Embed Size (px)
Citation preview
MP / LP Chip Breaker
LP Chip Breaker(For medium to finish cutting)
MP Chip Breaker(For medium cutting)
MPChip Breaker(For medium cutting)
LPChip Breaker(For medium to finish cutting)
Turning Insert for Machining Automobile ComponentsComplete turning solution to increase productivity at a wide range of cutting speed,feed and depth of cut.
▣ Universal Chip Control Increased productivity with stable chip control in various machining
▣ Stable Tool Life Reduced cutting force brings stable tool life at high speed and high feed
02 KORLOY TECH-NEWS
MP / LP Chip Breaker
Stable tool life
More stable production
Applicable to various automobile components with forged steel, bearing steel, etc. Flexible to change of workpiece materials
Longer tool life & Higher removal rate Makes cutting condition higher, faster and shortens cutting time
Good balance of grade and chip breaker Longer tool life Wide range of application
Advantages
The surface of forged steel that is commonly used for automobile parts is harder and tougher while the inside is soft. Bearing steel also has those characteristics of high toughness and hardness. Machining these kinds of steel repeatedly causes built-up edge on cutting edges and chipping off the edge, which is one of the main reasons of falling productivity and causing unstable tool life.Mass production of automobile parts requires faster cutting speed and higher feed along with much longer tool life than before.
LP / MP Chip breakers have two step dots at the corner and bring measurable increase in productivity when machining forged steel at high speed(max. 350m/min) and high feed(max. 0.35mm/rev).
NC3215 / NC3225 are a new CVD coated grades for turning application of automobile components, made with forged steel and bearing steel. NC3225 is the first choice of an universal grade for machining forged parts while NC3215 is ideal for high speed and continuous machining. Coating, applied to these inserts, has been much improved than conventional ones with higher wear resistance and stability on cutting edges.
NC3215 / NC3225 in combination with LP / MP ensures a precise cutting action as well as maximum cutting efficiency when machining automobile components.
High Performance CVD Coated Turning InsertFor Machining Forged Steel and Bearing Steel
LP Chip Breaker For mediumto finish cutting
MP Chip Breaker For mediumcutting
03MP / LP Chip Breaker
50th Anniversary
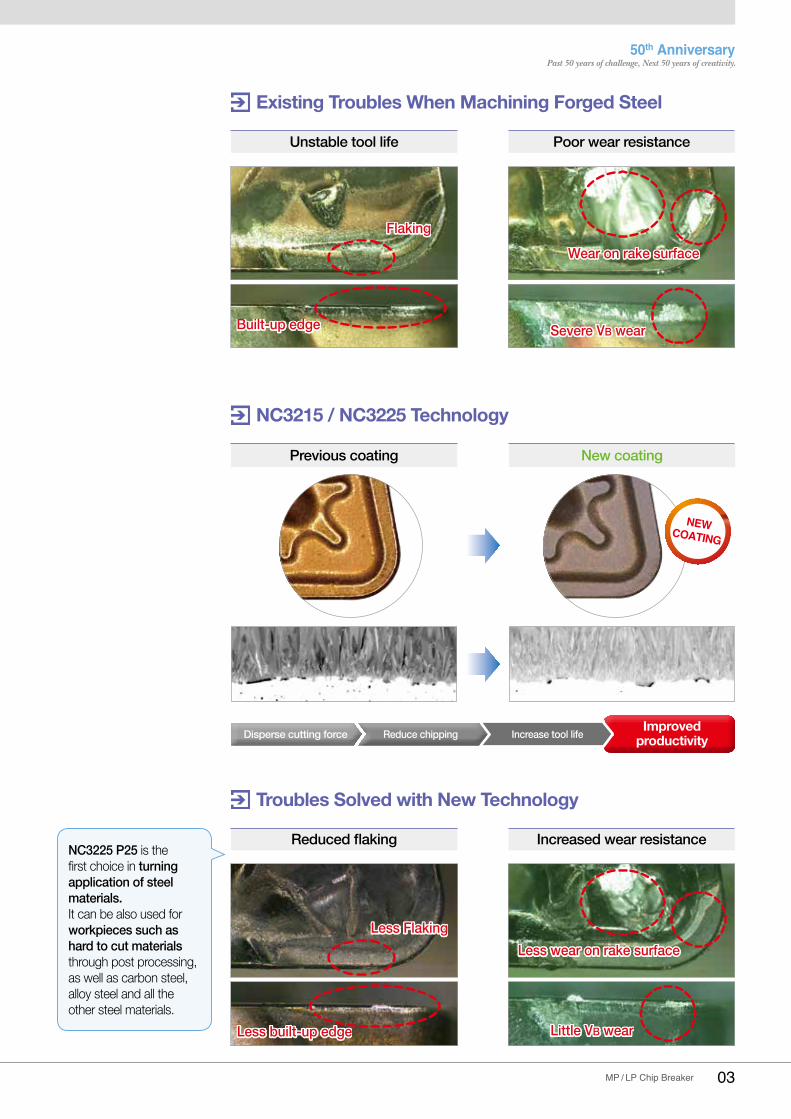
NC3225 P25 is the first choice in turning application of steel materials.It can be also used for workpieces such as hard to cut materials through post processing, as well as carbon steel, alloy steel and all the other steel materials.
