Embed Size (px)
Citation preview

MESTRADO EM PROCESSOS QUÍMICOS E BIOLÓGICOS
DEPARTAMENTO DE ENGENHARIA QUÍMICA E BIOLÓGICA
INSTITUTO SUPERIOR DE ENGENHARIA DE COIMBRA
INSTITUTO POLITÉCNICO DE COIMBRA
Monitorização do Sistema HACCP e Controlo
Estatístico do Peso de Produtos da Fábrica de
Pastelaria S. Silvestre, Lda
Autor
Ana Cristina de Sousa Leite *
Orientador
Doutor Belmiro Duarte
Instituto Superior de Engenharia de Coimbra
Orientadora
Engenheira Elisabete Costa
Fábrica de Pastelaria S.Silvestre
Coimbra, Dezembro 2011

Agradecimentos
Gostaria de agradecer o apoio prestado por todos os elementos que de forma directa ou
indirecta colaboraram na realização deste relatório de estágio, dando especial ênfase:
Aos meus pais, namorado, avó e irmão pela confiança, coragem, carinho, compreensão,
disponibilidade e paciência que tiveram comigo.
Ao Doutor Belmiro Duarte pelo incentivo, confiança, orientação, motivação e
oportunidade de realização deste trabalho.
À Engenheira Elisabete Costa pela orientação, generosidade, confiança, motivação,
amizade, disponibilidade demonstrada durante todo o período de estágio e ainda, pela
oportunidade de realizar um trabalho útil para a empresa e a confiança na elaboração.
Aos colaboradores de Fábrica de Pastelaria S.Silvestre e em especial ao chefe de
produção Nuno Franscisco por todas as explicações, demonstrações, disponibilidade e ajuda
incansável para a realização do trabalho.
À Fábrica de Pastelaria S.Silvestre por me ter acolhido com tanto carinho e pelo
fornecimento de toda informação necessária para a realização deste trabalho.
Aos meus amigos que me deram alento para progredir, me ajudaram no esclarecimento
de dúvidas e por me apoiaram em todas as circunstâncias.

A regra de ouro da conduta é a tolerância mútua, porque nunca pensamos todos da mesma
forma e sempre veremos só uma parte da verdade sob diferentes ângulos.
Ghandi

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre RESUMO
Ana Cristina de Sousa Leite i
Resumo
O plano curricular do Mestrado em Processos Químicos e Biológicos leccionado no Instituto
Superior de Engenharia de Coimbra integra um estágio de carácter profissionalizante. No
âmbito desta unidade curricular o estágio foi efectuado no Departamento de Qualidade da
Fábrica de Pastelaria S.Silvestre, no intervalo de tempo de 3 de Dezembro de 2010 a 26 de
Julho de 2011.
A Fábrica de Pastelaria S.Silvestre situada na Lousã, tem vindo a desenvolver a sua
actividade industrial na produção de pão e produtos de pastelaria..
O principal objectivo deste estágio foi a monitorização do sistema de Análise de Perigos
e Pontos Críticos de Controlo, aqui designado segundo a designação em inglês como Hazard
Analysis and Critical Control Points – HACCP e requisitos da norma NP EN ISO 9001:2008
na sede da Fábrica de Pastelaria S.Silvestre. Ao longo do estágio foram acompanhados os
diversos processos e procedimentos produtivos de padaria e pastelaria, desde a concepção dos
produtos até à sua distribuição, higienização de áreas e equipamentos e manutenção. Foram
também acompanhados os modelos e critérios da qualidade da empresa tendo em conta as
ferramentas e norma implementada.
Como critério de qualidade pretendeu-se, ainda, averiguar se os produtos
confeccionados na empresa se apresentam controlados a nível de peso, foi então necessário
proceder a um estudo de controlo de pesos dos produtos cujo objectivo final seria a
implementação de controlo estatístico do processo através de cartas de controlo de variáveis.
Neste âmbito procedeu-se ainda uma estimativa de custos associados ao não controlo dos
pesos dos produtos.
Como conclusão, averiguou-se que existem melhorias a introduzir para maior e mais
eficiente cumprimento dos critérios do sistema de gestão da qualidade. No estudo
relativamente ao controlo estatístico dos pesos dos produtos constatou-se que alguns produtos
denotam variabilidade significativa, acarretando custos relevantes para a empresa,
nomeadamente custos associados à imagem comercial da empresa, no entanto o processo
mantêm-se sob controlo.
Palavras – chave: Segurança alimentar; Sistema de gestão de qualidade; HACCP; NP EN
ISO 9001:2008; Controlo Estatístico do Processo; Cartas de controlo de variáveis para padrão
desconhecido.

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ABSTRACT
Ana Cristina de Sousa Leite ii
Abstract
The syllabus of the Master in Chemical and Biological Processes taught at the Instituto
Superior de Engenharia de Coimbra includes a vocational stage. The main work comprised in
the stage was conducted at the Department of Quality of Fábrica de Pastelaria S.Silvestre,
between 3th
December 2010 to 26th
July 2011.
Fábrica de Pastelaria S.Silvestre is a confectionery factory located in Lousã and has
been developing its industrial activity in the production of bread, cakes, biscuits and cakes.
The main goal of the stage was to contribute for monitoring the Hazard Analysis and
Critical Control Points – HACCP, and the requirements of NP EN ISO 9001:2008 at the
headquarters of the Confectionery Factory. Throughout the stage several processes were
accompanied and procedures for bakery and pastry production, from product design to their
distribution, cleaning of areas and equipment and equipment maintenance. The Quality
Management system was also analysed and particulary the quality control function taking into
account models and the company's quality account the standard tools and NP EN ISO
9001:2008 were implemented.
As a quality requirement, was intended to determine whether the products manufactured
at the company controlled at relatively to the weight. Based on the analysis it was necessary to
carry out a study to reach the weight control of products based on the implementation of
statistical process control, especially control charts for variables. In this context I also derived
to an estimate of costs associated with failing to control the weights of the products.
To summarise, it was found that there are improvements to be made larger and more
efficient to meet the requirement of quality. In the statistical control of the weights of the
products it was found that some products denote large variability in weight resulting in
significant costs to the company, but does allow to keep them under control.
Keywords: Food security, Quality Management System, HACCP, NP EN ISO
9001:2008, Statistical Process Control, Control charts for variables and unknown pattern.

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ÍNDICE
Ana Cristina de Sousa Leite iii
Índice de Conteúdos
Capítulo 1
1 Introdução ......................................................................................................................................................................... 1
1.1 Fábrica de Pastelaria S.Silvestre ................................................................................ 2
1.1.1 Serviços/Clientes .................................................................................................. 3
1.1.2 Recursos ............................................................................................................... 3
1.1.3 Estrutura organizacional ....................................................................................... 3
1.1.4 Lay-out da unidade de produção .......................................................................... 4
1.1.5 A Qualidade na Fábrica de Pastelaria S.Silvestre................................................. 8
Capítulo 2
2 Segurança Alimentar ..................................................................................................................................................... 10
2.1 Principais agentes prejudiciais à saúde ...................................................................... 11
2.1.1 Microrganismos toxicogénicos e patogénicos .................................................... 11
2.1.2 Nutrição deficiente ............................................................................................. 13
2.1.3 Contaminação ambiental .................................................................................... 13
2.1.4 Resíduos de pesticidas ........................................................................................ 13
2.1.5 Aditivos alimentares ........................................................................................... 13
2.2 Tipos de perigos associados à produção de alimentos ............................................... 14
2.2.1 Avaliação de perigos .......................................................................................... 15
2.3 Doenças transmitidas por alimentos .......................................................................... 18
2.3.1 Condições para a ocorrência de doenças transmitidas por alimentos ................. 18
2.3.2 Classificação das doenças transmitidas por alimentos ....................................... 19
2.4 Legislação referente a Higiene e Segurança Alimentar ............................................. 20
2.5 Qualidade e Segurança Alimentar ............................................................................. 22
Capítulo 3
3 O Sistema de Gestão de Qualidade na Fábrica de Pastelaria S.Silvestre, Lda ............................................................ 24
3.1 Sistema de Gestão de Qualidade ................................................................................ 25
3.2 A Norma NP EN ISO 9001:2008 ............................................................................... 26
3.2.1 Manual de Qualidade da Fábrica de Pastelaria S.Silvestre - NP EN ISO
9001:2008 .......................................................................................................................... 30
3.2.1.1 Sistema de Gestão da Qualidade (Requisito 4 de NP EN ISO 9001:2008). .. 30
3.2.1.2 Responsabilidade da Gestão (requisito 5 de NP EN ISO 9001:2008) ........... 36
3.2.1.3 Gestão de Recursos (requisito 6 de NP EN ISO 9001:2008) ......................... 37

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ÍNDICE
Ana Cristina de Sousa Leite iv
3.2.1.4 Realização do produto (requisito 7 de NP EN ISO 9001:2008) ..................... 38
3.2.1.5 Medição, Análise e Melhoria (requisito 8 de NP EN ISO 9001:2008) ........... 40
3.2.2 Ligação entre SGQ e HACCP ............................................................................. 42
3.3 Trabalho realizado no âmbito de melhoria de SGQ ................................................... 43
Capítulo 4
4 Hazard Analysis and Critical Control Points............................................................................................................... 46
4.1 Pré-Requisitos do plano de HACCP .......................................................................... 46
4.1.1 Requisitos gerais das instalações de fabrico ....................................................... 48
4.1.2 Requisitos gerais dos equipamentos e utensílios utilizados no fabrico .............. 48
4.1.3 Requisitos gerais das viaturas de transporte de mercadoria ............................... 48
4.1.4 Higiene das instalações, equipamentos, utensílios e viaturas de transporte ....... 49
4.1.5 Higiene e saúde do pessoal de produção ............................................................ 49
4.1.6 Controlo de pragas .............................................................................................. 50
4.1.7 Controlo de resíduos alimentares ....................................................................... 51
4.1.8 Controlo analítico – análises microbiológicas de matérias primas, água de
abastecimento, superfícies de trabalho e produto final; ..................................................... 51
4.1.9 Manutenção preventiva dos equipamentos ......................................................... 51
4.1.10 Rastreabilidade dos géneros alimentícios ........................................................... 51
4.1.11 Qualificação dos fornecedores de matéria primas/ material de embalagem ...... 52
4.2 Plano de HACCP ....................................................................................................... 53
4.2.1 Princípios e Passos do Sistema de HACCP ........................................................ 53
4.2.2 Plano de HACCP da Fábrica de Pastelaria S. Silvestre .................................... 54
4.2.3 Fluxogramas e etapas do processo da empresa .................................................. 55
4.2.4 Análise de perigos .............................................................................................. 60
4.2.5 Identificação dos pontos críticos de controlo (PCC) e Revisão dos perigos
identificados ....................................................................................................................... 61
4.2.6 Estabelecimento de limites críticos de controlo para cada PCC ........................ 64
4.2.7 Estabelecimento de sistema de monitorização para cada PCC .......................... 64
4.2.8 Estabelecimento de acções correctivas ............................................................... 64
4.2.9 Estabelecimento de procedimentos de verificação ............................................. 64
4.2.10 Estabelecimento de controlo de documentos e dados ........................................ 65
4.3 Trabalho realizado no âmbito de HACCP no decorrer do estágio ............................. 65

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ÍNDICE
Ana Cristina de Sousa Leite v
Capítulo 5
5 Controlo Estatístico do Processo ................................................................................................................................... 68
5.1 Origem do CEP .......................................................................................................... 68
5.2 Implementação de CEP ............................................................................................. 69
5.2.1 Causas de variabilidade ...................................................................................... 70
5.2.2 Cartas de Controlo .............................................................................................. 70
5.3 Aplicações de CEP na Indústria alimentar ................................................................ 72
5.4 Caso de estudo: Controlo do peso dos produtos de Fábrica de Pastelaria S. Silvestre74
5.4.1 Dados recolhidos em Fábrica de Pastelaria S.Silvestre .................................... 75
5.4.1.1 Normalidade dos dados ................................................................................... 76
5.4.1.2 Aleatoriedade dos dados ................................................................................. 76
5.4.2 Limites de Controlo ............................................................................................ 77
5.4.3 Cartas de controlo dos pesos de Croissant Brioche - Fase I .............................. 78
5.4.4 Aplicacação das cartas de controlo dos pesos de Croissant Brioche – Fase II .. 85
5.4.5 Custos associados a não qualidade ao nível do peso de produtos...................... 88
5.4.5.1 Função perda para o controlo do peso de Croissant Brioche ......................... 90
5.4.6 Propostas de trabalhos futuros ............................................................................ 92
Capítulo 6
6 Conclusões ....................................................................................................................................................................... 94
7 Referências bibliográficas .............................................................................................................................................. 96
8 ANEXOS ........................................................................................................................................................................... I

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ÍNDICE DE TABELAS
Ana Cristina de Sousa Leite vi
Índice de Tabelas
Tabela 2-1 – Principais microrganismos toxicogénicos e patogénicos em alimentos (Araújo,
1999). ........................................................................................................................................ 12
Tabela 2-2 – Exemplos de perigos associados aos vários níveis de severidade (Antunes &
Baptista, 2005). ......................................................................................................................... 16
Tabela 2-3 – Critérios para a avaliação de perigos (adaptado (Pinheiro, Baptista, & Alves,
2003)) ....................................................................................................................................... 17
Tabela 2-4 - Matriz de avaliação de perigos (Baptista & et al, 2003). ..................................... 17
Tabela 3-1 – Interacção entre processos da Fábrica de Pastelaria S.Silvestre (adaptado de
Costa (2011)). ........................................................................................................................... 34
Tabela 5-1 – Valores de significância (p) para os testes de K-S, Lilliefors e de aleatoriedade
para os dados recolhidos dos tipos de produtos em estudo, sendo N – Não e S – Sim. ........... 77
Tabela 5-2 – Expressões que permitem determinar os limites de controlo de cartas de controlo
de média e amplitude e padrão desconhecido (Mitra, 2008). .................................................. 78
Tabela 5-3 – Valores dos limites de controlo (inferior e superior) e da linha central das cartas
de controlo de média e de amplitude dos Croissants Brioche no estado cru e cozido. ............ 79
Tabela 5-4 – Valores das especificações mínimas, medianas e máximas de Croissant Brioche
cru e cozido para a carta de controlo de média . .................................................................... 79
Tabela 5-5 - Percentagens de valores dos pesos dos Croissant Brioche crus e cozidos, da fase
I, que estão dentro dos limites de controlo e as percentagens das amostras que se encontram
na gama das especificações pretendidas, assim como as que não estão. .................................. 82
Tabela 5-6 - Percentagens de valores dos pesos dos Croissants Brioche crus e cozidos, fase II,
que estão dentro dos limites de controlo e as percentagens das amostras que se encontram na
gama das especificações pretendidas, assim como as que não estão........................................ 87
Tabela 8-1 – Exemplo de Plano de higienização de uma área .................................................... I
Tabela 8-2 – Perigos associados a cada etapa do processo, especificação do perigo, nível de
aceitação, a causa e medidas preventivas. ............................................................................. VIII
Tabela 8-3 – Grau de significância dos diferentes perigos associados às etapas da Fábrica de
Pastelaria S.Silvestre. Sendo S – significativo e NS – não significativo. .............................. XIV
Tabela 8-4 – Identificação de pontos críticos e pontos críticos de controlo, com recurso à
árvore de decisão, para cada perigo identificado nas diversas áreas da empresa. ................. XVI
Tabela 8-5 – Medida, parâmetros e limites de controlo para os seis PCC’s e parâmetros de
monitorização, registo e acções correctivas. ...................................................................... XXIII
Tabela 8-6 – Tabela de constantes utilizadas na determinação dos limites de controlo das
diferentes cartas de controlo possíveis (Pires, 2007) ........................................................... XXX
Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ÍNDICE DE FIGURAS
Ana Cristina de Sousa Leite vii
Índice de Figuras
Figura 1-1 – Organograma da Fábrica de Pastelaria S.Silvestre (adaptado deCosta (2011)). .. 3
Figura 1-2 - Lay-out da Fábrica de Pastelaria S.Silvestre......................................................... 5
Figura 3-1 – Representação esquemática da metodologia PDCA (adaptado de (APCER,
2010)). ...................................................................................................................................... 28
Figura 3-2 – Estrutura da documentação de uma organização (adaptadoPires (2007)). .......... 29
Figura 3-3 – Mapa de Processos de SGQ (adaptado de Costa (2011))..................................... 32
Figura 3-4 – Diagrama representativo da hierarquia dos três níveis de documentos (adaptado
de Costa (2011)). ...................................................................................................................... 35
Figura 4-1 – Diferenciação de perigos não significativos e significativos, e decisão sobre o
respectivo controlo, através de pré-requisitos ou do plano HACCP (adaptado de Declan
(2002)). ..................................................................................................................................... 47
Figura 4-2 – Fluxograma genérico de padaria (Costa, 2009). .................................................. 56
Figura 4-3 – Fluxograma genérico de pastelaria (Costa, 2009). .............................................. 57
Figura 4-4 - Árvore de Decisão para a identificação de PCC (adaptado de Notermans,(1995).
.................................................................................................................................................. 62
Figura 5-1 – Carta de controlo de média de peso das amostras de Croissant Brioche cru e
padrão desconhecido (fase I). ................................................................................................... 80
Figura 5-2 - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cru e
padrão desconhecido (fase I). ................................................................................................... 80
Figura 5-3 – Carta de controlo de média de peso das amostras de Croissant Brioche cozido e
padrão desconhecido (fase I). ................................................................................................... 81
Figura 5-4 - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cozido
e padrão desconhecido (fase I). ................................................................................................ 81
Figura 5-5 – Procedimento de actuação aquando a detecção de um ponto fora de controlo. ... 84
Figura 5-6 – Carta de controlo de média de peso das amostras de Croissant Brioche cru (fase
II). ............................................................................................................................................. 85
Figura 5-7 - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cru
(fase II). .................................................................................................................................... 86
Figura 5-8 - Carta de controlo de média de peso das amostras de Croissant Brioche cozido
(fase II). .................................................................................................................................... 86
Figura 5-9 - - Carta de controlo de amplitude de peso das amostras de Croissant Brioche
cozido (fase II). ......................................................................................................................... 87

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ÍNDICE DE FIGURAS
Ana Cristina de Sousa Leite viii
Figura 5-10 – Função Perda do processo produtivo de Croissant Brioche da empresa Fábrica
de Pastelaria S. Silvestre. ......................................................................................................... 91
Figura 5-11 – Representação gráfica da perda instantânea relativa a cada amostra recolhida na
fase II. ....................................................................................................................................... 92
Figura 8-1 – Carta de controlo de média de Pão Bico cru elaborado na Fábrica de Pastelaria
S.Silvestre. ....................................................................................................................... XXVIII
Figura 8-2 – Carta de controlo de amplitude de Pão Bico cru elaborado na Fábrica de
Pastelaria S.Silvestre. ...................................................................................................... XXVIII
Figura 8-3 - Carta de controlo de média de Pão Bico cozido elaborado na Fábrica de
Pastelaria S.Silvestre. ......................................................................................................... XXIX
Figura 8-4 - Carta de controlo de amplitude de Pão Bico cozido elaborado na Fábrica de
Pastelaria S.Silvestre. ......................................................................................................... XXIX

Monitorização de HACCP e CEP em Fábrica de Pastelaria S.Silvestre ABREVIATURAS E SIGLAS
Ana Cristina de Sousa Leite ix
Abreviaturas e Siglas
C – Conforme
CEP – Controlo Estatístico do Processo
COQ – Custos totais operacionais de qualidade
FAO – Food and Agricultural Organization of the United Nations
FDA – Food and Drug Administration
G – Severidade
HACCP – Hazard Analysis and Critical Control Points
ISO – Internacional Organization for Standardization
IT – Instrução de trabalho
LC – Linha Central
LIC – Limite Inferior de Controlo
LSC – Limite Superior de Controlo
MQ – Manual da Qualidade
NC – Não Conforme
NP – Norma Portuguesa
NS – Não Significativo
OMS – Organização Mundial de Saúde
PC – Ponto Crítico
PCC – Ponto Crítico de Controlo
R – Risco
S – Significância / Significativo
SGQ – Sistema de Gestão da Qualidade

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 1
1 Introdução
Na actualidade, o consumidor pretende usufruir do seu direito à segurança estando inerente a
protecção eficaz e garantias contra produtos, processos de produção e serviços que, quando
utilizados em situações normais e previsíveis, não representem qualquer perigo para a sua
saúde e segurança (Pierson & et al, 1995). Esta perspectiva evidencia-se, sobretudo, no sector
alimentar, pelo que, para as empresas desta área se torna indispensável adoptar medidas
específicas que visem a satisfação e confiança do consumidor, permitindo assim, a sua
presença no mercado.
A adopção destas medidas específicas resulta não só das imposições dos mercados, mas
sobretudo das cadeias de distribuição alimentar que têm incrementado mudanças
significativas, tais como, a exigência de certificação por referenciais ou normas por parte dos
seus fornecedores.
Os empresários do sector alimentar já consideram imprescindível o desenvolvimento de
metodologias que respondam às exigências dos consumidores, tanto a nível de qualidade
como, de segurança alimentar, sendo a confiança do consumidor na entidade conseguida com
a certificação de qualidade e segurança alimentar do produto ou serviço (Trienekens &
Zuurbier, 2007).
O presente relatório resulta de um período de estágio onde foi possível averiguar a
eficácia dos sistemas e ferramentas implementadas na empresa do sector alimentar que
pretendem atender às exigências do consumidor e, por consequência, do mercado. A empresa
em questão dedica-se à produção e distribuição de produtos de padaria e pastelaria, sendo o
seu maior volume de negócio associado a grandes superfícies de venda ao público,
apresentando exigências contratuais relativamente aos produtos.
O principal objectivo deste estágio foi a monitorização do sistema de Análise de Perigos
e Pontos Críticos de Controlo, Hazard Analysis and Critical Control Points – HACCP e de
alguns requisitos da norma NP EN ISO 9001:2008 na sede da Fábrica de Pastelaria
S.Silvestre. Como critério de qualidade pretendeu-se, ainda, averiguar se os produtos
confeccionados na empresa se apresentam controlados a nível de peso. Com base nos
resultados foi então necessário proceder ao controlo estatístico dos pesos de alguns produtos
de pastelaria e de padaria através de cartas de controlo.Este tipo de ferramenta foi desenhada e
associado a ela definiram-se os procedimentos de actuação e análise de causas.
A organização deste relatório de estágio reparte-se em:
Introdução onde se apresenta a empresa onde o estágio foi realizado - Fábrica de
Pastelaria S.Silvestre, descrevendo o seu histórico, localização, organização, serviços,
recursos, lay-out e certificação;
Segurança Alimentar indicando os principais agentes para obtenção de produto não
seguro, os tipos de perigos para a saúde pública, as possíveis doenças transmitidas por
produtos não seguros, a legislação aplicável à segurança alimentar para protecção do
consumidor final e, por fim, se integram os conceitos de qualidade e segurança alimentar;

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 2
Sistema de Gestão da Qualidade da Fábrica de Pastelaria S.Silvestre enquadrando a
norma NP EN ISO 9001:2008 e explicita-se o Manual da Qualidade aplicado na empresa;
HACCP onde se analisam os pré-requistos e o plano de HACCP implementado na
empresa;
Controlo Estatístico do Processo explicitando-se os conceitos teórios, os resultados
obtidos tratados estatisticamente dando especial atenção a cartas de controlo de variáveis
(média e amplitude) e uma estimativa de custos associados ao não controlo dos pesos dos
produtos com recurso à função perda de Taguchi. Ao longo do relatório indica-se a
experiência adquirida e as tarefas realizadas atendendo aos diversos objectivos pretendidos.
1.1 Fábrica de Pastelaria S.Silvestre
Nesta secção apresenta-se, de forma sucinta, a unidade da Fábrica de Pastelaria S.Silvestre
onde decorreu o estágio. O objectivo é traçar uma linha de conhecimento que facilite o
entendimento de capítulos subsequentes.
Em 1983, Amílcar e Madalena Duarte, um casal lousanense e ex-emigrante na
Alemanha, dedicaram-se à exploração de um estabelecimento comercial designado por
“Pastelaria Royal”, onde confeccionavam produtos de padaria e pastelaria. No entanto,
conscientes das potencialidades da doçaria tradicional, nomeadamente da zona da Lousã,
decidiram focar-se na fabricação deste tipo de produtos. A Fábrica de Pastelaria S.Silvestre
foi, assim, constituída em 1990 por este casal de ex-emigrantes. Esta empresa dedica-se, ainda
hoje, à produção e distribuição de produtos de padaria e pastelaria. Em 1991/1992 investiu,
com o apoio dos fundos comunitários, na secção produtiva e na remodelação física da
empresa. O resultado relativamente a esta opção foi o aumento da área de produção de 50 m2
para 400 m2, ficando a linha de produção com a mais recente tecnologia do sector. Em
consequência obtiveram-se claros ganhos ao nível da produtividade, ao nível de processo
produtivo e especialização de mão-de-obra. Paralelamente, criou-se um novo estabelecimento
de venda e remodelou-se por completo o estabelecimento já existente.
O objectivo deste investimento foi essencial para dar seguimento à estratégia de
maximizar a performance tendo em conta os critérios Preço,Qualidade e Serviço. Ao longo
dos anos a empresa foi contratualizando com novos clientes que exigiam maior e melhor
quantidade e qualidade dos produtos. Naturalmente que as novas instalações permitiram ir de
encontro às expectativas de clientes e de colaboradores. A actual Fábrica de Pastelaria
S.Silvestre foi construída, em 2002 na zona industrial de Alto Padrão na Lousã com um
capital social de 50 000€ e possui uma área total de 1600 m2.
Esta empresa é constituída por uma fábrica mãe onde se realiza a produção de padaria e
pastelaria, por três postos de venda e um restaurante de cozinha rápida designado de
Foodstore situados no concelho da Lousã. No total a empresa emprega cerca de 58 pessoas.

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 3
1.1.1 Serviços/Clientes
Para além de venda directa ao balcão, a Fábrica de Pastelaria S.Silvestre aposta na
distribuição, fornecendo diversos estabelecimentos do comércio local, grandes superfícies,
escolas e algumas empresas da região. Assim, o mercado – alvo é o mercado interno da Lousã
e concelhos limítrofes.
O sucesso da Fábrica de Pastelaria S.Silvestre deve-se, em grande parte, ao produto de
qualidade fornecido e a um serviço personalizado de atendimento ao cliente, sendo estas as
características que destacam esta empresa face aos seus concorrentes do sector (Campos &
Costa, 2011).
1.1.2 Recursos
A estratégia da empresa baseia-se na modernização da unidade fabril, apoiada por quadros
superiores com o objectivo de elevar o grau de qualidade dos produtos e serviços fornecidos.
O crescimento e desenvolvimento da empresa têm sido conseguidos através de investimento
em equipamento produtivo, de reforço do quadro de colaboradores e na formação dos mesmos
(Campos & Costa, 2011).
1.1.3 Estrutura organizacional
A estrutura organizacional da Fábrica de Pastelaria S.Silvestre apresenta-se na Figura 1-1,
sendo clara a configuração vertical da organização das responsabilidades.
Gerência
(Madalena Duarte)
Representante da Gerência
( Dr. Luís Campos)
Departamento de Recursos Humanos
(Dr. ª Helena Francisco)
Departamento de Produção
(Nuno Francisco)
Chefe de Padaria
(Francisco Esteves)
Amassador/Forneiro
Ajudante
Aprendiz
Chefe de Pastelaria
(Nuno Francisco)
Oficiais
Ajudante
Aprendiz
Distribuição
(Carlos Bernardo)
Manutenção
(Carlos Varela)
Departamento Financeiro
(Dr. Luís Campos)
Departamento da Qualidade
(Engª Elisabete Costa)
Equipa de Limpeza
Figura 1-1 – Organograma da Fábrica de Pastelaria S.Silvestre (adaptado deCosta (2011)).

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 4
1.1.4 Lay-out da unidade de produção
As instalações da Fábrica de Pastelaria S.Silvestre (sede) estão divididas em várias secções
(ver Figura 1-2) com o intuito de não ocorrerem contaminações cruzadas dos produtos. As
diferentes secções são: armazém de matéria primas, padaria, pastelaria, câmaras de
refrigeração e congelação, tratamentos térmicos, sala de acabamentos, lavagem, expedição e
gabinete de facturação, sanitários/balneários, armazenamento de produtos de limpeza,
refeitório e, por fim, escritórios.

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 5
Figura 1-2 - Lay-out da Fábrica de Pastelaria S.Silvestre.
LEGENDA:
1- Armazém de embalagens
2- Gabinete de facturação
3- Cais de expedição
4- Expedição
5- Sala de Acabamentos
6- Tratamentos térmicos
7- Produção: Padaria
8- Produção: Pastelaria
9- Bar
10- WC’s
11 A e B- Salas de Lavagem e
armazenamento de utensílios
12- Cais de recepção de matérias – primas
refrigeradas
13- Área de câmaras de refrigeração ou
congelação
14- Sala de máquinas
15- Armazém de bebidas
16- Cais de recepção
17- Armazém de matérias – primas e
embalagens
18- Balneários
19- Refeitório
20- Posto Médico
21- Armazém de produtos de limpeza
22- Área de Manutenção
23- Sala de reuniões
24- Departamentos de Contabilidade e
Qualidade
25- Escritório da Gerência
C.M.- Câmara de Matérias – primas
C.S.-A.- Câmara de Produto Semi-
Acabado
S.E. - Sala de “embalagem”
C.A.- Câmara de Produto Acabado
C.Past.- Câmara de Pastelaria
C.F.C.- Câmara de fermentação
Controlada
C.P.- Câmara de Padaria
Túnel – Túnel de congelação

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 6
A seguir apresenta-se uma breve descrição do lay-out da fábrica a qual tem por
objectivo contextualizar secções posteriores deste trabalho.
No cais do armazém de matéria primas são recepcionados os diversos produtos
necessários à elaboração dos produtos de padaria e pastelaria. Neste, são armazenados
produtos que não precisem de ser refrigerados, por exemplo farinha, enlatados e açúcar. O
colaborador que recepciona os produtos deve ter em conta os diferentes parâmetros descritos
para os aceitar ou rejeitar (ver secção 4.2.3).
Quando todos os parâmetros estão em conformidade aceita-se o produto, procede-se à
etiquetagem interna após entrada dos mesmos no sistema informático, e por fim procede-se ao
armazenamento no local correcto. Esta é a primeira etapa de rastreabilidade das matérias (ver
secção 4.1.10). Caso o produto a recepcionar não esteja em conformidade com as
especificações pré-estabelecidas não é aceite pelo colaborador e será devolvido ao fornecedor.
Quando os colaboradores necessitarem de qualquer produto de armazém têm de efectuar
o registo no sistema informático dando continuidade à função de rastreabilidade. Ainda nesta
secção, os colaboradores têm de respeitar as regras de FIFO (first in first out), ou seja, o
primeiro produto a chegar é o primeiro a gastar e ainda FEFO (first expired first out), o
primeiro produto a perder a validade é o primeiro a gastar.
Na secção de padaria realizam-se algumas etapas dos procedimentos de elaboração dos
diversos tipos de pão, ou seja, pesagem de matéria prima, homogeneização das massas,
distribuição uniforme da massa, a atribuição da forma específica do pão em elaboração e o
acondicionamento das unidades em tabuleiros ou telas. As restantes etapas do procedimento
de elaboração de produto envolvem diferentes tipos de conservação ou ainda a cozedura e o
posterior acondicionamento do produto (ver Figura 4-2).
Na secção de pastelaria realizam-se algumas etapas dos procedimentos de elaboração da
vasta gama de produtos de pastelaria, tanto pertencente ao grupo dos salgados como ao dos
doces. As etapas descritas para a elaboração de pastelaria são semelhantes às de padaria, no
entanto deve-se atender à maior complexidade de elaboração dos pastéis (ver Figura 4-3).
Após elaboração do produto e de acondicionamento em tabuleiros estão são identificados com
um kanban1 que permite, através de computador, aceder ao histórico deste produto. Este
aspecto será salientado com mais ênfase na secção 3.2.1.4.
Na área das câmaras de refrigeração e de congelação existem sete diferentes câmaras:
três câmaras de refrigeração (de matérias primas, de produtos de padaria, de produtos de
pastelaria), duas câmaras de congelação (de produto acabado e de produto semi-acabado), um
túnel de congelação e uma câmara de fermentação controlada. Nas câmaras de refrigeração de
padaria e pastelaria colocam-se todos os produtos de padaria e pastelaria, respectivamente, em
cru e ainda produtos prontos a consumir, separados fisicamente. Estes produtos prontos a
1 Kanbans são cartões em polietileno onde consta um código de barras único, o número do kanban, o nome da
empresa. Estes cartões por terem códigos de barra podem ser lidos através de um dispositivo de luz infra-
vermelha. Os dados lidos por este dispositivo são registados na aplicação no computador. Através deste
procedimento é possível associar os códigos dos kanbans a produtos elaborados que já têm o seu histórico,
matéria prima entre outros, registados na aplicação SIM!PAN.

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 7
consumir, como é o caso de alguns pastéis e de bolos de aniversário necessitam de ser
conservados no frio por um curto intervalo de tempo e estão separados fisicamente dos
restantes para não ocorrerem contaminações cruzadas.
Na câmara de refrigeração de matérias primas armazenam-se todos os produtos
necessários à confecção e que necessitem de ser refrigerados. Aqui também se respeitam os
critérios citados em 4.2.3, salientado a importância do parâmetro de verificação da
temperatura do veículo de transporte. Para garantir que não há desenvolvimento de
microrganismos aquando o processo de congelação, deve-se ter em conta que ele deve ser o
mais curto possível. Para tal, recorre-se ao túnel de congelação que num intervalo de tempo
bastante pequeno congela o produto garantindo que no seu interior a temperatura seja de -
18˚C. A temperatura no interior do túnel varia entre -35 ˚C e -40˚C. Após congelação prévia
no túnel os produtos são encaminhados para as diferentes câmaras de congelação.
Nas câmaras de congelação de produtos acabados armazenam-se os produtos já cozidos
com ou sem recheios que estejam prontos para venda ou com determinados acabamentos por
fazer. Na câmara de produtos semi-acabados encontram-se os produtos em cru, só em massa,
mas também os recheados que ainda necessitam de fermentação e cozedura. Estas câmaras de
congelação devem garantir que a temperatura no centro do produto se mantém nos -18˚C, pelo
que a temperatura da câmara não deve variar para além da gama -18˚C a -21˚C.
A câmara de fermentação controlada designa-se desta maneira porque está programada
para emitir calor a determinadas horas e refrigerar as restantes. O objectivo desta câmara é
levedar a massa dos diferentes produtos à hora desejada para de seguida serem cozidos. A
temperatura de refrigeração varia entre 2 e 4˚C e a temperatura de levedação atinge os 42˚C,
sendo esta a temperatura óptima de levedação.
Um pormenor da máxima importância é o facto de existirem refrigeradores nos
corredores onde se encontram estas câmaras para que a diferença de temperatura entre o
corredor e as câmaras de refrigeração e de congelação não seja tão abrupta quando se abrem
as portas.
Na área de tratamentos térmicos procedem-se às cozeduras dos produtos. Existem dois
fornos de lares de três andares, dois fornos eléctricos de 3 e 4 patamares, respectivamente, um
forno rotativo, duas fritadeiras e um fogão. Nesta secção procede-se à cozedura de todos os
produtos de padaria e pastelaria, seja através do forno ou pela fritadeira. O fogão é o meio que
se utiliza para sintetisar alguns cremes, caldas e recheios.
Na sala de acabamentos, como o próprio nome indica, realizam-se os acabamentos
(decorações, recheios) de certos pastéis, montam-se e decoram-se bolos, reservam-se os
pastéis que estejam prontos para consumo e procede-se à divisão de produtos para os
diferentes clientes, em determinados casos. Esta sala tem de ter as portas fechadas e ser
refrigerada a uma temperatura de 14˚C para que não haja desenvolvimento de
microrganismos. Aqui, o colaborador tem de usar obrigatoriamente luvas e máscara para além
da farda usual.

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 8
A área de lavagem é constituída por duas salas, numa delas estão todos os recipientes e
equipamentos lavados necessários à produção. Na outra sala encontra-se um túnel de
lavagem, uma máquina de lavar louça e uma banca com duas pias, onde se procede à lavagem
de recipientes e equipamentos. Esta sala encontra-se perto do cais de expedição de produtos
para que o produto sujo proveniente do cliente não entre em contacto com os restantes
produtos evitando, desta forma, contaminações cruzadas. Pelo mesmo motivo, a sala de
lavagem também se encontra afastada das zonas de produção, acabamento, tratamentos
térmicos e conservação (câmaras de refrigeração e armazém).
Na secção de expedição encontram-se duas máquinas embaladoras e uma balança
calibrada que permite, para além de pesar, retirar etiquetas de identificação que serão
colocadas no produto acabado e embalado. Na expedição também se procede à divisão para
cabazes, sacos plásticos ou caixas de papel dos produtos para os diferentes clientes e ainda se
embalam alguns produtos de acordo com as especificações do cliente. Esta secção tem ligação
directa para o cais de expedição, promovendo, assim, a entrada dos produtos directamente
para as carrinhas de transporte refrigeradas e devidamente higienizadas.
No gabinete de facturação, os distribuidores procedem à facturação ou preenchimento
das guias de transporte dos produtos antes de seguirem viagem.
Existem áreas estritamente dedicadas aos colaboradores como os sanitários e balneários
onde se procede à mudança de roupa e ainda, a área de refeitório onde os colaboradores fazem
as suas refeições.
A área de armazenagem de produtos de limpeza e desinfecção encontra-se num
compartimento separado e identificado, sendo proibida a presença de qualquer produto
alimentar.
Na secção de escritórios existe uma sala de reuniões, um gabinete da gerência e um
outro alocado ao Departamento de Contabilidade e ao Departamento da Qualidade.
1.1.5 A Qualidade na Fábrica de Pastelaria S.Silvestre
A Fábrica de Pastelaria S.Silvestre tem evoluído significativamente na área de Qualidade e
variabilidade dos seus produtos o que vai ao encontro das expectativas do cliente e da sua
satisfação e está em consonância com a Política de melhoria contínua do SGQ implementado.
O avanço em termos de Qualidade foi devido à implementação de um Sistema de Gestão da
Qualidade seguindo os requisitos estipulados pela norma ISO 9001:2000 substituída pela ISO
9001:2008 e enquadra, ainda, a ferramenta HACCP – Hazards Analysis and Critical Control
Points (Análise de perigos e controlo de pontos críticos). Esta implementação exigiu
alterações físicas da empresa mas, sobretudo, alterações dos comportamentos dos
colaboradores a nível de condutas de higiene e boas práticas de fabrico no sector alimentar. A
Fábrica de Pastelaria S.Silvestre elaborou o seu próprio Plano de HACCP aplicando os sete
diferentes requisitos nas diversas secções da empresa e, ainda, o Manual da Qualidade tendo
em conta a NP EN ISO 9001:2008.

