Embed Size (px)
DESCRIPTION
Solvent-based printing and coating can have common elements. There are the application of a relatively high solvent-content material to a moving web or film, the rapid solvent evaporation by movement of heated air across the wet surface, and the removal of the solventladen air exhausted from the system. But printing involves the application of an image on the substrate, not just of a homogeneous coating
Citation preview

2 CONVERTER / Flessibili - Carta - Cartone
er la stampa degli imballaggi
flessibile si usano comunemen-
te due tipi di processi: quello
rotocalco ed il flessografico.
Nella rotocalco, l'immagine da stam-
pare è intagliata sulla superficie del
cilindro di stampa. Il supporto dell'im-
magine da stampare è un cilindro d'ac-
ciaio ricoperto di rame o cromato per
aumentarne la resistenza meccanica.
Il cilindro ruota nel contenitore dell'in-
chiostro. Le cellette in-
tagliate sul cilindro rac-
colgono l'inchiostro il
cui eccesso viene ri-
mosso dalla racla.
L'immagine da stampa-
re è infine trasferita
direttamente sul film,
quando il film viene
pressato contro il cilin-
dro da un rullo rivestito
di gomma. Il prodotto è
poi asciugato da un
getto di aria calda.
P Gli inchiostri usati nella stampa roto-
calco hanno un contenuto di solvente
variabile dal 55 al 95 percento del
volume.
Ingrandendo l'immagine stampata è
possibile vedere l'insieme dei punti di
diversi colori depositati sul substrato
dai vari cilindri di stampa.
Questo insieme di punti ci appare
come un'immagine continua.
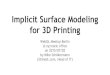
La figura 1 riproduce una prova di
stampa rotocalco, osservata al micro-
scopio: la sequenza mostra la stampa
su film polimerico per diverse copertu-
re d'inchiostro, dal 100 al 40%.
Nella stampa flessografica invece,
l'immagine da stampare è posta in
rilievo sul rullo di stampa. La stampa
flesso usa come supporto dell'immagi-
ne un rullo rivestito di gomma ed
inchiostri che in genere hanno l'alcol
come solvente. Questo processo di
stampa è comunemente impiegato su
un'ampia varietà di substrati, per
stampe medio- lunghe e a molti colori.
È però la stampa
degli imballaggi
flessibile e di po-
liaccoppiati a fare
MODIFYING THESURFACE FEATURES3 - Printing flexible packagingSolvent-based printing
and coating can have
common elements.
There are the application
of a relatively high
solvent-content material
to a moving web or film,
the rapid solvent evapo-
ration by movement of
heated air across the wet
surface, and the removal
of the solvent-
laden air
exhausted
from the
system.
But printing involves the
application of an image
on the substrate, not just
of a homogeneous
coating
There are two basic proces-ses utilized for printingflexible packaging - roto-
gravure and flexography. In thegravure printing, the imagearea is engraved on the surfaceof the image carrier, which is acopper-plated steel cylinder or
also chrome-plated to en-hance wearresistance. The gravurecylinder rotates in an ink foun-tain. The ink is then picked up in theengraved area and scraped offwith a steel "doctor blade". The image is transferred di-rectly to the web when it ispressed against the cylinderby a rubber covered impres-sion roll, and the product isthen dried.
The inks used in rotogravureprinting contain from 55 to 95
STAMPA
Il coating e la stampa con inchiostri a solvente possono avere molti processi in comune. Alcuni di questi
processi sono l'applicazione di un materiale con un relativamente alto contenuto di solvente su un film in
rapido movimento, la veloce evaporazione del solvente per mezzo di un flusso di aria calda sulla superfi-
cie del substrato, e la rimozione dell'aria col solvente dal sistema. Nella stampa però, non viene solo tra-
sferito del materiale sul substrato per rivestirlo, ma viene trasferita un'immagine
MODIFICARE LE PROPRIETÁ SUPERFICIALI3 – La stampa
By Rory Wolf, Enercon Industries Corporation, Menomonee Falls, Wisconsin, USA
Amelia Sparavigna, Dipartimento di Fisica, Politecnico di Torino, Torino, Italy
PRINTING
Engl
ish
FIG.1 - LA STAMPA ROTOCALCO DI UN FILM
POLIMERICO VISTA AL MICROSCOPIO, PER
DIVERSE COPERTURE D'INCHIOSTRO (100,
70, E 40%). LA LUNGHEZZA DEL LATO
DELLE IMMAGINI È DI 0.5 MM. /
FIG.1 - ROTOGRAVURE PRINTING OF A POLYME-
RIC FILM OBSERVED BY MEANS OF A MICROSCO-
PE, WITH DIFFERENT INK PERCENTAGES (100,
70, E 40%). THE IMAGE SIZE IS 0.5 MM.

