Embed Size (px)
Citation preview
The difference between MTO and MTS is
MTO--> Make to Order
Production is the process where the production order is triggered from a Sales Order. Ex: The Prod process will start only
after receiving the sales order from the customer. In this case the product could be customer specific only (Variant)
MTS--> Make to Stock
MTS scenario can be accomplished by the following settings
Need to use strategy group 20 in material master MRP view-Stretgy group 20 is assigned to strategy 20
Strategy 20 is assigned to Requirement type KE (Individual customer requirement)
Requirement type KE is assigned to requirement class 040 (Indiv.cust.w/o cons.)
Requirement class has all the parameters where we can define Prodcution order type that will be used to create the prod
order. The above link needs to be established.
Also the MTS can be achieved using Sales Order schedule line catagory which will be assigned to Requirement type/class.
Item category is assigned to Reqtype/class and the Item category is maintained in the material master.
You can use any of the baove config settings.
For MTO --> you just need to have all PP cycle settings in place nothing special needed as it is a plain PP cycle.
1. Make-to-order production is a process in which a product is individually manufactured for a particular customer. In
contrast to mass production for an unspecified market where a material is manufactured many times, in make-to-order
production a material is created only once though the same or a similar production process might be repeated at a later
time.
2. You can use make-to-order production in two scenarios -
(a) For branches of industry or products where a small quantity of products with a large number of different characteristics
are manufactured (Variant Configuration).
(b) When a product has to be assembled particularly for a sales order (Individual Customer Requirement).
3. Stock keeping is not usually carried out for products that are made to order. In companies using make-to-order
production, the demand program only determines the production area, in which various variant types are produced.
Depending on how you track the costs associated with make-to-order production, there are two ways to process make-to-
order items during sales order processing.
(a) Make to order using sales order
(b) Make to order using project system (not relevant for SD application)
4. For make to order production using the sales order, all costs and revenues involved for an order item are held collectively
at that item. A particular rule is used that can be changed manually to transfer costs to profitability analysis.
5. Make to order production is largely a production planning configuration. It is also controlled by the requirements type,
which is determined by three things
the strategy group (MRP 3) in MMR
the MRP group (MRP1) in MMR
the item category and MRP type (MRP 1)
6. Make-to-order production is controlled by the requirements type. The requirements type is determined on the basis of the
MRP group (MRP1) and the strategy group (MRP3) in the material master record. In addition, a plant must be assigned for
make-to-order items in the sales order.
MTO - Make to Order
Make-to-order production with capacity checking enables vendors to trigger production of a requested product as soon as a sales order reaches the system. An automatic process checks machine capacity, schedules production, and determines the requested product’s availability date. This enables vendors to make immediate, reliable offers and commitments to their customers for the requested quantities and delivery dates. While particularly well-suited to high-tech manufacturers and makers of industrial machinery and equipment, this method also addresses the requirements of other make-to-order manufacturers.
MTS - Make to Stock
Make-to-stock production is designed for manufacturers that usually operate on the make-to-order model – configuring their finished goods after sales order entry – but that nevertheless manufacture the components of the finished goods in a make-to-stock process. The SAP best practice definition describes how manufacturers can accurately predict the future demand for components, communicate with suppliers of critical parts, and plan the production and distribution of finished goods, all based on actual material and capacity restrictions.
The difference between MTO and MTS is
MTO--> Make to Order Production is the process where the production order is triggered from a Sales Order. Ex: The Prod process will start only after receiving the sales order from the customer. In this case the product could be customer specific only (Variant)
MTS--> Make to Stock MTS scenario can be accomplished by the following settings: - Need to use strategy group 20 in material master MRP view-Strategy group 20 is assigned to strategy 20 Strategy 20 is assigned to Requirement type KE (Individual customer requirement) - Requirement type KE is assigned to requirement class 040 (Indiv.cust.w/o cons.) - Requirement class has all the parameters where we can define Production order type that will be used to create th prod order. The above link needs to be established.
Also the MTS can be achieved using Sales Order schedule line category which will be assigned to Requirement type/class. Item category is assigned to Reqtype/class and the Item category is maintained in the material master.
You can use any of the above Config settings.
For MTO --> you just need to have all PP cycle settings in place nothing special needed as it is a plain PP cycle.
1. Make-to-order production is a process in which a product is individually manufactured for a particular customer. In contrast to mass production for an unspecified market where a material is manufactured many times, in make-to-order
production a material is created only once though the same or a similar production process might be repeated at a later time.
2. You can use make-to-order production in two scenarios - (a) For branches of industry or products where a small quantity of products with a large number of different characteristics are manufactured (Variant Configuration). (b) When a product has to be assembled particularly for a sales order (Individual Customer Requirement).
3. Stock keeping is not usually carried out for products that are made to order. In companies using make-to-order production, the demand program only determines the production area, in which various variant types are produced. Depending on how you track the costs associated with make-to-order production, there are two ways to process make-to-order items during sales order processing. (a) Make to order using sales order (b) Make to order using project system (not relevant for SD application)
4. For make to order production using the sales order, all costs and revenues involved for an order item are held collectively at that item. A particular rule is used that can be changed manually to transfer costs to profitability analysis.
5. Make to order production is largely a production planning configuration. It is also controlled by the requirements type, which is determined by three things the strategy group (MRP 3) in MMR the MRP group (MRP1) in MMR the item category and MRP type (MRP 1)
6. Make-to-order production is controlled by the requirements type. The requirements type is determined on the basis of the MRP group (MRP1) and the strategy group (MRP3) in the material master record. In addition, a plant must be assigned for make-to-order items in the sales order.
We also run a MTO and MTS environment. I have tried to list all of the configuration here (my own checklist so not sure if it is everything) that you will need to configure. Also, somethings to consider/ plan for. If you are generating Production Orders from the Sales Order and you are performing a credit check there are some production deletion steps that take place if the sales order is placed on credit hold (specifically during update of the sales order). This can cause potential impacts on the shop floor. Configuration checklist: Define Requirements Classes (OVZG) Define Requirements Types (OVZH) Planning Strategy: SPRO -->Production --> MRP --> Master Data --> Indpendent Requirement Parameters --> Planning Strategy
If using MRP groups you will need to define via OPPR Other OPPR items to review configure in OPPR Stragety group Consumption/adjustment Period split Control keys (OP67) Plant parameters for Production Order Type (OPL8) Production scheduling profile (OPKP) Default settings for Automatically Generated Operations (OPJG) Scheduling Parameters (OPU3) Confirmation Parameters (OPK4) Availability Checking Rule (OPJK) Determination of Requirement types: IMG--> Sales and Distribution -->Basic Functions -->Availability Check and Transfer of Requirements -->Transfer of Requirements -->Determination Of Requirement Types Using Transactions
PRODUCTION ORDER PROCESS
SAP Production /Process Order Configuration required So as to create a production order the following configuration is required:
a) Order type Definition settings
b) Order type Dependant parameters settings
c) Assigning a number range (external or internal) to the order type
d) Scheduling parameters for an Order type
e) Define Confirmation Parameters
f) Configure production scheduling profile
g) Default operation for the generation of operations
h) Default values for availability checks Define Order type and Order type Dependant Parameters Define Order type and Order type Dependant Parameters: Before even you try to create a production order or a process order, you have to define an order type for your production order scenario. For a regular production, you can as well use the Order type - PP01, Note - If PP01 is not exactly what you wanted, then never make changes in PP01 order type settings, try to copy the PP01 order type and create your own order type ZP01 for SAP production purposes. In ZP01, you can make whatever changes you may want to. Another nice use of creating a ZP01 is that you would not be overwritting PP01 and it would always be there for your reference.