Introdução CAPÍTULO 1
Ana Cristina de Sousa Leite 9
Atendendo que a Fábrica de Pastelaria S.Silvestre se dedica à produção e distribuição
de produtos alimentares, esta tem presentes as regras de higiene, boas práticas de fabrico e
atende a um Sistema de Gestão da Qualidade para garantir aos seus clientes a segurança
alimentar dos seus produtos.

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 10
2 Segurança Alimentar
A grande preocupação do consumidor é evitar alimentos que não sejam seguros para a saúde
humana. Contudo, se se tiver em conta o estado sanitário dos alimentos e os cuidados e
cautelas que se praticam actualmente aquando o seu fabrico quando comparados com os de há
décadas atrás, esta preocupação aparece como um paradoxo. A segurança alimentar emerge
actualmente como uma das principais preocupações da indústria alimentar. Ela surge tendo
em conta diversos factores, tanto económicos como socioculturais, que determinam alterações
nos hábitos alimentares da população, tendo os conceitos e as formas de alimentação
evoluído, moldando, assim, o desenvolvimento da sociedade (Antunes & Baptista, 2005).
Entre os factores de mudança mais relevantes no quadro das transformações de hábitos
alimentares, que a população procura, tanto na forma como no tipo de alimentos, incluem-se:
O crescimento da população residente em meios urbanos;
A distância e consequente tempo médio de deslocação entre a residência e o local
de trabalho ou a escola;
O aumento da percentagem de mulheres no mercado de trabalho;
O aumento do poder de compra;
As preocupações dietéticas (Cribb, 2011).
Estas modificações que ocorrem maioritariamente nos últimos anos, contribuíram para a
dispersão de perigos que comprometem seriamente a saúde dos consumidores. Para precaver
estes riscos exige-se uma aposta sólida e persistente em políticas de prevenção de perigos e de
confecção de produto seguro (CFIA, 2010).
Tradicionalmente a avaliação da qualidade de um produto da indústria alimentar era
feita no fim da linha de produção. Aqui, quando era detectado algum erro este ou era ignorado
ou o produto era rejeitado. No entanto, nenhuma das situações é satisfatória uma vez que se
traduz em perda de qualidade e segurança do produto, acarretando, inerentemente, perdas
económicas e sociais, como por exemplo, perda de cliente.
Actualmente para “construir” garantia de qualidade na indústria alimentar devem-se
implementar sistemas de prevenção que permitam identificar e corrigir atempadamente as
situações de risco de contaminação do produto. Assim, a implementação de sistemas que
tenham por objectivo a segurança alimentar, como por exemplo, o sistema de HACCP
(Análise de Perigos e Controlo de Pontos Críticos), passa a ser uma exigência para todos os
actores do sector alimentar, para além de um conjunto de Boas Práticas de Higiene e as Boas
Práticas de Fabrico (ver 4.1) (FIPA, 2002).
Uma empresa que pretenda implementar um sistema de prevenção deste tipo tem de ter
o conhecimento completo das potenciais fontes de contaminação do produto na sua linha de
produção, na distribuição e higienização de áreas e equipamentos que entrem em contacto
com ele. Após a identificação destas fontes torna-se essencial eliminá-las ou minimizá-las de

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 11
modo a não comprometer a segurança e ainda, estabelecer medidas preventivas e um método
de verificação para que esta fonte não volte a surgir.
2.1 Principais agentes prejudiciais à saúde
Os alimentos têm como principal função o fornecimento de princípios nutritivos essenciais ao
organismo e à sua sobrevivência. No entanto, por agentes diversos, podem ocorrer
contaminações que não são perceptíveis pelos sentidos (como por exemplo: visão e gosto).
Estas substâncias contaminadas ingeridas podem causar efeitos nefastos para a saúde.
Tendo em conta esta situação, a Food and Drug Admistration (FDA) enumerou por
ordem decrescente, os principais agentes prejudiciais à saúde através dos alimentos (Foster,
1982):
1. Microrganismos toxicogénicos e patogénicos;
2. Nutrição deficiente;
3. Contaminação ambiental;
4. Produtos tóxicos naturais dos alimentos;
5. Resíduos de pesticidas;
6. Aditivos alimentares
De seguida é analisado, sumariamente, o nível de perigosidade de cada um destes
agentes.
2.1.1 Microrganismos toxicogénicos e patogénicos
Os microrganismos, como qualquer ser vivo, necessitam de um conjunto de factores
intrínsecos e extrínsecos para se expandir, que variam consoante o seu tipo, sejam eles
bolores, leveduras, bactérias ou vírus. Estes determinantes são específicos para cada classe,
género, espécie ou estirpe e assumem-se como fulcral a forma como eles obtêm energia para a
manutenção da vida e a reprodução. A temperatura, o pH, a presença ou ausência de oxigénio,
a presença ou ausência de nutrientes e a existência de substâncias inibidoras são exemplos de
variáveis de acção relevante na vida dos microrganismos (May, 2005).
Os microrganismos responsáveis por intoxicações alimentares são patogénicos. Uma
parte destes segrega toxinas nos alimentos antes de serem ingeridos. A outra parte produz
toxinas no interior do organismo onde chegaram por ingestão de alimento (Araújo, 1999).
As bactérias sãoestatisticamente os microrganismos que provocam maior número de
intoxicações alimentares (Figueiredo J. , 2008). Quando as condições do meio não são
favoráveis para o desenvolvimento destas bactérias elas concentram o material genético,
reduzem o tamanho e sintetisam uma membrana com várias camadas que lhes confere
resistência a agentes físicos e químicos permitindo manterem-se viáveis ao longo de vários
anos. Quando as condições do meio (nutrientes, humidade e temperatura) forem favoráveis ou

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 12
óptimas para o seu desenvolvimento estas voltam à forma vegetativa e proliferam (May,
2005).
Os fungos, como qualquer bolor, também são microrganismos que se desenvolvem nos
alimentos em condições favoráveis. Tal como as bactérias os fungos têm um conjunto de
factores específicos que permitem o seu desenvolvimento e proliferação. Em condições
específicas de humidade e temperatura produzem aflatoxinas (B1, B2, M1 e M2), as quais são
tóxicas para os seres humanos. No entanto, apresentam menor risco para a saúde do Homem
quando comparados com outros microrganismos (Rosete, 2009).
Os vírus são microrganismos menos conhecidos, no entanto também potenciam
intoxicações alimentares. O tamanho dos vírus é bastante inferior ao das bactérias, no entanto
os seus efeitos no organismo podem ser mais significativos provocando mutações de células
(Rosete, 2009). Os principais microrganismos responsáveis por intoxicações alimentares
apresentam-se na Tabela 2-1.
Tipo de
Microrganismos Designação de Microrganismos Onde se pode encontrar
Bactéria
Staphylococcus aureus
Carne picada, produtos de pastelaria como os
cremes, maionese, ovoprodutos, gelados e
produtos à base de leite.
Salmonella;
Campylobacter jejuni
Carne de frango e peru e ovos
Clostridium botulinum
Diversos tipos de conservas como sardinhas
enlatadas, exceptuam-se marmelada e
compotas.
Bacillus cereus Leite em cru, carnes verdes, derivados de
carne, especiarias e aditivos alimentares.
Shigella Bivalves, marisco, frango, frutos, hortaliças e
saladas.
Yersinia enterocolitica Bolos, carnes (frango, cordeiro e porco) em
vácuo, pescado, vegetais e leite.
Listeria monocytogenes Carnes, água e vegetais, sobretudo em
hortaliça murcha ou em decomposição.
Escherichia coli Essencialmente em águas contaminadas
Fungo
Aspergillus flavus Milho e trigo entre outros grãos de cereais.
Penicillium citricum, P. viridicatum Presuntos de fabrico caseiro e em enchidos.
Bolores Frutos, legumes, sementes e enchidos.
Vírus
Polivirus
Moluscos bivalves (ostras, amêijoa); água
poluída.
Adenovírus
Enterovírus
Rotavírus
Norwalk
Tabela 2-1 – Principais microrganismos toxicogénicos e patogénicos em alimentos (Araújo, 1999).
Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 13
O facto do manuseamento dos alimentos não ser realizado nas condições de higiene e de
acondicionamento específicas para a sua confecção, pode permitir o desenvolvimento de
microrganismos como os que se citaram.
2.1.2 Nutrição deficiente
Um indivíduo pode ser considerado como mal nutrido se tiver um tipo de alimentação com
deficiência ou excesso de nutrientes. A nutrição por alimentação excessiva decorre,
essencialmente, no consumo de grandes quantidades de açúcares, gorduras, hidratos de
carbono saturados e, consequentemente excesso de calorias (Araújo, 1999). Assim, as
indústrias alimentares procuram satisfazer as necessidades dos consumidores oferecendo mais
informação sobre o produto e, deste modo, o cliente poderá saber a quantidade calórica e a
composição do produto que vai consumir (Barendsz, 1998).
2.1.3 Contaminação ambiental
A contaminação ambiental surge através de compostos ou elementos que contaminam os
alimentos nas etapas de produção, transformação, distribuição e armazenamento. Estes
compostos podem ser substâncias naturais tóxicas que não fazem parte da constituição do
produto ou substâncias sintetisadas ou, ainda, substâncias estranhas que se produzam aquando
a transformação, distribuição ou armazenamento (Araújo, 1999).
2.1.4 Resíduos de pesticidas
Atendendo à situação ambiental actual, o uso de pesticidas torna-se imperativo na produção,
armazenamento e transporte de muitos alimentos de natureza vegetal. Através destes evitam-
se perdas elevadas de material, reduzindo-se significativamente os custos e aumenta-se o
prazo de validade potenciando a distribuição para maior número de países sem perda de
qualidade do produto.
Os pesticidas englobam um conjunto de compostos agrupados em função dos seres
vivos para os quais têm uma eficiente função tóxica sendo elas insecticida, herbicida,
fungicida, acaricida, molusquicida e radonticida. Estes são muitas vezes adicionados às
colheitas ainda na terra, contaminando o meio ambiente e a cadeia alimentar, provocando
subsequentemente poluição de todo o ecossistema. Se a higienização dos produtos
provenientes da terra não for a mais adequada, pode ocorrer que permaneçam resíduos de
pesticidas e ao serem ingeridos podem provocar problemas de saúde (Figueiredo J. , 2008).
2.1.5 Aditivos alimentares
Quando se fala em aditivos alimentares englobam-se todas as substâncias que são adicionadas
a alimentos para lhes conferir determinadas características. Exemplos de aditivos alimentares
são os corantes, conservantes, antioxidantes, emulsionantes, espessantes, gelificantes,
enzimas, entre outros.
Os problemas associados à utilização de aditivos alimentares são vários e têm sido
objecto de estudo e reflexão por parte da comunidade científica. A legislação relativamente a
estes aditivos é cada vez mais restrita e pretende-se que seja global. A toxicidade destas

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 14
substâncias pode ser eliminada pelo organismo muito lentamente. No entanto, quando
ingeridas frequentemente, mesmo em pequenas doses, podem levar à acumulação no
organismo, elevando o nível de toxicidade (Trienekens & Zuurbier, 2007).
Sabe-se que certas substâncias utilizadas como aditivos alimentares são inócuas no
organismo. No entanto existem outras que por si só são tóxicas. Como a maior parte destas
substâncias são ingeridas em conjunto, determinar o seu grau exacto de toxicidade é
complexo. Assim, a utilização destas substâncias é regulamentada internacionalmente pela
FAO/OMS (Organização Mundial de Saúde) para que possa haver um controlo severo
(Araújo, 1999).
2.2 Tipos de perigos associados à produção de alimentos
Geralmente numa empresa deve-se ter em conta a análise de perigos, sendo necessário
identificá-los e averiguar se a sua eliminação ou redução a níveis aceitáveis é indispensável à
produção de um alimento seguro, tendo em conta a sua natureza (Poças & Moreira, 2003).
Assim, para a identificação dos perigos, quer seja do tipo biológico, químico ou físico, é
necessário conhecer todas as características do produto, dos ingredientes e das etapas do
processo de produção que podem influenciar essas mesmas características. Torna-se essencial
conhecer as possíveis interacções entre os vários ingredientes e o fluxograma do processo de
produção para proceder a medidas preventivas para o caso de haver risco (Foster, 1982).
A análise de perigos é feita tendo em consideração vários factores, como por exemplo:
A probabilidade de surgirem os perigos (riscos) e a gravidade dos seus efeitos
prejudiciais para a saúde (severidade);
A avaliação qualitativa e/ou quantitativa da presença dos perigos;
A sobrevivência ou proliferação de microrganismos envolvidos;
A produção ou persistência de toxinas, substâncias químicas ou agentes físicos nos
alimentos;
As condições que possam originar os factores anteriores (Costa, 2009).
Por perigo entende-se tudo aquilo que pode estar presente num alimento, de forma
natural ou não, e que pode afectar a saúde do consumidor causando-lhe lesões ou doenças
(Rosete, 2009). Os perigos podem ser classificados quanto ao seu grau de risco. Assim, um
perigo pode ser de baixo, médio ou elevado risco. Os perigos de baixo risco são aqueles que
têm menor probabilidade de ocorrer, os de médio risco têm probabilidade mediana de
ocorrência e os de elevado risco têm probabilidade de ocorrer frequentemente. Nenhum destes
perigos deve ser menosprezado.
A classificação dos perigos também pode ser levada a cabo com base na origem destes.
Quanto à origem os perigos classificam-se, assim, por: perigos biológicos, perigos químicos e
perigos físicos.
Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 15
Os perigos biológicos são aqueles cuja origem é um organismo vivo. Exemplos de
perigos biológicos são os microrganismos citados anteriormente (Tabela 2-1), sendo estes,
bactérias, fungos e vírus. Os perigos biológicos designados de microrganismos representam a
fracção mais significativa dos perigos a considerar num plano de segurança alimentar, sendo a
sua avaliação muito complexa.
Os perigos químicos são aqueles que têm por base um componente químico. Exemplos
deste tipo de perigo são os resíduos de pesticidas, aditivos alimentares, resíduos de produtos
de limpeza e metais pesados.
Os perigos físicos são aqueles que resultam da deposição de partículas sólidas nos
produtos, como por exemplo, pedaços de madeira, vidro, plástico ou ainda, cabelos ou pêlos,
espinhas ou ossos (Antunes & Baptista, 2005).
2.2.1 Avaliação de perigos
A avaliação de perigos é determinada através do grau de significância dado pela
equação:
P
or Risco ( ) entende-se a probabilidade de ocorrer um perigo. Já Severidade (G) designa a
magnitude de um perigo ou grau das consequências que podem ocorrer, ou seja, a gravidade
do perigo. Através destes dois factores é possível determinar a Significância ) do perigo
(WHO & FAO, 2002).
A avaliação do risco é, por norma, qualitativa sendo vulgarmente obtida pela
combinação de experiência, dados epidemiológicos e informação bibliográfica específica. Os
dados epidemiológicos são uma ferramenta importante para a avaliação de riscos por
enumerarem e classificarem os produtos potencialmente perigosos à saúde do consumidor.
Para realizar uma avaliação do risco, devem considerar-se os seguintes critérios:
Revisão das reclamações de clientes;
Devolução de lotes ou carregamentos;
Resultados de análises laboratoriais;
Dados de programas de monitorização de agentes de doenças transmitidas por
alimentos;
Informação da ocorrência de enfermidades em animais ou outros factores que possam
afectar a saúde humana (Barendsz, 1998).
Ainda assim, risco é também função da probabilidade de um perigo ocorrer num
processo e afectar a segurança do alimento. Esta avaliação pressupõe uma análise estatística.
No entanto, apesar de existirem dados sobre a avaliação quantitativa do risco de alguns
perigos químicos e biológicos, a sua determinação numérica nem sempre é simples. Tendo em
conta esta dificuldade foram estabelecidos níveis para a probabilidade, sendo que os
(2-1)

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 16
respectivos limites deverão ter uma quantificação associada um exemplo é o número de
ocorrências por ano obtidos com base nas ocorrências ou histórico da organização (Baptista &
et al, 2003).
É de salientar que nem todos os microrganismos são classificados da mesma maneira
quando se avalia a sua potencialidade para provocar doenças. Este potencial ou tipo de perigo
que um microrganismo representa varia desde “nenhum” a “muito grave”. Atendendo à
severidade, os perigos que causam mazelas podem ser classificados em alto (risco de vida),
moderado (grave ou crónico) e baixo (moderado ou leve). Exemplos de perigos biológicos,
químicos e físicos para os diferentes níveis de severidade estão listados na Tabela 2-2.
Classificação Exemplos
Severidade
Alta
Biológico: toxina de Clostridium botulinum, Salmonella Typi, S. Paratyphi A e B,
Shigella dysenteriae, Vibrio cholerae O1, Vibrio vulnificus, Brucella melitensis,
Clostridium perfringens tipo C, vírus da hepatite A e E, Listeria moncyrogenes,
Escherichia coli O157:H7, Trichinella spiralis, Taenia solium
Químico: contaminação directa de alimentos por substâncias químicas proibidas ou
determinados metais, como mercúrio, ou aditivos químicos que podem causar
danos a grupos de consumidores mais sensíveis.
Físico: objectos estranhos e fragmentos não desejados que podem causar lesão ou
dano ao consumidor, como pedras, vidros, agulhas, metais e objectos cortantes ou
perfurantes, constituindo um risco à vida do consumidor.
Severidade
moderada
Biológico: outras Escherichia coli enteropatogénicas, Salmonella spp., Shigella
spp., Streptococcus β- hemolítico, Vibrio parahaemolyticus, Listeria
monocytogenes, Streptococcus pyogenes, rotavírus, vírus Norwalk, Entamoeba
histolytica, Diphyllobothrium latum, Cryptosporidium parvum.
Severidade
baixa
Biológico: Bacillus cereus, Clostridium perfringens tipo A, Campylobacter jejuni,
Yersinia enterocolítica, toxina do Staphylococcus aureus, a maioria dos parasitas.
Químico: substâncias químicas permitidas em alimentos em alimentos que podem
causar reacções moderadas, como sonolência ou alergias transitórias.
A Tabela 2-3 apresenta os critérios para a avaliação de perigos permitindo avaliar quais
os perigos que podem ser considerados mais importantes ou significativos no processo
produtivo.
Tabela 2-2 – Exemplos de perigos associados aos vários níveis de severidade (Antunes & Baptista, 2005).

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 17
.R (Risco)
Risco baixo = 10 (Pouco frequente)
Risco médio = 100 (Pode acontecer)
Risco alto = 1000 (Frequente)
G (Severidade)
Severidade baixa = 10 (Não resulta de um produto não seguro)
Severidade média = 100 (Pode resultar num produto não seguro)
Severidade alta = 1000 (Conduz a um produto não seguro)
S (Significância) =
R x G
Significância baixa ≤ 1000 (Não considerado para avaliação de
perigo)
Significância média = 10000 (Considerado para avaliação de
perigo)
Significância alta ≥ 100000 (Considerado para avaliação de perigo)
A matriz de avaliação dos perigos permite atender às diferentes situações possíveis de
Risco e Severidade (Tabela 2-4).
Alto Risco
Alto Risco (1000)
Baixa Severidade (10)
R x G = 10000
SIGNIFICÂNCIA
MÉDIA
Alto Risco (1000)
Média Severidade (100)
R x G = 100000
SIGNIFICÂNCIA ALTA
Alto Risco (1000)
Alta Severidade (1000)
R x G = 1000000
SIGNIFICÂNCIA ALTA
Médio Risco
Médio Risco (100)
Baixa Severidade (10)
R x G = 1000
SIGNIFICÂNCIA
BAIXA
Médio Risco (100)
Média Severidade (100)
R x G = 10000
SIGNIFICÂNCIA MÉDIA
Médio Risco (100)
Alta Severidade (1000)
R x G = 100000
SIGNIFICÂNCIA ALTA
Baixo Risco
Baixo Risco (10)
Baixa Severidade (10)
R x G = 100
SIGNIFICÂNCIA
BAIXA
Baixo Risco (10)
Média Severidade (100)
R x G = 1000
SIGNIFICÂNCIA BAIXA
Baixo Risco (10)
Alta Severidade (1000)
R x G = 10000
SIGNIFICÂNCIA MÉDIA
Baixa Severidade Média Severidade Alta Severidade
A avaliação de perigos nas diferentes áreas da Fábrica de Pastelaria S.Silvestre
apresenta-se em maior detalhe nos AnexoVI e AnexoVII.
Tabela 2-3 – Critérios para a avaliação de perigos (adaptado (Pinheiro, Baptista, & Alves, 2003))
Tabela 2-4 - Matriz de avaliação de perigos (Baptista & et al, 2003).
Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 18
Como é óbvio, o consumidor pretende que os produtos alimentares se apresentem
seguros, ou seja, estejam isentos de microrganismos patogénicos, de resíduos de produtos
químicos, de ingredientes novos dos quais desconhece as consequências da sua ingestão ou de
qualquer outro tipo de contaminante. No entanto, o risco zero não existe apesar de todos os
esforços e precauções sugeridas pela FAO/OMS (Food and Agricultural Organization of the
United Nations/Organização Mundial de Saúde) e implementadas na cadeia alimentar, mas
também tendo em conta a aplicação das normas ISO (International Standardization
Organization) e do protocolo HACCP .
2.3 Doenças transmitidas por alimentos
Segundo o CDC - Center for Disease Control (Centro para Controlo de Doenças) define-se
doença transmitida por alimentos, um incidente em que pelos menos duas pessoas apresentem
os mesmos sintomas após ingestão do mesmo alimento caso as análises epidemiológicas
apontem o alimento como a origem da doença. É, no entanto, possível que, face à gravidade
de um agente, como por exemplo a ocorrência de botulismo ou envenenamento químico, um
único caso possa ser suficiente para desencadear acções (Antunes & Baptista, 2005).
2.3.1 Condições para a ocorrência de doenças transmitidas por alimentos
Estas doenças causadas por alimentos são um problema comum na sociedade e são
parcialmente responsáveis por uma diminuição da produtividade económica. A maioria das
doenças alimentares são causadas por agentes biológicos. No entanto, um alimento pode
causar doenças por diferentes motivos:
Existência na sua constituição de microrganismos patogénicos, que pela sua
proliferação, pela produção de toxinas ou pela continuidade de ambas, podem
ocasionar quadros clínicos de doença;
Possuírem substâncias químicas presentes na sua composição;
Terem sido contaminados, acidentalmente, com alguma substância tóxica;
Terem sido adicionadas substâncias para modificar alguma das suas características,
que possam tornar-se nocivos para o ser humano;
Terem sido inadvertidamente introduzidos objectos estranhos que possam causar
lesões ao consumidor (Poças & Moreira, 2003).
Salienta-se que numa doença transmitida por alimentos através da acção de agentes
biológicos, o microorganismo patogénico ou a sua toxina têm de estar presentes no alimento.
No entanto, esta não é a única condição para que um indivíduo sofra uma intoxicação, é
igualmente necessário que:
O microrganismo patogénico se encontre em quantidade suficiente para causar uma
infecção ou para produzir toxinas;

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 19
O alimento seja capaz de sustentar o crescimento dos microrganismos patogénicos;
O alimento permaneça na zona de perigo de temperatura por tempo suficiente para que
o microrganismo se multiplique e/ou produza a toxina.
O indivíduo ingira uma quantidade suficiente do alimento de modo a ultrapassar o seu
limite de susceptibilidade (dose infectante).
A susceptibilidade, referida no último ponto da lista anterior, pode variar
significativamente de indivíduo para indivíduo. Por exemplo, pessoas com sistema imunitário
deficiente (crianças, idosos, pessoas que sofrem de desnutrição, etc.) serão infectados por uma
dose infectante menor quando comparadas com outras pessoas consideradas saudáveis (Cribb,
2011).
2.3.2 Classificação das doenças transmitidas por alimentos
As doenças transmitidas por alimentos são classificadas em infecções, intoxicações ou
infecções mediadas por toxina, dependendo do modo de actuação do agente causador da
doença no tracto intestinal. Infecção transmitida por alimentos é uma doença que resulta da
ingestão de alimentos que contenham microrganismos vivos prejudiciais à saúde, como por
exemplo, Salmonella, Shigella, Bacillus cereus, vírus da hepatite A entre outros (Pinheiro,
Baptista, & Alves, 2003).
As intoxicações podem ser causadas por toxinas que estejam presentes no alimento
ingerido, mesmo que os microrganismos que lhe deram origem tenham sido eliminados. Por
norma estas toxinas não possuem odor ou sabor, não sendo detectáveis organolepticamente a
sua presença nos alimentos. Este é o caso, por exemplo, das toxinas produzidas por
Clostridium botulinum, a enterotoxina de Staphylococcus e as micotoxinas (Pinheiro,
Baptista, & Alves, 2003).
As causas mais relevantes de intoxicações alimentares estão associadas a:
Consumo de alimentos crus (carne, peixe, marisco, leite);
Manipulação de alimentos por operadores que não respeitem as regras de higiene ou
que estejam infectados;
Lavagem insuficiente dos alimentos;
Higienização insuficiente dos utensílios;
Armazenamento prolongado dos alimentos;
Reaquecimento insuficiente de alimentos cozidos;
Contaminação cruzada entre alimentos crus e cozinhados;
Desrespeito pela cadeia de frio, as falhas de controlo dos alimentos na câmara de
refrigeração (por exemplo: temperatura, inexistência de termómetro no interior da

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 20
câmara de frio, desrespeito pela data limite de consumo, localização por tipo de
alimento);
Utilização de alimentos contaminados, entre outros (Paraíso, 2005).
Quanto às infecções mediadas por toxinas, a produção da toxina ocorre após a ingestão
do alimento, quando este possui uma determinada quantidade de microrganismos patogénicos,
capazes de produzir toxinas quando ingeridos. Entre os microrganismos que podem ocasionar
este tipo de situações incluem-se o Vibrio cholerae e o Clostridium perfiringen (Antunes &
Baptista, 2005).
Exemplos de doenças mediadas pela ingestão de alimentos contaminados por agentes
patogénicos ou por substâncias tóxicas são por exemplo doenças gastrointestinais agudas de
aparecimento brusco e evolução rápida. Estas manifestam-se algumas horas após a ingestão
dos alimentos contaminados e pode durar até sete dias. Os sintomas mais frequentes são dor
abdominal, diarreia, vómitos e nalguns casos febre e dores de cabeça (May, 2005).
2.4 Legislação referente a Higiene e Segurança Alimentar
A preocupação com a aplicação de regras que protejam os consumidores de potenciais
doenças associadas aos alimentos não é actual. Historicamente há registos que denotam
preocupações com as normas alimentares. Foi ao longo do século XIX que surgiram as
primeiras leis alimentares gerais e foram estabelecidos sistemas básicos de controlo alimentar.
No início do século XX, as associações ligadas ao comércio de alimentos começaram a tentar
facilitar as trocas de bens sugerindo a harmonização de normas. Apenas em 1963 se gerou um
corpo intergovernamental (comissão), que após reformulações das normas, elaborou o Codex
Alimentarius (WHO & FAO, 2002; WHO & FAO, 2002).
O Codex Alimentarius é um programa misto da Organização das Nações Unidas para a
Alimentação e a Agricultura (FAO) e da Organização Mundial de Saúde (OMS) que
estabelece normas de segurança dos alimentos que servem de referência ao comércio
internacional dos géneros alimentícios (Pinheiro, Baptista, & Alves, 2003). Este documento já
sofreu algumas alterações tendo, a última versão sido apresentada em 2003. O Codex
Alimentarius é, de facto, um documento reconhecido internacionalmente e uma referência
base na legislação europeia em Higiene e Segurança Alimentar (Potes, 2005).
Na Europa, no ano de 2000, a segurança alimentar foi analisada no Livro Branco sobre
a Segurança dos Alimentos e transposto para o Regulamento (CE) nº 178/2002 2, que propôs a
criação de uma Autoridade Europeia de Segurança Alimentar – European Food Safety Agency
(EFSA) - responsável pela elaboração de pareceres científicos no âmbito da segurança
alimentar, e que mais tarde estabeleceu a metodologia de uma política integrada de Segurança
Alimentar (Potes, 2005).
2 Regulamento (CE) n° 178/2002 do Parlamento Europeu e da Comissao da Uniao Europeia, de 28 de Janeiro de
2002

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 21
A União Europeia (UE), no decorrer do ano 2004, procedeu à harmonização das normas
gerais de higiene aplicadas aos géneros alimentícios com o intuito de reforçar a protecção da
saúde humana e aumentar o grau de confiança dos consumidores. A legislação referente a
aspectos de Higiene e Segurança Alimentar é vasta, no entanto salienta-se os Regulamentos nº
853/20043, nº854/2004
4 e nº 852/2004
5 do Parlamento Europeu. Para tomar o controlo da
qualidade alimentar mais eficiente foram publicados os Regulamentos nº 853/2004, nº
854/2004 e o nº 852/2004 com o objectivo de uniformizar a legislação sobre a segurança e a
qualidade dos alimentos na Europa.
O Regulamento nº 853/2004 estabelece regras gerais de higiene dos géneros
alimentícios de origem animal e o Regulamento nº854/2004 estabelece regras específicas de
execução dos controlos oficiais de produtos de origem animal destinados ao consumo humano
(PECUE, 2004).
O Regulamento (CE) nº 852/2004 do Parlamento Europeu de 29 de Abril de 2004
estabelece as regras gerais destinadas aos colaboradores das empresas do sector alimentar no
que se refere à higiene da produção e expedição dos géneros alimentícios. Este refere, ainda, a
implementação de programas de Segurança Alimentar baseados nos princípios de HACCP.
Certas empresas poderão ainda adoptar um Sistema de Gestão da Qualidade, SGQ, com
o intuito de melhorar a eficácia das acções/processos da empresa. Este é estruturado em
conformidade com a norma NP EN ISO 9001:2008 (CT80(APQ), 2008). A sua
implementação não tem carácter obrigatório, sendo a sua adopção uma decisão estratégica da
empresa. A adopção de um SGQ não invalida a ferramenta HACCP, pelo contrário, ambos se
complementam quando devidamente implementados na empresa facilitando o controlo de
qualidade e de segurança dos alimentos produzidos (Barendsz, 1998).
A obrigatoriedade legal da existência de um sistema HACCP (Regulamento (CE) nº
852/2004) assim como da existência de mecanismos que assegurem a rastreabilidade
(Regulamento (CE) nº 178/2002), mas ainda, as vantagens e necessidades de implementação
de outros referenciais normativos associados às actividades do sector alimentar (Qualidade,
Ambiente e Segurança no Trabalho) levaram ao desenvolvimento de um Sistema de Gestão de
Segurança Alimentar (Paiva & Meneses, 2007). Este Sistema de Gestão de Segurança
Alimentar é descrito através de requisitos da Norma NP EN ISO 22000:2005. Esta Norma
apresenta uma abordagem perfeitamente alinhada com outros referenciais de gestão, que
permite dar resposta às obrigações em termos de Segurança Alimentar aplicáveis às
organizações que se encontram na cadeia alimentar ou que lhe dão suporte (Blanc, 2006). Na
elaboração deste referencial foram definidos quatro elementos-chave que irão estar presentes
3 Regulamento (CE) n° 853/2004 do Parlamento Europeu e da Comissao da Uniao Europeia, de 29 de Abril de
2004 4 Regulamento (CE) n° 854/2004 do Parlamento Europeu e da Comissao da Uniao Europeia, de 29 de Abril de
2004 5 Regulamento (CE) n° 852/2004 do Parlamento Europeu e da Comissao da Uniao Europeia, de 29 de Abril de
2004

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 22
ao longo dos vários requisitos e que permitem uma boa interligação com outros elos da cadeia
alimentar:
Comunicação interactiva;
A gestão do Sistema;
Os programas pré – requisito;
Os princípios de HACCP (CEN, 2005).
Esta Norma é mais uma solução de certificação das empresas do sector alimentar para
garantir a segurança dos produtos produzidos com maior rigor e tendo em conta toda a cadeia
alimentar associada. Tal como outras normas ISO, também esta foi elaborada no sentido de
poder ser auditável, sendo necessária a existência de registos e documentos que permitam a
avaliação da conformidade dos requisitos do Sistema de Segurança Alimentar (Paiva &
Meneses, 2007). Esta norma aponta-se como a evolução natural a seguir pelas empresas que
pretendem garantir, com maior eficiência, o Sistema de Segurança Alimentar implementado,
uma vez que pode ser auditável (Blanc, 2006).
A título de comparação, estima-se que cerca de 90 a 95 % das intoxicações alimentares
são devidas aos alimentos preparados em casa, restaurantes, lares, cantinas e que apenas 5 a
10% dos casos correspondam a produtos alimentares provenientes da indústria (Pinheiro,
Baptista, & Alves, 2003). Assim, confirma-se que a legislação imposta para o manuseamento,
conservação, acondicionamento e confecção de produtos seguros está a ser cumprida pela
indústria e é eficaz.
2.5 Qualidade e Segurança Alimentar
Qualidade e Segurança Alimentar apresentam-se muitas vezes como conceitos similares ou
mesmo equivalentes, no entanto, apesar de intimimamente ligados, diferem entre si
(Barendsz, 1998). Por segurança alimentar entende-se, vulgarmente, a inocuidade dos
alimentos. Qualidade atende a este facto, mas também a um conjunto de requisitos mais lato.
Assim, Qualidade é um conjunto de atributos de um alimento que o tornam preferido aquando
da escolha por parte do consumidor. Estes atributos integram naturalmente a exigência de
inocuidade ou segurança do alimento mas também satisfação relativa ao sabor, responder às
qualidades nutricionais, à embalagem, à conservação, aparência entre outros critérios de
satisfação dos consumidores (Araújo, 1999)
Neste quadro, é fundamental promover a Qualidade, para que a oferta do mercado
corresponda ao que mais preferem os consumidores sem, no entanto, confundir estes dois
conceitos. É de salientar que o verdadeiro desafio que se coloca a todos nós, quer sejamos
consumidores ou produtores é a procura incessante de uma qualidade cada vez maior e melhor
(FIPA, 2002).
Um produto seguro pode não ter qualidade, no entanto um produto de qualidade tem de
ser seguro (Pinheiro, Baptista, & Alves, 2003). Assim, a segurança alimentar tem de abranger

