce the rick of fibre-
wash. This would then be co-bonded into the Leading edge spar.
127
Assembly of baseline aircraft wing torsion box structural members (cont.).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Fig 49(a):- Dry Bay Al rib Bathtub nested into CFC Trailing Edge Spar joints.
* Based on 2 countersunk x 1.25” diameter fasteners + 0.06” clearance.
** Based on diameter of Eddie bolt installation tool and footprint of clickbond
nutplate.
Top wing cover skin.
Bottom wing cover skin.
Rear spar.
Bonded anchor nuts.
* 2.5 d
**
Wing rib to spar bathtub.
Fig 49(b):- Rib to Leading Edge Spar post joints.
*Based on 3 x fasteners.
This joint employs a rib attachment post mounted in the spar
for the rib tab to land on which could be bonded or bolted in
place although shown here as a Ti fitting a CFC co-bonded
post is to be studied.
Front spar.
Wing rib to spar tab.
*
128
Figure 49:- Metallic rib build joints selected for assembly of the baseline wing.
Ti Rib post.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
129
Figure 49:- Composite rib build joints selected for assembly of the baseline wing.
Top wing cover skin.
Fig 49(c) CFC Rib to CFC Trailing Edge integral cleat joints.
Integral cleat removes the need for cleated joint reducing parts count
and easing assembly this is a concept for illustrative purposes an
actual rib design will be included in the next update.
Bottom wing cover skin.
Front spar.
Wing rib to spar tab.
CFC Rib post. 3-d 2.5-d
6-d
Fig 49(d) CFC Rib to CFC Leading Edge Spar post joints.
Rib tab attachment bolted to co-bonded RTM integral spar post
joints composed of two back to back filled c sections.
Wing rib to spar integral cleat.
Rear spar.
Bolted through Rear spar web.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Before proceeding with the conventional baseline design, it is important to consider the
advantages and disadvantages of both bolted and bonded construction methods and the impact
of corrosion on composite assemblies.
The advantages of bolted assembly are:-
1)Reduced surface preparation:
2)Ability to disassemble the structure for repair:
3)Ease of inspection.
The disadvantages of bolted assembly are:-
1)High stress concentrations:
2)Weight penalties incurred by ply build ups, and fasteners:
3)Cost and time in producing the bolt holes, and inspection for delamination's:
4)Assembly time.
Corresponding issues for bonded assembly are set out below.
The advantages of bonded assembly are:-
1)Low stress concentrations:
2)Small weight penalty:
3)Aerodynamically smooth.
130
Composite structural assembly joint design and corrosion.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Composite structural assembly joint design and corrosion (continued).
The disadvantages of bonded assembly are:-
1) Disassembly, in most cases some part of a bonded structural assembly will need to be bolted
instead of bonded to permit access for repair and inspection. An example is the Typhoon
wing structure where the bottom skin is co-bonded to the structural spars, and top skin is
bolted to the same spars, permitting access from one side:
2) Surface preparation, and bond line inspection for porosity even in co-bonded joints using C-
scan ultrasonic inspection, resulting increased costs and time:
3) Need to design for bolted repair access:
4) Environmental degradation due to water absorption leading to degradation in hot / wet
condition, solvent attack:
5) Need for increased qualification testing effort to establish design allowables.
In the case of the baseline wing configuration both bolted and co bonded construction will be
selected primarily because of the requirement to quickly, inspect, repair, or replace damaged
structural components within a first line servicing environment. In the assembly models bolt
datum positions are shown as points and vectors, as was the practice within BAE Systems MA&I,
and for this level of study only selected detail fastener models will be created.
131

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Co-Curing:- This is generally considered to be the primary joining method for joining
composite components the joint is achieved by the fusion of the resin system where two (or
more) uncured parts are joined together during an autoclave cure cycle. This method minimises
the risk of bondline contamination generally attributed to post curing operations and poor
surface preparation. But can require complex internal conformal tooling for component support.
Co-Bonding:- The joint is achieved by curing an adhesive layer added between a co-cured
laminate and one or more un-cured details. This also requires conformal tooling as shown in
figure 50, and as with co-curing the bond is formed during the autoclave cycle, this method was
used on Eurofighter Typhoon wing spars which were co-bonded to the lower wing cover skins,
and proposed for the F-35B VT lower skin stringers in SWAT trade studies. Care must taken to
ensure the cleanliness of the pre-cured laminate during assembly prior to the bonding process.
Secondary Bonding:- This process involves the joining of two or more pre-cured detail
parts to form an assembly. The process is dependent upon the cleaning of the mating faces
(which will have undergone NDT inspection and machining operations). The variability of a
secondary bonded joint is further compounded where „two part mix paste adhesives‟ are
employed. Generally speaking, this is not a recommended process for use primary structural
applications.
Design considerations for adhesive bonded joints.
132

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
UN-CURED „Z‟ & „C‟
SPAR ELEMENTS
„FILM‟ ADHESIVE
(BSL.322)
„CLEAVAGE‟ FILLED WITH
UN-CURED CFC WEDGE
RELEASE AGENT
PRE-CURED
CFC SKINS
UN-CURED „Z‟ & „C‟
SPAR ELEMENTS
CONFORMABLE TOOLING SHOWN AS:-
Figure 50:- Co-Bonded composite spar manufacture.
133

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Composite bolted joint design rules:-
1) Design for bolt bearing mode of failure:
2) Counter sink (CSK) depth should not exceed 2/3 of the laminate thinness if required fill
laminate artificially with syntactic core (if design rules permit e.g. not permitted for USN, or
USMC):
3) Minimum bolt pitch is 4D for sealed structures such as fuel tanks, and 6D for non sealed
structures (where D is the bolt diameter) figure 52:
4) Use only Titanium alloy or stainless steel fasteners to minimise corrosion risk:
5) Use a single row of fasteners for non sealed structures and a double row for sealed
structures such as fuel tanks see figure 53 next slide:
6) Minimum fastener edge distances are:-
3-D in the direction of the principal load path see figure 52:
2.5-D transverse to the principal load path see figure 52:
134
Composite structural assembly joint design and corrosion (continued).
Figure 52:- Fastener edge distances.
2.5xD 3.0xD
4.0 x D

