Embed Size (px)
Citation preview

Chapter 1
COMPANY PROFILE
1.1 INTRODUCTION
Tecumseh Products India Private Limited (TPIPL) is a wholly owned subsidiary of
Tecumseh Products Company (TPC), USA. TPIPL has two plants in India, one at Ballabgarh
near New Delhi and the other at Balanagar Industrial Estate in Hyderabad.
Tecumseh Products Company (TPC) is a full line, independent global manufacturer of
hermetic compressors for air conditioning and refrigeration products, gasoline engines and
power train components for lawn and garden applications, industrial pumps, and small
electric motors.
The facility at Hyderabad has been setup through the acquisition of Siel Compressors
Ltd. Hyderabad. TPIPL is now the largest independent manufacturer of compressors in India.
The facility is both ISO 9001 and 14001 certified. One of the four global Technology
Development Centers (TDC) of TPC is located in this facility. In-house Application
Engineering Testing facility is well equipped to optimize and ensure performance
improvement of the appliance.
The facility at Hyderabad is engaged in the manufacture of the following series of
compressors for different applications as mentioned below.
1. Reciprocating hermetic compressors
AW series (12000 – 42000 BTU/hr) - Air conditioning Application
AK series (5500 – 1000BTU/hr) - Commercial refrigeration Application
2. Rotary compressors (18000 – 26500 BTU/hr)
RN Series - Air conditioning application
RK Series – Commercial Refrigeration& Low end Air Conditioning
Application
The facility at Ballabgarh is engaged in the manufacture of the following series of
compressors for different applications as mentioned below.
THK Series Reciprocating compressors – Refrigeration application
1

1.2 GLOBAL PRESENCE
1.3 CERTIFICATIONS
2
Tecumseh, USA
Tecumseh
Do Brasil
Vecomesa Venezuela
,
Venezuela
TPC, Canada
Canada
Tecumseh India
,
India
Tecnamotor Italy
,
Italy
ARCELIK Turkey
,
Turkey
Tecumseh
Europe

Chapter 2
INTRODUCTION TO COMPRESSORS
2.1 DEFINITION OF COMPRESSOR
A compressor is a mechanical device that is used to increase the pressure or compress
the fluid. In refrigeration and heating system it is the most essential component. It
pressurizes a gas in order to turn it into a liquid, thereby allowing heat to be removed or
added. The development of compressors began during the late 1800s and matured in early
1900s. There are various different kinds of compressors in the market today.
2.2 TYPES OF COMPRESSORS
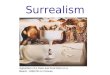
The tree diagram shows the various types of compressors drawn below.
Fig: 2.1 Types of compressors
3

As shown in Figure.2.1, there are two basic compressor types: positive-displacement
and dynamic.
In the positive-displacement type, a given quantity of air or gas is trapped in a
compression chamber and the volume it occupies is mechanically reduced, causing a
corresponding rise in pressure prior to discharge. At constant speed, the air flow remains
essentially constant with variations in discharge pressure.
Dynamic compressors impart velocity energy to continuously flowing air or gas by
means of impellers rotating at very high speeds. The velocity energy is changed into pressure
energy both by the impellers and the discharge volutes or diffusers. In the centrifugal-type
dynamic.
2.3 DIFFERENT TYPES OF COMPRESSORS MANUFACTURE IN
TECUMSEH, HYDERABAD
SI.NoType of
compressorSeries
Capacity
in BTU/hr (British
Thermal Unit)
Application
1. Reciprocating
compressors
AW series
AK series
12000 – 42000
5500 – 10000
Air conditioning
Application.
Commercial refrigeration
Application
2. Rotary
compressors
RN series
RK series
18000 – 26500
18000 – 26500
Air conditioning
application
Commercial Refrigeration
& Low end Air
Conditioning Application
Table 2.1
The company given different names based on their convenience. AW and AK are
reciprocating compressors where as RN and RK are rotary compressors. Normally
reciprocating compressors pressurize more air than rotary and these compressors are used
where we need more air.
4

2.4 COMPONENTS OF A COMPRESSOR
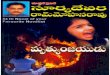
Physically it has 3 main sub-assemblies viz. the pump kit, motor and housing.
Fig: 2.2 Components of a compressor
The manufacture of the compressor consists of three different processes which are
done at three different locations which are called
1. Machine shop
2. Motor shop
3. Assembly shop
There exists a different department which checks the accuracy of the components
inspects the error level and keeps a tab on the quality of the products obtained. This
department works very hard to maintain the quality level of the company and to satisfy their
customer’s needs. This department is the Quality control department. They check whether the
components are according to the required specifications or not after every process. The
system followed by the Quality department is very systematic and it can be observed that
they do the processes in a very meticulous manner.
In the machine shop, the parts which are outsourced according to the specification
provided by the Tecumseh Company are worked on according to the desired dimensions.
Since the company has outsourced most of its components from casting plants located at
different corners of the country, it saves time involving the gathering of raw materials and
5
Housing
Pump Kit
Motor

then casting the materials into the required moulds. Most of the work done is this company is
done by machines which reduce the human error to a bare minimum. Due to the use of the
machines, the efficiency of the company has increased and it has also increased the
productivity of the company. Since the machines work continuously and mostly there is
contact in between moving parts, lots of heat is generated. To reduce the damages caused due
to the heat, coolants are used at every machine. The coolant which is used maximum in the
manufacture of rotary compressor is Tech cool 3900 sometimes mixed along with water.
The main function of motor shop is to manufacture the rotor and stator. After the
manufacture of rotor and stator, it is sent to the assembly shop. In comparison to the machine
shop, this shop has less number of operations. Though the number of operations is very less,
each operation has its own significance and without that operation, the working of
compressor becomes faulty. The machines used in RN rotor motor shop are completely
automated and hence we can find very few people working at the RN-motor shop. The
equipment used at the motor shop does very meticulous tests which confirm the perfect
working of the stator and it reduces the number of faulty pieces. If the components fail these
tests, the components are rejected and sent back. The equipment used in this shop is
considered the latest equipment in the world.
Assembly shop is the final stage in the compressor manufacture. This shop reflects
the company’s efficiency and productivity. In this shop as well, we can see that machines are
used in every operation. Assembly shop’s activities are further divided into three sub lines-
kit line, terminal line, cylinder head and valve plate sub-assembly. In this shop, various kinds
of operations can be observed from turning to painting, welding to cooling, etc. Testing is
done at many stages. Testing is done at one stage which is called pre-testing which checks
before the assembly of the final product. Then testing is also done before the kit is sent to the
customers. The compressors are painted and done tests on to check leakage and then are
packed according to the customer’s requirements.
Next chapter deals with the types of reciprocating compressors manufactured in
Tecumseh and discuss about the main components of machine shop and their machining
operations.
6

Chapter 3
RECIPROCATING COMPRESSORS
3.1 INTRODUCTION
Reciprocating compressors can be classified into two types. They are single acting
reciprocating compressors and double acting reciprocating compressors. Company divided
these into AK series (Single acting) and AW series (Double acting).
3.2 MACHINE SHOP
The place where various operations such as finishing operations are done on the
different components of compressor is called the Machine Shop. The AK or AW
Reciprocating compressor consists of five main components.
1. Crank Case
2. Crank Shaft
3. Piston
4. Connecting Rod
5. Out Bore Bearing
3.2.1. CRANK CASE
Crankcase is the main component of the compressor. It is made up of cast iron whose
hardness value is 170-229 BHN. It houses cylinders, pistons, crankshaft, connecting rod,
OBB and cylinder head. It may have a single or multi-cylinder depending on the output. The
entire compression of gas (refrigerant) takes place in cylinder bore of crank case.
AK model AW model
Fig.3.1 Crank case
7

3.2.2 CRANK SHAFT
The crankshaft is made of either forged alloy steel or out of spheroid Grey Iron
casting. The portions of shaft that work inside the bearings are called ‘journals’. The
crankshaft should be strong enough to take the thrust of the piston during compression
without getting distorted. The reciprocating motion of the piston is made possible by the
‘crank’ of the crankshaft. The piston-end of the connecting rod is attached to the piston by the
piston pin, which is tightly fitted in the position.
In AK type one Portion of the shaft is provided with eccentricity to form throws to
which the connecting rods are attached. As the crank shaft rotates, the pistons reciprocate
forward and backward. In AW type there are two kinds of pins and journals called the short
end pin, long end pin and the short end journal and the long end journal.
AK model AW model
Fig.3.2 Crank shaft
3.2.3 PISTON
Piston is a cylindrical metal plug that reciprocates in the cylinder. They are
made of Cast Iron or Aluminum alloy. The clearance between the cylinder and the piston
must be less so that it should not allow the flow back of discharge gas from the top of the
piston to the crankcase. At the same time that gap must be filled with oil film to provide
lubrication. For bigger compressors, pistons are fitted with piston rings, so that when they get
worn out, only the rings have to be changed. It sucks in the low pressure gas through the
suction valve, compresses it and pushes it out through the discharge valve.
8

AK model AW model
Fig.3.3 Piston
3.2.4 CONNECTING ROD
The connecting rod, as the name suggests connects the crank shaft and the piston
and is an important component required to convert the rotation of crank shaft to the
reciprocating motion of piston. It is made of Aluminum for it should add least possible inertia
to the piston-crank shaft system.
AK model AW model
Fig.3.4 Connecting rod
3.2.5 OUT BOARD BEARING
This, as the name suggests is one of the bearings which support the crank shaft
during its rotation. This is fitted to the crank case and supports the lower end of the crank
shaft. This is a casting. A bronze bush is fitted in the shaft hole for friction free rotation. This
is fitted to the crank case with three screws.
AK model AW model
Fig.3.5 Out Board Bearing
9

3.3 VALVE PLATE SUB-ASSEMBLY
This is the most crucial component from the designing, manufacturing and
functional point of view (in addition the project has lots to do with this). This is an assembly
of many parts.
The valve plate contains the valves, the discharge valve and the suction valve.
Valve is an arrangement which allows the flow (of gas in case of a gas compressor) only in
one direction. The suction valve allows gas to flow only from the suction muffler to the
piston chamber (during suction stroke) and the discharge valve allows the compressed gas to
flow only from the piston chamber to the discharge muffler (during the compression stroke).
E.V.R & EV L Suction Valve
Rivet
Discharge side of valve plate Suction side of valve plate
Fig.3.6 Valve Plate
3.4 GASKET
There are two gaskets installed in the pump kit to prevent leaks by sealing the metal
to metal contact areas. One of them, a rubber gasket cut in suitable pattern is placed between
the valve plate and the crank case. The second, a rubberized metal gasket (Buna –N) cut in
suitable pattern is placed between valve plate and the cylinder head.
10

Rubber Gasket Rubberized Metal Gasket
Fig.3.7
3.5 MUFFLERS
Mufflers are components attached to the compressor to reduce noise during its
functioning by modifying the flow pattern of fluid. There are two mufflers in the pump kit. A
discharge muffler which reduces noise of the discharge gases and the other is suction muffler
which reduces noise of the suction gases.
The discharge muffler is built within the crank case as two cylindrical chambers
and the suction muffler is a rectangular chamber fixed to the cylinder head at the inlet hole.
3.6 CYLINDER HEAD
The cylinder head is a heavy metal casting. The cylinder bore containing the piston
and the cylinder head lie on either side of the valve plate. This acts as a directing gateway for
the incoming and outgoing gases.
The molding has two pathways, one which leads the incoming low pressure gas
from the suction muffler to the suction holes and the other which leads the high pressure
output gases from the discharge holes to the discharge muffler.
11

3.7 MANUFACTURING OF COMPRESSOR COMPONENTS
In Tecumseh input components are castings. Every component of compressors needs
to undergo certain operations before going to assemble so the components of compressor
undergo various operations at different machines. The following tables give the details about
various operations of different component with cycle time also.
COMPONENT: CONNECTING ROD
Operation Cycle time in sec
START (Receipt of connecting rod) Burnishing Jet washing END
- 05 03 -
COMPONENT: PISTON
Operation Cycle time in sec
START (Receipt of pistons) Rough grinding Fine boring Pin bore ID chamfer, External chamfer/Deburr Grooving, Crown chamfer, Shirt chamfer Engraving and oil hole drilling Lock pin hole drilling and chamfering Diamond reaming Finish grinding MIP(magnesium iron phosphate) coating Buffing END
- 06 21 20 13 18 17 12 06 06 04 -
COMPONENT: OBB
Operation Cycle time in sec
START (Receipt of OBB) Oil stone Fine boring / Demurring Burnishing Bullows cleaning
- 15 40 08 20
COMPONENT: CRANK CASE
12