Segurança Alimentar CAPÍTULO 2
Ana Cristina de Sousa Leite 23
toda a cadeia alimentar, desde a produção de alimentos para os animais até ao consumidor
final. Para tal, distinguem-se dois importantes instrumentos: o princípio da precaução e o
sistema de alerta rápido responsável pela difusão de informação sobre riscos de origem
alimentar que podem ameaçar os consumidores e sobre as medidas destinadas a minimizá-los
ou mesmo, eliminá-los. Estes dois instrumentos são constituintes da ferramenta HACCP que
permite garantir a qualidade dos alimentos (Boran, 2010).
A Fábrica de Pastelaria S.Silvestre como qualquer empresa do sector alimentar atende
à segurança alimentar dos seus produtos. Para promovê-la a empresa implementou e mantém
um conjunto de Boas Práticas de Higiene e Boas Práticas de Fabrico,e ainda, ferramentas
como HACCP, as quais são integradas na Norma NP ISO 9001:2008, garantindo ainda o
controlo de qualidade dos seus produtos. Note-se que a integração se faz ao nível de variados
sub-processos do Sistema da Qualidade, entre os quais, o Controlo do Processo, o tratamento
de não conformidades, a Estrutura Organizacional definida para a função Qualidade, etc.
Em capítulos subsequentes discutir-se-á mais detalhadamente o Sistema de Controlo da
Qualidade, o Sistema de Garantia da Segurança Alimentar e o padrão de ligação entre ambos.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 24
3 O Sistema de Gestão de Qualidade na Fábrica de Pastelaria
S.Silvestre, Lda
Por Qualidade entende-se o grau de satisfação dos requisitos específicos relativos a um
conjunto de características inerentes ao produto ou serviço. O termo Qualidade pode ser
utilizado com adjectivos tais como, medíocre, bom e excelente (Pires, 2007). Este conceito é
relativo uma vez que depende da percepção de cada indivíduo, ou seja, é subjectivo. Os
consumidores percepcionam qualidade como sendo um conjunto de características técnicas
e/ou funcionais. Por exemplo, a assistência técnica, a aparência estética, a segurança de
consumo, o preço, o custo do ciclo de vida. Têm, por outro lado, como determinante a
garantia de qualidade que um determinado serviço ou produto pode oferecer (Capricho &
Lopes , 2007).
Para assegurar os objectivos de qualidade de um produto ou serviço as organizações
implementam Sistemas de Gestão de Qualidade (SGQ), os quais enquadram subsistemas de
controlo e monitorização, de garantia e de gestão propriamente dita. Estes sistemas por sua
vez, e em determinados sectores industriais, estão intimamente ligados a outros,
particularmente orientados para práticas específicas.
Este é o caso típico da indústria alimentar onde um Sistema de Higiene e Segurança
Alimentar imposto pela regulamentação vigente e em conformidade com as normas
estipuladas pelo Codex Alimentarius é criado paralela e integradamente com o SGQ. Note-se
que, de modo a garantir a melhoria da performance de ambos e a redução de custos das
práticas requeridas por referenciais de melhoria contínua recomenda-se a sua integração
(Pires, 2007). É, assim, comum que ambos os sistemas se integram, com o SGQ oferecendo
uma base conceptual de ataque a problemas genéricos da produção e o Sistema de Segurança
Alimentar uma disciplina cumulativa orientada para os requisitos do cliente em termos de
segurança alimentar (Barendsz, 1998).
A ferramenta de Higiene e Segurança Alimentar que se integra com o SGQ é Hazard
Analysis and Critical Control Points - HACCP. Esta ferramenta pretende, essencialmente,
identificar, quantificar e controlar todos os perigos associados à segurança alimentar do
produto ou serviço que a organização presta. Esta ferramenta descreve-se em termos latos, no
Regulamento nº 852/2004 o qual é obrigatório para todas as organizações da área alimentar.
Para aplicação deve-se atender a um conjuto de Boas Práticas de Fabrico (BPF), Boas
Práticas de Higiene (BPH) para além da Análise de perigos e controlo de pontos críticos
(HACCP) completada com procedimentos de controlo e validação. HACCP e o seu
enquadramento no SGQ da Fábrica de Pastelaria S.Silvestre discutem-se com mais detalhe
no capítulo que se segue. Na secção actual é dado espaço à análise da arquitectura do SGQ.
Serão particularmente relevantes, neste enquadramento as funções determinantes ao nível da
Fábrica de Pastelaria S.Silvestre e vulgarmente objecto de melhoria durante o estágio.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 25
3.1 Sistema de Gestão de Qualidade
Ao conjunto de medidas aplicadas pela empresa que dão confiança aos clientes e
colaboradores que um nível aceitável de qualidade está a ser alcançado ao mínimo custo
designa-se por Sistema de Gestão da Qualidade (Pearson & et al, 1968).
Um Sistema de Gestão da Qualidade é um subsistema de gestão, consumindo recursos e
atribuindo responsabilidades. Os objectivos de implementação de um sistema destes são:
i. Definir uma abordagem sistemática às actividades que afectam a qualidade
(concepção, assistência pós venda, etc.);
ii. Privilegiar as actividades de prevenção e não confiar unicamente na inspecção,
evidenciando assim que a qualidade está a ser alcançada (Duarte, 2011).
Para haver gestão da qualidade é necessário atender às suas especificações:
Qualidade da concepção;
Qualidade de fabrico/prestação de serviço;
Qualidade na utilização;
Qualidade relacional (Pires, 2007; Karipidis & et al, 2008).
Por qualidade da concepção designa-se uma medida relativa à forma como o projecto do
produto incorpora as necessidades do consumidor (funcionais, técnicos). Qualidade de fabrico
ou prestação de serviço é a forma como o produto ou serviço satisfaz as especificações.
Qualidade na utilização designa a capacidade do produto/serviço desempenhar a tarefa que se
espera dele. Qualidade relacional é a medida de eficácia dos contactos com o cliente.
Após a interiorização e implementação destas medidas, a empresa considera-se capaz de
oferecer qualidade nos seus produtos e serviços. Contudo, a maior parte das empresas
fornecem produtos com baixa qualidade, pois não preenchem as expectativas e necessidades
dos consumidores, ainda que todas pretendem a qualidade total (Duarte, 2011). Assim, para
garantir a qualidade de produtos ou serviços é necessário promover um sistema que assegure a
confiança nos fornecedores e no qual o cliente também se sinta seguro. É particularmente
relevante medir a eficácia do sistema com base na percepção do cliente e, desta forma,
enquadrá-lo como actor do SGQ (Juran & Gryna, 1991). Uma vez que o SGQ envolve a
definição de um quadro de monitorização da performance, este está facilmente enquadrado no
âmbito das ferramentas de Gestão disponíveis por parte das organizações em geral. Ora neste
contexto, é por demais evidente a necessidade de uma forte actividade de monitorização, mas
também da produção de modo a que o desiderato do sistema esteja a ser obtido. A garantia
assume-se como aspecto fulcral aqui, uma vez que ela formaliza essa evidência, estando
naturalmente integrada no sistema de gestão e estratégia de negócio (Pires, 2007).
Tendo como finalidade satisfazer com maior eficácia as necessidades dos seus clientes
relativamente aos seus produtos e serviços a Fábrica de Pastelaria S. Silvestre decidiu

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 26
certificá-los implementando a norma NP EN ISO 9001:2000, entretanto substituída pela NP
EN ISO 9001:2008. A edição de 2008 da NP EN ISO 9001 não introduziu, retirou ou alterou
os requisitos definidos na edição de 2000, tendo apenas introduzido clarificações. É de
salientar que após tomar conhecimento das clarificações introduzidas, identificou-se eventuais
diferenças de interpretação, avaliando-se o impacto dessas diferenças na aplicação da Norma
e introduzindo correcções quando necessário.
3.2 A Norma NP EN ISO 9001:2008
Conhecer as necessidades e expectativas dos clientes e fornecer, de modo sistemático e
consistente, serviços que vão ao encontro das suas expectativas é a base fundamental da
sustentabilidade das organizações e o objectivo da NP EN ISO 9001:2008. Este conjunto de
ferramentas dota as organizações de um sistema de gestão passível de ser avaliado de modo
independente, obtendo a confiança nas suas práticas de gestão e o reconhecimento global
(APCER, 2010).
A NP EN ISO 9001:2008 centra-se na implementação de um Sistema de Gestão da
Qualidade. Esta implementação deve decorrer de uma decisão estratégica da organização em
que o envolvimento e o compromisso da gestão de topo no sistema são fundamentais. A
concepção e implementação de SGQ são influenciadas pelo ambiente, necessidades variáveis,
objectivos particulares, bem como pelos produtos que fornece, processos utilizados, dimensão
e estrutura da organização. Este processo pode ser lento mas origina valor acrescentado para a
organização. A dinâmica de melhoria contínua introduzida na Norma tem por objectivo dotar
as organizações da capacidade de incrementar continuamente a eficácia do sistema (Pires,
2007). Pretende-se, ainda, que a NP EN ISO 9001:2008 seja compatível com outros
referenciais de gestão, tais como a NP EN ISO 14001:2004 para a gestão ambiental e a Norma
OHSAS 18001:2007 para sistemas de higiene e segurança no trabalho, sendo altamente
recomendável e comummente usado. Assim, a integração e alinhamento destes diferentes
sistemas numa organização é possível, sendo claramente benéfico. Quando existem pelo
menos dois sistemas de gestão implementados estes devem estar integrados, de forma a
possibilitar ganhos de eficácia e flexibilidade de todos os sistemas (APCER, 2010).
A NP EN ISO 9001:2008 encontra-se suportada nos oito princípios da gestão da
qualidade. Estes oito princípios foram desenvolvidos e acordados pela International
Organization for Standardization (ISO) em meados dos anos 90, reflectindo o senso comum e
o pensamento de muitos dos maiores especialistas mundiais da qualidade. Estes princípios
resumem-se a:
Focalização no cliente: as organizações dependem dos seus clientes e,
consequentemente, deverão compreender as suas necessidades, actuais e futuras,
satisfazer os seus requisitos e esforçar-se por exceder as suas expectativas.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 27
Liderança: os líderes estabelecem unidade no propósito e na orientação da
organização. Deverão criar e manter o ambiente interno que permita o pleno
envolvimento das pessoas para se atingirem os objectivos da organização.
Envolvimento das pessoas: as pessoas, em todos os níveis, são a essência de uma
organização e o seu pleno envolvimento permite que as suas aptidões sejam utilizadas
em benefício da organização.
Abordagem por processos: um resultado desejado é atingido de forma mais eficiente
quando as actividades e os recursos associados são geridos como um processo.
Abordagem da gestão como um sistema: identificar, compreender e gerir processos
inter-relacionados como um sistema, contribui para que a organização atinja os seus
objectivos com eficácia e eficiência.
Melhoria Contínua: a melhoria contínua do desempenho global de uma organização
deverá ser um objectivo permanente dessa organização.
Abordagem à tomada de decisão baseada em factos: as decisões eficazes são
baseadas na análise de dados e de informações concretas.
Relações mutuamente benéficas com fornecedores: uma organização e os seus
fornecedores são interdependentes e uma relação de benefício mútuo potencia a
aptidão de ambas as partes para criar valor (APCER, 2010).
Ao interpretar a Norma, seja com o objectivo de desenvolver um Sistema de Gestão da
Qualidade, ou com o fim de o auditar, estes princípios devem estar sempre presentes. A
implementação de um SGQ pode ter origem em dois motivos distintos e primordiais:
Decisão da gestão da organização (em que se incluem a procura de um melhor
desempenho, minimização ou eliminação das consequências das falhas, entre outros).
Imposição dos clientes, ou outras partes interessadas (Fey & Gogue, 1983).
Para a implementação de um SGQ a organização deve gerir os seus processos utilizando
a metodologia PLAN-DO-CHECK-ACT (PDCA), ou seja, planear – executar – verificar –
actuar, de forma a obter os resultados desejados ou “produtos conformes”. Na Figura 3-1
representa-se um esquema exemplificativo da metodologia PDCA, sendo evidente o seu
carácter acíclico associado ao objectivo de melhoria contínua (Barendsz, 1998).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 28
A metodologia PDCA é importante no sentido de:
Definir as necessidades de competência – PLANEAR;
Assegurar que os colaboradores têm as competências necessárias, através de
recrutamento, formação ou outras acções – EXECUTAR;
Analisar se existem indicações de problemas que possam ser atribuídos a questões de
competência, os quais podem ser identificados em auditorias internas, na análise de
Não conformidades e nas reclamações de clientes, entre outras – VERIFICAR;
Implementar medidas para garantir que as competências necessárias são definidas e
atingidas. Tal pode implicar um aumento da exigência dos requisitos de competência,
fornecer formação, afectação de colaboradores a outras funções, simplificar processos,
entre outras – ACTUAR (Barendsz, 1998).
A documentação é sempre necessária no âmbito do SGQ, nomeadamente a nível de
procedimentos, impressos e especificações. No entanto, o SGQ deve estar focalizado nos
processos e resultados e não nos documentos. Estes são, apenas um meio para atingir aos
resultados, ou seja, para demonstrar a capacidade de fornecer de modo consistente produtos e
serviço que cumprem os requisitos. Para evidenciar que os resultados desejados estão a ser
atingidos são necessários registos, como por exemplo, de temperatura, relatórios de análises
microbiológicas, relatórios de auditorias, entre outras (APCER, 2010).
A organização deve definir a estrutura da documentação usada no Sistema de Gestão da
Qualidade e em todas as actividades associadas. Esta deve ser lógica, com conteúdos e
linguagem indicados e assegurar coerência. Ou seja, não devem existir sobreposições ou
lacunas nos conteúdos (Capricho & Lopes , 2007).
A Figura 3-2 descreve uma estrutura de documentação para o SGQ de uma organização
genérica. É evidente o carácter hierárquico onde se sequenciam diferentes níveis de
Figura 3-1 – Representação esquemática da metodologia PDCA (adaptado de (APCER, 2010)).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 29
responsabilidade e autoriedade. É também, clara a abordagem sistémica que permite ir dos
desígnios estratégicos da organização até às actividades de actuação e monitorização
concretas.
No sentido de facilitar e uniformizar a preparação dos documentos é aconselhável que a
organização crie regras apropriadas para o efeito. Assim, o âmbito do SGQ deve definir-se em
função da natureza dos produtos da organização e dos seus processos de realização, do
resultado da avaliação de risco, das considerações comerciais e dos requisitos dos clientes. Ou
seja, todos os aspectos relativos aos critérios da qualidade devem ser descritos no Manual da
Qualidade da organização (Capricho & Lopes , 2007).
O Manual da Qualidade, MQ é definido pela NP EN ISO 9001:2008 como “um
documento que especifica o SGQ de uma organização”. Este documento de nível superior
descreve os elementos principais do Sistema de Gestão da Qualidade e a sua interacção e
explica como a organização aborda os requisitos da norma definindo o campo de aplicação.
Torna-se uma peça chave de comunicação sobre o SGQ, tanto ao nível interno da
organização, como para partes externas interessadas ou outras partes a que a organização
entenda por bem apresentá-lo. O campo de aplicação é definido no Manual da Qualidade,
descrevendo os produtos e serviços fornecidos pela organização cujo SGQ se aplica. Este
campo constará no certificado de conformidade, no caso da organização certificar o seu SGQ
e será objecto de avaliação e validação no decurso da auditoria (Fey & Gogue, 1983).
O MQ deve estar organizado de uma maneira lógica sendo constituído por uma parte
onde se explicitam as secções introdutórias e uma segunda parte contendo todos os
procedimentos do sistema. As secções introdutórias podem, ainda, incluir promulgação,
instruções para os utilizadores, referências, definições, organização do manual (partes,
secções, etc.), apresentação da empresa, descrição de produtos ou serviços, entre outros.
Figura 3-2 – Estrutura da documentação de uma organização (adaptadoPires (2007)).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 30
Após as secções introdutórias, o MQ deve estar dividido em capítulos um por cada
requisito da norma NP EN ISO 9001:2008 facilitando assim, a comunicação entre organização
e auditores externos ou outros elementos. A norma segue uma sequência de oito capítulos
distintos:
1. Objectivo e campo de aplicação;
2. Referência normativa;
3. Termos e definições;
4. Sistema de Gestão da Qualidade;
5. Responsabilidade de gestão;
6. Gestão de recursos;
7. Realização do produto;
8. Medição, análise e melhoria.
3.2.1 Manual de Qualidade da Fábrica de Pastelaria S.Silvestre - NP EN ISO 9001:2008
O Manual da Qualidade que descreve o Sistema de Gestão da Qualidade (SGQ) da Fábrica
de Pastelaria S.Silvestre, implementado de acordo com a norma NP EN ISO 9001:2008
aplica-se a todos os seus colaboradores no planeamento, execução e verificação da realização
do produto. No Manual da Qualidade estão definidos os requisitos do SGQ, a estrutura
organizacional, a descrição e interacção dos processos incluídos no SGQ e referência aos
procedimentos documentados estabelecidos. Assim, o MQ da Fábrica de Pastelaria
S.Silvestre segue a arquitectura acima listada (secção3.2). De seguida será apresentada uma
breve análise da formalização deste documento.
Este MQ é mantido actualizado de forma a traduzir as práticas adoptadas garantindo a
qualidade do produto e a satisfação do cliente (Campos & Costa, 2011). As etapas de
Apresentação da empresa e Organização já foram referidas muito sucintamente no Capítulo 1
Na Apresentação da empresa identifica-se a denominação social, a constituição (capital
social, licença sanitária para funcionamento, número de registo veterinário), a forma jurídica,
actividade da empresa, localização e contactos. Pretende-se, ainda uma descrição sucinta da
evolução da empresa, mercado – alvo e recursos (secção 1.1). Por Organização pretende-se
evidenciar o organograma da empresa e remete-se a descrição das funções e responsabilidades
dos colaboradores da organização para o Manual de Funções.
3.2.1.1 Sistema de Gestão da Qualidade (Requisito 4 de NP EN ISO 9001:2008).
Como requisitos gerais (requisito 4.1 de NP EN ISO 9001:2008) a organização deve
estabelecer, documentar, implementar e manter um SGQ e melhorar continuamente a sua
eficácia de acordo com os requisitos da norma.
A NP EN ISO 9001:2008 diz que “A organização deve:

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 31
a) Determinar os processos necessários para o sistema de gestão da qualidade e para a
sua aplicação em toda a organização;
b) Determinar a sequência e interacção para assegurar que tanto a operação como o
controlo destes processos são eficazes;
c) Assegurar a disponibilidade de recursos e de informação necessários para suportar
a operação e a monitorização destes processos;
d) Monitorizar, medir onde aplicável e analisar estes processos;
e) Implementar acções necessárias para atingir os resultados planeados e a melhoria
contínua destes processos.”
Assim, como requisitos gerais existem os processos que são necessários à
implementação do SGQ e que se encontram identificados no Mapa de Processos da Fábrica
de Pastelaria S.Silvestre, o qual define também a sequência e interacção entre eles. Estes
processos identificados são:
- Gestão de Encomendas;
- Compras;
- Concepção e Desenvolvimento;
- Produção e Fornecimento do Produto;
- Gestão de Recursos;
- Gestão do Sistema de Gestão da Qualidade;
- Gestão da Informação;
- Medição e Monitorização.
Os critérios e métodos necessários à definição, implementação, funcionamento e
controlo/monitorização destes processos estão definidos no sistema documental em
procedimentos, instruções de trabalho, planos de controlo e modelos. Os recursos necessários
à implementação e manutenção do SGQ são disponibilizados de acordo com as necessidades e
após aprovação da Gerência.
A identificação e caracterização de processos definem para cada um deles as entradas,
saídas, processo de interacção e responsáveis (Campos & Costa, 2011). A interacção de
processos de SGQ encontra-se evidenciada no mapa de processos do SGQ. Este mapa é
esquematizado na Figura 3-3 que evidencia a sua integração.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 32
Os processos do Sistema de Gestão da Qualidade iniciam-se com o pedido do Cliente
(Processo: Gestão de Encomendas). Após recepção do pedido do cliente podem desencadear-
se os seguintes processos: Compras, Produção e Fornecimento do Produto, Gestão de
Recursos e Concepção e Desenvolvimento. Com estes processos é possível atender a todos os
dados necessários à identificação dos requisitos, alocação de recursos humanos, materiais,
equipamentos e meios técnicos necessários à realização do produto e estabelecer os contactos
necessários com o cliente para esclarecimento de quaisquer dúvidas existentes.
A Concepção e Desenvolvimento de produtos pode ocorrer a partir de um pedido de
cliente ou surgir por iniciativa interna. A interacção entre o processo de Gestão de
Encomendas e Compras surge sempre que for identificada uma necessidade no âmbito da
aquisição de meios de apoio à realização e/ou alocação de recursos materiais e/ou
subcontratados.
Os processos Gestão de Recursos, Medição e Monitorização e Gestão da Informação
são considerados processos de apoio que funcionam com base na informação e necessidades
dos restantes, introduzindo melhoria no sistema e satisfazendo as necessidades deles.
A Medição e Monitorização avalia o grau de satisfação do cliente actuando desta forma
no processo de Gestão de Encomendas e Produção e Fornecimento do Produto como fonte de
informação para melhorar as metodologias adoptadas.
Figura 3-3 – Mapa de Processos de SGQ (adaptado de Costa (2011)).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 33
A Gestão do SGQ contempla toda a parte de análise de dados/necessidades dos restantes
processos e introduz melhoria no sistema através do estabelecimento de estratégias de
melhoria e satisfação das necessidades dos restantes processos. A interacção entre os
processos da Fábrica de Pastelaria S. Silvestre está descrita na Tabela 3-1.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 34
Processo/sub-processo Compras Concepção e
Desenvolvimento
Gestão de
Encomendas
Produção e Fornecimento do Produto Gestão de
Recursos
Gestão
de SGQ
Gestão da
Informação
Medição e
Monitorização Pastelaria Padaria Distribuição Manutenção e Higienização
Compras - X X X X X
Concepção e
Desenvolvimento - X X X X X X X X X
Gestão de Encomendas X X - X X X X X X X X
Produção e
Distribuiçã
o do
Produto
Pastelaria X - X X X X X
Padaria X - X X X X X
Distribuição X - X X X X
Manutenção
e
Higienização
X X X X - X X X X
Gestão de Recursos X X X X X X X - X X X
Gestão de SGQ X X - X X
Gestão da Informação X X X X X X X X X - X
Medição e Monitorização X X X X X X X -
Tabela 3-1 – Interacção entre processos da Fábrica de Pastelaria S.Silvestre (adaptado de Costa (2011)).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 35
Como Requisitos da documentação, requisito 4.2 de NP EN ISO 9001:2008, esta
mesma norma cita:
“A documentação do sistema de gestão da qualidade deve incluir:
a) Declarações documentadas quanto à política da qualidade e aos objectivos da
qualidade;
b) um manual da qualidade;
c) procedimentos documentados e registos, determinados pela organização como
necessários para assegurar o planeamento, a operação e o controlo eficazes dos
seus processos.”
O SGQ da Fábrica de Pastelaria S.Silvestre assenta numa estrutura documental com
três níveis: estratégico, organizacional e operacional, segundo a hierarquia indicada na Figura
3-4.
Quando se fala de nível estratégico referem-se as indicações gerais da organização tanto
a nível funcional como estrutural. Estas indicações servem de referência ao SGQ, tendo como
suporte o Manual da Qualidade, os objectivos, a política da qualidade, a identificação dos
processos, dos responsáveis da sequência produtiva e interacção entre eles.
O nível organizacional descreve de forma integrada as disposições necessárias para
cumprir os requisitos, sendo estas oficializadas nos procedimentos da qualidade, no manual de
funções e no plano de HACCP, o qual se orienta para a função de garantia de Segurança
Alimentar.
Figura 3-4 – Diagrama representativo da hierarquia dos três níveis de documentos (adaptado de Costa (2011)).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 36
No nível operacional, utilizam-se as instruções de trabalho (IT), fluxogramas que
sintetizam e sistematizam sequencialmente as etapas necessárias para a execução de
determinada tarefa, e como auxiliares no desenvolvimento de determinada acção utilizam-se
impressos, documentos externos, normas, entre outros (Campos & Costa, 2011).
Assim, o Manual da Qualidade (requisito 4.2.2 de NP EN ISO 9001:2008) tem por
principal objectivo ser o documento de referência do Sistema de Gestão da Qualidade uma
vez que define:
Política da Qualidade;
Os procedimentos de definição e revisão do Sistema propriamente dito, sobretudo a
sua organização, meios e funcionamento;
Responsabilidades dos departamentos e as suas interligações;
Procedimentos que permitam à Fábrica de Pastelaria S.Silvestre evidenciar a garantia
de qualidade dos seus produtos (Campos & Costa, 2011).
O Manual da Qualidade tem ainda por funções servir de documento de referência a
todos os colaboradores da empresa em matéria de qualidade e permite ter uma visão global do
funcionamento da empresa. Como Requisito de documentação tem-se ainda o Controlo dos
documentos e Controlo dos registos, sendo estes, respectivamente, os requisitos 4.2.3 e 4.2.4
de NP EN ISO 9001:2008 (APCER, 2010).
No Controlo dos documentos pretende-se definir os mecanismos da distribuição e
divulgação dos documentos da organização tentando garantir a sua acessibilidade,
legibilidade, aptidão ao uso a que se destina e utilização das versões dos documentos
actualizadas. Outro aspecto a controlar é a gestão do MQ, quer a sua elaboração, verificação,
aprovação pela gerência, promulgação (incluindo as edições), revisão e distribuição interna na
organização ou para entidades externas.
Por Controlo dos registos pretende-se proporcionar a evidência da conformidade de
produtos e serviços através de registos efectuados e do manuseamento eficaz do SGQ. Os
registos são identificados, mantidos e acondicionados de forma a garantir a legibilidade e
acessibilidade durante um período de tempo definido (Capricho & Lopes , 2007).
3.2.1.2 Responsabilidade da Gestão (requisito 5 de NP EN ISO 9001:2008)
“A gestão de topo deve proporcionar evidências do seu comprometimento no
desenvolvimento e implementação do sistema de gestão da qualidade e na melhoria contínua
da sua eficáci.”,segundo NP EN ISO 9001:2008. A Gestão deve comunicar à organização a
importância de satisfazer os requisitos dos clientes, dar o seu parecer na política da qualidade,
assegurar o cumprimento dos objectivos da qualidade, garantir a disponibilidade dos recursos,
focalizar-se nas necessidades e expectativas dos clientes, atender ao planeamento da Gestão
da Qualidade (Longo, 1996).
SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 37
Para assegurar que as necessidades e expectativas do cliente são determinadas com a
intenção de atingir a sua satisfação, para tal são enviados questionários de avaliação de
satisfação de forma a identificar os requisitos explícitos e implícitos, que posteriormente são
convertidos em especificações para a realização do produto (Barendsz, 1998).
O planeamento da Gestão da Qualidade é realizado para atender aos objectivos
específicos da qualidade definindo-se a sequência e timing das acções necessárias.
Quanto ao requisito 5.5 de NP EN ISO 9001:2008 Responsabilidade, Autoridade e
Comunicação, pretende-se que a gestão de topo evidencie as responsabilidades e a autoridade
definida para cada cargo, as comunique à organização e ainda, que assegure o estabelecimento
de processos de comunicação apropriados para que a informação seja transmitida com
segurança (APCER, 2010).
O requisito 5.6 de NP EN ISO 9001:2008 pretende a Revisão pela gestão do SGQ,
sendo este processo um mecanismo de melhoria contínua, uma vez que assegura que este se
mantém apropriado, adequado e eficaz. Assim, em intervalos de tempo planeados, a revisão
de SGQ deve incluir a avaliação de oportunidades de melhoria e as necessidades de alterações
ao Sistema de Gestão da Qualidade, incluindo a política e os objectivos da qualidade,
integrando no Sistema conhecimento extraído (CT80(APQ), 2008).
3.2.1.3 Gestão de Recursos (requisito 6 de NP EN ISO 9001:2008)
Pretende-se, neste requisito, assegurar os recursos necessários para garantir que o SGQ atinja
os seus objectivos e que as necessidades dos clientes sejam satisfeitas. Os recursos aqui
envolvidos podem incluir recursos humanos, tecnologia/equipamento e recursos financeiros
associados, não só à gestão dos processos de realização de produto, mas também à auditoria
interna, à acção correctiva, à revisão do sistema, entre outros (CT80(APQ), 2008).
O requisito relativo a Recursos Humanos tem por função assegurar as competências das
pessoas que realizam trabalho que podem afectar a qualidade do produto. Assim, é importante
que a organização determine a competência necessária para os colaboradores e que avalie
continuamente se as competências são asseguradas, providenciando formação ou outras
acções eficazes para garanti-la (APCER, 2010).
Na Fábrica de Pastelaria S.Silvestre efectua-se a qualificação dos colaboradores tendo
em conta dois factores distintos:
Cada função tem a sua descrição das actividades exercidas, os requisitos mínimos e
requisitos complementares, que correspondem aos critérios a serem cumpridos.
No verso do documento o colaborador enumera as actividades para as quais se sente
apto a desempenhar e rubrica responsabilizando-se pela realização das mesmas. O
responsável pelo departamento determina se o colaborador é capaz de cumprir
integralmente as actividades sem ajuda rubricando o documento no campo
responsável pelo departamento (Campos & Costa, 2011).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 38
A empresa proporciona, ainda, várias formações aos colaboradores com o intuito de
aumentar ou reforçar as suas competências, garantir que os objectivos da qualidade são
compreendidos por todos e que o trabalho em equipa permite atingi-los.
A organização deve, ainda, garantir que há uma infra-estrutura (sistema de instalações,
equipamentos e serviços necessários para o funcionamento) adequada para atingir a
conformidade do produto.
Neste quadro a Fábrica de Pastelaria S.Silvestre desenvolveu um plano de manutenção
dos equipamentos com o intuito de melhorar o seu funcionamento.
Outro factor relevante é o ambiente de trabalho que pode afectar a qualidade do
produto, portanto a organização deverá definir os parâmetros apropriados para o seu controlo.
3.2.1.4 Realização do produto (requisito 7 de NP EN ISO 9001:2008)
O objectivo de requisito 7 de NP EN ISO 9001:2008 é garantir que os processos associados à
realização do produto são planeados e desenvolvidos, identificando os que lhe estão
associados, necessários para processar produto conforme, de modo consistente. Assim, são
definidos critérios para operar e planear cada um dos processos do SGQ (CT80(APQ), 2008).
Com o objectivo de satisfazer os requisitos dos clientes relativamente a produto ou
serviço tem de se ter em consideração os Processos relacionados com o cliente, requisito 7.2
de NP EN ISO 9001:2008. É essencial que a organização compreenda claramente os
requisitos do produto que fornece, resolvendo quaisquer ambiguidades ou conflitos que
impeçam o comprometimento em fornecer o produto. Para tal, devem existir mecanismos de
comunicação eficazes com os clientes em todas as fases de produção e fornecimento do
produto (Capricho & Lopes , 2007).
O requisito 7.3 de NP EN ISO 9001:2008 trata da concepção e desenvolvimento de um
produto a ser fornecido, quando as necessidades e expectativas dos clientes são definidas com
base no desempenho ou funcionalidade esperada, e precisam de ser traduzidas num conjunto
de características do produto que são realizadas pela organização. Assim, na fase de
Concepção e desenvolvimento de produtos tem de se analisar e identificar todos os requisitos
(do mercado, do produto, legais e regulamentares) para a sua elaboração e averiguar se
durante o processo foram respeitados todos os critérios que permitem a sua obtenção (Longo,
1996).
Ainda no âmbito da Realização de produto existe a etapa de Compras (requisito 7.4 de
NP EN ISO 9001:2008). Nesta pretende-se assegurar que o produto comprado está conforme
com os requisitos de compra especificados e que os fornecedores são seleccionados e
avaliados de acordo com a sua aptidão para fornecer produto conforme. Assim, torna-se
importante comunicar ao fornecedor o se pretende comprar e ainda, verificar se o produto
recebido está conforme o pedido. A relação de fornecedor – organização deve ser de
confiança (APCER, 2010).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 39
A Fábrica de Pastelaria S.Silvestre procede a uma avaliação contínua dos seus
fornecedores qualificando-os. Nesta, toda a informação relativa à avaliação do fornecimento
recepcionado fica registada no sistema informático (software SIM!PAN).
No requisito 7.5 da NP EN ISO 9001:2008 referente a Produção e Fornecimento do
Serviço pretende-se que os processos e operações sejam efectuados de forma controlada
garantindo, assim, que a empresa tem capacidades de gerir os parâmetros dos processos e
concretizar produtos conformes (Campos & Costa, 2011).
Para a Validação dos Processos de Produção e de fornecimento do serviço (requisito
7.5.2 de NP EN ISO 9001:2008) deve-se determinar qual o resultado planeado que não pode
ser verificado através de monitorização ou medição subsequente e assegurar que os processos
são válidos e atingem resultados. A estes processos atribui-se a designação de “processos
especiais”. Na Fábrica de Pastelaria S.Silvestre existe apenas um processo deste género
sendo ele a Higienização de equipamentos e instalações, o qual é validado pelo
acompanhamento do sistema de HACCP. Salienta-se, novamente, a importância do papel da
ferramenta HACCP.
Pretende-se ainda garantir a identificação do produto, seus constituintes e/ou lote de
produção e o seu estado de verificação, bem como os critérios a utilizar e a extensão em que
os produtos e processos devem garantir a rastreabilidade pelo requisito 7.5.3 de NP EN ISO
9001:2008 referente a Identificação e rastreabilidade.
A Fábrica de Pastelaria S.Silvestre realiza a identificação dos seus produtos e do seu
estado de conformidade, sendo esta identificação assegurada desde a recepção da matéria –
prima até ao produto final pelo software SIM!PAN. Aquando a recepção do produto são
introduzidos os dados na aplicação e imprimida uma etiqueta de identificação interna que é
colada na embalagem. Quando o produto já foi elaborado mas ainda se encontra em cru e
acondicionado em tabuleiros, são atribuídos por tabuleiro kanbans6 identificativos por código
de barras, que se introduzem no sistema informático (Campos & Costa, 2011).
Por Propriedade do cliente (requisito 7.5.4 de NP EN ISO 9001:2008) pretende-se que
ocorra protecção de elementos da propriedade do cliente quando estes são disponibilizados
para incorporação no produto. Assim, a Fábrica de Pastelaria S.Silvestre compromete-se a
cuidar da propriedade do cliente (ex: fotografia ou desenho) e constitui uma Não
conformidade no caso de perda, dano ou outra situação de uso inapropriado, não desprezando
o contacto com o cliente em questão (Barendsz, 1998).
O requisito 7.5.5 de NP EN ISO 9001:2008 referente a Preservação do produto
pretende garantir a conformidade do produto em todas as fases dos processos desde o
6 kanbans são cartões em polietileno onde consta um código de barras único, o número do kanban, o nome da
empresa. Estes cartões por terem códigos de barra podem ser lidos através de um dispositivo de luz infra-
vermelha. Os dados lidos por este dispositivo são registados na aplicação no computador. Através deste
procedimento é possível associar os códigos dos kanbans a produtos elaborados que já têm o seu histórico,
matéria prima entre outros, registados na aplicação SIM!PAN.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 40
processamento interno até à entrega e ainda, por um período subsequente de tempo acordado
(por exemplo, o prazo de validade).
O último requisito deste capítulo é relativo ao Controlo dos Equipamentos de
Monitorização e de Medição (requisito 7.6 de NP EN ISO 9001:2008) e tem o intuito de
averiguar que qualquer equipamento usado para a monitorização ou medição da conformidade
do produto está apto a fornecer resultados válidos (APCER, 2010).
3.2.1.5 Medição, Análise e Melhoria (requisito 8 de NP EN ISO 9001:2008)
Neste oitavo e último requisito da NP EN ISO 9001:2008 solicita-se que se assegure o
planeamento e implementação dos processos de monitorização, medição, análise e melhoria.
Na Fábrica de Pastelaria S .Silvestre implementou-se processos de monitorização, medição e
análise usando a documentação suporte de “Acompanhamento de Objectivos da Qualidade e
Processo” para demonstrar a conformidade do serviço e do SGQ. Assim, para a
Monitorização e Medição tem de se ter em consideração quatro diferentes requisitos:
a) Satisfação do Cliente;
b) Auditoria Interna;
c) Monitorização e Medição dos Processos;
d) Monitorização e Medição dos Produtos.
Na Satisfação do Cliente pretende-se que a organização monitorize toda a informação
relativa à percepção do cliente quanto ao cumprimento dos seus requisitos. A Fábrica de
Pastelaria S. Silvestre sustenta a monitorização da informação relacionada com a satisfação
e/ou insatisfação dos seus clientes através de uma análise de indicadores de reclamações,
volume de vendas e fidelização. Envia, também, um questionário através do Departamento da
Qualidade para uma amostra de clientes activos e para os clientes que tenham efectuado
reclamações no decurso do ano anterior. Os resultados relativos a este questionário são,
posteriormente, analisados na reunião de revisãodo SGQ (Campos & Costa, 2011).
Com a Auditoria Interna pretende-se que ocorra o planeamento e execução de forma
sistemática de auditorias internas para averiguar se o SGQ cumpre os requisitos por ela
especificados e se estes se encontram em conformidade com os requisitos da norma de
referência (Capricho & Lopes , 2007).
A Monitorização e Medição dos Processos é levada a cabo para assegurar que os
processos de realização do produto estão aptos a produzir em conformidade e que os outros
processos do SGQ demonstram capacidade contínua para atingir os resultados planeados. Na
Fábrica de Pastelaria S.Silvestre esta etapa é realizada tendo por base a análise trimestral de
indicadores como forma de os medir e monitorizar assegurando, assim, o cumprimento dos
requisitos do cliente, conformidade do sistema da qualidade e melhoria contínua.
A Monitorização e Medição dos Produtos é o processo que permite garantir, de forma
sistemática,ao cliente que o produto cumpre todos os requisitos durante a realização e,

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 41
sobretudo, antes da entrega ou fornecimento. Nesta âmbito, a Fábrica de Pastelaria
S.Silvestre tem definidas tabelas de monitorização e instruções de trabalho, em etapas
apropriadas do processo de realização do produto, actividades de monitorização e medição
das características do produto. Para além desse, disponibiliza-se aos colaboradores a
formação, informação e os recursos necessários para executar o produto e realizar as
actividades de monitorização e medição requeridas (APCER, 2010).
Outro requisito da norma de referência é o Controlo do Produto Não Conforme, que
visa certificar que em todas as fases de processo de realização são tomadas acções para que o
produto não conforme não siga o processo normal nem possa ser inadvertidamente fornecido
ao cliente (CT80(APQ), 2008). O tratamento do produto não conforme definido pela Fábrica
de Pastelaria S.Silvestre tem por objectivo impedir que este seja fornecido ou utilizado, tendo
a metodologia utilizada por base procedimentos da qualidade dos quais se referem a
identificação, a documentação, a análise, a decisão e a documentação.
No requisito 8.4.referente a Análise de dados pretende-se que a organização transforme
os dados em informação apropriada à tomada de decisão, identificação de tendências e
oportunidades de melhoria. Numa perspectiva de análise da eficácia do SGQ, a Fábrica de
Pastelaria S.Silvestre faz-se o acompanhamento dos objectivos da qualidade e processos
contendo informação sobre Indicadores de Qualidade, de Processo, Reclamações, Inquéritos
aos Clientes, Avaliação de Fornecedores e Não conformidades. Os dados compilados são, de
seguida, analisados na reunião de revisão do SGQ e como resultado desta análise são
estabelecidas acções preventivas (Campos & Costa, 2011; Cima, 2006).
Como oportunidades de Melhoria (requisito 8.5 de NP EN ISO 9001:2008) tem-se os
requisitos de Melhoria Contínua, Acções Correctivas e Acções Preventivas. No requisito
associado a Melhoria Contínua pretende-se promover uma filosofia de melhoria contínua
dentro da organização e aumentar a sua capacidade para cumprir os requisitos (Rezaei & et al,
2011). Na Fábrica de Pastelaria S. Silvestre assegura-se este requisito através da Política da
Qualidade, dos Objectivos da Qualidade, da análise dos resultados das Auditorias, da análise
dos resultados das Acções Correctivas e Preventivas, e da análise de Indicadores e para
Revisão de SGQ (Capricho & Lopes , 2007).
Através de Acções Correctivas a organização analisa as causas das Não conformidades
ocorridas e toma acções para evitar a sua repetição. Por norma, estas acções são controladas e
geridas a partir do tratamento de Não conformidades e/ou relatório de acção correctiva. As
Acções Preventivas são postas em prática pela organização quando se aplicam metodologias
adequadas à identificação de potenciais Não conformidades e desencadeiam-se acções que
evitem a ocorrência das mesmas.
A Fábrica de Pastelaria S.Silvestre identifica as acções preventivas apropriadas para
eliminar as causas de potenciais Não conformidades e prevenir a sua ocorrência utilizando um
procedimento que define os requisitos que as permitem identificar, bem como as suas causas,
determinar e suportar a implementação de acções preventivas e analisar os seus resultados e
determinar a sua eficácia.

