Embed Size (px)
Citation preview

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
1
PRE-FEASIBILITY REPORT
FOR
NEW UNIT
OF
MANUFACTURING OF 30,000 TPM M.S. BILLETS
AND 30,000 TPM TMT BARS
At Gut No. 58, Daregaon, Tahsil & District Jalna,
Maharashtra
M/s. MAULI METALLICS PRIVATE LIMITED
EIA Consultant: Pollution and Ecology Control Services
(PECS), Nagpur (MS).
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
2
1.0 INTRODUCTION
1.1 PREAMBLE:
The Indian steel industry has recorded remarkable performance in recent years. India's
iron and steel industries are one of the important backbone in the wealth of the country.
In 2014-2015, India was the third largest producer of raw steel and is the largest producer
of sponge iron in the world. The industry produced 91.46 metric tonnes of total finished
steel and 9.7 metric tonnes of pig iron. Most iron and steel in India is produced from iron
ore. The industry is now capable of producing high quality materials to stringent
international specification for high-end applications. 21st century is widely perceived to
be the century of Asia and India is looked upon as one of the economies with most
promising prospects. This possesses a formidable challenge as well as an opportunity to
the Indian corporate sector. The national steel policy has set a target of 100 million
tonnes of steel by 2018. The major steel producers in India are planning to expand their
capacities in the tune with the national steel policy formulation. M/s. Mauli Metallics
Pvt. Ltd. is not exception to that and therefore intends to establish a new unit to meet
the ever increasing demand of steel in national and international market. The total cost of
the Project is Rs. 70 Cr.
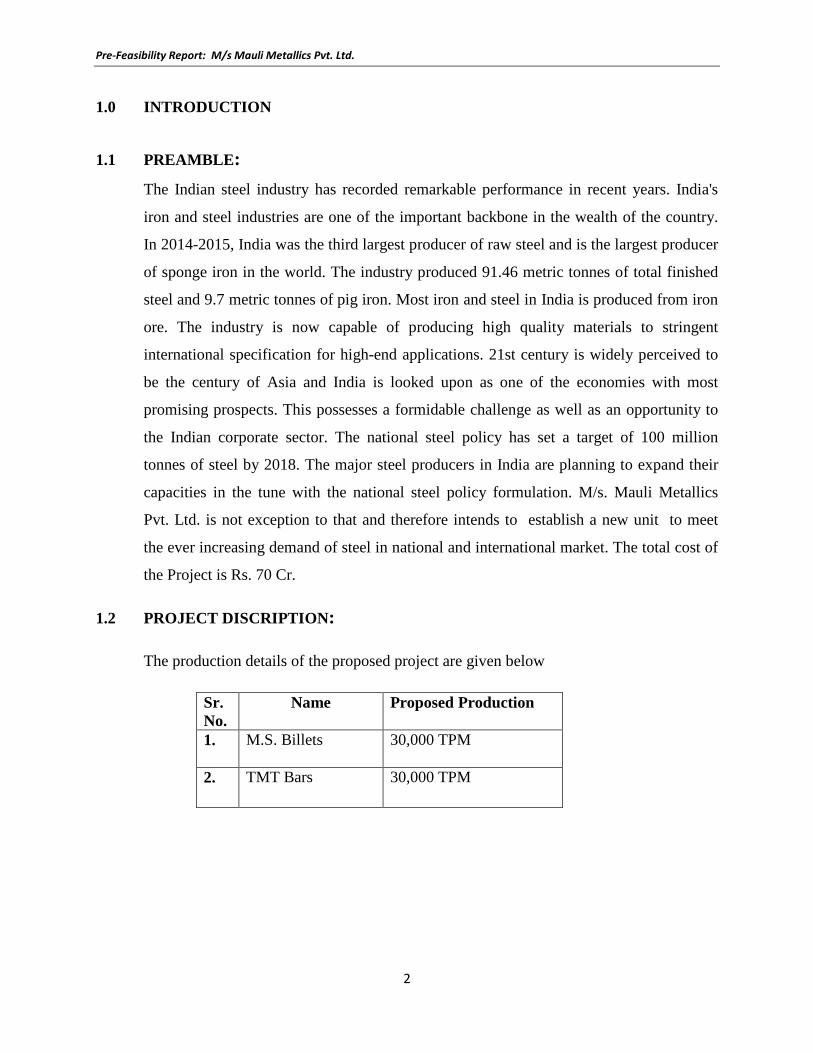
1.2 PROJECT DISCRIPTION:
The production details of the proposed project are given below
Sr.No.
Name Proposed Production
1. M.S. Billets 30,000 TPM
2. TMT Bars 30,000 TPM
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
3
Raw Material
The key raw material required is Sponge Iron and Scrap, which can be locally procured
from the vendors directly. Processing of sponge iron and scrap material is economically
viable, because of high value of raw materials and the relatively low cost of processing.