Previous coating New coating
Disperse cutting force Reduce chipping Improvedproductivity
NEWCOATING
NC3215 / NC3225 Technology
Increase tool life
Unstable tool life Poor wear resistance
Existing Troubles When Machining Forged Steel
Flaking
Built-up edge
Wear on rake surface
Severe VB wear
Reduced flaking Increased wear resistance
Troubles Solved with New Technology
Less Flaking
Less built-up edge
Less wear on rake surface
Little VB wear
High Performance CVD Coated Turning InsertFor Machining Forged Steel and Bearing Steel
04 KORLOY TECH-NEWS
MP / LP Chip Breaker
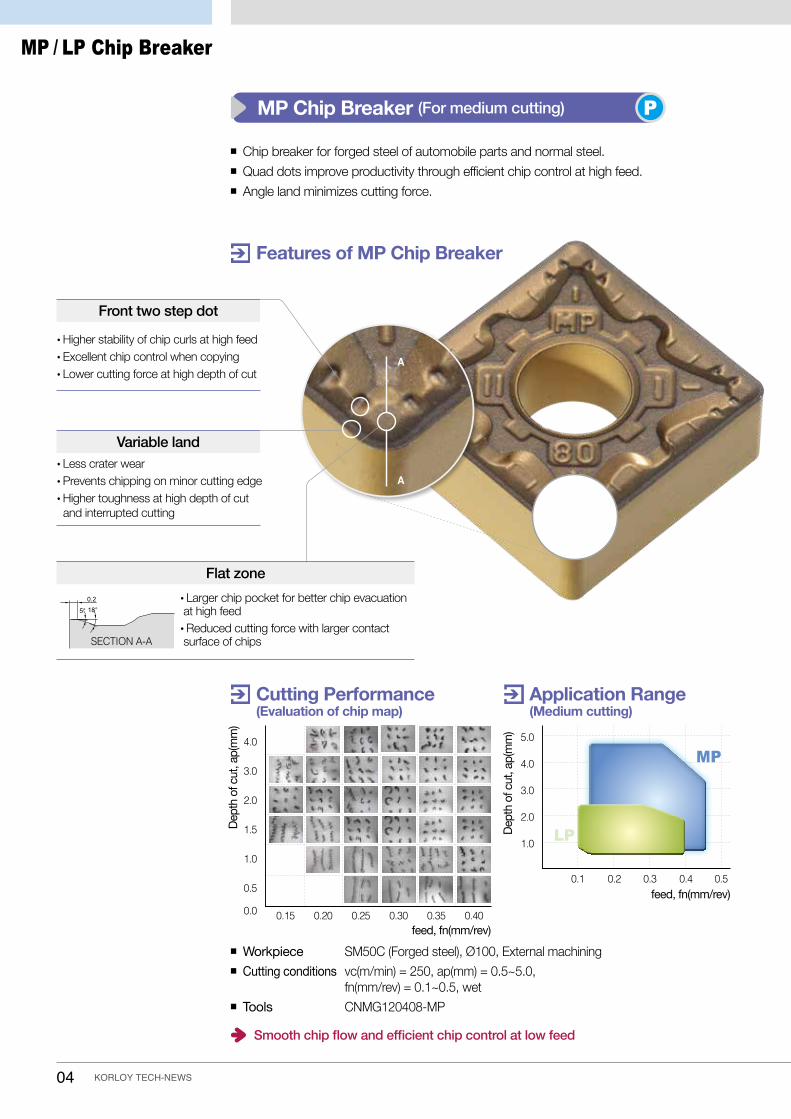
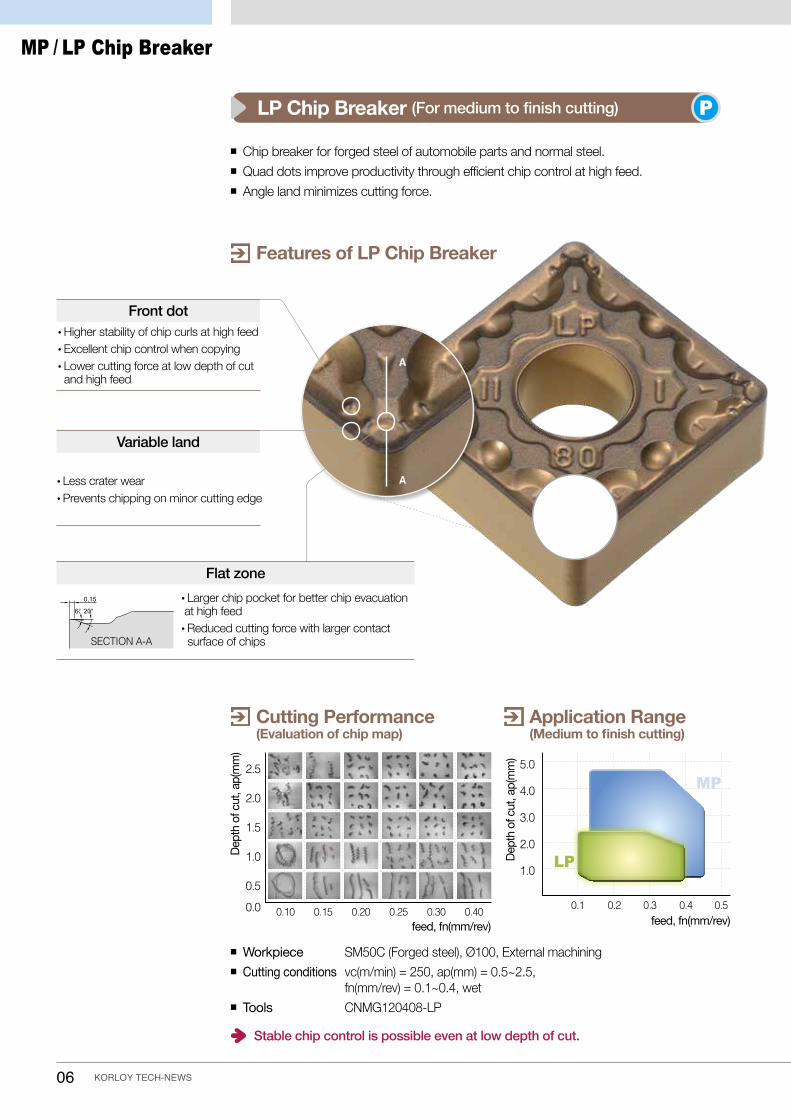
Chip breaker for forged steel of automobile parts and normal steel. Quad dots improve productivity through efficient chip control at high feed. Angle land minimizes cutting force.