volume percent low boilingsolvent. Magnifying the printed image,it is possible to see the dotsof different colors, placed bythe printing rolls on the sub-strate. The dots as a wholecreate the continuous image. Figure 1 shows a trial of roto-gravure printing, observed bymeans of a microscope: thepolymeric film is printed withdifferent ink percentages,from 100 to 40%.In flexographic printing, theimage area is above the surfa-ce of the plate. The distinction is that flexo-graphy uses a rubber imagecarrier and alcohol-based inks.
The process is usually web-fed and is employed formedium or long multi-colorruns on a variety of substra-tes, but the major productcategories within the flexo-graphy market are flexiblepackaging and laminates. InFigure 2, a schematic view ofthe rotogravure and flexo
printing.To optimize the flexographicprinting, it is necessary tochoose anilox rolls, printingplates, and inks according tothe printing substrate surfa-ces and related surfacetreatments. For example, a fine anilox rollis typically appropriate for a
smooth printing substrateusing a low volume of ink; if arougher surface is to be prin-ted upon, a higher volume ofink is required with, therefo-re, a lower line anilox. Moreover, other factors must beconsidered to increase the qua-lity of printing: for instance, theproper impression heightmust be chosen according thesubstrate compressibility inprinting process. By all the process parame-ters, it is possible to createeffective standards for theprecise type of anilox rollsand plate cylinder requiredfor each substrate to beprinted.
4 CONVERTER / Flessibili - Carta - Cartone
il maggiore uso del processo flesso-
grafico. La figura 2 mostra molto sche-
maticamente la differenza tra stampa
rotocalco e stampa flesso.
Per ottimizzare un processo di
stampa flesso, è necessario
valutare tutti i parametri rela-
tivi ai rulli anilox, ai cilindri di
stampa ed agli inchiostri, e
scegliere quelli adatti alla
superficie del substrato da
stampare e ai trattamenti a
cui essa è stata previamente
sottoposta. Per esempio, un
rullo anilox a grana fine è in
genere appropriato per la
stampa su substrati lisci dove
si deve usare una piccola
quantità di inchiostro. Se la superficie
da stampare è ruvida, ci vuole una
quantità di inchiostro maggiore e quin-
di un rullo anilox meno fine.
Ci sono poi altri parametri ancora che
influenzano la stampa: un esempio, la
scelta della pressione sul film a secon-
da della compressibilità del materiale,
che è fondamentale per il buon esito
della stampa. Determinati tutti i para-
metri, è possibile allora creare degli
standard per la scelta dei rulli anilox e
di stampa adatti alla superficie da
stampare.
STAMPA SU FILM PLASTICI
I film plastici hanno quasi sempre delle
superfici chimicamente inerti e non
porose, con basse tensioni superficiali
che li rendono non adatti a legarsi agli
inchiostri di stampa, al
coating ed agli adesivi.
Il polietilene ed il polipropile-
ne sono, tra i materiali plasti-
ci, quelli con la più bassa
energia superficiale e sono
anche i materiali più spesso
sottoposti a trattamenti per
incrementarne la tensione
superficiale (Fig.3).
