Embed Size (px)
Citation preview

464
ISSN 0036-0295, Russian Metallurgy (Metally), Vol. 2008, No. 6, pp. 464–474. © Pleiades Publishing, Ltd., 2008.Original Russian Text © S.A. Muboyadzhyan, 2008, published in Metally, 2008, No. 6, pp. 20–32.
INTRODUCTION
The erosion plasma of a cathode material serves as acurrent-conducting medium for maintaining a vacuumarc. The erosion plasma is generated by the movablecathode microspots of a vacuum arc. The ion heatingpower density in the cathode microspots reaches10
12
W/m
2
. At such a power density, high-speed jetsform at a cathode; they flow from a microvolumeaccording to the cosine law and contain the multichargedmulticomponent plasma of the cathode material, a vapor(neutral) phase, and a droplet phase. The compositions ofthe erosion products of the vacuum arc cathode are con-trolled by the processes in the cathode microspots anddepend on the type of evaporated material (mainly on itsthermophysical properties) and the thermal state of thecathode [1–4]. The fraction of the neutral component ina plasma jet usually does not exceed several percent, andthe main cathode consumption components are a multi-charged plasma and droplets (droplet phase). The com-ponents of the erosion products can be characterized byan energy distribution. The average ion charge in a vac-uum arc plasma is
Z
≈
2, and the average ion energy inthis plasma is
≥
100 eV/atom. The fraction of the dropletphase changes from several percent (mainly for refrac-tory metals) to 30% or more depending on the averageevaporation surface for the droplet size ranging from sev-eral fractions of a micron to several tens of microns.
Plasma generation in a vacuum arc discharge (VAD) isnow widely used in commercial methods of applying pro-tective and hardening coatings by particle condensation athigh controlled ion energies. Hardening 10-
µ
m-thick
coatings made of metal compounds (nitrides, carbides,etc.) are often deposited with ion-plasma Bulat(Kharkiv Physicotechnical Institute) and MAP (VIAM)setups [5, 6].
Our purpose here is to demonstrate the advantagesand possibilities of a high-energy ion-plasma technol-ogy for the surface modification of a metallic part in aVAD plasma.
EXPERIMENTAL
Ion surface modification was performed on a labora-tory vacuum plasma setup with an end-face Hall plasmaaccelerator (EHPA) and on commercial vacuum-plasmaMAP-1M and MAP-2 setups (the latter represents acomputer-assisted version of MAP-1M). Before modifi-cation, the metal surface was degreased in gasoline andacetone and then subjected to finishing cleaning by ionetching in a vacuum arc plasma at a negative electric sub-strate potential of 280–350 V for 3–5 min immediatelybefore modification.
The deposited coatings were examined with Ver-samet-2 and GX-51 (Olympus) optical microscopes andDRON-3M and DRON-4 X-ray diffractometers. To per-form phase analysis, we used the PHAN X-ray diffrac-tion pattern database. We recorded X-ray diffraction pat-terns in both the wide angular range 20
°
–85
°
and themost important narrow range of 10
°
–45
°
, where thedepth of the examined layer ranged from 5 to 17
µ
m.The elemental compositions and microstructures of thecoatings were studied by electron-probe microanalysis
Modification of a Metallic Surface in a Vacuum Arc Discharge Plasma Using Thermally Stimulated Ion Diffusion
S. A. Muboyadzhyan
FGUP All-Russia Research Institute of Aviation Materials, Moscow, Russiae-mail: [email protected]
Received October 21, 2008
Abstract
—A new process for modifying a metallic surface in a vacuum arc discharge plasma using thermallystimulated ion diffusion is considered. The effect of the bias voltage (negative substrate potential) on the processesthat occur on the surface of a treated part is studied when the substrate material interacts with an accelerated metal-lic-ion flow. The phase and elemental compositions of the modified layer are studied for substrates made of nickel-based superalloys, austenitic and martensitic steels, and titanium-based alloys. The heat resistance, the salt corro-sion resistance, and the corrosion cracking resistance of steels and titanium-based alloys are investigated after theirmodification in vacuum arc plasmas of pure metals (Ti, Zr, Al, Cr, Y) and related alloys. The surface modificationcaused by the thermally stimulated ion saturation of the surfaces of parts made from structural materials is shownto change the structural–phase states of their surfaces and, correspondingly, the properties of these materials inrelation to the state of the surface.