Changing existing PP01 or creating a new Order type ZP01:
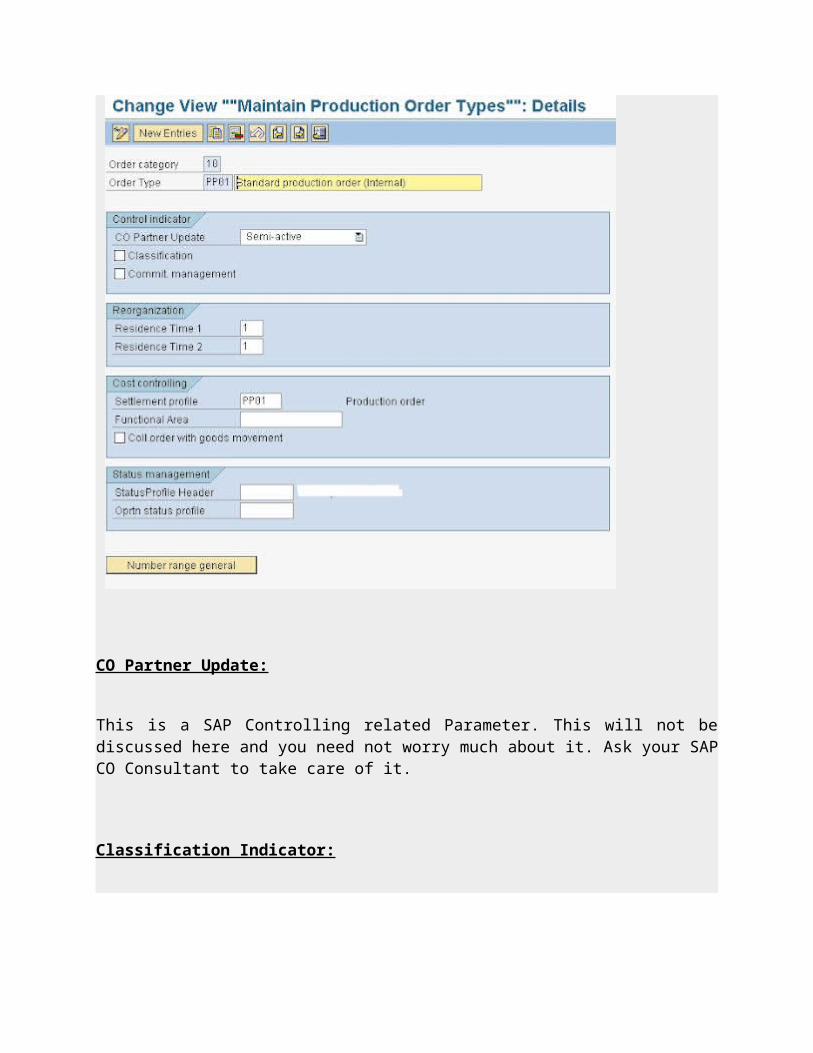
The parameters in an Order type are explained below with the use of a Screen Photo.
CO Partner Update:
This is a SAP Controlling related Parameter. This will not be discussed here and you need not worry much about it. Ask your SAP CO Consultant to take care of it.
Classification Indicator:
Classified orders can be selected in the information system for Controlling in a list showing all orders that have certaincharacteristic values and statuses.
The values of the classified orders can be grouped with the Product Drilldown Function and Order Hierarcy function.
Again this is a SAP Controlling related Parameter. This will not be discussed here and you need not worry much about it. Ask your SAP CO Consultant to take care of it.
Commitment Management:
Controls whether commitments are updated for this controlling object.
Residence Time 1 and 2:
Again there is nothing much that is decided through this setting. But it can be useful in some cases. If you dont understand this setting, there is no harm in keeping them with values 1 and 1. The SAP meaning provided is:
Residence time 1 determines the time interval (in calendar months) that must elapse between setting the delete flag (step 1) and setting the deletion indicator (step 2).
Settlement Profile:
This is a SAP CO Activity and it is a very important task for the SAP CO consultant to maintain this value. This value decides the settlement rule for orders. It is normally maintained as PP01 for Production orders and PI01 for Process orders.
Functional Areas:
Functional areas is a SAP CO functionality and is relevant for Funds Management.
Collective order with goods Movement indicator:
This indicator is set if you are using collective orders in SAP PP or SAP PPPI. This indicator facilitates automatic goods movement between orders in a collective structure.
In other words if you have a BOM with 3 subassemblies A, B and C define to work in a collective structure through Special procurement key 52 in MRP 3 view, then if there is a requirement for Material A, the system will create 3 orders assigned in a collective structure as shown below:
Order for Assembly "A"
>>> Order for Subassembly "B"
>>> Order for Subassembly "C"
Collective orders groups orders for the assembly and subassembly together in a structure (though the order numbers for each of the orders in the structure is seperate).
If this indicator is set, then for collective orders methodology, the quantities from Goods receipt of order "C" is automatically issued to order "B" and similarly the quantities from goods receipt of order "B" is automatically issued to order "A".
Status Profile for Order Header and Order Operations:
Standard SAP has standard system statuses to offer which clearly explains the current status of an order, like the CRTD status explaining that the order is just created, the REL status explaining that the order is just released, the PRT status explaining that the orer is just printed, the PRC status explaining that the order is just precosted, the TECO status explaining that the order is just technically completed and the CLSD status explaining that the order is just closed, the LKD status explaining that the order is just locked and the DLFL status explaining that the deletion flag is activated for the order header.
Similarly all the above statuses work for the order operations as well.
Nevertheless, if you want to create your own statuses then SAP offers a functionality called creation of user statuses, for which you would have to create a Status profile that complies all the user statuses that are required for the object (an order).
For example you want to activate a self created user status called "ZOCL - Order Completely closed" under the Order header status profile ZST1, which would be activated automatically after the system status "TECO" is put on the order and what this status would do is that, it would
completely stop all the goods movements to the order because system status TECO allows goods movements even after it is activated.
For the above case to work successfully for the order header, you should assign the order header status profile - ZST1 to the order type, here in this field.
Similarly, you may want to disallow any operation level confirmations, untill all the operation related components have not been issued completely. To do this you would have to create a Operation level status profile called ZST2 and assign the same in the order type settings here.
Configuring Order type Dependant Parameters
Changing Order type Dependant Parameters for the existing PP01 order type or creating a new Order type dependant parameters for ZP01:
Again it is wise to copy the order type dependant parameters from the PP01 Parameters. The parameters in an Order type are explained below with the use of a Screen Photo.