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
135
Figure 53:- Corrosion / leek prevention methods for carbon fibre structures.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
136
FASTENER
MATERIAL / COATING COMPATABILITY
• Monel. Marginally acceptable.
• Alloy Steel.
• Silver Plating.
• Nickel Plating.
• Chromium Plating.
Excellent compatibility and are
recommended for use in CFC structures
• Cadmium Plating.
• Zinc Plating.
• Aluminium Coating.
Not compatible, and will deteriorate rapidly
when in intimate contact with CFC.
• Titanium Alloy.
• Corrosion Resistant Steel.
Excellent compatibility and are
recommended for use in CFC structures
• Al. Alloys.
• Magnesium Alloys.
Not compatible
Not compatible
Table 7:- Galvanic compatibility of fastener materials and coatings.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
137
The use of carbon composites in conjunction with metallic materials is a critical design
factor :-
Improper interfacing can cause serious corrosion :
Problem for metals e.g. Fasteners see table 7 above:
This corrosion problem is due to the difference in electrical potential between some of the
materials widely employed in the aircraft industry, and carbon:
When in contact with carbon and in the presence of moisture (electrolyte), anodic materials
will corrode sacrificially (galvanic corrosion).
Corrosion prevention methods:-
1) Prevent moisture ingress:
2) Prevent electrical contact carbon / metal:
3) Anodise aluminium parts:
4) Seal in accordance with project specifications:
5) Protective ply of inert cloth (glass) between contact surfaces extending 1” beyond edge on
metal part, and protective sealant (Polysulphide) „Interfay‟ see figure 54 on next slide.
Corrosion due to the galvanic compatibility of materials and coatings.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
138
Figure 54:- Corrosion prevention methods for carbon fibre structures.
EPOXIDE PRIMER (15 to 25 Microns THICK)*
ANODIC TREATMENT*
Pu. VARNISH or EPOXIDE PAINT FINISH (ONE COAT)*
Al ALLOY COMPONENT
POLYSULPHIDE „INTERFAY‟ SELANT
EPOXIDE PRIMER**
GRP (As required as a „Drill
Breakout‟ material.)**
CARBON FIBRE COMPOSITE
* = Applied over the entire Al component.
** = Applied over the entire CFC
component – or a minimum of 5mm
beyond the contact area.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
139
1) Stress concentrations exert a dominant influence on the magnitude of the allowable design
tensile stresses. Generally, only 20-50% of the basic laminate ultimate tensile strength is
developed in a mechanical joint:
2) Mechanically fastened joints should be designed so that the critical failure mode is in bearing,
rather than shear out or tension, so that catastrophic failure is prevented. To achieve this an
edge distance to fastener diameter ratio (e/D), and a side distance to fastener diameter ratio
(s/D) relatively greater than those for metallic materials is required, (see figure 52 above). At
relatively low e/D and s/D ratios, failure of the joint occurs in shear out at the ends, or in tension
at the net section. Considerable concentration of stress develops at the hole, and the average
stresses at the net section at failure are but a fraction of the basic tensile strength of the
laminate:
3) Multiple rows of fasteners are recommended for unsymmetrical joints, such as shear lap joints,
to minimize bending induced by eccentric loading:
4) Local reinforcement of unsymmetrical joints by arbitrarily increasing laminate thickness is to be
avoided because the resulting eccentricity can give rise to greater bending stress which
negates the increase in material thickness:
5) Since stress concentrations and eccentricity effects cannot be calculated with a consistent
degree of accuracy, it is advisable to verify all critical joint designs by testing of a representative
sample joint.
Composite structural mechanically fastened joint design guidelines.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
140
6) If a laminate is dominated by 0° fibers with few 90° fibers it is most likely to fail by shear out,
unlike metals, in which shear out resistance can be increased by placing the hole further from
the edge, laminates are weakened by fastener holes regardless of distance from the edge.
Reinforcing plies at 90° to the load direction helps prevent both shear out and cleavage failures:
Use larger fastener edge distances than with aluminum design, e.g. e/D >3: Use a minimum of
40% of ± 45° plies (for their influence on bearing stress at failure: Use a minimum of 10% of 90°
plies.
7) Net tension failure is influenced by the tensile strength of the fibers at fastened joints, which is
maximized when the fastener spacing is approximately four times the fastener diameter (see
figure 52 above). Smaller spacing's result in the cutting of too many fibers, while larger
spacing‟s result in bearing failures in which the material is compressed by excessive pressure
caused by a small bearing area: Use minimum fastener spacing as shown in figure 48 with 5D
spacing between parallel rows of fasteners: Pad up to reduce net section stresses.
8) To avoid fastener pull-through from progressive crushing / bearing failure:- Design joint as
critical in bearing: Use pad up: Use a minimum of 40% of ± 45° plies: Use washer under collar
or wide bearing head fasteners: Use tension protruding heads when possible.
9) To avoid shear failure:- Use large diameter fasteners: Use higher shear strength fasteners:
Never use a design in which failure will occur in shear.
Composite structural mechanically fastened joint design guidelines (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
10) Use two row joints when possible, as the low ductility of advanced composite material confines
most of the load transfer to the outer rows of fasteners.
11) The choice of optimum layup pattern for maximized fastener strength is simplified by the
experimentally established fact that quasi – isotropic patterns (0°/±45°/90°), or (0°/45°/90°/-45°)
are close to optimum, in practice this reduces experimental costs and simplifies analysis and
design of most fastened joints.
12) The effects of eccentricities on joints:- if eccentricities exist in a joint, the moment produced
must be resisted by the adjacent structures: eccentrically loaded fasteners patterns may
produce excessive stresses if eccentricity is not considered.
13) Mixed fastener types should not be used, i.e. it is not allowed to use both permanent fasteners
and removable fasteners in combination on the same joint, this is due to the better fit of the
permanent fasteners, which would result in the removable fasteners not picking up their
proportionate share of the load until the permanent fasteners have deflected enough to take up
clearance of the removable fasteners in their holes.
14) Do not use a long string of fasteners in a splice joint, because the end fasteners will load up first
and hence yield early. Therefore use three or four fasteners per side as the upper limit unless a
carefully tapered, thoroughly analyzed splice is used (wherever possible use a double shear
splice).
141
Composite structural mechanically fastened joint design guidelines (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
15) Use tension head fasteners for all applications (because potentially high bearing stress under
the fastener head cause failure). Shear head fasteners may be used in special applications.
16) Where local buildup is required for fastener bearing strength, total layup should be at least 40%
± 45° plies.
17) Installation of fasteners wet with corrosion inhibitor may be required in some cases.
18) Use of large diameter fasteners in thicker composite assemblies (for example to transfer critical
joint loads, fastener diameters should be about equal to the laminate thickness) to avoid peak
bearing stress due to fastener bending. Fastener bending is much more significant for
composites than for metals, because composite are thicker for a given load, and more sensitive
to non-uniform bearing stresses due to brittle failure modes.
19) N.B. the best fastened joints can barely exceed half the strength of unnotched laminate.
20) Peak hoop tension stress around fastener holes is roughly equal to average bearing stress.
21) Fastener bearing strength is sensitive to through - the – thickness clamping force of laminates it
is highest for a 30% / 60% /10% (0º/± 45°/90°) ply lay up stack, and much lower for
50%/40%/10% (0º/± 45°/90°) ply lay up stack.
22) Production tolerance build ups:- proper tolerances should be determined with manufacturing to
minimize the need for shimming: shim allowance should be called out on engineering drawings:
N.B. since production tolerances can easily be exceeded in the thickness tolerance, fastener
grip length can be adversely affected.
142
Composite structural mechanically fastened joint design guidelines (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Shims are used in airframe production to control structural assembly and to maintain aerodynamic
contour and / or structural alignment. With composite joints the allowable unshimmed gaps are only
¼ as large as those for an similar metallic structural joints. Therefore, the assembly of composites
generally require more extensive use of shims than comparable metal components.
Engineering can reduce both cost and waste by controlling shim usage through design and
specifications. Design can control where to shim: what the shim taper and thickness should be:
what gap to allow: and whether the gap should be shimmed or pulled up with fasteners.
Shim materials currently available are:-
1)Solid shims:- titanium: stainless steel: precured composite laminates: etc.
2)Laminated (or peelable) shims {with a laminate thickness of about 0.003” (0.0762mm) ±0.0003”
(0.00762mm)}
Laminated titanium shims:
Laminated stainless steel shims:
Laminated Kapton shims.
3)Moldable shim, which is a cast – in – place plastic designed for use in filling mismatches between
metal or composite parts. It can be used at any location to produce custom mating molded surfaces
examples are given in the reference works given in the end of this report.
143
Composite structural mechanically fastened joint design shim guidelines.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Align fibres to principle load direction:
The lay-up ply orientations must be balanced about the mid-plane (neutral axis) of the laminate,
as so to avoid distortion during cure:
Outer plies shall be mutually perpendicular to improve resistance to barely visible impact
damage:
Overlaps and butting of plies:- (a) U/D, no overlaps, butt joint or up to 2mm gap: (b) Woven
cloth, no gaps or butt joints, 15mm overlap:
No more than 4 plies (0.125mm per ply) of a single orientation in one stack within a laminate:
A maximum of 67% of any one orientation shall exist at any position in the laminate:
4 plies separation of coincident ply joints rule (ply stagger rules):
Changes in the laminate thickness should occur evenly with a taper rate of 1 in 20 in the
principal load direction. This can be reduced to 1 in 10 in the traverse direction:
All ply drop-offs to be internal and interleaved with full plies:
Internal corner radii of channels:- (a) „t‟ < 2.5mm, radius = 2t or 3.0mm whichever is greater: (b)
„t‟ 2.5mm, radius = 5.0mm
While co-curing honeycomb sandwich panels, beware of ply quilting during cure over the core
area, need for core stabilisation and reduced cure pressures.
Minimum skin thickness over honeycomb sandwich panels to prevent moisture ingress to be
respected (typically 1mm for UD and 1.5 for cloth). Use of surface films on thin skin panels such
as Tedlar can be considered.
Composite ply layup guidelines applied to FATA wing based BAE Systems MA&I practice.
144

