Embed Size (px)
Citation preview

esses
moldoveh1 old the -uring
cast-partsma-
ıtionsıdus-ns asınks, . ,ungs,doorıous-
haveharpıinedın ıınces)25"
endshighned. r>.
,ition
Is Co.
Unit 24. Die Casting
Well over a million tons ofnonferrous metals-aluminum,zinc, magnesium, and brass-went to market in the form ofdie castings this year.
They made their appearancein a great variety of end prod-ucts created by virtually the fullspectrum of metal-consumingindustries.
Die-easting production. is en-tering the million-ton stage, withferrous alloys becoming prom-inent in the picture.
A high standard of livingw1uld not be economicallypossible if it were not for die
.castings. Household appliances,automobiles, smail tools, andelectric motors-these things andmany more are all made pos-sible by the die-easting industry.
Die easting can be defined asthe process of [orcing metal, bypressure-hydraulic or pneu-matic=-into a metal die or mold.The pressures, which range from80 to 40,000 psi (pounds persquare inch) are held until thesolidification of the metal occurs.
Die-easting machines may beclassified as ( ı) hot-chamberand (2) cold-chamber. 24-1.
HOT-CHAMBER PROCESS
In the hot-chamber process,the melting pot is included withthe machine. 24-2. The moltenmetal is forced into ' the moldby means of a plunger or com-pressed air. 24-3 (Page 126).
Both the metal plunger and thedie mechanism are hydraulicallyoperated in the plunger type ma-chine.
The plunger operates in oneend of a gooseneck easting whichis submerged in the moltenmetal. The metal is introducedby gravity into the gooseneck.Af ter the molten metal is ladled
into the machine the rest of theoperations are automatic. Thedownstroke of the plunger ere-ates pressure which causes themetal to be forced along intothe die cavity. Upon solidifi-cation of the metal, the pressureis relieved and the dies areopened. The finished casting isejected by knockout pins.
The operating pressures inthis machine range from 5,600to 22,000 psi.
Process Details
Air operated machines areequipped witha gooseneck cast-
Reed-Prentice Div., Package Machlnery Co.
24-1. 600·ton, cold-charnber, die-easting machine.
24-2. 400·ton, hot-charnber, die-castlng machine.Reed·Prentice Div., Package Machinery Co.
,,
~ >.~:" '~
"t~•
"~, ~ =- . _.

1. One style of cold-chamber, .die-casting machine consists ofcylindrical pressure chamber,generally operated hydraulically,that conveys pressure to a ramor piston. In sequence, the diesare closed and a predeterminedamount of molten metal is la-dled into the cylinder. Theplunger is actuated aıid forcesthe metal into the closed see-tions of the die. 24-5. After themetal solidifies, the cores areremoved, the dies opened, and
the opening of the die cavity the casting is ejected from theand locks itself into position for stationary half of the die. Athe casting operation. Com- cold-chamber machine may bepressed air İs then admitted into used for making castings of alu-the die, where solidification takes minum, magnesium, or brass.place. Af ter the metal solidifies, From 100 to 150 pieces ptthe air pressure is released and hour can be produced by thish
method.t e gooseneck returns to its orig-inal position to receive more' 2. Another style of cold-
chamber machine uses metal iiıa semiliquid or plastic state,which permits the operation ata lower temperature than if us-ing molten metal. 24-6. Longerdie life is obtained. The processreduces the high temperature re-quired to heat such metals asbrass and bronze, which have ahigher melting temperature thaneither aluminum or zinc. Over-heating of dies is eliminated bybeing able to use the metal in asemiliquid state, and less diedamage occurs. The dies are wa-ter cooled to protect the m fromoverheating.
The metal is ladled by handto the compression chamber. itwiII be noted that the com pres-
BURNE
CYLlNDER FOROPENING AND CLOSING DIE
24-3. The hot-charnber or plunger type die-easting maehine is used pri-marily for easting zine alloys. The melting pot is built into the maehine andthe eylinder that leads to the die ehamber always eontains molten metal.
ing that is operated by a liftingdevice. 24-4: The start of theeasting operation begins withthe gooseneck being lowered intothe molten metal where, as justnoted, it is filled through thenozzle by gravity. The raisingmechanism lif ts the gooseneckuntil it comes into contact with
24-4. Cross section of a pneumatie die-easting maehine, having a hori-zontal nozzle in position for tilling a die by air pressure without a plunger.
AIRSUPPLY
126
Section Five • Special Casfing Processes
metal. The dies are opened andthe casting is ejected. The opera-tion is then repeated. Air pres-sures range from 80 to 600 psi.
COLD-CHAMBER PROCESS
Un,
sioıMeberanetheouting
1areeraı
DIE
j
malparthemetdovaligsplitionarearıistiorshriject
!the
! Whı
1cool
ı mmvanı
! cast
tcastof c
(D
lowsmulı
i natiıAsi
i castiı In loi ıipleii ducei timei itiesi shapi
i time
i seveı timei
iJ

