Embed Size (px)
Citation preview

MOLTEN-CAUSTIC-LEACHING (GRAVIMELT) SYSTEM INTEGRATION PROJECT
QUARTERLY REPORT FOR JULY THROUGH SEPTEMBER, 1989 f 6 CONTRACT NUMBER DE-AC22~PC91257
OCTOBER 10, 1989
PREPARED BY APPLIED TECHNOLOGY D I V I S I O N SPACE AND TECHNOLOGY GROUP
ONE SPACE PARK REDONDO BEACH, CA 90278
PREPARED FOR U.S. DEPARTMENT OF ENERGY
PITTSBURGH ENERGY TECHNOLOGY CENTER P.O. BOX 10940 - MS/922-206
PITTSBURGH, PA 15236

DISCLAIMER
Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.

1. EXECUTIVE SUMMARY
Operation o f the Gravimelt Integrated Test C i r cu i t f o r desul fur izat ion and demineralization o f coal has been completed. A 48-test process matrix was performed over 750 hours o f operational time resul t ing i n production o f 3,000 pounds o f t reated coal su i tab le f o r fur ther t e s t and evaluation.
Analysis o f the several thousand data i s underway. Assessment o f coal material balance data shows an average 98% closure wi th 2% conversion o f coal t o humics and phenolics, 3% conversion t o hydrogen and methane and 3 1/2% loss as carbonate.
Assessment o f sul fur forms data shows a mean residual p u r i t i c su l fu r o f 0.022% f o r Pit tsburgh No. 8 seam coal and 0.01% f o r Kentucky No. 9. Organic su l fu r removal was dependent on conditions w i th lowest a t 0.08% a f t e r processing i n the plant. The mean su l fa te su l fu r leve l was 0.28% wi th a standard deviat ion o f only 0.06%.
2.INTRODUCTION AND PROCESS DESCRIPTION
TRW, under sponsorship o f the Department o f Energy's Pit tsburgh Energy Technology Center (Contract No. DE-AC22-86-PC91257) i s evaluating the Gravimelt Process i n commercial equipment i ns ta l l ed i n an Integrated Test Ci rcu i t . The c i r c u i t i s located a t the TRW San Juan Capistrano t e s t s i t e i n Cal i fornia.
The process u t i l i z e s a melt o f sodium hydroxide o r mixtures o f sodium and potassium hydroxides a t temperatures o f 325' t o 415'C t o remove v i r t u a l l y a l l of the su l fu r and mineral matter from coal. The resul ts o f an i n i t i a l ten weeks o f shakedown and operation o f the integrated tes t c i r c u i t show t h a t Eastern coals can be treated t o meet New Source Performance Standards f o r su l fu r oxides control while providing a product with heat content o f 14,000 Btu per pound o r greater and an ash content as low as a few hundreds o f a percent.
The process i s seen as a potent ia l replacement ifor the cos t ly f l u e gas desul fur izat ion systems contemplated f o r smaller u t i l i t i e s and indust r ia l boi lers. The product coal might also displace o i l i n some turbine and diesel engines and may have appl icat ion as an inexpensive preactivated or act ivated carbon f o r ext ract ion o f po l lu tants from waste water and can po ten t ia l l y be used t o clean-up and concentrate radioactive or tox ic waste. Process and p lant descript ions are presented i n the next two sections .
1