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
In the proceeding slides I have referred to the use of sacrificial plies to ensure build tolerances are
met in composite skin and spar joint assembly. In this section I will give a brief outline of them and
their design requirements which will be applied in the design of composite structure in this project
As discussed above carbon fibre composites are fabricated using individual plies in orientations
defined by engineering to specific thicknesses in order to carry the design loads. Due to parent
material thickness variation for the raw material as well as those introduced as part of the post
layup cure process, the resulting laminate product will have varying thickness. Therefore in order
attain a specific thickness to aid assembly and meet aerodynamic OML mismatch requirements a
procedure has been adopted to predict the amount of variation expected in the structural laminate.
A sufficient amount of sacrificial plies are added to the laminate at the interface location to the
substructure to compensate for the expected variation. Finally, the thickness is machined to the
specific desired thickness without infringing into the structural plies.
In the fabrication of a laminate, a “buffer or waviness layer” is used to isolate the structural plies
from the sacrificial machining as shown in figure 55(a). This buffer or witness ply is designed to
provide a visual indicator to manufacturing of machining through the sacrificial plies and into the
structural plies. The specific buffer layer on the laminate is dependent on the laminate material and
will be issues in project guidelines. Considerations must also be given to laminate thickness
changes i.e. ramped ply-drop areas, and the locating accuracy of ply-drops must be compensated
with sacrificial plies in the footprint of the substructure. The assembly process of mating the skin to
the substructure adds the positioning accuracies of the locating holes to require a designed in gap
at these ply-drop ramps.
145
Composite sacrificial plies for assembly tolerance control.
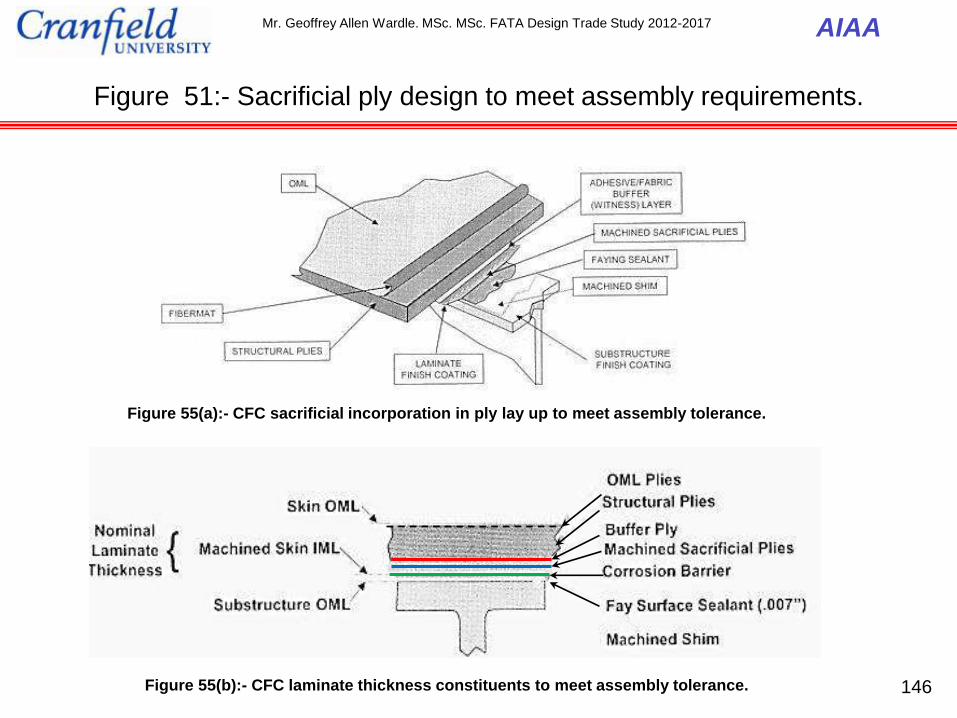
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
146
Figure 51:- Sacrificial ply design to meet assembly requirements.
Figure 55(a):- CFC sacrificial incorporation in ply lay up to meet assembly tolerance.
Figure 55(b):- CFC laminate thickness constituents to meet assembly tolerance.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The following design details need to be considered prior to computation of the sacrificial ply
thickness (see figure 55(b)): -
1. Determine the buffer layer material thickness:- (a) Fiberglass ply scrim: (b) Adhesive, use cured
thickness or carrier thickness if any.
2. Determine the corrosion barrier thickness and type:- e.g. Fiberglass: Polysulfide with glass
carrier: or Polysulfide alone: Substrate and laminate Surface finish with faying sealant.
3. Determine which finish to apply:- Determine primer / paint to be applied to skin / door / cover
IML if the land is in a fuel bay: Apply secondarily bonded corrosion barrier if applicable and then
Paint / Primer after IML machining: Paint / Primer is added after IML machining or the corrosion
protection layer.
4. Determine other details in the laminate:- Determine land width to allow for ply drops in sacrificial
plies: Plan where there may and may not be overlaps in sacrificial or structural ply layers
(overlap splices will count as additional thickness in the laminate in local areas): Determine
Slopes for Ramps (recommended 10:1 minimum ramp for ply drop and 5:1 minimum ramp for
joggles): Determine land width to allow for ply drops in sacrificial plies.
The composite laminate and the MSP (machined sacrificial plies) have a Nominal thickness which
is used to calculate the laminate IML and the substructure OML surface (figure 56). Both the
laminate and the MSP also need a minimum “before-machined” thickness which compensates for
thickness and machining variation. The following two steps must be taken to determine the laminate
IML.
147
Composite sacrificial plies for assembly tolerance control.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Step 1:- Determine the Total Laminate Thickness at the lands where the Composite skin is
attached to the substructure. Laminates within the substructure footprint must include an additional
layer of sacrificial plies to account for manufacturing and assembly tolerances. For constant
thickness laminates, the Total Laminate thickness = Structural Ply thickness + OML fibermat plies +
lightening strike ply + a Buffer ply and / or film thickness + Sacrificial Ply thickness + a corrosion
barrier (as applicable) + finish primer / paint.
Step 2:- Determine Ply Ramps. To avoid machining into the structural plies, design the ramp to be
machined in the maximum material condition (MMC) (+0.150” to +0.200”) location. However, if the
ramp exists in the least material condition (LMC) (-0.150” to -0.200”) location, there must be
sufficient sacrificial plies on the ramp to produce a machined ramp slope.
148
Composite sacrificial plies for assembly tolerance control (Workbook 1).
Ramp Offset Distance = (Ply Location Accuracy) /2+ Ply Drop
Depth x Tan (Slope). Example:- Ply Location Accuracy = 0.300”:
Ply Drop Depth = 13 x 0.0083 + 0.002 = 0.1099. Hence Ramp
Offset Distance = 0.300” / 2 + 0.1099” x 1/10 = 0.161”
N.B.:- If the plies are placed by hand with a ply
projector, location, ply projector and ply pack trim
tolerances must be accounted for.
Also note the thickness of sacrificial plies on a
constant laminate section will be less than the
thickness at the top of a ramp which has to account
for ply drop location accuracies.
Figure 56:- CFC laminate thickness constituents in a Taper Region.
Sacrificial Ply Thickness
Top of Ramp Thickness
Bottom of Ramp Thickness
Corrosion Protection
Sacrificial Ply Thickness
Machined IML
Buffer
(Witness)
Layer
Fibermat OML Layer
OML Surface

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Resin Transfer Moulding processing:- The resin transfer moulding process shown below in
figure 57 involves first placing the dry fabric preform into the cavity of a matched mould and then
filling the mould and thereby the preform with liquid resin. The mould and the resin being preheated
before injection. After injection, the mould temperature is increased to cure the part. In some cases
the resin can be injected into a mould that has been preheated to the cure temperature. The resin
preheat, injection time, and mould temperatures being determined by the characteristics of the
resin system selected. If the temperature is too high, the resin will gel before the mould is filled,
conversely if the temperature is too low, the viscosity may be too high to permit flow through the
preform. A vacuum is typically applied at the exit port to evacuate air and any moisture from the
mould / preform before resin injection, and injection pressures of around 700 kPa are usual. The
application of a vacuum during injection is useful in order to prevent void entrapment, and as a
supplement to the injection pressure, however care must be taken to ensure that the resin injection
temperature is not above the resins vacuum boiling point as this would result in unacceptable
porosity. When high injection pressures are used, there is a possibility of fibre – wash (i.e.
reinforcement distortion) exists. Loose weaves and unidirectional plies will have a greater tendency
to fibre-wash than tightly woven preforms, such as plane weaves. Additionally, high injection
pressures will cause an increase in resin flow speed between tows, without complete fibre wetting,
resulting in voids within tow bundles, alternatively if the pressure is too low it can also result in voids
between tows.
A large range of resins can be used for RTM, including polyesters, vinyl esters, epoxies,
bismaleimides (BMI‟s), phenolics, and cyanate esters.
149
Section 9: - Advanced composite component materials processing overview.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
150
Figure 57:- Basic outline of the Resin Transfer Moulding (RTM) process.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Vacuum Assisted Resin Transfer Moulding:- The Vacuum Assisted RTM process is a single-
sided tooling process, and involves laying a dry fibre preform onto a mould, then placing a
permeable membrane on top of the preform, and finally vacuum bagging the assembly. Inlet and
exit feed tubes are positioned through the bag, and a vacuum is pulled at the exit to infuse the
preform. The resin will quickly flow trough the permeable material across the surface, resulting in a
combination of in-plane and through thickness flow and allowing rapid infusion times. The
permeable material is usually a large open area woven cloth or plastic grid. Commercial “shade-
cloth” is often used for this process. In foam cored sandwich structures, the resin can be
transported through grooves and holes machined in the core, eliminating the need for other
distribution media. The VARTM process results in lower fibre / volume fractions than RTM because
the preform is subjected to vacuum compaction only. However for the PRSEUS process this is
addressed by stitching the preform before layup as shown in figure 58(a), and in additional soft
tooling (bagging aides) are also used figure 58(b) and in the Boeing Controlled Atmospheric
Pressure Resin Infusion process figure 58(c), resin infusion takes place in a walk in oven at 60°C,
and following injection the assembly is then cured at 93°C for five hours, and then finally with the
vacuum bag removed post cured for two hours at 176°C with a final CNC machining to remove
excess material. The full process is documented in NASA/CR-2011-216880. The main advantages
of the CAPRI process over conventional VARTM is increased performance for airframe standard
parts, and over RTM reduced tooling costs and production of larger components, and over
conventional processing the elimination of a specialist autoclave. The full process and
manufacturability of large airframe components by this process will be a major focus of this project,
and figure 59 shows the proposed NASA road map for PRSEUS development.
Advanced composite component materials processing overview (continued).
151