Higher stability of chip curls at high feed Excellent chip control when copying Lower cutting force at high depth of cut
Front two step dot
Larger chip pocket for better chip evacuation at high feed Reduced cutting force with larger contact surface of chips
Flat zone
Less crater wear Prevents chipping on minor cutting edge Higher toughness at high depth of cut and interrupted cutting
Variable land
Dept
h of
cut
, ap(
mm
)
4.0
3.0
2.0
1.5
1.0
0.5
0.0
feed, fn(mm/rev)0.15 0.20 0.25 0.30 0.35 0.40
Cutting Performance(Evaluation of chip map)
Features of MP Chip Breaker
Application Range(Medium cutting)
LP
MP
0.15
6° 20°
0.2
5° 18°
SECTION A-A
A
A
Dept
h of
cut
, ap(
mm
)
feed, fn(mm/rev)
5.0
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
MP
LP
Smooth chip flow and efficient chip control at low feed
MP Chip Breaker (For medium cutting) P
Workpiece Cutting conditions
Tools
SM50C (Forged steel), Ø100, External machiningvc(m/min) = 250, ap(mm) = 0.5~5.0,fn(mm/rev) = 0.1~0.5, wetCNMG120408-MP
05MP / LP Chip Breaker
50th Anniversary
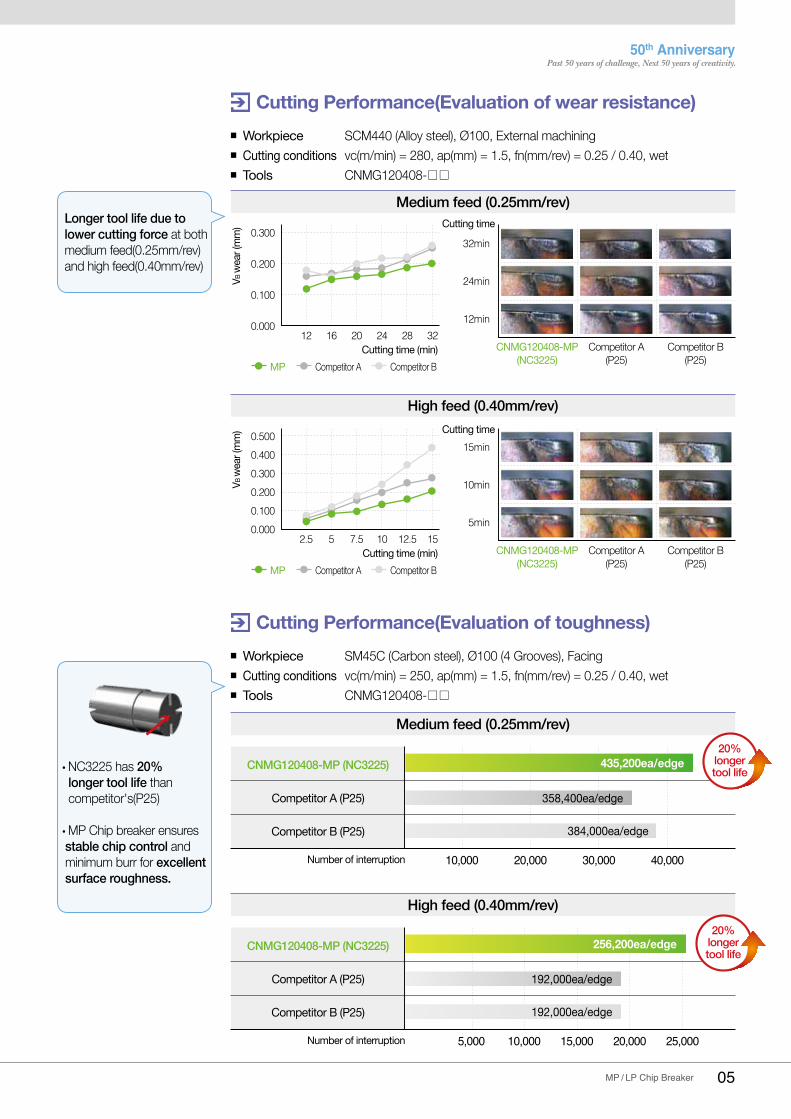
Medium feed (0.25mm/rev)
High feed (0.40mm/rev)
MP Competitor A Competitor B
MP Competitor A Competitor B
Cutting time (min)
0.300
0.200
0.100
0.00012 16 20 24 28 32
Cutting time (min)
0.5000.4000.3000.2000.1000.000
2.5 5 7.5 10 12.5 15
12min
CNMG120408-MP(NC3225)
Competitor A(P25)
Competitor B(P25)
24min
32min
Cutting time
Cutting time
5min
CNMG120408-MP(NC3225)
Competitor A(P25)
Competitor B(P25)
10min
15min
Longer tool life due to lower cutting force at both medium feed(0.25mm/rev) and high feed(0.40mm/rev)
NC3225 has 20% longer tool life than competitor's(P25)
MP Chip breaker ensures stable chip control and minimum burr for excellent surface roughness.