2.1 Process Description
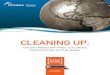
A schematic o f the Gravimelt process i s shown i n Figure 1. i s f i r s t combined w i th a mixture o f dry sodium hydroxide or m and potassium hydroxides i n a rotary k i l n reactor where the heated t o reaction temperatures o f 325' t o 415'C become sorbed i n the coal matrix, 2) react and su l fu r and mineral matter.
The reaction mixture e x i t s the rotary k
Feed coal xed sodium mixture is
causing the caustic t o 1) then 3) dissolve the coal
I n i n the form o f pe l l e t s which are next washed with water i n a countercurrent separation system o f f i l t e r s and centrifuges. As an example, the use o f four weights o f wash water per weight o f coal resul ts i n a coal cake containing up t o two parts o f wash water per par t o f coal ex i t i ng the l a s t stage o f the countercurrent system, and also a 50 percent aqueous reacted caustic so lut ion e x i t i n g the f i r s t stage o f f i l t r a t i o n which contains nearly a l l o f the coal-derived s i l i con , aluminum, carbonate and su l fu r content. The coal-derived i r o n (usually 2-3 percent o f the weight o f the coal) and a small amount o f sodium and/or potassium (0.1-2 percent o f the weight o f the coal) remains w i th the coal e x i t i n g the countercurrent f i l t r a t i o n system.
The coal cake i s next washed t o remove the residual i r o n and caustic with, f o r example, three weights o f process water, again i n a countercurrent mode. Su l fu r ic acid i s added t o the f i r s t stage t o dissolve the residual a l k a l i and i ron hydroxide. A typ ica l coal cake entering the acid wash f i l t r a t i o n t r a i n contains two (or as l i t t l e as one-half) weights o f sorbed water while the product coal e x i t i n g the t r a i n contains one ten th t o one weight o f sorbed water. Where two weights o f wash water enter the acid wash section on the coal cake and the product coal carr ies one weight o f water, the acid ext ract leaving the f i r s t stage of the ac id wash section consists o f four weights o f water containing 250 t o 5,000 ppm of mixed sodium and potassium and 5,000 t o 10,000 ppm o f i ron .
A l l o f the i r o n su l fa te and a por t ion o f the a l k a l i sul fates i n t h i s stream can be removed by a sequence o f heating and lime treatment t o form insoluble minerals. The water can be recycled.
The aqueous caustic i s limed a t 400 t o 1250C t o remove the coal derived minerals and carbonate, and the p u r i f i e d l i q u i d i s sent t o a caustic evaporator where two weights o f wash water are recovered for recycle t o the f i r s t wash t r a i n while producing anhydrous caustic for reuse i n ext ract ion o f coal.
2

TRW Gravimelt Process
EVAPORATOR
DRY CAUSTIC
FEED COAL
WATER
KILN REACTOR WATER WASH
WATER
WATER - Acln
ACID /WATL R TREATMENT n
WATER
. GRAVIMELT COAL
Figure 1, Qravimelt Process Flow Schematic
3

2.2 Integrated Test C i rcu i t Description
The t e s t c i r c u i t consists o f s i x u n i t operations (see Figure 1 ) which together provide a continuous system f o r leaching coal and regenerating the caustic reactant and wash water. These un i t s are a) a k i l n f o r reacting molten caustic wi th coal, b) a seven stage water washing section f o r recovering caustic from the coal, c) a three stage acid washing section f o r removing the l a s t traces o f metals and a l k a l i and providing an u l t r a pure coal product, d) a water treatment section t o provide e i ther dischargeable or recyclable water, e) a regeneration section t o provide pu r i f i ed aqueous caustic and f) an evaporator section t o provide molten caustic f o r recycle t o the k i l n reactor.
The integrated t e s t c i r c u i t f a c i l i t y contains more than 160 pieces o f equipment including f i l t e r s , centrifuges, tanks, reactors, feeders and the k i l n and r i s i n g f i l m evaporator. It occupies 3,700 square feet and i s f i t t e d w i th more than 6,000 fee t o f piping, 425 valves, 80 instruments and controls as wel l as a control room with computer control and data acquis i t ion and reduction system.
3. PROJECT DESCRIPTION
The object ive o f t h i s pro ject i s t o design, construct and operate an integrated t e s t c i r c u i t (as shown i n Figure 1) f o r evaluation o f the Gravimelt Process and production o f desulfurized and demineralized coal samples.
The pro ject consists o f e ight tasks f o r planning, design, equipment procurement, construction and shakedown, t e s t planning, operation, data assessment and management.
4. PROJECT ACCOMPLISHMENTS
Assessment o f data fo r coal hydrocarbon material balance, su l fu r forms remaining i n processed coal and formation o f humics and phenolics i s presented i n the sections t o follow. Uore than 4000 analyses were obtained on process streams such as product coal, intennediate coal, s lu r r ies , f i l t e r cakes and f i l t r a t e s during 750 hours o f matr ix test ing. The cost o f the analyses and assessment o f the analyses, as shown below, const i tuted 45% o f the t o t a l budget f o r p lant operation, sample analysis and data assessment. I n order t o r e s t r i c t these costs t o the 45% level and not reduce budget for operation, it was necessary t o l i m i t analyses of process streams. Thus, stream data points are of ten used t o cover a wide range o f operating hours and computations are somatimes used, based on data, f o r material balance calculations.
4