Operation Cycle time in sec
START (Receipt of crank cases) Stator side machining Rough boring Bush fitting OBB side machining Fine boring Slot milling Manual demurring ADA washing Air blow all tapped holes Crank bore burnishing Honing Bellows cleaning END
- 58 42 25 32 30 30 20 33 20 10 54 24 -
COMPONENT: CRANK SHAFT
Operation Cycle time in sec
START (Receipt of crank shaft) Jet cleaning of shafts Shot blasting Straightening Air cleaning and Jet cleaning Journal rough grinding Journal finish grinding Thrust face grinding Pin grinding SE Pin grinding LE Oil hole cleaning MIP Pin buffing Journal and hand buffing Jet and bullows cleaning END
- 12 12 18 10 35 28 30 50 50 26 20 09 12 30 -
Next chapter deals with the manufacturing process of rotary compressors and working
of compressors and discuss about the gauges used in the company. This chapter also discuss
about the kit assembly, external parts of compressor, main assembly and tests performed for
compressors.
Chapter 4
13

ROTARY COMPRESSORS
4.1INTRODUCTION TO RN-ROTARY COMPRESSOR
RN compressor consists of five components. In this compressor, roller rotates and
along with the roller the crankshaft moves up and down, in turn causing the rotator motion.
Thus, it can be observed how the compressor got its name.
4.1.1 RN-MACHINE SHOP
The place where various operations such as finishing operations are done on the
different components of the rotary compressor is called the Machine Shop. This part of the
project describes all the processes in detail that are performed in the machine shop. The RN
rotary compressor consists of five main components.
1. Crank shaft
2. Roller
3. Out Board Bearing ( OBB)
4. Main Bearing (MB)
5. Cylindrical block.
The five components are manufactured in the machine shop.
4.1.2 RN-MOTOR SHOP
The place where the stator part of the compressor is made or manufactured is called
Motor shop. It is so called because it deals with the electronics part of the compressor and it
shows the specific details of the making of the stator component of the rotary compressor.
4.2 GAUGES
14

We use different gauges to measure different parameters of components after some
operations to check whether the parameters are in specifications or not. In Tecumseh
Company all gauges are air gauges in all machine shop.
The following are some of the gauges using in company.
1. Air gauge
2. Deck height gauge
3. Height gauge
4. Vernier calipers
4.3 KIT ASSEMBLY
After successful completion of different operations on different components, all
components send to assembly section where all components put together and made them a
single component called kit. In this assembly they do not assemble external parts of
compressor only kit assembly. Before going to assemble all components they check the
specifications of components and from those specifications they provide one grading and
according to they assemble.
Fig. 4.1 pump kit
Here grading plays major role in assembly because similar grading components only
assemble together not different grading components. The grading to each component is given
based on value came from the gauge used to check parameters of component. Grading will
provide only to components which undergone different operations at machine shop.
4.4 EXTERNAL PARTS OF COMPRESSOR
Compressor has some external parts which are visible from outside. Some of these
external parts protect internal parts of compressor. The name of external parts names given
below and these parts are combined together by various operations at different machines.
15

1. Housing
2. Top cap
3. Bottom cap
4. Discharge adopter on top cap
5. Suction adopter on housing
6. Three phase terminal on top cap
4.5 MAIN ASSEMBLY
Here we explain about the assembly of RN compressors only. The following gives the
details about assembly of external parts and their operations before going to put together.
Here every operation contains one respective code for convenience. It also explains about
different tests through which a compressor will undergo. This process is up to final packing.
1310 – Rough expand
The housing is placed on a 9-finger expander machine and expanded to required
dimensions.
1320 – Finish ends
The sharp corners on both the ends are broken and given a smooth finish.
1330 – Pierce suction hole, punch witness mark
The hole for suction is made at the bottom of the housing using a pierce machine.
Then a witness mark is punched at 20 from the hole.
1340 – Pierce weld holes
Three weld holes are pierced by pierce machine at given distance from the suction
hole. This distance is measured using hole position gauge.
1345 – Housing degreasing
The degreasing of housing, top cap and bottom cap are done in four stages. First they
are cleaned with diver spray, then DM water and Grisiron 8517. Then they go through a hot
air blow-off.
1350 – Weld suction adapter
The suction adapter is welded into the suction hole and the ID of the adapter is ball
burnished.
1360 – Weld accumulator bracket
16

A bracket is welded to the housing for holding the accumulator in place after
assembly.
1370 – Final expand, stamp housing code
The hosing is expanded once again finally using expander machine. Then the code of
the housing is stamped on it.
1400 – Housing finish wash
This wash is done in a 3-stage washer using the chemical Grisiron 8517 and then 4th
stage hot air blow-off is done. During this wash the conveyor speed should not exceed
1m/min.
4.5.1 HOUSING TOP CAP SUB-ASSEMBLY
1510 – Braze discharge tube
The discharge tube and silver braze ring (40% silver alloy) are loaded on top cap and
brazed.
1520 – Hanger bracket welding
A bracket is welded opposite to the terminal hole for hanging purposes.
1530 – Weld cover stud
A stud is welded beside the terminal hole.
1540 – Wash
The top cap is washed in Grisiron 8517 and degreased.
1550 – Weld terminal
The electric terminal is placed in the terminal hole and welded.
4.5.2 TERMINAL ASSEMBLY
2010 – Rotor & Kit assembly
Rotor is heated to 190oC (max.) and is placed on the crank shaft of the kit and is then
cooled to room temperature.
2030 – Stator & Housing assembly
Housing is heated to 3700C (2570C to 3730C) and then stator is dropped into it.
2040 – Cool down
17

The stator–housing assembly is cooled for 45 min. to 280C.
2050 – Electric parameters check of stator & bar code
Three tests – Continuity test, Hi-Pot test and Insulation Resistance test are done. In
continuity test the compressor is run at normal voltage and resistance, common, start and run
currents are checked. In Hi-Pot test, a high potential of 1865V is applied for 1 sec. Then the
insulation resistance is verified at 500V D.C. This should not be less than 2 Mohm.
2060 – Assemble Kit/Rotor to Housing/Stator
The rotor-kit sub assembly is placed into the housing-stator assembly.
2065 – Bottom cap assembly onto housing
A magnet is attached to the bottom cap and is assembled by gentle malleting to the
housing. The magnet is for attracting any rust or other magnetic particles present inside the
compressor.
2070 – Weld Main Bearing to Housing
The main bearing in the kit is welded to housing at the suction adapter using welder
machine.
2080 – Check air gap
After removing the air gap can, this was placed between stator and rotor, the air gap
created by it is checked by Air Gap Feeler gauge.
2090 – Install O-Ring and Plug suction hole
Using insertion tool, install O-Ring in O-Ring groove in cylinder block.
Install plug into suction hole using plug pusher.
Note: O-Ring should not be punctured & inserted in correct position. Apply little “Shell
Tellus 68” oil on the O-Ring for easy entry.
2095 – Connect stator to top cap terminal
The cluster box of the stator is connected to the electric terminal in the top cap sub
assembly.
2096 – Continuity test
Apply run voltage of 160V for 1 sec for main winding and say OK if compressor
doesn’t buzz.
2110 – Press top & bottom caps into housing
Both the caps just placed on the compressor are pressed tightly onto it.
2120 - Seam weld top & bottom caps to housing
Both the caps are seam welded carefully by an automatic welder. Hydrostatic test of
welder is to be done once in a week
18

2130 – Remove plug from suction and assemble accumulator
The plugs put earlier for avoiding moisture from entering the compressor are removed
and the accumulator is inserted into the suction adapter, rotating as tube is inserted. It should
be done gently; otherwise the O-Ring will be punctured.
2140 – Braze accumulator to suction adapter
The accumulator assembled to suction adapter is brazed (welding at lower flame)
using solder wire and dual tipped torch.
2150 – Assemble plugs to suction & discharge tubes
Plugs are placed to the suction tube on the accumulator and the discharge tube on the
main compressor.
2160 – Weld base plate to compressor
A triangular base plate is welded to the compressor.
2170 – Bubble tank leak test
The compressor is passed into water at high pressure and checked for any leakages. If
one hole is leaking the compressor is sent for redoing the weld, but if two or three holes are
leaking the compressor is rejected.
2180 – Install paint shields
4.6 DIP PAINT AND VACUUM DEHYDRATION
2310 – Compressor pre-treatment- Zinc Phosphate (before paint)
The compressor is pre-treated with Zinc Phosphate as a protective layer.
2320 – Dip paint process
The compressors are dipped into a black epoxy/amino paint with 30-45% (V/V)
thinner.
2330 – Paint Baking
The compressors dip painted are now baked at 1750C for 2.5 hrs. If done at lower
temperatures yellow marks are formed.
2340 – Vacuum Dehydrate compressor
The compressor is dehydrated to remove any moisture remaining inside it. This
process is done for 20 min. Then a Residual Moisture Test is done which takes about 3 hrs.
To pass this test the moisture should be less than 75 mg. If rejected it is heated to 1200C and
dehydration is done.
19

4.7 OIL LINE AND PACKING FINAL TEST
2510 – Remove all plugs
The suction plugs and discharge plugs are removed by plug remover.
2520 – Oil charge/ Oil processing
650 ml of oil (for 22K model) is filled into the compressor.
2525 – Electric testing/Strap Tightening
Three tests are done – continuity test, high potential (Hi-Pot) test, insulation
resistance.
2530 – Performance test
High Voltage: Start at 250V for 3 sec
Pump Up: Measure voltage, wattage, amperage after reaching 300 psi discharge
pressure.
Ground fault detection: Current leak during run has to be less than 6 mA.
Leak back test: When discharge pressure is 225 +/- 5 psi. Pressure rise on suction is 5
psi.
Low Voltage start: Both suction and discharge at 175 +/- 5 psi and has to start at less
than 120 volts current.
Locked rotor test: At rated voltage when auxiliary winding is cut off, if compressor
buzzes, indication of fail.
2540 – Rubber plug and N2 charge
Rubber plugs are put and Nitrogen is charged with 5-10 psig. Dry Nitrogen is used for
this purpose.
2550 – Assemble terminal parts per bill of material
The components are installed with a protective cover as per bill of material.
2560 – Single Packing
For single packing cardboard cartons are used.
2570 – Multiple Packing
The compressors are packed in 2-3 layers. Polythene covers and rings are placed over
the compressors and cardboard is placed between each layer.
2580 – Wrap and Seal
The conveyor will skid the packages into a stretch wrapper and it will be automatically
wrapped. The use of Instapack foam for packing has been eliminated as an environmental
initiative and has been replaced by paper and cardboard packing.
20

4.8 WORKING OF COMPRESSOR
4.8.1 RECIPROCATING COMPRESSOR
A reciprocating compressor uses the reciprocating action of a piston inside a cylinder
to compress refrigerant. As the piston moves downward, a vacuum is created inside the
cylinder. Because the pressure above the intake valve is greater than the pressure below it, the
intake valve is forced open and refrigerant is sucked into the cylinder. After the piston
reaches its bottom position it begins to move upward.
Fig: 4.2 working of reciprocating compressor
The intake valve closes, trapping the refrigerant inside the cylinder. As the piston
continues to move upward it compresses the refrigerant, increasing its pressure. At a certain
point the pressure exerted by the refrigerant forces the exhaust valve to open and the
compressed refrigerant flows out of the cylinder. Once the piston reaches it top-most
position, it starts moving downward again and the cycle is repeated.
4.8.2 ROTARY COMPRESSORS
In a rotary compressor the refrigerant is compressed by the rotating action of a roller
inside a cylinder. The roller rotates eccentrically (off-centre) around a shaft so that part of the
21

roller is always in contact with the inside wall of the cylinder. A spring-mounted blade is
always rubbing against the roller. The two points of contact create two sealed areas of
continuously variable volume inside the cylinder. At a certain point in the rotation of the
roller, the intake port is exposed and a quantity of refrigerant is sucked into the cylinder,
filling one of the sealed areas.
Fig.4.3 working of rotary compressor
As the roller continues to rotate the volume of the area the refrigerant occupies is
reduced and the refrigerant is compressed. When the exhaust valve is exposed, the high-
pressure refrigerant forces the exhaust valve to open and the refrigerant is released. Rotary
compressors are very efficient because the actions of taking in refrigerant and compressing
refrigerant occur simultaneously.
Next chapter deals with the role of quality control, 7 QC tools used in the statistical
process control and discuss the gauge repeatability and reproducibility.
22