Questi trattamenti non sono
però limitati solo a questi due
materiali e possono essere
utilizzati per migliorare le
proprietà superficiali di tutte
FIG. 2 - SCHEMA DELLA STAMPA ROTOCALCO (A SINISTRA) E DELLA STAMPA FLESSOGRAFICA (A DESTRA) /
FIG. 2 - A SCHEMATIC VIEW OF THE ROTOGRAVURE AND FLEXO PRINTING
FIG. 3 - ISPEZIONE DI UN TRATTATORE UNIVERSALE, DEL TIPO PIÙ UTILIZZATO PER MIGLIORARE LE
PROPRIETÀ SUPERFICIALI DEI SUBSTRATI PRIMA DELLA LORO STAMPA O TRASFORMAZIONE /
FIG.3 INSPECTION OF A UNIVERSAL TREATER, THE MOST COMMON SURFACE TREATER USED
TO INCREASE THE SURFACE PROPERTIES OF SUBSTRATES BEFORE PRINTING OR CONVERTING

PRINTING ON PLASTICS
Generally, plastics have che-mically inert and non-poroussurfaces with low surface ten-sions causing them to be non-receptive to bonding withprinting inks, coatings, andadhesives. Polyethylene andpolypropylene are the lowestin surface energy of thevarious plastics and are thetwo materials most often sub-jected to surface treatment toimprove their bonding charac-teristic (Fig.3). Surface treatment, however,is not limited to these twomaterials and can be used toimprove the bonding ability of
virtually all-plastic materialsas well as some non-plasticmaterials. The two non-plastic materialsmost often subjected to surfa-ce treatment are foil andpaper. All substrates, pla-stics, films, paper and foils,when treated at the time theyare produced, provide a bet-ter bonding surface for thefollowing converting proces-ses, such as printing, coating,lamination and so on. Let us consider the printing ofa polymeric film. In the surface treatment befo-re printing, the major role isplayed by the difference inthe surface energy between
ink and substrate. If the surface energy of theink is higher than that of thesubstrate, it will not "wetout" and the resulting adhe-sion and print quality will bepoor. The surface treatment increa-ses the surface energy andthen the wetting and inkadhesion. This secondarytreatment is usually a coronarefreshment of the substratejust before the printing toensure proper ink adhesion.Conventional thinking indica-tes that pretreated materialdoes not require additionalin-line treatment, when sol-vent-based inks are used for
printing. However, many ad-vantages can be gained fromadding inline surface treat-ment to printing and conver-ting processes. The benefits from in-line sur-face treating are a better inkadhesion and wetting, elimi-nation of pin-holing in solidcolors and gradients, and ove-rall improved print quality.The figure 4 represents a coro-na treatment station insertedin a printing application.
METHODS OF SURFACETREATMENT
The four methods by whichsurface treatment is accom-
6 CONVERTER / Flessibili - Carta - Cartone
le plastiche e di parecchi altri materiali.
Tra questi ultimi, l'allumino e la carta
sono i due materiali più spesso sog-
getti a trattamento. Se sono trattati al
momento della loro produzione, tutti i
film polimerici, la carta e l'alluminio
mostrano una migliore capacità di
legarsi chimicamente.
Il trattamento migliora l'adesione alla
superficie dei successivi processi di
converting come la stampa, il coating,
l'accoppiamento, o altro.
Se consideriamo il processo di stampa,
il parametro che gioca il ruolo maggio-
re è la differenza tra l'energia superfi-
ciale dell'inchiostro e quella del sub-
strato. Se l'energia di superficie dell'in-
chiostro è maggiore di quella del sub-
strato, l'inchiostro non bagna la super-
ficie e perciò non aderisce ad essa, con
una qualità finale della stampa molto
povera. Il trattamento superficiale
aumenta l’energia del substrato, ne
migliora la bagnabilità e l’adesione del-
l’inchiostro. Il trattamento superficiale
prima della stampa è spesso un rinfre-
sco corona del trattamento fatto al
momento della produzione.
In genere si pensa che un film già trat-
tato alla produzione non richieda un
rinfresco addizionale in linea col pro-
cesso di stampa finale. Questo è vero
se si usano inchiostri con solvente. Si
possono però osservare diversi van-
taggi nell'adoperare comunque il rin-
fresco in linea. I benefici stanno in una
migliore bagnabilità ed adesione del-
l'inchiostro, nell'eliminazione del pin-
holing sia nel colore compatto che in
quello sfumato, ed in un generale
miglioramento della qualità di stampa.
La figura qui a sinistra mostra un trat-
tatore corona inserito in una linea di
stampa.