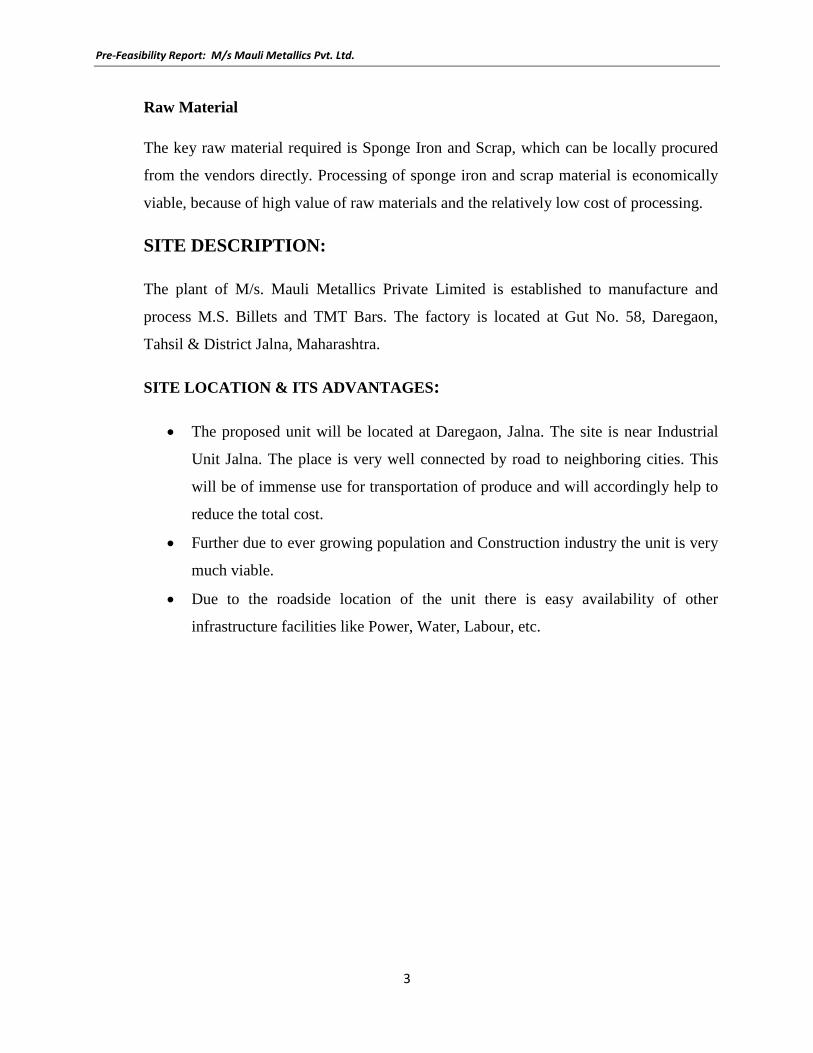
SITE DESCRIPTION:
The plant of M/s. Mauli Metallics Private Limited is established to manufacture and
process M.S. Billets and TMT Bars. The factory is located at Gut No. 58, Daregaon,
Tahsil & District Jalna, Maharashtra.
SITE LOCATION & ITS ADVANTAGES:
• The proposed unit will be located at Daregaon, Jalna. The site is near Industrial
Unit Jalna. The place is very well connected by road to neighboring cities. This
will be of immense use for transportation of produce and will accordingly help to
reduce the total cost.
• Further due to ever growing population and Construction industry the unit is very
much viable.
• Due to the roadside location of the unit there is easy availability of other
infrastructure facilities like Power, Water, Labour, etc.