Cutting Performance(Evaluation of wear resistance)
Cutting Performance(Evaluation of toughness)
10,000
5,000
20,000
10,000
30,000
15,000
40,000
20,000 25,000
CNMG120408-MP (NC3225)
Competitor A (P25)
Competitor B (P25)
CNMG120408-MP (NC3225)
Competitor A (P25)
Competitor B (P25)
Number of interruption
Number of interruption
358,400ea/edge
435,200ea/edge
384,000ea/edge
Medium feed (0.25mm/rev)
High feed (0.40mm/rev)
192,000ea/edge
256,200ea/edge
192,000ea/edge
VB w
ear (
mm
)VB
wea
r (m
m)
20% longertool life
Workpiece Cutting conditions Tools
SCM440 (Alloy steel), Ø100, External machiningvc(m/min) = 280, ap(mm) = 1.5, fn(mm/rev) = 0.25 / 0.40, wetCNMG120408-
Workpiece Cutting conditions Tools
SM45C (Carbon steel), Ø100 (4 Grooves), Facingvc(m/min) = 250, ap(mm) = 1.5, fn(mm/rev) = 0.25 / 0.40, wetCNMG120408-
20% longertool life
06 KORLOY TECH-NEWS
MP / LP Chip Breaker
Chip breaker for forged steel of automobile parts and normal steel. Quad dots improve productivity through efficient chip control at high feed. Angle land minimizes cutting force.
Features of LP Chip Breaker
Cutting Performance(Evaluation of chip map)
Dept
h of
cut
, ap(
mm
)
2.5
2.0
1.5
1.0
0.50.0
feed, fn(mm/rev)0.10 0.15 0.20 0.25 0.30 0.40
Front dot
Flat zone
LP
MP
0.15
6° 20°
0.2
5° 18°
SECTION A-A
A
A
Dept
h of
cut
, ap(
mm
)
feed, fn(mm/rev)
5.0
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
MP
Stable chip control is possible even at low depth of cut.
LP
Workpiece Cutting conditions
Tools
SM50C (Forged steel), Ø100, External machiningvc(m/min) = 250, ap(mm) = 0.5~2.5,fn(mm/rev) = 0.1~0.4, wetCNMG120408-LP
LP Chip Breaker (For medium to finish cutting) P
Higher stability of chip curls at high feed Excellent chip control when copying Lower cutting force at low depth of cut and high feed
Larger chip pocket for better chip evacuation at high feed Reduced cutting force with larger contact surface of chips
Application Range(Medium to finish cutting)
Less crater wear Prevents chipping on minor cutting edge
Variable land
07MP / LP Chip Breaker
50th Anniversary