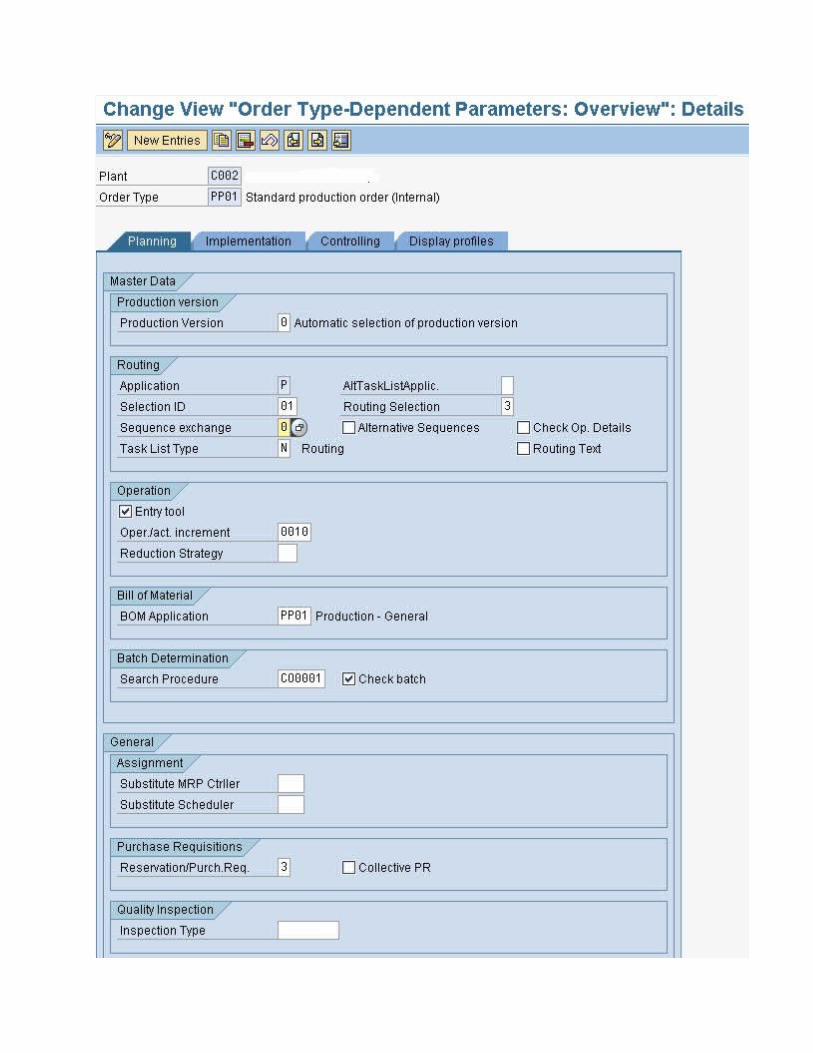
A) The First Tab of this configuration is the Planning Tab:
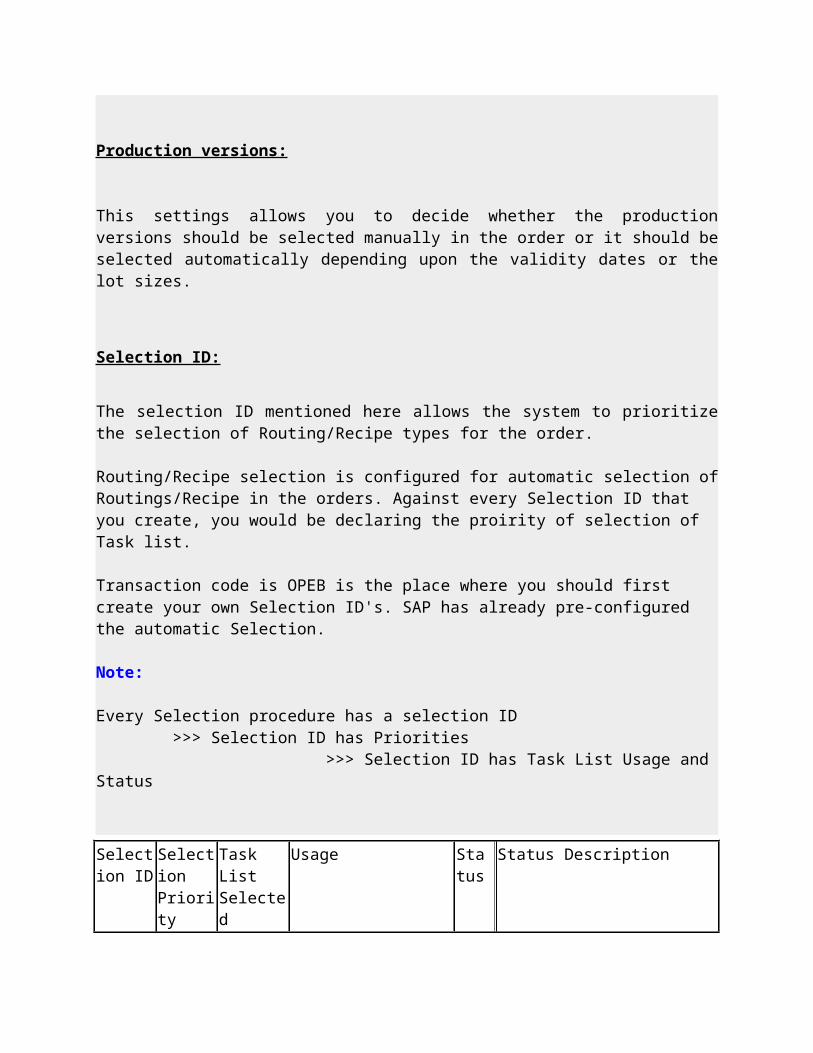
Production versions: This settings allows you to decide whether the production versions should be selected manually in the order or it should be selected automatically depending upon the validity dates or the lot sizes.