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
152
Figure 58:- Boeing Controlled Atmospheric Pressure Resin Infusion (CAPRI) process.
Fig 58(b):- Soft tooling (bagging aids) installation over stiffeners.
Fig 58(a):- Robotic stitching of dry preform assembly.
Fig 58(c):- Vacuum bag installation over dry preform assembly.
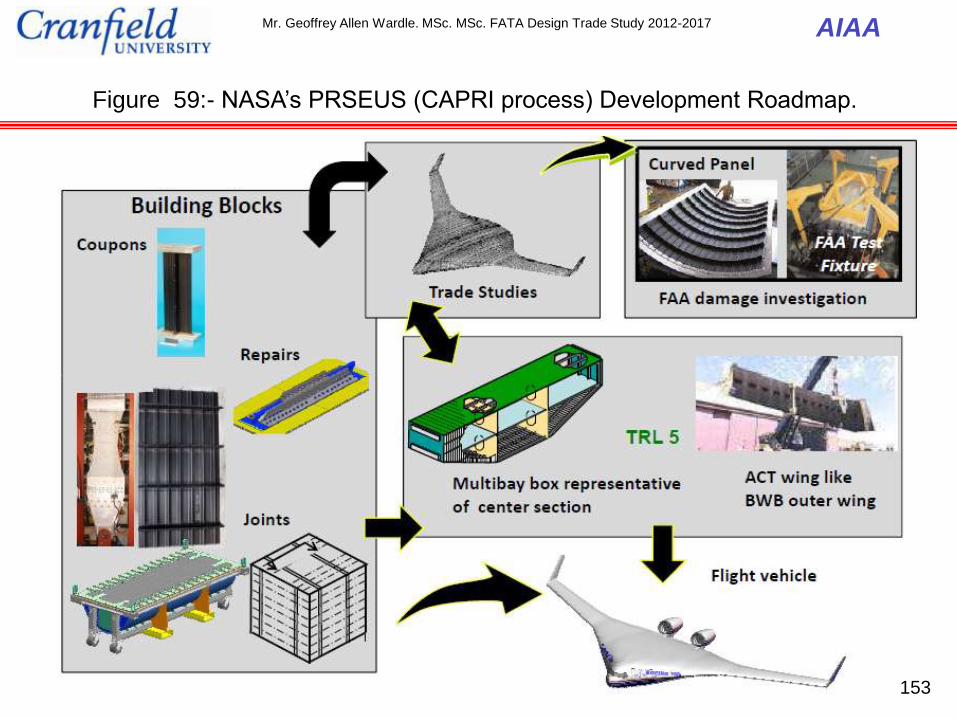
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
153
Figure 59:- NASA‟s PRSEUS (CAPRI process) Development Roadmap.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
154
Advanced composite component materials processing overview (continued).
Resin Infusion under Flexible Tooling (RIFT).
This process is a variation of RTM known as either:-
DRDF: Double RIFT Diaphragm Forming, or
RIDFT: Resin Infusion between Double Flexible Tooling.
Where dry fabric is placed between two elastomeric membranes and resin is infused into the fabric
and the resulting „sandwich‟ is vacuum-formed over the mould shape. The following aerospace
demonstration structures have been produced by this method:-
T-beams, aileron skin, swaged wing rib, three-bay box:
Kruckenberg et al , SAMPE J, 2001
fuselage skin panel for the Boeing 767 aircraft was moulded as a demonstrator with integral stiffeners
Cytec 5250-4RTM bismaleimide resin (100 mPa.s at 100°C)
880 x 780 mm woven 5-axis 3-D fabric preform
Uchida et al , SAMPE J, 2001
fuselage panels in TANGO Technology Application to the Near-term business Goals and Objectives of the aerospace industry
skins will be non-crimp fabric preforms
integrated stringers to be triaxial braids with unidirectional fibres
Fiedler et al, SAMPE J, 2003

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The basic Resin Infusion process is the same as RTM only with one tool face replaced by a flexible
film or a light splash tool, with the flow of resin resulting only from vacuum and gravity effects. The
flow in the mould cavity varies with local pressure. The thickness of the part that can be produced
depends on pressure history. The basic process is shown below in figure 60, and consists of resin
flowing in the plane of the fabric between the mould and the bag.
This process is slow due to the low pressure gradient and is best suited to low fibre volume fraction
/ high loft fabrics and reinforcement with flow enhancement tows.
Advanced composite component materials processing overview (continued).
155
Resin feed Vacuum
KEY
Reinforcement
Figure 60(a):- Basic resin infusion process.
Brochier Injectex Carbon fabrics
(Carr Reinforcements).
Glass fabrics
(Interglass- technologies).
Figure 60(b):- Commercial flow enhancement tows resin infusion process.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The potential advantages of Resin infusion process, part performance are:-
Can be used with most resin systems:
Can use most forms of reinforcement fabrics:
Large structural components can be manufactured:
Relatively low tooling costs for high performance components:
Better structural components than produced by wet-laid laminate processing with little tooling
modification:
Heavy fabrics are more easily wetted in resin infusion processing than in hand laid processing:
There are lower material costs than for prepreg and vacuum bagging:
The higher volume fraction gives improved mechanical properties for resin infusion components
over hand laid components:
Minimal void content, and a more uniform microstructure compared with hand lay-up figure 61:
Cored structures can be produced in a single flow process.
156
Advanced composite component materials processing overview (continued).
Figure 61:- Comparison of hand-laid and resin infusion microstructures.
Hand-laid
microstructure.
Resin infusion
microstructure.
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The potential disadvantages of Resin infusion process, part performance are:-
Complex process and requires different skill-set to hand lamination:
Focus is on preparation rather than the actual moulding process:
Very sensitive to leaks (air path ways) in both the mould tool and the bag:
Quality control of the resin mixing is in house:
Slow resin flow through densely packed fibre (see also RTM section) and uneven resin flow can
lead to resin dry areas:
Not easily applied to honeycomb core laminates:
Only one smooth mould surface (see also Composite Design Capability LinkedIn presentation
for possible solutions):
Low resin viscosity leads to lower thermal and mechanical properties:
Thinner components have lower structural moduli:
Laminate thickness is dependent on flow history (ref 15):
Licencing costa and ITAR issues where aspects of a process are patented in the USA.
The RIDFT Resin Infusion between Double Flexible Tooling seeks to address some of these
disadvantages in the basic resin infusion process as by employing the enhancements the outlined
below, namely: - (1) Application of a permeable media (figure 63): (2) Addition of prepreg film
interlayers (figure 65): (3) Semi-preg infusion (figure 66).
157
Advanced composite component materials processing overview (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
158
Figure 62:- The basic RIFT Manufacturing Process from J. R. Thagard (ref 15).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The addition of a flow medium.
The addition of a high permeability fabric allows the resin to flood one surface of the ply stack
followed by through thickness flow as shown below.
Commonly referred to as either :-
(1) V(A) RTM / RIM Vacuum Assisted Resin Transfer Moulding / Resin Infusion Moulding:
(2) SCRIMP™ Seeman Composites Resin Infusion Manufacturing Process, (US Patent but prior
process history exists in Europe:
(3) VAP® Vacuum Assisted resin infusion Process (shown in figure 64 next slide).
Benefits stated are:- resin infusion into tows is independent of fabric weight: reduced costs and greater efficiency in production: fewer layers of heavier fabric: compared to 35 separate plies of 800 gsm woven roving glass used in hand lamination: reduced component weight (up to 72% fibre by weight): void content down from 5% by HL to <1% by SCRIMPTM: increased laminate strength due to the higher fibre fraction and reduced void content: reduced styrene emissions and waste resin.
159
Figure 59:- Addition of a flow medium to the RIFT Manufacturing process.
Resin feed
Vacuum
KEY
Flow medium
Reinforcement
Figure 63:- Vacuum assisted resin infusion process with flow medium.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
160
Figure 64:- The EADS (VAP)® Vacuum assisted resin infusion process.
Resin