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
4
75°50' 75°55'
19°45'
19°50'
19°55'
N
PREPARED BY-POLLUTION AND ECOLOGY CONTROL SERVICES
10 KM. TOPOGRAPHY MAP
Gut No. 58, Daregaon, Tahsil & District Jalna, Maharashtra
TOPO SHEET NO.47 M/13
SCALE 1: 50,000
RESEVED FORESTR.FR.F
Nidhana
Ghanewadi
Fanduiwadi kurdGavliwada
Gundewadi
Jamwadi
Kanhaiyyanagar
Kharpudi
Gaulwadi
Rohaeadi
LondewadiBethlam
Samangaon
Antarwala
KajlaPankheda
Kumbephal
Devpimapalgaon
Siraswadi
Dargaon
Javasgaon
Bhilpuri Budruk
Haldula
Matrewadi
Selgaon Davalwadi
Dinegaon
Nagewadi
Chandan Jhira
Rajewadi
Khadgaon
Najik PangriMandwa
Tatewadi
Panshendra
Juna
Indewadi
Dal Nala
Kundalika
N
Kundalika
River
Talav
Mukt
a
SO
UTH
CE
NTR
AL
RA
ILWA
YM
ainLin
e
Moti
Talav
Talav
Industrial Area
Daregaon
Shravan
Ghanewadi
Talav
Nadi
Jamwadi
Pirsawangi
19°55'
19°45'
50'19°
75°55'75°50'
JALNA
Devmurti
STREAMS
RIVER / NALA
POND
ROAD
HABITATION
GRID
PROJECT SITE
FOREST BOUNDARY
RAILWAY
INDEX
MukateshwarLake
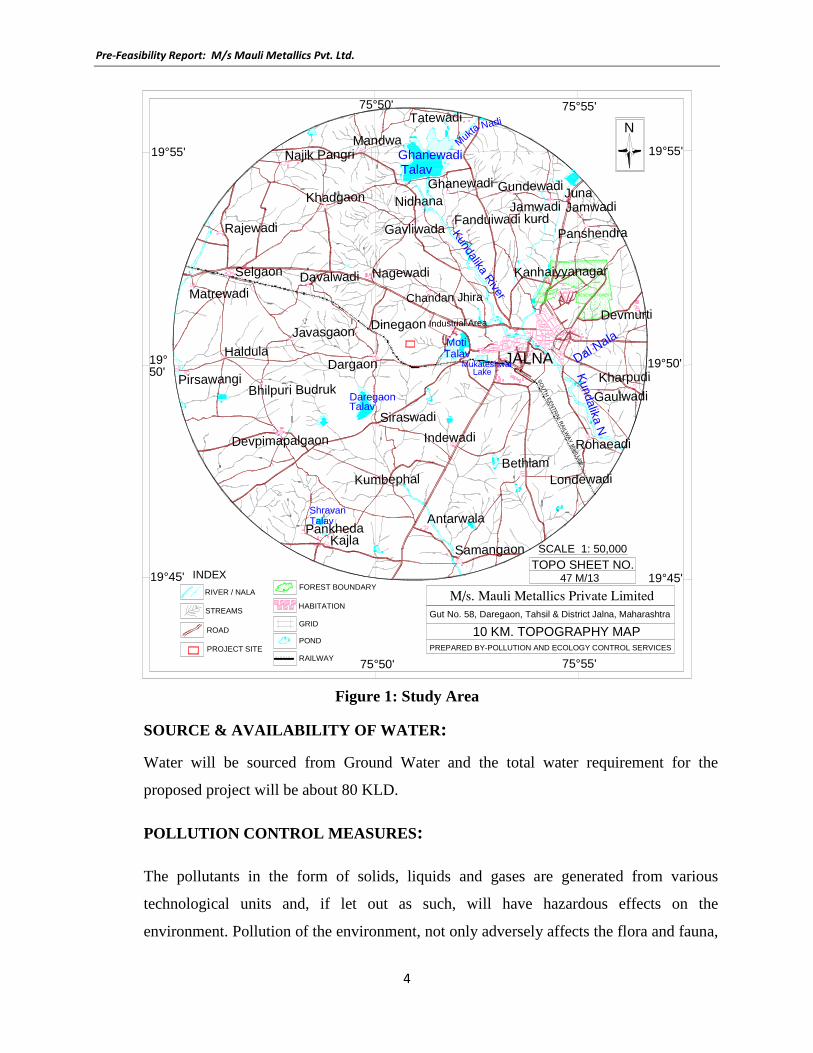
Figure 1: Study Area
SOURCE & AVAILABILITY OF WATER:
Water will be sourced from Ground Water and the total water requirement for the
proposed project will be about 80 KLD.
POLLUTION CONTROL MEASURES:
The pollutants in the form of solids, liquids and gases are generated from various
technological units and, if let out as such, will have hazardous effects on the
environment. Pollution of the environment, not only adversely affects the flora and fauna,
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
5
but also shortens the life of plant and equipment. This vital aspect, therefore, has been
taken into account while planning the plant and equipment and adequate measures have
been proposed to limit the emission pollutants within the stipulations of statutory norms.
• Dust suction system which will control fugitive emission due to material handling.
• Dust suppression system will be provided in the form of water sprinklers.
• All vibrating screens and weigh feeders below the hopper; day bins etc are covered to
prevent leakages of dust.
• Conveyors are covered to prevent dust pollution.
• All discharge and feed points wherever the possibility of dust generation is there is
provided with dust suppression system.
• Bag Filters will be provided for the extraction of dust particles.
• During construction only domestic waste generated will be treated in packaged type
STP.
• Dust will be generated during transportation, storing of raw material and construction
activities. The dust emission shall be mitigated by water spraying on the roads within
the plant premises.
• Domestic / sewage effluent shall be treated in packaged type STP.