Chapter 5
QUALITY CONTROL
5.1 INTRODUCTION
The managerial process during which actual process performance is evaluated and
actions are taken on unusual performance. It is a process to ensure whether a product meets
predefined standards and requisite action taken if the standards are not met.
5.2 ROLE OF QUALITY CONTROL
Quality Control measures both products and processes for conformance to quality
requirements (including both the specific requirements prescribed by the product
specification, and the more general requirements prescribed by Quality Assurance); identifies
acceptable limits for significant Quality Attributes; identifies whether products and processes
fall within those limits (conform to requirements) or fall outside them (exhibit defects); and
reports accordingly. Correction of product failures generally lies outside the ambit of Quality
Control. The defects due to leaks in compressor pump kits is a Quality Control related
problem.
The recent advancements in Operations Management and Quality Control have
brought revolutionary techniques to solve problems related to Quality Control. These are the
7QC tools and 6-Sigma tools, to name a few. These tools fall under the category of Statistical
Process Control (SPC).
5.3 STATISTICAL PROCESS CONTROL
Statistical Process Control (SPC) is a collection of statistical techniques that are used
to monitor critical parameters and reduce variations. We used SPC to achieve process
stability and improve the capability through reduction of variability. Often the term
"Statistical Quality Control" is used interchangeably with "Statistical Process Control." The
23

objective of SPC is to get a process under control. This is done by identifying and eliminating
any specific causes of variation not associated with the process itself. A process that is in
control will constantly perform within its own natural limits.
SPC can be broken into two components: process control and acceptance sampling. In
process control, SPC involves these seven tools:
1. Histogram,
2. Check Sheet,
3. Pareto Chart,
4. Cause and Effect Diagram,
5. Defect Concentration Diagram,
6. Scatter Diagram and
7. Control Chart
These tools often called "The 7 QC tools." Most of the tools help us to identify a
problem in the process. Acceptance sampling is used to reduce variation in the process by
using statistical sampling techniques to select the proper sampling size and to interpret
whether our whole product should be accepted or rejected.
5.4 7QC TOOLS
Seven QC tools are fundamental instruments to improve the quality of the product.
They are used to analyze the production process, identify the major problems, control
fluctuations of product quality, and provide solutions to avoid future defects. Statistical
literacy is necessary to effectively use the seven QC tools. These tools use statistical
techniques and knowledge to accumulate data and analyze them.
Seven QC tools are utilized to organize the collected data in a way that is easy to
understand and analyze. Moreover, from using the seven QC tools, any specific problems in a
process are identified with 6 sigma Tools like process mapping & FMEA.
7QC tools always include
Check Sheet is used to easily collect data. Decision-making and actions are taken
from the data.
24

Pareto Chart is used to define problems, to set their priority, to illustrate the
problems detected, and determine their frequency in the process.
Cause-and-Effect Diagram (Fishbone Diagram) is used to figure out any possible
causes of a problem. After the major causes are known, we can solve the problem
accurately.
Histogram shows a bar chart of accumulated data and provides the easiest way to
evaluate the distribution of data.
Scatter Diagram is a graphical tool that plots many data points and shows a pattern
of correlation between two variables.
Flow Chart shows the process step by step and can sometimes identify an
unnecessary procedure.
Control Chart provides control limits which are generally three standard deviations
above and below average, whether or not our process is in control.
These tools help us identify the critical areas of defects and helps solve the problem
efficiently and effectively. The above tools proved to be highly efficient when effectively
apply to the present problem in Quality Control of compressors pump kits.
5.5 GAUGE REPETABILITY AND REPRODUCIBILITY
• Repeatability: It is the variability of measurements obtained by one person while
measuring the same parameter repeatedly.
• Reproducibility: It is the variability of measurement system caused by differences in
operator behavior.
Next chapter deals with the process capability and machine capability and conditions
for the process capability and machine capability.
25

.
Chapter 6
PROCESS CAPABILITY & MACHINE CAPABILITY
6.1 PROCESS CAPABILITY
Process capability is the long-term performance level of the process after it has been
brought under statistical control. In other words, process capability is the range over which
the natural variation of the process occurs as determined by the system of common causes.
Process capability is also the ability of the combination of people, machine, methods,
material, and measurements to produce a product that will consistently meet the design
requirements or customer expectation.
6.1.1 PROCESS CAPABILITY STUDY
Process capability study is a scientific and a systematic procedure that uses control
charts to detect and eliminate the unnatural causes of variation until a state of statistical
control is reached. When the study is completed, you will identify the natural variability of
the process.
6.1.2 NECESSITY OF KNOWING THE CAPABILITY OF OUR PROCESSES
Process capability measurements allow us to summarize process capability in terms of
meaningful percentages and metrics. To predict the extent to which the process will be able to
hold tolerance or customer requirements. Based on the law of probability, you can compute
how often the process will meet the specification or the expectation of your customer.
It helps you choose from among competing processes, the most appropriate one for
meeting customers' expectation. Knowing the capability of your processes, you can specify
better the quality performance requirements for new machines, parts and processes.
26

6.1.3 NECESSITY OF KNOWING THE CAPABILITY OF OUR SUPPLIER'S
PROCESSES
To understand hidden supplier costs. Suppliers may not know or hide their natural
capability limits in an effort to keep business. This could mean that unnecessary costs could
occur such as sorting to actually meet customer needs. To be pro-active, For example, Cpk
estimation made using injection molding pressure measurements during a molding cycle may
help reveal a faulty piston pressure valve ready to malfunction before the actual molded part
measurements go out of specifications.
6.1.4 MEASURES OF PROCESS CAPABILITY - PROCESS CAPABILITY INDICES
Cp, Cpl, Cpu and Cpk are the four most common and timed tested measures of
process capability.
Process capability indices measure the degree to which your process produces output
that meets the customer's specification.
Process capability indices can be used effectively to summarize process capability
information in a convenient unit less system.
Cp and Cpk are quantitative expressions that personify the variability of your process
(its natural limits) relative to its specification limits (customer requirements).
Following are the graphical details and equations quantifying process capability
27

A minimum of four possible outcomes can arise when the natural process variability is compared with
the design specifications or customer expectations:
Case 1: Cpk > 1.33 (A Highly Capable Process)
This process should produce less than 64 ppm. This process will produce conforming
products as long as it remains in statistical control. The process owner can claim that the customer
should experience least difficulty and greater reliability with this product. This should translate into
higher profits.
Note: Cpk values of 1.33 or greater are considered to be industry benchmarks. This means that the
process is contained within four standard deviations of the process specifications.
Case 2: Cpk = 1 to 1.33 (A Barely Capable Process)
This process will produce greater than 64 ppm but less than 2700 non-conforming
ppm. This process has a spread just about equal to specification width. It should be noted that
28

if the process mean moves to the left or the right, a significant portion of product will start
falling outside one of the specification limits. This process must be closely monitored.
Case 3: Cpk < 1 (The Process is not Capable)
This process will produce more than 2700 non-conforming ppm. It is impossible for
the current process to meet specifications even when it is in statistical control. If the
specifications are realistic, an effort must be immediately made to improve the process (i.e.
reduce variation) to the point where it is capable of producing consistently within
specifications.
Case 4: Cpk < 1 (The Process is not Capable)
This process will also produce more than 2700 non-conforming ppm. The variability
(s) and specification width is assumed to be the same as in case 2, but the process average is
off-center. In such cases, adjustment is required to move the process mean back to target. If
no action is taken, a substantial portion of the output will fall outside the specification limit
even though the process might be in statistical control.
29

6.2 MACHINE CAPABILITY
Machine capability is the ability of machine to produce a product that will
consistently meet the design requirements or customer expectation.
6.2.1 MACHINE CAPABILITY INDEX (Cm)
Machine capability index which gives capability of the machine to meet the tolerance,
is expressed in terms of a ratio as follows.
Cm = (Tolerance) ٪ (6 sigma for machine)
Since process capability index should be greater than 1.33, it may be preferable to
achieve an index of 1.67 or even 2 for machine capability. However, if improvement in
machine capability involves expensive modification, check overall process variation before
making such modifications. If variation from other factors such as material, method, man is
negligible, then machine capability index of 1.50 to 1.66 may be sufficient for the process.
Next chapter deals with the results of gauge repeatability and reproducibility, machine
capability and process capability reports in AW machine shop and RN assembly.
30

Chapter 7
PROCESS CAPABILITY REPORTS OF DIFFERENT SHOPS
7.1 AW MACHINE SHOP
The components of AW series compressors undergo different types of operations
before going to kit assembly in the AW machine shop which already discussed in chapter 3.
Among various operations only critical operations are considered for doing this project.
Critical operations are defined as the operations which directly effect the quality of the
product.
The quality of the product mainly depends on the machine capability and process
capability, which are discussed in chapter 6. So, the quality is controlled by providing the
better capable processes.
Before going to know about the process capability and machine capability, first check
the gauge repeatability and reproducibility of the gauges used in those critical operations for
measuring the specifications of the parameter.
7.1.1 GRR (GAUGE REPEATABILITY & REPRODUCIBILITY) REPORTS
For calculating the GRR there are some standard formulas provided. In this project
Microsoft excel sheet is used to calculate the values of GRR. In this a Microsoft excel sheet is
created such that it has the all formulas for calculating GRR and give final value of GRR just
by entering the measured values of the parameters.
7.1.1.1 CONDITIONS FOR GRR TEST
1. GRR is less than 10 % and NDC (No. of Distinct Categories) is greater than 5 -
Measurement system can be used for SPC study.
2. GRR between 10% to 30% & NDC (No. of Distinct Categories) is greater than 5 -
Measurement system can be used for detection purpose only.
3. GRR above 30 % - Error - Measurement system stands rejected.
31

7.1.1.2 FORMULAS FOR GRR
Operators : A,B & C
No. of Trails, r = 3
No. of Parts, n=10
Gauge Repeatability and Reproducibility, GRR =
o Repeatability - Equipment variation, EV = Rbar * K₁
K₁ = 0.5908 Rbar = (Ra + Rb +Rc)/3 Ra = , Rb = & Rc =
Range,Rai= Rbi = Rci = (Max. value during the trails – Min value during the trails) for part i.o Reproducibility - Appraiser Variation, AV =
Xdiff = Max(Xj) – Min(Xj), where j stands for operator
where Xj = average of all values collected by operator j.
% GRR = 100 ( GRR/ TV)
o Total Variation, TV =
o Part Variation, PV = Rp * K₃
o K₃ = 0.3146
o Rp = Max(Ai) – Min(Ai), where I stands for part
o Average, Ai = (Rai+ Rbi + Rci) / 3 No. of Distinct Categories, NDC = 1.41 (PV / GRR)
By using above formulas GRR can be calculated.
7.1.1.3 GRR TABLE
It contains following data
32

Parameter is to be measured
Part name
Specification of parameter
Collected data
GRR report of Crank case- cylinder bore diameter on Honing Machine 1
The following table 7.1 shows the GRR sheet for the gauge which is used at honing
machine1. In this machine, honing operation is done for the crank case cylinder bore
diameter. The specification of the cylinder bore diameter is 1.5494/1.5506, it means for
honing operation the lower specification limit is 1.5494 and upper specification limit is
1.5506. Here Air gauge is used to measure the specifications. All the readings are in inches
which are mentioned in the following tables. In which three operators say A, B & C are taken
the readings in three trails for ten different parts or samples. The shaded area in the table
represents the values generated by Microsoft excel. At the end of the table GRR (Gauge
Repeatability and Reproducibility) and NDC (No. of Distinct Categories) values are
provided. This Explanation is similar for all GRR tables but parameter and machine are
changed.
GRR ( III EDITION)
DATA COLLECTION SHEET
Part Name: Crank Case Gauge name: Air gauge Date: 28/02/2010 Machine : Honing 1
Parameter: cylinder bore dia Spec: 1.5494/1.5506 Performed by: JNTU students
Operator
PART
Trial 1 2 3 4 5 6 7 8 9 10
A – 1 1.55070 1.55000 1.54965 1.54980 1.54995 1.55000 1.55165 1.55000 1.54985 1.54945 Avg. 1.5501
A – 2 1.55070 1.55000 1.54965 1.54980 1.54985 1.55000 1.55165 1.55000 1.54980 1.54945 Avg. 1.5501
A – 3 1.55070 1.55000 1.54965 1.54980 1.54985 1.54995 1.55160 1.55000 1.54980 1.54945 Avg. 1.5501
Average 1.5507 1.5500 1.5497 1.5498 1.5499 1.5500 1.5516 1.5500 1.5498 1.5495 X a 1.5501
Range 0.0000 0.0000 0.0000 0.0000 0.0001 0.0001 0.0000 0.0000 0.0000 0.0000 R a = 0.00002
B -1 1.55075 1.55000 1.54965 1.54980 1.54985 1.54995 1.55165 1.55000 1.54985 1.54950 Avg. 1.5501
B -2 1.55075 1.55000 1.54965 1.54985 1.54985 1.55000 1.55165 1.55000 1.54985 1.54950 Avg. 1.5501
B -3 1.55070 1.54995 1.54965 1.54980 1.54985 1.54995 1.55160 1.55000 1.54980 1.54945 Avg. 1.5501
Average 1.5507 1.5500 1.5497 1.5498 1.5499 1.5500 1.5516 1.5500 1.5498 1.5495 X b = 1.5501
33