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 42
O Manual da Qualidade é um documento da empresa que todos os elementos devem
conhecer e interiorizar para que os requistos aqui descritos sejam os validados
quotidianamente. A sensibilização e responsabilização dos colaboradores tem sido uma
constante na Fábrica de Pastelaria S.Silvestre com o intuito de melhorar os procedimentos e
serviços prestados promovendo a melhoria contínua.
No seguimento de melhoria contínua, a empresa tem utilizados alguns métodos mais
criteriosos da norma NP EN ISO 22 000 que se dedica inteiramente a processos do sector
alimentar e complementa, em alguns aspectos, a NP EN ISO 9001:2008. No entanto a
empresa ainda não a implementou por completo. A certificação da empresa tendo em conta a
norma NP EN ISO 22 000 é um objectivo que se pretende atingir, tendo sido tomadas algumas
atitudes nesse sentido. A elaboração de um manual adoptado a processos e serviços da
empresa e uma acção de formação para alguns dos colaboradores foram efectuados no sentido
de dar a conhecer esta norma aos colaboradores e perceber se a sua implementação na
empresa constitui um passo decisivo na sua estratégia. No entanto, factores económicos, entre
outros impedem a empresa de avançar para mais uma certificação no sector alimentar, neste
momento.
Uma ferramenta que é utilizada na empresa, e que merece ser realçada neste relatório
por ser um objectivo específico do estágio, é Hazard Analysis and Control Critical Points –
HACCP, ou seja, Análise de Perigos e Controlo de Pontos Críticos, esta ferramenta enquadra-
se no Sistema de Gestão da Qualidade da empresa.
3.2.2 Ligação entre SGQ e HACCP
O Sistema de Gestão da Qualidade surge como estratégia da empresa com o intuito de
transmitir o máximo de confiança sobre produtos e seviços aos clientes. Já o HACCP uma
ferramenta descrita no pacote legislativo Regulamento nº 852/2004, Regulamento nº
853/2004 e Regulamento nº 854/2004 elaborado pela Autoridade Europeia para a Segurança
dos Alimentos, o que a torna uma medida obrigatória por lei (Surak, 2009).
A ferramenta HACCP, sucintamente, é um conjunto de medidas de identificação,
verificação e controlo que permite, através de conhecimento pormenorizado do processo de
fabrico, identificar os perigos associados às diferentes etapas do processo, classificá-los,
preveni-los, minimizá-los e eliminá-los quando possível (FAO, Food Quality and Safety
Systems (HACCP)- A Training Manual on Food Hygiene and the Hazard Analysis and
Critical Control PointSystem, 1998). No capítulo que se segue (Capítulo 4) dá-se especial
ênfase à ferramenta HACCP e ao plano de HACCP na Fábrica de Pastelaria S.Silvestre. Por
esta breve e resumida definição de HACCP conseguimos decifrar que esta ferramenta se
enquadra plenamente num SGQ, uma vez, que tem como objectivo a produção de segurança
para o consumidor e a evidência de que ela é alcançada. Ora, como já se referiu o consumidor
actual preocupa-se significativamente com segurança alimentar transformando-a numa
exigência social. Assim, as empresas que queiram produzir com qualidade devem constitui
este facto como um elemento importante de qualidade do produto (Figueiredo & Neto, 2001).

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 43
HACCP é uma exigência legislativa que se integra num SGQ a nível organizacional (ver
Figura 3-4), uma vez que é neste patamar que se incluem todos os procedimentos da
qualidade e manuais de funções, ou seja, toda a documentação que, de forma integrada,
permite designar quais os métodos e disposições são utilizados para que o produto seja
elaborado em conformidade e cumpra os requisitos de qualidade (Cima, 2006).
3.3 Trabalho realizado no âmbito de melhoria de SGQ
No âmbito deste estágio existe um objectivo geral que se prende com a aquisição de
competências e experiência na área de qualidade e segurança alimentar através da norma NP
EN ISO 9001:2008 no sector alimentar e a ferramenta HACCP.
Após a compreensão do que se pretende com um alimento seguro e um alimento com
qualidade descritos no segundo capítulo deste relatório, ocorre a necessidade de proceder à
sua integração no sistema de gestão e produção da Fábrica de Pastelaria S.Silvestre. Numa
fase inicial a consulta do Manual de Qualidade, do Plano de HACCP e do Código de Boas
Práticas de Higiene e de Fabrico é imprescindível para compreender quais os requisitos e
aspectos aos quais se deve dar atenção para que o processo produtivo consiga manter um
produto seguro e de qualidade. No entanto, só depois de conhecer os diversos processos da
empresa é que se consegue compreender a transposição para os modelos da gestão
documental do SGQ.
Em relação ao SGQ o trabalho desenvolvido baseia-se, essencialmente, em aspectos de
melhoria referentes ao requisito 8 de NP EN ISO 9001:2008, Medição, Monitorização e
Melhoria.
Uma boa relação cliente-Fábrica de Pastelaria S.Silvestre é um critério que o
Responsável de Gestão primordia, assim como a relação dos colaboradores e dos fornecedores
face à empresa. Assim, para averiguar o grau de satisfação dos clientes e dos colaboradores
foram elaborados questionários de satisfação distintos. A minha função foi essencialmente,
distribuir, recolher os questionários dos clientes e dos colaboradores e tratá-los
estatisticamente averiguando no final o grau de satisfação de ambos. No entanto, através
destes questionários também foi possível determinar os aspecto a melhorar sob o ponto de
vista dos colaboradores e dos clientes e, ainda, recolher algumas sugestões. A minha
aprendizagem nesta etapa não foi uma questão de manipular dados para obtenção de resposta
à questão inicial sobre satisfação. A real aprendizagem desta etapa foi o grau de importância
que os colaboradores lhe atribuem por ser uma hipótese de exprimir a sua ideia e opinião mas
também, o facto de conseguir retirar de um único questionário, com perguntas tão usuais,
dados que possamos utilizar no quotidiano da empresa e que promovem melhoria contínua.
Para determinar se o SGQ está conforme com os requisitos desta norma internacional e
com os requisitos estabelecidos pela organização e se está implementado e mantido com
eficácia é necessário realizar auditorias internas. O processo de auditoria interna elaborado
não se assemelha a uma auditoria intensa a todos os requisitos da qualidade. Trata-se de uma
auditoria com suporte num Check-list onde existem todos os parâmetros a controlar das

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 44
diferentes áreas de produção em que se deve classificar como conforme ou não conforme. No
caso de não conforme, lista-se o motivo ou a infracção, institui-se a acção correctiva, acorda-
se um prazo para esta ser corrigida e por fim, terminado o prazo, averigua-se se esta se
mantém ou foi resolvida. É um processo aparentemente simples, mas envolve o conhecimento
correcto dos requisitos da qualidade e como deveriam estar correctamente implementados,
muita atenção na observação, consciencialização na atribuição de Não conformidade, a
prescição correcta, clara e explícita da acção correctiva e acompanhamento eficaz para que
não se volte a repetir. Estas auditorias internas elaboradas são essenciais numa empresa
porque é através desta que se descobrem ou se determinam erros e lacunas que podem levar à
produção de produto não seguro. No entanto, também existe nestas auditorias uma acção
preventiva associada que pode ser fulcral na elaboração de produto seguro, entre outros.
A Fábrica de Pastelaria S.Silvestre é também auditada por outras duas diferentes
formas. A primeira auditoria é realizada por um auditor externo escolhido pela própria
empresa e são explorados minuciosamente todos os requisitos da norma NP EN ISO
9001:2008 e a legislação aplicável ao sector alimentar e designa-se de auditoria interna
controlada; a segunda é uma auditoria externa que é realizada por um auditor da entidade
certificadora. No período de estágio tive o privilégio de assistir às duas auditorias por parte
dos diferentes auditores, averiguei os diferentes graus de significância para a empresa, uma
vez que, na segunda estava em causa a renovação do certificado de qualidade que já se torna
imprescindível. Esta experiência tornou-se um marco importante para a minha compreensão
da importância da documentação e qual o propósito de determinados procedimentos. Na
auditoria externa consegui fazer o paralelismo entre a experiência que tinha adquirido, os
conceitos que tinha aprendido e sentir que a realização de todo o trabalho não tinha sido em
vão, mas sim algo que é de facto importante para a empresa e consegui sentir-me realizada
como colaborador da empresa. No seguimento das auditorias houve necessidade de realizar
uma reunião com todos os colaboradores para expor se todos os objectivos da qualidade
tinham sido atingidos e caso não o sejam a explicação das razões, os resultados dos
questionários de satisfação dos clientes e dos colaboradores, os resultados das Não
conformidades da auditoria externa, entre outros requisitos da qualidade, e a obtenção de
feedback dos colaboradores. Esta reunião é sempre importante para colaboradores e entidade
empregadora porque existe uma troca de informação e opinião que gera oportunidades de
melhoria.
Outro aspecto que também ajudou na interacção com os colaboradores da empresa foi
no momento em que os ajudei a preencher os seus Curriculum vitae que eram importantes
para diversos sectores da empresa como a parte de Recursos Humanos, mas também para as
Acções de Formação.
Tendo em conta o requisito Monitorização e Medição do produto surgiu a necessidade
de controlar os pesos de certos produtos, salientando aqui os produtos mais vendidos. A maior
parte dos colaboradores no processo de fabrico não considera que o peso do produto é um
critério de exigência legislativa e/ou exigência contratual com o cliente, logo, não se sente
responsabilizado. O que se pretende com este estudo é evidenciar a variabilidade do peso dos

SGQ aplicado em Fábrica de Pastelaria S.Silvestre CAPÍTULO 3
Ana Cristina de Sousa Leite 45
produtos produzidos, determinar os custos dela para a empresa e sensibilizar o colaborador
para este aspecto. Este estudo apresenta-se detalhadamente no quinto capítulo deste relatório.
Como a maioria dos colaboradores não dominava a importância deste estudo para a
empresa, no inicio aquando das pesagens, não tomavam cuidado ao peso do produto e não
davam importância às amostras que eram pesadas, mas quando surgiram os primeiros dados o
chefe de produção consultou-os e realmente averiguou a discrepância que ocorria no processo
produtivo. Note-se que, nesta fase todo o trabalho se orientou para a caracterização do padrão
do processo e para a demonstração das causas especiais de variabilidade a ele inerentes, as
quais manifestamente requerem amostragem e pesagem de modo aleatório.
Por acompanhamento de controlo de peso de produtos deu-se a necessidade de análise
de dados que conseguiu gerar informações importantes quantos aos produtos elaborados e
permite desencadear uma série de sugestões e ideias para melhoria contínua de processos e
produtos.
Quanto aos restantes requisitos da norma realizei actividades de menor importância,
como no requisito de Concepção e Desenvolvimento (7.3. de NP EN ISO 9001:2008) em que
procedi ao preenchimento do modelo adequado de todos os produtos que eram novos na
empresa. Em Requisitos da documentação (4.2 de NP EN ISO 9001:2008) procedi ao
controlo de registos (temperaturas, higienização, manutenção), alterei estruturas de alguns
modelos (manutenção de equipamentos, auditoria interna).
Outra tarefa foi a avaliação das acções de formação (6.2.2 de NP EN ISO 9001:2008)
que tinham sido ministradas durante o ano 2010. Todo o processo de atribuição de critérios de
avaliação para as diferentes acções, a correcção de testes de avaliação somativa, avaliações
por observação de comportamentos correctos aprendidos, entre outros aspectos ministrados
em formação, foram elaborados. Posteriormente foi efectuado um tratamento dos dados
recolhidos com o objectivo de averiguar se as formações foram eficazes, cumprindo assim
mais um critério de qualidade.
A Fábrica de Pastelaria S.Silvestre como qualquer outra empresa necessita de estar
actualizada quanto à legislação nacional e internacional que é alterada ao longo do tempo.
Neste sentido uma tarefa que também me foi atribuída foi a actualização da lista de legislação
relevante para este sector industrial e comunicação das alterações. Esta aprendizagem foi da
máxima importância para a consciencialização da variabilidade de legislação aplicável ao
sector alimentar e da importância das actualizações com o objectivo de cumprimento imediato
da mesma.

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 46
4 Hazard Analysis and Critical Control Points
A ferramenta de Hazard Analysis and Critical Control Points - HACCP baseia-se na
identificação dos perigos relacionados com a segurança alimentar para o consumidor que
podem ocorrer ao longo da cadeia de transformação de produtos alimentares, na avaliação
desses perigos e no estabelecimento de processos de controlo, para os perigos considerados
significativos por forma a garantir a segurança dos alimentos. HACCP trata-se, assim, de um
sistema preventivo de controlo alimentar cujo objectivo é garantir a segurança dos alimentos e
a sua salubridade ao longo do processamento (Figueiredo & Neto, 2001).
O sistema de HACCP não deve ser entendido meramente como um facilitador do
cumprimento de requisitos legais, mas sobretudo como uma ferramenta de gestão de
segurança alimentar à disposição das empresas e que possui um conjunto de benefícios
associados. Dentro destes é possível salientar:
O aumento da segurança do consumidor, decorrente da abordagem sistemática de
identificação e análise de perigos que conduz à minimização da probabilidade de
ocorrência de situações que possam pôr em causa a segurança do consumidor
aquando do consumo de produtos que são processados pelo estabelecimento;
O reforço da qualidade, na medida em que na restauração como na área alimentar em
geral não se pode dissociar qualidade dos aspectos higieno-sanitários e de segurança
alimentar associados aos produtos;
A redução de custos operacionais, diminuindo a necessidade de destruição ou de
reprocessamento do produto final por razões de segurança;
O reforço da imagem do estabelecimento junto dos clientes, na medida em que esta
metodologia transmite uma maior confiança ao consumidor relativamente à
segurança alimentar dos produtos postos à sua disposição;
A evidência de documentos relativos ao controlo dos processos no que se refere à
segurança, permitindo demonstrar o cumprimento das especificações, bem como
códigos de boas práticas e/ou legislação que do mesmo modo facilita a
rastreabilidade no caso de ocorrência de um surto de intoxicação alimentar (ASQ &
et al, 2002).
No entanto, pode ocorrer dificuldades na implementação sendo necessário recorrer a
acessorias externas (Azanza & et al, 2005). A implementação deste Sistema numa empresa ou
organização que colha, armazene, transforme, produza ou distribua produtos alimentares,
constitui uma condição obrigatória para que se possa proceder a um processo de Certificação
de Qualidade segundo a Norma NP EN ISO 9001:2008 (Cima, 2006).
4.1 Pré-Requisitos do plano de HACCP
Antes de implementar o sistema de HACCP numa linha de produção alimentar devem estar
implementadas e estabelecidas medidas básicas de higiene e de fabrico para que o sistema se

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 47
centre unicamente em etapas ou procedimentos que são críticos para a segurança dos
alimentos. Todas estas medidas são designadas por pré–requisitos de HACCP e estão
descritas na legislação comunitária (Vanne & et al, 1996).
As Boas Práticas de Fabrico (BPF) e as Boas Práticas de Higiene (BPH) assim como o
controlo microbiológico dos produtos, constituem um passo importante, pois representam pré-
requisitos a validar. As BPF têm em conta princípios definidos como procedimentos e os
meios necessários para garantir um ambiente adequado à produção com qualidade razoável. Já
as BPH ditam as medidas básicas de higiene que as empresas do sector devem seguir
(Notermans, 1995).
Os pré-requisitos fornecem as bases para uma efectiva aplicação de HACCP, pelo que
devem ser operacionalizados previamente. Por norma, os pré-requisitos devem controlar os
perigos associados a todas as áreas da empresa (serviços, pessoal, instalações e
equipamentos), já o sistema HACCP deverá controlar os perigos associados directamente ao
processo, ou seja, às etapas pelas quais os alimentos passam (desde a zona de confecção à de
armazenamento ou distribuição) que revelem um grau de risco significativo (Araújo, 1999).
Para decidir se o perigo para a segurança alimentar deve ser regido pelos pré-requisitos
de HACCP ou pela própria ferramenta, deve seguir-se a hierarquia exemplificada na Figura
4-1.
Os pré-requisitos mais frequentes a validar na área alimentar são:
Requisitos gerais das instalações de fabrico;
Requisitos gerais dos equipamentos e utensílios utilizados no fabrico;
Avaliação de risco
Perigos para a Segurança Alimentar
Associados com etapas do processo
Associados com a envolvente à unidade de produção
HACCP Pré - requisitos
Figura 4-1 – Diferenciação de perigos não significativos e significativos, e decisão sobre o respectivo controlo, através de pré-
requisitos ou do plano HACCP (adaptado de Declan (2002)).

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 48
Requisitos gerais das viaturas de transporte de mercadoria;
Higiene das instalações, equipamentos, utensílios e viaturas de transporte;
Higiene e saúde do pessoal de produção;
Controlo de pragas;
Controlo de resíduos alimentares;
Controlo analítico – análises microbiológicas de matérias–primas, água de
abastecimento, superfícies de trabalho e produto final;
Manutenção preventiva dos equipamentos;
Rastreabilidade dos géneros alimentícios;
Qualificação dos fornecedores de matéria primas/ material de embalagem (ACIP,
2005).
4.1.1 Requisitos gerais das instalações de fabrico
Este pré-requisito pretende definir os requisitos das instalações de forma a estas serem
adequadas ao fim a que se destinam a estarem em boas condições de conservação e a
assegurar os requisitos higieno-sanitários. Exemplo destes requisitos são o material de
construção de pavimentos, tectos, portas e janelas, as áreas de laboração, o lay-out adequado
dos equipamentos que permite assegurar a marcha em frente do produto. Por marcha em
frente entende-se uma sequência produtiva em que não ocorrem retrocessos evitando assim a
contaminação cruzada dos géneros alimentícios durante as diversas operações de fabrico
(Araújo, 1999).
4.1.2 Requisitos gerais dos equipamentos e utensílios utilizados no fabrico
Todos os equipamentos e utensílios no fabrico de produtos alimentares devem respeitar um
conjunto de requisitos ao nível de desenho higiénico, tendo como principal objectivo reduzir
ao mínimo qualquer risco de contaminação dos alimentos. Assim, os equipamentos devem ser
concebidos no sentido de assegurar a ausência de contaminações por parte das partículas
metálicas, resíduos de pintura, entre outros, permitirem uma limpeza adequada e serem
termoresistentes (Baptista & et al, 2003).
4.1.3 Requisitos gerais das viaturas de transporte de mercadoria
O transporte de géneros alimentícios (matérias – primas ou produto acabado) é considerada
uma etapa fulcral de todo o processo de fabrico.
Os veículos que transportem produtos que necessitem de temperaturas de refrigeração
devem estar equipados com sistemas de frio, de modo a permitir que as temperaturas sejam
controladas. Os produtos não devem assentar directamente no chão, devendo usar-se para o
efeito estrados de material facilmente lavável. O veículo e os equipamentos aí presentes
devem ser higienizados conveniente e frequentemente (Baptista & et al, 2003).

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 49
4.1.4 Higiene das instalações, equipamentos, utensílios e viaturas de transporte
Com o intuito de reduzir as contaminações físicas, químicas e microbiológicas dos produtos
alimentares devem-se usar procedimentos de higienização eficazes. Assim, torna-se
importante elaborar planos de higiene que deverão contemplar todas as práticas de higiene
aplicados às instalações de fabrico, superfícies de trabalho, equipamentos e utensílios.
Salienta-se ainda que para além da limpeza física deve-se proceder, de seguida à desinfecção
(Costa, 2009).
Limpeza física consiste na eliminação de partículas, restos de alimentos e resíduos. No
entanto, nem sempre a limpeza física é suficiente e a permanência de microrganismos pode
subsistir. Daí ser necessário desinfectar todos os equipamentos. Após as operações de
higienização citadas é importante efectuar-se uma inspecção visual às instalações, considerada
fundamental para comprovar a realização dos procedimentos definidos no plano de higiene. A
título de exemplo é indicado em AnexoII um plano de higienização da Fábrica de Pastelaria
S.Silvestre (FIPA, 2002).
4.1.5 Higiene e saúde do pessoal de produção
O colaborador de uma indústria alimentar deve alinhar um conjunto de hábitos higiénicos
diários elementares e eliminar ou corrigir alguns gestos pessoais do quotidiano. Assim,
atitudes ou gestos como coçar a cabeça, limpar o nariz, esfregar os olhos são intoleráveis para
estes manipuladores de alimentos, pois as mãos são um bom meio de contaminação. O
colaborador deve, ainda, ter especial cuidado e controlar-se quando tem ataques de tosse ou
espirros inesperados. Quando tal acontece, o colaborador deve colocar um lenço, de
preferência descartável, sobre a boca e nariz e voltar a cabeça para que o ar expelido não
afecte os alimentos. Assim, a higiene de quem manipula alimentos é extremamente
importante para evitar as doenças transmissíveis pelos alimentos (Rosete, 2009).
O colaborador também deve evitar ou mesmo renunciar a fumar devido aos
microrganismos que podem ficar na sua saliva e lábios, mastigar pastilhas elásticas, comer ou
beber no local de trabalho. Um outro factor reprimível é o simples gesto de molhar a ponta do
dedo para passar as páginas de um livro ou de pegar numa folha de papel, sobretudo quando
esta folha se destina a envolver alimentos (Saraiva & Baptista, 2003).
Antes de iniciar a sua actividade o colaborador deve submeter-se a um exame médico e
deve estar sob vigilância médica permanentemente, não podendo ser portador de doenças
infecto-contagiosas como hepatite, gastrite ou tuberculose. Para se manter saudável é
necessário conservar o corpo limpo, adquirir bons hábitos de higiene e manter uma atitude
mental sã (ACIP, 2005). É de extrema importância que o manipulador de alimentos saiba que
existem determinadas doenças que podem ser transmitidas através dos alimentos
contaminados, como por exemplo intoxicações alimentares. Assim, o colaborador deve
adquirir ou interiorizar hábitos e comportamentos de segurança higieno – sanitárias no
tratamento de alimentos (USDA, 1999).
Relativamente à higiene pessoal no local de trabalho os colaboradores devem lavar
frequente e convenientemente as mãos, proteger as feridas e cortes com pensos apropriados e

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 50
à prova de água, e luvas e, ainda, manter as unhas limpas e curtas, não envernizadas ou de gel
e não usar adornos (relógio, anéis, fios, etc). Para uma lavagem eficiente das mãos o
colaborador deve molhar bem as mãos com água, usar uma dose de sabonete germicida,
esfregar as mãos, unhas e antebraços durante 20 a 30 segundos (com a ajuda de uma escova,
limpar por baixo e à volta das unhas), enxaguar as mãos e antebraços com bastante água
corrente e secar as mãos e braços com toalhetes de papel descartáveis (Rosete, 2009).
Relativamente ao vestuário de trabalho este deve ser usado apenas no próprio local de
trabalho e não fora das instalações. A roupa pessoal dever ser deixada no vestiário e nunca no
local de preparação de alimentos. O cacifo deve ser dividido em dois compartimentos para
que o manipulador utilize individualmente uma divisão para a roupa pessoal e a outra para a
roupa de trabalho, evitando a contaminação desta (Rosete, 2009).
O vestuário deve ser de preferência de cor clara, confeccionada com tecidos que
facilitem a sua lavagem e desinfecção e cómodo para que o trabalhador se movimente bem
nas diferentes tarefas.
Os colaboradores da produção da Fábrica de Pastelaria S.Silvestre seguem as
premissas básicas atrás descritas. Assim, possuem farda de cor branca constituída por
protecção de corpo (calças, t-shirt ou camisola, avental ou bata, manguitos em poliuretano
quando necessário), calçado (sapatos ou socas confortáveis e antiderrapantes), protecção de
cabeça (touca descartável ou em tecido) e, quando necessário, luvas (para manipular objectos
quentes e descartáveis de látex para proceder à decoração de bolos, por exemplo) e máscara (
(FAO, 2002; ACIP, 2005).
Um exemplo de cartaz apelativo para as condutas de higiene e boas práticas no sector
alimentar encontra-se no AnexoII.
4.1.6 Controlo de pragas
O controlo de pragas tem por objectivo principal prevenir a disseminação de doenças, evitar a
contaminação dos alimentos e garantir a segurança do pessoal e dos consumidores.
O controlo de pragas pode ser feito a dois níveis:
i. Com objectivos preventivos;
ii. Com objectivos de destrutição (Figueiredo & Neto, 2001).
O controlo preventivo visa assegurar a ausência de pragas nas áreas de produção,
armazenamento, através do cumprimento de certos procedimentos, como sejam portas de
acesso ao exterior providas de mola de retorno e a existência de insectocutores junto das
aberturas para o exterior.
O controlo destrutivo elimina de imediato, a presa que penetrar na estação de isco. Tem
de se ter em consideração que as estações de isco deverão estar devidamente identificadas,
sinalizadas, numeradas e adaptadas para os tipos de pragas a combater, antídoto e número de
telefone do Centro Anti-venenos (ACIP, 2005).
Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 51
4.1.7 Controlo de resíduos alimentares
Os resíduos alimentares ou outros, não devem ser acumulados em locais onde são
manipulados alimentos, devendo ser depositados em contentores próprios que possam ser
fechados. Durante o processamento de alimentos devem ser removidos e recolhidos os
diferentes tipos de resíduos. Para o efeito, deverão existir vários contentores estrategicamente
colocados na unidade, devidamente identificados, para acondicionar diferentes tipos de lixos
(cascas de ovos, resíduos alimentares, resíduos líquidos, cartão, vidro e plástico) (FIPA,
2002).
4.1.8 Controlo analítico – análises microbiológicas de matérias primas, água de
abastecimento, superfícies de trabalho e produto final;
O controlo analítico tem como objectivo avaliar os níveis de contaminação das matérias–
primas, dos produtos e da água usada no fabrico bem como validar os planos de higienização.
A empresa deve definir uma periocidade para o controlo analítico a efectuar a
superfícies de trabalho e manipuladores, água de abastecimento, matéria primas e produto
final.
Os critérios de validação devem estar definidos, para que após a recepção dos boletins
analíticos, o responsável pela qualidade os analise e verifique se existe algum desvio ao
estabelecido. Caso se verifique um desvio devem ser determinadas as causas e proceder-se a
medidas correctivas de modo a combater esta situação (May, 2005).
Um exemplo de relatório de resultados de análises microbiológicas de produtos de
pastelaria (pirâmide) é apresentado em AnexoIII.
4.1.9 Manutenção preventiva dos equipamentos
As empresas devem ter um programa de manutenção preventiva eficaz para garantir que os
equipamentos sejam mantidos em boas condições de trabalho. Deve-se elaborar um plano de
manutenção onde constem todos os equipamentos da empresa que necessitem de manutenção
periódica, os procedimentos e a frequência de manutenção, o pessoal responsável e
subsequentemente proceder aos registos das operações de manutenção efectuadas. Todo o
equipamento de monitorização, inspecção, medição e ensaio deve ser calibrado regularmente
(Notermans, 1995).
No AnexoIV apresenta-se um exemplo de um modelo de registo de manutenção
elaborada para um determinado equipamento.
4.1.10 Rastreabilidade dos géneros alimentícios
A rastreabilidade deve ser assegurada a montante (origem das matérias primas) e a jusante
(destino de produtos finais), permitindo seguir o rasto de géneros alimentícios. Torna-se,
assim, indispensável que os empresários do sector alimentar garantam o desenvolvimento de
procedimentos adequados para retirar do mercado os géneros alimentícios susceptíveis de
constituir um risco grave para a saúde dos consumidores.

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 52
Para assegurar a rastreabilidade deste tipo de produtos, sugere-se que os produtos
fabricados sejam marcados com um número de lote para que se possa conhecer a origem das
matérias primas a partir das quais foram elaborados. Sugere-se ainda, que deverá existir um
registo de saída do produto onde conste o destino final do mesmo (Rosete, 2009). Este
procedimento é levado a cabo na Fábrica de Pastelaria S.Silvetre. Inicia-se na recepção de
matéria primas, em que a identificação do produto é introduzida no sistema informático. Por
identificação do produto entende-se o seu nome, o nome do fornecedor assim como o lote
fornecido por este, a data de recepção e a de validade.
Quando se pretende iniciar a produção de um determinado produto é necessário ter em
conta diversos passos para manter a rastreabilidade do produto o mais acessível possível.
Esses passos são:
1. Na secção de produção abrir ordem de produção do produto pretendido, na aplicação
informática. Através desta, tem-se acesso automático às quantidades de matérias
primas necessárias;
2. No armazém de matérias primas dar “baixa” no sistema informático dos produtos
necessários à confecção;
3. Após a elaboração do produto (pode ser no estado cru ou cozido) e acondicionado
em tabuleiros, é-lhe atribuído um kanban identificativo que vai estar associado a todo
o histórico anterior. O produto segue para refrigeração;
4. Quando o produto é necessário para venda, a data e o número do kanban são
registados manualmente num modelo próprio;
5. Por fim, a rastreabilidade é realizada através da facturação. Ou seja, pela data dos
registos na produção e pela factura do cliente, averigua-se qual o produto que foi
atribuído ao cliente (Costa, 2009).
Através deste método é-se capaz de identificar e solucionar o problema com maior
facilidade, interpelar os responsáveis, conseguir responder e esclarecer o cliente que elaborou
a reclamação e limitar os lotes onde potenciais problemas ocorrem. A rastreabilidade é
realizada através deste método menos convencional uma vez que funcionamento da aplicação
informática da empresa se encontra incompleto.
4.1.11 Qualificação dos fornecedores de matéria primas/ material de embalagem
Atendendo a que se pretende garantir a qualidade do produto final deve garantir-se a
qualidade das matérias primas, pois os produtos finais dependem delas. Assim, deve-se
proceder a um método de avaliação e selecção de fornecedores tendo em conta factores como
sejam o fornecedor ter um licenciamento das instalações com sistema de segurança alimentar
implementado e um controlo de qualidade efectuado aos produtos, de modo a poderem
providenciar garantias de qualidade (Figueiredo J. , 2008).

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 53
4.2 Plano de HACCP
HACCP é uma abordagem sistemática direccionada a perigos biológicos, químicos e físicos,
em vez de inspecção e testes em produtos finais. E, por isso, um sistema preventivo através do
qual, pela identificação de potenciais riscos, são estabelecidas medidas que possibilitem
reduzir a probabilidade de ocorrências que possam pôr em causa a segurança dos produtos e
consequentemente dos consumidores (Baptista & et al, 2003).
4.2.1 Princípios e Passos do Sistema de HACCP
Como metodologia do sistema HACCP estipulam-se um conjunto de sete princípios
fundamentais para a implementação prática desta ferramenta, sendo eles:
Princípio 1: Efectuar uma análise dos perigos. Preparar um Fluxograma com todas as
etapas do processo. Identificar e listar perigos potenciais e especificar medidas
preventivas para controlo deles.
Princípio 2: Identificar os Pontos Críticos de Controlo (PCC).
Princípio 3: Estabelecer os limites críticos que devem ser respeitados para garantir
que cada PCC está sob controlo.
Princípio 4: Estabelecer um sistema de monitorização e controlo dos PCCs através
de observações e/ou testes periódicos programados.
Princípio 5: Estabelecer as acções correctivas a serem tomadas quando o sistema
indicar que um PCC está fora de controlo.
Princípio 6: Estabelecer os procedimentos de verificação relativos a estes princípios e
à sua aplicação.
Princípio 7: Estabelecer a documentação e registo de todos os procedimentos. (
(Araújo, 1999; FAOUE, 1998).
No entanto, na prática, para a implementação de um sistema de HACCP segue-se uma
metodologia que se baseia em doze passos sequenciais, nos quais se incluem os sete
princípios já apresentados. Os restantes cinco são designados passos preliminares, que
correspondem à estruturação da equipa que vai desenvolver o estudo e planeamento do
HACCP e à recolha de informação de suporte relevante para realização da análise de perigos.
Aqui o destaque é a descrição dos produtos; a identificação do uso pretendido; a construção
do fluxograma e a sua confirmação no terreno (Araújo, 1999). Assim, os doze passos da
metodologia de implementação de um sistema de HACCP são:
I. Constituição da equipa de HACCP;
II. Descrição do produto;
III. Identificação do uso pretendido;
IV. Construção do fluxograma;
V. Confirmação do fluxograma no terreno;

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 54
VI. Identificação e análise de perigos, análise e identificação de medidas preventivas
para controlo dos perigos identificados (Princípio 1);
VII. Determinação dos pontos críticos de controlo (Princípio 2);
VIII. Estabelecimento dos limites críticos de controlo para cada PCC (Princípio 3);
IX. Estabelecimento do sistema de monitorização para cada PCC (Princípio 4);
X. Estabelecimento de acções correctivas (Princípio 5);
XI. Estabelecimento de procedimentos de verificação (Princípio 6);
XII. Estabelecimento de controlo de documentos e dados (Princípio 7) (Figueiredo &
Neto, 2001).
4.2.2 Plano de HACCP da Fábrica de Pastelaria S. Silvestre
No plano de HACCP da Fábrica de Pastelaria S. Silvestre estão descritos os diversos passos
da metodologia tendo em conta as diversas áreas e procedimentos usados.
No passo I descreve-se a constituição de uma equipa multi-disciplinar que realizou o
estudo e planeamento do HACCP. Esta equipa é constituída por pessoas com responsabilidade
em várias áreas da empresa (aprovisionamento, confecção, distribuição), com conhecimento e
experiência na empresa relativamente a produtos e processos e que, simultaneamente, seja
relevante para o estudo de HACCP.
Assim, na Fábrica de Pastelaria S.Silvestre a equipa de HACCP é constituída por um
elemento da gerência (Doutor Luís Campos), a Directora da Qualidade (Engenheira Elisabete
Costa), o Chefe de produção/Chefe de Pastelaria (Nuno Francisco), Chefe de Padaria
(Francisco Esteves), Chefe de Distribuição (Carlos Bernardo) e uma colaboradora de equipa
de limpeza (ver o organograma da Figura 1-1).
No passo II - Descrição do produto pretende-se que todos os produtos elaborados na
Fábrica de Pastelaria S.Silvestre, tanto de padaria, como de pastelaria, tenham ficha técnica
onde se explicitem os constituintes, as especificações microbiológicas, as características
físicas e químicas do produto, a apresentação e embalagem, a rotulagem, o tipo de
distribuição e transporte, qual a conservação adequada e data de validade, o mercado alvo e
ainda o consumidor alvo. Ainda neste passo, se descreve as matérias primas quanto ao tipo,
materiais de embalagem, método de transporte, de conservação e embalagem; percentagem a
incorporar no produto final; origem (fornecedor); características físico-químicas (por
exemplo: pH, temperatura de conservação); características microbiológicas; condições de
conservação; condições de preparação/processamento antes de utilização. Para ter acesso a
este tipo de informação solicita-se a ficha técnica dos produtos aos respectivos fornecedores
(Costa, 2009). No 0 apresentam-se dois exemplos de Fichas técnicas de produtos alimentares.
O primeiro exemplo é de um produto de panificação o Pão Bico, o segundo exemplo é
referente a um produto de pastelaria, Croissant Brioche.
No passo III - Identificação do uso pretendido a equipa de HACCP deve reflectir nas
condições de utilização do produto por parte do consumidor. No caso da Fábrica de

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 55
Pastelaria S.Silvestre, o uso pretendido é simples, uma vez que se pretende o consumo por
parte de clientes dos produtos elaborados.
Na Fábrica de Pastelaria S.Silvestre a equipa de HACCP procedeu ao estudo de
HACCP (passo IV a X) e de seguida elaborou o Plano de HACCP onde se explicitam:
os fluxogramas e as etapas do processo (passo IV e V);
os critérios para a análise de perigos (passo VI, Princípio 1);
a identificação de perigos (físico, químico ou biológico) e determinação de níveis de
aceitação indicando as possíveis causas e medidas correctivas imediatas (passo VI,
Princípio 1);
a avaliação de perigos atendendo ao nível de risco, severidade e significância (passo
VI, Princípio 1);
a identificação dos pontos críticos de controlo, PCC, com a justificação da
categorização como resposta às diversas perguntas da árvore de decisão (passo VII -
Princípio 2 e passo VII ,Princípio 3);
Revisão dos perigos identificados;
Medidas de controlo (passo IX, Princípio 4);
Acções Correctivas (passo X, Princípio 5);
Procedimentos de verificação (passo XI, Princípio 6);
Controlo de documentos e dados (passo XII, Princípio 7) (Costa, 2009).
4.2.3 Fluxogramas e etapas do processo da empresa
Num fluxograma pretende-se integrar de forma lógica todas as etapas do processo produtivo e
a interacção entre essas etapas. A construção dos fluxogramas (passo IV) deverá ter em
consideração:
A sequência de todos os passos do processo de fabrico;
As fases em que ocorrem entradas de matérias primas e produtos intermédios;
As fases onde ocorre reprocessamento ou reciclagem de matérias primas/produtos;
As fases onde produto intermédios, sub-produtos ou resíduos são removidos
(Antunes & Baptista, 2005).
Assim, de seguida são apresentados os principais processos produtivos da Fábrica de
Pastelaria S. Silvestre. A Figura 4-2 apresenta o fluxograma genérico de padaria, já a Figura
4-3 concretiza o fluxograma genérico de pastelaria. Estes fluxogramas por serem genéricos
englobam todas as etapas de confecção e conservação de todos os produtos produzidos em
cada uma das áreas citadas.

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 56
Figura 4-2 – Fluxograma genérico de padaria (Costa, 2009).

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 57
Figura 4-3 – Fluxograma genérico de pastelaria (Costa, 2009).