PACS numbers: 52.77.-j, 68.35.Fx
DOI:
10.1134/S0036029508060037

RUSSIAN METALLURGY (METALLY)
Vol. 2008
No. 6
MODIFICATION OF A METALLIC SURFACE IN A VACUUM ARC DISCHARGE PLASMA 465
and scanning electron microscopy on a SuperprobeJCMA-733 device (JEOL, Japan). The elements to bedetected by electron-probe microanalysis ranged from B(
Z
= 5) to U (
Z
= 92). The analysis locality was 1
µ
m
2
,and the analysis depth was ~1
µ
m. The properties of thecompositions with ion-plasma coatings were studied onhot-strength test specimens (State Standard GOST6130-71), long-term strength test specimens (GOST10145), and endurance test specimens (GOST 25.502).The corrosion resistance (salt corrosion) was estimatedusing the technique of rapid cyclic tests according toOST 90212-77. The samples were held in a furnace in anair atmosphere at
T
= 500 or 600
°
C for 1, cooled in airfor 2 min, cooled in a 3% NaCl solution, and stored in adamp exiccator for 23 h. The protective properties of thesamples with a modified surface were compared withthose of the uncoated samples visually or with a binocularMBS-2 microscope and gravimetrically, by weighingthem on a Sartorius analytical balance accurate to 10
–7
kg.
The schematic diagram of the EHPA-containingsetup was considered in [4, 7], and the schematic dia-grams of ion-plasma MAP-1M and MAP-2 setups wereconsidered in [5]. The surface to be coated is prelimi-narily cleaned in the argon plasma flow generated in anaccelerator with an anode layer at an argon ion energyof 1000–3000 eV. Before deposition or ion modifica-tion, the surface was subjected to final cleaning in theplasma of the coating material. The plasma of the coat-ing material (pure metals, alloys) is generated in a high-current (300–700 A) VAD. The material of a cylindricaltube cathode (CTC) in a setup is eroded by cathode vac-uum arc microspots that are confined in a ring evapora-tion zone in the CTC by the magnetic field of an elec-tromagnetic cathode microspot lock placed in the spaceof the CTC. The energy of the particles interacting withthe surface to be coated is controlled via a negativepotential (bias voltage) applied to the part to be coatedfrom a controlled inverter power supply. The ion-cur-rent density from the plasma to the part to be coatedreaches 15–20 mA/cm
2
. MAP-1M has a depositionzone height of 200 mm and 24 planetary rotation posi-tions located at a diameter of 550 mm and provides thedeposition of 100-
µ
m-thick coatings onto 24–144 partsper working shift, depending on the part size. The cath-ode in this setup is made of an evaporated alloy and rep-resents a tube with an outer diameter of 180 mm, a wallthickness of 20 mm, and a height of 340 mm. This CTCvolume (2300–2500 cm
3
) ensures the mass of the mate-rial to be evaporated that is sufficient for continuoussetup operation for ~80 h or more. The cathode isequipped with a reciprocating motion drive for itsexternal surface to be evaporated.
The high particle energies used for surface cleaningand surface modification (300–1400 eV) and the highion-current densities in the plasma (15–20 mA/cm
2
)provide heating of the treated parts to the treatmenttemperature (400–1000
°
C) for 3–10 min depending onthe part weight.