Range 0.0001 0.0001 0.0000 0.0000 0.0000 0.0001 0.0000 0.0000 0.0000 0.0001 R b = 0.00004
C – 1 1.55075 1.55000 1.54965 1.54980 1.54985 1.54995 1.55165 1.55000 1.54980 1.54950 Avg. 1.5501
C – 2 1.55075 1.55000 1.54965 1.54985 1.54985 1.55000 1.55165 1.55000 1.54985 1.54950 Avg. 1.5501
C – 3 1.55070 1.55000 1.54965 1.54980 1.54980 1.54995 1.55160 1.55000 1.54980 1.54945 Avg. 1.5501
Average 1.5507 1.5500 1.5497 1.5498 1.5498 1.5500 1.5516 1.5500 1.5498 1.5495 Xc = 1.5501
Range 0.0001 0.0000 0.0000 0.0000 0.0000 0.0001 0.0000 0.0000 0.0000 0.0001 Rc = 0.00003
Part
Average1.5507 1.5500 1.5497 1.5498 1.5499 1.5500 1.5516 1.5500 1.5498 1.5495
% GRR – 2.86 NDC- 51
Table 7.1
From the above table 7.1 GRR is less than 10% and NDC is greater than 5. So, from
the conditions of GRR test, it is found that the Measurement system can be used for
SPC (statistical process control) study.
GRR report of Crank case- cylinder bore diameter on Honing Machine 2
GRR ( III EDITION)
DATA COLLECTION SHEET
Part Name: Crank Case Gauge name: Air gauge Date: 28/02/2010 Machine : Honing 2
Parameter: cylinder bore dia Spec: 1.5494/1.5506 Performed by: JNTU students
Operator PART
Trial 1 2 3 4 5 6 7 8 9 10
A – 1 1.55170 1.55030 1.55025 1.55010 1.54995 1.54985 1.55010 1.55015 1.54950 1.55018 Avg. 1.5502
A – 2 1.55170 1.55030 1.55025 1.55010 1.55000 1.54990 1.55010 1.55015 1.55000 1.54950 Avg. 1.5502
A – 3 1.55170 1.55030 1.55025 1.55010 1.54990 1.54990 1.55010 1.55015 1.55000 1.54950 Avg. 1.5502
Average 1.5517 1.5503 1.5503 1.5501 1.5500 1.5499 1.5501 1.5502 1.5498 1.5497 X a 1.5502
Range 0.0000 0.0000 0.0000 0.0000 0.0001 0.0001 0.0000 0.0000 0.0005 0.0007 R a = 0.00013
B -1 1.55160 1.55030 1.55025 1.55010 1.54990 1.54990 1.55010 1.55015 1.54995 1.54950 Avg. 1.5502
B -2 1.55175 1.55030 1.55030 1.55010 1.54995 1.54990 1.55010 1.55015 1.55000 1.54950 Avg. 1.5502
B -3 1.55175 1.55030 1.55025 1.55010 1.54995 1.54990 1.55010 1.55015 1.55000 1.54950 Avg. 1.5502
Average 1.5517 1.5503 1.5503 1.5501 1.5499 1.5499 1.5501 1.5502 1.5500 1.5495 X b = 1.5502
Range 0.0001 0.0000 0.0001 0.0000 0.0000 0.0000 0.0000 0.0000 0.0001 0.0000 R b = 0.00003
C – 1 1.55165 1.55030 1.55030 1.55015 1.54995 1.54990 1.55015 1.55015 1.55000 1.54950 Avg. 1.5502
C – 2 1.55175 1.55030 1.55030 1.55010 1.54995 1.54990 1.55010 1.55015 1.55000 1.54950 Avg. 1.5502
34

C – 3 1.55170 1.55030 1.55030 1.55015 1.54995 1.54990 1.55010 1.55015 1.55000 1.54950 Avg. 1.5502
Average 1.5517 1.5503 1.5503 1.5501 1.5500 1.5499 1.5501 1.5502 1.5500 1.5495 Xc = 1.5502
Range 0.0001 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 Rc = 0.00002
Part Average 1.5517 1.5503 1.5503 1.5501 1.5499 1.5499 1.5501 1.5502 1.5499 1.5496
% GRR – 5.46 NDC- 26
Table 7.2
From the above table 7.2 GRR is less than 10% and NDC is greater than 5. So, from
the conditions of GRR test, it is found that the Measurement system can be used for
SPC (statistical process control) study.
GRR report of Crank Shaft- S.E pin diameter on Parishudh S.E Machine
GRR ( III EDITION)
DATA COLLECTION SHEET
Part Name: Crank Shaft Gauge name: Air gauge Date: 28/02/2010 Machine : Parishudh
S.E
Parameter: S.E pin diameter Spec: 1.4371/1.4376 Performed by: JNTU students
Operator
PART
Trial 1 2 3 4 5 6 7 8 9 10
A – 1 1.43725 1.43730 1.43785 1.43735 1.43730 1.43735 1.43725 1.43665 1.43740 1.43725 Avg. 1.4373
A – 2 1.43740 1.43730 1.43785 1.43735 1.43740 1.43730 1.43725 1.43670 1.43730 1.43725 Avg. 1.4373
A – 3 1.43740 1.43725 1.43780 1.43735 1.43730 1.43735 1.43720 1.43665 1.43725 1.43725 Avg. 1.4373
Average 1.4374 1.4373 1.4378 1.4374 1.4373 1.4373 1.4372 1.4367 1.4373 1.4373
X a 1.4373
Range 0.0002 0.0001 0.0001 0.0000 0.0001 0.0000 0.0000 0.0001 0.0002 0.0000R a = 0.0000
7
B -1 1.43745 1.43740 1.43780 1.43740 1.43735 1.43750 1.43725 1.43675 1.43675 1.43730 Avg. 1.4373
B -2 1.43745 1.43730 1.43780 1.43740 1.43735 1.43735 1.43725 1.43670 1.43670 1.43725 Avg. 1.4373
B -3 1.43730 1.43725 1.43780 1.43730 1.43730 1.43735 1.43725 1.43665 1.43740 1.43725 Avg. 1.4373
Average 1.4374 1.4373 1.4378 1.4374 1.4373 1.4374 1.4373 1.4367 1.4370 1.4373
X b =1.4373
Range 0.0001 0.0002 0.0000 0.0001 0.0000 0.0002 0.0000 0.0001 0.0007 0.0001R b = 0.0001
4
C – 1 1.43745 1.43730 1.43780 1.43740 1.43735 1.43740 1.43730 1.43655 1.43740 1.43725 Avg. 1.4373
C – 2 1.43740 1.43740 1.43785 1.43740 1.43740 1.43745 1.43720 1.43655 1.43740 1.43725 Avg. 1.4373
C – 3 1.43730 1.43730 1.43780 1.43730 1.43730 1.43745 1.43725 1.43655 1.43730 1.43715 Avg. 1.4373
35

Average 1.4374 1.4373 1.4378 1.4374 1.4374 1.4374 1.4373 1.4366 1.4374 1.4372
Xc =1.4373
Range 0.0001 0.0001 0.0001 0.0001 0.0001 0.0000 0.0001 0.0000 0.0001 0.0001Rc = 0.0000
8
Part
Average 1.4374 1.4373 1.4378 1.4374 1.4373 1.4374 1.4372 1.4366 1.4372 1.4372
% GRR – 15.97 NDC- 9
Table 7.3
From the above table 7.3 GRR is between10- 30% and NDC is greater than 5. So,
from the conditions of GRR test, it is found that Measurement system can be used for
detection purpose only.
GRR report of Crank Shaft- L.E pin diameter on Parishudh L.E Machine
GRR ( III EDITION)
DATA COLLECTION SHEET
Part Name: Crank Shaft Gauge name: Air gauge Date: 28/02/2010 Machine : Parishudh
L.E
Parameter: L.E pin diameter Spec: 1.4371/1.4376 Performed by: JNTU students
Operator
PART
Trial 1 2 3 4 5 6 7 8 9 10
A – 1 1.43750 1.43785 1.43745 1.43750 1.43735 1.43750 1.43745 1.43660 1.43745 1.43750 Avg. 1.4373
A – 2 1.43745 1.43780 1.43740 1.43745 1.43730 1.43740 1.43740 1.43655 1.43745 1.43745 Avg. 1.4373
A – 3 1.43740 1.43780 1.43740 1.43745 1.43735 1.43750 1.43745 1.43665 1.43745 1.43745 Avg. 1.4373
Average 1.4375 1.4378 1.4374 1.4375 1.4373 1.4375 1.4374 1.4366 1.4375 1.4375 X a 1.4373
Range 0.0001 0.0001 0.0000 0.0001 0.0000 0.0001 0.0000 0.0001 0.0000 0.0001R a = 0.00007
B -1 1.43745 1.43780 1.43745 1.43750 1.43740 1.43745 1.43745 1.43660 1.43750 1.43750 Avg. 1.4373
B -2 1.43750 1.43780 1.43740 1.43750 1.43740 1.43740 1.43745 1.43665 1.43745 1.43750 Avg. 1.4373
B -3 1.43740 1.43780 1.43740 1.43750 1.43735 1.43740 1.43745 1.43655 1.43745 1.43750 Avg. 1.4373
Average 1.4375 1.4378 1.4374 1.4375 1.4374 1.4374 1.4375 1.4366 1.4375 1.4375X b = 1.4373
Range 0.0001 0.0000 0.0000 0.0000 0.0001 0.0000 0.0000 1.4375 0.0001 0.0000R b = 0.00014
C – 1 1.43735 1.43780 1.43740 1.43745 1.43730 1.43740 1.1.4373 1.43660 1.43740 1.43740 Avg. 1.4373
C – 2 1.43735 1.43780 1.43730 1.43745 1.43735 1.43735 1.43740 1.43665 1.43740 1.43745 Avg. 1.4373
C – 3 1.43740 1.43780 1.43740 1.43745 1.43740 1.43740 1.43740 1.43660 1.43745 1.43745 Avg. 1.4374
Average 1.4374 1.4378 1.4374 1.4375 1.4374 1.4374 1.4374 1.4366 1.4374 1.4374 Xc 1.4374
36

=
Range 0.0001 0.0000 0.0001 0.0000 0.0001 0.0001 0.0000 0.0000 0.0000 0.0000 Rc = 0.00004
Part
Average 1.4374 1.4378 1.4374 1.4375 1.4374 1.4374 1.4374 1.4366 1.4374 1.4375
% GRR – 9.49 NDC- 15
Table 7.4
From the above table 7.4 GRR is less than 10% and NDC is greater than 5. So, from
the conditions of GRR test, it is found that the Measurement system can be used for
SPC (statistical process control) study.
GRR report of Piston OD grinding on Micron Machine
GRR ( III EDITION)
DATA COLLECTION SHEET
Part Name: Piston Gauge name: Air gauge Date: 02/03/2010 Machine : Micron
Parameter: Piston OD grinding Spec: 1.5490/1.5500 Performed by: JNTU students
Operator PART
Trial 1 2 3 4 5 6 7 8 9 10
A – 1 1.54895 1.54935 1.54955 1.54945 1.54920 1.54940 1.54970 1.54865 1.54975 1.54905 Avg. 1.5493
A – 2 1.54900 1.54935 1.54955 1.54950 1.54925 1.54940 1.54975 1.54870 1.54975 1.54910 Avg. 1.5493
A – 3 1.54900 1.54940 1.54955 1.54950 1.54925 1.54945 1.54975 1.54865 1.54975 1.54905 Avg. 1.5493
Average 1.5490 1.5494 1.5496 1.5495 1.5492 1.5494 1.5497 1.5487 1.5498 1.5491 X a 1.5493
Range 0.0000 0.0001 0.0000 0.0001 0.0001 0.0000 0.0000 0.0000 0.0000 0.0000R a = 0.00004
B -1 1.54895 1.54935 1.54955 1.54950 1.54915 1.54935 1.54975 1.54870 1.54975 1.54905 Avg. 1.5493
B -2 1.54900 1.54940 1.54955 1.54950 1.54925 1.54945 1.54975 1.54870 1.54975 1.54910 Avg. 1.5493
B -3 1.54900 1.54940 1.54955 1.54950 1.54925 1.54945 1.54975 1.54870 1.54975 1.54905 Avg. 1.5493
Average 1.5490 1.5494 1.5496 1.5495 1.5492 1.5494 1.5498 1.5487 1.5498 1.5491X b = 1.5493
Range 0.0000 0.0001 0.0000 0.0000 0.0001 0.0001 0.0000 0.0000 0.0000 0.0000R b = 0.00003
C – 1 1.54900 1.54940 1.54955 1.54945 1.54920 1.54940 1.54975 1.54870 1.54975 1.54905 Avg. 1.5493
C – 2 1.54900 1.54940 1.54955 1.54950 1.54925 1.54945 1.54975 1.54870 1.54975 1.54910 Avg. 1.5493
C – 3 1.54900 1.54935 1.54955 1.54950 1.54920 1.54940 1.54975 1.54870 1.54975 1.54905 Avg. 1.5493
Average 1.5490 1.5494 1.5496 1.5495 1.5492 1.5494 1.5498 1.5487 1.5498 1.5491 Xc 1.5493
37