Selection ID:
The selection ID mentioned here allows the system to prioritize the selection of Routing/Recipe types for the order. Routing/Recipe selection is configured for automatic selection of Routings/Recipe in the orders. Against every Selection ID that you create, you would be declaring the proirity of selection of Task list. Transaction code is OPEB is the place where you should first create your own Selection ID's. SAP has already pre-configured the automatic Selection. Note: Every Selection procedure has a selection ID >>> Selection ID has Priorities >>> Selection ID has Task List Usage and Status
Selection ID
Selection Priority
Task List Selected
Usage Status
Status Description
01 1 N 1 - Production 4 Released (general)
01 2 N 1 - Production
2 Released (order)
01 3 R 1 - Production 4 Released (general)
01 4 R 1 - Production 2 Released (order)
01 5 2 1 - Production 4 Released (general)
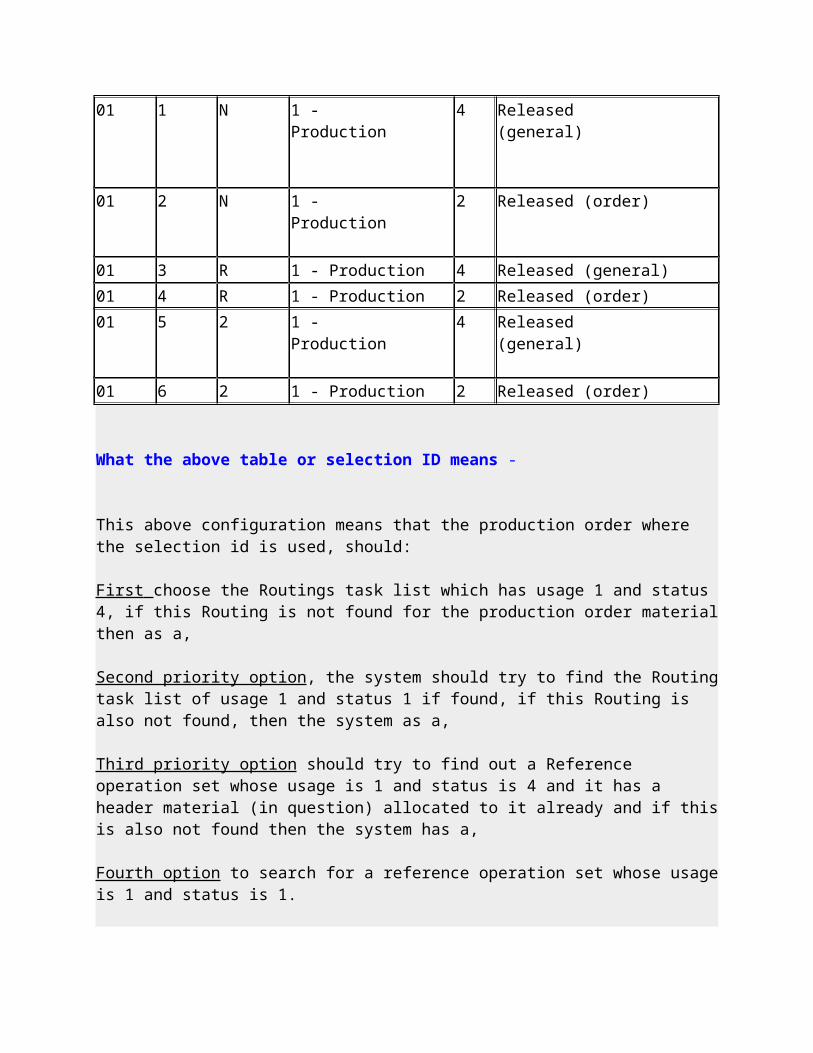
01 6 2 1 - Production 2 Released (order) What the above table or selection ID means -

This above configuration means that the production order where the selection id is used, should: First choose the Routings task list which has usage 1 and status 4, if this Routing is not found for the production order material then as a, Second priority option, the system should try to find the Routing task list of usage 1 and status 1 if found, if this Routing is also not found, then the system as a, Third priority option should try to find out a Reference operation set whose usage is 1 and status is 4 and it has a header material (in question) allocated to it already and if this is also not found then the system has a, Fourth option to search for a reference operation set whose usage is 1 and status is 1. Similarly as a Fifith and Sixth option (last option), the system should try to find a Master Receipe of usage 1 and Status 4 and if not found then it should try to find a master receipe of usage 1 and status 2. Ultimately if SAP cannot find any task list for the order type being created, it will either Abort or continue creation of Production oeder based on the configuration. Sequence Exchanges: You should decide whethere you want the system to automatically exchange task list sequences in the order based on lot size or you want to manually select the alternate sequences in the order. Task List type: You can also select the task list type that you mandatorily want to be selected in the order. As an example you might want to have a value "N" - Routing. In other words it is not possible to have another task list type other than "N" selected in the order even though the selection ID has a option to select one. Alternative Sequences Can be Transferred:
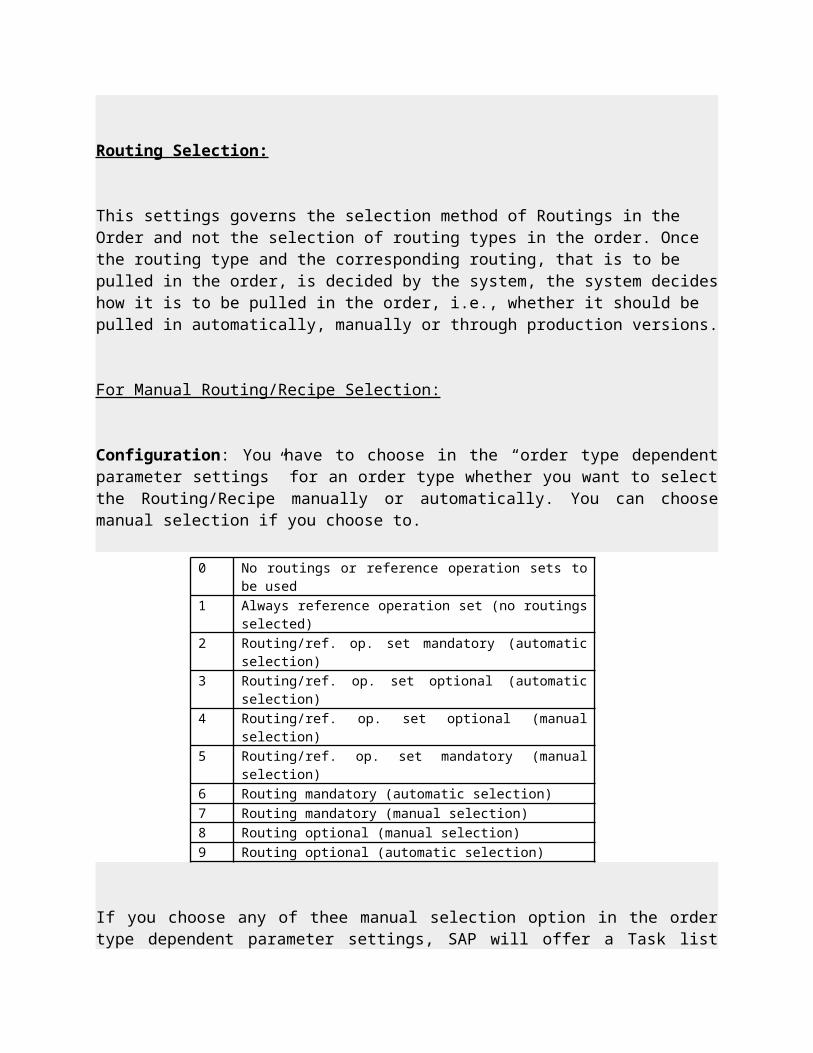
If you select this indicator, it is possible to transfer the Alternative sequences available in the task list, to the order. This indicator works hand-in-hand with the possibility of sequence exchanges. Routing Selection: This settings governs the selection method of Routings in the Order and not the selection of routing types in the order. Once the routing type and the corresponding routing, that is to be pulled in the order, is decided by the system, the system decides how it is to be pulled in the order, i.e., whether it should be pulled in automatically, manually or through production versions. For Manual Routing/Recipe Selection: Configuration: You have to choose in the “order type dependent parameter settings” for an order type whether you want to select the Routing/Recipe manually or automatically. You can choose manual selection if you choose to.