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The utilisation of B-status Prepreg Film Interlayers.
In this process B-Status prepreg film without fibre content is interleaved in-between the fibre
reinforced layers, or grouped film layers in dry laminate, as shown in figure 65. Unlike conventional
prepreg laminate layup there are air channels within the bagged laminate.
This process has been applied to the following aerospace applications (as of 2003):- T-beams,
aileron skin, swaged wing rib, three-bay box: fuselage skin panel for the Boeing 767 aircraft was
moulded as a demonstrator with integral stiffeners: fuselage panels in TANGO Technology
Application to the Near-term business Goals and Objectives of the aerospace industry with non-
crimp fabric skin preforms, and integral stringers formed from triaxial braded unidirectional fibres.
161
Figure 61:- Addition of prepreg film interlayers to the RIFT Manufacturing process.
Vacuum
KEY
Resin film
Reinforcement
Figure 65:- Vacuum assisted resin infusion process with prepreg resin film interlayers.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Semi-preg infusion RIFT.
In this adaptation of the RIFT process partly pre-impregnated fabric is interlaid in the laminate
which can be in the form of strips as shown in figure 66, or as random resin impregnated mats
between the dry fabric layers.
Commercial systems include;-
Cytec Carboform; - resin impregnated random mat between the two fabric layers:
Hexcel Composites HexFITTM; - film of prepreg resin combined with dry reinforcements
SP Systems SPRINT®: SP Resin Infusion New Technology; - resin between two fabric layers:
Umeco (ACG) ZPREG; - resin stripes on one side of fabric.
162
Figure 62:- Addition of partly prepreg fabric to the RIFT Manufacturing process.
Vacuum
KEY
Reinforcement
Resin stripes
Figure 66:- Vacuum assisted resin infusion process with prepreg fabric interlayers.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Attribute.
Resin Infusion under Flexible Tooling process major variants.
In-plane. Flow medium. RFI. Semi-prepreg.
Material costs Low Low Medium High
Consumables
costs. Low High Medium Medium
Process time Long Short Medium Medium
Quality Medium Medium High High
163
Table 8:- Comparison of the RIFT Manufacturing processes considered.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Although not the main focus of this study, new developments in the manufacturing of metallic
structural components are under investigation as an alternative to current high speed machining
which wastes a large part of the stock material, (reduced by near net forging). These new
innovative processes are termed Additive Manufacturing as they build up the material to form the
part instead of cutting away surplus material as is the case with current machining. GKN
Aerospace, Boeing, Airbus, BAE Systems, and Cranfield University are all involved in research into
this technology for airframe applications and figure 67 illustrates how a leading edge rib structure
could be optimized for this process.
There are two types of Additive Manufacturing process which are: - (1) Powder Based
Technologies: (2) Wire Based Technologies, which will be outlined below based on a presentation
given by Dr. Wilson Wong GKN Aerospace (ref 13).
(1) Powder Technologies:- In this process powder is transferred from a hopper to the work build
plate and melted in the desired shape by either Electron Beam Melting: Selective Laser Melting.
Where as Nozzle Deposition feeds the powder through a nozzle direct to work under the laser.
Electron Beam Melting yields good mechanical properties and enables high part complexity, but
has relatively poor surface finish and is not as precise when compared to Selective Laser Melting.
Selective Laser Melting is highly accurate, and also enables high part complexity, but has a slow
part build up rate and develops residual stresses in the part. Nozzle Deposition features a higher
part build rate than the other two powder bed technologies and is suitable for build repairs, however
the method has a high power utilisation and is limited in part complexity. These processes and their
applications are shown in figures 68 and 69 respectively. 164
Section 10:- Advanced Metallic Technologies (Additive Manufacturing).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
165
Advanced Metallic Technologies :- Additive Manufacturing (continued).
Figure 67:- Braced web leading edge rib candidate for Additive Manufacturing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
166
Nozzle Deposition
Direct Metal Deposition.
Selective Laser Melting.
Electron Beam Melting.
Figure 68:- Powder Based Additive Manufacturing Technologies.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
167
Figure 69:- Powder Based Additive Manufacturing Technology applications.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
(2) Wire Based Technologies:- In this process the material is feed to the work piece as a wire and
is deposited to form the product by either a laser or an electron beam as shown in figure 70. Laser
Wire Deposition this is relatively fast and is suitable for repairs, however is suited for low complexity
parts, and yields a relatively poor surface finish. Electron Beam Wire Deposition is also relatively
fast yielding good mechanical properties, but is also limited on part complexity, and imparts residual
stresses, requiring post processing. The applications of wire based deposition additive
manufacturing are shown in figure 71.
Additive manufacturing offers significant savings in raw material, energy, cutting fluids, and lead
time over conventional machining, and hence cost reductions. However there are issues that need
to be addressed to qualify these processes as the machining replacement for metallic materials and
these are:-
Materials Variables:
Material Allowables:
Process Variability (between machines):
Materials Properties Variation:
Raw Material Cost: Process Speed:
Machine Costs:
Design and Analysis Toolset.
All of which are being addressed by current research programs. 168
Advanced Metallic Technologies :- Additive Manufacturing (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
169
Wire
Electron
Beam
Electron Beam Wire Deposition.
Laser Wire Deposition.
Figure 70:- Wire Based Additive Manufacturing Technologies.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
170
Figure 71:- Wire Deposition Additive Manufacturing Technology applications.
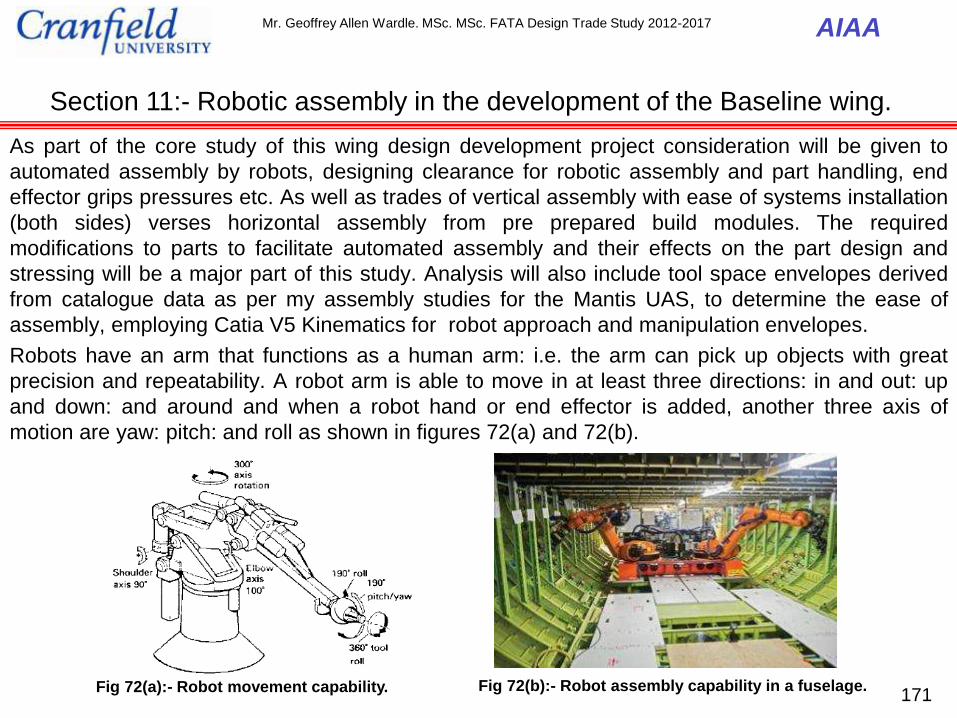
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
As part of the core study of this wing design development project consideration will be given to
automated assembly by robots, designing clearance for robotic assembly and part handling, end
effector grips pressures etc. As well as trades of vertical assembly with ease of systems installation
(both sides) verses horizontal assembly from pre prepared build modules. The required
modifications to parts to facilitate automated assembly and their effects on the part design and
stressing will be a major part of this study. Analysis will also include tool space envelopes derived
from catalogue data as per my assembly studies for the Mantis UAS, to determine the ease of
assembly, employing Catia V5 Kinematics for robot approach and manipulation envelopes.
Robots have an arm that functions as a human arm: i.e. the arm can pick up objects with great
precision and repeatability. A robot arm is able to move in at least three directions: in and out: up
and down: and around and when a robot hand or end effector is added, another three axis of
motion are yaw: pitch: and roll as shown in figures 72(a) and 72(b).
171
Section 11:- Robotic assembly in the development of the Baseline wing.
Fig 72(a):- Robot movement capability. Fig 72(b):- Robot assembly capability in a fuselage.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Robots by functions, fall into four basic categories:-
1)Pick and Place (PNP) this is the simplest of robots and its function is to pick up a part and move it
to another location. Typical applications include machine loading and unloading and general
materials handling tasks:
2)Point to Point (PTP) some which are similar to PNP robots, in that they move material from one
location to another, hence point to point, however it can move to literally hundreds of points in
sequence. At each point sophisticated PTP robots can stop and perform an action such as spot
welding, gluing, drilling, deburring, or a similar task:
3)Continuous path (CP) robot also moves from point to point but the path it takes is critical. This is
because it performs its task while it is moving. Paint spraying, seam welding, cutting and inspection
are typical applications of this type:
4)Robotic assembly (RA) figures 72(a) and 72(b) is the most sophisticated robot type of all and
combines the path control of CP robots with the precision of machine tools. RA often work faster
than PNP and perform smaller, smoother and more intricate motions than CP robots.
A full description and definition of the proposed automated assembly study will be released in
conjunction with WB3 Kinematics by the middle of 2015. However currently I have produced
overview of industry development projects and a SCARA (selective compliance assembly robot
arm) kinematic model (which can be demonstrated at interview), which are covered in the
accompanying presentation Robot Kinematics for FATA Wing Study (posted on my LinkedIn
profile).
172
Robotic assembly in the development of the Baseline wing (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The landing gear loads and reactions are the largest local on the aircraft structure, and therefore
transmitting such large local loads into the semi-monocoque structure of the wing box requires
extensive local reinforcement. Since the landing gear loads are large, there can be severe weight
penalties in the use of indeterminate structural load paths. An indeterminate structure is one in
which a given load may be reacted by more than one load path with the distribution being subject to
the relative total stiffness of these paths. In practice the manner in which the members share the
load can be determined but only when the design is finalized, and often overlapping assumptions
are made of the load paths which results in an over deigned heavy structure.
Often the gear loads can be spread out so as to keep the local reinforcement to a minimum, in the
case of the A350 family of aircraft the carbon fibre reinforced plastic (CFRP) required a reduced
point loading to reduce the amount of structural reinforcement required in the aft spar. So as shown
in figures 73(a), 73(b),and 73(c) a double side-stay landing gear was developed by Messier-Dowty
where the aft side-stay is attached to the auxiliary spar (or gear beam), thus reducing the
reinforcement weight for the aft CFRP spar.
The support structure in the wing is designed to higher loads than the gear itself to ensure that in
the event of impact the gear will break off cleanly with the wing and not precipitate a fuel tank
rupture. The installation of the landing gear aft of the wing carry through box is shown in figure
69(c) and the requirement is for a 4.1m fuselage bay. For this study the landing gear loads are
developed using the methods in references 4 and 7.
173
Section 12:- Integration of baseline and developed aircraft main landing gear.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
174
Figure 73:- A350-900 XWB main landing gear used in for the baseline wing study.
Figure 73(a) Main landing gear attachment to aft spar
and auxiliary (gear spar) of the A350-900 (from Flight
International verified from Airbus Group presentation).
Figure 73(b) Main landing gear general
arrangement of the A350-900.
Figure 73(c) Main landing gear bay installation
general arrangement of the A350 -900 XWB.
Flap
Inboard aft spar