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 58
Ambos os fluxogramas se iniciam com a Recepção do material de embalagem ou
matérias primas (1). A recepção destes (exemplo: bebidas, enlatados, farinha, açúcar, entre
outros) é efectuada no armazém de matéria primas e de embalagens, respectivamente. Aqui, é
importante referir que existem dois armazéns de:
i. material de embalagem;
ii. matérias primas.
A Recepção do material de embalagem (etapa 2) é efectuada em dois armazéns
distintos:
i. materiais de cartão e caixas e pratos para bolos, são armazenados no armazém de
embalagens contíguo à expedição;
ii. restantes embalagens ficam no armazém junto ao de matérias primas.
A Recepção de matéria prima (etapa 3) atendendo às suas necessidades de temperatura
e perecibilidade é recepcionada no armazém de matéria primas e no cais do corredor das
câmaras, que permitem a recepção de produtos não perecíveis e não requerem condições
especiais de temperatura.
Para a aceitação do produto proveniente do fornecedor a embalagem não deve estar:
Aberta;
Com buracos/rasgões;
Suja;
Amolgada (no caso de caixas ou latas, por exemplo);
O lote e a data de validade devem coincidir com as das embalagens e da factura.
As matérias primas perecíveis e com necessidades especiais de temperatura são
recepcionadas no cais do corredor das câmaras, sendo depois conduzidas às câmaras de
congelação de produto semi-acabado e câmara de refrigeração de matéria primas
No armazém de matérias primas que suportam a temperatura ambiente (etapa 4) são
depostas todas as matéria primas que não necessitam de refrigeração. No caso de necessitarem
de serem refrigeradas, etapa 5, as matérias primas são colocadas na câmara de matérias
primas a uma temperatura entre 2 e 4 ˚C. Aqui respeitam-se os mesmos critérios de aceitação
de produtos proveniente do fornecedor que no armazém anteriormente citado. No entanto, tem
de se ter em atenção parâmetros adicionais tais como a temperatura e o estado de higienização
do veículo de transporte
Na preparação, Pesagem e mistura de ingredientes (etapas 6, 7 e 8) são seleccionados
os ingredientes necessários, é feita a sua pesagem de acordo com a receita estabelecida e é
efectuada a sua mistura no recipiente onde será efectuada a amassadura.
O processo de Amassadura das massas (etapa 9) ocorre no recipiente onde foi
efectuada a mistura de ingredientes. Na amassadura de massas de padaria são ocasionalmente

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 59
incorporadas massas velhas/isco provenientes do excedente de massas armazenadas na
câmara de refrigeração de padaria.
Na etapa de corte, pesagem e Moldagem/enformagem (etapa 10) é efectuado o corte
das massas, a sua pesagem e enformagem de acordo com o produto final pretendido.
As massas previamente cortadas, pesadas e moldadas ou enformadas são colocadas em
tabuleiros, carregadores de telas ou formas (etapa 11) nas quais irão sofrer tratamento térmico
ou são o meio que as conduzem até ao tratamento térmico
Os produtos são sujeitos ao processo de Congelação (etapa 12), no túnel de
congelação. Para cada produto existe um tempo de congelação definido, atendendo à sua
composição e tamanho. A Descongelação de um produto intermédio (PI) (etapa 13) ocorre
em câmara de refrigeração ou em câmara de fermentação, entre 2 e 4˚C ou 5 e 6˚C,
respectivamente.
O processo de Fermentação/Levedação (etapa 14) é efectuado nas câmaras de
fermentação e levedação durante um período de tempo e temperatura pré-definidos.
Os produtos conservados em refrigeração são, nesta fase, sujeitos ao processo de
Cozedura ou fritura (etapa 15). Para cada produto está estabelecido um binómio
tempo/temperatura de tratamento.
O Arrefecimento (etapa 16) dos produtos após cozedura ou fritura ocorre à temperatura
ambiente nos mesmos recipientes que servem de transporte ou que os encaminham para fases
posteriores
O processo de Desenformagem (etapa 17) ocorre após o arrefecimento dos produtos e
é efectuado na zona de tratamentos térmicos.
A fase de Acondicionamento ou embalagem (etapa 18) tem lugar na sala de
acabamentos ou na sala de expedição, atendendo à natureza do produto. O acondicionamento
dos produtos pode ser feito em caixas de cartão, tabuleiros de PVC ou ,ainda, embalagem
individual.
O processo de Expedição (etapa 19) e Distribuição (etapa 20) consiste no transporte
do produto desde a unidade produtora ao local de venda, ao cliente. Nesta etapa são utilizados
diversos veículos, dos quais alguns são refrigerados.
Após a fermentação os produtos de pastelaria continuam na câmara de fermentação
controlada, contudo, conservados à temperatura de refrigeração (etapa 21). Os produtos de
padaria são conservados na câmara refrigerada de padaria, entre 5 e 6˚C, ao mesmo tempo que
sofrem um processo lento de levedação.
As matérias primas que necessitam de temperaturas na gama de congelação são
armazenadas na câmara de conservação de congelados (matéria prima e produto intermédio),
a temperaturas inferiores a -18˚C (etapa 22).
A Preparação dos recheios (etapa 23) pode ser efectuada em locais como a pastelaria
e área de tratamentos térmicos. A maioria dos recheios utilizados sofre pouca transformação

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 60
na Fábrica de Pastelaria S. Silvestre, sendo comprados como preparados que necessitam
apenas de ser batidos (ex. chantilly)
O Acabamento/recheio (etapa 24) é maioritariamente efectuado na sala de
acabamentos, podendo também ocorrer na área de tratamentos térmicos. Nesta etapa são
colocados os recheios e/ou decoração nos produtos.
O produto acabado, isto é, após cozedura e recheio é armazenado na câmara de
refrigeração de pastelaria, na gama 2 a 4˚C (etapa 25). Para garantir que não há
desenvolvimento de microrganismos aquando o processo de congelação deve-se reduzir a
duração deste passo. Assim, recorre-se ao túnel de congelação que num intervalo de tempo
bastante pequeno congela o produto, garantindo que no seu interior a temperatura é de -18˚C,
sendo a temperatura dentro do túnel de cerca de -35 ˚C a -40˚C. Após congelação prévia no
túnel os produtos são encaminhados para as diferentes câmaras de congelação. O produto
cozido e recheado é armazenado na câmara de produto acabado a temperaturas iguais ou
inferiores a -18˚C (etapa 26).
A descongelação ocorre lenta e gradualmente, com o intuito de garantir a qualidade do
produto final. O produto acabado congelado necessário é sujeito a descongelação. Esta é
efectuada em câmara de refrigeração uma temperatura de 2 a 4˚C (Etapa 27) (Costa, 2009).
Atendendo a que a empresa funciona com stocks, o circuito normal do produto inicia-
se pela colocação cru e acabado de fazer no túnel de congelação, transferindo-se depois para a
câmara de produto semi-acabado. Quando se pretende descongelar transfere-se para a câmara
de refrigeração (de padaria ou pastelaria) segue para a câmara de fermentação controlada para
levedar e, por fim, sofre cozedura.
No caso de massas designadas por batidos, ou seja, massa de bolos como pão-de-ló,
após a sua elaboração procede-se, inicialmente à cozedura e, por vezes recheia-se. Depois vai
ao túnel de congelação, câmara de produto acabado e quando necessário descongela-se
reservando-se na câmara de refrigeração (pastelaria). Depois efectuam-se os acabamentos
finais e o produto é enviado para o cliente.
No passo VI Confirmação do fluxograma no terreno pretende-se que a equipa de
HACCP verifique, nas instalações onde ocorrem os processos, o fluxograma elaborado
acompanhando o desenrolar das actividades ao longo do dia de modo a assegurar que os
processos são efectivamente elaborados como descrito no fluxograma.
4.2.4 Análise de perigos
Para a análise de perigos pressupõem-se a identificação dos potenciais perigos associados a
todas as etapas do processo, desde a matéria prima até ao consumidor final. Inerente a esta
análise de perigos está a avaliação do risco em função da probabilidade de ocorrência e da
severidade do perigo identificado, bem como a análise de eventuais medidas preventivas
estabelecidas para seu controlo. Com o intuito de determinar a significância dos mesmos.
Apenas os perigos considerados significativos são incluidos na Árvore de Decisão para

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 61
identificação de pontos críticos de controlo. (USDA, 1999). Esta etapa constitui o passo VII
e/ou o Princípio 1 de HACCP (Baptista & et al, 2003).
A eliminação ou redução a níveis aceitáveis destes perigos é essencial para a produção
de um alimento seguro. A identificação dos perigos segue os critérios citados anteriormente
(secção 2.2). Após a sua identificação e atendendo ao conhecimento das suas fontes normais e
dos pontos de contaminação é possível decidir as respectivas medidas preventivas e de
controlo.
A avaliação dos perigos é efectuada a cada etapa do fluxograma para determinar que
riscos lhe estão associados e tomar as medidas preventivas na etapa correcta. A classificação
destes perigos tem em conta os critérios de análise de perigos listados na subsecção 2.2.1.
A bases para a identificação de perigos e a determinação dos níveis de aceitação
encontram-se tabelados no AnexoVI e a significância dos perigos nas diferentes etapas dos
processos da empresa constam no AnexoVII. É de salientar que toda esta descrição dos
fluxogramas teve por base o Plano de HACCP elaborado pela Engenheira Elisabete Costa e
por observações directas ao longo do acompanhamento dos processos produtivos.
4.2.5 Identificação dos pontos críticos de controlo (PCC) e Revisão dos perigos identificados
Após a identificação dos perigos procede-se à determinação dos pontos críticos de controlo
atendendo à Árvore de Decisão, constituindo isto o passo VII e/ou Princípio 2 do Plano
HACCP.
Por Ponto Crítico de Controlo entende-se um ponto ou procedimento onde a perda de
controlo pode resultar num inaceitável risco para a saúde (Notermans, 1995). Assim, é
importante identificar os pontos do processo nos quais o controlo é crítico. Não existe um
limite para o número de PCC, pois tal depende do processo e do tipo de produto. De acordo
com as Boas Práticas de Fabrico é necessário, antes de tudo, aplicar todas as medidas
preventivas (Araújo, 1999).
A Árvore de Decisão é um protocolo constituído por uma sequência de questões
estruturadas aplicada a cada etapa do processo, que permite determinar se um dado ponto de
controlo, constitui um PCC. Apenas os perigos considerados significativos são incluidos na
Árvore de Decisão para identificação de pontos críticos de controlo. A Figura 4-4 apresenta a
Árvore de Decisão e de seguida a interpretação da mesma.

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 62
A árvore de decisão do processo consiste numa série sistemática de quatro perguntas
elaboradas para avaliar objectivamente se é necessário um PCC para controlar o perigo
identificado numa operação específica do processo.
Pergunta 1: Existem medidas preventivas nesta etapa ou em etapas posteriores para o
perigo identificado?
Figura 4-4 - Árvore de Decisão para a identificação de PCC (adaptado de Notermans,(1995).
Árvore de Decisão
SIM
Pergunta 4Alguma etapa posterior poderá eliminar o perigo ou reduzir a sua probabilidade de
ocorrência para um nível aceitável?
SIM
Não é PCC
NÃO
PCC
SIM
Pergunta 3
NÃO
Não é PCC
SIM
Pergunta 2Esta etapa elimina o perigo ou reduz a sua probabilidade de ocorrência para u
nível aceitável?
NÃO
PCC
NÃO
Não é PCC
NÃO
SIM
Existem medidas preventivas nesta etapa posteriores para o perigo identificado?
O controlo nesta etapa é
necessário para asegurança?
Modificar a etapa do
processo ou produto
Pergunta 1
Pode ocorrer contaminação ou o perigo pode aumentar para um nível inaceitável?
Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 63
Esta pergunta deve ser interpretada como se se questionasse um operador sobre a
necessidade de usar uma medida preventiva para esta operação na etapa para controlar o
perigo identificado. As medidas preventivas podem incluir, por exemplo, o controlo da
temperatura, o exame visual ou o uso de um detector de metal. Se a resposta for afirmativa,
descrevem-se as medidas de controlo que o operador poderia usar e segue-se para a Pergunta
2 da árvore de decisão. Se for negativa, ou seja, se não existe uma medida preventiva, indica-
se que o perigo identificado será controlado antes ou depois do processo de fabrico (fora da
área do controlo do operador). A alternativa é modificar-se a operação, o processo ou o
produto, de modo a que exista uma medida preventiva (Nations, 1998).
Pergunta 2: Esta etapa elimina o perigo ou reduz a sua probabilidade de ocorrência
para um nível aceitável?
Os níveis de aceitação são definidos dentro dos objectivos globais ao identificar o PCC
do plano HACCP. Se o processo ou operação for projectado com o propósito específico de
eliminar a possível ocorrência do perigo ou reduzi-lo a um nível aceitável responde-se "sim".
Se a etapa não for especificamente projectada, responde-se "não" e passa-se à próxima
pergunta. A pergunta 2 só se aplica a operações de processamento. Para os produtos recebidos
responde-se "não" e prossegue-se para a Pergunta 3 (Costa, 2009).
Pergunta 3: Pode ocorrer contaminação ou o perigo pode aumentar para um nível
inaceitável?
O que se pretende com esta pergunta é averiguar se o perigo tem impacto na inocuidade
do produto, com base no risco (probabilidade) e na severidade inerentes. A resposta a esta
questão é um julgamento que envolve a análise de risco, que deve estar baseada em toda a
informação recolhida. Quando se responde deve justificar-se a resposta para referência futura.
Este facto é especialmente útil quando se lidam com alguns perigos que podem ser
controversos.
Se a pesquisa nos arquivos de reclamação da empresa ou se a literatura científica sugerir
que a contaminação com o perigo identificado pode aumentar até um nível inaceitável e
resultar num perigo para a saúde a resposta é "sim" e passa-se para a próxima pergunta da
árvore de decisão. Se a contaminação não representar uma ameaça significativa para a saúde
do ser humano ou não houver possibilidade de esta ocorrer, responde-se "não" (não é um
PCC) e passa-se para o próximo perigo significativo identificado no processo (Nations, 1998).
Pergunta 4: Alguma etapa posterior poderá eliminar o perigo ou reduzir a sua
probabilidade de ocorrência para um nível aceitável?
O objectivo desta pergunta é identificar os perigos que representam uma ameaça à saúde
humana ou que poderiam aumentar até um nível inaceitável e que serão controlados por uma
operação subsequente no processo.

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 64
Caso não haja uma operação subsequente no processo para controlar o perigo responde-
se "não" e esta etapa do processo torna-se um PCC e deve ser identificada como tal.
Havendo alguma operação posterior no processo que eliminará o perigo identificado ou
o reduzirá a um nível aceitável responde-se "sim". Esta etapa não assume, então, o estatuto de
PCC. Porém, é necessário identificar as etapas subsequentes que controlam o perigo, passando
então ao próximo perigo identificado (Nations, 1998).
No 0 apresenta-se a identificação de todos os pontos críticos (PC) e pontos críticos de
controlo (PCC) nas diversas etapas do fluxograma da Fábrica de Pastelaria S.Silvestre.
4.2.6 Estabelecimento de limites críticos de controlo para cada PCC
Após a identificação dos pontos críticos de controlo no processo produtivo é necessário
estabelecer os limites críticos preenchendo, assim, os requisitos do passo VIII. Por limites
críticos de controlo entende-se o intervalo de valores (por exemplo, temperatura) ou critério
no qual o produto permanece seguro, ou seja, não sofre deterioração. A atribuição destes
valores ou critérios tem uma base científica e/ou legal. Por exemplo, no caso de
processamento térmico, os limites críticos devem ter uma base científica e os parâmetros a
medir devem permitir demonstrar que o PCC está sob controlo. Em certos casos esta etapa
não é simples de validar, sobretudo no caso de dados subjectivos, tais como a inspecção
visual. Nestes casos os limites críticos devem conter especificações bem claras, assim como
exemplos do que é considerado inaceitável (CFIA, 2010).
4.2.7 Estabelecimento de sistema de monitorização para cada PCC
Tendo definido os limites de controlo é necessário estabelecer um sistema de monitorização
para cada um dos PCC, esta etapa constitui o Princípio 4 ou ainda o passo IX de
implementação do sistema de HACCP. A monitorização é uma sequência planeada de
observações que permitem verificar se um PC se encontra sob controlo, produzindo registos
precisos para uso futuro na verificação do sistema (Declan, 2006).
Neste sistema de monitorização devem-se ter em atenção critérios como o modo de
proceder para efectuar a monitorização, a frequência e o responsável por ela. Após a
monitorização do PCC tendo em conta os limites críticos de controlo deve-se proceder ao
registo que evidencia a realização da tarefa.
4.2.8 Estabelecimento de acções correctivas
As acções correctivas (passo X, Princípio 5) são procedimentos que permitem dar resposta a
possíveis desvios dos limites críticos de controlo. Estas acções correctivas devem estar
previamente definidas e adequadas a cada PCC.
4.2.9 Estabelecimento de procedimentos de verificação
No sentido de averiguar se o sistema descrito no plano HACCP está devidamente
implementado e é eficaz torna-se necessário verificá-lo (passo XI, Princípio 6) através de
auditorias internas e externas, efectuar revisões do sistema de registos, dos critérios de
desempenho, entre outros (Notermans, 1995).

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 65
4.2.10 Estabelecimento de controlo de documentos e dados
Para implementar um plano HACCP é necessário gerir toda a documentação para não
ocorrerem falhas ou perdas de informação. Assim, dentro na organização devem ser
encontrados os colaboradores capazes de atender a qualquer princípio descrito pelo sistema de
HACCP (Costa, 2009). Por exemplo, a colaboradora Leonor é responsável de proceder aos
registos de temperaturas das câmaras de refrigeração e congelação e verificar se estes se
enquadram no intervalo dos limites críticos de controlo dos PCC em questão.
4.3 Trabalho realizado no âmbito de HACCP no decorrer do estágio
Um dos objectivos destee estágio consistia na integração na estrutura que suporta a
implementação do HACCP. Para tal enquadramento, foram adquiridos os conceitos teóricos
sobre as Boas Práticas de Higiene, Bons Práticas de Fabrico, os diferentes pré-requisitos da
empresa e ainda a aplicação da metodologia de HACCP através dos sucessivos passos e
princípios. Após aquisição destes conceitos foram averiguados se a sua implementação e
manutenção está a ser conseguida.
Após o período de adaptação e de compreensão de todos os procedimentos e dos
diferentes documentos associados ao protocolo foi efectuado um acompanhamento do
processo de higienização dos equipamentos, das instalações da empresa e viaturas de
distribuição, do processo de recolha de amostras para controlo microbiológico e dos registos
de PCC. Os processos de manutenção preventiva de equipamentos, controlo de resíduos
alimentares, rastreabilidade de géneros alimentares e estabelecimento de acções correctivas
foram igualmente acompanhados ainda que com menor intensidade, por já se encontram em
fase optimizada.
O trabalho elaborado referente a Higienização dos equipamentos, das instalações e
viaturas de distribuição foi, essencialmente,de controlo de registos diários, verificação de
higienização de decisão sobre Não conformidade nos aspectos não higienizados ou
incorrectamente higienizados e de alerta e sensibilização dos colaboradores para a elaboração
correcta das suas tarefas neste processo. O trabalho relativo às Não conformidades não se
limitou à sua detecção, realizou-se ainda, semanalmente, a contabilização de Não
conformidades por colaborador de higienização, introduzindo-as num ficheiro com o intuito
de posteriormente se proceder ao tratamento estatístico. Esta contabilização prende-se com o
facto de existir distribuição de prémios com base na performance dos colaboradores tendo em
conta dois factores:
i. Produtividade (medida associadamente ao nível de Não conformidade);
ii. Pontualidade e assiduidade.
Neste período de tempo, os planos de higienização da Fábrica de Pastelaria S.Silvestre
foram revistos e alterados no campo de Sector nas diversas áreas e ainda se procedeu a uma
actualização dos diferentes tipos de produtos utilizados dependente do tipo de material a

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 66
higienizar. O objectivo desta tarefa foi actualizar, completar e clarificar os planos de
higienização sendo, de seguida, dessiminados pela organização.
Aquando a visita do colaborador da empresa ControlVet para recolha de amostras de
produtos, água ou de superfícies, procedia ao acompanhamento da amostragem depois de
previamente escolhidos os pontos de recolha..O acesso aos resultados das análises das
amostras complementaram esta aprendizagem, uma vez que indicam valores ou intervalo de
valores de referência que estão legislados.
Relativamente aos resultados das análises de amostras de produtos, água ou superfícies
verificou-se ser, de facto, uma ferramenta muito importante na monitorização de perigos
biológicos associados ao processo de fabrico. Se após análise se obtiverem resultados que
estejam não conformes com a legislação, desencadeia-se um processo de investigação de
causas possíveis e após a sua identificação procede-se à eliminação do perigo associado, no
intervalo de tempo mais curto possível. A determinação da causa do problema está
directamente ligada ao conhecimento pormenorizado de todos os processos da empresa, desde
a entrega da matéria prima até à colocação de produto na embalagem. Esta investigação é
sempre benéfica para estimular a melhoria de processos, para alertar para matéria prima aceite
e não conforme, para a aplicação de conservantes nos produtos, entre outros.
A monitorização e verificação dos registos de PCC torna-se uma tarefa importante para
averiguar se existem alterações significativas nas temperaturas dos equipamentos a eles
associados, evitando assim, perda de produto por deteriorização, o que acarreta custos
significativos. Assim, os colaboradores de pastelaria estão encarregues de registar os valores
dos pontos críticos de controlo de temperatura dos equipamentos de frio e da temperatura no
centro do produto após cozedura, enquanto eu realizava sistematicamente o óleo-teste para
averiguação da condição do óleo das fritadeiras. A verificação dos registos e dos valores de
PCC tornou-se um objectivo, não para controlo directo de colaboradores, mas para reforçar o
controlo dos PCC. A realização de óleo-teste, teste colorimétrico, era super-visionada pelo
Chefe de Produção e Directora da Qualidade com o intuito de não existirem falsos
verdadeiros ou equívocos. Esta tarefa é de grande importância quando se atende aos principais
objectivos do plano HACCP: análise de perigos e de pontos críticos de controlo.
A manutenção preventiva é um processo da empresa que é susceptível de melhoria e
que apresenta uma taxa de insatisfação considerável por parte dos colaboradores da empresa.
Assim, sendo um dos objectivos deste estágio a monitorização do plano HACCP da empresa,
ocorreu a necessidade de maior dedicação e rigor nesta área. Para este processo foi elaborado
um modelo de manutenção preventiva global (ver AnexoIV), um plano de manutenção de
equipamentos anual, reformuladas as funções do técnico de manutenção e este foi
acompanhado ao longo do período de estágio. Ocorrendo, ocasionalmente, reuniões com o
técnico da manutenção, Directora da Qualidade, Chefe de Produção e Responsável de Gestão
com o intuito de resolução rápida e eficaz de pontos essenciais na manutenção, mas,
sobretudo, de reparação urgente de equipamentos e remodelação da área de manutenção. No
final de período de estágio averiguaram-se melhorias nesta área, no entanto, existe ainda
trabalho extensivo por realizar, e potenciais melhorias a integrar.

Sistema HACCP CAPÍTULO 4
Ana Cristina de Sousa Leite 67
O Controlo de resíduos alimentares concentrou-se na verificação da diposição correcta
dos diversos tipos de resíduos provenientes da empresa. O processo de separação de lixo já
era um comportamento habitual na empresa. No entanto, é sempre necessário incentivar,
informar e sensibilizar os colaboradores para a separação e deposição dos diferentes tipos de
resíduos nos locais adequados. Para tal, foi realizada uma sensibilização para o processo de
separação dos resíduos salientando o processo de reciclagem e informando que tipos de
resíduos se colocam nos diferentes ecopontos. Para esta sensibilização foi elaborada uma
sessão de cerca de 40 minutos, na qual ocorreu a projecção de diapositivos interactivos e
vídeos apelativos, mas ainda um cartaz (ver AnexoX), que posteriormente foi afixado na zona
de convívio dos colaboradores, bem como folhetos distribuídos individualmente. O conteúdo
desta acção aponta os diferentes tipos de resíduos sólidos provenientes da empresa, os tipos de
tratamentos possíveis (características, vantagens e desvantagens), explicita o processo de
reciclagem, os diferentes tipos de ecopontos e resíduos que aí se depositam, lista as boas
práticas e um comportamento ambientalista em sintonia e por fim, apela a responsabilidade de
todos para o cuidado com o meio ambiente.
A rastreabilidade de géneros alimentares é um processo complexo e que exige rigor ao
longo de todo o ciclo produtivo, desde a recepção da matéria prima à distribuição do produto
final. Assim, no processo de recepção do produto é essencial a etiquetagem interna com os
dados de lote e datas de recepção e validade correctos, no processo produtivo deve atribuir-se
os kanbans identificativos a todos os produtos elaborados. Após cozedura do produto é
necessário proceder à anotação, no documento correcto,dos números dos Kanbans dos
produtos cozidos que seguiram para o cliente. Estas diferentes etapas são supervisionadas pelo
chefe de produção. No entanto, aquando de auditorias internas, quando solicitada pelo chefe
de produção ou por iniciativa própria de controlo averiguava estas situações. Este controlo é
da máxima importância para averiguar a origem de eventuais problemas no produto final.
Um exemplo prático observado foi uma situação em que o fornecedor de farinhas não
deu o devido descanço à farinha após produção enviando-a para a Fábrica de Pastelaria S.
Silvestre com todos os critérios de aceitação válidos excepto o referido, que não é
directamente observável nem indicado na factura. Após elaboração e cozedura do pão
averiguou-se que este originava maior quantidade de migalhas, o que originou reclamações
por parte do cliente. Assim, sabendo quando é que os clientes compraram o pão e os lotes dos
ingredientes utilizados averiguou-se facilmente que a origem do problema era a farinha. O
fornecedor teve de tratar a reclamação e corrigir o erro.
O estabelecimento de acções correctivas surge aquando a verificação de um problema
dos colaboradores, ao nível dos PCC, nos produtos ou, ainda, aquando de uma reclamação do
cliente. As acções correctivas são expostas aos responsáveis pela secção e é estabelecido um
prazo de resolução desse problema. A minha actividade neste quadro foi meramente de
acompanhamento da resolução destas acções e de indicação de sugestões.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 68
5 Controlo Estatístico do Processo
Monitorização, Análise e Melhoria é o oitavo e último requisto da NP EN ISO 9001:2008 e
tem por finalidade assegurar o planeamento e implementação dos processos de monitorização,
medição, análise e melhoria. De forma generalizada, este requisito tem por objectivo a
qualidade da conformidade do produto perante as diversas características e exigências ou
preferências do consumidor (CT80(APQ), 2008).
Para atingir eficazmente este requisito da norma, a empresa deve planear o modo como
monitoriza, mede, analisa e melhora os seus processos e consequentemente os seus produtos.
Para tal, a empresa deve determinar a necessidade da utilização de métodos apropriados
como, por exemplo, as técnicas estatísticas. Estes métodos podem ser:
Análise Modal de Falhas e Efeitos - AMFE;
Controlo Estatístico do Processo - CEP;
Aceitação por amostragem;
Ferramentas gráficas tais como histogramas, diagramas de Pareto, diagramas de
dispersão, diagramas de causa e efeito, entre outros (van Harten & et al, 2000).
No contexto de qualidade de conformidade do produto, o tipo de metodologia mais
adequada a adoptar é o controlo estatístico da qualidade (Juran & Gryna, 1991).
O CEP permite monitorizar o estado do processo à custa da monitotização da qualidade
do produto. Este paradigma permite detectar a ocorrência de causas especiais de variabilidade,
que após investigação deverão ser controladas à custa de actuações. O CEP é
simultaneamente uma ferramenta de detecção de alterações processuais, mas também de
integração de conhecimento no sistema (Duarte, 2011). Salienta-se que CEP é aplicável em
duas situações distintas: na primeira o controlo ocorre ao longo do processo produtivo e na
segunda o controlo é efectuado ao nível do produto final. No entanto, torna-se mais vantajoso
para a empresa um controlo durante o processo produtivo uma vez que reduz
significativamente os custos de produção e minimiza perdas de qualidade (Mitra, 2008).
5.1 Origem do CEP
Nos Estados Unidos da América, na década de 1930, Walter Shewhart começou a colocar em
prática, nos processos fabris, alguns conceitos básicos de Estatística e Metodologia Científica,
sendo, assim, o pioneiro na área de Controlo Estatístico de Processos (CEP).
Walter Shewhart teve a percepção que qualidade e variabilidade eram conceitos
antagónicos, ou seja, quando a qualidade é o parâmetro pretendido, se a variabilidade estiver
descontrolada cria, assim, irreprodutibilidade e actuações diferentes para causas iguais. De
facto W. Shewhart percebeu que medindo, analisando e monitorizando, através de aplicações
de Estatística, a variabilidade de produtos se poderia chegar a melhores níveis de qualidade à
custa de uma política de pesquisa de causas e actuações articuladas, que mais tarde seriam
integradas no sistema. Ao atingir-se melhores níveis de qualidade reduzir-se-ia a variabilidade
do processo e do produto e aumentar-se-ia a exactidão para alcançar metas e objectivos
(Ramalho, 2009).

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 69
W. Shewhart definiu que a Metodologia Científica neste problema seria separada em
quatro fases distintas:
1. Identificação de pontos críticos na linha de produção e a escolha da ferramenta
adequada e mais relevante para aplicar no ponto crítico;
2. Aplicação da ferramenta na linha de produção, com o processo a ser monitorizado
com base numa característica do produto;
3. Análise dos dados;
4. Reacção do responsável para melhorar o processo (Samohyl, 2004).
Actualmente são poucas as empresas que não aplicam pelo menos uma ferramenta
simples de CEP para a melhoria contínua dos seus processos industriais. Assim sendo é
importante definir este termo e atender às principais garantias que este pode oferecer a uma
empresa. O Controlo Estatístico do Processo pode ser descrito como uma ferramenta de
monitorização e controlo online (tempo real) da qualidade. Através do controlo por
amostragem de características pré-determinadas do produto em estudo, o CEP possibilita a
detecção de causas especiais de varaiabilidade do processo, que possam prejudicar a
qualidade final do produto (Mitra, 2008).
Assim, o CEP, é um conjunto de técnicas que visam garantir que:
Os produtos, com as características da qualidade pretendidas, estão a ser produzidos
em processos que têm capacidade suficiente para as garantir sistematicamente;
Os processos estejam a ser monitorizados de modo a assegurar que os requisitos de
qualidade estão a ser conseguidas a 100%;
Se alguma causa de variação anormal surgir, ela será identificada e caracterizada e
serão tomadas, atempadamente, medidas que reponham o processo nas condições
normais de operação, ainda sem se ter produzido fora das especificações (Pires,
2007; Wilcok, 2011).
5.2 Implementação de CEP
Tendo em conta a definição e os objectivos de CEP a implementação desta metodologia numa
empresa requer que esta esteja ciente dos principais critérios para a selecção de processos para
controlo estatístico, que são os seguintes:
Consistência estratégica: Os processos relacionados com os objectivos de negócio
deverão atender às necessidades dos seus clientes. Os processos de suporte e as
métricas do processo que contribuem para melhor alcançar os objectivos da
organização deverão estar integrados com a estratégia da organização.
Importância técnica: Se o cliente vai dar importância à introdução desta nova
ferramenta de controlo de qualidade. Um outro aspecto é se o investimento vai ser
importante para a funcionalidade do processo já existente.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 70
Disfunção: Identificação dos processos dentro da empresa que são mais variáveis.
Importância estatística: Verificar a veracidade e a identificação das métricas. Atender
à estabilidade, validade, normalização e consistência de dados que já existiam na
empresa ou então, proceder à recolha de dados para análise. Ter em conta a
capacidade, o sincronismo e a dependência do processo (Brault & et al, 2005).
5.2.1 Causas de variabilidade
O processo de produção tem que ser, acima de tudo, estável, reprodutível e capaz de operar
com uma amplitude muito baixa e à volta do valor objectivo que permite obter a característica
pretendida. CEP online é uma ferramenta fundamental para se obter uma boa estabilidade do
processo e aumentar a capacidade por redução da variabilidade (Mitra, 2008). Assim, previne-
se a ocorrência de Não conformidade nos produtos finais ou acabados. Na sua origem o CEP
permite uma estratégia preventiva de controlo de qualidade em detrimento de uma estratégia
de inspecção e detecção de erros após a sua ocorrência (Brault & et al, 2005).
No entanto, podem ocorrer perturbações no processo que podem ser causadas por
diversos factores, como por exemplo, a mudança de um operador, a falha de energia eléctrica,
entre outras. Assim, torna-se essencial conhecer as causas de variabilidade. As causas de
variabilidade podem ser divididas em três diferentes grupos: causas especiais, causas
estruturais e causas comuns (Samohyl, 2004).
Causa especial é assinalável, imprevisível e, normalmente única ou ocasional. No
entanto é suficiente para produzir perturbações fortes no processo. A eliminação destas
causas, por vezes, não é feita na sua totalidade. Porém, a sua influência no processo tem de ser
reduzida e elas devem ser categorizadas para tratamentos reprodutíveis. Exemplos deste tipo
de causas são o impacto da trovoada no sistema eléctrico, um funcionário intoxicado, uma
substância estranha na matéria prima, entre outros.
À semelhança da causa especial, a causa estrutural também é eliminável ou pelo menos
a sua influência pode ser reduzida, mas a diferença é que esta ocorre frequentemente.
Causa comum é relativamente insignificante mas ocorre muito frequentemente e em
grande número. Para diminuir este número de causas comuns é necessário investir em novos
equipamentos, melhor matéria prima, formação dos colaboradores, entre outras (Samohyl,
2004).
Com as ferramentas de CEP detectam-se fundamentalmente causas especiais e
variabilidade. As cartas de controlo são utilizadas na detecção de alterações únicas de uma ou
várias características do produto ou de um processo, ou seja, detecção da presença de causas
especiais na linha de produção (Longo, 1996).
5.2.2 Cartas de Controlo
As cartas de controlo permitem controlar um processo produtivo através da recolha sucessiva
de amostras do produto e da confrontação da informação obtida a partir dessas amostras com

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 71
uma distribuição de referência, que define estatisticamente o comportamento padrão do
processo (isento de causas especiais de variabilidade). Ou seja, as cartas de controlo permitem
a monitorização da qualidade do produto e consequentemente do estado (estável ou não
estável) do processo.Esta detecção está directamente associada à ocorrência de causas
especiais de variabilidade que afectam o processo (Longo, 1996). Apesar de esta ferramenta
ser uma parte importante em CEP, ela só oferece o paradigma técnico. Outra parte de CEP, e
não menos importante, é a atitude de todos os indivíduos envolvidos na organização e que
trabalhem para uma melhoria contínua da qualidade e da produtividade (Mitra, 2008).
Estas cartas de controlo são gráficos que apresentam no eixo das ordenadas os valores
das características da qualidade medidas durante e ao longo do tempo, e no eixo das abcissas
os tempos nos quais as medições foram efectuadas (Montgomery, 2007). Note-se que,
assumindo que o processo é observado instantaneamente, uma observação é algo
completamente aleatório. No entanto, grupos de itens formando amostras denotam um
carácter previsível. No caso de serem calculadas estatísticas referentes a momentos da
distribuição, elas reproduzem a um nível aceitável e com alguma certeza a dinâmica do
processo e a ocorrência de alterações devidas a causas especiais de variabilidade. É vulgar o
tamanho das amostras ser perqueno (3, 5 ou 7) (Juran & Gryna, 1991), designando-se por
tamanho de subgrupo. Naturalmente o incremento do tamanho do subgrupo leva a uma maior
precisão e rapidez de detecção de causas especiais de variabilidade, mas tem contra ele
inegáveis custos de operação (Duarte, 2011).
É de salientar que a decisão quanto à ocorrência de variações assinaláveis no processo
enfrenta dois tipos de erro estatístico distintos:
i. Erro tipo I (designado por α);
ii. Erro tipo II (designado por β).
O primeiro está associado à ocorrência de pontos considerados decorrentes de processos
instáveis sem que haja variação assinalável, e o segundo à ocorrência de pontos que apontam
para a inexistência de alterações, ainda que hajam causas de variabilidade relevantes (Mitra,
2008).
As características de qualidade podem ser classificadas como variáveis ou atributos. Por
variáveis entende-se todas as características mensuráveis e que possam ser expressas
numericamente por comparação contra escalas físicas. Atributos são características que se
podem classificar como conformes ou não-conformes com determinadas especificações e que
podem estar associados a designações como não defeituoso ou defeituoso, por exemplo (Pires,
2007).
Dependendo do tipo de característica de qualidade em estudo existem cartas de controlo
adaptadas. As cartas de controlo mais comuns pertencem a dois grandes grupos: cartas para
variáveis e cartas para atributos. As cartas de controlo para variáveis incluem cartas para
medidas individuais, cartas para a dispersão e cartas para a monitorização da tendência
central. A maior parte das utilizações implica o uso conjugado de uma carta de tendência

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 72
central (média, moda, mediana) e de uma carta de controlo de dispersão (amplitude, variância,
desvio padrão). As utilizações podem igualmente dividi-las em cartas de padrão conhecido e
cartas de padrão desconhecido.
Dentro das cartas por variáveis podem-se considerar: Cartas para médias e amplitudes
( ), Cartas para médias e desvio padrão ( ) e cartas para valores individuais (ex:
amplitude móvel). Existem ainda outras cartas de controlo para variáveis que têm em conta a
memória do processo, como por exemplo, cartas CUSUM e EWMA (Pires, 2007).
Dos diversos tipos de cartas, as cartas de controlo de amplitude ( ) e de média ( ) são
as mais utilizadas por serem fáceis de preparar e interpretar. As cartas de média visam
controlar o primeiro momento da distribuição do produto. As cartas de amplitude permitem
monitorizar a variabilidade e detectar eventual estratificação mascarada pela média. Note-se
que, sob o ponto de vista da qualidade do produto, ambas as métricas são igualmente
importantes – a média como quantificação da capacidade do processo e a amplitude como
quantificação da dispersão e da sua reprodutibilidade (Duarte, 2011).
Para estabelecer a distribuição da referência ou:
i. Assume-se que a varibilidade é conhecida ou imposta à partida, donde resultam
cartas de padrão conhecido;
ii. A variabilidade é desconhecida e uma aproximação é determinada à custa de uma
janela temporal de operação do processo, julgada como boa para representar o
comportamento dinâmico deste. Neste último caso, as cartas designam-se como
sendo de padrão desconhecido, e trata-se da situação objecto de estudo na Fábrica de
Pastelaria S.Silvestre (Duarte, 2011; Pires, 2007).
Para a definição da distribuição padrão para vários pressupostos devem ser garantidos:
A distribuição teórica dos dados recolhidos deve ser normal quando se trata de cartas
de controlo de variáveis, e Binomial ou de Poisson para cartas de controlo de
atributos;
Os dados referentes ao processo devem denotar aleatoriedade e não evidenciar
comportamentos auto-regressivos associados;
A recolha das amostras ser possível, a característica a monitorizar ser
reprodutivelmente mensurável e os respectivos resultados serem conhecidos, por
quem tenha de monitorizar e tomar acções de correcção sobre os processos a tempo
de estas serem úteis (Pires, 2007).
5.3 Aplicações de CEP na Indústria alimentar
As principais áreas da indústria bioalimentar distribuem-se em três grandes sectores:
Agricultura e Pescas (sector primário), Transformações dos alimentos, bebidas e tabaco
(sector secundário) e a distribuição (sector terciário). O sector da distribuição alimentar
compreende o grande e pequeno comércio (Brault & et al, 2005). As aplicações de CEP na
indústria estão largamente disseminadas. Mesmo no sector alimentar existem múltiplos casos