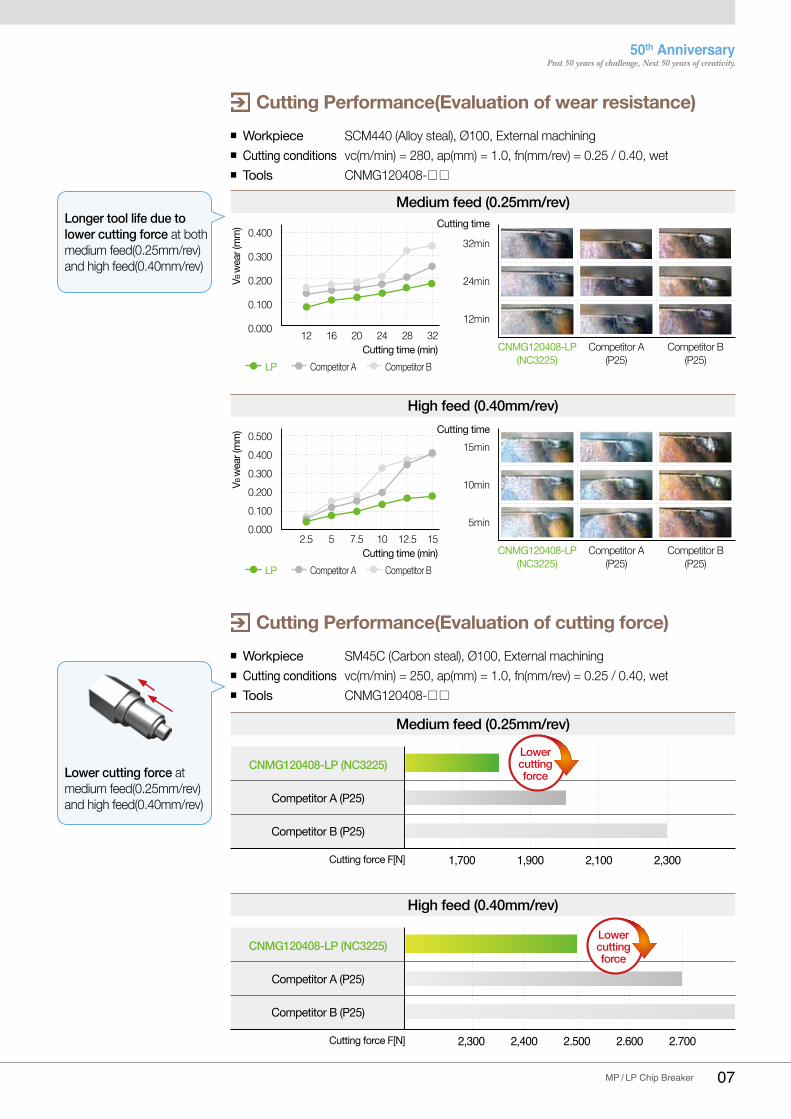
Cutting Performance(Evaluation of wear resistance)
Medium feed (0.25mm/rev)
High feed (0.40mm/rev)
Cutting time (min)
0.400
0.300
0.200
0.100
0.000 12 16 20 24 28 32
Cutting time (min)
0.5000.4000.3000.2000.1000.000
2.5 5 7.5 10 12.5 15
Lower cutting force at medium feed(0.25mm/rev) and high feed(0.40mm/rev)
1,700
2,300
1,900
2,400
2,100
2.500
2,300
2.600 2.700
CNMG120408-LP (NC3225)
Competitor A (P25)
Competitor B (P25)
CNMG120408-LP (NC3225)
Competitor A (P25)
Competitor B (P25)
Cutting force F[N]
Cutting force F[N]
Medium feed (0.25mm/rev)
High feed (0.40mm/rev)
Cutting Performance(Evaluation of cutting force)
12min
CNMG120408-LP(NC3225)
Competitor A(P25)
Competitor B(P25)
24min
32min
Cutting time
5min
CNMG120408-LP(NC3225)
Competitor A(P25)
Competitor B(P25)
10min
15min
VB w
ear (
mm
)VB
wea
r (m
m)
Longer tool life due to lower cutting force at both medium feed(0.25mm/rev) and high feed(0.40mm/rev)
Workpiece Cutting conditions Tools
SCM440 (Alloy steal), Ø100, External machiningvc(m/min) = 280, ap(mm) = 1.0, fn(mm/rev) = 0.25 / 0.40, wetCNMG120408-
Workpiece Cutting conditions Tools
SM45C (Carbon steal), Ø100, External machiningvc(m/min) = 250, ap(mm) = 1.0, fn(mm/rev) = 0.25 / 0.40, wetCNMG120408-
Cutting time
LP Competitor A Competitor B
LP Competitor A Competitor B
Lower cutting force
Lower cutting force
08 KORLOY TECH-NEWS
MP / LP Chip Breaker
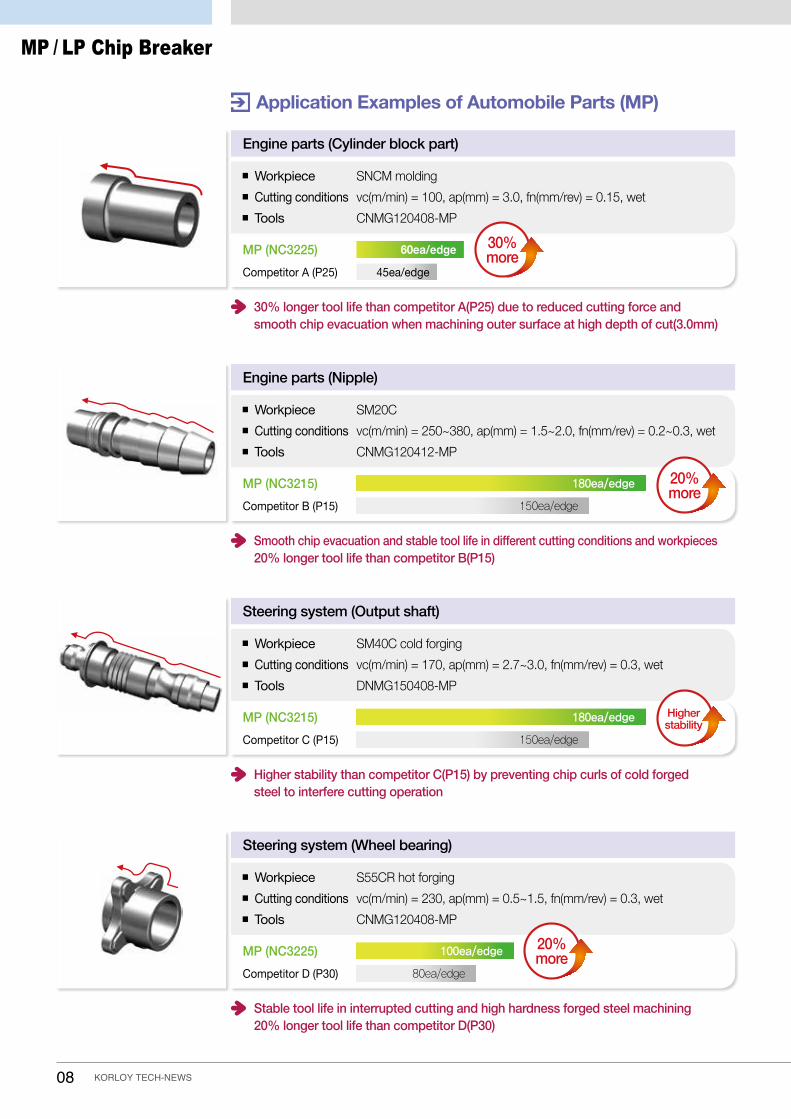
Application Examples of Automobile Parts (MP)
30% longer tool life than competitor A(P25) due to reduced cutting force and smooth chip evacuation when machining outer surface at high depth of cut(3.0mm)
Engine parts (Cylinder block part)
MP (NC3225)Competitor A (P25)
Smooth chip evacuation and stable tool life in different cutting conditions and workpieces 20% longer tool life than competitor B(P15)
Engine parts (Nipple)
MP (NC3215)Competitor B (P15)
180ea/edge
150ea/edge
Higher stability than competitor C(P15) by preventing chip curls of cold forged steel to interfere cutting operation
Steering system (Output shaft)
MP (NC3215)Competitor C (P15)