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Section 13:- Integration of baseline and future concept engines.
The engine installation used on the baseline and developed aircraft in this study is in the standard
form of an under-wing nacelle pod, which for current designs has least effect on the aerodynamic
characteristics of the wing. For jet engines the wing nacelle pod mounting is the preferred option,
freeing more space in the wing to be used for integral fuel tanks, and imposing a torsional moment
on the wing which is desirable to offset wing wash-out at high angles of attack, and under
accelerating flight conditions. The thrust and inertia loading on the engine and the air loading on its
attached structure are carried back to the aircraft structure via the engine mounts. The engine and
support structure will react loads in any direction as Px (thrust), Py (side loads), Pz (vertical loads)
and the three corresponding moments Mx, My, and Mz as shown in figure 74(a). The nacelle,
nacelle strut, and engine mounts are designed to the ultimate load factors given in reference 7 for
this preliminary design study.
The pylon options for mounting the under-wing nacelle pod are shown in figures 74(b),(c),(d), where
the engines are supported by box beams of aluminium, titanium, or steel construction. The pylon is
attached to the wing front spar and lower skin panel with pylon loads distributed to the wing
structure in such a manner that wing box secondary deformation is minimized. In figure 74(b) the
pylon bulkheads take the engine loads onto the wing box and the pylon is attached to the front spar
by the pylon upper longeron, utilizing a rear drag strut to transfer the pylon lower longeron loads to
a point between the front and rear spar requiring skin reinforcement and not favored for this study.
In figure 74(c) the pylon is a box beam design and although this design puts more weight into the
pylon it saves weight in the wing box and reduces fatigue issues, and is the basis for the Alliance
pylon used on the A380 and is favored for this study.
175

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
176
Figure 74:- Possible wing pylon arrangements for the baseline aircraft.
Pz
(Side)
Mx
Mz
My Px
Py
(Thrust)
(Vertical)
Figure 74(a) Engine Loads.
Figure 74(b) Drag strut pylon installation.
Figure 74(c) Box beam pylon installation.
Figure 74(d) Drag strut pylon installation with
upper support arm (redundant support).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The pylon is attached to the wing through a fitting on the front spar for vertical and side loads, to a
fitting beneath the front spar on the wing lower surface for thrust loads, and to a fitting attached to
the wing box structure on the wing lower surface at the end of the pylon for vertical and side loads.
Spherical bearings are used at the pylon-to-wing attachments to avoid over constraint to the wing
lower front spar. Side fairing panels, with attached bulb seals cover the gap between the pylon
structure and the lower skin, and the pylon structure is identical left and right and is therefore
interchangeable. However the front spar fitting is complicated. In figure 74(d) the pylon has a
complex redundant support structure as detailed in reference 7 this is shown here for completeness
of options considered, although it is an inherently structurally fail safe design due to its redundant
load paths it is heavy and complex and was not considered for this study.
Figures 75 shows the study engine layout which has an impact on the pylon and wing box structural
design. Table 9 gives approximate data for the Rolls Royce Trent 1700 for the A350-1000, in
comparison with the Rolls Royce Trent 772 for the A330 to illustrate the requirements growth.
Figures 76 shows the engine configurations for long and short / medium haul aircraft, and 78 shows
the additional loading introduced by the application of turbofan engine thrust reverses. Figures 79
through 82 show possible future engine concepts considered for the future concept airframes to be
studies in the third phase of this project, and figure 83 shows the basis for the new airframe
configurations to be studied in the third phase.
177
Baseline and future concept engines used in this study.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
178
Figure 75:- RR-Trent 1700 used for wing and pylon loading, 87,000lbs thrust, 3 shaft.
The Forward engine
mount takes vertical
and side loads . The Aft engine mount takes engine
thrust loads, vertical side loads,
and torque moment Mx .
The Fan 118” diameter
SPF/DB Ti or monolithic
CFC blades with kevlar or
R2 glass faces and Ti
blade edges.
Low pressure Fan stage
compressor SPF/DB Ti alloy
or monolithic CFC with Ti
leading / trailing edge blades.
Intermediate 8 stage
pressure compressor
machined solid Ti blades.
High 6 stage pressure compressor
machined solid Ti blades BLISK.
High 1 stage pressure
turbine with directionally
solidified hollow Nickel alloy
air cooled blades.
Low 5 stage
pressure turbine
with directionally
solidified hollow
Nickel alloy air
cooled blades.
Intermediate 1 stage
pressure turbine
Nickel alloy blades.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
179
Table 9:- RR-Trent 1700 & 772 data used for wing and pylon loading design calculations.
TRENT 772 Data. TRENT 1700 (Approximations).
Fan diameter 97.40” (2.474m) Fan diameter 118” (2.997m)
Basic engine Length 154” (3.912m) Basic Engine Length 191.7” (4.868m)
Basic engine weight 10,550lbs (4,785kg) Basic engine weight 13,700lbs (6,214kg)
Max thrust 71,100lbs Max thrust 87,000lbs
Number of shafts 3 Number of shafts 3
Compressor stages 1LP+8IP+6HP Compressor stages 1LP+8IP+6HP
Turbine stages 1HP+1IP+4LP Turbine stages 1HP+1IP+5LP
On wing podded length 236” (6.00m) On wing podded length 330” (8.40m)
On wing max podded
diameter 105” (2.67m)
On wing max podded
diameter 126” (3.20m)
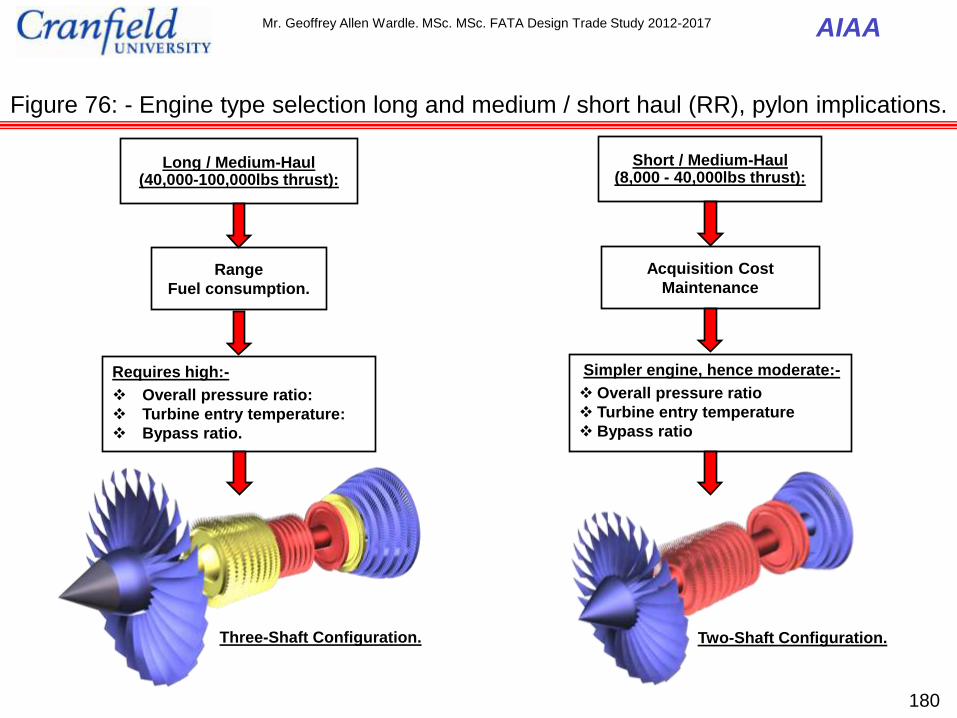
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
180
Requires high:-
Overall pressure ratio:
Turbine entry temperature:
Bypass ratio.
Range
Fuel consumption.
Long / Medium-Haul (40,000-100,000lbs thrust):
Three-Shaft Configuration.
Short / Medium-Haul (8,000 - 40,000lbs thrust):
Two-Shaft Configuration.
Acquisition Cost
Maintenance
Simpler engine, hence moderate:-
Overall pressure ratio
Turbine entry temperature
Bypass ratio
Figure 76: - Engine type selection long and medium / short haul (RR), pylon implications.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
181
Figure 77: - Engine thrust reversal conditions need to be considered for pylon loads.
Net 25% to 30% of engine thrust
acting in reverse thrust condition
through exit apertures.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
182
Figure 78: - Current engine materials are considered for engine weights and pylon loads.
Low pressure Fan stage compressor
either SPF/DB Ti or monolithic CFC
with Ti leading / trailing edge blades.
Titanium.
Nickel.
Steel.
Aluminium.
Composites.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
183 DATA SOURCE :- JEFFREY M. STRIKER Chief Engineer Turbine Engine Division Propulsion
Directorate Airforce Research Laboratory USAF Presentation POWERING UP 8th March 2007
Figure 79:- Highly Efficient Embedded Turbine Engine used in my future project studies.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
184
Figure 80:- Highly Efficient Embedded Turbine Engine project focus.
DATA SOURCE :- JEFFREY M. STRIKER Chief Engineer Turbine Engine Division Propulsion
Directorate Airforce Research Laboratory USAF Presentation POWERING UP 8th March 2007