ıses r">.
andera-res-psi.
ber,, ofıer,ılly,ramdies
ınedla-
rhe j
.ces tsee- ttheareandthe
Abe
ılu-ıss.~
tper
\:his
,id-in
ıte,at
us-geressre-as
~ aıaner-by1 adieva-Jm
.ndit
es-r>.
'i
Unit 24 • Die Casfing
sion chamber is part of the die.Metal is poured into this cham-ber at the upper part of the dieand forced under pressure intothe die cavity. The ram is movedout, the dies open, and the cast-ing is ejected.
The sprue and excess metalare removed in the finishing op-eration.
DIE-CASTING DIES
A die for die easting is nor-mally made in two parts. Onepart is the front cover portion;the other serves to eject themetal. Each is equipped withdowel pins or other device toalign the two parts, much !ike asplit pattern. The two die see-tions meet at the parting line andale joined by a locking mech-anism when in the closed posi-tion. In cooling, the eastingshrinks onto core pins and pro-jections which are attached tothe ejector portion of the die.When the molten metal hascooled, the ejector plate in themovable part of the die is ad-vanced sufficient1y to force thecasting from the cavity. Thecasting falls clear, and the cycleof operatiorıs is repeated.
Dies may be classified as fol-lows: (1) single-cavity die, (2)mu1tiple-cavity die, (3) combi-nation, used with (4) a unit die.A single-cavity die produces onecasting per cycle of operation.In large production runs a mul-tiple-cavity die is used to pro-duce several castings at the sametime. A combinalion die has cav-ities of two or more differentshapes which are cast at the sametime. A unit die holder holdsseveral die elements at the sametime.
DIE CORE
BA
DIE CORE
D
New.Jersey Zina Co.
24-5. (A) Ladling molten metal into cold ehamber. (B) Af ter molten metalis forced into die. (C) Cores are withdrawn, die opened, and plunger ad-vanced to eject piece. (D) Plunger withdrawn and ejector advanced to force
gate of castings from ejector half of die.
24-6. Die-easting machine designed to use metal in a serni-liquid orplastic state, showing compression chamber in dies.
C
~...-----RAM
~ r: PLASTIC METAL
127

'ials as cast irorı,nds on the metalarts with internalup) are placed inıavity are usuallye as parting com-ıchanical ejectorsı serve as thermal
e molten metal isre opened and theoys and east iron..ss has advantagestl rates. Althoughr low because the
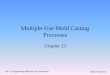
5.7 CASTING OF SHAPES: PERMANENT MOLD 269
FIGURE 5.23 Hot-chamber die-casting process,generally used with low-melting-point alloys such as lead,tin. and zinc. The pressure of the liquid metal in the diemav be on the order of 2000 psi (15 MPa).
This can be ap-.first develops in ar omamental andi fr('~he molds.only __...:necessary
ıto the mo Id cavityre pouring) processity by air pressure.ble plunger is alsoıs is generally usedical products). The
sting. The molten00 and 100,000 p. iart unless clampedımping force. Therc:Id-chamber.ich traps a certaines of about 2000 p. icast by this process.i the life of variou-
FIGURE 5.24 Cold-chamber die-castingprocess,used with high-melting-point alloyssuchas aluminurn. magnesium, and copper.Thepressures are as much ,asan order ofmagnitude higher than those in thehOI-chamberprocess.
In the cold-chamber process (Fig. 5.24), the injection cylinder (shot chamber) isfilled by ladle with molten metal and the metal is forced into the die cavity at pressuresas much as 10 times that in the hot-chamber process. High-melting-point alloys ofaluminum, magnesium, and copper are cast by this process.
Die easting has the advantages of high production rates with good strength,high quality of parts, and good surface details and dimensional accuracy. Equipmentcosts are somewhat high (Fig. 5.25) but labor costs are generally low. One partmade by die easting is sltown in Fig. 5.26. Properties and typical applications ofdie easting alloys are given in Table 5.4.
Split die