2.1 INTODUCTION OF THE PROJECT AND BACKGROUND OF PROJECT
PROPONENT
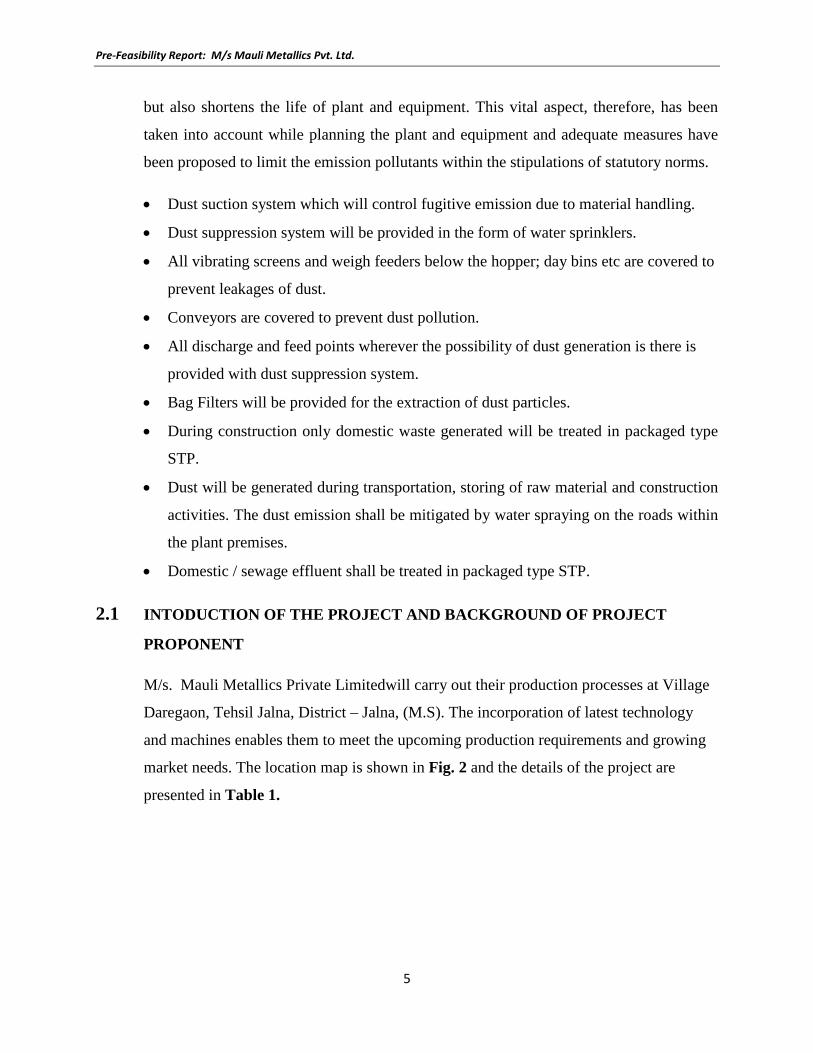
M/s. Mauli Metallics Private Limitedwill carry out their production processes at Village
Daregaon, Tehsil Jalna, District – Jalna, (M.S). The incorporation of latest technology
and machines enables them to meet the upcoming production requirements and growing
market needs. The location map is shown in Fig. 2 and the details of the project are
presented in Table 1.
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
6
Source: mapsofindia.com
Figure 2: Location of Project Site
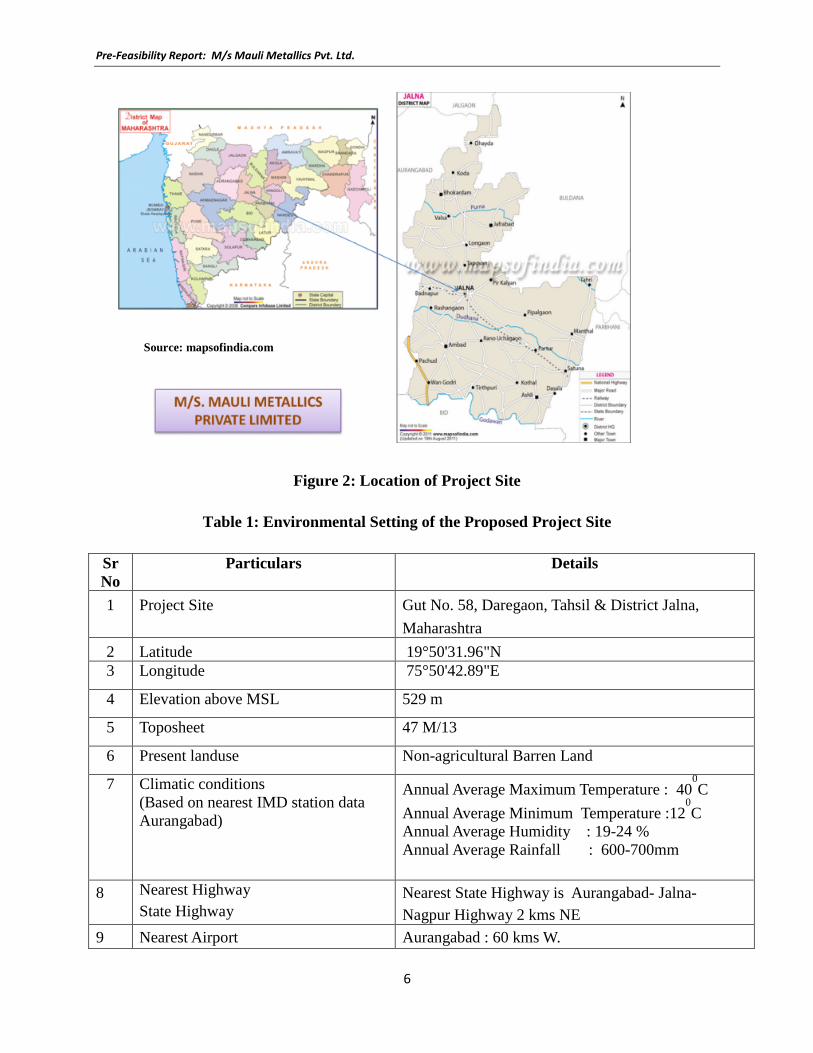
Table 1: Environmental Setting of the Proposed Project Site
SrNo
Particulars Details
1 Project Site Gut No. 58, Daregaon, Tahsil & District Jalna,
Maharashtra
2 Latitude 19°50'31.96"N3 Longitude 75°50'42.89"E
4 Elevation above MSL 529 m
5 Toposheet 47 M/13
6 Present landuse Non-agricultural Barren Land
7 Climatic conditions(Based on nearest IMD station dataAurangabad)