PROCESSI DI TRATTAMENTOSUPERFICIALE
Ci sono quattro categorie di processi
per trattare la superficie e sono : 1) la
scarica corona, 2) l'etching con acidi o
il trattamento al plasma atmosferico,
3) il trattamento fiamma e 4) il priming
(da solo o in combinazione con la sca-
rica corona). Il trattamento corona è la
FIG. 4 - UN TRATTATORE CORONA SI INSERISCE FACILMENTE IN UNA LINEA DI STAMPA /
FIG. 4 - A CORONA TREATER CAN BE EASILY INSERTED IN A PRINTING LINE

plished are as follows: 1) thecorona discharge, 2) theetching with acid or atmo-spheric plasma, 3) the flametreatment and 4) the priming(still frequently used alone orin combination with coronadischarge). A corona treating system isthe most prevalent techno-logy used to treat flexiblepackaging substrates and it isalso very easy to insert thetreater in the converting line.Corona is designed to in-crease the surface energy toallow improved wettabilityand adhesion of inks, coa-tings and adhesives. As a result, the materials trea-
ted will demonstrate impro-ved printing and coating qua-lity, and stronger laminationstrength. The system consists of twomajor components: the po-wer supply, and the treaterstation. The treater station appliespower to the surface of thematerial through an air gapvia a pair of electrodes, oneat high potential and theother, usually a roll, whichsupports the material, atground potential. Between the electrodes, thecorona discharge is establis-hed, as shown in Fig.5. Onlythe side of the material facing
the high potential electrodeshould show an increase insurface tension. The most common types ofelectrode for solvent basedprinting applications are cera-mic tube electrodes. The ceramic electrodes withtightly controlled watt densityand frequency can now beoperated over a treater rollcoated with a special ceramic. The result is an improvedlevel of treatment on diffi-cult to treat substrates suchas cast film, polypropylenewith high levels of slip addi-tives, etc.
PROPERLY SIZING ASURFACE TREATINGSTATION
There are six major factors todetermine a suitable size andtype of surface treater for agiven application: 1) the basicmaterial type, 2) the additiveload, 3) the web width, 4) theline speed, 5) the number ofsides to be treated and 6) thedyne level required. From this information, the wattdensity (W/m2/min) require-ment can be calculated. Although watt density appliedis directly related to the increa-se in dyne level (surface ten-sion), the relationship is not
8 CONVERTER / Flessibili - Carta - Cartone
tecnologia più usata per tratta-
re i substrati per l'imballaggio
flessibile.
È anche quello più facilmente
utilizzabile per il rinfresco in
linea. Il sistema è adatto ad
accrescere l'energia superficia-
le e migliorare bagnabilità e
adesione di inchiostri, rivesti-
menti e adesivi. I materiali trat-
tati mostrano di conseguenza
una resa migliore di stampa ed
accoppiamento.
Il sistema corona è formato da
due componenti principali che
sono il generatore e la stazione
di trattamento. Il trattamento è dato da
coppia di elettrodi che trasmette la
potenza alla superficie del materiale
da trattare attraverso l'air gap. Un elet-
trodo è ad alta tensione e l'altro, gene-
ralmente un rullo di scarica su cui scor-
re il materiale, è collegato a terra.
Tra gli elettrodi si sviluppa una scarica,
come ci mostra la figura 5. La scarica
produce un trattamento solo della
superficie del substrato che è di fronte
all'elettrodo ad alta tensione. Questo
lato è quello che mostra poi l'incre-
mento dell'energia superficiale.
Il tipo più utilizzato di trattatore per la
stampa con inchiostri a solvente è
quello con gli elettrodi ceramici. Questi
elettrodi, ben controllabili in potenza e
frequenza, possono operare su rulli di
scarica trattati con ceramica speciale. Il
risultato che si ottiene è un ottimo trat-
tamento anche di substrati difficili da
trattare come i film estrusi (cast film), il
polipropilene con alti livelli di additivi
per lo scivolamento e così via.
DIMENSIONARE LA STAZIONE DITRATTAMENTO
Ci sono diversi fattori che determinano il
tipo e la dimensione del trattatore super-
ficiale appropriato alla data applicazione
e sono: 1) il tipo di substrato, 2) il carico
additivo del substrato, 3) la larghezza
del telaio, 4) la velocità della
linea, 5) il numero di lati da
trattare e naturalmente 6) il
livello di tensione superficiale
richiesto. In base a questi dati
si calcola la densità di potenza
necessaria (W/m2/min).
Sebbene alla densità di poten-
za sia legato direttamente l'in-
cremento dell'energia superfi-
ciale (il livello in dine della ten-
sione superficiale) la relazione
non è lineare e dipende dal tipo di
materiale trattato. Comunque, più è gran-
de la densità di potenza applicata e più è
alta la tensione superficiale. Ed è proprio
il valore che si vuol ottenere che determi-
na la scelta del generatore e del tipo di
stazione trattante, tramite una stima fatta
dal costruttore, in base all'esperienza
maturata. È quindi possibile che, per la
stessa applicazione, si ottengano soluzio-
ni diverse da diversi costruttori.