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 73
reportados de aplicações de cartas de controlo ao controlo de processos. Sem ter preocupações
de ser exaustivo, a seguir analisam-se alguns que se julgam paradigmáticos da metodologia
aplicada.
Grigg et al (1998) refere a aplicação prática de CEP ao controlo do processo de
embalagem de peixe. Neste trabalho, os autores descrevem sucintamente os conceitos de
CEP, os custos associados ao processo, a legislação aplicável no Reino Unido, calculam as
características do processo após recolha de dados, constroem uma carta de controlo de
variáveis (média), comentam os resultados obtidos e quais os benefícios do sistema
implementado.
Srikaeo (2004) por sua vez, refere uma aplicação à caracterização do processo de
cozedura de uns biscoitos utilizando ferramentas de CEP. Neste trabalho foram usadas cartas
de controlo de média e amplitude para variáveis, bem como a monitorização da capacidade
processual.
Itzés (1998) refere uma aplicação na indústria de lacticínios sujeita a diferentes fontes de
variabilidade. Neste trabalho referem-se alguns conceitos introdutórios de CEP e os métodos
utilizados para a diferenciação do tipo de carta mais adequada. A escolha fulcral consiste uma
carta de percentagem de matéria seca em função de oito diferentes compostos que lhe permite
tirar conclusões sobre o componente mais relevante e que deve ser sujeito a controlo.
Hayes (1997) reporta uma aplicação de CEP integrada no protocolo de HACCP, com o
intuito de controlar dados referentes à higienização de pontos de controlo. No trabalho em
causa descreve-se a utilização de uma técnica de bioluminescência para testar a presença de
microrganismos em tempo real, tarefa que contribuiria para o avanço em análises feitas em
HACCP e ainda, como se utilizaram conjugadamente cartas CUSUM e Cartas de valores
individuais.
Melo & Lima (2004) aplicaram cartas de controlo de média à linha de produção de
gelado napolitano com o propósito de monitorizar o peso de embalagens de 2 litros. Cima
(2006) usa os princípios de CEP integrado no paradigma PDCA para controlar várias etapas
do processo de abate e industrialização de produção avícola. Neste contexto foram utilizadas
cartas de média e desvio-padrão para a análise semanal; carta individual de média móvel para
o caso de estudo diário e uma carta EWMA para controlo ponderado outra CUSUM para o
controlo dos indicadores de capacidade e performance.
Outro exemplo, ainda, é referido por Scaratti & Silva (2010), os quais usaram CEP para
o controlo do peso da embalgem de farinha de soja micronizada. A ferramenta implementada
tem por objectivo reduzir as perdas de produto em virtude do excesso ensacado nas
embalagens à custa de cartas de controlo de média individual e amplitude média. Este estudo
teve sucesso uma vez que permite reduzir significativamente os custos devido à redução do
peso médio de 25,04 kg para 25,00 kg.
Atendendo à pesquisa elaborada e aos diferentes exemplos de aplicações de CEP na
indústria alimentar pode-se concluir que o tipo de cartas mais frequentes nesta área são as

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 74
cartas de variáveis de média para o controlo da tendência central e de amplitude ou desvio
padrão para o controlo da dispersão. Conclui-se ainda que o Controlo Estatístico do Processo
é um passo cada vez mais significativo e alvo de estudo para a melhoria da qualidade do
produto o que vai incutir maior satisfação do cliente. O uso deste tipo de técnica permite, a
longo prazo, uma redução importante dos custos sendo que os que mais se destacam são os
custos associados a produtos não conformes, aspecto que os directores financeiros apreciam e
valorizam (Burr, 2005).
As variadas aplicações de CEP na indústria alimentar, como em qualquer outra,
acarretam custos que podem ser significativos na fase inicial de implementação. No entanto,
após implementação e estabilização do processo reduzem significativamente os custos de
produção e permitem uma clara integração em requisitos de utilização de Gestão de
programas de qualidade segundo os princípios do paradigma 6-Sigma. CEP oferece uma base
para melhoria a longo prazo, uma perspectiva de actuação desencadeada pela monitorização e
análise de causas de variabilidade (Burr, 2005). Na fase inicial, os custos podem ser,
sobretudo, de aquisição de material informático de suporte a CEP ou recrutamento de
colaboradores com especialização nesta área. Após implementação e estabilização do
processo produtivo, os produtos defeituosos ou que não cumpram os critérios de qualidade
são minimizados. Com esta alteração reduz-se, significativamente os custos de não
conformidade (Mitra, 2008).
5.4 Caso de estudo: Controlo do peso dos produtos de Fábrica de Pastelaria
S. Silvestre
A Fábrica de Pastelaria S.Silvestre, tal como qualquer empresa, pretende produzir em
conformidade com as características pretendidas e por consequência, obter maior grau de
satisfação do cliente. No entanto, por observação directa de alguns elementos de chefia da
empresa e por reclamações dos clientes, averiguou-se que os pesos de alguns produtos
oscilavam significativamente. Tendo em conta o critério de melhoria contínua, e em resposta
às reclamações dos clientes, ponderou-se a implementação de controlo dos pesos de alguns
produtos. Este controlo seria feito tendo por base as ferramentas de Controlo Estatístico do
Processo, concretamente, as cartas de controlo. Note-se que a implementação de técnicas
estatísticas de controlo não sendo um requisito obrigatório da NP EN ISO 9001:2008 é aqui
visto como uma ferramenta de monitorização e redução de variabilidade, apontando à
satisfação do cliente. Pelos dois motivos referidos é obviamente uma metodologia que permite
pensar em ganhos económicos e impacto ao nível de imagem comercial (Longo, 1996;
Trienekens & Zuurbier, 2007).
Uma vez que a característica da qualidade controlada é o peso dos produtos, esta
enquadra-se no grupo das variáveis, uma vez que é mensurável. Assim, todos os
procedimentos adoptados têm por base as aplicações de cartas de controlo de variáveis. Outro
aspecto a considerar é o padrão do processo, como não existe histórico válido de dados de

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 75
pesos de produtos nem requisito imposto pelo cliente, o padrão do processo terá de ser obtido
a partir de uma janela temporal onde dados aleatórios são obtidos.
A etapa que se segue é decidir quais os produtos a controlar. Esta tarefa foi decidida
com base num critério - os produtos mais vendidos. Decidiu-se estabelecer controlo para o
Pão Bico (produto de padaria) e o Croissant Brioche (produto de pastelaria).
Com o intuito de definir o conjunto de dados que serviu para caracterizar a distribuição
de referência do processo procedeu-se à pesagem aleatória de itens ao longo de um período de
tempo definido. As pesagens foram efectuadas num balança certificada pelo Ministério da
Economia, de marca BIZERBA, tendo por identificação interna o código EMM 33, a qual se
situa numa banca na área de expedição e tem precisão de 0,002 kg.
5.4.1 Dados recolhidos em Fábrica de Pastelaria S.Silvestre
A utilização de subgrupos de amostras é um aspecto importante no uso de cartas de controlo
uma vez que interfere na determinação dos limites de controlo. O uso de subgrupos pequenos
(3, 5 ou 7 elementos) é aconselhado nos processos de fabrico no sector alimentar (Burr,
2005). Assim, se uma mudança no processo causa uma perda elevada em relação ao custo da
inspecção é benéfico utilizar subgrupos maiores pois vão pemitir detectar e localizar mais
rapidamente o erro, limitando, desta forma, os custos associados à perda.
Com base neste princípio, apesar de ser aconselhável um tamanho de subgrupo elevado,
optou-se por tamanho um subgrupo de apenas 2, por forma a tornar mais expedita a utilização
da ferramenta. A justificação prende-se com os custos de produção e de medição associados.
À medida que se aumenta o tamanho do subgrupo, diminui os valores das constantes
(ver Tabela 5-2 e de seguida ), logo os limites de controlo inferior e superior vão
se aproximar mais dos valores medianos da média e de amplitude. Este factor é benéfico a
nível de exigência de controlo de uma variável conseguindo-se maior:
rapidez de detecção logo menor tempo requerido pela etapa de amostragem e
pesagem;
fiabilidade dos dados e projecção dos dados em informação o mais correcta e
próxima da realidade.
No entanto, estes factores acarretam um controlo mais severo que constituirá um aumento dos
custos de produção para combater as não conformidades associadas e diminuir as causas de
variabilidade. É de salientar que no sentido de minimizar os custos de amostragem ainda se
perspectivou o uso de cartas de controlo individuais usando estimativas de desvio-padrão
baseadas na amplitude. Contudo, volta a ressaltar-se a importância de controlar a
variabilidade deste processo. Ora, alguns autores têm vindo a referir que a carta de amplitude
) (usada conjugadamente com a de média móvel )) tem um valor adicional de
monitorização pouco elevado (Alwan, 1999). As razões disto prendem-se com o facto da
variabilidade ser calculada com base no comportamento do processo em instantes temporais
distintos e revelar pouca dinâmica da variabilidade do processo.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 76
Nesta linha de raciocínio, optou-se por utilizar o tamanho de subgrupo mais reduzido,
dois elementos, para conseguir colmatar os dois últimos factores apontados sem deixar de
prosseguir o controlo dos pesos dos produtos.
Após a primeira recolha de dados analisou-se se os dados verificavam as condições
requeridas pela implementação de CEP. Isto é, denotavam um processo que se comportava de
acordo com uma distribuição normal e se havia aleatoriedade, relevante para a construção de
um padrão útil para a detecção de causas especiais de variabilidade do processo.
5.4.1.1 Normalidade dos dados
Para testar a distribuição normal dos dados recolhidos foi utilizado o programa informático
STATISTICA, usando os testes de K-S e de Lilliefors.
O teste de Kolmogorov-Smirnov é um teste não-paramétrico, vulgarmente conhecido
por K-S, apresenta grandes vantagens face a outros testes, nomedamente o . Este teste é
usado para amostras aleatórias extraídas de populações contínuas (Fonseca, 2001).
Fundamentalmente, o teste K-S diz respeito à qualidade do ajustamento entre uma distribuição
observada e uma distribuição teórica contínua, completamente especificada (Mello, 1997). O
teste de Lilliefors é uma variante do teste de K-S usado para a verificação de normalidade dos
dados. A principal diferença entre os dois testes é que o de K-S testa a normalidade a partir de
média e desvio fornecidos enquanto o de Lilliefors utiliza a média e o desvio padrão
calculados no próprio conjunto de dados (Fonseca, 2001).
5.4.1.2 Aleatoriedade dos dados
A aleatoriedade dos dados torna-se um pré-requisto associado à normalidade, uma vez que o
teste de K-S é usado em amostras aleatórias. A aleatoriedade das amostras recolhidas foi
testada através de um algoritmo desenvolvido em MatLab.
Sucintamente, o teste de aleatoriedade usado classifica cada uma das amostras como
sendo uma variável dicotómica do tipo 0 ou 1, se ela está acima ou abaixo da média; de
seguida calcula o número de 0, número de 1 e o número de sequência; por fim compara o
número de sequências com os valores críticos tabelados de uma dada distribuição de
referência para um nível de significância de 95% .
Na Tabela 5-1 apresentam-se os resultados dos testes de Aleatoriedade e de
Normalidade tendo em conta todas as amostras recolhidas.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 77
Produto Número de
amostras
Normalidade
Aleatoriedade
K-S Lilliefors
p p p
Pão Bico cru 106 0,011 N 0,001 N 0,427 S
Pão Bico cozido 106 0,010 N 0,001 N 0,025 N
Croissant Brioche cru 105 0,609 S 0,184 S 0,890 S
Croissant Brioche cozido 62 0,394 S 0,054 S 0,191 S
Por análise da Tabela 5-1 verifica-se que o produto Croissant Brioche (cru e cozido)
tem um comportamento aleatório e apresenta uma distribuição normal.
No caso do produto Pão Bico (cru e cozido) não existe normalidade nem aleatoriedade,
exceptuando o Pão Bico cru. Este resultado leva a pensar que o processo referente à produção
de Pão Bico não é normal, não cumprindo, os requisitos de utilização de cartas de Shewhart.
Naturalmente que CEP poderia ser usado, recorrendo a metodologias de mudança de variável
vulgarmente usada em processos não normais (Burr, 2005). Inicialmente pretendia-se uma
ferramenta simples e intuitiva, no entanto tal não é garantido pela estratégia de mudança de
variável, assim, foram apenas definidas cartas de controlo para o Croissant Brioche. Note-se
que a não verificação de aleatoriedade se deve, sobretudo, à imprecisão que a balança
acarreta. Esta precisão da balança, por ser algo elevada, vai ser cada vez mais significativa à
medida que os pesos dos produtos diminuem. Ou seja, os Pães Bico são os produtos mais
leves que se pesaram e não apresentam aleatoriedade. Já os Croissants Brioche têm um peso
mais elevado são aleatórios e seguem uma distribuição normal.
5.4.2 Limites de Controlo
Os limites de controlo permitem assinalar a ocorrência de causas especiais de variabilidade.
De facto, ao comparar-se o comportamento instantâneo do processo monitorizado à custa de
uma amostra, testa-se graficamente a hipótese estatística de haver variações relativamente à
distribuição de referência, previamente determinada. Várias regras de detecção são
vulgarmente usadas (Juran & Gryna, 1991). Todas elas definem valores de α e β para o teste
de hipóteses levado a cabo. No entanto, a mais comum das regras assume que o valor de α é
0,0027 e que, por isso, os limites de controlo se encontram distantes da linha central,
correspondente à métrica quantificativa do primeiro momento, três desvios padrão
(Mendenhall & Sincich, 1992). Esta regra, vulgarmente conhecida como a regra de detecção
estipula que o processo sofreu alterações se um ponto estiver fora da faixa compreendida
entre o limite inferior de controlo (LIC) e o limite superior de controlo (LSC). Note-se que,
Tabela 5-1 – Valores de significância (p) para os testes de K-S, Lilliefors e de aleatoriedade para os dados recolhidos dos tipos de
produtos em estudo, sendo N – Não e S – Sim.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 78
assim as cartas implementadas assumem uma perspectiva 6 Sigma, onde o espaço entre os
limites de controlo corresponde a seis desvios padrão do processo quando está em modo
estável.
A determinação dos limites de controlo está intimamente ligada ao tamanho do
subgrupo Tabela 8-6 (Pires, 2007).Assim, a Tabela 5-2 apresenta as expressões que permitem
obter os valores dos limites de controlo para as cartas de controlo para variáveis de padrão
desconhecido tendo em conta a média, ou a amplitude, .
VARIÁVEIS
Tipo de carta Média, Amplitude,
Limites de controlo Superior Inferior Superior Inferior
Padrão desconhecido
A média das médias das amostras é dada definida por , é a média das amplitudes das
amostras e são constantes tabeladas (Tabela 8-6) (Mitra, 2008). Para o presente
caso de estudo em, toma o valor de 1,880, o valor de 3,267 e é 0,000 (zero). Os
valores de e são obtidos através dos valores recolhidos para amostragem no período em
que se constitui o padrão. Após isso sintozinam-se as cartas.
No caso das cartas de controlo de média ( ), os pontos fora de controlo são a evidência
de uma mudança geral que afecta todos os elementos depois da primeira amostra fora dos
limites. Assim, para descobrir qual a variável do processo que falhou e provocou este
descontrolo tem de se estudar todo o processo de recolha de amostras, as operações do
processo e a experiência dos colaboradores da empresa. As causas mais usuais são aspectos
como a mudança de matéria prima, de colaboradores, novas calibrações de equipamentos,
ferramentas, temperaturas (Juran & Gryna, 1991).
No caso das cartas de controlo de amplitude ( ), os pontos fora de controlo são uma
evidência que a uniformidade do processo se alterou. Aqui as causas comuns são
essencialmente a mudança de colaboradores, o aumento de variabilidade da matéria prima ou
uma mudança repentina no equipamento. No caso de aumento súbito verificado na amplitude
está relacionado com um incidente no equipamento que impede o controlo dos produtos
(Juran & Gryna, 1991).
5.4.3 Cartas de controlo dos pesos de Croissant Brioche - Fase I
Da sintonização das cartas resultaram os limites de controlo, no caso de Croissant Brioche os
valores correspondentes aos limites de controlo apresentam-se na Tabela 5-3.
Tabela 5-2 – Expressões que permitem determinar os limites de controlo de cartas de controlo de média e amplitude e padrão
desconhecido (Mitra, 2008).

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 79
Produto Croissant Brioche cru Croissant Brioche cozido
Carta de controlo de
média
LIC (g) 88,007 82,348
LC (g) 104,946 99,849
LSC (g) 121,885 117,350
Carta de controlo de
amplitude
LIC (g) 0,000 0,000
LC (g) 9,010 9,309
LSC (g) 29,436 30,413
Nas cartas de controlo também estão representadas as especificações mínimas,
medianas e máximas de peso do produto pretendidas pelo cliente ou por exigência legal e que
se aplicam na Fábrica de Pastelaria S. Silvestre. Na Tabela 5-4 apresentam-se as
especificações de peso de Croissant Brioche no estado cru e cozido para a carta de controlo
de média. Para a carta de controlo de amplitude não se aponta nenhuma especificação de peso,
uma vez, que não existem dados que comprovem a amplitude pretendida para um subgrupo de
dois elementos.
Produto Croissant Brioche
cru
Croissant Brioche
cozido
Carta de
média
Especificação mínima (g) 95 85
Especificação mediana (g) 100 90
Especificação máxima (g) 105 95
A Figura 5-1 representa a carta de controlo de média e a Figura 5-2 a carta de controlo
de amplitude para os pesos dos Croissants Brioche cru para a primeira fase de CEP.
Tabela 5-3 – Valores dos limites de controlo (inferior e superior) e da linha central das cartas de controlo de média e de amplitude dos
Croissants Brioche no estado cru e cozido.
Tabela 5-4 – Valores das especificações mínimas, medianas e máximas de Croissant Brioche cru e cozido para a carta de controlo de
média ).

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 80
A Figura 5-3 apresenta a carta de controlo de média para os Croissants Brioche cozidos,
enquanto a Figura 5-4 a carta de controlo de amplitude para os pesos para a fase I de CEP.
80
85
90
95
100
105
110
115
120
125
130
0 20 40 60 80 100
Pe
so m
éd
io d
e C
rois
san
t cr
u (
g)
Amostra
Dados recolhidos LC LIC LSC Especificação máxima Especificação mínima
0
5
10
15
20
25
30
35
0 20 40 60 80 100
Am
plit
ud
e m
éd
ia d
o C
rois
san
t cr
u (
g)
Amostra
Dados recolhidos LC LIC LSC
Figura 5-1 – Carta de controlo de média de peso das amostras de Croissant Brioche cru e padrão desconhecido (fase I).
Figura 5-2 - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cru e padrão desconhecido (fase I).

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 81
As Figuras 5-3 e 5-4 demonstram que todas as amostras se encontram dentro dos limites
de controlo, logo o processo encontra-se em modo estável e é normal, conforme demonstrado
pelo teste de normalidade dos dados (Tabela 5-1). Destas cartas de controlo é ainda possível
obter valores de percentagens que nos possam ajudar a averiguar quais as percentagens de
produto que se encontram dentro da gama de especificação pretendida pela legislação ou por
exigências contratuais para com o cliente. Na Tabela 5-5 são apresentadas as percentagens de
75
80
85
90
95
100
105
110
115
120
0 10 20 30 40 50 60
Pe
so m
éd
io d
e C
rois
san
t co
zid
o (
g)
Amostra
Dados recolhidos LC LIC LSC Especificação máxima Especificação mínima
0
5
10
15
20
25
30
35
0 10 20 30 40 50 60
Am
plit
ud
e m
éd
ia d
o C
rois
san
t co
zid
o (
g)
Amostra
Dados recolhidos LC LIC LSC
Figura 5-3 – Carta de controlo de média de peso das amostras de Croissant Brioche cozido e padrão desconhecido (fase I).
Figura 5-4 - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cozido e padrão desconhecido (fase I).
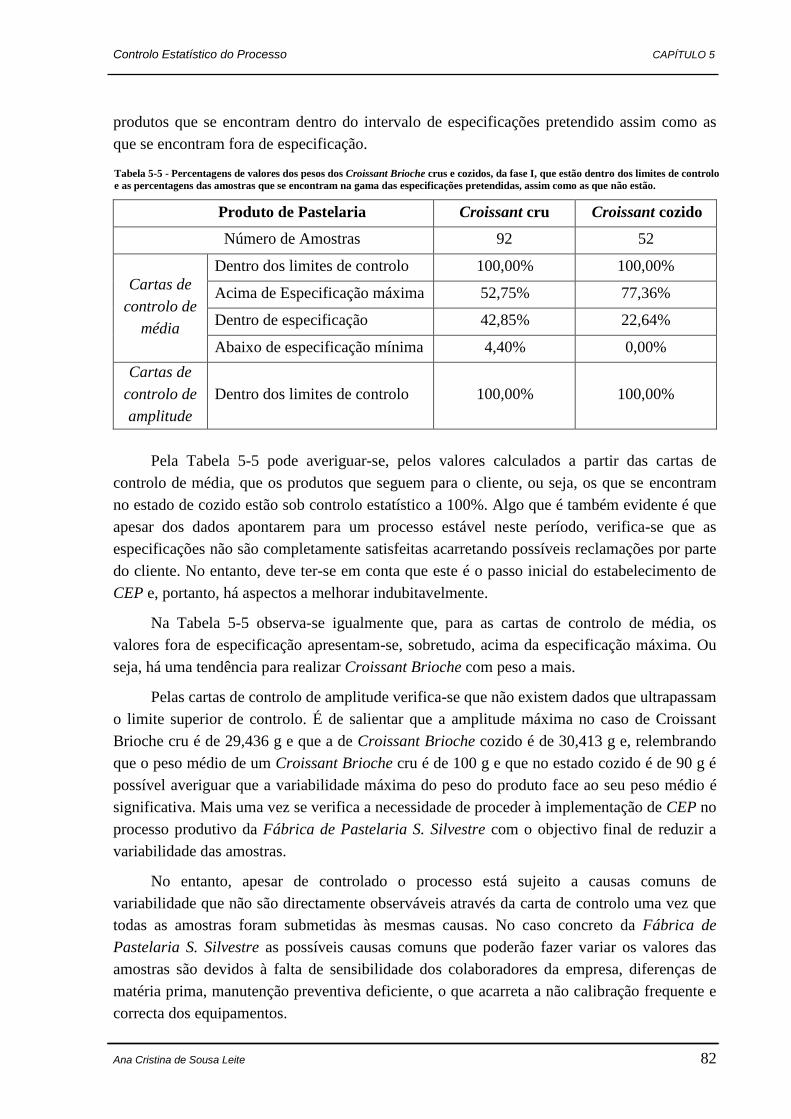
Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 82
produtos que se encontram dentro do intervalo de especificações pretendido assim como as
que se encontram fora de especificação.
Produto de Pastelaria Croissant cru Croissant cozido
Número de Amostras 92 52
Cartas de
controlo de
média
Dentro dos limites de controlo 100,00% 100,00%
Acima de Especificação máxima 52,75% 77,36%
Dentro de especificação 42,85% 22,64%
Abaixo de especificação mínima 4,40% 0,00%
Cartas de
controlo de
amplitude
Dentro dos limites de controlo 100,00% 100,00%
Pela Tabela 5-5 pode averiguar-se, pelos valores calculados a partir das cartas de
controlo de média, que os produtos que seguem para o cliente, ou seja, os que se encontram
no estado de cozido estão sob controlo estatístico a 100%. Algo que é também evidente é que
apesar dos dados apontarem para um processo estável neste período, verifica-se que as
especificações não são completamente satisfeitas acarretando possíveis reclamações por parte
do cliente. No entanto, deve ter-se em conta que este é o passo inicial do estabelecimento de
CEP e, portanto, há aspectos a melhorar indubitavelmente.
Na Tabela 5-5 observa-se igualmente que, para as cartas de controlo de média, os
valores fora de especificação apresentam-se, sobretudo, acima da especificação máxima. Ou
seja, há uma tendência para realizar Croissant Brioche com peso a mais.
Pelas cartas de controlo de amplitude verifica-se que não existem dados que ultrapassam
o limite superior de controlo. É de salientar que a amplitude máxima no caso de Croissant
Brioche cru é de 29,436 g e que a de Croissant Brioche cozido é de 30,413 g e, relembrando
que o peso médio de um Croissant Brioche cru é de 100 g e que no estado cozido é de 90 g é
possível averiguar que a variabilidade máxima do peso do produto face ao seu peso médio é
significativa. Mais uma vez se verifica a necessidade de proceder à implementação de CEP no
processo produtivo da Fábrica de Pastelaria S. Silvestre com o objectivo final de reduzir a
variabilidade das amostras.
No entanto, apesar de controlado o processo está sujeito a causas comuns de
variabilidade que não são directamente observáveis através da carta de controlo uma vez que
todas as amostras foram submetidas às mesmas causas. No caso concreto da Fábrica de
Pastelaria S. Silvestre as possíveis causas comuns que poderão fazer variar os valores das
amostras são devidos à falta de sensibilidade dos colaboradores da empresa, diferenças de
matéria prima, manutenção preventiva deficiente, o que acarreta a não calibração frequente e
correcta dos equipamentos.
Tabela 5-5 - Percentagens de valores dos pesos dos Croissant Brioche crus e cozidos, da fase I, que estão dentro dos limites de controlo
e as percentagens das amostras que se encontram na gama das especificações pretendidas, assim como as que não estão.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 83
Após observação directa e colocação de questões, foram averiguadas as causas de
variabilidade e em consequência foram realizadas acções de sensibilização para com o chefe
de produção, numa etapa inicial, e depois a todos os colaboradores com o intuito de minimizar
as causas e os custos de não controlo dos produtos mais vendidos da Fábrica de Pastelaria S.
Silvestre. Uma medida a curto prazo que foi tomada, após as sensibilizações, foi o uso de uma
balança digital, junto da linha de produção de Croissant, com o intuito de disponibilizar meios
para que os colaboradores possam averiguar se o produto elaborado se encontra dentro das
especificações. A apresentação de dados concretos sobre os pesos dos produtos elaborados
também foi de especial importância para a consciencialização dos colaboradores da empresa.
Este estudo revelou-se importante para os colaboradores e gerência de Fábrica de
Pastelaria S. Silvestre uma vez que, com dados concretos, foi possível uma
consciencialização da realidade por todos evidenciada, mas não quantificada.
A mudança é sempre um passo difícil de encarar numa indústria, mas com esta
abordagem específica e tão real para com o processo produtivo, creio que os colaboradores
aceitarão medidas e procedimentos para a implementação de CEP no processo produtivo,
dando-lhes uma garantia de resposta para com reclamações do cliente e uma homogeneização
do peso, e consequentemente dimensões dos produtos, credibilizando, desta forma, ainda mais
os produtos de Fábrica de Pastelaria S. Silvestre.
Como é evidente do anel de melhoria de Juran, o CEP só é eficaz se o ciclo retroactivo
for fechado. Isto é, CEP implica que haja actuação e em primeira instância detecção da causa
de variabilidade que poderá levar a instabilidade do processo assinalado pela carta. Para
fechar esta malha é necessário um procedimento de actuação, o qual é apresentado na Figura
5-5. Note-se que este procedimento não foi ainda implementado e integrado no Manual da
Qualida da empresa, mas será de grande relevância para sistematizar as actuações.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 84
O procedimento desenvolvido, apesar de simplista, está directamente orientado para o
tratamento das que, historicamente, são consideradas as mais frequentes das causas especiais
de variabilidade. Note-se que ele enquadra, igualmente, algumas das linhas de orientação
decorrentes da implementação do HACCP.
Figura 5-5 – Procedimento de actuação aquando a detecção de um ponto fora de controlo.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 85
5.4.4 Aplicacação das cartas de controlo dos pesos de Croissant Brioche – Fase II
Após a construção do padrão do processo, a sintonização da carta e a definição do
procedimento de actuação capaz de investigar as causas assinaladas e promover actuações
para a sua cessação, a carta é testada contra uma nova amostra de dados recolhida entre 6 e 29
de Junho de 2011. A este procedimento designa-se, vulgarmente, por utilização das cartas de
controlo na fase II. O objectivo aqui é apenas demonstrar como a carta atrás sintonizada
poderia ser usada para a monitorização quotidiana.
Nas FigurasFigura 5-6 eFigura 5-7 apresentam-se as cartas de controlo de média e amplitude
dos Croissants Brioche crus. Já nas FigurasFigura 5-8 Figura 5-9 apresentam-se as cartas de
controlo de média e amplitude dos Croissants Brioche cozidos.
80
85
90
95
100
105
110
115
120
125
130
0 10 20 30 40 50 60
Pe
so m
éd
io d
e C
rois
san
t cr
u (
g)
Amostra
Dados recolhidos LC LIC LSC Especificação máxima Especificação mínima
Figura 5-6 – Carta de controlo de média de peso das amostras de Croissant Brioche cru (fase II).

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 86
70
80
90
100
110
120
130
0 20 40 60 80 100
Pe
so m
éd
io d
e C
rois
san
t co
zid
o (
g)
Amostra
Dados recolhidos LC LIC LSC Especificação máxima Especificação mínima
Figura 5-7 - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cru (fase II).
Figura 5-8 - Carta de controlo de média de peso das amostras de Croissant Brioche cozido (fase II).
0
5
10
15
20
25
30
35
0 10 20 30 40 50 60
Am
plit
ud
e m
éd
ia d
o C
rois
san
t cr
u (
g)
Amostra
Dados recolhidos LC LIC LSC

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 87
As Figuras 5-6, 5-7, 5-8 e 5-9 demonstram que todas as amostras de Croissant Brioche
cru e cozido, recolhidas na fase II, se encontram dentro dos limites de controlo, logo o
processo encontra-se em modo estável e os dados recolhidos enquadram-se nos limites de
controlo da carta de controlo estabelecida. Destas cartas de controlo é novamente possível
obter valores de percentagens que nos possam ajudar a averiguar quais são os produtos que se
encontram dentro do intervalo de especificações pretendido e as que se encontram fora de
especificação (Tabela 5-6).
Produto de Pastelaria Croissant cru Croissant cozido
Número de Amostras 103 59
Cartas de
controlo de
média
Dentro dos limites de controlo 100,00% 100,00%
Acima de Especificação
máxima 6,45% 31,10%
Dentro de especificação 75,81% 59,22%
Abaixo de especificação
mínima 17,74% 9,71%
Cartas de
controlo de
amplitude
Dentro dos limites de controlo 100,00% 100,00%
0
5
10
15
20
25
30
35
0 20 40 60 80 100
Am
plit
ud
e m
éd
ia d
o C
rois
san
t co
zid
o (
g)
Amostra
Dados recolhidos LC LIC LSC
Figura 5-9 - - Carta de controlo de amplitude de peso das amostras de Croissant Brioche cozido (fase II).
Tabela 5-6 - Percentagens de valores dos pesos dos Croissants Brioche crus e cozidos, fase II, que estão dentro dos limites de controlo e
as percentagens das amostras que se encontram na gama das especificações pretendidas, assim como as que não estão.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 88
A primeria conclusão aponta para que o processo esteja sob controlo, quando se
analisam os dados da fase II (de 6 a 29 de Junho 2011) verifica-se ainda que ocorreu um
decréscimo acentuado da média dos pesos do produto. Comparando os valores tem-se que, o
Croissant Brioche cru passou de uma percentagem de dados dentro das especificações de
42,85% para 75,81%, diminuindo drasticamente os valores superiores à especificação máxima
(de 52,75% para 6,45%). No entanto aumentou de 4,40% para 17,74% o número de Croissant
Brioche de peso inferior à especificação inferior, sendo, assim, necessário agir de modo a
controlar esta variação.
O Croissant Brioche cozido também sofreu alterações significativas, mas que vão ao
encontro das conclusões retiradas para o Croissant Brioche cru. Esta diferença de
performance dos dados usados nas duas cartas teve um conjunto de causas distintas, das quais
se destaca a sensibilização dos colaboradores para elaboração do produto com o peso próximo
da gama das especificações mínimas, a utilização de uma balança na linha de produção de
Croissant Brioche para pesar os produtos.
5.4.5 Custos associados a não qualidade ao nível do peso de produtos
Pelo ponto de vista do consumidor, após aquisição, o valor monetário de um produto ou
serviço representa uma perda directa que vai reduzir o seu rendimento disponível. Se este
produto ou serviço não atingir as expectativas de utilidade para as quais foi adquirido, tendo
em conta as características de qualidade, o consumidor vai submeter-se a uma perda adicional
durante a utilização (Rooney & Rogerson, 1992). Assim, os consumidores consideram que a
aquisição de um produto de qualidade inferior conduzirá a perdas mais elevadas. No sector
alimentar, os produtos se não forem sujeitos a critérios de qualidade definidos, podem emergir
questões relacionadas com a segurança alimentar dos consumidores. Neste caso não estão
apenas envolvidos custos relacionados com a falta de utilidade dos produtos, mas, sobretudo,
com a saúde e o bem estar do consumidor. No caso vertente, no entanto, condiciona-se o custo
da não qualidade à não satisfação das especificações. Ou seja, à incapacidade de satisfazer os
requisitos do cliente. Neste contexto, analisou-se os custos da não qualidade associados ao
peso dos Croissant Brioche cozidos expedidos.
No caso de uma empresa de qualidade insatisfatória, as características ao nível dos
processos, dos recursos humanos, dos equipamentos e infraestruturas originam perdas
significativas. Neste caso existe uma poupança obtida pelo baixo investimento em sectores
chave do processo, como sejam a qualificação da mão-de-obra, a formação, equipamentos,
manutenção, entre outros, que se traduz num aumento de custos de não conformidade. Assim,
do ponto de vista empresarial, o baixo investimento em qualidade origina custos e perdas
elevadas devido à má qualidade de produtos e serviços (Rooney & Rogerson, 1992). Por outro
lado, numa empresa com uma política de qualidade activa, o investimento utilizado na sua
implementação (melhores equipamentos, melhor gestão dos recursos, mão-de-obra
qualificada, formação, entre outros) será compensado através da diminuição dos custos
associados a fenómenos de não qualidade e de falha interna (Robles, 1996).