4.1 Coal Material Balance
The coal material balances f o r a l l nine MCL runs, subsequent t o shakedown, are shown i n Table 1. These material balances are based on the coal feed t o the rotary k i l n , and the washed coal product and k i l n discharge coal product col lected, a l l obtained from the operation log book and corrected t o HAF coal, using feed coal and product coal analysis data. In addit ion, data from the MCL operations show tha t approximately 2% o f the feed coal was converted t o vo la t i l es (mainly methane and hydrogen) i n the k i l n gas, and another 2% t o humics and phenolics. These are used as the basis f o r estimating the amount o f vo la t i l es and humics and phenolics i n each run.
Analysis o f the k i l n discharge product and the spent caustic both show t h a t on the average, approximately 15% o f the cuastic feed was converted t o carbonates. The amount o f coal carbon i n carbonates i s computed using the 15% caustic feed conversion rate, the caustic/coal feed ra t io , and the percentage o f carbon i n carbonates. The su l fu r removed from coal i s computed from the di f ference o f su l fu r content o f the feed coal and the su l fu r contents o f the washed coal product and k i l n discharge coal product.
The amount o f coal f ines col lected i s estimated using the 120 l b per hour caust ic so lut ion rate, the t o t a l hours o f operation o f the caustic wash section i n each run, and the concentration o f coal f ines i n the caustic so lut ion sent t o the bag f i l t e r s (where coal f ines were col lected). Except f o r Runs 2, 3 and 4, the amount o f coal f ines i s based on a 0.435% coal f ines concentration i n the caustic wash solution. The 0.435% coal f ines concentration i n caustic so lut ion was obtained from the average o f Run 1 data. For Runs 2 and 3, coal f ines concentrations o f 0.122% and 0.051% from the analysis o f the caustic wash so lut ion are used. For Run 4, the amount o f coal f ines i s the sum o f the coal f ines col lected on the bag f i l t e r s (46.60 l b on dry basis) and the residual coal f ines t h a t passed through these bag f i l t e r s (85.43 lb). The amount o f residual coal f i nes was exceptional ly high f o r Run 4, because an average o f 0.85% coal f ines concentration was found i n the f i l t e r e d caustic wash solution, probably due t o the use o f f i l t e r media o f incorrect mesh s ize during the operation o f the vacuum f i l t e r . The amount o f coal f i nes i n caustic so lut ion f luctuated during the operation o f each run, and would be s ign i f i can t l y reduced i f the two vacuum f i l t e r s were i n operation and with the proper f i l t e r media.
5 '