270 5/ CASTING PROCESSES
Ejector boxEjector
die Plunger Plunger rod
FIGURE 5.25 Schematic illustration of a die-casting machine. These machines arelarge compared to the size of the casting, because of the high forces required to keepthe two halves of the die closed under the pressure of the molten metal in the diecavities.
~.
5.8 CENTR
FIGURE 5.26 An example of a housing made by die casting. Note the fine detail andcomplex shape of the part that has been east in one piece. Source: Courtesy ofJ. J. Kolar, American Die Casting Institute.

ih
forging cannot be entirely formedby one blow because of the lim-itations of directions in whiehthe metal can be forced at onetime. Therefore the operationsare divided into a number ofsteps and eaeh step changes theform of the part until the finaldesired shape is obtained. Manyproducts cannot be completelyformed on one set of dies, andtherefore it may be necessaryto use more than one set of diesto secure the final shape.
Steam hammers range incapacity from 500 to 50,000pounds and are usually of dou-ble housing design. 31-4. Moststeam hammers today are doubleacting and considerably moreenergy can be obtained at the
31-4. A 50,OOO'pound steam drophammer.
Erie Foundry Co.
152
die from a steam hammer thanwith a board or gravity drophammer.
Action of Boord Drop Hommer
Board drop hammers are stillin use. Many, however, are beingreplaced by air lift, gravity drophammers or powered hammers.
The force of gravity is em-ployed in the board drop ham-mer. 31-5. The ram is raised tostriking position by means ofbo ards, the lower ends of theboards are wedged into the ram.The upper ends pass betweenone or two pairs of rolls. Withthe two rolls, in a pair, rotatingin opposite directions, the boardsand ram are raised when therolls move together. As the ram
31-5. A ı,50Q-pound "FV" boarddrop hammer.
Erie Foundry Co.
Section Six. Hot-Working Metal
reaches the top, the rolls separateand the boards are released.
The ram is opera ted by atreadIe, which, when depressed,eauses the ram to fall. 3ı-6. Aslong as the treadIe is held down,the board drop hammer wiIl au-tomatically deliver blows at auniform rate. The force of theblow can be varied by changingthe distance of the fall, by un-clamping and moving the do gs onthe front rod. The force of thebIows is determined entirely bythe weight of the ram, or failingweight, which in most cornmer-eiaI forging plants is between 600and 6,500 pounds.
31-7stear16,0<
Piston-Lift Action
The piston-lift hammer usescompressed air or steam to liftthe ram, then lets it fa11by grav-ity similar to the board drophammer. The ram is Iifted by a
steelpistocuithold:tionshorıbe (doesstrokpistothe i
31-6. This ram is operated [bytreadle. .
Crescent Niagara Corp,
Forgi
Fefromsteelsion,musthaveprodımize
Ttheat-are ıor eritiesshrinit co:seleeı