Annual Average Maximum Temperature : 400C
Annual Average Minimum Temperature :120C
Annual Average Humidity : 19-24 %Annual Average Rainfall : 600-700mm
8 Nearest Highway
State HighwayNearest State Highway is Aurangabad- Jalna-
Nagpur Highway 2 kms NE
9 Nearest Airport Aurangabad : 60 kms W.
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
7
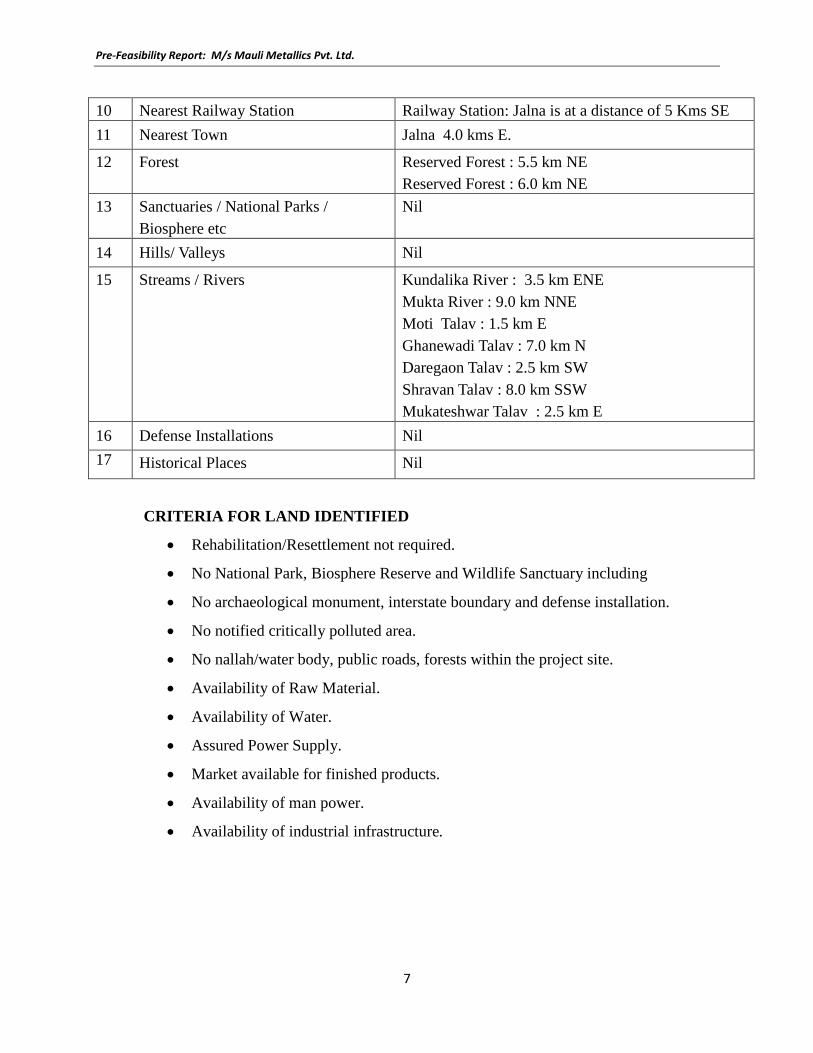
10 Nearest Railway Station Railway Station: Jalna is at a distance of 5 Kms SE
11 Nearest Town Jalna 4.0 kms E.
12 Forest Reserved Forest : 5.5 km NE
Reserved Forest : 6.0 km NE
13 Sanctuaries / National Parks /
Biosphere etc
Nil
14 Hills/ Valleys Nil
15 Streams / Rivers Kundalika River : 3.5 km ENE
Mukta River : 9.0 km NNE
Moti Talav : 1.5 km E
Ghanewadi Talav : 7.0 km N
Daregaon Talav : 2.5 km SW
Shravan Talav : 8.0 km SSW
Mukateshwar Talav : 2.5 km E
16 Defense Installations Nil
17 Historical Places Nil
CRITERIA FOR LAND IDENTIFIED
• Rehabilitation/Resettlement not required.