Table 1. Coal Material Balance
- - Run 1 Run 2
Coal product ( l b MAF) 270.4
K i l n d i scharge coal ( l b MAF) 111.4
Volatiles i n k i l n gas ( l b ) 14.2
Humics and phenol ics (1 b) 14.2
Carbon i n carbonates ( l b ) 21.8
Coal fines i n bag f i l ters ( l b ) 53.0
S u l f u r removed from coal ( l b ) 22.3
Coal l e f t i n wash section ( l b MAF) 25.0
Coal left i n k i l n ( l b MAF) 47.3
Total coal product and coal d e r i vat i ves (1 b)
Coal feed t o k i l n ( l b MAF)
Mass balance closure (X)
306.9
119.4
13.3
13.3
25.5
0.0
20.2
25.0
29.5
Run 3
04.3
488.8
17.1
17.1
33.4
3.2
30.9
25.0
15.9
Run 4
313.9
179.0
13.9
17.3
31.3
132.0
23.0
25.0
6.0
Run 5
454.3
8.3
16.4
16.4
35.6
54.9
25.9
25.0
33.5
580.4 561.9 715.7 742.2 670.3
611.0 577.8 734.0 743.1 711.2
95.0 97.2 97.5 99.9 94.2
6

Tab1 e 1. Coal Materi a1 Bal ance (Continued)
Coal product (1 b MAF)
K i l n d i scharge coal (1 b MAF)
Vo la t i l e s i n k i l n gas ( l b )
Humics and phenol ics (1 b)
Carbon i n carbonates ( l b )
Coal fines i n bag f i l ters ( l b )
Su l fu r removed from coal ( l b )
Coal l e f t i n wash section ( l b MAF)
Coal l e f t i n k i l n ( l b MAF)
Run 6
556.4
386.4
26.9
26.9
33.8
34.3
35.9
25.0
8.1
Run 7
323.6
68.2
12.2
12.2
29.5
50.6
18.2
25.0
8.6
Run 8
401 .O
168.1
16.7
16.7
28.6
52.2
29.1
25.0
5.7
Run 9
251.3
30.0
9.7
9.7
36.2
42.4
18.5
25.0
4.9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Total coal product and coal d e r i v a t i v e s (1 b) 1133.7 548.1 743.1 427.7
Coal feed t o k i l n ( l b MAF) 1155.9 533.7 758.7 417.2
Mass balance closure (X) 98.1 102.7 97.9 102.5
7

The amount o f coal l e f t i n the wash section a t the end o f each run i s estimated t o be 25 lbs. This i s derived by f i r s t estimating that the amount o f process o lu t ions l e f t i n the wash tanks a t the end o f run would be 514 l b (8 tanks x 14 gallons per tank x 50% f u l l x 8.34 lb/gal lon x 1.1 spec i f i c grav i ty) , and then using an average 3.8% coal concentration i n the so lut ion (obtained from Run 1 data). The amount o f coal l e f t i n the wash tanks is , therefore, 19.5 lb. The 25 l b estimate includes allowance f o r some addit ional coal l e f t i n centr i fuges and process piping. The amount o f coal l e f t i n the rotary k i l n a t the end o f each run i s estimated from review o f the operation log book data. For f i v e o f the nine runs, the equivalent o f one hour o f feed material was l e f t inside the rotary k i l n a t the-end o f each run. For Runs 1, 2, 3 and 5 , however, it appears tha t large quant i t ies o f feed mater ia l were s t i l l l e f t inside the k i l n , because the k i l n was shut o f f shor t l y a f t e r the t ransfer o f addi t ional coal/caustic t o the feed hopper.
As shown i n Table 1, excel lent mass balance closure i s obtained f o r each o f the nine runs, ranging from 94.2% f o r Run 5 t o 102.7% f o r Run 7. For the nine runs combined, the t o t a l coal product and coal der ivat ives amounted t o 6,123 l b , and the t o t a l coal feed t o the rotary k i l n was 6,243 lb. The resu l t ing combined mass balance closure i s 98.1%
4.2 Sul fur Form Analysis
Samples o f k i l n discharge coal and washed coal product from.selected WCL runs were analyzed t o determine the forms o f residual su l fu r present i n MCL coal. A secondary ob ject ive f o r t h i s analysis was t o resolve whether su l fa te su l fu r was fonned i n k i l n processing, or as a resu l t o f subsequent wash by d i l u t e s u l f u r i c acid. Therefore, some o f the samples were only analyzed t o determine su l fa te su l fu r and t o t a l sul fur . I f su l fa tes were formed i n k i l n processing, i t may be possible t o delineate the operating conditions tha t suppress su l fa te fonnation. I f sul fates were formed by d i l u t e s u l f u r i c acid wash, then it may be necessary t o consider al ternate washing schemes i n order t o further reduce residual sulfur leve ls i n HCL coal.
The su l fu r form analysis resu l ts are presented i n Table 2. As shown i n t h i s table, the amount o f su l fa te su l fu r i n HCL coal appears t o remain invar ient of coal type o f processing conditions. The mean su l fa te su l fu r leve l for the WCL coal samples i s 0.28%, with a standard deviat ion o f only 0.06%.
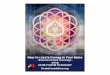
Ten sets o f su l fa te su l fu r data are compared i n Figure 2, wi th each set representing k i l n discharge (KO) coal versus washed coal product (CP) data from the same run. The comparisons show higher KD than CP sulfate su l fu r leve ls i n 6 data sets, same KD and CP su l fa te sulfur leve l i n 1 data set, and lower KD than CP su l fa te leve ls in 3 data sets. I n addition, the Pi t tsburgh No. 8 and the Kentucky NO. 9 coal feed only contains 0.04% and 0.02-0.06% su l fa te su l fur , respectively. These indicate tha t su l fa te su l fu r I n WCL coal i s formed i n k i l n processing, and