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
185
New Engine Architecture with reduced
parts count, weight, advanced cooling,
aerodynamics and lifting.
All engine
accessories
are electrically
driven.
Pylon/aircraft mounted engine
systems controller connected to
engine via digital highway.
Internal active magnetic bearings and
motor/generators replace conventional
bearings, oil system and gearboxes
(typical all shafts)
Generator on fan shaft
provides power to airframe
under both normal and
emergency conditions
Air for pressurisation / cabin
conditioning supplied by
dedicated system
Figure 81:- Example of Rolls Royce Electric Engine concept pylon mounted.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
186
Gas generator
Large diameter
duct
Contra-rotating
fan
Contra-rotating
turbine
Blended wing aircraft may offer up
to 30% reduction in fuel
consumption - 40% if combined with
electric engine concepts
Figure 82:- Example of Rolls Royce advanced engine concept pylon mounted.
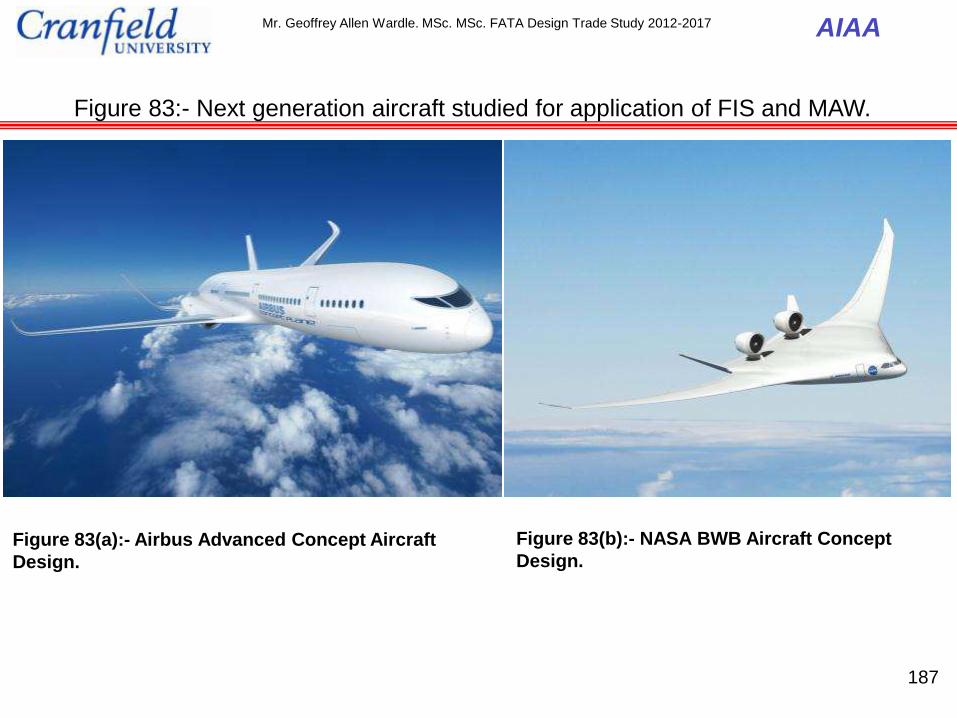
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
187
Figure 83:- Next generation aircraft studied for application of FIS and MAW.
Figure 83(b):- NASA BWB Aircraft Concept
Design. Figure 83(a):- Airbus Advanced Concept Aircraft
Design.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The structural layout and initial sizing of the major airframe structural components is an iterative
process, and implies that a synthesis phase is required to establish overall details before structural
analysis can be undertaken and the design refined, involving capture of the loads identified in
sections 4 and 5, and their integration into the major structural components, applying the
methodologies from references 4, 5, 6,7 and JAR 25.
Traditionally this synthesis phase has been based on the experience of the concept designer in
conjunction with the application of simple standard equations. However “expert” programs are
becoming more readily available which encapsulate previous experience and enable the synthesis /
analysis / refinement process to be undertaken in one seamless operation (e.g. AeroDYNAMIC™
see also my Cranfield University MSc thesis on Advanced Interdiction Aircraft on LinkedIn).
However, in order to use such systems effectively it is essential to have an understanding of the
means by which a structure reacts and transmits loads. All expert programs require an initial input
of some type for example to generate the structural layout of a wing the program may only require
the external geometry of the wing, and consequently the structural configuration produced will be
determined by the historical data built into the program. The ability to input a basic internal
configuration for the structure results in more versatility and more rapid convergence to a
satisfactory solution.
The approach applied in this project to accomplish the initial sizing of the main structural members
is a combination of both the „classical‟ approach where use is made of loading data obtained from
initial loading capture and analysis outlined in reference 4, to derive shear force, bending moment,
and torque diagrams, to evaluate the initial sizes of the main structural members of the airframe. 188
Section 14:- FATA baseline wing structural analysis and component sizing.

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
These initial sizings based on elementary theory will then be refined as defined 3-d solid structural
assemblies using Catia V5 GSA, and NASTRAN, for detailed analysis and sizing refinement, and
systems installation. This approach provides a good basis for understanding the way in which the
structure will function, and provides an early validation of the concept and serves as a datum
against which to check the output of a more advanced analysis.
Analysis of requirements-structural design data capture:- With the exception of specific ground
loading conditions an aircraft can effectively be considered as a free body in space. Therefore in
general the airframe will be in a state of acceleration in all six degrees of freedom. Therefore it is
necessary to include all of the inertial forces and moments in the analysis used to derive the basic
structural design data which is defined as:- shear force, bending moment, and torque diagrams.
This procedure consists of the following stages:-
1) Interpreting the loading requirements as defined in the design requirements:
2) Evaluating the consequent aerodynamic loads, wing lift:
3) Calculating the implied translation and rotational accelerations, using overall moments of inertia
consistent with local load distribution (masses and centre of gravity):
4) Distributing the aerodynamic loads and local inertia effects appropriately across the airframe.
When finite element modelling is applied these distributions will be allocated as local loads at
the structural nodes:
5) Employing the „classical‟ approach the loads are initially integrated across the airframe with
respect to length to obtain shear forces, and integrated a second time to get the bending
moments or torques.
FATA baseline wing structural analysis and component sizing (continued).
189