~ _::oı - -
t ..r:
'ıf,-" .~j ,.-;, ,.(,
FIGURE 6.39 Schematic illustration of amechanical press with an eccentric drive. Rotarymotion is translated into reciprocating motion.The clutch and brake for this press are located onthe eccentric shaft.
r---Eccentric s~
Flywheel
f4-Hf----ConnectingrOO
Frame
Ram or slide
Mecluınica/ PressesMechanical presses are stroke limited. Theyare basically crank or eccentric types(Fig. 6.39), with speeds varying from a maximum at the center of the stroke tozero at the bottom. The force available depends on the stroke position and becomesextremely high at the bottom dead center. Thus, proper setup is essential to avoidbreaking the dies or the equipment. The largest mechanical press has a capacity of12,000 tons (120 MN).
Screw PressesScrew presses (Fig. 6.40) derive their energy from a flywheel. The forging load istransmitted through a vertical screw. These presses are energy limited and can beused for many forging operations. Theyare particularly suitable for producing smailquantities, for parts requiring precision (such as turbine blades), and for control ofram speed. The largest screw press has a capacity of 16,000 tons (160 MN).
Crank Knucklejoint Screw Hydraulic
FIGURE 6.40 Schematic illustration of various types of presses used in metalworking.The choice of the press is an important factar in the overall operation.
330

--Eccentric shaft
--Connectingrod
-Frame
~Ram or sıide
or eccentric types: of the stroke toition and becomesessential to avoid;has~pacity of
rıe forging load İsmited and can be[' pröducing smailmd for control of60 MN).
Hydraulic
d in metalworking.ı.
" Air(also steamor oil)
(dı
.FIGURE 6.41 Schematic illustration of various types of gravity-drop hammers.(a) Board drop. (b) Beit drop. (c) Chain drop. (d) Air drop. Source: Af ter T. Altan.
HammersHammers (Fig. 6.41) derive their energy from the potential energy of the ram, whichis then converted to kinetic energy; thus theyare energy limited. The speeds arehigh; therefore the law forming times minimize the cooling of the hot forging, thusallowing the forging of complex shapes, particularly with thin and deep recesses.To complete the forging, several blows may have to be made on the part. In powerhammers (developed İn the 1830s) the ram is accelerated in the downstroke bysteam or air, in additio'O to gravity. The highest energy available İn hammers is850,000 n .lb (1.15 MN· m).
Counterblow HammersCounterblow hammers have two rams that simultaneously approach each otherto forge the part. Theyare generally of the mechanical-pneumatic or mechanical-hydraulic type. These machines transmit less vibration to the foundation. The largestcounterblow hammer has a capacity of 900,000 ft -lb (1.2 MN .m).
Equipment SelectionThe selection of forging equipment depends on such factors as the size and com-plexity of the forging, the strength of the material and its sensitivity to strain rate,and the degree of deformation required, As a guideline, presses are generally preferredfor aluminum, magnesium, beryllium, bronze, and brass. Hammers are preferred forcopper, steels, titanium, and refractory alloys. Production rate is also a considerationin equipment selection. The number of strokes per minute ranges from a few forhydraulic presses to as much as 300 for power hammers. (See also Table 6.9.)
331

\1S
de,just as acts hard ongrain. Thus,md fracture
, and wheeltting pointsce grindingurn, affects
r wheel lifedamage. Asis justifies
ıning at a:r~riod
the wheelodicaIly).efore, thed spindledifferent
tions, aserıterlessıding, or!surface.e work-.' 8.32f).'emoval
9.5 GRINDING PRACTICE 573
(al (bl (cl
Workpiece Wheel
Horizontal spindIe surface grinder -traverse grinding
Horizontal spindle surface grinder-plunge grinding Vertical spindle, rotary table
(d) (e)
iCentertype cyIindrical grinder - ıraverse grinding Centertype cyIindrical grinder - plunge grinding
[~"kP""~,"l@i
Internal gnnder - traverse grinding
(gl
ftJ:~IWd~Wwork ~
i
Internal grinder - plunge grinding
(hı (i l
Wheel
Centerless grinder - traverse grindingWheel
Centerless grinder - plunge grinding
FIGURE 9.11 Sehematie illustration of various grinding operations. Grinding is aversatile and important finishing operation. although it ean also be used for large-sealeremoval operations. Saurce: Adapted from Machinability Data Hendbook, 3d ed., 1980,Meteut ResearehAssoeiates Ine.
A great variety of grinders is available for different operations. Because of theprecision generaIly required in grinding, special machines have been built withnumerous features for automatic loading of the workpieces, cIamping, cycIing, andwheel dressing.
- .. -. ~-• " , _ ~ ',. ' •• ,' •••. , ",,_, i, • ,_,- •• ~~'''''''''''-._. \ .,~ •••• -~~."!. ';-~ - , .. ~-l"