Table 2. Sul fur Form A n a l y s i s R e s u l t s
Coal
4C1 PITT 8
681 PITT 8 6Dl PITT 8
7A KENT 9 7A KENT 9 78 KEMT 9 76 KENT 9
7C PITT 8 7C PITT 8 7D PITT 8 7D PITT 8 7E PITT 8
8A PITT 8 8A PITT 8 8B PITT 8 8C PITT 8 80 PITT 8 8E PITT 8 8F PITT 8 8F PITT 8
9A PITT 8 9A PITT 8 9A1 PITT 8 9A1 PITT 8
9B PITT 8 9C PITT 8 9C PITT 8
9B - PITT 8
Sample TvDe
CP
CP CP
CP KD CP KD
CP KD CP KD KD
CP KD CP CP CP CP CP KD
CP KD CP KD CP KD CP KD
% S u l f a t e Sulfur - Mean
0.24
0.29 0.28
0.35 0.29 0.27 0.35
0.26 0.26 0.21 0.36 0.29
0.28 0.34 0.21 0.13 0.25 0.23 0.36 0.35
0.27 0.33 0.30 0.41 0.26 0.28 0.30 0.19
S t d Dev. Data P t s
0.08
0.01
0.08 0.09
-
- - - - - -
0.04
- 0.03 - - 0.07
0.10 - - -
0.03 0.03
0.03 0.08 0.02
-
-
2
1 2
3 3 1 1
1 1 1 1 3
1 4 1 1 2 1 3 1
1 3 2 1 3 1 6 1
% P y r i t i c S u l f u r
0.04
0.01 0.02
0.01 - - - - - - - -
0.02
0.07 0.03 0.03 0.02 0.01
-
- 0.01
0.01
0.003
0.002
- - - -
For p y r i t i c and o r g a n i c sulfur, an '-' i n d i c a t e s no data.
9
X Organic S u l f u r
0.47
1.05 1.09
0.22 - - - - - - - -
0.55
1 .oo 0.61 0.56 0.52 0.63
-
- 0.60
0.41
0.35
0.19
-
- -
% T o t a l S u l f u r
0.74
1.35 1.38
0.59 0.73 0.56 0.63
0.54
0.38 0.66 1.50
-
0.85 0.80 1.37 0.77 0.80 0.76 0.92 1.01
0.88 0.97 0.72 0.79 0.62 1.25 0.49 0.23

n
Figure 2. Comparison of Sulfate Sulfur in Kiln Discharge Coal and Washed Coal Product
10