=
Range 0.0000 0.0001 0.0000 0.0001 0.0001 0.0000 0.0000 0.0000 0.0000 0.0000 Rc = 0.00003
Part
Average 1.5490 1.5494 1.5496 1.5495 1.5492 1.5494 1.5497 1.5487 1.5498 1.5491
% GRR – 5.98 NDC- 24
Table 7.5
From the above table 7.5 GRR is less than 10% and NDC is greater than 5. So, from
the conditions of GRR test, it is found that the Measurement system can be used for
SPC (statistical process control) study.
GRR report of Connecting Rod crank bore on XLO - 732 Machine
GRR ( III EDITION)
DATA COLLECTION SHEET
Part Name: Piston Gauge name: Air gauge Date: 02/03/2010 Machine : Micron
Parameter: Piston OD grinding Spec: 1.4382/1.4386 Performed by: JNTU students
Operator PART
Trial 1 2 3 4 5 6 7 8 9 10
A – 1 1.43855 1.43875 1.43860 1.43840 1.43850 1.43880 1.43880 1.43815 1.43880 1.43875 Avg. 1.4386
A – 2 1.43860 1.43880 1.43865 1.43840 1.43850 1.43875 1.43880 1.43815 1.43880 1.43875 Avg. 1.4386
A – 3 1.43855 1.43880 1.43865 1.43845 1.43850 1.43880 1.43880 1.43815 1.43880 1.43875 Avg. 1.4386
Average 1.4386 1.4388 1.4386 1.4384 1.4385 1.4388 1.4388 1.4382 1.4388 1.4388 X a 1.4386
Range 0.0001 0.0001 0.0000 0.0001 0.0000 0.0001 0.0000 0.0000 0.0000 0.0000 R a = 0.00003
B -1 1.43860 1.43875 1.43865 1.43840 1.43850 1.43880 1.43880 1.43820 1.43880 1.43875 Avg. 1.4386
B -2 1.43860 1.43880 1.43865 1.43845 1.43850 1.43880 1.43880 1.43815 1.43880 1.43875 Avg. 1.4386
B -3 1.43860 1.43880 1.43865 1.43845 1.43850 1.43880 1.43880 1.43815 1.43880 1.43875 Avg. 1.4386
Average 1.4386 1.4388 1.4387 1.4384 1.4385 1.4388 1.4388 1.4382 1.4388 1.4388 X b = 1.4386
Range 0.0000 0.0001 0.0000 0.0001 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 R b = 0.00002
C – 1 1.43855 1.43880 1.43860 1.43840 1.43845 1.43880 1.43885 1.43815 1.43880 1.43875 Avg. 1.4386
C – 2 1.43855 1.43880 1.43865 1.43840 1.43850 1.43880 1.43885 1.43815 1.43880 1.43875 Avg. 1.4386
C – 3 1.43860 1.43875 1.43860 1.43845 1.43850 1.43875 1.43880 1.43820 1.43880 1.43875 Avg. 1.4386
Average 1.4386 1.4388 1.4386 1.4384 1.4385 1.4388 1.4388 1.4382 1.4388 1.4388 Xc = 1.4386
38

Range 0.0001 0.0001 0.0000 0.0001 0.0000 0.0001 0.0000 0.0000 0.0000 0.0000 Rc = 0.00004
Part
Average 1.5490 1.5494 1.5496 1.5495 1.5492 1.5494 1.5497 1.5487 1.5498 1.5491
% GRR – 8.09 NDC- 17
Table 7.6
From the above table 7.6 GRR is less than 10% and NDC is greater than 5. So, from the
conditions of GRR test, it is found that the Measurement system can be used for SPC
(statistical process control) study.
7.1.1.4 SUMMARY SHEET FOR GRR TEST
S.NO COMPONENT MACHINE PARAMETER GRR NDC
TEST
(PASS/
FAIL)
1 CRANK CASEHONING - 1 (OLD) CYL. BORE DIA 2.76 51 P
HONING - 2(NEW) CYL. BORE DIA 5.46 26 P
2 CRANK SHAFTPARISHUDH S.E S.E PIN DIA 15.97 9 F
PARISHUDH L.E L.E PIN DIA 9.49 15 P
3 PISTON MICRON OD GRINDING 5.98 24 P
4CONNECTING
RODXLO – 732 CRANK BORE DIA 8.09 17
P
Table 7.7 Summery sheet for GRR test
From the above table 7.7
It is clear that the gauges available at the machines say Honing-1, Honing -2,
Parishudh L.E, Micron and XLO – 732 are satisfy the first condition (GRR % less
than 10 % and NDC greater than 5) of GRR test. So, these gauges can be used for
SPC study.
But the gauge at Parishudh S.E machine satisfies the second condition (GRR between
10% to 30% & NDC greater than 5) of GRR test. So, this gauge can be used for
detection purpose only.
7.1.2 MACHINE CAPABILITY REPORTS
To know the capabilities of various machines, the machine capability test is
performed. To perform this test some standard form of collection data table and formulas are
39

used. This work is done on Microsoft excel by creating a excel sheet such that it contains the
formulas for calculating machine capability.
7.1.2.1 CONDITION FOR MACHINE CAPABILITY TEST
The capability of the machine should be greater than 2, for the machine to be in good
working condition.
7.1.2.2 FORMULAS FOR CALCULATING MACHINE CAPABILITY
No. of times readings are taken (by providing some interval between them), n = 10
Range , Ri = Max value – Min value
Average of all ranges, Rbar =
Constant, d ₂ = 2.326 Sigma = Rbar / d₂
6Sigma = 6 * Sigma Tolerance =USL – LSL
o USL – Upper Specification Limit o LSL – Lower Specification Limit
Machine Capability = Tolerance / 6Sigma7.1.2.3 PROCEDURE FOR CALCULATING MACHINE CAPABILITY
Collect the data for different parameters from different machines in time intervals.
Enter the data in the Microsoft excel sheet as shown in following table.
The Microsoft excel sheet automatically generates the machine capability values, in
which we provide the formulas for calculating machine capability.
Machine Capability Report of Honing1 Machine (CYLINDER BORE DIA) (Spec: 1.5494/1.5506)
The following table 7.8 shows the machine capability sheet for Honing Machine1. In
this machine, honing operation is done for the crank case cylinder bore diameter. In this table
first column shows the serial number, second column shows the time at which readings are
taken, next column shows the samples or work pieces readings taken during the time
40

mentioned in the column2. The range column shows the difference in the maximum reading
and minimum reading in the corresponding row. R bar is the average of all ranges. d₂ is
constant. Tolerance is the difference between the specification limits. For sigma, 6sigma and
machine capability formulas are provided earlier. As mentioned in the procedure 7.1.2.3,
after entering all values in excel sheet it generates machine capability values. From these
tables capability value is taken for the test. This explanation is similar for all AW and RN
tables drawn in following pages, but machines are different.
S.NO
TimeSamples
Range R bar d2 Sigma 6
SigmaToleranc
ecapability
1 2 3 4 5
1 9:45 1.55000 1.55005 1.54995 1.54995 1.54990 0.00015
0.00029 2.326 0.00013 0.00076 0.0012 1.577
2 11:15 1.55020 1.55010 1.55000 1.54980 1.54965 0.00055
3 11:45 1.54990 1.55025 1.55015 1.55000 1.54990 0.00035
4 12:15 1.55020 1.55025 1.55020 1.55010 1.55005 0.00020
5 12:45 1.55020 1.55015 1.55000 1.55015 1.55010 0.00020
6 13:45 1.54995 1.55010 1.55005 1.55005 1.54995 0.00015
7 14:15 1.54990 1.55015 1.55005 1.55025 1.55020 0.00035
8 14:45 1.54990 1.54955 1.54955 1.54945 1.54925 0.00065
9 15:15 1.54980 1.54980 1.54970 1.54955 1.54960 0.00025
10 15:45 1.54995 1.54990 1.54995 1.54990 1.54985 0.00010
Table 7.8
From the table 7.8 it is found that machine capability is less than 2. So, the required
condition for machine capability test is not satisfied.
Machine Capability Report of Honing2 Machine ( CYLINDER BORE DIA) (Spec:
1.5494/1.5506 )
S.NO
TimeSamples
Range R bar d2 Sigma 6
SigmaTolera
nceCapabil
ity1 2 3 4 5
1 9:50 1.55015 1.55005 1.55005 1.54995 1.54995 0.00020
0.00014 2.326 0.00006 0.00037 0.0012 3.208
2 11:20 1.55000 1.54995 1.54985 1.54980 1.54980 0.00020
3 11:50 1.55000 1.54995 1.55005 1.55000 1.55015 0.00020
4 12:20 1.54990 1.55000 1.55005 1.54990 1.54990 0.00015
5 12:50 1.54995 1.54995 1.54995 1.54990 1.54995 0.00005
6 13:50 1.55000 1.54995 1.54995 1.54995 1.54990 0.00010
7 14:20 1.54995 1.54990 1.54995 1.55000 1.54990 0.00010
41

8 14:50 1.54995 1.54995 1.55000 1.54985 1.54990 0.00015
9 15:20 1.55005 1.55000 1.55005 1.55000 1.55015 0.00015
10 15:50 1.55000 1.54995 1.54990 1.54985 1.54985 0.00015
Table 7.9
From the table 7.9 it is found that machine capability is greater than 2. So, the
required condition for machine capability test is satisfied.
Machine Capability Report of Parishudh S.E Machine (Crank Shaft) (Spec:
1.4371/1.4376)
S.NO
TimeSamples
Range R bar d2 Sigma 6
SigmaToleranc
ecapabili
ty1 2 3 4 5
1 12:20 1.43730 1.43735 1.43735 1.43735 1.43730 0.00005
0.00005 2.326 0.00002 0.00013 0.0005 3.877
2 12:50 1.43730 1.43730 1.43730 1.43730 1.43730 0.00000
3 13:45 1.43730 1.43725 1.43735 1.43725 1.43730 0.00010
4 14:45 1.43730 1.43735 1.43735 1.43730 1.43735 0.00005
5 15:10 1.43730 1.43730 1.43725 1.43730 1.43725 0.00005
6 15:35 1.43730 1.43730 1.43730 1.43735 1.43735 0.00005
7 16:00 1.43735 1.43735 1.43735 1.43730 1.43730 0.00005
8 16:25 1.43730 1.43725 1.43725 1.43725 1.43730 0.00005
9 16:50 1.43730 1.43735 1.43735 1.43735 1.43730 0.00005
10 17:50 1.43730 1.43730 1.43730 1.43725 1.43725 0.00005
Table 7.10
From the table 7.10 it is found that machine capability is greater than 2. So, the required
condition for machine capability test is satisfied.
Machine Capability Report of Parishudh L.E Machine (Crank Shaft) (Spec:
1.4371/1.4376)
S.NO
TimeSamples
Range R bar d2 Sigma 6
SigmaToleranc
ecapabili
ty1 2 3 4 5
1 12:25 1.43740 1.43735 1.43735 1.43735 1.43735 0.00005
0.00006 2.326 0.00003 0.00015 0.0005 3.2312 12:55 1.43735 1.43735 1.43730 1.43735 1.43740 0.00010
3 13:50 1.43735 1.43730 1.43735 1.43730 1.43730 0.00005
4 14:50 1.43735 1.43730 1.43735 1.43735 1.43735 0.00005
42