180ea/edge
150ea/edge
Stable tool life in interrupted cutting and high hardness forged steel machining 20% longer tool life than competitor D(P30)
Steering system (Wheel bearing)
MP (NC3225)Competitor D (P30)
100ea/edge
80ea/edge
20%more
20%more
Higher stability
Workpiece Cutting conditions Tools
SNCM moldingvc(m/min) = 100, ap(mm) = 3.0, fn(mm/rev) = 0.15, wetCNMG120408-MP
Workpiece Cutting conditions Tools
SM20Cvc(m/min) = 250~380, ap(mm) = 1.5~2.0, fn(mm/rev) = 0.2~0.3, wetCNMG120412-MP
Workpiece Cutting conditions Tools
SM40C cold forgingvc(m/min) = 170, ap(mm) = 2.7~3.0, fn(mm/rev) = 0.3, wetDNMG150408-MP
Workpiece Cutting conditions Tools
S55CR hot forgingvc(m/min) = 230, ap(mm) = 0.5~1.5, fn(mm/rev) = 0.3, wetCNMG120408-MP
60ea/edge
45ea/edge
30%more
50th Anniversary
09MP / LP Chip Breaker
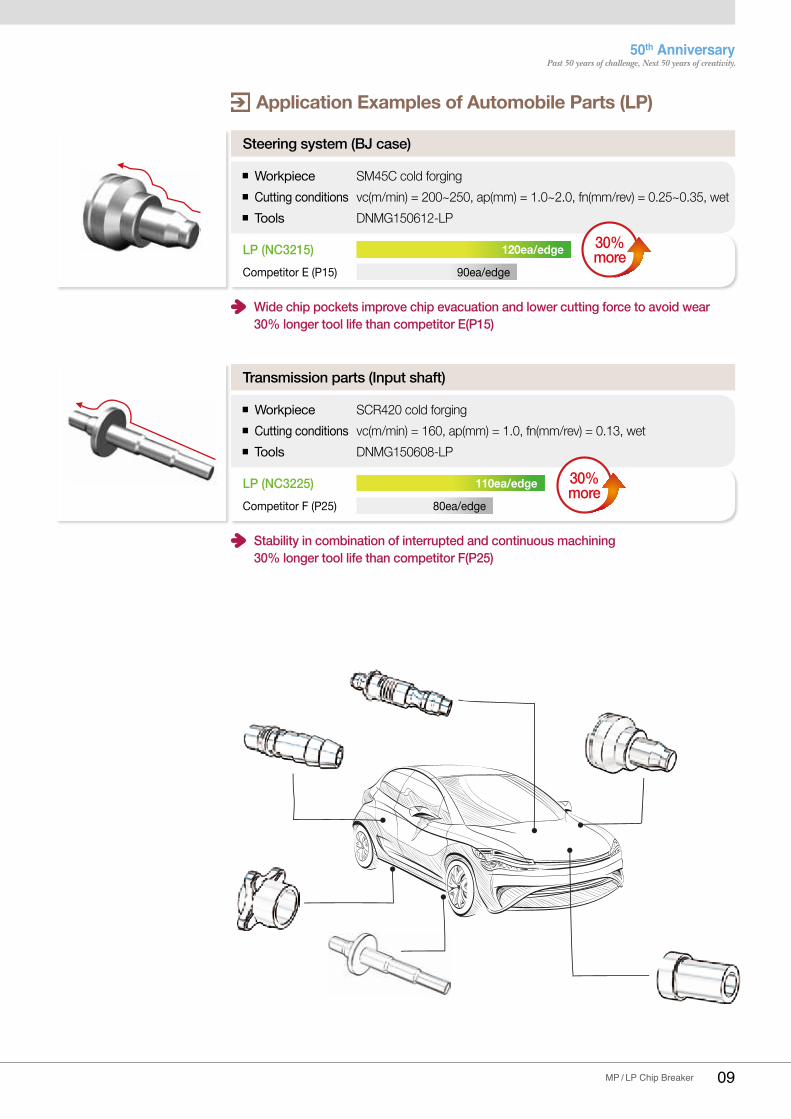
Wide chip pockets improve chip evacuation and lower cutting force to avoid wear 30% longer tool life than competitor E(P15)
Steering system (BJ case)
LP (NC3215)Competitor E (P15)
Stability in combination of interrupted and continuous machining 30% longer tool life than competitor F(P25)
Transmission parts (Input shaft)
LP (NC3225)Competitor F (P25)
Application Examples of Automobile Parts (LP)
120ea/edge
90ea/edge
30%more
110ea/edge
80ea/edge
30%more
Workpiece Cutting conditions Tools
SM45C cold forgingvc(m/min) = 200~250, ap(mm) = 1.0~2.0, fn(mm/rev) = 0.25~0.35, wetDNMG150612-LP
Workpiece Cutting conditions Tools
SCR420 cold forgingvc(m/min) = 160, ap(mm) = 1.0, fn(mm/rev) = 0.13, wetDNMG150608-LP
10 KORLOY TECH-NEWS
MP / LP Chip BreakerC
TY
PE
T TY
PE
W T
YP
ED
TY
PE
S T
YP
EV
TY
PE
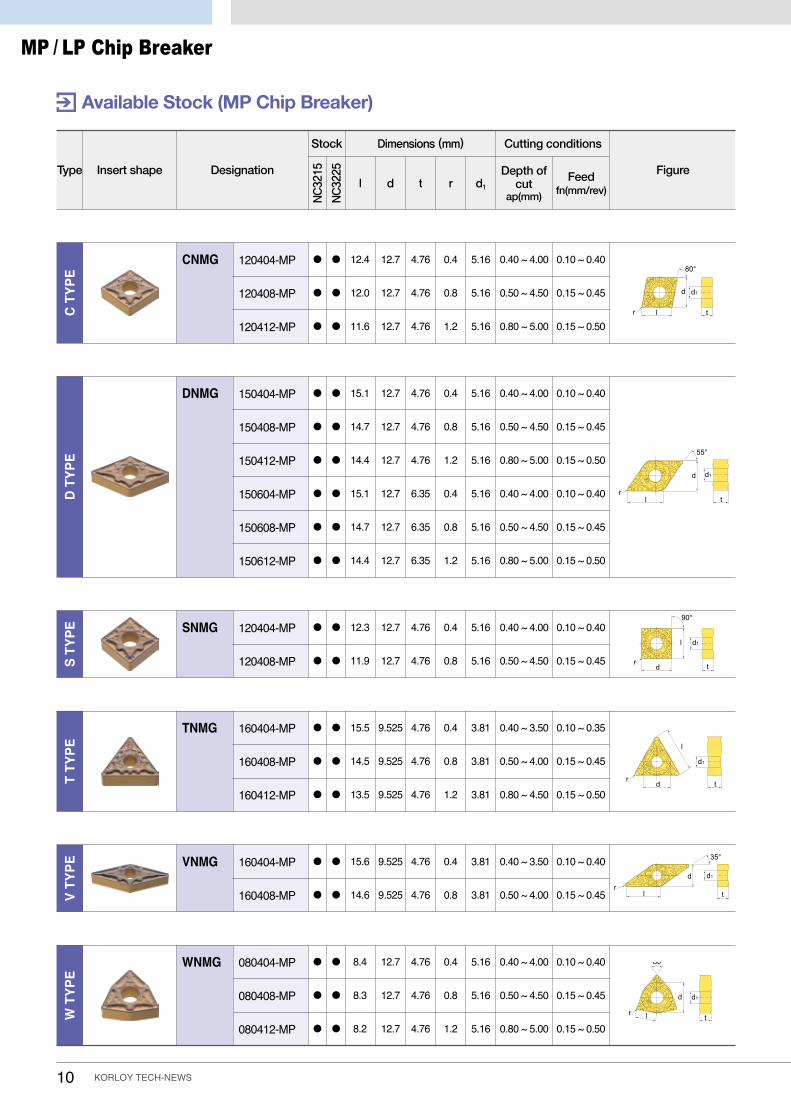
Available Stock (MP Chip Breaker)
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
CNMG
DNMG
SNMG
TNMG
VNMG
WNMG
120404-MP
120408-MP
120412-MP
150404-MP
150408-MP
150412-MP
150604-MP
150608-MP
150612-MP
120404-MP
120408-MP
160404-MP
160408-MP
160412-MP
160404-MP
160408-MP
080404-MP
080408-MP
080412-MP
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
12.4
12.0
11.6
15.1
14.7
14.4