0 No routings or reference operation sets to be used1 Always reference operation set (no routings selected)2 Routing/ref. op. set mandatory (automatic selection)3 Routing/ref. op. set optional (automatic selection)4 Routing/ref. op. set optional (manual selection)5 Routing/ref. op. set mandatory (manual selection)6 Routing mandatory (automatic selection)7 Routing mandatory (manual selection)8 Routing optional (manual selection)9 Routing optional (automatic selection)
If you choose any of thee manual selection option in the order type dependent parameter settings, SAP will offer a Task list pop-up selection in the “order creation” allowing you choose from the list of Routings/Recipes group counters created for the material as a part of master data. What Criteria are checked when it is pulled in the Order: When the system offers a list of task lists to choose from, it pulls in Routings/recipes for the production order header material which is valid from the order start date and whose lot sizes matches with the production order quantity. A) For Automatic Routing/Recipe Selection:
In the Routings or the Recipes configuration, we have to create a “Selection ID” and assign the same in the “Order type Dependent Parameter settings”, thus allowing the SAP to choose a valid Routing/Recipe during order creation. Normally for SAP PP, you can choose the standard “01” Selection ID and for SAP PPPI you can choose the “02” Selection ID or create your own. Actual Selection: When the system chooses a Routing/Recipe, it pulls in Routings/recipes for the production order header material which is valid from the order start to order finish date and whose lot sizes matches with the production order quantity. Jeopardy: When automatically selecting a valid Routing/Recipe, if the system comes across more than one selection, it again throws the ball in your court and asks you to select manually from that list. Unfaithful: During automatic Routing/Recipe selection, if the system results in not finding a valid Routing/Recipe it would abort the creation of the production order unless and until the below case is true. B) Automatic Routing/Recipe Selection Along with BOM selection through Production Versions: When you choose automatic Routings/Recipe selection and at the same time if you have chosen BOM selection through Production versions, in which case if there is a Routing/Recipe also assigned to the Production version the system would choose that Routing/Recipe instead of using the automatic Routing selection (through selection ID set in configuration). Operation Increament: You can enter you own increments to be used when operations or activities are automatically numbered.Normally the increaments of 0010 is used. Also remember to put on the "Entry tool" indicator. BOM Application:
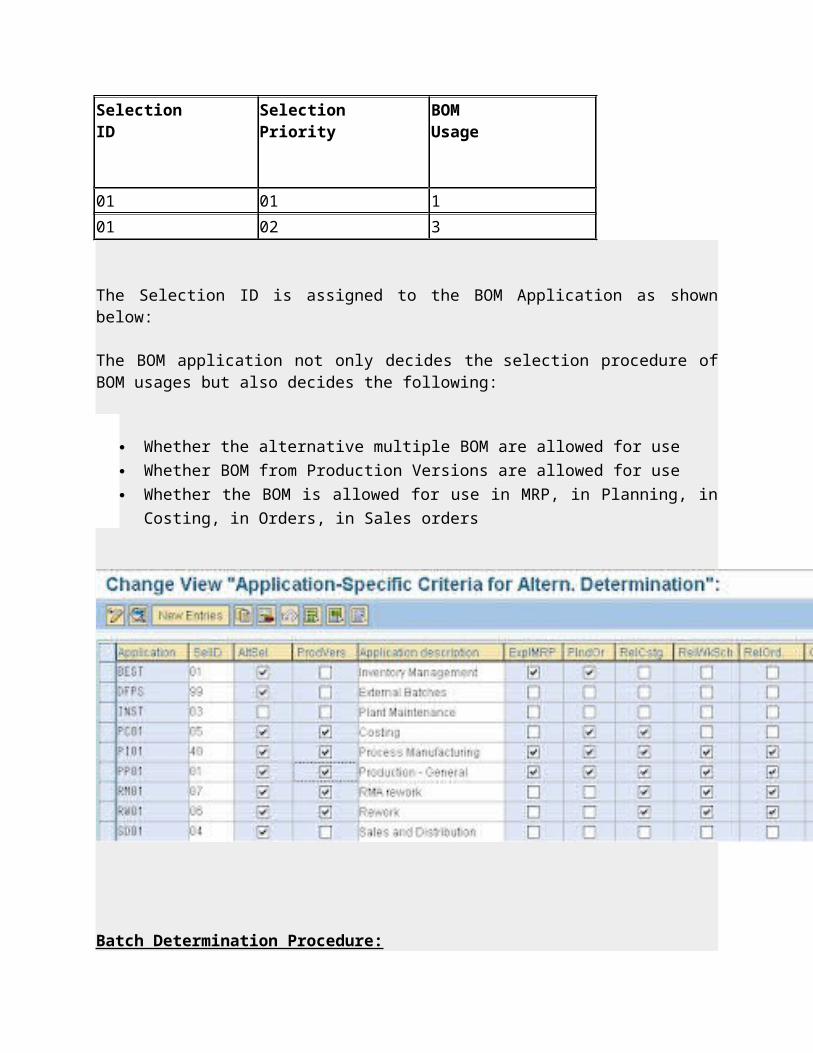
Use the standard PP01 BOM Application for Productin orders and PI01 BOM Application for Process order. Before assigning a BOM Application, you should make sure that the BOM Application has a BOM selection ID assigned to it. The BOM Selection ID contains the list of BOM usages that should be automatically selected during order creation listed in priority, for example BOM selection ID = 01 has BOM of Usage 1 (production BOM) as Priority 1, BOM of Usage 3 as Priority 2.
Selection ID
Selection Priority
BOM Usage
01 01 1
01 02 3 The Selection ID is assigned to the BOM Application as shown below: The BOM application not only decides the selection procedure of BOM usages but also decides the following:
Whether the alternative multiple BOM are allowed for use
Whether BOM from Production Versions are allowed for use
Whether the BOM is allowed for use in MRP, in Planning, in Costing, in Orders, in Sales
orders
Batch Determination Procedure: So as to carry batch search strategy for components to be used in production, you need to create a batch search procedure that contains various search strategies arranged in priorities of use. For example the Search Procedure CO0001 - Standard CO Search Procedure, contains the following search strategies to be used in a sequence of priority: Search Procedure Step Strategy Strategy ConditionCO0001 10 CO01 OrdType/Plnt/ComponentCO0001 20 CO02 Order Type/Plant/Production Material/ComponentCO0001 40 Z001 Plant Therefore the batch search Procedure works, to select the batch in orders, in a given fashion as below: Step 1: Components whose batches are to be selected automatically or manually through a batch search criteria, are set for batch searching in MRP 2 View. Step 2: A batch search strategy master data should be maintained in SAP under COB1 transaction code, using a Batch Search Strategy set in the Batch Search Procedure of the order type. Here the batch search strategy master data can be maintained for either of the three methods as below: Step Strategy Strategy Condition10 CO01 OrdType/Plnt/Component20 CO02 Order Type/Plant/Production Material/Component40 Z001 Plant Firstly - You can Maintain a Batch Search Master data for the levels maintained in C001 - for the order type ZP01, at the plant C002 and Component (that is to be searched). This level is a detailed level and the extent of master data maintainance is huge, for every order type, at every plant and every component that needs to be searched for batches in the order.
Secondly - You can Alternatively Maintain a Batch Search Master data for the levels maintained in C002 - for the order type ZP01, at the plant C002, for the Production order header material and every component that needs to be searched for batches in the order. This level is a detailed level and the extent of master data maintainance is huge, for every order type, at every plant and every header material that is to be produced and every component that needs to be searched in the order. Thirdly - You can Alternatively decide to maintain a simplier Batch search master data for the levels maintained in Z001 - For the plant C002 all the components or materials which are marked for batch search would be searched for batches in the order. This is a very generic strategy but it will save you the time in maintained details batch search strategies in the tranaction code COB1. Other Important Configurations in the Batch Search Strategies: The other important configuration included in the Batch Search Strategies is the restriction of the Batch classes that should be used in the search or restricting through a sort rule like FIFO or restricting through Batch class characteristics values set (for example search for batches which has characteristics - Label_Color as "Blue" or which has batch characteristics "Batch_Status as "Unrestricted") Check Batch in Batch Search Procedure: The manually entered batches in the order component overview are checked against the Batch search strategies maintained in the Batch Search procedures for the order type. If a certain selected Batch still does not match that criteria, the batch is not allowed for use. Substitute MRP Controller and Production Schedulers: If a MRP Controller or a Production Scheduler is not maintained in the header production material, then a default is choosen from here. Reservations and Purchase requistion Creation:
This settings governs the creation of reservation and purchase requisitions for external operation processing. It allows you to set when it should created - at order creation (immediately) or at order release or it should never be created. Inspection Type: You can fix an inspection type which should be used for Quality Inspections in SAP, like inspection at order GR, In-Process inspection or By-product inspection. If you have multiple inspection types for the material to be produced then you should not fix one here. B) The Second Tab is the Implementation Tab:
The Second View stresses more on passing information of the order to the database information systems. It is not harmful is you just tick mark on the indicators.