GRINDINGWHEEL
MAGNETICCHUCK
TRAVERSEA
WORKPIECEON TABLE
TRAVERSE
GRINDING BWHEEL
c
Secfion Sevenfeen • Grinding and Grinding Machines
Grinders are available witheither hand feed, power feed, orboth. 77-2(B). The power feedfor both cross-feed or longitudinalfe ed may be either a rnechanical-type or a hvdrculically operatedfeed m ec h an ıs m. 77-3. Thegrinding wheel may be fed in avertical direction with a hand-wheel generally graduated in0.0002" for accurate adjustment.Both the transverse and longi-tudinal movements can be corı-trolled by limit dogs.
In the majority of surfacegrinding operations, the work-piece is hel d on a ma gne ıicchuck , which is fast to apply,easy to use, and will hold a largenumber of smaIl pieces in placefor grinding. 77-4. Only mag-netic materials can be hel d bydirect contact. However, parts
D
VERTICALSPINDLE
ROTARYTABLE
E
77-2(A). Common types of surface grinding machines: (A) horizontalspindle-reciprocating table, (B) vertical (top view of machine) spindle-reciprocating table (C) bottom view of (B), (O) horizontal spindle-ro-
tating table, and (E) vertical spindle-rotating table.
77-2(B). Hand-feed surface grinder.Clausing-Covel
400
77-3. Hydraulic type surface grinder.Clausing-Covel
Unif i
may'V-blofastenget trdirectthe eletypesmon L
(77-:netic 1
are wchuckstruct:be rotmagnefaeepl
RotarSurfa
HOJ
ehinesstraiglgreat i
Iimite:can busuall:
77-·

9.5 GRINDING PRACTICE 575....
9.5.1 GRINDING OPERATIONS AND EQUIPMENT
Sıırface GrindingSurface grinding is performed with a horizontal-spindle or a vertical-spindle wheelwhere a number of parts can be ground at the same time. it is one of the most commongrinding operations (Fig. 9.13).
The workpiece is secured on a magnetic chuck, which is attached to the worktable. A straight wheel. (Type 1, Fig. 9.l4a) is mounted on a horizontal spindle.Grinding is done with the table reciprocating in the longitudinal direction and feedinglaterally after eachstroke (cross feed).
The size of a surface grinder is identified by the dimensions of the surface that canbeground on that machine. In addition to the design shown in Fig. 9.13, other
o designs incIude grinders with vertical spindles (using cup wheels [Fig. 9.14d]), androtary tabı es for grinding a number ofpieces in one operation (Fig ..9.11).
ii
ii
iJ.ı
Cylindricaf GrindingIn this operation (see Fig. 9.11), the external cylindrical surface and the shoulders of aworkpiece are ground. Examples include crankshafts, axles, spindles, and ro11sforrolling mills. Threads and workpieces with two or more diameters (plunge grinding)are also ground on these machines. in cylindrical grinding the workpiece reciprocates o
°alongits axis, althoughfor large and long workpieces the grinding wheel reciprocates.The latter design is called a roll qrinder.
Cylindrical grinders are identified by the maximum diameter and length of theworkpiece that can be ground. In universal grinders, both the workpiece and thewheel axis cim be swiveled around a horizontal plane, thus permitting the grinding oftapered shafts and similar parts.
Internal GrindingIn this operation a smail wheel grinds the inside diameter of the part, such as bearingraces or bushings. The workpiece is held inside a rotating chuck in the headstockand the wheel rotates at 30,000 rpm or higher. Internal grinders also have featureswhereby the headstock can be swiveled on a horizontal plane to grind tapered holes.