• No National Park, Biosphere Reserve and Wildlife Sanctuary including
• No archaeological monument, interstate boundary and defense installation.
• No notified critically polluted area.
• No nallah/water body, public roads, forests within the project site.
• Availability of Raw Material.
• Availability of Water.
• Assured Power Supply.
• Market available for finished products.
• Availability of man power.
• Availability of industrial infrastructure.
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
8
2.2 JUSTIFICATION:
The demand for steel in the country is currently growing at the rate of over 8% and it is
expected that the demand would grow over by 10% in the next five years. However, the
steel intensity in the country remains well below the world levels. Our per capita
consumption of steel is around 110 pounds as compared to 330 Pounds for the global
average. This indicates that there is a lot of potential for increasing the steel consumption
in India. To meet the increasing demand and to stimulate economic growth the proponent
has proposed the project.
As per the report of the Working Group on Steel for the 12 th Five Year Plan, there exist
many factors which carry the potential of raising the per capita steel consumption in the
country. These include among others, an estimated infrastructure investment of nearly a
trillion dollars, a projected growth of manufacturing from current 8% to 11-12%, increase
in urban population to 600 million by 2030 from the current level of 400 million,
emergence of the rural market for steel currently consuming around 10 kg per annum
buoyed by projects like Bharat Nirman, Pradhan Mantri Gram Sadak Yojana, Rajiv
Gandhi Awaas Yojana among others. At the time of its release, the National Steel Policy
2005 had envisaged steel production to reach 110 million tonnes (mt) by 2019-20.
However, based on the assessment of the current ongoing projects, both in greenfield and
brownfield, the Working Group on Steel for the 12 th Five Year Plan has projected that
domestic crude steel capacity in the county is likely to be 140 mt by 2016-17 and has the
potential to reach 149 mt if all requirements are adequately met.
Source: http://steel.gov.in/overview.htm. Ministry of Steel, Government of India.
2.3 EMPLOYMENT GENERATION (DIRECT & INDIRECT):
The total manpower required after the proposed project will be 250.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
9
3.0 PROJECT AT GLANCE
1. Name of the proposed unit : M/s Mauli Metallics Private Limited
2. Location of the proposed unit : Gut No. 58, Daregaon
Tehsil : Jalna
District : Jalna
3. Products to be manufactured:
Sr.No.
Name Proposed Production
1. M.S. Billets 30,000 TPM
2. TMT Bars 30,000 TPM
4. Raw Material Requirement :
Name of the Raw
Material
Total Requirement (TPM)
For M.S. BILLETS
MS Scrap 24960
Sponge Iron 6240
For TMT BARS
MS Billets 30,000 (in Molten Stage)
5. POWER REQUIREMENT:
The power required will be supplied by State Electricity Board. The power requirement
for the proposed project will be 10,000KVA.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
10
3.1 PROCESS DETAILS
Manufacturing Process of M.S. BILLETS & TMT BARS
Induction Furnace
The induction furnace is used to melt many different sorts of metals, from common steel
to more exotic alloys or precious metals. The greatest advantage of the induction furnace
is its low capital cost, its easier installation, simpler operation, no noise generation and
there is very little heat loss due to radiation from the furnace. The raw material (Sponge
Iron, MS scrap, Ferro Manganese and Ferro Silicon) is charged into the induction
furnace. As soon as the furnace is charged, the switches admitting power current to the
induction coil are closed.
After the furnace is switched on, current starts flowing at a high rate and a comparatively
low voltage through the induction coil of the furnace, producing an induced magnetic
field inside the central space of the coils where the crucible is located. As the magnetic
fluxes cut through the scraps and complete the circuit, they generate an induced current in
the scrap which is known as eddy current, this eddy current flows through the highly
resistive path of the scrap mix, generates tremendous amounts of heat and melting of
scrap starts. Soon a pool of molten metal forms in the bottom causing the charge to sink.
The induced current which is generated in the charge mixed and heated more
homogenously. As soon as the charge has melted clearly, any objectionable slag is
skimmed off, and the necessary alloying elements are added. When these additives have
melted completely, the power input may be increased to bring the temperature of metal
upto the point most desirable for pouring. The current is then turned off and the furnace
is tilted for pouring into a crucible. As soon as pouring has ceased the crucible is cleaned
completely from any slag or metal droplets adhering to the wall of the crucible and the
furnace is now ready for charging again. The temperature of the furnace will be 16500C.