C) The Third Tab is the Controlling Tab:
The Third View is always configured by the SAP CO consultants and it deals with the SAP controlling aspects related to costing of the order and the maintaining the cost sheets.
D) The Foruth Tab is the Display Profile Tab:
The final tab is the Display Profile tab that wants you to enter the reporting profiles for collective orders and missing part list. You can as well keep the standard profiles here.
Configuring Order Type Number Range
Configuring Order Type Number Range
If you are going to use any of the standard order types, you dont have to worry about assigning a number range to the order type.
As a process you need to create a number range or use an existing number range and assign the order type to it. When you are creating a number range, you can mark it as an allowed internal number range or you can mark it as an allowed external number range.
But if you have created a new order type like ZP01 (copied from PP01 or PI01 - as an example) then you may need to assign to an existing number range or a newly created number range.
Note - There can be cases where you are using a standard order type, but they may not have been assigned to a number range; in which case you need to select the order type and assign it to a number range. This job is a really tricky job and that is why it is explained thoroughly here.
Assignment of Order type to a number range:
Select the Number range to which you want to assign the order type to. In this example - You would be assigning order typePI01 to the "Process order (Internal number assignment)"
Method step 1 - Select the number range that you want to assign the number range to
"Process order (Internal number assignment)".
Method step 2 - Select the order type that you wish to assign to a number range, from the
"Not Assigned order types section". Here we are selecting order type PI01. When you
select the order type by double-clicking on it or by press the "Select Element" button as
shown in the screen shot below; the order type turns in to blue colour from its
existing black colour representation.
Method step 3 - Once you have selected the number range to which you want to assign
the order type to and you have selected the order type from the non-assigned order type
section, you should press the "Element Group Button" so as to make the assignment. This
is clearly shown in the screen shot 2 below.
Screen shot 1
Screen shot 2
Removing the Assignment of Order type to a number range:
As an example we would be removing the assignment of PI01 from the number range group - "Process order (Internal number assignment)".
Method step 1 - Select only the Order type which is already assigned to a number range
by Double-clicking on it or by pressing the "Select Element button", once you have
selected the order type the color turns from black to blue. Do not select the indicator of
the number range group - "Process order (Internal number assignment)".
Method step 2 - Then Select any of the order type from the "not - assigned order types"
section at the bottom of the screen by double-clicking it or by pressing the "Select
element" button.The order type that is selected is the position of the order type (PI01 in
the example) to where you want it to be brought back to.
Method step 3 - Press the "Element /Group" Button to remove the assignment and bring
back the assigned order type (PI01) to the "not-assigned order type" section at the bottom
of the screen.
Configuring Default Values for an Operation in an Order type
Configuring Default Values for an Operation in an Order type
When you configure a default operation for an order type, it is possible to proceed creating an order without a Routing or a Recipe.
If you have not created this configuration, then the order creation is aborted in the absense of a task list. If your intensions are to abort creation of an order in the absense of a task list then you should not configure the default operation.
If you wish to have an order created without a task list then you should create this configuration. It is a fact that you cannot create an order without any operation, therefore you are
indirectly fooling the system by including a default operation and having it proceed ahead without aborting the creation.
Lateral Thinking - if your organization has only one workcenter to be assigned to an operation in case of this order type, you may as well create a default operation with a default workcenter instead of creating a material routing or a material receipe. This makes it easier for all.
See the figure below to create this configuration.
Configuring Order Availability Controls
Configuring Order Availability Controls
When you configure the Order availability checks at the point of Order creation or Order release the following controls are available:
1) No check is made on Material (component) Availability when the order is created and saved or released and saved.
2) Check is to be made on Material (component) Availability when the order is created and saved or released and saved.
3) The Checking rule is included that would be used for the component availability (if the availability is checked on). Normally you would use the availability checks - PP01 or a copy of PP01.
4) In cases where you are using collective conversion of planned orders to production order or process order in SAP PP or PPPI, and components are missing in stock for production, then there are 3 options for configuration - a) the user decides the conversion - b) creation to proceed even if components are not available - c) creation to abort if missing materials.
Lateral thinking - It is wise to stop or let the user decide, the creation of an order if the components are no available. But if you are planning for mass conversions of planned order to create production/process orders then it is not wise to have the user decide the creation, as the
system will always prompt you a pop-up message for a decision where components are not available, which will defeat the purpose of mass conversions.
5) The above point is also applicable in the release setting of availability controls - where the user can decide release or the release proceeds automatically even if components are not available or the release is stopped.
Lateral thinking - It is wise to stop or let the user decide, the release of an order if the components are no available. But if you are planning for mass release of orders, then it is not wise to have the user decide the release, as the system will always prompt you a pop-up message for a decision where components are not available, which will defeat the purpose of mass release of orders.
6) There are settings availble for PRT Checks similar to components checks and the creation/release can be allowed or stopped in a similar way. You can even decide to not have a PRT check atall by checking the "No Check" indicator.
7) Similarly there are settings available for Capacity Availability checks at order creation or release where the consultant needs to assign a capacity availability check profile and configure whether he/she wants to create/realese the order if capacity is short or abort the same. You can even decide to not have a Capacity availability check atall by checking the "No Check" indicator.
8) Batch Assignment controls are only available in the case of Order release where you can decide to stop the order release if the order header batch is not created or you can decide to proceed even if the order header batch is not created by the system, for various reasons.
Check out the Screen shot below that will explain the above points in details -
Configuring Production Scheduling Profile
Configuring Production Scheduling Profile
SAP offers Production scheduling profile as a standard profile to configure order controls. Such controls are material specific. The Profile is assigned to an header material for which you are creating an order.
SAP makes it easier for planners to have controls set at material level rather than keepinig them at order level so that you can opt for different set of control for different kinds of producable materials.
The following controls can be set:
a) On creation

Automatic Order release on creation of the order (when the order status is CRTD)
Automatic Links of header Material related documents and BOM related documents items to the order (when the order status is CRTD)
b) On Release
Automatic Printing of Order papers on release of order (when the order status is REL) - If you are planning to use order related shop floor papers configured in the order list or order print settings in SAP, then you can use this functionality for automatic printing of papers at order release.
Automatic Scheduling of Order on order release (when the order status is REL) - This is recommended to be set. But donot use this if the order planning and scheduling is happening from an external system like APO or i2 etc.
Automatic Links of header Material related documents and BOM related documents items to the order (when the order status is REL)
c) Automatic Goods Receipt
If you are planning to receive certain materials automatically in to the finished goods storage location upon confirmation of the final operation in the order, then you can use this indicator rather than using the control keys in the order operation. Setting automatic goods receipt at this level reduces the effort of master data creation.
d) Capacity Planning
If you are planning to carry out Capacity Availability checks in the order for the header materials (which would carry the production scheduler profile), then you need to select the "Confirm Capacity indicator" and the "finite scheduling indictor" and choose a leveling profile.