15.1
14.7
14.4
12.3
11.9
15.5
14.5
13.5
15.6
14.6
8.4
8.3
8.2
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
4.76
4.76
4.76
4.76
4.76
4.76
6.35
6.35
6.35
4.76
4.76
4.76
4.76
4.76
4.76
4.76
4.76
4.76
4.76
0.4
0.8
1.2
0.4
0.8
1.2
0.4
0.8
1.2
0.4
0.8
0.4
0.8
1.2
0.4
0.8
0.4
0.8
1.2
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
3.81
3.81
3.81
3.81
3.81
5.16
5.16
5.16
0.40 ~ 4.00
0.50 ~ 4.50
0.80 ~ 5.00
0.40 ~ 4.00
0.50 ~ 4.50
0.80 ~ 5.00
0.40 ~ 4.00
0.50 ~ 4.50
0.80 ~ 5.00
0.40 ~ 4.00
0.50 ~ 4.50
0.40 ~ 3.50
0.50 ~ 4.00
0.80 ~ 4.50
0.40 ~ 3.50
0.50 ~ 4.00
0.40 ~ 4.00
0.50 ~ 4.50
0.80 ~ 5.00
0.10 ~ 0.40
0.15 ~ 0.45
0.15 ~ 0.50
0.10 ~ 0.40
0.15 ~ 0.45
0.15 ~ 0.50
0.10 ~ 0.40
0.15 ~ 0.45
0.15 ~ 0.50
0.10 ~ 0.40
0.15 ~ 0.45
0.10 ~ 0.35
0.15 ~ 0.45
0.15 ~ 0.50
0.10 ~ 0.40
0.15 ~ 0.45
0.10 ~ 0.40
0.15 ~ 0.45
0.15 ~ 0.50
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
Type Insert shape Designation Figure
NC3215
NC3225
Stock Dimensions (mm) Cutting conditions
l d t r d1
Depth ofcut
ap(mm)
Feedfn(mm/rev)
11MP / LP Chip Breaker
50th Anniversary
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
12.4
12.0
11.6
15.1
14.7
14.4
15.1
14.7
14.4
12.3
11.9
15.5
14.5
8.4
8.3
8.2
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
12.7
9.525
9.525
12.7
12.7
12.7
4.76
4.76
4.76
4.76
4.76
4.76
6.35
6.35
6.35
4.76
4.76
4.76
4.76
4.76
4.76
4.76
0.4
0.8
1.2
0.4
0.8
1.2
0.4
0.8
1.2
0.4
0.8
0.4
0.8
0.4
0.8
1.2
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
5.16
3.81
3.81
5.16
5.16
5.16
0.30 ~ 2.00
0.50 ~ 2.50
0.80 ~ 3.00
0.30 ~ 2.00
0.50 ~ 2.50
0.80 ~ 3.00
0.30 ~ 2.00
0.50 ~ 2.50
0.80 ~ 3.00
0.30 ~ 2.00
0.50 ~ 2.50
0.30 ~ 2.00
0.50 ~ 2.50
0.30 ~ 2.00
0.50 ~ 2.50
0.80 ~ 3.00
0.10 ~ 0.35
0.10 ~ 0.40
0.13 ~ 0.45
0.10 ~ 0.35
0.10 ~ 0.40
0.13 ~ 0.45
0.10 ~ 0.35
0.10 ~ 0.40
0.13 ~ 0.45
0.10 ~ 0.35
0.10 ~ 0.40
0.10 ~ 0.35
0.10 ~ 0.40
0.10 ~ 0.35
0.10 ~ 0.40
0.13 ~ 0.45
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
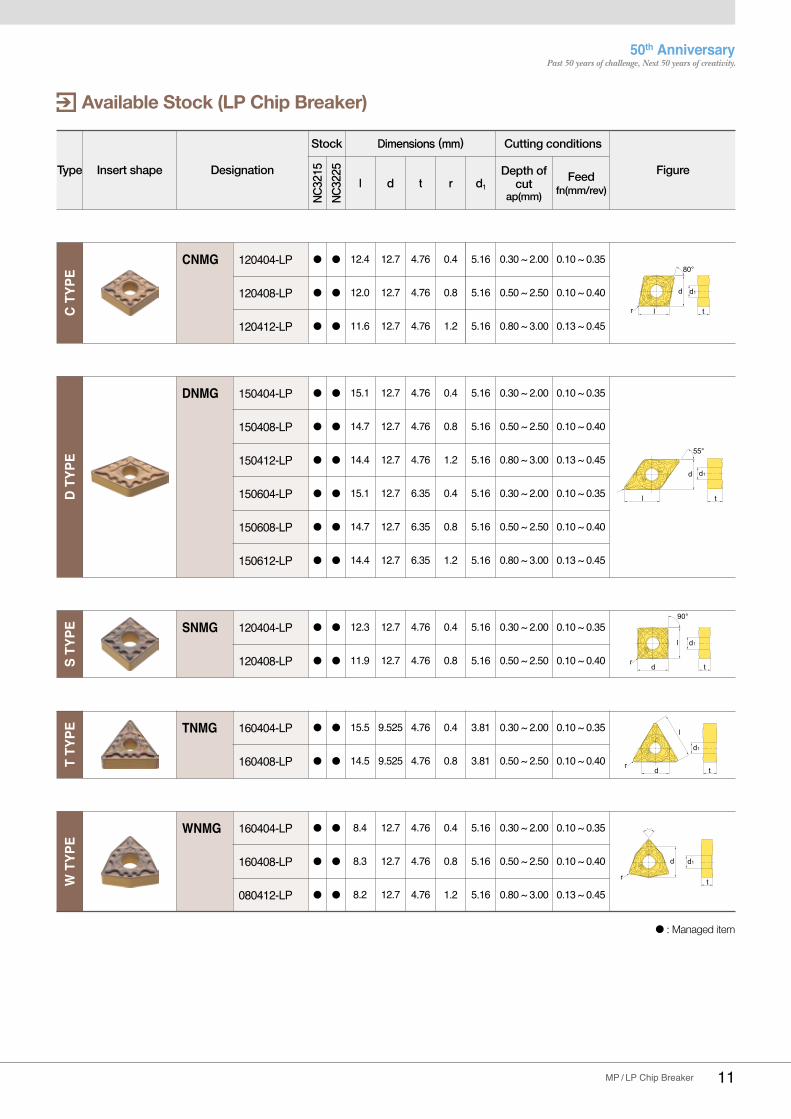
120404-LP
120408-LP
120412-LP
150404-LP
150408-LP
150412-LP
150604-LP
150608-LP
150612-LP