When the total scrap as per the capacity of the crucible is molten, the sample is taken
from liquid steel and tested for the composition of steel and the carbon contents.
Therefore some additives of ferro-alloys like Silico-managanese, silicon, aluminum shots
and are added to the liquid steel to maintain the composition and quality. The billets in
the molten stage are transferred to rolling line for the production of TMT Bars bypassing
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
11
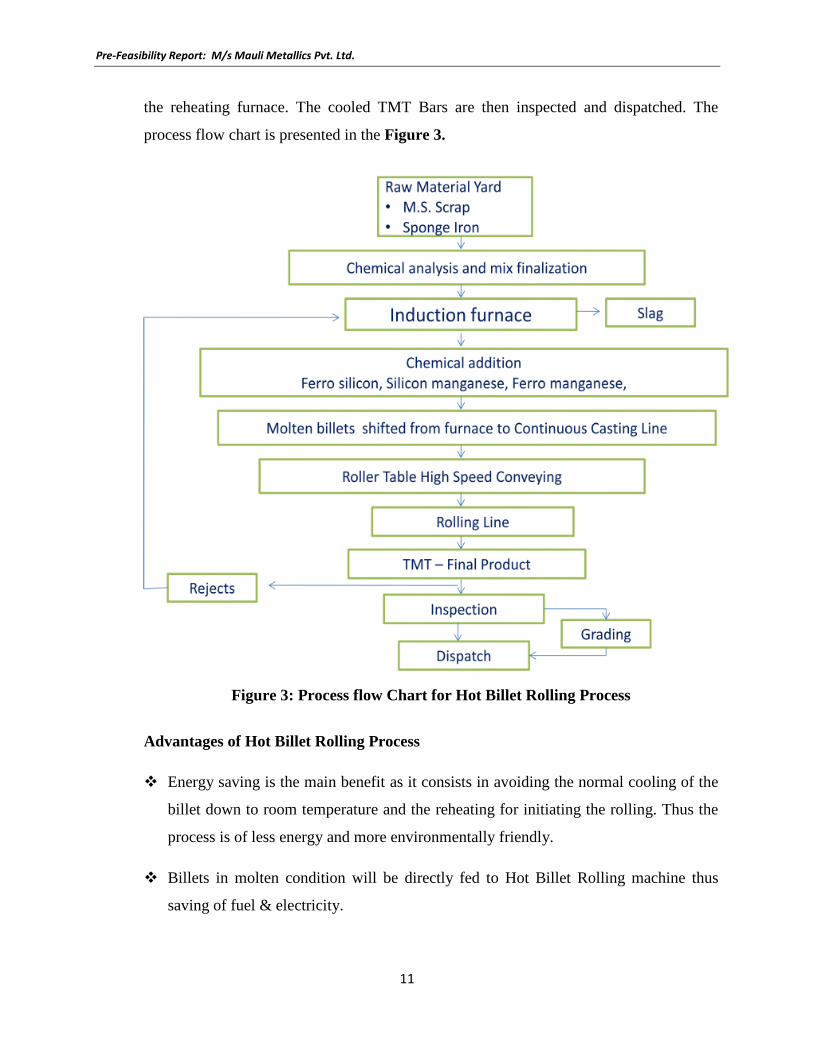
the reheating furnace. The cooled TMT Bars are then inspected and dispatched. The
process flow chart is presented in the Figure 3.
Figure 3: Process flow Chart for Hot Billet Rolling Process
Advantages of Hot Billet Rolling Process
Energy saving is the main benefit as it consists in avoiding the normal cooling of the
billet down to room temperature and the reheating for initiating the rolling. Thus the
process is of less energy and more environmentally friendly.
Billets in molten condition will be directly fed to Hot Billet Rolling machine thus
saving of fuel & electricity.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
12
No additional increment in GLC for PM & SO2.
No need of storing fuel required in Gasifier for conventional Re-heating Furnace in
rolling mill
No generation of Fly Ash.
No space will be required for storage of Billets and fly ash.
Easy handling of Process.
Low operational cost of rolled steel depending on unit costs
Reduced civil works and infrastructure costs
Reduced energy consumption
Less man power required.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
13
4.0 SELECTION OF SITE & LOCATION OF PLANT
Selection of the site for any project is the most important aspect for it’s successful
operation & better economic viability. Proximity to Raw material source, assured supply
of fuel and other infrastructural support are required to be essentially examined while
selecting the site of the plant. The following basic requirements are necessarily required
to be fulfilled.
i. Availability of water from continuous source.
iii. Power supply/ evacuation arrangement.
iv. Nearer access through road.
Site Selection Criteria
• No Rehabilitation/Resettlement required.