The Capacity overall leveling profile is used by the system to carry out capacity availability checks in an order when the order is created or release as per the settings in the order availability controls at creation/release. SAP has provided an option to have the Capacity overall leveling profile maintained at material level rather than setting the profiles at order levels in the order availability controls. The Capacity Overall Leveling profiles once assigned here decides the way
in which the capacity leveling has to be done for the materials (assigned with this production scheduling profile).
As far as the indicators are concerned, they only come in to play during mass conversion of planned orders in to orders or mass release of orders when the user does not decide the creation or release and the system is set to create or release anyways inspite. The below indicators help the system to make decisions on capacity availability checks and helps it proceed in creating or releasing the order.
By choosing the "finite scheduling indicator" you are forcing the system to consider all the operation work center of the header material relavent for finite scheduling during capacity availability checks, and in cases where there is no capacity availability for loading operations on work centers, the system loads operations on dates where there is sufficient capacity (automatically rescheduling to dates where their is availability).
And by choosing the "confirm capacity indicator" for capacity availability checks, you are indirectly telling the system to incorporate loads in work center loading reports for where there is sufficient capacity available, in other words the operations for which there is no sufficinet capacity available will not be loaded on work centers in the work center loading report. You should choose this indicator wisely.
Recommendation - Aviod using the "Confirm capacity indicator".
e) Confirmations
No Flor/Update of Expected Yield Surplus/Deficit - On Final Operation or order confirmation, if the confirmed quantity is less than (deficit) or more than (surplus) the operation or order quantity (confirmed scrap quantities) are not taken in to account , then the system displays the Yield Variances in the order header.
If you set this indicator the variances (if any) donot flow in to the order and MRP. This is not recommended to be used under standard circumstances since Material requirement planning would not consider the shortages and spoil the concept of net requirement planning or netting.
Adjust Operation/Component Quantities to Actual Value - In simple terms the system would readjust the planned operation qauntities of the order if you confirm the order with a smaller/larger yield than that planned (including the confirmed scrap quantities). Along with readjusting the planned operation quantities, the components quantities of the components assigned to the operation also changes proportionately.
This is applicable for the operation that has a yield variance and all the operations below the operation that has a change.
The system carries out the following in case there is a difference in the confirmation of planned quantities and the actual quantities (during order or operation confirmations)
a) Automatically readjusts the operation quantities for all operations below the concerned operation, including the concerned operation.
b) Automatically readjust the component quantities for all the components assigned to the operations below the concerned operation, including the concerned operation.
c) Readjusts the planned costs for all the operations and the order, overall. Though this recosting has to be done manually and it is not triggered automatically by the system.
d) Automatically reschedules the operations giving new dates and new capacity requirements.
e) Automatically makes changes in the Purchase requisitions created in the order for non-stock items or for the purchase requisition created for externally operation processing.
f) Automatically readjust the Transport requests created for WM.
For example -
Operation 0010 - Planned Qty = 100Operation 0015 - Planned Qty = 100Operation 0020 - Planned Qty = 100 - Component 10 - Qty = 100Operation 0030 - Planned Qty = 100 - Component 20 - Qty = 100, Component 0030 - Qty = 50Operation 0040 - Planned Qty = 100 - Component 40 - Qty = 100Operation 0050 - Planned Qty = 100
If the confirmed qty in Operation 0015 is 102, then all the below operations and the component quantities are changed proportionately as shown below:
Operation 0010 - Planned Qty = 100Operation 0015 - Planned Qty = 102Operation 0020 - Planned Qty = 102 - Component 10 - Qty = 102Operation 0030 - Planned Qty = 102 - Component 20 - Qty = 102, Component 0030 - Qty = 54Operation 0040 - Planned Qty = 102 - Component 40 - Qty = 102Operation 0050 - Planned Qty = 102
f) Batch Creation at Order level
If you want to have batch created at order level for certain header materials, then you can create a production scheduling profile and assign this profile to them.
You can configure whether you want Order level header material batch creation at order creation or release.
Not only, can you configure order header material batch creation, but you can also configure whether you want the batch created and classified in the order foreground or in the background (optional or mandatory).
g) WM related Transfer Requirements
Here you can specify whether you want to automatically create WM related transfer requirements or transfer orders for the order components (whose storage location is maintained, Storage location is relevant to WM, WM views are maintained for the component) at order release.
h) Order Type
In the production scheduling profile you can default order types which would be used while converting a planned order in to order or which can be used for manual creation of production order.
Configuring Order type Scheduling Parameters
Configuring Order type Scheduling Parameters
The following Order type Scheduling parameters help in scheduling the order. The scheduling parameters are set for the order type at the plant level for a production scheduler. If you want to use the Order type scheduling parameters across all the schedulers you should put a * (star) in the field while creating the configuration.
The following scheduling parameters are included:
A) Detailed Scheduling, Rate Based Scheduling, Rough Cut Planning -
Here you can enter the Selection ID for which a appropriate Routing is selected for scheduling. Though in the case of Production orders or Process orders the selection ID is not set here as the same is selected through the order type dependent settings. Though you can enter the rate based scheduling routing selection ID and the rough-cut planning routing ID.
For the Rate based scheduling and Rough cut planning, you can enter the selection ID which would help in choosing the respective task lists, you can select the scheduling indicator if you want lead time scheduling done, and you can also select the capacity requirement indicator if you want the capacity requirements to be loaded on the workcenters.
And for detailed scheduling, the "selection ID" is not open for input (as it is taken from the Order type dependent settings). Also in the case of detailed scheduling, the "scheduling indicator is always set on. But as far as the capacity requirement indicator is concerned, it is only choosen if you want to load the capacities requirements generated from orders on workcenters.
B) Adjust Dates
In the case of Lead time scheduling (Scheduling using the task list), every rescheduling, results in change of basic dates; now it is your choice whether you want these basic dates to be re-adjusted after every rescheduling.
It should also be noted that in backward scheduling the Basic start date is readjusted and in forward scheduling the Basic finish date is readjusted.
Lateral Thinking - Normally when the basic dates are pulled in from an external system or set from a tool (SAP or Non-SAP) you would really not want to reschedule or readjust the dates. If you readjust the proposed dates will be rewritten, which is not acceptable as the dates proposed by the tools are more accurate than that of the basic SAP ECC dates.
Now talking about readjusting the dates of the dependent requirements because of a change in basic dates of a superior level order, you have a choice whether the requirements are to be rescheduling at the start date of the operation to which the dependent requriements are assigned to, or whether you want to reschedule the dependent requirements directly to order start date (so that they are available at the basic start of production of this superior level order).
C) Scheduling Types and Controls
Scheduling types are backward, forward, current date and as per capacity requirements. This is explained in detail in the"Order creation section of this site".

The Start date in the past has the number of days in entry, which specifies the number of days that the order can lie with past dates. Another use of this indicator is that when the number of days in the past for an order has reached beyond the specified number of days in this setting, the system reschedules the order using todays scheduling (a type of forward scheduling) with "current date as the order basic start date", to bring back the order dates to current dates.
The Automatic Scheduling indicator helps in rescheduling the order everytime it is saved, with the results updated in the basic start date and finish date fields. If this indicator is not set, the system reschedules the order, but does not update the dates and throws a system status - NTER - Dates not Current.
Scheduling logs are to be displayed automatically after every rescheduling if you set the automatic log indictor.