120404-LP
120408-LP
160404-LP
160408-LP
160404-LP
160408-LP
080412-LP
C T
YP
ED
TY
PE
S T
YP
E
●: Managed item
Available Stock (LP Chip Breaker)
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
lr
80°
t
MP도면
CNMG
LP도면
lr
80°
t
d1d
DNMG
SNMG
TNMG
WNMG
VNMG
DNMG
rl
55°
t
tl
55°
r
tl
55°
r
l
55°
tr
tdr
d
l
r t
tdr
dr
t
t
80°
r
l tr
t
80°
r
d1d
90°
d1d
d1
l
d1
35°
d d1
d d1
l
d1d
d1d
d1d
90°
l d1
l
d1
d d1
CNMG
DNMG
SNMG
W T
YP
E
WNMG
T TY
PE TNMG
Type Insert shape Designation Figure
NC3215
NC3225
Stock Dimensions (mm) Cutting conditions
l d t r d1
Depth ofcut
ap(mm)
Feedfn(mm/rev)
Head OfficeHolystar B/D, 1350, Nambusunhwan-ro, Geumcheon-gu, Seoul, 08536, KoreaTel : +82-2-522-3181 Fax : +82-2-522-3184Web : www. korloy.com E-mail : [email protected]
Cheongju Factory55, Sandan-ro, Heungdeok-gu, Cheongju-si, Chungcheongbuk-do, 28589, Korea Tel : +82-43-262-0141 Fax : +82-43-262-0146
Jincheon Factory54, Gwanghyewonsandan 2-gil, Gwanghyewon-myeon, Jincheon-gun, Chungcheongbuk-do, 27807, KoreaTel : +82-43-535-0141 Fax : +82-43-535-0144
R & D Institute Cheongju55, Sandan-ro, Heungdeok-gu, Cheongju-si, Chungcheongbuk-do, 28589, Korea Tel : +82-43-262-0141 Fax : +82-43-262-0711
R & D Institute SeoulHolystar B/D, 1350, Nambusunhwan-ro, Geumcheon-gu, Seoul, 08536, KoreaTel : +82-2-522-3181 Fax : +82-2-522-3184
620 Maple Avenue, Torrance, CA 90503, USATel : +1-310-782-3800 Toll Free : +1-888-711-0001 Fax : +1-310-782-3885www.korloyamerica.com E-mail : [email protected]
Gablonzer Str. 25-27, 61440 Oberursel, GermanyTel : +49-6171-277-83-0 Fax : +49-6171-277-83-59www.korloyeurope.com E-mail : [email protected]
Plot NO.415, Sector 8, IMT Manesar, Gurgaon 122051, Haryana, INDIATel : +91-124-4391790 Fax : +91-124-4050032www.korloyindia.com E-mail : [email protected]
Av. Aruana 280, conj.12, WLC, Alphaville, Barueri, CEP06460-010, SP, BrasilTel : +55-11-4193-3810E-mail : [email protected]
Ground Dongjing Road 56 District Free Trade Zone. Qingdao, ChinaTel : +86-532-86959880 Fax : +86-532-86760651E-mail : [email protected]
20160410TN01-EM-01





