not due t o washing by d i l u t e s u l f u r i c ac some of the runs, downstream washing i n i t i a l l y formed. Thus, these su l fa te the effect iveness o f the countercurrent plant.
d. It also appears tha t i n a t least removes par t of the sulfate su l fur eve1 comparisons provide evidence of washing scheme i n the integrated MCL
The su l fa te i n MCL coal i s probably present as i ron sul fate, formed from the th iosu l fa te derived from the reaction of sodium or potassium hydroxide with coal p y r i t i c su l fur :
8 FeS2 t 30 NaOH = 14 NazS + NazSzOa t 4 Fez03 t 15 H20
The above reaction indicates tha t 1/8 o f the p y r i t i c su l fu r could be converted t o th iosu l fa te and subsequently t o i ron sul fate, which apparently cannot be readi ly removed from coal by washing wi th water o r d i l u t e su l fu r i c acid. For Pit tsburgh No. 8 coal, the 1.69% p y r i t i c su l fu r and 0.04% sul fa te su l fu r i n the coal feed could resu l t i n 0.25% su l fa te su l fu r i n MCL coal. Simi lar ly, the 1.84% p y r i t i c su l fu r and 0.02-0.06% su l fa te su l fu r i n Kentucky No. 9 coal feed could resu l t i n 0.27% su l fa te su l fu r i n MCL coal. These su l fa te su l fu r leve ls are approximately the same as the average 0.28% su l fa te leve ls determined from the MCL coal samples.
This retent ion o f su l fa te su l fu r can therefore be reduced by u t i l i z i n g low p y r i t e (highly cleaned) coals i n the Gravimelt Process. For example, coal deep cleaned t o 0.5% p y r i t i c su l fur , but containing any amount o f organic su l fu r should be reducable t o 0.1% organic su l fu r (see below), 0.02% p y r i t i c su l fu r (also, see below) and 0.07% su l fa te su l fu r (see above) f o r a t o t a l su l fu r o f 0.19%.
The data presented i n Table 2 also show tha t i n almost every case, the p y r i t i c s u l f u r i n MCL coal has been reduced t o extremely low levels. The mean residual p y r i t i c su l fu r leve l i s 0.022% f o r Pit tsburgh coal, and 0.01% for Kentucky coal. These represent 98.7% and 99.5% removal o f the p y r i t t c sulfur present i n the Pittsburgh and Kentucky coals fed t o the rotary k i l n .
The amount o f residual organic su l fu r i n MCL coal i s strongly dependent on processing conditions. The lowest organic su l fu r leve l found i s 0.08% from a Run - 9 C coal product sample. The e f fec ts o f processing condit ions on su l fur removal w i l l be discussed i n d e t a i l i n a separate section of the f i n a l report.
4.3 Formation O f Humic Acid And Phenolics
Soluble organic compounds present i n the spent caustic solut ions are c lass i f ied as humic materials i f they prec ip i ta te upon ac id i f icat ion, and as phenolic mater ia ls i f they remain soluble upon ac id i f icat ion. Data on the conversion o f coal feed t o humics are presented i n Tabla 3. Data on the conversion t o phenolics are not reported because o f analy t ica l and sampling problems.
11