IL LIVELLO DELL'ENERGIA
SUPERFICIALE
I materiali per l'imballaggio flessibile
FIG.5 - NELL'AIR-GAP TRA GLI ELETTRODI SI SVI-
LUPPA LA SCARICA CORONA / FIG.5 IN THE AIR-
GAP BETWEEN ELECTRODES, THE CORONA DIS-
CHARGE IS ESTABLISHED

linear, and the relationship isdifferent for each type of mate-rial treated. Generally, thegreater the applied watt den-sity, the greater the increase insurface tension. This determi-nes the output power required,as well as the type of treaterstation. These calculations canvary by manufacturers and arebased upon their own applica-tion experience. It is then pos-sible that very different recom-mendations for the same appli-cation are suggested from dif-ferent treater manufacturers.
SURFACE ENERGY LEVEL
Different flexible packaging
substrates have different initialsurface tensions. This can range from 29-31dynes/cm for polypropylene to41-44 dynes/cm for polyester.It can be measured in labora-tory by using dyne solutions ordyne pens. But laboratory measurementsof surface tension may notyield an accurate reading ofwhat the surface tension is. In fact most films, treated atthe point of extrusion, have atreatment level subjected todecay with time. The decay can also be influen-ced by a number of factorsincluding additives, ambienttemperature during storage,
and the effects of rewinding,among others. Due to the decay, it is quitecommon for secondary treat-ment to take place just beforeprinting to "bump" the sub-strates back to their originalsurface energy levels.In the corona treatment thereis an in-line process parameterdirectly proportional to surfacetension, able to evaluate thetreatment level. That processparameter is the watt densityper linear unit squared. As a result, in-process statisti-cal quality control can beimplemented by a controlsystem that instantaneouslycontrols watt density and out-
puts deviations throughout theprinting production run.If the material has not beenpretreated, however, it impos-sible to have a proper treat-ment level just by post-treat-ment. Recommended treat-ment levels are found in Table1. Film suppliers have traditio-nally provided treatment levelsin the 36-42 dynes/cm range.These treatment levels areadequate for flexographic prin-ting using solvent-based inksbut are just barely acceptablefor bonding with solvent-basedadhesives.As far as the treatment level isconcerned, it is necessary to pin-point that it has upper limits.
10 CONVERTER / Flessibili - Carta - Cartone
hanno generalmente delle energie
superficiali differenti. La tensione
superficiale varia da 29-31 dine/cm del
polipropilene a 41-44 dine/cm del
poliestere. Il modo più comune per
misurare in laboratorio la tensione
superficiale è quello di usare le appo-
site soluzioni, oppure i pennarelli.
Le misure di laboratorio però non pos-
sono dare dei dati definitivi sulla ten-
sione superficiale, poiché essa varia
nel tempo. La maggior parte dei film, in
genere già trattati all'estrusione, ha un
trattamento che decade col tempo. Il
decadimento è influenzato da molti
fattori, quali gli additivi contenuti nel
film, la temperatura ambiente durante
la sosta in magazzino, e l'effetto del-
l'avvolgimento del film. Per via del
decadimento, è abbastanza comune
avere un secondo trattamento proprio
prima della stampa per rinfrescare il
substrato e ripristinare il livello di
energia del primo trattamento.
Nel trattamento corona c'è la possibili-
tà di valutare il livello del rinfresco tra-
mite un parametro in linea che è diret-
tamente proporzionale alla tensione
superficiale. Questo parametro è la
densità di potenza applicata.
Si può così ottenere un controllo di
qualità in linea, variando la densità di
potenza a seconda di eventuali modifi-
che durante la produzione.
C'è da notare però che se il materiale
non è stato pretrattato, non si riesce
ad ottenere un livello adeguato solo
col post trattamento. I livelli di tratta-
mento ottimale sono mostrati nella
Tabella 1. I film vengono tradizional-
mente forniti con un livello di tratta-
mento di 36-42 dine/cm. Questi livelli
di trattamento vanno bene per la stam-
pa flesso che usa inchiostri con sol-
venti, ma sono appena accettabili per
avere un buon legame tra la superficie
e gli adesivi, sempre con solvente.
Sempre a proposito del livello di trat-
tamento, è bene notare che esso ha
dei limiti superiori. Dei trattamenti
eccessivi creano dei gruppi polari sulla
superficie che sono idrofili ed assorbo-
no umidità in eccesso, causando sulla
superficie uno strato con ridotta attivi-
tà chimica. Un eccesso di trattamento
produce inoltre sulla superficie dei
gruppi a basso peso molecolare che
non mantengono più un buon legame
con gli strati più interni del materiale e
deteriorano la superficie.