RESULTS AND DISCUSSION
The processes that occur on the surface of a metallicsubstrate in an erosion VAD plasma flow are controlledby a negative (with respect to the plasma) substratepotential. The substrate potential controls the energy ofthe plasma ions interacting with the substrate surface.When a plasma flow interacts with the surface, the fol-lowing interrelated processes occur on it, depending onthe type of plasma particles, their energy, and the interac-tion time: the condensation of particles accompanied bythe transfer of the kinetic and potential energies of ionsand neutral particles to the substrate, ion or electron heat-ing of the substrate, ion (cathode) sputtering, the ther-modiffusion saturation of the surface, implantation(“cold” saturation of the surface), and melting and evap-oration of the substrate surface layer [4, 8, 9].
Note that the processes of the surface treatment ofmachine parts by metallic ions are poorly understood.
In the laboratory setup with an EHPA and in MAP-1Mand MAP-2 setups, the cathode material mass flow (con-sumption, kg/(m
2
s)) is controlled by the vacuum arc cur-rent. The energy of the ions interacting with the surfaceis also controlled by the bias voltage applied to the partto be treated, which provides ion treatment of the surface(ion saturation, ion etching) and the deposition of ion-plasma coatings.
In the bias-voltage range 200–1000 V and the ion-current density range 10–20 mA/cm
2
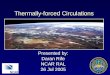
, the surface under-goes intense ion heating, ion etching (cathode sputtering),and ion thermodiffusion saturation. The effect of biasvoltage
U
on the processes in the surface layer of thetreated part is shown in Fig. 1 [10]. At
U
<
U
inv
, ion con-densation takes place, which is accompanied by ionetching of the condensate. The substrate is simulta-neously heated by ions, and, in the case of the plasmaof a pure metal, its temperature
T
s
is related to the biasvoltage as
where
J
i
=
I
i
/
S
,
I
i
is the ion current,
S
is the substrate sur-face,
U
** is the volt equivalent of the interaction energyof the two-phase plasma flow with the substrate [4],
ε
isthe emissivity factor of the substrate, and
σ
is the Ste-fan–Boltzmann constant.
At
U
=
U
inv
, the condensate growth rate is zero (
C
0
=
C
et
) and coating condensation changes into ion etchingof the substrate (inversion takes place), whose rate
C
et
increases with the bias voltage (Fig. 1). The rate
C
sat
ofthe thermally stimulated ion saturation of the substratesurface also increases under these conditions. Dependingon these rates, ion heating and either predominant ionetching (
C
et
>
C
sat
) or predominant ion surface saturation(modification,
C
sat
>
C
et
) take place on the substrate sur-face. When
U
≥
U* and
C
sat
≤
C
et
, ion etching of the sur-face predominates. Therefore, condensation, ion satura-tion, or ion etching accompanied by ion bombardmentpredominantly occurs on the substrate surface depending
T s Ji U U**+( )/εσ[ ]1/4,=

466
RUSSIAN METALLURGY (METALLY)
Vol. 2008
No. 6
MUBOYADZHYAN
on the substrate material, the type of ion (pure metal,alloy), and the bias voltage (which specifies the ionenergy) [10].
The weighing of samples before and after the iontreatment of superalloy surfaces in the plasma of puremetals (Cr, Al, Ti, Zr) demonstrates that these surfacesundergo ion etching at a rate up to ~10
µ
m/h over theentire bias-voltage range. Metallographic analysis of thesurface layers in these samples shows that surface etch-ing is accompanied by intense diffusion of aluminum,titanium, and zirconium into the bulk of the superalloy(in Fig. 1, this corresponds to the range
U
inv
<
U
<
U
*).As an example, we consider the microstructure (Fig. 2)and elemental composition of the surface layer in theZhS26 superalloy subjected to ion treatment in a tita-nium plasma at a bias voltage of 700 V (Table 1). As fol-lows from these data, a 30-
µ
m-thick diffusion layerforms on the surface under these conditions. The ZhS26alloy subjected to ion treatment for 30 min in an alumi-num plasma contains a characteristic transition 15- to20-
µ
m-thick diffusion layer based on the Ni
3
Al phaseand carbides and a thin (3–4
µ
m) surface layer consistingof the NiAl phase (
β
phase), which also indicates thedevelopment of the process at ion energies
U
Al
<
U
*(Fig. 3) and a reactive character of the diffusion [11].