With an Active verison in the capacity of the work center with detailed entry of breaks and shift schedules, you can use this indicator to taken in to account the breaks in daily activities so that no job is scheduled in the break time.
Scheduling using the production dates allows you to enter the production dates instead of the conventional basic dates in the order.
The Shift Order Indicator is used when you dont want to consider the actual dates of the partially confirmed operation and proceed with rescheduling the entire order. Wise use of this indicator is recommended.
Reduction in operation lead time is to be indicated here.
Configuring Confirmation Parameters
Configuring Confirmation Parameters
Confirmations parameters are to be set for orders types so as to allow confirmations as per the clients requirements.
Confirmations in SAP PP/PPPI or even SAP REM refers to booking the completion of production quantities at each operation (partial completion or final completion). Confirmation is not receiving goods in stock, it is only about declaration production at each operation and in turn booking cost incurred in operational activities (in the background).
The method or manner in which these confirmations would happen is configured here.
I) Generally Valid Settings
A) Checks of Sequence adherances
Whether System should terminate confirmations Operation when the sequence is not adhered or whether the system should issue an warning message or whether the system should issue an information message when the sequence of operation confirmations is not followed.
Alternatively, there is an indicator which allows you to set no checking of the operation confirmation sequencing.
When you are producing in an environment where there are many operations one after the other, not set in milestone or progressive confirmations, you should mandatorly think about adhering to the operation confirmations to be made in a sequence; in which case you may want to stop the confirmation when sequence is not followed or you may want to issue an warning or information if it is not followed.
Alternatively there may be cases of milestone control key used, where you may want to use sequence checks, where the task list may have many milestone operations set periodically in the list of operations. Here adhering checks make it easier.
But when you have just one milestone operation at the end of the operation list, which confirms all the above operations, having checks is useless. You may as well confirm at the order level.
B) Checks of underdelivery and overdelivery tolerances
The checks govern whether you want a error message or a warning message when the quantity finally confirmed falls below the undelivery tolerance or above the overdelivery tolerance. These tolerance are the order level tolerances.
C) Checks for QM inspection results
When you are using "In-process quality management", you would be recording results at the operation level for the operations marked for result recording and in such cases you can issue
error or warning messages if you have not recorded results before confirmations of the operations.
D) Date in Future is allowed
If you select this indicator, you can set a future date of confirmation (during confirmations). An error message is issued if you use a future date in the absense of this setting.
E) Whether Confirmation information is to be transferred to SAP HR.
F) Goods Movement - For all Components
If you select this indicator, all the components of the component overview list are marked with a backflush indicator and are issued automatically in the background (provided other information such as storage location, batch number if batch managed exists and stock is available for the goods issue). That is, all the components are treated as backflush component regardless of whether the work center or the materials are marked with a backflsuh indicator or not.
G) Proposing Time unit for the Activity Confirmations
When the activities are confirmed the time units can be defaulted as Hour or min or can be taken automatically from the cost center tab of the work center that is being confirmed.
H)
II) General Individual Entry
A) Proposing Confirmation Type
Here you have to select whether you want "final confirmation indicator" to be defaulted for all the confirmations that the user makes and he/she marks it manually according to a partial or final confirmation that is made or you want a "partial confirmation indicator" to be defaulted and the
user changes it to final whenever he/she makes a final confirmation or you want to default to "automatic final confirmations" based on the quantity that is confirmed.
In automatic final confirmations, if the user confirms less than the quantity (planned operation quantity or the order quantity with the overdelivery tolerance and underdelivery tolerances taken in to account) then "partial confirmation" is set and if the user confirms equal to or more than the quantity (planned operation quantity or the order quantity with the overdelivery tolerance and underdelivery tolerances taken in to account) then the system marks it as "final confirmation". The confirmed quanty is equal to = yield qty + scrap qty + rework qty.
When confirmations are entered for sub-operations, automatic confirmation is not possible. The proposal of 'Automatic final Confirmation' is changed to 'Partial confirmation' for sub-operations.
B) Post Open Reservations
When a final confirmation is created, you would normally want the open reservations to be closed, if you wish so, then you should select the "Post open reservation indicator". What it means that, all the open reservations for the order will be closed, not only the reservations of the backflush items but the reservations of all the components would be closed tagging the components with a final issue indicator (that is no more issues can be done for the components).
C) Issue Error Log when errors in Actual Activity cost postings and Good Movements
When the system issues errors in actual activity cost postings, the system would allow you to correct these errors, similarly when the system issues errors in actual goods movement posting (backflushing or automatic goods receipt) the system allows you to correct these errors.
If the goods movements is not to be corrected at this point of time, the system allows it to go ahead for post-processing in a transaction code called COGI. These failed goods movements are corrected in COGI later on and posted. The post-processing adds on an activity in the daily life of production
D) Issue Terminations when errors in Actual Activity cost postings and Good Movements
But on the other hand if you select the "terminate for incorrect actual cost" or "terminate for incorrect goods movement" along with the "issue errors in actual cost or goods movement indicators", the system would not allow you to correct them and would abort the confirmations and postings.
III) Operation Individual Entry using Selection Screen
A) Propose quantities
Quantities that are yet to be confirmed for the operation or order are proposed by the system, if you select this indicator.
If total qty = 200If confirmed qty = 50Proposed qty for confirmation = 150
B) Display Confirmed Quantities
Quantities which are previously confirmed before this confirmation is displayed on the screen as information, if you select this indicator.
C) Display Default quantities
If you select this indicator, quantities that are yet to be confirmed are displayed on the confirmation screen.
D) Propose quantities for activities
It is a know fact that when you are confirming an operation or order, you are confirming the quantities that are produced at the operation and the time taken in terms of minutes or hours to carry out the production at the operation, i.e., you are entering the actual activities.
Actual activities entered results in calculations of the actual costs. Thus it is a nice idea to propose the activities that are to be confirmed and that are yet to be confirmed.
Activities that are yet to be confirmed for the operation or order are proposed by the system, if you select this indicator.
If total activity = 200 HrsIf confirmed qty = 50 Hrs
Proposed qty for confirmation = 150 Hrs
E) Display Confirmed Activities
Activities which are previously confirmed before this confirmation is displayed on the screen as information, if you select this indicator.
F) Display Defaults for Activities
If you select this indicator, Activities that are yet to be confirmed are displayed on the confirmation screen.
G) Propose Dates for confirmations Operations confirmation dates are to be proposed by the system as per the lead time, if you select this indicator. H) Display Confirmed Dates Confirmation Dates of previously confirmed before this confirmation is displayed on the screen as information, if you select this indicator. I) Display Defaults for Dates If you select this indicator, dates that are yet to be confirmed are displayed on the confirmation screen. K) Display HR Defaults
The System displays the personnel data for the operations that are to be confirmed. During confirmations it is a nice idea to enter the personnel data - who was the personnel producing the production quantities or who is the supervisor during the production activities. L) Select Operations with status Confirmed During Operation confirmation, the system throws out an initial pop-up that gives you information on all the operations and the confirmations made on the operations. Here you have to select the operation number that you want to confirm if you have not selected one in the initial screen. If you select this indicator, the system not only selects the operations that are left to confirm, but also selects all the operations that are previously confirmed. M) Select Confirmable Operations In the initial pop-up as explained above, the system only selects those operations which are not yet confirmed and does not show any information about the operations which are finally confirmed.





