I nuovi inchiostri a base acquosa e gli
adesivi senza solvente richiedono sempre
l'uso di trattatori corona nel converting.
TABELLA 1 - LIVELLI DI TENSIONE SUPERFICIALE CONSIGLIATI A SECONDA DEL SUBSTRATO, DEL PROCESSO DI STAMPA E DEL TIPO D'INCHIOSTRO /
TABLE 1 - RECOMMENDED SURFACE TENSION LEVEL FOR SUBSTRATE, PRINTING PROCESS AND INK TYPE

Very high treatment levelscreate polar groupings, whichare hydrophilic and mayabsorb excessive water, cau-sing a reduced bonding layerat the substrate surface. In addition, overtreatmentmay produce low molecularweight products at the surfa-ce, which do not maintainadequate bonds to the bulksubstrate.New water-based inks andadhesives solvent-free havenecessitated the placementof corona treating equipmenton many converting machi-nes. This is partly because
the new inks and adhesiveshave a higher surface tensionand don’t wet the film as wellas solvents, and partlybecause of fatty-acid slipadditives present on the sur-face of the film. Initial treat-ment on the extruder isaccomplished before much ofthe slip additive has migra-ted to the surface. The slip additive has relati-vely poor wetting characteri-stics and can cause problemsin bonding unless subjectedto a second in-line coronatreatment. Even before theadvent of new types of adhe-
sives and printing inks, ahigh percentage of conver-ting machines were equippedwith corona treaters simplyas an assurance tool for avoi-ding problems caused by ina-dequately treated film from asupplier.Figure 6 depicts a flexo-prin-ted image for which the coro-na treater was not in opera-ting mode, then turned on toraise the polypropylene sub-strate surface tension to aminimum of ten dynes higherthan the surface tension ofthe water-base ink. The current state of the art in
surface treatment is able toprovide good practical solu-tions; nevertheless, the tech-nology of surface treatmentmust advance to meet theneeds of constantly changingmaterials and productionparameters. Not only the technology ofsurface treatment must con-tinue to advance. The surface science mustincrease too, to have a bet-ter understanding of themechanisms by which surfa-ce treatment affect surfacecharacteristic changes at themolecular level.
12 CONVERTER / Flessibili - Carta - Cartone
Questi nuovi inchiosti ed adesivi
hanno una tensione superficiale mag-
giore e non bagnano il film come quel-
li con solventi. Può essere poi il film
polimerico stesso a dare problemi con
la presenza degli acidi grassi sulla
superficie, aggiunti per favorirne lo sci-
volamento.
Il trattamento corona all'estrusione
avviene quando gli additivi non sono
ancora migrati alla superficie.
Questi agenti, affiorando alla superfi-
cie, hanno delle caratteristiche che
riducono la bagnabilità dl film e la
capacità a legarsi chimicamente, a
meno che la superficie non venga nuo-
vamente trattata.
Anche prima dell'introduzione di que-
sti nuovi inchiostri e additivi, un'alta
percentuale dei sistemi converting era
già equipaggiata con trattatori corona,
per evitare eventuali problemi dovuti
ad un non adeguato trattamento del
materiale da parte del fornitore.
La Figura 6 mostra una immagine stam-
pata flexo dove inizialmente il trattatore
corona è spento e poi viene acceso.
Il trattamento è stato tale da alzare il
valore della tensione superficiale del
substrato di polipropilene di almeno 10
dine rispetto alla tensione superficiale
dell'inchiostro a base acquosa.
Possiamo concludere dicendo che,
benché il trattamento superficiale for-
nisca già delle buone soluzioni, la tec-
nologia del trattamento superficiale
deve essere sempre e costantemente
migliorata, per rispondere alle richie-
ste che provengono dall'uso di mate-
riali in continuo cambiamento, e per
adattarsi a parametri di produzione
sempre più specifici.
Non solo la tecnologia, anche l'indagi-
ne scientifica dei trattamenti superfi-
ciali deve essere ulteriormente svilup-
pata, per portarci ad una migliore com-
prensione dei meccanismi con cui, a
livello molecolare, il trattamento modi-
fica le caratteristiche della superficie.
FIG. 6 - L'EFFETTO SULLA STAMPA QUANDO IL SUBSTRATO HA LA GIUSTA TENSIONE SUPERFICIALE /
FIG. 6 - BENEFICIAL EFFECT OF HAVING SUFFICIENT SUBSTRATE SURFACE TENSION