5 15:15 1.43735 1.43735 1.43730 1.43730 1.43730 0.00005
6 15:40 1.43735 1.43735 1.43735 1.43740 1.43735 0.00005
7 16:05 1.43735 1.43735 1.43740 1.43740 1.43745 0.00010
8 16:30 1.43735 1.43735 1.43735 1.43735 1.43730 0.00005
9 16:55 1.43735 1.43735 1.43735 1.43730 1.43730 0.00005
10 17:20 1.43735 1.43740 1.43740 1.43740 1.43735 0.00005
Table 7.11
From the table 7.11 it is found that machine capability is greater than 2. So, the
required condition for machine capability test is satisfied.
Machine Capability Report of EMT Machine ( Piston deck height) (Spec: 0.8403/0.8443)
S.NO
TimeSamples
Range R bar d2 Sigma 6
SigmaToleran
cecapabil
ity1 2 3 4 5
1 13:20 0.8468 0.8443 0.8458 0.8453 0.8443 0.0025
0.00265 2.326 0.00114 0.00684 0.004 0.585
2 13:50 0.8468 0.8458 0.8458 0.8453 0.8443 0.0025
3 14:40 0.8468 0.8463 0.8453 0.8448 0.8443 0.0025
4 15:05 0.8468 0.8443 0.8468 0.8453 0.8413 0.0055
5 15:30 0.8463 0.8443 0.8438 0.8463 0.8463 0.0025
6 15:55 0.8468 0.8468 0.8473 0.8438 0.8458 0.0035
7 16:20 0.8468 0.8468 0.8443 0.8453 0.8463 0.0025
8 16:45 0.8458 0.8458 0.8463 0.8473 0.8453 0.0020
9 17:10 0.8468 0.8458 0.8473 0.8453 0.8458 0.0020
10 17:35 0.8458 0.8468 0.8458 0.8463 0.8463 0.0010
Table 7.12
From the table 7.12 it is found that machine capability is less than 2. So, the required
condition for machine capability test is not satisfied.
Machine Capability Report of TU-2065 Machine ( Piston deck height) (Spec:
0.7938/0.7958)
S.NO
TimeSamples
Range R bar d2 Sigma 6
SigmaToleranc
ecapabili
ty1 2 3 4 5
1 13:00 0.7955 0.7940 0.7965 0.7945 0.7965 0.0025
0.00260 2.326 0.00112 0.00671 0.002 0.2982 13:40 0.7965 0.7940 0.7965 0.7950 0.7950 0.0025
3 14:15 0.7960 0.7940 0.7965 0.7950 0.7960 0.0025
43

4 14:55 0.7960 0.7965 0.7965 0.7965 0.7955 0.0010
5 15:20 0.7970 0.7935 0.7960 0.7945 0.7910 0.0060
6 15:45 0.7965 0.7940 0.7960 0.7950 0.7930 0.0035
7 16:10 0.7940 0.7950 0.7955 0.7950 0.7960 0.0020
8 16:35 0.7955 0.7975 0.7950 0.7960 0.7950 0.0025
9 17:00 0.7970 0.7970 0.7960 0.7955 0.7960 0.0015
10 17:25 0.7955 0.7950 0.7960 0.7965 0.7970 0.0020
Table 7.13
From the table 7.13 it is found that machine capability is less than 2. So, the required
condition for machine capability test is not satisfied.
7.1.2.4 SUMMARY SHEET FOR MACHINE CAPABILITY TEST
S.NO COMPONENT MACHINE PARAMETER MACHINE CAPABILITY
1 CRANK CASEHONING - 1 (OLD) CYL. BORE DIA 1.57
HONING - 2(NEW) CYL. BORE DIA 3.21
2 CRANK SHAFTPARISHUDH S.E S.E PIN DIA 3.87
PARISHUDH L.E L.E PIN DIA 3.23
3 PISTONEMT DECK HEIGHT 0.59
TUPELO 2065 DECK HEIGHT 0.30
Table 7.14: Summary sheet for Machine Capability test
From the above table 7.14
It is clear that the machine capabilities of Honing2, Parishudh SE and Parishudh LE
machines are greater than the required capability 2. Therefore they satisfies the
condition for the for machine capability test.
But the machine capabilities of Honing1, EMT and TUPELO2065 are less than 2. So,
the required condition for machine capability test is not satisfied.
7.1.3 PROCESS CAPABILITY REPORTS
44

To know the capabilities of various processes, process capability test is performed. In
this test first readings are collected and process capability charts for the collected data are
drawn. The readings are nothing but process specification for example diameter of the
cylinder bore.
For drawing the process capability charts MTAB software is used. This software
automatically generates the process capability charts for the given set of values.
This software needs the following information for drawing the process capability
charts.
Collected data
Lower specification limit
Upper specification limit
Title for the graph
So that the MTAB software generates the process capability charts. Through this
chart values of process capability (Cp) and process capability index (Cpk) are found.
7.1.3.1 CONDITIONS FOR THE PROCESS CAPABILITY TEST
1. Process capability index (Cpk) is greater than 1.33 - A Highly Capable Process.
2. Process capability index (Cpk) is between 1 to 1.33 - A Barely Capable Process.
3. Process capability index (Cpk) is less than 1 - The Process is not capable.
7.1.3.2 PROCEDURE FOR CALCULATING PROCESS CAPABILITY
Collect the data for different processes.
Enter the values in MTAB soft ware.
Enter the specification limits for the given parameters.
Enter the title of the graph.
Then MTAB automatically generates the process capability charts. From which the
process capability (Cp) and process capability index (Cpk) are taken.
7.1.3.3 COLLECTION DATA AND PROCESS CAPABILITY GRAPHS
45

Collected Data for Crank Case cylinder Bore
The following table 7.15 shows the collected values for drawing the process
capability charts. In this table the parameter is crank case cylinder bore diameter. AW crank
case has two cylinder bores, they are called top bore and bottom bore. In table first column
shows the serial number, second and third columns show the readings of top and bottom bore
on Honing machine1 and next two columns show the readings of top and bottom bore on
Honing machine2. All the readings are taken in inches and measured by using Air gauges.
The specification of the parameter is 1.5494/1.5496. This explanation is similar for all AW
and RN tables but the parameters and machines are different.
PARAMETER : CYLINDER BORE DIA
Specification : 1.5494/1.5506 Date : 03 / 03 / 10
MACHINE HONNING 1 HONNING 2 MACHINE HONNING 1 HONNING 2
S.NO TOP BOTTOM TOP BOTTOM S.NO TOP BOTTOM TOP BOTTOM
1 1.54995 1.54995 1.54990 1.54990 26 1.55020 1.55020 1.54990 1.54990
2 1.54990 1.54975 1.54980 1.54980 27 1.55005 1.54950 1.54980 1.54980
3 1.54975 1.54950 1.54990 1.54985 28 1.55020 1.55025 1.54980 1.54980
4 1.54975 1.54970 1.54985 1.54990 29 1.54995 1.55000 1.54980 1.54985
5 1.55000 1.54990 1.54985 1.54985 30 1.54990 1.54995 1.54990 1.54995
6 1.54985 1.54970 1.54990 1.54990 31 1.54995 1.54995 1.54995 1.54995
7 1.54985 1.54975 1.54980 1.54985 32 1.54995 1.54970 1.55000 1.55000
8 1.54990 1.54985 1.55000 1.54990 33 1.54970 1.54965 1.54995 1.54995
9 1.54990 1.59800 1.54985 1.54990 34 1.54995 1.54990 1.55005 1.55005
10 1.54980 1.54985 1.54980 1.54980 35 1.54995 1.54960 1.55000 1.55000
11 1.54995 1.55000 1.54985 1.54990 36 1.54965 1.54965 1.55005 1.55000
12 1.55025 1.55005 1.54995 1.54995 37 1.54970 1.54975 1.54985 1.54985
13 1.54990 1.54985 1.54990 1.54990 38 1.54975 1.54970 1.54990 1.54990
14 1.54995 1.55000 1.54980 1.54985 39 1.54965 1.54950 1.54995 1.54995
15 1.54985 1.54985 1.54990 1.54985 40 1.54975 1.54990 1.54990 1.54990
16 1.55005 1.55000 1.54995 1.54990 41 1.54960 1.54960 1.54995 1.54995
17 1.54990 1.54975 1.54980 1.54975 42 1.54950 1.54965 1.54985 1.54980
18 1.54995 1.55005 1.54995 1.54975 43 1.54990 1.54990 1.54980 1.54985
19 1.54985 1.54985 1.54970 1.54960 44 1.54965 1.54990 1.54980 1.54980
46

20 1.55005 1.54970 1.54995 1.54950 45 1.54940 1.54965 1.54990 1.54990
21 1.55010 1.55010 1.54985 1.54985 46 1.54970 1.54970 1.54985 1.54985
22 1.55005 1.55005 1.54990 1.54990 47 1.54985 1.54995 1.54985 1.54980
23 1.54985 1.54985 1.54995 1.54990 48 1.54940 1.54935 1.54990 1.54980
24 1.55015 1.54990 1.54990 1.54990 49 1.55035 1.55035 1.55000 1.54995
25 1.54995 1.54995 1.54985 1.54980 50 1.55015 1.54995 1.54980 1.54980
Table 7.15
Process Capability Graphs for Crank Case Cylinder Bore Diameter
The process capability graph explains the following points and this is common to all
process capability graphs drawn in following pages, but operation is different.
The LSL dotted vertical line shows the lower specification limit for the given
parameter. Here the parameter is cylinder bore diameter.
The USL dotted vertical line shows the upper specification limit for the given
parameter.
The rectangular bar in between the LSL and USL show the number of parts with in
the limit or specification.
The rectangular bars out side the LSL or USL show the number of parts out of the
limits.
If the rectangular bars show on left side of the LSL means the parts are in under size
and if they show on right side of the USL means the parts are in over size.
From this graph we obtain the process capability (Cp) and process capability index
(Cpk). These values are circled in the graph.
47

Graph 7.1
The above graph 7.1 obtains by entering the input values such are specifications of
cylinder bore diameter, upper specification limit and lower specification limit in MTAB.
From The above graph 7.1 Cp = 1.21 and Cpk = 0.84 of top bore diameter of
crank case at honing machine1
The graphs drawn below are followed by their corresponding Cp and Cpk values.
Graph 7.2
48

From The above graph 7.2 Cp = 0.93 and Cpk = 0.58 of bottom bore diameter of
crankcase at honing machine1
Graph 7.3
From The above graph 7.3 Cp = 2.53 and Cpk = 1.78 of top bore diameter of
crankcase at honing machine2
Graph 7.4
49

From The above graph 7.4 Cp = 2.90 and Cpk = 1.98 78 of bottom bore diameter
of crankcase at honing machine2
Collected Data for Piston Deck Height
PARAMETER :Deck Height MACHINE : TUPELO – 2065
SPECIFICATION :( Deck height : 0.8238 / 0.8258" )
Fixtures
Deck Height
(0.8238/0.8258)
Deck Height
(0.8238/0.8258)
Deck Height
(0.8238/0.8258)
Deck Height (0.8238/0.825
8)
Deck Height
(0.8238/0.8258)
Deck Height
(0.8238/0.8258)
Deck Height
(0.8238/0.8258)
Deck Height
(0.8238/0.8258)
1LL 3LL 3RL 3RR 4LL 4LR 4RL 4RR
1 0.8240 0.8265 0.8240 0.8250 0.8255 0.8260 0.8260 0.8250
2 0.8250 0.8260 0.8245 0.8255 0.8250 0.8250 0.8255 0.8250
3 0.8250 0.8265 0.8240 0.8250 0.8245 0.8245 0.8265 0.8250
4 0.8240 0.8280 0.8250 0.8250 0.8255 0.8250 0.8215 0.8245
5 0.8250 0.8265 0.8255 0.8240 0.8250 0.8260 0.8250 0.8245
6 0.8245 0.8265 0.8240 0.8255 0.8250 0.8250 0.8255 0.8245
7 0.8245 0.8250 0.8245 0.8255 0.8260 0.8250 0.8250 0.8245
8 0.8250 0.8255 0.8245 0.8250 0.8245 0.8260 0.8270 0.8245
50