With metallographic analysis, we failed to revealsignificant changes in the surface layer of the superal-loy treated in a chromium plasma. After etching of apolished section, the sample surface exhibits a heat-affected zone 3–5
µ
m deep in which the elemental com-position only insignificantly differs from the superalloycomposition, which is related to the selectivity of ionetching of the surface. The presence of this layer indi-
C
i
;
T
s
100 300 500 1000
U
, V
0
U
inv
C
et
C
sat
C
l
T
s
U
*
C
0
Fig. 1.
Effect of the bias voltage on the substrate temperature
T
s
and the rate
C
i
of the ion treatment of a metallic surface:
C
0
is thedeposition rate (
C
0
=
∆
m
/
ρ
, where
∆
m
is the mass flow and
ρ
is the coating material density),
C
sat
is the ion saturation rate,
Cl is thediffusion-layer growth rate, Cet is the ion etching rate, Uinv is the bias voltage corresponding to the inversion of the deposition rate(C0 = Cet), and U* is the bias voltage at which the saturation rate is equal to the ion etching rate (Csat = Cet).
20 µm
10 µm
10 µm
~30 µm
1
2
3
4
Fig. 2. Microstructure of the surface layer of the ZhS26 alloyafter ion treatment in a titanium plasma at U = 700 V for3 min: (1) local measurement zone (1 × 1 µm) and (2–4) inte-gral measurement zone (10 × 10 µm).

RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MODIFICATION OF A METALLIC SURFACE IN A VACUUM ARC DISCHARGE PLASMA 467
cates that diffusion processes occur in it at a surfacetemperature of ~700°C.
The ZhS32 superalloy treated in an aluminum plasmawas studied by X-ray diffraction; its crystal lattice wasfound to be strongly distorted to a depth of 30 µm. Thisis indicated by the absence of the diffraction peaks inX-ray diffraction patterns for d/n = 2.06 and 1.78, whichcorrespond to the (111) and (200) planes of the γ' phasein the substrate. The phase composition of the surfacelayers in the samples is very complex: apart from thepeaks corresponding to nickel aluminides, there aremany unidentified peaks that are characteristic for nei-ther superalloys nor traditional aluminide coatings. Thetype of nickel aluminide depends on both the bias voltageand the process time. The samples treated at a bias volt-age of 700 V contain the Ni2Al3, NiAl, and Ni3Al phases,the fraction of the NiAl phase increasing with the treat-ment time. The samples treated at U = 300–600 V haveno aluminum-rich Ni2Al3 phase. The surface layers pro-duced at U = 400–500 V and a treatment time of 30 minhave the most uniform phase composition. The mainphase in this case is represented by NiAl. The generaltendency of all samples consists in the formation of alu-minum-rich phases as the substrate potential increasesand in an increase in the fraction of the lower nickel alu-minides as the treatment time increases, all other thingsbeing equal [4].
Table 2 gives the results of studying the elementalcomposition at a depth of h = 10 µm from the surfaceand on the surface (h = 0) of the ZhS6U, ZhS26, andZhS32 superalloys treated with aluminum and titaniumions [12].
As follows from these results, the elemental andphase compositions of the alloy surface layers changeafter treatment by aluminum and titanium ions. At adepth of 10 µm, the chromium and tungsten contentsare significant. All superalloys are characterized by atransition heterophase layer, whose microstructure istypical of diffusion aluminide coatings and is repre-sented by a fine-grained mixture of nickel aluminides(mainly Ni3Al) and chromium and tungsten carbides orrelated complex carbides with 9–12 wt % Al. The treat-ment with aluminum and titanium ions leads to an anal-ogous picture with the only exception that nickel alu-
minides are replaced by nickel compounds with tita-nium or zirconium.