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 89
Desta forma, o objectivo do controlo de custo deveria ser o de reduzir o valor global
referente a todos os processos de produção do produto final (Akhyar & et al, 2008). Os
constituintes básicos do custo de produção são a matéria prima, a energia, a mão de obra, as
despesas provenientes da produção de elementos defeituosos, os recursos utilizados em
elementos defeituosos, os resíduos que resultam da produção, entre outros (Rooney &
Rogerson, 1992). A existência de custos relacionados com a não qualidade resulta
sistematicamente num aumento relativamente relevante nos custos operacionais, que
condiciona, por sua vez, o apuramento dos custos totais (Robles, 1996).
Os custos totais operacionais da qualidade (COQ) resultam não só dos recursos
financeiros relacionados de forma directa e positiva com a função qualidade, mas, sobretudo,
com custos que decorram de falhas desta função. A função qualidade de uma empresa pode-se
definir como um conjunto de actividades que atravessa todas as áreas e departamentos e que
zela pelo controlo, gestão e garantia de Qualidade. Assim, os COQ são o somatório dos
recursos utilizados de forma directa e positiva pela função da qualidade e o sobrecusto
consequente da não qualidade, ou seja, o somatório de:
Custos de falhas internas, definido como os custos gerados quando um determinado
processo produz um produto defeituoso detectado internamente. Por exemplo, custos
associados a perdas, paragens, falhas, reinspecção, reanálises, detecção de defeitos,
testes adicionais, reparação de peças defeituosas e tempo gasto na análise de falhas;
Custos de falhas externas, definidos como os custos gerados quando um determinado
processo produz um produto defeituoso sendo o defeito detectado externamente. Por
exemplo, custos inerentes a problemas de imagem comercial, perdas para a
concorrência, de recall e de assistência técnica;
Custos de prevenção, definidos como os custos resultantes das acções realizadas de
forma a prevenir defeitos. Por exemplo, custos de formação, supervisão e
manutenção preventiva, custos necessários para ter um Sistema de Gestão da
Qualidade e não ocorrência de falhas;
Custos de avaliação, definidos como os custos resultantes das acções de avaliação
dos danos e remoção dos bens defeituosos do processo. Por exemplo, custos de
inspecção, execução de ensaios, com a estrutura de avaliação, com determinação de
padrões e análises de conformidade (Delgado, 1996).
Os responsáveis das empresas devem ter consciência de todas as oportunidades para a
redução de custos de produção e melhoria da qualidade. O uso de ténicas com fundamentação
na estatística nas fases de desenvolvimento e processamento do produto final, principalmente
na fase de projecto, permite o controlo de custos de produção e qualidade. Uma das
estratégias mais simplistas de avaliação do custo da não qualidade é o paradigma da função
perda de Taguchi (Petenate, 2001). Note-se que esta estratégia pertence à categoria dos
métodos que, em Qualidade, se classificam como offline, por serem de utilização exterior à
linha de produção. Esta metodologia pode ser usada desde a fase de concepção do produto.
Tem por objectivo geral o cálculo da perda económica de não produzir em conformidade e

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 90
assim permite minimizar a variabilidade do produto, o que pode conduzir à identificação dos
meios que lhe podem conferir robustez durante o processo produtivo perante fontes de
variação a que é submetido (Castro, 2000).
No contexto do caso de estudo apresentado na secção 5.4 pretende-se determinar os
custos associados ao não controlo do processo produtivo do Croissant Brioche. A Função
Perda, proposta por Taguchi, é uma função de custo associada ao desvio da idealidade ou do
valor–alvo estimado (especificação média) para o produto. Este custo é proporcional ao
quadrado do referido desvio podendo ser expressa por:
sendo ) a função perda, em unidades monetárias; o valor da qualidade obtida; é uma
constante de perda associada a não se produzir com a qualidade alvo e o valor alvo.
5.4.5.1 Função perda para o controlo do peso de Croissant Brioche
No caso de estudo de controlo estatístico de peso de Croissant Brioche produzido na Fábrica
de Pastelaria S. Silvestre desenvolveu-se a função perda do produto no estado de cozido. Para
a empresa a perda que interessa calcular é aquela que está associada ao que é distribuído para
o cliente, o que limita a análise de Croissant Brioche cozido.
A análise da equação (5-1) permite verificar que a perda ocorre pelo facto de se falhar a
qualidade alvo ( = 90 g). Esta equação descreve bem o custo da não conformidade de
quando a qualidade ( ) é superior à especificação média ( ), e está intrinsecamente associada
à perda decorrente da matéria prima usada e do trabalho adicional (Taguchi & et al, 1989). No
entanto não parece uma boa descrição para o custo da não conformidade quando .Deste
modo, foi configurada uma função perda estruturada em três ramos:
O segundo ramo destina-se a modelisar a perda quando o nível de qualidade é tão baixo
que desencadeia reclamações, as quais requerem acções de melhoria. O terceiro ramo
descreve a função perda numa pequena região abaixo da especificação média, mas que,
historicamente, não leva a desencadeamento de reclamações. Pode atribuir-se esta perda a um
impacto da imagem do produto no cliente, sendo aqui representada por uma função linear que
ligue os pontos referentes a (especificação mínima) e
O valor de foi calculado com base no custo de tratamento de uma não conformidade,
estimado pela empresa em 5€. Assumindo que a função perda foi calculada com base num
) )
(5-1)
)
{
)
)
(5-2)

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 91
domínio de definido como sendo [82,348; 117,350], obtido a partir dos dados recolhidos da
amostragem. O valor da perda por unidade de peso foi estimado com base nos custos da matéria prima
e do trabalho, tendo o valor de = 3,85 x 10-5
€/kg2. Relembrando que o o valor de ,
correspondente ao valor alvo, foi considerado como sendo 90 g, a especificação média
definida para este produto. A função perda aqui desenvolvida é unicamente dependente do
peso médio, não considerando a variabilidade. Assumindo que uma fracção de não
conformidade (pontos abaixo da especificação mínima) nos dados recolhidos é de 9,71 %
(cartas de controlo - fase II) e que dessas aproximadamente 10 % são potencialmente alvo de
reclamação, o valor de é de 0,048€. O valor de foi determinado graficamente pela
intersecção entre as equações que traduzem as perdas acima de e abaixo da especificação
mínima ( ), tendo o valor de 85g.
Assim, a função perda para o controlo do peso de Croissant Brioche cozido é da pela
equação:
A Figura 5-10 representa a Função Perda ( ) vs ) dos Croissant Brioche elaborados
na Fábrica de Pastelaria S.Silvestre.
Através da Figura 5-10 averigua-se que os Croissants com peso inferior ao peso
pretendido ou valor alvo (90g) representam uma perda significativa para a empresa. A esta
y = 4E-05x2 - 0,0069x + 0,31
y = -0,001x + 0,0864
0,00E+00
5,00E-03
1,00E-02
1,50E-02
2,00E-02
70 75 80 85 90 95 100 105 110 115
Pe
rda
(€/u
nid
ade
)
Peso (g)
)
{
)
)
(5-3)
Figura 5-10 – Função Perda do processo produtivo de Croissant Brioche da empresa Fábrica de Pastelaria S. Silvestre.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 92
perda correspondem os custos classificados associados a problemas de imagem comercial.
Pela Figura 5-10 verifica-se ainda que uma perda importante da empresa começa quando os
pesos dos produtos são superiores a cerca de 100 g. Neste caso, a correspondência desta perda
é de custos de avaliação e, por consequência, custos de falhas internas em que não há controlo
rígido de conformidade do produto nem avaliação rigorosa de processos levando, por sua vez,
a custos de reinspecção, manutenção e, sobretudo, tempo gasto na análise de falhas.
Através da Figura 5-10 averigua-se, por outro lado que o processo produtivo de
Croissant Brioche apresenta oscilações de perda monetária devido às variações de peso de
produtos significativas. Considera-se que, apesar de este estudo representar uma estimativa, as
perdas de imagem poderão ser mais importantes quando comparadas com os custos de
produção. Construiu-se, ainda, um gráfico de Perda (€/unidade) vs. Tempo com o intuito de
averiguar a perda instântanea relativamente a cada amostra recolhida na fase II, representado
na Figura 5-11.
5.4.6 Propostas de trabalhos futuros
Num trabalho futuro na Fábrica de Pastelaria S.Silvestre proponho que se feche o anel de
Controlo Estatístico do Processo na linha de produção de padaria e na de pastelaria com o
intuito de ter o peso sob controlo e dentro das exigências legais ou contratuais. Isto implica a
aprovação e implementação de um procedimento similar ao da Figura 5-5.
Outro aspecto a salientar é a realização diária e, se possível, em tempo real da
amostragem.
0,00E+00
2,00E-03
4,00E-03
6,00E-03
8,00E-03
1,00E-02
1,20E-02
1,40E-02
1,60E-02
1,80E-02
0 20 40 60 80 100
Pe
rda
(€/u
nid
ade
)
Tempo
Figura 5-11 – Representação gráfica da perda instantânea relativa a cada amostra recolhida na fase II.

Controlo Estatístico do Processo CAPÍTULO 5
Ana Cristina de Sousa Leite 93
Para conseguir atingir os pré-requisitos da utilização das cartas de controlo,
nomeadamente a aleatoriedade, sugiro a utilização de uma balança mais apropriada à
dimensão das amostras e com maior precisão.
Uma sugestão final seria o desencadeamento de um estudo de reprodutibilidade e
repetibilidade que permita caracterizar a certeza da medida.

Conclusões
Ana Cristina de Sousa Leite 94
6 Conclusões
A realização deste estágio permitiu a aquisição de conhecimento na área de qualidade no
sector alimentar e na implementação e monitorização do plano de HACCP, assim como a
utilização da ferramenta estatística de Controlo Estatístico do Processo.
A monitorização do plano HACCP e dos critérios de NP EN ISO 9001:2008 foi,
inicialmente, alvo de compreensão e de aprendizagem do enquadramento dos requistos e
passos na empresa e nos seus processos. Após conhecimento de práticas tornou-se simples o
desempenhar das tarefas propostas e já citadas nas secções 3.3 e 4.3. Os procedimentos na
Fábrica de Pastelaria S.Silvestre apresentam-se bem encadeados e conseguem corresponder
às necessidades processuais. Alguns modelos foram sujeitos a ligeiras alterações com o
intuito de melhorar a comunicação e distribuição de informação. No entanto, existem ainda
pré-requistos do plano de HACCP que vão ao encontro da norma NP EN ISO 9001:2008 que
apresentam algumas lacunas. Por outro lado, a área de manutenção funciona de forma
deficiente uma vez que, neste momento, apenas se efectuam os serviços mínimos de
manutenção e essencialmente se procede a reparações de equipamentos. Outro aspecto a
considerar são as falhas do sistema informático Sim!Pan que não permite uma rastreabilidade
eficiente e exacta do produto que é fornecido ao cliente, uma vez que abrange uma gama
muito alargada de produtos, sendo impossível garantir a informação sobre determinados lotes,
implicando perda de informação. E consequentemente em caso de necessidade de realização
de recall, terá de ser recolhida uma maior gama de produto. A nível do sistema informático
também se poderia colmatar algumas falhas de introdução dos dados no sistema por parte dos
colaboradores de modo a retratarem convenientemente a realidade. O sistema de avaliação,
inspecção e controlo dos processos e serviços deveria ser um pouco mais rígido com o
objectivo final de obtenção de um produto seguro, de qualidade para proporcionar a
angariação de mais clientes. Conclui-se, então, que este objectivo foi cumprido parcialmente
uma vez que, apesar de ter ocorrido a monitorização e controlo dos requisitos esta não foi
suficiente para colmatar estas falhas. Apesar de, actualmente o departamento da qualidade em
conjunto com a gerência da empresa terem tomado algumas medidas de sensibilização para
com os colaboradores.
Tendo em conta o critério da qualidade foi desenvolvido um procedimento de controlo
estatístico com o intuito de controlar o produto em cru (no passo do processo produtivo) e o
produto final (cozido). Este estudo envolveu a amostragem de um conjunto que permitissem
definir um padrão do processo onde unicamente estivessem presentes causas especiais de
variabilidade. Este conjunto de dados foi analisado quanto à sua normalidade e aleatoriedade,
por forma a validarem-se as condições de padronização de um processo com base numa janela
de dados. Posteriormente, foi sintonizada a carta e foi desenvolvido um procedimento de
actuação para o caso de causas especiais de variabilidade serem detectadas.
Através deste estudo concluiu-se que os dados obtidos de Pão Bico não apresentam os
pré-requisitos para poder prosseguir o estudo e implementar CEP com recurso a cartas de
controlo de média e amplitude. Ao invés destes, os de Croissant Brioche permitiram a

Conclusões
Ana Cristina de Sousa Leite 95
construção de cartas de controlo. A informação obtida através desta foi da máxima
importância uma vez que se conseguiu apurar que o processo se encontra sob controlo. Tendo
em conta as especificações legais ou contratuais averigua-se que 52,75% das amostras cruas e
77,36% das amostras cozidas se encontram fora dos limites de especificação. Foram, ainda
averiguadas as causas especiais para a eventualidade do processo ficar fora de controlo e para
tal, foram realizadas sensibilizações para com os colaboradores para, a curto prazo, minimizar
as causas comuns.
Em virtude de CEP procedeu-se à fase seguinte onde se testaram as cartas de controlo
anteriormente estabelecidas para averiguar o comportamento dos dados. Assim, conclui-se
que o processo se mantém estável, mas que ocorreu um decréscimo acentuado do peso dos
produtos para valores mais próximos da linha central, ou seja, os dados estão mais uniformes.
Numa fase subsequente a carta atrás sintonizada foi usada para avaliar o estado de
controlo do produto num período diferente. Verificou-se que a variabilidade se reduziu e que
o produto se encontra em média mais próximo da especificação média. Isto abre desde já a
possibilidade de rever a carta e os procedimentos por forma a apertar os limites de controlo, e
naturalmente seguir a trajectória da melhoria contínua.
Outro factor que se estudou foi os custos associados à não conformidade tendo-se
averiguado que os custos de imagem, nomeadamente decorrendo de reclamações, são mais
significativos que os de produção de Croissants Brioche. Neste contexto foi definida uma
função perda que configura o custo de não conformidade. Esta estrutura analítica, de base
Taguchiana, apresenta-se como uma função de três ramos, cada um deles associados a
diferentes tipos de impactos da não conformidade. Apesar do seu carácter empírico ela poderá
vir a ser útil à gestão para instantaneamente ter uma noção da sua performance.
Pessoalmente, considero que novas medidas de controlo como é o caso de CEP devem
ser implementadas na empresa para aumentar o sucesso no processamento de produto seguro
e de qualidade, mas também para a empresa minimizar os seus custos de produção e de
imagem com uma política de qualidade activa e enquadrada no paradigma de melhoria
contínua.

Ana Cristina de Sousa Leite 96
7 Referências bibliográficas
ACIP. (2005). Código de Boas Práticas e de Higiene e Fabrico - Sector da Panificação e
Pastelaria. Coimbra: Associação de Comércio e da Indústria de Panificação.
Akhyar, G., & et al. (2008). Application of Taguchi Method in the Optimization of Turning
Parameters. International Journal of Science Engineering and Technology, 60-66.
Alwan, L. (1999). Statistical Process Analysis (2ª ed.). US: McGraw-Hill.
Antunes, C., & Baptista, P. (2005). Higiene e Segurança Alimentar na Restauração- Volume
II-Avançado. Guimarães: Forvisão-Consultadoria em Formação Integrada, S.A.
APCER. (2010). Guia interpretativo de NP EN ISO 9001:2008. Leça da Palmeira.
Araújo. (1999). Segurança alimentar, Os perigos para a saúde através dos alimentos.
Meribérica/Liber.
ASQ, & et al. (2002). The Quality Auditor's HACCP Handbook. Milwaukee: American
Security for Quality Press.
Azanza, P., & et al. (2005). Barriers of HACCP team members to guideline adherence. Food
Control, 16, 15-22.
Baptista, P., & et al. (2003). Modelos Genéricos de HACCP. Forvisão.
Barendsz, A. (1998). Food safety and total quality management. Food Control, 9, 163-170.
Blanc, D. (Maio - Junho de 2006). ISO 22000 From intent to implementation. Special Report,
6, 7 - 11.
Boran, H. (2010). Food Security Management Technology based on HACCP and Petri Net.
Third International Conference on Knowledge Discovery and Data Mining. Beijing,
China.
Brault, R., & et al. (2005). Comptabilité de management (5ª ed.). Québec, Canadá: Les
presses de l'Université Laval.
Burr, J. (2005). Elementary Statistical Quality Control. New York.
Campos, L., & Costa, E. (2011). Manual da Qualidade da Fábrica de Pastelaria S.Silvestre.
Lousã-Coimbra.
Capricho, A., & Lopes , L. (2007). Manual de Gestão da Qualidade 100%. Lisboa: RH, Lda.
Castro, A. (2000). Método de Taguchi: Controlo de qualidade com recurso não -
convencional ao Desenho Estatístico de Experiências. Lisboa: Instituto Português de
Administração de Marketing.
CCM. (2000). Livro Branco sobre a Segurança Alimentar. Bruxelas.
CEN. (2005). NP EN ISO 22000. Bruxelas: Comité Europeu de Normalização.
CFIA. (2010). Food Safety Enhancement Program Manual. Canadá: Canadian Food
Inspection Agency.

Ana Cristina de Sousa Leite 97
Cima, E. (2006). Gestão da Qualidade Aplicada a Sistemas de Segurança de Alimentos.
Universidade Estatal do Oeste do Paraná, Centro de Ciências Sociais Aplicadas,
Toledo.
Costa, E. (2009). Plano de HACCP da Fábrica de Pastelaria S.Silvestre. Lousã-Coimbra.
Cribb, J. (2011). Food security:what are the priorities? Springer Science, 3, 123-125.
CT80(APQ). (2008). Norma NP EN ISO 9001:2008.
Declan, J. (2006). Guia para Controlo da Segurança Alimentar em Restaurantes Europeus.
Dublin.
Delgado, J. (1996). Sensibilização para a importância da Qualidade no mercado actual.
Duarte, B. (2011). Gestão da Qualidade. Coimbra.
FAO. (1998). Food Quality and Safety Systems (HACCP)- A Training Manual on Food
Hygiene and the Hazard Analysis and Critical Control PointSystem. Roma: Food and
Agriculture Organization Of The United Nations Information Division.
Fey, R., & Gogue, J.-M. (1983). La Maîtrise de la Qualité Industrielle. Paris.
Figueiredo, J. (2008). Segurança alimentar e embalagem.
Figueiredo, V., & Neto, P. (2001). Implantação do HACCP na Indústria de Alimentos.
Gestão&Produção, 100-111.
FIPA, F. d.-A. (2002). Segurança Alimentar e Qualidade. Lisboa: FIPA.
Fonseca, J. (2001). Estatística Matemática. Lisboa: Edições Sílabo.
Foster. (1982). How Safe Are Our Foods? Nutrição.
Grigg, P. (1998). Case study:the use of statistical process control in fish product packing.
Hayes, G. (1997). Applying statistical process control to monitor and evaluate tha hazard
analysis critical control point hygiene data.
Houghton, J., & Rowe, G. (2007). The quality of food risk management in
Europe:Perspectives and priorities. Food Policy.
Itzés, A. (1998). Statistical process control in fish product packing.
Juran, J., & Gryna, F. (1991). Quality Control Handbook. McGraw-Hill.
Karipidis, P., & et al. (2008). Factors affecting the adoption of quality assurance systems in
small food enterprises. Food Control, 93-98.
Longo, R. (1996). Gestão da Qualidade:Evolução Histórica, Conceitos Básicos e Aplicação na
Educação. Gestão da Qualidade na Educação: Em busca da excelência. Brasília:
Instituto de Pesquisa Económica Avançada.
May, J. (2005). Microbiologia de Alimentos. Artmed Editora S.A.
Mello, F. (1997). Probabilidade e Estatística - conceitos e métodos fundamentais II. Lisboa:
Escolar Editora.

Ana Cristina de Sousa Leite 98
Melo, K., & Lima, M. (2004). avaliação de peso de gelados utilizando cartas de controlo de
média. Universidade Católica de Goiás, Departamento de Matemática e Física, Góias.
Mendenhall, W., & Sincich, T. (1992). Statistics for Engineering and the Sciences. New
York: Maxwell MacMillan.
Mitra, A. (2008). Fundamentals of Quality Control and Improvement. 3ª edição: John
Wiley&Sons, Inc.
Montgomery, D. (2007). Applied Statistics and Probability for Engineers. John Wiley &
Sons, Inc.
Nations, F. a. (1998). Food Quality and Safety Systems (HACCP)-A Training Manual on
Food Hygiene and the Hazard Analysis and Critical Control PointSystem. FAO
Information Division.
Notermans, S. e. (1995). Idetification of critical control points in HACCP system with a
quantitative effects on the safety of food products. Food Microbiol, 12:93-98.
Paiva, A., & Meneses, F. (2007). Interpretação da ISO 22000 - Segurança Alimentar (Vol. 1).
Lisboa: SGS.
Paraíso, E. (2005). Curso de Gestão de Sistemas de Segurança Alimentar. TUV Akademie
Rheinland.
Pearson, D., & et al. (1968). Quality Control in Food, Drug and Cosmetic Industries. RSC,
179-185.
PECUE. (29 de Abril de 2004). Regulamento (CE) nº 852/2004 , nº 853/2004 e nº 854/2004
do Parlamento Europeu e do Conselho da União Europeia. Jornal Oficial da União
Europeia.
Petenate, A. (2001). Utilização do Método de Taguchi na redução dos custos de projectos.
Universidade Estatal de Campinas, Departamento de Estatística .
Pierson, B., & et al. (1995). The Quality Experience in Food Service Industry. Elsevier, 209-
213.
Pinheiro, G., Baptista, P., & Alves, P. (2003). Sistemas de Gestão de Segurança Alimentar.
Forvisão-Consultadoria.
Pires, A. (2007). Qualidade, Sistemas de Gestão da Qualidade. 3ª edição: Edições Sílabo.
Poças, M. d., & Moreira, R. (2003). Segurança alimentar e embalagem. Porto: ESB/UCP.
Potes, M. (2005). Segurança Alimentar em produtos tradicionais. Revista das Ciências
Agrárias, 439-447.
Ramalho, O. (2009). Implementação Integrada de SPC e EPC na melhoria contínua do
processo. Lisboa.
Rezaei, A., & et al. (2011). Performance measurement in quality management system.
Scientia Iranica, 742-752.
Ana Cristina de Sousa Leite 99
Robles, A. (1996). Custos da Qualidade: uma estratégia para a competição social. São
Paulo.
Rooney, E., & Rogerson, J. (1992). Measuring Quality Related Costs.
Rosete, C. (2009). Manual de Boas Práticas de Higiene e Segurança Alimentar. Penacova.
Samohyl, R. (2004). Gestão da Qualidade:teorias e casos.
Saraiva, J., & Baptista, P. (2003). Higiene Pessoal na Indústria Alimentar. Forvisão.
Scaratti, D., & Silva, M. (2010). Implantação de ferramentas de controlo estatístico do
processo no ensaque de farinha de soja integral micronizada. Unoesc & Ciência -
ACET.
Scheidegger, E. (2002). Aplicação do Controlo Estatístico de Processos em Indústria de
Branqueamento de Celulose:Um Case de Estudo.
Srikaeo, K. (2004). Characterization of wheat-based biscuit cooking process by statistical
process control techniques.
Surak, J. (2009). HACCP and ISO Development of a Food Safety Management Standard.
Clemson.
Taguchi, G., & et al. (1989). Quality Engineering in Production Systems. New York:
McGraw Hill.
Trienekens, J., & Zuurbier, P. (2007). Quality and Safety Standards in Food Industry,
Developments and Challenges. Elsevier, 107-122.
USDA, U. S. (1999). Guidebook for the Preparation of HACCP Plans.
Van Der Spiegel, M., & et al. (2004). How to improve food quality management in bakery
sector. In Improving food quality management in the bakery sector (pp. 130-150).
van Harten, W., & et al. (2000). Methodological considerations on the assessment of the
implementation of quality management systems. Health Policy, 187-200.
Vanne, L., & et al. (1996). HACCP-based food quality control and rapid detection methods
for microorganisms. Food Control, 263-276.
WHO, & FAO. (2002). Understanding The Codex Alimentarius. Rome: World Health
Organization ;Food and Agriculture Organization of the United Nations.
Wilcok, A. (2011). Effective Implementation of Food Safety Iniciatives: Manager's Food
Safety Coordinators and Production Worker's perspectives. Elsevier, 27 a33.

Anexos
Ana Cristina de Sousa Leite I
8 ANEXOS
AnexoI. Planos de Higienização
A Fábrica de Pastelaria S.Silvestre apresenta 12 planos de higienização correspondente a cada área da empresa, no entanto, expõem-se um único
plano de higienização como exemplo. O plano de higienização da Tabela 8-1 é referente à área de produção de Pastelaria.
Sector Produto Dose Tempo de
contacto Descrição Responsável Registo
PAVIMENTO
RALOS / CALHAS
CARRO
DETERGENTES
Sani-Mousse
GEL/
Basoneige/
Cleanmousse/
Alcamousse/
Suma Chlorsan/
Cloro DX
2%-4%
10 Minutos
Aplicação do detergente desinfectante com máquina de projecção de espuma no pavimento
e esfregar com escova
Esfregar o carro de suporte de detergente com esfregão
Enxaguar com água limpa
Eliminar o excesso de água com rodo para a calha
Esfregar a calha com escovilhão, remover resíduos dos ralos para o lixo e esfregar do
mesmo modo os ralos, grelha e tampa, e enxaguar; voltar a repor no local
Colaboradores
do Sector
Registo de
Operações
de
higienização
BATEDEIRAS
AMASSADEIRAS
DIVISORA
LAMINADORAS
BANCAS
PRATELEIRAS
LAVATÓRIOS
SUPORTE PAPEL
SABONETEIRA
RECIPIENTE LIXO
BALANÇAS
MÁQUINA CORTAR
MASSA
LINHA DE CORTE
REFRIGERADOR
PORTAS
EGI Lava louça
manual
S20/Alcosan
Puro ou
diluído
Puro
-
Aplicação do detergente desengordurante com esfregão ou esponja e esfregar
Enxaguar com água limpa com a ajuda de um pano limpo, as vezes necessárias até
remover todo o detergente e sujidade
Secar com pano seco e limpo ou papel absorvente
Aplicação do desinfectante por pulverização
Nota: as placas de PVC das bancas devem ser retiradas para higienizar na parte inferior
pelo menos uma vez por semana
Atenção:
- as balanças e outras máquinas devem ser higienizadas com o máximo cuidado evitando
água na parte electrónica e para as telas de tecido;
- aos produtos alimentares e documentação, não colocar água sobre estes;
- as gavetas e cubas devem ser bem secas antes de se lhe colocar quaisquer produto
alimentar, utensílio ou documentação no seu interior.
Tabela 8-1 – Exemplo de Plano de higienização de uma área

Anexos
Ana Cristina de Sousa Leite II
Sector Produto Dose Tempo de
contacto Descrição Responsável Registo
PESADORA
MECÂNICA
ARMÁRIOS
GAVETAS
MOINHO DE
AÇÚCAR
MOINHO 1
MOINHO 2
CUBAS
PRENSA
ARMÁRIO FOLHAS
DE REGISTO
TECTOS
PAREDES
JANELAS/PATAMAR
Sani-Mousse
GEL/
Basoneige/
Cleanmousse/
Alcamousse/
Suma Chlorsan/
Cloro DX
2%-4% 10 Minutos
Colocar directamente do vasilhame o detergente num balde
Aplicação do detergente com a ajuda de um esfregão e esfregar com bastante pressão de
modo a branquear o máximo possível
Enxaguar com água limpa as vezes necessárias com ajuda de um pano limpo e secar

Anexos
Ana Cristina de Sousa Leite III
Condutas de Higiene e Boas Práticas no Sector Alimentar
1. VESTUÁRIO DE TRABALHO
Dependendo das funções que desempenham os trabalhadores devem usar uma farda própria para
assegurar a correcta protecção. A farda deve apresentar-se sempre em bom estado de higiene e conservação,
esta deve ser usada exclusivamente nas instalações da fábrica.
Protecção de Corpo de cor clara, de preferência, sem bolsos e sem botões (bata, t-shirt ou túnica,
calça e/ou avental lavável);
Protecção da cabeça (touca de tecido que cubra todo o cabelo, incluindo a franja);
Calçado apropriado (socas, sapatos);
Máscara naso-bucal (Zona de preparação, acabamentos e embalamento);
Luvas (luvas de segurança específica para fornos e luvas descartáveis para manipulação de produto
como por exemplo, na zona de acabamentos).
2. HIGIENE PESSOAL
As pessoas que manuseiam os alimentos devem manter um padrão elevado
de limpeza pessoal, estas devem usar vestuário de trabalho apropriado como citado
anteriormente. Os cortes e as feridas devem ser cobertos por pensos apropriados à
prova de água.
O pessoal deverá sempre lavar as mãos quando a limpeza pessoal possa
afectar a segurança dos alimentos, por exemplo:
No início das actividades de manuseamento de alimentos;
Imediatamente após utilização dos sanitários;
Após manuseamento de alimentos crus ou qualquer material contaminado, uma
vez que existe risco de contaminação.
MANTER UNHAS CORTADAS E SEM VERNIZ!
3. COMPORTAMENTO PESSOAL
As pessoas envolvidas em actividades de manuseamento de alimentos devem evitar
comportamentos que possam resultar na contaminação dos alimentos como por exemplo: Fumar, Cuspir, Mascar ou comer, Espirrar ou tossir sobre alimentos.
ADEREÇOS PESSOAIS como jóias relógios, alfinetes ou outros itens não devem ser usados
ou trazidos para as áreas de manuseamento de alimentos pois constituem um perigo para a segurança dos
alimentos.
NÃO COLOCAR MAQUILHAGEM!
AnexoII. Condutas de higiene e Boas Práticas no Sector Alimentar

Anexos
Ana Cristina de Sousa Leite IV
AnexoIII. Exemplo de relatório de análises de produtos alimentares
(pirâmide) do laboratório ControlVet.

Anexos
Ana Cristina de Sousa Leite V
AnexoIV. Modelo exemplificativo para registo de Manutenção
preventiva efectuado num determinado equipamento.
Logotipo da empresa
MANUTENÇÃO DE EQUIPAMENTOS
Equipamento
Designação
Código
Localização
MANUTENÇÃO
Realização Descrição
Próxima
verificação Responsável
Sim Não Data
Verificação
Lubrificação de
peças
Limpeza Geral
Pintura
Substituição de
peças

Anexos
Ana Cristina de Sousa Leite VI
AnexoV. Fichas técnicas de produtos alimentares
Uma vez que a Fábrica de Pastelaria S.Silvestre confecciona produtos alimentares de
panificação e pastelaria, aquando a realização da ficha técnica ocorre a necessidade de
especificar a composição de cada produto que elabora. Assim, apresentam-se dois exemplos
de ficha técnica de produtos alimentares, sendo um da área de panificação (Pão Bico) e o
outro da de pastelaria (Croissant Brioche).
Anexo V.I. Ficha técnica de produtos de panificação – Pão Bico
FÁBRICA PASTELARIA S. SILVESTRE, Lda Zona Industrial Alto do Padrão Lt39 3200-133 LOUSÃ – PORTUGAL Tel: 239990950/59 Fax: 239990955 Email: [email protected] www.saosilvestre.pt NIF: 502336978
FICHA TÉCNICA DO PRODUTO
Bicos Cod. Produto: PADAR 001
FÁBRICA PASTELARIA S. SILVESTRE, Lda Zona Industrial Alto do Padrão Lt39 3200-133 LOUSÃ – PORTUGAL Tel: 239990950/59 Fax: 239990955 Email: [email protected] www.saosilvestre.pt NIF: 502336978
FICHA TÉCNICA DO PRODUTO
Bicos Cod. Produto: PADAR 001
INGREDIENTES FOTO
Farinha de trigo tipo 65, água, fermento (levedura e estabilizante:E415), sal, açúcar, melhorantes (farinha de
trigo, regulador de acidez (E471), emulsionante (E472e, E471) agente de tratamento da farinha: ácido ascórbico e enzimas,dextrose, produtos lácteos, antiaglomerante E170, amido de trigo, regulador de acidez (E261i))
ESPECIFICAÇÕES MICROBIOLÓGICAS
CARACTERISTICAS DO PRODUTO
Microrganismo Critério Microbiológico Produto Fresco
Contagem de microrganismos a 30 ºC =<1*10 5
/g
Contagem de Bacillus cereus =<1*10 2
/g
Produto Refrigerado
APRESENTAÇÃO E EMBALAGEM
O produto é acondicionado em tabuleiros de plástico
Produto Peso Unitário (gr) Unidades por Caixa Peso por Caixa (gr)
Bico Cozido 45 100 4,500
Bico Refrigerado 45 20 900
Caixas/Palete Total Caixas/Palete Dimensões Caixa (cm) Dimensões Palete (cm)
Altura Base
C L A C L A
Embalagem Primária Embalagem Secundária
Tipo de Material Tabuleiro Plástico Tipo de Material
ROTULAGEM
DISTRIBUIÇÃO E TRANSPORTE
Veículos Adequados
CONSERVAÇÃO E VALIDADE
Conservação Local fresco
Validade 48 horas
MERCADO ALVO CONSUMIDOR ALVO
Pastelarias, Padarias, Terminais de Cozedura Toda a população em geral excepto os intolerantes a glúten, produtos lácteos

Anexos
Ana Cristina de Sousa Leite VII
Anexo V.II. Ficha técnica de um produto de pastelaria – Croissant
Brioche
FÁBRICA PASTELARIA S. SILVESTRE, Lda Zona Industrial Alto do Padrão Lt39 3200-133 LOUSÃ – PORTUGAL Tel: 239990950/59 Fax: 239990955 Email: [email protected] www.saosilvestre.pt NIF: 502336978
FICHA TÉCNICA DO PRODUTO
Croissant Cod. Produto: PAST0001
FÁBRICA PASTELARIA S. SILVESTRE, Lda Zona Industrial Alto do Padrão Lt39 3200-133 LOUSÃ – PORTUGAL Tel: 239990950/59 Fax: 239990955 Email: [email protected] www.saosilvestre.pt NIF: 502336978
FICHA TÉCNICA DO PRODUTO
Croissant Cod. Produto: PAST0001
INGREDIENTES FOTO
Farinha de trigo 55, açúcar, ovos, água, margarina vegetal (óleos e gorduras parcialmente
hidrogenados, água, sal, emulsionantes (E471, lecitina de soja), conservante: E202, regulador de acidez
(E330), corantes: E160a, E160b, E100, aromatizantes), fermento, melhorante (farinha de trigo,
emulsionante:E481, E471, corante: E102;E110, regulador de acidez: E170, enzimas, agente de tratamento da
farinha: E300, espessante (E412), aromas), sal.
ESPECIFICAÇÕES MICROBIOLÓGICAS
CARACTERISTICAS DO PRODUTO
Microrganismo Critério Microbiológico Produto Fresco
Pesquisa de Salmonela spp. Negativo em 25 g
Contagem de Bolores e Leveduras =< 5*10 2
/g
Contagem de bactérias sulfito redutoras -
Contagem de bactérias coliformes =<1*10 3 /g Produto Ultracongelado
Contagem de E. Coli =<1*10 1 /g
Contagem de microrganismos a 30 ºC =<1*10
5 /g
Contagem de Staphylococcus coagulase =< 1*10 2
/g
Pesquisa de Listéria monocytogenes Negativo em 25 g
APRESENTAÇÃO E EMBALAGEM
O produto é acondicionado em covete ,tabuleiros de plástico ou caixa de cartolina
Produto Peso Unitário (gr) Unidades por Caixa Peso por Caixa (gr)
90±5 3 270 ±5
Caixas/Palete Total Caixas/Palete Dimensões Caixa (cm) Dimensões Palete (cm)
Altura Base
C L A C L A
Embalagem Primária Embalagem Secundária
Tipo de Material Covete de plástico e filme plástico Tipo de Material Cartão Canelado ou tabuleiro de PVC
ROTULAGEM
DISTRIBUIÇÃO E TRANSPORTE
Veículos isotérmicos
CONSERVAÇÃO E VALIDADE
Conservação Local seco e fresco
Validade 15 dias
MERCADO ALVO CONSUMIDOR ALVO
Pastelarias, escolas, restaurantes, supermercados Consumidor em geral execpto os intolerantes a glúten, soja, produtos lácteos, ovos

Anexos
Ana Cristina de Sousa Leite VIII
AnexoVI. Identificação de perigos e a determinação dos níveis de aceitação.
Etapa Perigo Descrição Nível de
aceitação Causa Medidas preventivas
Recepção do
material de
embalagem (1)
Biológico Fungos Ausência
Armazenagem incorrecta
Deficientes práticas de fabrico do fornecedor
Transporte efectuado em condições higiénicas
inadequadas
Requisição dos certificados de conformidade das embalagens ao
fornecedor
Cumprimento do plano de monitorização à recepção
Físico Poeiras Ausência
Armazenagem incorrecta
Deficientes práticas de fabrico do fornecedor
Transporte efectuado em condições higiénicas
inadequadas
Requisição dos certificados de conformidade das embalagens ao
fornecedor
Cumprimento do plano de monitorização à recepção
Químico Materiais
tóxicos Ausência
Armazenagem incorrecta
Deficientes práticas de fabrico do fornecedor
Transporte efectuado em condições higiénicas
inadequadas
Requisição dos certificados de conformidade das embalagens ao
fornecedor
Armazenagem do
material de
embalagem (2)
Biológico Fungos
Pragas
Ausência
Armazenagem incorrecta
Incorrecta vedação do armazém
Controlo de pragas ineficaz
Vedação eficaz do armazém de embalagens
Controlo de pragas eficaz e controlado por técnico externo
Cumprimento das boas práticas armazenagem
Físico
Poeiras
Matéria fecal
de roedores
Ausência
Armazenagem/Manuseamento incorrecto
Deficiente limpeza do armazém
Controlo de pragas ineficaz
Sensibilização dos operadores
Cumprimento do Código de Boas Práticas
Cumprimento das Boas Práticas de Armazenagem
Cumprimento do Plano de Higienização e registo
Controlo de pragas eficaz e controlado por técnico externo
Químico Matéria fecal
de roedores Ausência
Incorrecta vedação do armazém
Controlo de pragas ineficaz
Deficiente limpeza do armazém
Controlo de pragas eficaz controlado por técnico externo
Cumprimento do plano de higienização e registo
Recepção de
matéria primas (3) Biológico
(Anexo A, Tabela A) Recepção de matéria primas já contaminadas do
fornecedor
Proliferação microbiológica durante o transporte por
tempo e temperaturas inadequadas
Exposição prolongada das matéria primas a
Requisição da ficha técnica/certificado de análise ao fornecedor
Cumprimento do plano de monitorização à recepção
Inspecção visual do material de acondicionamento das matéria
primas
Controlo de pragas eficaz controlado por técnico externo Pragas Ausência
Tabela 8-2 – Perigos associados a cada etapa do processo, especificação do perigo, nível de aceitação, a causa e medidas preventivas.