9 0.8250 0.8260 0.8240 0.8240 0.8250 0.8255 0.8260 0.8250
10 0.8250 0.8255 0.8245 0.8250 0.8245 0.8255 0.8255 0.8245
11 0.8245 0.8260 0.8240 0.8255 0.8250 0.8255 0.8260 0.8250
12 0.8250 0.8260 0.8245 0.8250 0.8250 0.8250 0.8260 0.8245
13 0.8245 0.8255 0.8260 0.8250 0.8245 0.8255 0.8255 0.8255
14 0.8245 0.8260 0.8245 0.8240 0.8250 0.8255 0.8260 0.8245
15 0.8240 0.8250 0.8265 0.8250 0.8250 0.8250 0.8260 0.8250
16 0.8240 0.8265 0.8250 0.8255 0.8240 0.8255 0.8260 0.8260
17 0.8240 0.8255 0.8250 0.8250 0.8255 0.8260 0.8265 0.8255
18 0.8245 0.8260 0.8255 0.8265 0.8250 0.8255 0.8260 0.8255
19 0.8245 0.8250 0.8255 0.8250 0.8245 0.8255 0.8265 0.8255
20 0.8245 0.8260 0.8250 0.8265 0.8255 0.8260 0.8260 0.8260
21 0.8245 0.8260 0.8260 0.8260 0.8250 0.8260 0.8265 0.8250
22 0.8240 0.8260 0.8255 0.8250 0.8245 0.8255 0.8265 0.8255
23 0.8240 0.8255 0.8255 0.8255 0.8240 0.8250 0.8265 0.8255
24 0.8240 0.8260 0.8250 0.8260 0.8240 0.8250 0.8260 0.8245
25 0.8240 0.8255 0.8250 0.8260 0.8250 0.8250 0.8255 0.8260
26 0.8245 0.8255 0.8255 0.8260 0.8250 0.8255 0.8260 0.8255
27 0.8245 0.8255 0.8250 0.8260 0.8250 0.8255 0.8265 0.8260
28 0.8245 0.8255 0.8255 0.8260 0.8250 0.8255 0.8260 0.8250
29 0.8245 0.8255 0.8250 0.8265 0.8245 0.8260 0.8265 0.8250
30 0.8240 0.8260 0.8245 0.8265 0.8250 0.8250 0.8260 0.8250
31 0.8245 0.8250 0.8250 0.8260 0.8245 0.8250 0.8260 0.8250
32 0.8245 0.8255 0.8250 0.8255 0.8250 0.8250 0.8260 0.8255
33 0.8240 0.8255 0.8250 0.8255 0.8245 0.8260 0.8265 0.8255
34 0.8245 0.8265 0.8250 0.8260 0.8245 0.8245 0.8265 0.8245
35 0.8245 0.8255 0.8250 0.8260 0.8250 0.8250 0.8260 0.8250
36 0.8240 0.8250 0.8250 0.8255 0.8240 0.8250 0.8260 0.8245
37 0.8240 0.8255 0.8255 0.8245 0.8240 0.8250 0.8260 0.8245
38 0.8240 0.8250 0.8250 0.8260 0.8240 0.8245 0.8265 0.8245
39 0.8240 0.8260 0.8255 0.8260 0.8245 0.8250 0.8260 0.8245
40 0.8245 0.8255 0.8250 0.8260 0.8245 0.8245 0.8265 0.8245
41 0.8245 0.8255 0.8250 0.8245 0.8250 0.8245 0.8260 0.8245
51

42 0.8245 0.8260 0.8255 0.8200 0.8250 0.8250 0.8260 0.8240
43 0.8245 0.8255 0.8255 0.8240 0.8240 0.8240 0.8250 0.8240
44 0.8235 0.8255 0.8250 0.8240 0.8240 0.8245 0.8260 0.8245
45 0.8230 0.8240 0.8250 0.8255 0.8250 0.8250 0.8255 0.8250
46 0.8230 0.8250 0.8245 0.8260 0.8240 0.8245 0.8255 0.8250
47 0.8245 0.8260 0.8255 0.8250 0.8240 0.8245 0.8260 0.8250
48 0.8255 0.8250 0.8250 0.8250 0.8245 0.8240 0.8260 0.8250
49 0.8245 0.8250 0.8250 0.8250 0.8245 0.8245 0.8260 0.8250
50 0.8245 0.8255 0.8255 0.8250 0.8240 0.8245 0.8260 0.8250
51 0.8245 0.8250 0.8250 0.8250 0.8245 0.8245 0.8260 0.8250
52 0.8245 0.8250 0.8250 0.8255 0.8245 0.8240 0.8255 0.8250
53 0.8250 0.8255 0.8250 0.8250 0.8240 0.8245 0.8260 0.8250
Table 7.16
Process Capability Graphs for Piston Deck Height
Graph 7.5
52

From The above graph 7.5 Cp = 1.22 and Cpk = 0.71of Piston deck height at
fixture 1LL of TU-2065 machine
Graph 7.6
From The above graph 7.6 Cp = 0.65 and Cpk = 0.09 of Piston deck height at
fixture 3LL of TU-2065 machine.
Graph 7.7
53

From The above graph 7.7 Cp = 0.70 and Cpk = 0.61 of Piston deck height at
fixture 3RL of TU-2065 machine
Graph 7.8
From The above graph 7.8 Cp = 0.54 and Cpk = 0.30 of Piston deck height at
fixture 3RR of TU-2065 machine
Graph 7.9
54

From The above graph 7.9 Cp = 0.80 and Cpk = 0.70 of Piston deck height at
fixture 4LL of TU-2065 machine
Graph 7.10
From The above graph 7.10 Cp = 1.21 and Cpk = 0.84 of Piston deck height at
fixture 4LR of TU-2065 machine
55

Graph 7.11
From The above graph 7.11 Cp = 0.67 and Cpk = -0.08 of Piston deck height at
fixture 4RL of TU-2065 machine
Graph 7.12
From The above graph 7.12 Cp = 1.15 and Cpk = 0.96 of Piston deck height at
fixture 4RR of TU-2065 machine
Collected Data for Crank Shaft Pin Grinding
Specification : 1.4371 / 1.4376"
Machine : Parishudh S.E , Parishudh L.E03/03/2010
S.NO PARISHUDH
S.EPARISHUDH
L.E S.NO PARISHUDH
S.EPARISHUDH
L.E
1 1.4374 1.43745 26 1.4373 1.4374
2 1.43735 1.43745 27 1.4374 1.4374
3 1.43735 1.4374 28 1.43735 1.43745
4 1.4373 1.4374 29 1.4374 1.4374
5 1.4374 1.4374 30 1.43735 1.4374
6 1.43735 1.4374 31 1.4373 1.4374
7 1.43735 1.4374 32 1.4373 1.43735
8 1.43735 1.4374 33 1.4373 1.4374
9 1.43735 1.4374 34 1.4373 1.4374
56

10 1.4375 1.43755 35 1.43735 1.4374
11 1.43735 1.43745 36 1.43735 1.43745
12 1.43735 1.43735 37 1.43735 1.43735
13 1.4374 1.4374 38 1.43735 1.43745
14 1.4374 1.4375 39 1.43735 1.43735
15 1.4374 1.43735 40 1.43735 1.43735
16 1.4374 1.43745 41 1.4373 1.4374
17 1.43725 1.4373 42 1.43735 1.4374
18 1.4374 1.43745 43 1.4373 1.4374
19 1.4373 1.43735 44 1.43735 1.43745
20 1.43735 1.43745 45 1.43735 1.4374
21 1.43735 1.4373 46 1.43735 1.43735
22 1.43735 1.43735 47 1.4373 1.43745
23 1.43735 1.4374 48 1.4373 1.43745
24 1.4374 1.43735 49 1.4373 1.43745
25 1.43735 1.4374 50 1.4373 1.43745
Table 7.17
Process Capability Graphs for Crank Shaft Pin Grinding
57

Graph 7.13
From The above graph 7.13 Cp = 2.56 and Cpk = 2.54
Graph 7.14
From The above graph Cp = 1.21 and Cpk = 0.84
7.1.3.4 SUMMARY SHEET FOR PROCESS CAPABILITY TEST
58

S.NO COMPONENT MACHINE PARAMETER Cp Cpk
1 CRANK CASE
HONNING 1 ( OLD ) CYL .BORE DIATOP 1.21 0.84
BOTTOM 0.93 0.58
HONNING 2 ( NEW ) CYL .BORE DIATOP 2.53 1.78
BOTTOM 2.9 1.98
2 PISTON TUPELLO 2065 DECK HEIGHT
1LL 1.22 0.71
3LL 0.65 0.09
3RL 0.7 0.61
3RR 0.54 0.3
4LL 0.8 0.7
4LR 0.91 0.64
4RL 0.67 -0.08
4RR 1.15 0.96
3 CRANK SHAFTPARISHUDH S.E S.E PIN DIA 2.56 2.54
PARISHUDH L.E L.E PIN DIA 1.87 1.46
Table 7.18 Process Capability report
From the above table 7.18
The process capabilities of the processes which are done on the Honing 2, Parishudh
S.E and Parishudh L.E machines are satisfactory values that means these values are
greater than 1.33 (which is the condition of process capability test). So, these are
highly capable processes.
The process capabilities of the processes which are done on the Honing 1 and
TUPELO – 2065 machines are not satisfactory values. The Cpk of these processes are
less than 1.33. So, these processes are not capable.
Among the above all operations, the operations performed at fixtures 3LL (Cpk
is 0.08) and 4RL (Cpk is -0.09) in the TUPELO 2065 considered in this project,
because these have very less process capabilities among all.
7.1.3.5 CAUSE AND EFFECT DIAGRAM:
59

In this process the parameter is piston deck height. So, it is important to know what
the causes are and how they effect on the piston deck height.
Fig.7.1 Cause and Effect Diagram
From the cause and effect diagram it is concludes that
There are six variables to cause the problems in the process. They are Men, Machine,
Material, Method, Environment and Measurement
Men: Because of improper training, motivation, lack of attention of operator while
working causes the problems in the process.
60

Machine: Improper alignment of OBB (out board bearing), variations in clamping of
the component (due to manual clamping) and variations in the spindle alignment
causes the piston deck height variation.
Material: Hardness of the material and variation in the piston squareness causes the
variations in the piston deck height
Method: Due to the improper chips cleaning and improper locking of end stopper
piston deck may be vary.
Environment: Poor ventilation and model mix-up (when different types models are
available) causes the variations in the piston deck height.
Measurement: Due to the improper calibration of gauges and dials, improper
mastering (master piece is provided for basic adjustment), operator skills to measure
the deck height causes the variations in the piston deck height.
7.1.3.6 ACTION PLANS FOR THE PROBLEM
After knowing the causes for piston deck height variation, following action plans are
applied. The action plans are
1. Alignment and geometrical parameters of all spindles: In this step the realignment
of all spindles is done.
2. Alignment of all Fixtures and V blocks: In this step the realignment of all fixtures
and V blocks is done.
3. Inspection of Top and Bottom guide bushes: In this step inspection of the top and
bottom guide bushes with respect to the parallelism, squareness is done.
4. To provide proper coolant: In this step sufficient coolant is provided to remove the
chips form fixtures and V blocks.
5. To change the clamping springs: In this step the clamping springs are changed (here
clamping of the component is done by spring force).
6. To change the cutting tools: In this step the cutting tools say Drill bit and Reamers
are changed.
61

7. Component trails and corrections: In this step data is collected for the components
which are out from the machine, then adjusted the parameters if any adjustment
required during the starting of process.
7.1.3.7 AFTER APPLYING ACTION PLAN
PARAMETER :Deck Height MACHINE : TUPELO – 2065
SPECIFICATION :( Deck height : 0.8238 / 0.8258" )
Fixtures
S.NO
Deck Height (0.8238/0.8258)
Deck Height (0.8238/0.8258) Fixtures
S.NO
Deck Height (0.8238/0.8258)
Deck Height (0.8238/0.8258)
3LL 4RL 3LL 4RL
1 0.8255 0.8240 20 0.8250 0.8245
2 0.8250 0.8240 21 0.8255 0.8245
3 0.8250 0.8240 22 0.8255 0.8240
4 0.8250 0.8240 23 0.8250 0.8245
5 0.8255 0.8245 24 0.8250 0.8240
6 0.8255 0.8240 25 0.8250 0.8240
7 0.8255 0.8240 26 0.8250 0.8245
8 0.8250 0.8245 27 0.8255 0.8245
9 0.8245 0.8245 28 0.8255 0.8240
10 0.8250 0.8245 29 0.8250 0.8245
11 0.8260 0.8240 30 0.8255 0.8245
12 0.8245 0.8245 31 0.8255 0.8245
13 0.8255 0.8245 32 0.8260 0.8245
14 0.8255 0.8240 33 0.8255 0.8240
15 0.8255 0.8240 34 0.8255 0.8240
16 0.8260 0.8240 35 0.8255 0.8240
17 0.8255 0.8240 36 0.8255 0.8240
18 0.8250 0.8240 37 0.8250 0.8240
19 0.8250 0.8245 38 0.8255 0.8240
Table 7.19
62

After applying action plans again the data has been collected to calculate the process
capability by drawing process capability graphs which are shown below. These graphs are
drawn using the procedure explained in 7.1.3.2 earlier.
Process Capability Charts for Piston Deck Height After Applying Action Plan
Graph 7.15
From The above graph 7.15 Cp = 1.21 and Cpk = 0.84
Graph 7.16
From The above graph 7.16 Cp = 1.21 and Cpk = 0.84
63

7.1.3.7 COMPARISON OF PROCESS CAPABILITIES FOR TUPELO 2065
FIXTURE BEFORE ACTION PLAN AFTER ACTON PLAN
Cp Cpk Cp Cpk
3LL 0.65 0.09 1.06 0.59
4RL 0.67 -0.08 1.31 0.54
Table 7.20
From the above table 7.20 it is concluded that
For the fixture 3LL the process capability (Cp) is increased from 0.65 to 1.06 and
process capability index (Cpk) is increased from 0.09 to 0.59.
For the fixture 4RL the process capability (Cp) is increased from 0.67 to 1.31 and
process capability index (Cpk) is increased from -0.08 to 0.54.
64