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
5) (continued) In this analysis integration starts from the extremities of the airframe and proceeds
towards the centre of gravity, because working from the outside in results in any accrued errors
being relatively small in comparison with the magnitude of the local data. Additionally any errors
due to inconsistent assumptions are more likely to occur in the wing – body interface region.
N.B. when the direction of integration is changed so is the sign of the result.
The process is applicable to all overall aircraft components for example, wing, fuselage, flaps,
engine nacelles, however in all cases the moments must be in total equilibrium.
Following load capture the synthesis procedure for initial sizing of the structural members will
require the following data to be determined and researched:-
a) Reasonably comprehensive load distributions, which may be used to derive the shear force,
bending moment, and torque diagrams, together with any particular concentrated load inputs:
b) Any relevant airframe life requirements and if appropriate, stiffness criteria, (see section 5 also):
c) An initial definition of the location of the main structural members, although there is always the
possibility of revision as the design progresses and the layout is refined (see section 6):
d) An initial choice of the airframe construction materials and assembly methods (see also
sections 7,8,9, and 10).
FATA baseline wing structural analysis and component sizing (continued).
190

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Reference and datum lines:- It is important to define reference points and lines at the outset of
the structural design. Ideally a set of orthogonal axes passing through the centre of gravity of the
aircraft would be used. However this is not the most convenient since the centre of gravity moves
both longitudinally and vertically with differing fuel and payload conditions and therefore a
compromise has to be made to yield a consistent reference. A fore and aft reference located at the
nose of the aircraft is sometimes used but it is not helpful in terms of indicating the magnitude of the
forces and moments actually applied, and becomes inconvenient if the fuselage is stretched. A fore
and aft datum in the region of the centre of gravity range is better as shown in figure 84. Overall the
most suitable reference axes are considered to be:-
a) Aircraft centreline:
b) Fuselage horizontal datum in the side elevation unless the mean vertical position of the centre
of gravity is significantly removed from it :
c) Fore and aft axis located at a point 35% to 40% of the root chord, which has the advantage of
being in the region of the location of the aft centre of gravity and is close to the local mid-point
of the main span-wise structure, especially when the wing is unswept.
Swept lifting surfaces:- A particular difficulty arises when the layout of the aircraft uses swept
wings as in the case of the FATA configuration as shown in figure 85. It is logical to treat the outer
parts of the surface as an isolated structural member and to fix the span-wise reference axis along
the locus of say the 40% chord point. The problem arises in the root region where it is necessary to
resolve the bending and torsion couples into those appropriate to the overall axis system of the
aircraft. Thus what is a convenient definition for the analysis of local structural conditions becomes
inconvenient overall.
191
FATA baseline wing structural analysis and component sizing (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
192
x
z
y
Span-wise.
Locate at 35% root chord.
Centreline and fuselage datum.
Figure 84:- Structural design reference axes – (datum lines).
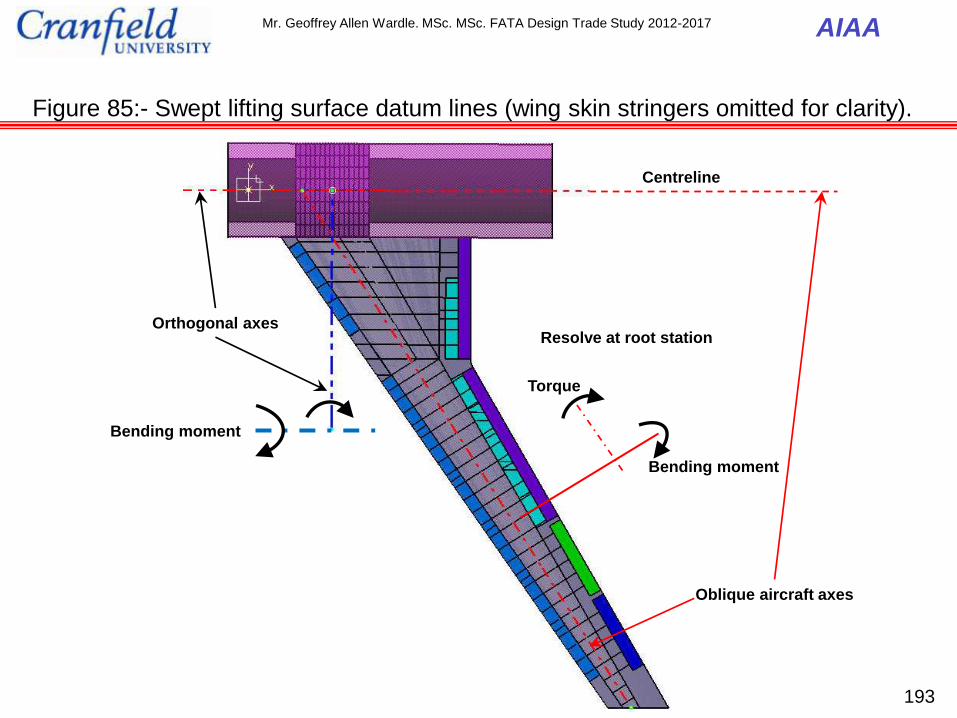
AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
Orthogonal axes
Bending moment
Centreline
Oblique aircraft axes
Bending moment
Torque
Resolve at root station
Figure 85:- Swept lifting surface datum lines (wing skin stringers omitted for clarity).
193

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
The alternative is the use of an orthogonal axis across the whole span of a swept wing implies that
in the outer region the actual torsion couples are derived as a difference between two relatively
large numerical values and it implies the local resolution of couples at each span-wise station.
Often the most satisfactory approach is the former with careful thought given to obtain the correct
components of couples at the root junction. This problem is dealt with automatically when finite
element analysis tools are applied (Catia V5,R20 GSA, or NASTRAN), although care must be taken
in the selection of the element geometries.
In either of the approaches discussed above, when defining the bending moments, and torques it is
necessary to identify the load distribution across chord-wise strips. This is straightforward when
overall orthogonal axes are used since the chord-wise strips are in the flight direction used
conventionally to define the aerodynamic loading. When the wing is treated as an isolated structural
member the structural chord-wise strips lie across the stream direction and hence it is necessary to
resolve the aerodynamic information appropriately. For this study the former approach is applied to
the wing analysis using oblique aircraft axis at 40% wing chord.
194
FATA baseline wing structural analysis and component sizing (continued).

AIAA Mr. Geoffrey Allen Wardle. MSc. MSc. FATA Design Trade Study 2012-2017
1) NASA/TM-2009-215955:-Experimental Behaviour of Fatigued Single Stiffener PRSEUS Specimens: by Dawn C. Jegley :
NASA Langley Research Center: Dec 2009.
2) NASA/CR-2011-216880:-Damage Arresting Composites for Shaped Vehicles Phase II Final Report: by Alex Velicki et al:
NASA Langley Research Center: Jan 2011.
3) Morphing Skins:- Paper No 3216: The Aeronautical Journal: by C. Thill et al: Bristol University: March 2008.
4) Aircraft Loading and Structural Layout: Professional Engineering Publishing: by Prof Denis Howe: 2004: ISBN
186058432 2.
5) Composite Airframe Structures: Conmilit Press Ltd Hong Kong: by Michael Chun-Yung Niu: 1992: ISBN 962-7128-06-6.
6) Composite Materials for Aircraft Structures second edition: AIAA Education Series: by Alan Baker et al: 2004: ISBN 1-
56347-540-5.
7) Airframe Structural Design: Conmilit Press Ltd Hong Kong: by Michael Chun-Yung Nui: 1992: ISBN 962-7128-04X.
8) A350XWB Aircraft Configuration: Airbus presentation 2007: by Oliver Criou.
9) NASA Supercritical Airfoils:- NASA Technical Paper 2969: by Charles D. Harris: NASA Langley Research Center: 1990.
10) Catia V5.R20 Composite Design Engineering Workbook 1: Private Study 2013: Mr. Geoffrey Wardle (not a published
document).
11) Catia V5.R20 FEA in Airframe Design Workbook 2: Private Study 2014: Mr. Geoffrey Wardle (not a published
document).
12) Automated Assembly of Aircraft Structures: by Vorobyov. Yu. A. et al : Published by the National Aerospace University
“KhAl”: Kh-Al – ERA Consortium 2013.
13) Additive Manufacturing GKN Aerospace Presentation: by Dumani Vukile and Wong Wilson PhD.
14) Technology and Innovation for Future Composite Manufacturing GKN Aerospace Presentation: by Ben Davies and
Sophie Wendes.
15) MATS324C7:- Resin Infusion Under Flexible Tooling by John Summerscales: University of Plymouth 2003.
16) Damage Tolerance in Aircraft:- by Prof P.E. Irving Damage Tolerance Group School of Engineering Cranfield
University: Published by Cranfield University 2003 / 2004.
195
Current reference material in use for the FATA paper for the AIAA list will be extended.