• No National Park, Biosphere Reserve and Wildlife Sanctuary including
• No archaeological monument, interstate boundary and defense installation.
• No notified critically polluted area.
• No nallah/water body, public roads, forests within the project site.
• Availability of Raw Material.
• Availability of Water.
• Assured Power Supply.
• Market available for finished products.
• Availability of man power.
• Availability of industrial infrastructure.
4.1 LOCATION:
The proposed project is situated in Gut No. 58, Daregaon, Tahsil & District Jalna,
Maharashtra.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
14
4.2 TYPE OF THE PROJECT:
The proposed project involves manufacturing of M.S. Billets & TMT Bars.
4.3 SITE ANALYSIS
LAND USE
The existing land is non-agricultural barren land.
TOPOGRAPHY
The topography of the land is plain.
EXISTING LAND USE PATTERN
The existing land is non-agricultural barren land.
GREEN BELT
33% of total land will be developed as Green belt in and around the project site.
SOCIAL INFRASTRUCTURE
Social infrastructure will be developed as per need based in the Villages
4.4 Availability of Utilities
For successful running of any unit most important factor is the availability of Raw
Materials, as well as Utilities & Power, Water Connectivity which are required to
efficiently run the Equipment.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
15
5.0 Water System & Plant Utilities:
5.1 Source of Water
Water required for the plant will be drawn from Ground Water.
5.2 Water Consumption
Water will be sourced from Ground Water and the total water requirement for the
proposed project will be 80 KLD.
5.3 Fire Protection System
The fire fighting system will be designed in conformity with the recommendations of the
Tariff Advisory Committee (TAC) of Insurance Association of India. While designing
the fire protection systems for proposed facilities its extreme ambient conditions need
special attention. Codes and Standards of National Fire Protection Association (NFPA)
will be followed, as applicable.
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
16
6.0 ENVIRONEMENTAL MANAGEMENT PLAN
6.1 Sources of Pollution
The major sources of pollution from proposed units can be classified under the following
heads:
• Pollutants in the waste gases namely, suspended particulate matter (SPM), sulphur
dioxide, NOX and Carbon monoxide, etc.
• Fugitive dust generated during vehicular movement
• Noise pollution
• Waste water and sewage
• Solid Waste Generation
The various measures proposed to mitigate the impact of these pollution sources on the
environment are discussed below:
6.2 Pollution Control Measures
6.2.1 Air Pollution
Proper care will be taken by installing Bag filters followed by Stack to control source
emission. Hence there will not be any major deposition of pollutants into air, land and
water.
To control fugitive dust emissions due to vehicular movement water sprinkling and
spraying system will be installed. Internal roads will be asphalted.
6.2.2 Water Pollution
It is estimated that total effluent generation from the proposed project will be from
cooling process. This wastewater will be treated in settling tank and will be reused in the
process. The domestic effluent will be treated through packaged type STP.
Zero discharge condition from the proposed plant will be maintained.

Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
17
6.2.3 Noise Pollution
There will no such high noise generate due to operation of proposed units, however Noise
generation may occur due to handling of raw materials and finished products. For that
Ear plugs/ ear muff will be provided to the workers working in noisy area.
6.2.4 Solid Waste Management
Following are the solid waste generation due to operation of proposed units:
a. Slag (1200 TPM) from Induction Furnace
b. Tail Cuttings (900 TPM) from Rolling Mill
Disposal of Slag from Ferro Alloys:
Slag generated from Induction Furnace will be used for hardening of working area,
internal road, brick manufacturers, concreting.
Tail cuttings generated from the Rolling Mill will be recycled in Induction Furnace.
6.2.6 Plantation
33% of total land will be developed as Green belt in and around the project site.
During plantation landscaping pattern will be considered. The plantation scheme covers
the plantation of ornamentals plants and some local fruit bearing species.
Selection Criteria of plant species for Green Development Plant
The selection of plant species for the development depends on various factors such as
climate, elevation and soil. Area falls under the tropical region and thus the plants that
area adapted to this condition should be selected. The plant should exhibit following
characteristics in order to be selected for plantation.
1. The species should be fast growing and providing optimum penetrability.
2. The species should be wind firm and deep rooted
3. The species should form a dense canopy.
Pre-Feasibility Report: M/s Mauli Metallics Pvt. Ltd.
18
4. As far as possible, the species should be indigenous and locally available
5. Species tolerance to air pollutants like SPM, SO2, and NOx should be preferred.
6. The species should be permeable to help create air turbulence and mixing within the
belt.
7. There should be no large gaps for the air to spill through.
8. Tree with high foliage density, leaves with larger leaf area and hairy on both the
surface.
9. Ability to withstand conditions like inundation and drought.
10. Soil improving plants (Nitrogen fixing, rapidly decomposable leaf litter).
11. Attractive appearance with good flowering and fruit bearing.
12. Bird and insect attracting tree spacing.