Anexos
Ana Cristina de Sousa Leite IX
Etapa Perigo Descrição Nível de
aceitação Causa Medidas preventivas
temperaturas inadequadas no corredor do cais
Controlo de pragas ineficaz
Físico Materiais
estranhos Ausência
Deficientes práticas de fabrico do fornecedor
Contaminação durante o transporte
Utilização de material de condicionamento em mau
estado de conservação
Requisição da ficha técnica/certificado de análise ao fornecedor
Cumprimento do plano de monitorização à recepção
Inspecção visual do material de acondicionamento das matéria
primas
Químico Materiais
tóxicos Ausência
Deficientes práticas de armazenagem ou fabrico do
fornecedor
Transporte efectuado em condições inadequadas
Requisição da ficha técnica/certificado de análise ao fornecedor
Cumprimento do plano de monitorização à recepção
Armazenagem à
temperatura
ambiente (4)
Biológico
(Anexo A, Tabela A) Deficiente higienização do armazém
Controlo de pragas ineficaz
Armazenagem incorrecta
Cumprimento do plano de higienização e registo
Controlo de pragas eficaz controlado por técnico externo
Cumprimento das boas práticas de armazenagem Pragas Ausência
Físico
Materiais
estranhos
Matéria fecal
de roedores
Ausência
Deficientes práticas de armazenagem
Deficiente higienização do armazém
Controlo de pragas ineficaz
Cumprimento das boas práticas de armazenagem
Cumprimento do plano de higienização e registo
Controlo de pragas eficaz controlado por técnico externo
Químico Matéria fecal
de roedores Ausência
Incorrecta vedação do armazém
Controlo de pragas ineficaz
Deficiente higienização do armazém
Controlo de pragas eficaz controlado por técnico externo
Cumprimento do plano de higienização
Armazenagem à
temperatura de
refrigeração (5)
Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
dos produtos
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Cumprimento das boas práticas de armazenagem
Preparação de
ingredientes (6),
Pesagem (7),
Mistura de
ingredientes (8),
Biológico
(Anexo A, Tabela A) Exposição prolongada a temperaturas elevadas
Contaminações cruzadas
Práticas de fabrico incorrectas
Práticas de higiene incorrectas
Controlo de pragas ineficaz
Boas práticas de fabrico e manipulação
Boas práticas de higiene
Cumprimento do plano de higienização e registo
Controlo de pragas eficaz controlado por técnico externo Pragas Ausência

Anexos
Ana Cristina de Sousa Leite X
Etapa Perigo Descrição Nível de
aceitação Causa Medidas preventivas
Amassadura (9),
Corte,
Moldagem/Enfor
magem (10),
Tender em
carregadores de
telas, tabuleiros
ou formas (11)
Físico
Materiais
estranhos
(material da
embalagem,
PVC,
parafusos)
Ausência
Deficientes práticas de fabrico do fornecedor
Desprendimento de materiais dos equipamentos
Práticas de fabrico incorrectas
Práticas de higiene incorrectas
Manutenção preventiva dos equipamentos
Boas práticas de fabrico e manipulação
Boas práticas de higiene
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Químico
Resíduos de
detergentes/des
infectantes
Materiais
tóxicos
Ausência
Deficientes práticas de higienização
Absorção de produtos químicos tóxicos quando
acondicionados em recipientes não próprios
Cumprimento do plano de higienização e registo
Utilização obrigatória de recipientes próprios para contacto com
alimentos
Congelação (12) Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
de produtos congelados
Deficientes práticas de manipulação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Boas práticas de manipulação
Cumprimento do binómio tempo/temperatura no túnel
Descongelação
(13) Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
de produtos congelados
Deficientes práticas de manipulação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Boas práticas de manipulação
Levedação/
Fermentação (14) Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Levedação/Fermentação por período de tempo
excessivo
Deficientes práticas de manipulação
Deficiente higienização das câmaras de levedação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Cumprimento do binómio tempo/temperatura de levedação
Boas práticas de manipulação
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Tratamento
térmico (15)
(cozedura e
Biológico (Anexo A, Tabela A) Ineficiência na destruição da carga microbiológica
Contaminações cruzadas
Cumprimento do binómio tempo/temperatura estipulado
Boas práticas de fabrico e manipulação

Anexos
Ana Cristina de Sousa Leite XI
Etapa Perigo Descrição Nível de
aceitação Causa Medidas preventivas
fritura)
Tratamento
térmico (15)
(cozedura e
fritura)
Químico Compostos
indesejáveis Ausência
Formação de compostos indesejáveis por oxidação
dos óleos de fritura ou abuso do binómio
tempo/temperatura na cozedura
Cumprimento do binómio tempo/temperatura estipulado.
Análises regulares ao óleo das fritadeiras.
Arrefecimento
(16) Biológico (Anexo A, Tabela A)
Contaminações cruzadas
Práticas de fabrico incorrectas
Práticas de manipulação incorrectas
Práticas de higiene incorrectas
Cumprimento das boas práticas de fabrico e manipulação
Cumprimento das boas práticas de higiene
Cumprimento do plano de higienização e registo
Desenformagem
(17),
Acabamento/Rech
eio (24)
Biológico (Anexo A, Tabela A)
Contaminações cruzadas
Práticas de fabrico incorrectas
Práticas de manipulação incorrectas
Práticas de higiene incorrectas
Cumprimento das boas práticas de fabrico e manipulação
Cumprimento das boas práticas de higiene
Cumprimento do plano de higienização e registo
Físico Materiais
estranhos Ausência
Práticas de fabrico incorrectas
Práticas de manipulação incorrectas
Práticas de higiene incorrectas
Desprendimento de materiais dos equipamentos
Cumprimento das boas práticas de fabrico e manipulação
Cumprimento das boas práticas de higiene
Químico
Resíduos de
detergentes/des
infectantes
Ausência Deficiente higienização das formas Cumprimento do plano de higienização e registo
Expedição (19),
Distribuição (20)
Físico Materiais
estranhos Ausência
Práticas de manipulação incorrectas
Desprendimento de materiais dos equipamentos
Cumprimento das boas práticas de manipulação
Manutenção preventiva dos equipamentos
Químico
Resíduos de
detergentes/des
infectantes
Ausência Deficientes práticas de higienização Cumprimento do plano de higienização e registo
Refrigeração (21) Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
de produtos refrigerados
Deficientes práticas de manipulação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores

Anexos
Ana Cristina de Sousa Leite XII
Etapa Perigo Descrição Nível de
aceitação Causa Medidas preventivas
Boas práticas de manipulação
Químico
Resíduos de
detergentes/des
infectantes
Ausência Deficientes práticas de higienização Cumprimento do plano de higienização e registo
Armazenagem em
câmara de
congelação de
produto
intermédio (22)
Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
de produtos refrigerados
Deficientes práticas de manipulação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Boas práticas de manipulação
Preparação de
recheios (23)
Biológico (Anexo A, Tabela A)
Exposição prolongada a temperaturas elevadas
Contaminações cruzadas
Práticas de fabrico incorrectas
Práticas de higiene incorrectas
Cumprimento do binómio tempo/temperatura (receios que
necessitem tratamento térmico)
Boas práticas de fabrico e manipulação
Boas práticas de higiene
Cumprimento do plano de higienização e registo
Físico Materiais
estranhos Ausência
Práticas de fabrico incorrectas
Práticas de higiene incorrectas
Desprendimento de materiais dos equipamentos
Cumprimento das boas práticas de fabrico
Cumprimento das boas práticas de higiene
Manutenção preventiva dos equipamentos
Cumprimento do plano de higienização e registo
Químico
Resíduos de
detergentes/des
infectantes
Materiais
tóxicos
Ausência
Deficientes práticas de higienização
Absorção de produtos químicos tóxicos quando
acondicionados em recipientes não próprios
Cumprimento do plano de higienização e registo
Utilização obrigatória de recipientes próprios para contacto com
alimentos
Armazenagem em
câmara de
refrigeração (25)
Biológico (Anexo A,
Tabela A)
Avaria do
sistema de
refrigeração
Deficiente
higienização das
câmaras de
conservação de
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Boas práticas de manipulação

Anexos
Ana Cristina de Sousa Leite XIII
Etapa Perigo Descrição Nível de
aceitação Causa Medidas preventivas
produtos
refrigerados
Deficientes
práticas de
manipulação
Químico
Resíduos de
detergentes/des
infectantes
Ausência Deficientes práticas de higienização Cumprimento do plano de higienização e registo
Armazenagem em
câmara de
congelação de
produto acabado
(26)
Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
de produtos refrigerados
Deficientes práticas de manipulação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Boas práticas de manipulação
Descongelação de
produto acabado
(27)
Biológico (Anexo A, Tabela A)
Avaria do sistema de refrigeração
Deficiente higienização das câmaras de conservação
de produtos refrigerados
Deficientes práticas de manipulação
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos operadores
Boas práticas de manipulação

Anexos
Ana Cristina de Sousa Leite XIV
AnexoVII. Significância dos perigos nas diferentes etapas dos processos da Fábrica de Pastelaria S.Silvestre
Na Tabela 8-3 apresenta-se o grau de significância dos perigos nas diferentes etapas da Fábrica de Pastelaria S.Silvestre
Etapa Perigo Descrição Nível de
aceitação
Risco
(R) Severidade (G) R x G S/NS
Recepção do material de
embalagem (1)
Biológico Fungos Ausência 10 100 1000 NS
Físico Poeiras Ausência 10 100 1000 NS
Químico Materiais tóxicos Ausência 10 100 1000 NS
Armazenagem do material de
embalagem (2)
Biológico Fungos Ausência 10 100 1000 NS
Pragas Ausência 10 100 1000 NS
Físico Poeiras Ausência 10 100 1000 NS
Matéria fecal de roedores Ausência 10 100 1000 NS
Químico Matéria fecal de roedores Ausência 10 100 1000 NS
Recepção de matéria prima (3)
Biológico Anexo A, Tabela A 10 100 1000 NS
Pragas Ausência 10 100 1000 NS
Físico Materiais estranhos Ausência 10 100 1000 NS
Químico Materiais tóxicos Ausência 10 100 1000 NS
Armazenagem à temperatura
ambiente (4)
Biológico Anexo A, Tabela A 10 100 1000 NS
Pragas Ausência 10 100 1000 NS
Físico Materiais estranhos Ausência 10 100 1000 NS
Matéria fecal de roedores Ausência 10 100 1000 NS
Químico Matéria fecal de roedores Ausência 10 100 1000 NS
Armazenagem à temperatura de
refrigeração (5) Biológico Anexo A, Tabela A 10 100 1000 NS
Tabela 8-3 – Grau de significância dos diferentes perigos associados às etapas da Fábrica de Pastelaria S.Silvestre. Sendo S – significativo e NS – não significativo.
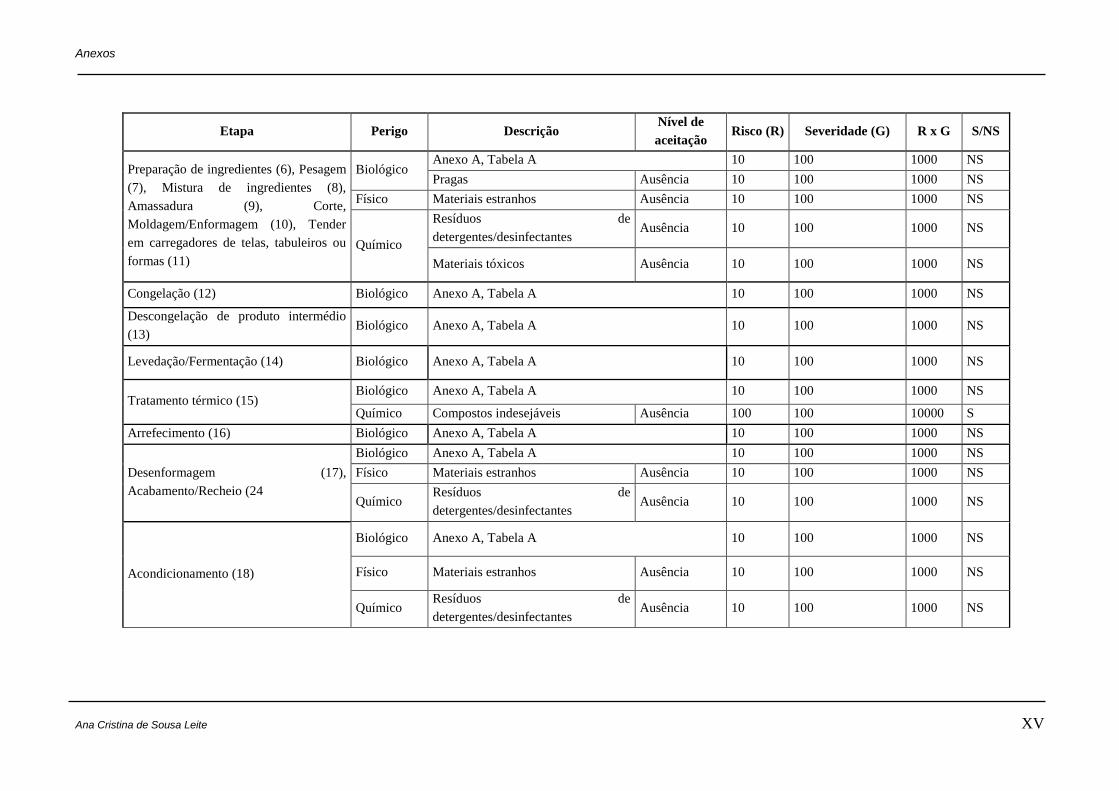
Anexos
Ana Cristina de Sousa Leite XV
Etapa Perigo Nível de
aceitação
RISCO
(R)
SEVERIDADE
(G) R x G S/NS
Expedição (19), Distribuição (20)
Biológico Anexo A, Tabela A 100 100 10000 S
Físico Materiais estranhos Ausência 10 100 1000 NS
Químico Resíduos de
detergentes/desinfectantes Ausência 10 100 1000 NS
Refrigeração (21)
Biológico Anexo A, Tabela A 10 100 1000 NS
Químico Resíduos de
detergentes/desinfectantes Ausência 10 100 1000 NS
Armazenagem em câmara de
congelação de produto intermédio (22) Biológico Anexo A, Tabela A
10 100 1000 NS
10 100 1000 NS
Preparação de recheios (23)
Biológico Anexo A, Tabela A 10 100 1000 NS
Físico Materiais estranhos Ausência 10 100 1000 NS
Químico Resíduos de
detergentes/desinfectantes Ausência 10 100 1000 NS
Armazenagem em câmara de
refrigeração de produto acabado (25)
Biológico Anexo A, Tabela A 100 100 10000 S
Químico Resíduos de
detergentes/desinfectantes Ausência 10 10 100 NS
Armazenagem em câmara de
congelação de produto acabado (26) Biológico Anexo A, Tabela A 10 100 1000 NS
Descongelação de produto acabado
(27) Biológico Anexo A, Tabela A 10 100 1000 NS
Etapa Perigo Descrição Nível de
aceitação Risco (R) Severidade (G) R x G S/NS
Preparação de ingredientes (6), Pesagem
(7), Mistura de ingredientes (8),
Amassadura (9), Corte,
Moldagem/Enformagem (10), Tender
em carregadores de telas, tabuleiros ou
formas (11)
Biológico Anexo A, Tabela A 10 100 1000 NS
Pragas Ausência 10 100 1000 NS
Físico Materiais estranhos Ausência 10 100 1000 NS
Químico
Resíduos de
detergentes/desinfectantes Ausência 10 100 1000 NS
Materiais tóxicos Ausência 10 100 1000 NS
Congelação (12) Biológico Anexo A, Tabela A 10 100 1000 NS
Descongelação de produto intermédio
(13) Biológico Anexo A, Tabela A 10 100 1000 NS
Levedação/Fermentação (14) Biológico Anexo A, Tabela A 10 100 1000 NS
Tratamento térmico (15) Biológico Anexo A, Tabela A 10 100 1000 NS
Químico Compostos indesejáveis Ausência 100 100 10000 S
Arrefecimento (16) Biológico Anexo A, Tabela A 10 100 1000 NS
Desenformagem (17),
Acabamento/Recheio (24
Biológico Anexo A, Tabela A 10 100 1000 NS
Físico Materiais estranhos Ausência 10 100 1000 NS
Químico Resíduos de
detergentes/desinfectantes Ausência 10 100 1000 NS
Acondicionamento (18)
Biológico Anexo A, Tabela A 10 100 1000 NS
Físico Materiais estranhos Ausência 10 100 1000 NS
Químico Resíduos de
detergentes/desinfectantes Ausência 10 100 1000 NS

Anexos
Ana Cristina de Sousa Leite XVI
AnexoVIII. Identifi
cação de Pontos críticos (PC) e Pontos Críticos de Controlo (PCC) atendendo à Árvore de Decisão
ETAPA PERIGO DESCRIÇÃO NIVEL DE
ACEITAÇÃO MEDIDAS PREVENTIVAS Q1 Q2 Q3 Q4
Plano
HACCP
Recepção do
material de
embalagem (1)
Biológico Fungos Ausência Requisição dos certificados de conformidade das embalagens ao fornecedor
Cumprimento do plano de monitorização à recepção S N N - PC
Físico Poeiras Ausência Requisição dos certificados de conformidade das embalagens ao fornecedor
Cumprimento do plano de monitorização à recepção S N N - PC
Químico Materiais tóxicos Ausência Requisição dos certificados de conformidade das embalagens ao fornecedor S N N - PC
Armazenagem do
material de
embalagem (2)
Biológico Fungos
Pragas Ausência
Vedação eficaz do armazém de embalagens
Controlo de pragas eficaz e controlado por técnico externo
Cumprimento das boas práticas de armazenagem
S N N - PC
Físico
Poeiras
Matéria fecal de
roedores
Ausência
Sensibilização dos operadores
Cumprimento das boas práticas de armazenagem
Controlo de pragas eficaz efectuado por técnico externo
Cumprimento do plano de higienização e registo
S N N - PC
Químico Matéria fecal de
roedores Ausência
Controlo de pragas eficaz e controlado por técnico externo
Cumprimento do plano de higienização e registo S N N - PC
Recepção de
matéria prima (3)
Biológico
Anexo A, Tabela A Requisição da ficha técnica/certificado de análise ao fornecedor
Cumprimento do plano de monitorização à recepção S N N - PC
Pragas Ausência Inspecção visual do material de acondicionamento das matéria primas
Controlo de pragas eficaz efectuado por técnico externo S N N - PC
Físico Materiais
estranhos Ausência
Requisição da ficha técnica/certificado de análise ao fornecedor
Cumprimento do plano de monitorização à recepção
Inspecção visual das matéria primas aquando da sua preparação
S N N - PC
Químico Materiais tóxicos Ausência Requisição da ficha técnica/certificado de análise ao fornecedor
Cumprimento do plano de monitorização à recepção S N N - PC
Tabela 8-4 – Identificação de pontos críticos e pontos críticos de controlo, com recurso à árvore de decisão, para cada perigo identificado nas diversas áreas da empresa.

Anexos
Ana Cristina de Sousa Leite XVII
ETAPA PERIGO DESCRIÇÃO NIVEL DE
ACEITAÇÃO MEDIDAS PREVENTIVAS Q1 Q2 Q3 Q4
Plano
HACCP
Armazenagem à
temperatura
ambiente (4)
Biológico
Anexo A, Tabela A Cumprimento do plano de higienização e registo
Cumprimento das boas práticas de armazenagem
Controlo de pragas eficaz controlado por técnico externo
S N N - PC
Pragas Ausência
Físico Materiais
estranhos Ausência
Cumprimento das boas práticas de armazenagem
Cumprimento do plano de higienização e registo
Controlo de pragas efectuado por técnico externo
S N N - PC
Químico Materiais tóxicos Ausência Controlo de pragas eficaz efectuado por técnico externo
Cumprimento do plano de higienização e registo S N N - PC
Armazenagem à
temperatura de
refrigeração (5)
Biológico Anexo A, Tabela A
Manutenção preventiva dos equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização
Formação/Sensibilização dos operadores
Cumprimento das boas práticas de armazenagem
Cumprimento das boas práticas de armazenagem
S N S N PCC1
Preparação de
ingredientes (6),
Pesagem (7),
Mistura de
ingredientes (8),
Amassadura (9),
Corte,
Moldagem/Enfor
magem (10),
Tender em
carregadores de
telas, tabuleiros
ou formas (11)
Biológico
Anexo A, Tabela A Boas práticas de fabrico e manipulação
Boas práticas de higiene S N S S PC
Pragas Ausência Cumprimento do plano de higienização e registo
Controlo de pragas eficaz efectuado por técnico externo S N N - PC
Físico Materiais
estranhos Ausência
Manutenção preventiva de equipamentos
Boas práticas de fabrico e manipulação
Boas práticas de higiene
Cumprimento do plano de higienização e registo
Formação do pessoal
S N N - PC
Químico
Resíduos de
detergentes/desinf
ectantes
Ausência Cumprimento do plano de higienização e registo
Utilização obrigatória de recipientes próprios para alimentos S N S S PC
Materiais tóxicos Ausência

Anexos
Ana Cristina de Sousa Leite XVIII
ETAPA PERIGO DESCRIÇÃO NIVEL DE
ACEITAÇÃO MEDIDAS PREVENTIVAS Q1 Q2 Q3 Q4
Plano
HACCP
Congelação (12) Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação
Cumprimento do binómio tempo/temperatura no túnel
S S - - PCC5
Descongelação de
produto intermédio
(13)
Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação
S S - - PCC1
Levedação/Ferment
ação (14) Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Formação/Sensibilização dos colaboradores
Boas práticas de fabrico e manipulação
Cumprimento do binómio tempo/temperatura de levedação
S N S S PC
Tratamento térmico
(15)
Biológico Anexo A, Tabela A Cumprimento do binómio tempo/temperatura estipulado
Boas práticas de fabrico e manipulação S S - - PCC4
Químico Compostos
indesejáveis Ausência
Cumprimento do binómio tempo/temperatura
Análises regulares ao óleo das fritadeiras S S - - PCC3
Arrefecimento (16) Biológico Anexo A, Tabela A
Cumprimento de boas práticas de fabrico e manipulação
Cumprimento de boas práticas de higiene
Cumprimento do plano de higienização e registo
S N N - PC

Anexos
Ana Cristina de Sousa Leite XIX
ETAPA PERIGO DESCRIÇÃO NIVEL DE
ACEITAÇÃO MEDIDAS PREVENTIVAS Q1 Q2 Q3 Q4
Plano
HACCP
Desenformagem
(17),
Acabamento/Rechei
o (24)
Biológico Anexo A, Tabela A
Cumprimento de boas práticas de fabrico e manipulação
Cumprimento de boas práticas de higiene
Cumprimento do plano de higienização e registo
S N N - PC
Físico Materiais
estranhos Ausência
Cumprimento de boas práticas de manipulação
Cumprimento de boas práticas de higiene S N N - PC
Químico
Resíduos de
detergentes/desinf
ectantes
Ausência Cumprimento do plano de higienização e registo S N N - PC
Acondicionamento
(18)
Biológico Anexo A, Tabela A
Cumprimento de boas práticas de manipulação
Cumprimento de boas práticas de fabrico
Cumprimento de boas práticas de higiene
S N N - PC
Físico Materiais
estranhos Ausência
Cumprimento de boas práticas de manipulação
Cumprimento de boas práticas de fabrico
Manutenção preventiva de equipamentos
S N N - PC
Químico
Resíduos de
detergentes/desinf
ectantes
Materiais tóxicos
Ausência Cumprimento do plano de higienização e registo
Utilização obrigatória de recipientes próprios para alimentos S N N - PC
Expedição (19),
Distribuição (20) Biológico Anexo A, Tabela A
Cumprimento de boas práticas de manipulação
Cumprimento de boas práticas de higiene
Manutenção preventiva de equipamentos
Cumprimento do plano de higienização definido para veículos e registo
Distribuir produtos refrigerados/congelados em veículo refrigerado
Controlo da temperatura do veículo
S S - - PCC6
Físico Materiais
estranhos Ausência
Cumprimento de boas práticas de manipulação
Manutenção preventiva de equipamentos S N N - PC
Químico
Resíduos de
detergentes/desinf
ectantes
Ausência Cumprimento do plano de higienização e registo S N N - PC

Anexos
Ana Cristina de Sousa Leite XX
ETAPA PERIGO DESCRIÇÃO NIVEL DE
ACEITAÇÃO MEDIDAS PREVENTIVAS Q1 Q2 Q3 Q4 Plano HACCP
Refrigeração (21)
Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação
S N N - PC
Químico
Resíduos de
detergentes/desin
fectantes
Ausência Cumprimento do plano de higienização e registo S N N - PC
Armazenagem em
câmara de
congelação de
produto intermédio
(22)
Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação
S S - - PCC2
Preparação de
recheios (23)
Biológico Anexo A, Tabela A
Cumprimento do binómio tempo/temperatura (recheios que necessitem
tratamento térmico)
Cumprimento de boas práticas de fabrico e manipulação
Cumprimento de boas práticas de higiene
Cumprimento do plano de higienização e registo
S S - - PCC4
Físico Materiais
estranhos Ausência
Manutenção preventiva de equipamentos
Cumprimento de boas práticas de fabrico e manipulação
Cumprimento de boas práticas de higiene
Cumprimento do plano de higienização e registo
S N N - PC
Químico
Resíduos de
detergentes/desinf
ectantes
Ausência
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Utilização obrigatória de recipientes próprios para alimentos
S N N - PC

Anexos
Ana Cristina de Sousa Leite XXI
ETAPA PERIGO DESCRIÇÃO NIVEL DE
ACEITAÇÃO MEDIDAS PREVENTIVAS Q1 Q2 Q3 Q4 Plano HACCP
Armazenagem em
câmara de
refrigeração de
produto acabado
(25)
Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
S S - - PCC1
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação
Químico
Resíduos de
detergentes/desinf
ectantes
Ausência Cumprimento do plano de higienização e registo S N N - PC
Armazenagem em
câmara de
congelação de
produto acabado
(26)
Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
S S - - PCC2
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação
Descongelação de
produto acabado
(27)
Biológico Anexo A, Tabela A
Manutenção preventiva de equipamentos
S S - - PCC1
Plano anual de calibração e ensaio
Monitorização da temperatura da câmara
Cumprimento do plano de higienização e registo
Formação/Sensibilização dos colaboradores
Boas práticas de manipulação

Anexos
Ana Cristina de Sousa Leite XXII
Anexo A
Parâmetro Valor de aceitação
Bolores e leveduras (ufc/g) ≤ 5x102
Bactérias sulfito redutoras (ufc/g)
Bactérias coliformes (ufc/g) ≤ 1x103
Bactérias coliformes (ufc/100mL) 0
E. coli (ufc/g) ≤ 1x101
E. coli (ufc/100mL) 0
Microrganismos a 22ºC (ufc/mL) ≤ 100
Microrganismos a 30ºC (ufc/g) ≤ 1x105
Microrganismos a 37ºC (ufc/mL) ≤ 20
Staphylococus coagulase positiva
(ufc/g) ≤ 1x10
2
Bacillus cereus (ufc/g) ≤ 1x103
Salmonella /25g* Ausência
Listeria monocytogenes /25g* Ausência
* (Segundo amostragem referida no Regulamento 1441/2007 de
05 de Dezembro)
Tabela A – Parâmetros microbiológicos e valores de aceitação.
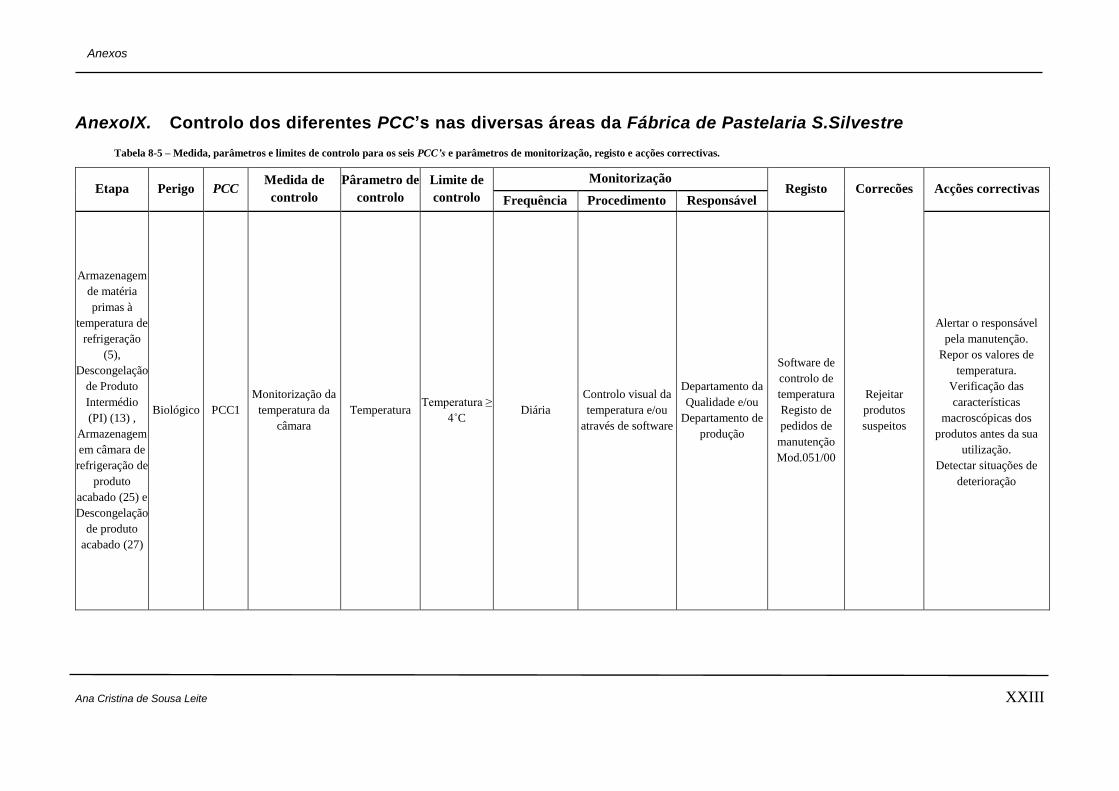
Anexos
Ana Cristina de Sousa Leite XXIII
AnexoIX. Controlo dos diferentes PCC’s nas diversas áreas da Fábrica de Pastelaria S.Silvestre
Etapa Perigo PCC Medida de
controlo
Pârametro de
controlo
Limite de
controlo
Monitorização Registo Correcões Acções correctivas
Frequência Procedimento Responsável
Armazenagem
de matéria
primas à
temperatura de
refrigeração
(5),
Descongelação
de Produto
Intermédio
(PI) (13) ,
Armazenagem
em câmara de
refrigeração de
produto
acabado (25) e
Descongelação
de produto
acabado (27)
Biológico PCC1
Monitorização da
temperatura da
câmara
Temperatura Temperatura ≥
4˚C Diária
Controlo visual da
temperatura e/ou
através de software
Departamento da
Qualidade e/ou
Departamento de
produção
Software de
controlo de
temperatura
Registo de
pedidos de
manutenção
Mod.051/00
Rejeitar
produtos
suspeitos
Alertar o responsável
pela manutenção.
Repor os valores de
temperatura.
Verificação das
características
macroscópicas dos
produtos antes da sua
utilização.
Detectar situações de
deterioração
Tabela 8-5 – Medida, parâmetros e limites de controlo para os seis PCC’s e parâmetros de monitorização, registo e acções correctivas.

Anexos
Ana Cristina de Sousa Leite XXIV
Etapa Perigo PCC Medida de
controlo
Parâmetro
de controlo
Limite de
controlo
Monitorização Registo Correcções
Acções
correctivas Frequência Procedimento Responsável
Armazenagem
de matéria
primas em
câmara de
congelação de
produto
intermédio (22,
Armazenagem
em câmara de
congelação de
produto
acabado (26)
Biológico PCC2
Monitorização da
temperatura da
câmara
Temperatura Temperatura ≤
-18˚C Diária
Controlo visual da
temperatura e/ou
através de software
Departamento da
Qualidade e/ou
Departamento de
produção
Software de
controlo de
temperatura
Registo de
pedidos de
manutenção
Mod.051/00
Rejeitar produtos
suspeitos
Alertar o responsável
pela manutenção.
Repor os valores de
temperatura.
Verificação das
características
macroscópicas dos
produtos antes da sua
utilização.
Detectar situações de
deterioração
Tratamento
térmico (15) Químico PCC3
Evitar o
sobreaquecimento
do banho de
fritura
Proceder à
filtragem do óleo
de forma a
eliminar os
resíduos sólidos
Conservar o óleo
devidamente
tapado
Mudar
periodicamente os
banhos de fritura,
efectuando um
teste colorímetro
rápido
Temperatura
Escala de cor
do teste
colorimétrico
rápido
Temperatura
de fritura:
≤180˚C
Limite
máximo de
utilização: cor
verde
Por
amostragem
Quinzenal
Utilização de
termómetro portátil
por imersão da sonda
durante a fase final da
operação
1º Aquecer o óleo
2º Encher o tubo de
óleo até ao traço
3º Agitar bem
4º Estabilizar
5º Verificar a cor,
comparando com o
padrão e classificar
6º Registar a data no
tubo de teste
7º Conservar os tubos
em caixa plástica
Departamento da
Qualidade ou
Chefe de fabrico
Controlo do
estado de
oxidação e
temperatura dos
óleos de fritura
Mod.059/00
Rejeitar o produto
sujeito a fritura no
banho
Rejeitar o óleo do
banho de fritura
quando este
apresentar, em teste,
coloração verde
azeitona
Substituição integral
do óleo
Regular o termóstato
para temperatura ≤
180ºC
Reparação do
equipamento
Evitar o
sobreaquecimento do
banho de fritura
Mudar
periodicamente os
banhos de fritura,
efectuando um teste
colorímetro rápido

Anexos
Ana Cristina de Sousa Leite XXV
Etapa Perigo PCC Medida de controlo Parâmetro de
controlo
Limite de
controlo
Monitorização Registo Correcções Acções correctivas
Frequência Procedimento Responsável
Tratamento
térmico (15),
Preparação do
Recheio (23)
Biológico PCC4
Cumprimento do
binómio
tempo/temperatura
estipulado (recheios
que necessitem
tratamento térmico)
Tempo e
temperatura
de cozedura
Temperatura ≥
120˚C durante
12 – 15 minutos
Temperatura no
centro do
produto> 85˚C
Mod.040
Por cozedura
(por
amostragem)
Controlo do
tempo e
temperatura de
cozedura e
medição da
temperatura do
centro do
produto após
cozedura
Chefe de
padaria e chefe
de pastelaria
Registo de
temperatura
Mod. 45/00
Submeter o
produto a
novo
tratamento
Cumprir o binómio
tempo/temperatura
estipulado
Congelação
(12) Biológico PCC5
Monitorização da
temperatura da
câmara
Temperatura Temperatura ≤ -
18˚C Diária
Controlo visual
da temperatura
e/ou através de
software
Departamento
da Qualidade
e/ou
Departamento
de produção
Software de
controlo de
temperatura
Registo de
pedidos de
manutenção
Mod.051/00
Rejeitar
produtos
suspeitos
Alertar o responsável
pela manutenção
Repor os valores de
temperatura
Verificação das
características
macroscópicas dos
produtos antes da sua
utilização
Detectar situações de
deterioração
Expedição
(19),
Distribuição
(20)
Biológico PCC6 Controlo da
temperatura do veículo Temperatura
Temperatura
entre -18˚C e -
22˚C (para
produtos
ultracongelados)
Temperatura ≤
12˚C durante 3
horas para os
produtos
refrigerados
Por ciclo Medição da
temperatura Distribuidor
Registo de
temperatura
das viaturas
Mod.060/00
ou ticket
Rejeitar
produtos
suspeitos
Alertar o responsável
pela manutenção
Regular o equipamento
de refrigeração

Anexos
Ana Cristina de Sousa Leite XXVI
Etapa Perigo PCC Medida de
controlo
Pârametro de
controlo
Limite de
controlo
Monitorização
Registo Correcões Acções
correctivas Frequência Procedimento Responsável
Expedição
(19),
Distribuição
(20)
Biológico PCC6
Controlo da
temperatura do
veículo
Temperatura
Temperatura
entre -18˚C e -
22˚C (para
produtos
ultracongelados
)
Temperatura ≤
12˚C durante 3
horas para os
produtos
refrigerados
Por ciclo Medição da
temperatura Distribuidor
Registo de
temperatura
das viaturas
Mod.060/00
ou ticket
Rejeitar produtos
suspeitos
Alertar o responsável
pela manutenção
Regular o
equipamento de
refrigeração

Anexos
Ana Cristina de Sousa Leite XXVII
AnexoX. Cartaz elaborado para sensibilização dos colaboradores
para o processo de recicla gem e para o meio ambiente.

Anexos
Ana Cristina de Sousa Leite XXVIII
AnexoXI. Cartas de Controlo de média e de Amplitude de Pão de
Bico cru e cozido
Os valores de Pão Bico amostrados não preenchem os pré-requisitos para construção de cartas
de controlo, ou seja, não são aleatórios e não se distribuirem normalmente. No entanto forma
construídas, por curiosidade, as cartas de controlo de média e de amplitude deste produto no
estado cru e cozido e são apresentadas de seguida.
50
52
54
56
58
60
62
64
66
68
70
0 20 40 60 80 100
Pe
so m
éd
io d
e P
ão B
ico
cru
(g)
Amostra
Dados recolhidos LC LIC LSC Especificação máxima Especificação mínima
0
2
4
6
8
10
12
14
16
18
20
0 20 40 60 80 100
Am
plit
ud
e m
éd
ia d
o P
ão B
ico
cru
(g)
Amostra
Dados recolhidos LC LIC ou Especificação mínima LSC Especificação máxima
Figura 8-1 – Carta de controlo de média de Pão Bico cru elaborado na Fábrica de Pastelaria S.Silvestre.
Figura 8-2 – Carta de controlo de amplitude de Pão Bico cru elaborado na Fábrica de Pastelaria S.Silvestre.

Anexos
Ana Cristina de Sousa Leite XXIX
Através destas cartas de controlo verifica-se que o processo produtivo de Pão Bico se
encontra ligeiramente fora de controlo estatístico tendo em conta os limites de controlo, mas,
tamném, que se encontram muito distantes do intervalo de valores de especificações
legislativas e contratuais. No entanto, estas são tomadas apenas como observações e não
dados cientificamente correctos uma vez que os dados amostrados não apresentam os pré-
requisitos para construção de cartas de controlo.
40
42
44
46
48
50
52
54
0 20 40 60 80 100
Pe
so m
éd
io d
e P
ão B
ico
co
zid
o (
g)
Amostra
Dados recolhidos LC LIC LSC Especificação máxima Especificação mínima
0
2
4
6
8
10
12
14
0 20 40 60 80 100
Am
plit
ud
e m
éd
ia d
o P
ão B
ico
co
zid
o (
g)
Amostra
Dados recolhidos LC LIC ou Especificação mínima LSC Especificação máxima
Figura 8-3 - Carta de controlo de média de Pão Bico cozido elaborado na Fábrica de Pastelaria S.Silvestre.
Figura 8-4 - Carta de controlo de amplitude de Pão Bico cozido elaborado na Fábrica de Pastelaria S.Silvestre.

Anexos
Ana Cristina de Sousa Leite XXX
AnexoXII. Tabela de constantes utilizadas nos cálculos para as cartas de controlo.
Tabela 8-6 – Tabela de constantes utilizadas na determinação dos limites de controlo das diferentes cartas de controlo possíveis (Pires, 2007)





