.
Table 3. Formation o f Humic Acid
- Run
1B 1c 1D
2B 2c 2D 2E
3B1 3C 1
4C 1 4C2 4c3
5B1 5B3 5c5 5c4 5D3
8A 86 8C 8D 8E 8F
9A1 9B 9c
Coal TvDe
PITT 8 PITT 8 PITT 8
PITT 8 PITT 8 KENT 9 KENT 9
PITT 8 PITT 8
PITT 8 PITT 8 PITT 8
PITT 8 PITT 8 KENT 9 KENT 9 KENT 9
PITT 8 PITT 8 PITT 8 PITT 8 PITT 8 PITT 8
PITT 8 PITT 8 PITT 8
KOH/ - NaOH
1 1 1
1 1 1 1
1 1
0 0 0
0 0 0 0 0
1 1 0 0 0 0
1 1 0
Leach Temo, Qc*
259 279 279
259 296 296 307
307 307
290 302 323
302 237 298 223 252
395 395 403 417 389 384
407 415 419
% Coal Converted to Humics - Mean
0.533 0.794 1.231
0.249 0.067 0.236 0.039
0.507 0.217
3.97 5.38 1.74
3.17
1.67 5.95 2.49
1.94 1.20 0.744 1.14 1.27 1.24
1.17 0.209 0.318
10.4
Std Dev.
- 1.041 0.676
0.148 0.060 -
- 0.392 -
- 0.445
- - - - - - -
0.276 - - - - -
0.319
Data P t s Ranse
1 3 4
2 3 1 1
6 1
1 2 1
1 1 1 1 1
1 1 2 1 1 1
1 1 2
0.533 0.105-1.992 0.278-1.872
0.144-0.354 0.027-0.136
0.236 0.039
0.066-1.02 0.217
3.97
1.74
3.17
1.67 5.95 2.49
5.06-5.69
10.4
1.94 1.20
0.548-0.939 1.14 1.27 1.24
1.17 0.209
0.093-0.524
* Leaching temperature is based on temperatures measured by the thermocouple prob placed in either Zone 1 (Runs 4 and 5) or Zone 2 (Runs 8 and 9) o f the rotary ki1; For Runs 1 to 3, the leaching temperature is estimated by assuming a 131 temperature difference between the Zone 1 kiln wall and the caustic/coal mixture.
12

.
Data on the conversion o f coal feed t o humics are also p lo t ted i n Figure 3 as a funct ion of the caustic/coal temperature i n Zone 1 (Runs 1 t o 5) o r Zone 2 (Runs 8 and 9) o f the rotary k i l n . The nitrogen flow was concurrent w i th the coal/caustic f low i n Runs 1 t o 5, and countercurrent t o the coal/caustic f low i n Runs 8 and 9. The net resu l t was tha t i n Runs 1 t o 5, the temperature dif ference between the k i l n wal l and the coal/caustic mixture i n Zone 1 was t y p i c a l l y 131OC. By comparison, the temperature di f ference between the k i l n wall and the coal/caustic mixture i n Zone 2 was only i n the 19-32OC range i n Runs 8 and 9. For Runs 1 t o 5, leaching temperature would increase i n the subsequent zones o f the rotary k i l n and would be higher than the temperature indicated by the Zone 1 probe sensor. For Runs 8 and 9, the leaching temperature i n a l l four zones o f the rotary k i l n would be approximately the same as indicated by the Zone 2 probe sensor.
the
Based on the data from Runs 4C1, 4C2, 5B1, 5B3, 5C4 and 503, formation o f humics appears t o be maximum when only sodium hydroxide was used and when Zone 1 leaching temperatures were near or below 300OC. When mixed caustic was used f o r leaching, the maximum conversion o f coal feed t o humics was less than 2%. However, a t leaching temperatures higher than 384OC, the conversion t o humics was about the same whether sodium hydroxide o r mixed caustic was used, and an average o f 0.96% o f the coal feed was converted t o humics. A t these temperatures, humics formation appears t o decrease with leaching temperature. A t leaching temperatures i n excess o f 415OC (Runs 9B and 9C), the data also show that low conversions o f only 0.2-0.3% o f the coal feed t o humics are achievable.
A t Zone 1 leaching temperatures near o r below 300OC, humics formation was also low when mixed caustic was used (Runs 1 t o 3). Even though the average leaching temperature was higher than tha t f o r Zone 1, these data suggest t h a t it i s possible t o achieve low humics formation under mi ld leaching conditions.
5. PLANNED ACTIVITIES
During the next quarter coal w i l l be packaged for shipment.and process wastes w i l l be disposed. Data assessment w i l l be continued and topical reports w i l l be prepared for t e s t planning, shakedown and operation.
13

A x4 I i f 6r
250
Figure 3. Effect of Leaching Temperature on Conversion to Humics
14