7.2 ROTARY ASSEMBLY (RN SERIES)
The components of RN series compressors undergo different types of operations in
the RN assembly shop. Among them only the critical operations are considered for doing this
project. Critical operations are defined as the operations which directly effect the quality of
the product. The process capability for all critical operations calculated by using the
procedure explained in 7.1.3.2. Data is collected as explained in the table 7.15.
7.2.1 COLLECTION DATA AND PROCESS CAPABILITY GRAPHS:
For Initial Expansion Operation on Housing
rough expansion Machine
For Final Expansion Operation On Housing
Final expander Machine
HOUSING INNER DIAMETER (Spec:5.883/5.893)HOUSING INNER DIAMETER (Spec:5.898/5.903)
SI.NO1st
END SI.NO1st
END SI.NO1st
END SI.NO1st
END SI.NO1st
END SI.NO1st
END
1 5.865 21 5.888 41 5.886 1 5.9015 21 5.9035 41 5.886
2 5.856 22 5.888 42 5.888 2 5.9065 22 5.9035 42 5.888
3 5.886 23 5.8885 43 5.8825 3 5.907 23 5.905 43 5.8825
4 5.874 24 5.8875 44 5.888 4 5.904 24 5.901 44 5.888
5 5.8815 25 5.884 45 5.887 5 5.91 25 5.902 45 5.887
6 5.886 26 5.8815 46 5.888 6 5.904 26 5.901 46 5.888
7 5.886 27 5.8865 47 5.888 7 5.902 27 5.9045 47 5.888
8 5.8825 28 5.8875 48 5.888 8 5.9035 28 5.9065 48 5.888
9 5.8835 29 5.8805 49 5.8865 9 5.912 29 5.9065 49 5.8865
10 5.886 30 5.883 50 5.8875 10 5.904 30 5.92 50 5.8875
11 5.886 31 5.8855 11 5.908 31 5.9045
12 5.8875 32 5.888 12 5.904 32 5.904
13 5.8835 33 5.8865 13 5.907 33 5.9095
14 5.8815 34 5.8855 14 5.9045 34 5.9045
15 5.8845 35 5.8865 15 5.9045 35 5.9245
16 5.8845 36 5.888 16 5.904 36 5.912
17 5.8805 37 5.886 17 5.9095 37 5.903
18 5.8865 38 5.8875 18 5.9095 38 5.9045
19 5.886 39 5.884 19 5.901 39 5.907
20 5.888 40 5.8855 20 5.904 40 5.9045
Table 7.21
65

Graph 7.17
From The above graph 7.17 Cp = 0.60 and Cpk = 0.44
Graph 7.18
From The above graph 7.17 Cp = 0.17 and Cpk = -0.24
66

For Suction hole making Operation
SUCTION HOLE ID (Spec: 0.88-0.883) SI.No ID SI.No ID SI.No ID
1 0.8805 17 0.8805 33 0.881
2 0.8805 18 0.883 34 0.882
3 0.8825 19 0.8805 35 0.882
4 0.8805 20 0.882 36 0.8805
5 0.8805 21 0.8805 37 0.8815
6 0.8805 22 0.8805 38 0.8805
7 0.8825 23 0.8805 39 0.8805
8 0.8805 24 0.881 40 0.883
9 0.8805 25 0.881 41 0.8805
10 0.8805 26 0.8815 42 0.8805
11 0.8805 27 0.8805 43 0.8825
12 0.881 28 0.883 44 0.8805
13 0.8825 29 0.8805 45 0.8805
14 0.8825 30 0.882 46 0.8805
15 0.8805 31 0.882 47 0.8805
16 0.8825 32 0.8805
Table 7.22
Graph 7.19
From The above graph 7.19 Cp = 0.55 and Cpk = 0.42
67

For Puddle hole making Operation On 3-hole piercing Machine:
PUDDLE HOLE ID (Spec: 0.88-0.883) SI.No ID SI.No ID SI.No ID
1 0.245 17 0.2525 33 0.2475
2 0.257 18 0.2545 34 0.251
3 0.24885 19 0.249 35 0.249
4 0.245 20 0.248 36 0.246
5 0.2505 21 0.253 37 0.247
6 0.253 22 0.2485 38 0.2505
7 0.249 23 0.247 39 0.253
8 0.254 24 0.251 40 0.2455
9 0.2485 25 0.252 41 0.2485
10 0.2475 26 0.249 42 0.2455
11 0.2455 27 0.247 43 0.2445
12 0.2445 28 0.246 44 0.2465
13 0.253 29 0.247 45 0.2445
14 0.2575 30 0.2525 46 0.2485
15 0.2515 31 0.246 47 0.246
16 0.251 32 0.249
Table 7.23
Graph 7.20
From The above graph 7.20 Cp = 0.50 and Cpk = 0.41
68

7.2.2 SUMMARY SHEET FOR PROCESS CAPABILITY TEST
SL.NO
OPERATIO
N NO OPERATION PARAMETER SPECIFICATION Cp Cpk
1 1310 Housing Expansion ID 5.893-5.883 0.6 0.44
2 1330 Suction hole making ID 0.883-0.880 0.55 0.42
3 1340 Puddle holes making ID 0.255-0.245 0.5 0.41
4 1370
Final Expansion of
Housing ID 5.903-5.899 0.2 0.14
Table 7.24 Process Capability reports before action plan
From above table 7.24
The process capabilities of all operations are not satisfactory because the values of
Cpk are less than 1.33. So, from the conditions of process capability test these process
are not capable for the future operations
7.2.3 ACTION PLANS
From the above reports some problems are found and to avoid these problems the
following action plans are applied.
The action plans are
Tools changed
Spacers changed
Dice punch changed
Expansion mandrel changed
Hole punch reference changed
Reference taken at dual location
Expansion dimension changed at both initial and final
Inspection implemented at both side of housing
69

7.2.4 COLLECTION DATA AND PROCESS CAPABILITY GRAPHS AFTER
ACTION PLAN
For Initial Expansion Operation on Housing
rough expansion Machine
For Final Expansion Operation On Housing
Final expander Machine
HOUSING INNER DIAMETER (Spec:5.883/5.893)HOUSING INNER DIAMETER (Spec:5.898/5.903)
SI.NO1st
END SI.NO1st
END SI.NO1st
END SI.NO1st
END SI.NO1st
END SI.NO1st
END
15.891
215.888
415.888
15.9010
215.9000
415.9010
25.892
225.888
425.889
25.9010
225.9010
425.9000
35.89
235.888
435.889
35.9010
235.9010
435.9010
45.89
245.888
445.8885
45.9010
245.9010
445.9010
55.89
255.888
455.889
55.9010
255.9000
455.9010
65.891
265.885
465.89
65.9010
265.9010
465.9010
75.89
275.8885
475.888
75.9020
275.9010
475.9020
85.886
285.888
485.8905
85.9010
285.8990
485.9010
95.886
295.888
495.8905
95.9010
295.9000
495.9000
105.887
305.888
505.891
105.9000
305.9000
505.9000
115.888
315.884
115.9010
315.8990
125.888
325.8885
125.9000
325.9000
135.888
335.888
135.9000
335.8990
145.884
345.888
145.9020
345.9010
155.8865
355.888
155.9000
355.9010
165.886
365.8885
165.9000
365.9010
175.888
375.888
175.9000
375.9000
185.888
385.888
185.9000
385.9020
195.888
395.888
195.9010
395.9010
205.888
405.888
205.9000
405.9000
Table 7.25
70

After applying action plans again the data has been collected to calculate the process
capability by drawing process capability graphs which are shown below. These graphs are
drawn using the procedure explained in 7.1.3.2.
Graph 7.21
From The above graph 7.21 Cp = 1.26 and Cpk = 1.19
Graph 7.22
From The above graph 7.22 Cp = 1.16 and Cpk = 1.11
For Suction hole making Operation On Suction hole piercing Machine
71

SUCTION HOLE ID (Spec: 0.88-0.883)SI.No ID SI.No ID SI.No ID
1 0.8810 17 0.8820 33 0.8815
2 0.8810 18 0.8815 34 0.8820
3 0.8815 19 0.8815 35 0.8820
4 0.8810 20 0.8820 36 0.8810
5 0.8815 21 0.8815 37 0.8815
6 0.8810 22 0.8815 38 0.8815
7 0.8820 23 0.8815 39 0.8815
8 0.8815 24 0.8815 40 0.8810
9 0.8815 25 0.8815 41 0.8815
10 0.8810 26 0.8815 42 0.8815
11 0.8815 27 0.8810 43 0.8820
12 0.8810 28 0.8820 44 0.8815
13 0.8820 29 0.8815 45 0.8810
14 0.8820 30 0.8820 46 0.8815
15 0.8815 31 0.8820 47 0.8810
16 0.8820 32 0.8810
Table 7.26
Graph 7.23
From The above graph 7.23 Cp = 0.55 and Cpk = 0.4
For Puddle hole making Operation On 3-hole piercing Machine:
72

PUDDLE HOLE ID (Spec: 0.88-0.883) SI.No ID SI.No ID SI.No ID
1 0.250 17 0.250 33 0.250
2 0.250 18 0.250 34 0.250
3 0.249 19 0.249 35 0.249
4 0.250 20 0.248 36 0.250
5 0.250 21 0.250 37 0.250
6 0.250 22 0.249 38 0.250
7 0.249 23 0.250 39 0.250
8 0.250 24 0.250 40 0.250
9 0.249 25 0.250 41 0.249
10 0.250 26 0.249 42 0.250
11 0.250 27 0.250 43 0.250
12 0.250 28 0.250 44 0.250
13 0.250 29 0.250 45 0.250
14 0.250 30 0.250 46 0.249
15 0.250 31 0.250 47 0.250
16 0.250 32 0.249
Table 7.27
Graph 7.24
From The above graph Cp = 0.50 and Cpk = 0.41
73

7.2.5 SUMMARY SHEET FOR PROCESS CAPABILITY TEST AFTER ACTION
PLAN
SL.NO
OPERATION
NO OPERATION PARAMETER SPECIFICATION Cp Cpk
1 1310 Housing Expansion ID 5.893-5.883 1.26 1.19
2 1330 Suction hole making ID 0.883-0.8800 1.44 1.44
3 1340 Puddle holes making ID 0.255-0.245 2.79 2.63
4 1370
Final Expansion of
Housing ID 5.903-5.899 1.16 1.11
Table 7.28 Process Capability and Machine Capability reports after action plan
From the above table7.28 it is concluded that
For Housing Expansion the process capability (Cp) is increased from 0.60 to 1.26 and
process capability index (Cpk) is increased from 0.44 to 1.19
For the Suction hole making the process capability (Cp) is increased from 0.55 to 1.44
and process capability index (Cpk) is increased from 0.42 to 1.44.
For Puddle holes making the process capability (Cp) is increased from 0.50 to 2.79
and process capability index (Cpk) is increased from 0.41 to 2.63
For the Final Expansion of Housing the process capability (Cp) is increased from 0.2
to 1.44 and process capability index (Cpk) is increased from 0.14 to 1.11.
74

CONCLUSION
In this project, the manufacture of the compressor has been studied in detail. It has
been observed that the company inputs are castings. So, for these castings finishing
operations are done on the respected machine shops and then the components are assembled
according to the requirement while performing various tests on them to check the quality,
whether the parts have been machined according to the required specifications or not. Every
operation has its own specifications which the component must meet.
Quality of the product depends upon the process capability and machine capability.
So, to improve the quality in the AW machine shop and RN assembly the process capability
and machine capability are studied for critical operations of compressors during the
manufacturing process.
In the AW machine shop process capability for critical operations are calculated.
Process capability of piston deck height is found to be low for fixtures 3LL and 4RL at
tupelo-2065 machine. After applying action plans for the fixture 3LL the process capability
(Cp) is increased from 0.65 to 1.06 and process capability index (Cpk) is increased from
0.09 to 0.59. Similarly for the fixture 4RL the process capability (Cp) is increased from 0.65
to 1.06 and process capability index (Cpk) is increased from 0.09 to 0.59.
Similarly in the RN assembly, action plans are applied to the critical operations, by
this the process capability(Cp) is increased for puddle hole making operation from 0.50 to
2.79 and process capability index (Cpk) is increased from 0.41 t0 2.63.
Finally the process capabilities of these critical operations which are not in desirable
limits are improved by applying the different actions plans for different operations in AW
machine shop and RN assembly. So, the quality and performance of compressors are
improved.
75

BIBLIOGRAPHY
www.tecumsehindia.com
www.mastermachines.com
www.intinidia.com
www.4shared.com
Automation, Production Systems and Computer – Integrated Manufacturing by
Mikell P.Groover, PHI.
76