An analysis of the ion-plasma treatment of the sur-faces of nickel superalloys with the metal ions gener-ated by vacuum arc demonstrates that, at a bias voltageof 300–900 V, the surfaces are intensely sputtered,which is often (ions of aluminum, titanium, zirconium,etc.) accompanied by the formation of an alloyed diffu-sion layer that has a thickness ranging from severalfractions of a micron to several tens of microns and astructural–phase state other than that in the bulk of thesuperalloy. The surface treatment of a superalloy in theplasma of aluminum or an aluminum-based alloy pro-duces a nickel aluminide–based heat-resistant surfacelayer on the superalloy.
The ion modification of the surfaces of parts madefrom structural materials can change the structural–phase states of the surfaces and, correspondingly, theproperties of these materials in relation to the state of
Table 1. Elemental composition of the surface layer in the ZhS26 alloy subjected to ion treatment in a titanium plasma
Zone(see Fig. 2)
Element content (wt %) in the zone
Al Cr Co Ni Nb Mo W Ti
1 1.070 0.99 9.36 63.44 1.63 0.16 3.41 18.41
2 4.770 2.62 7.87 51.34 1.51 1.08 17.68 13.91
3 5.470 3.98 7.28 51.70 1.10 1.38 19.87 10.14
4 5.595 6.13 9.71 61.98 0.98 1.49 13.01 1.08
Note: The values for the modifying element are given in bold type.
20 µm
Fig. 3. Microstructure of the surface layer of the ZhS26alloy after ion treatment in an aluminum plasma at an arccurrent of 500 A, a bias voltage of 450 A, and a treatmenttime of 30 min.

468
RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MUBOYADZHYAN
the surface (heat resistance, corrosion resistance, long-term strength, etc.). When studying the ion saturation ofthe surfaces of structural materials, we used chemicalelements that can form hardening phases based onrefractory-metal carbides; heat-resistant phases basedon metal aluminides; and intermetallic phases based onaluminum, titanium, chromium, and zirconium andtheir alloys in the surface layer of the part during treat-ment. As the substrate material, we employed VT18Uand EP718ID alloys and EI961, EI962, and EP866steels. Gravimetric analysis of the structural materialssubjected to ion treatment demonstrates that the inten-sity of ion-plasma treatment is different for differentcombinations of bombarding ions and a substrate mate-rial. As in the case of superalloys, this treatment isaccompanied by active surface sputtering at a rate up to10 mg/(cm2 h) at a bias voltage of 500–600 V and atreatment time of 30–60 min.
To produce alloyed layers thicker than 10 µm on thematerials described above, we performed ion treatment(surface modification) at sample temperatures below600°C to avoid overheating and tempering of a sub-strate on a MAP-1M setup at the following parameters:the vacuum arc current was 350–400 A, the negativeelectric potential applied to parts was 500–600 V, andthe treatment time was 30–60 min.
Metallographic examination of the structures of thediffusion layers in the alloys under study demonstratesthat the thickness of the diffusion layer in the EI962steel modified by Zr+ ions is 100 µm. The diffusioninteraction depth at constant electrical parameters and aconstant ion treatment time depends on the base mate-rial and the type of bombarding ions. For example,when modifying the surfaces of EP718ID alloy andEP866 steel by Ti+ ions, we fabricated diffusion layers10–12 and 20–25 µm thick, respectively. For the same
base materials and Al+ ions, we fabricated diffusion lay-ers 5–7 (EP718ID), 20–25 (EP866), and 10–20 µm thick(VT18U titanium alloy). On the whole, the results ofmetallographic analysis supports the possibility of pro-ducing modified surface layers of various thicknesses onstructural materials by ion saturation.
Tables 3 and 4 give the results of X-ray diffractionand electron-probe microanalysis studies of the modi-fied surfaces of EI962 steel and titanium-based VT18Ualloy [12].
1Kh18N9T steel is a typical representative of auste-nitic steels and consists of the γ phase (A1 type lattice)in the initial state. The diffraction lines are narrow, andthe Kα doublet is well resolved in lines with high dif-fraction angles. After Al+ ion irradiation, we detectedthe following two aluminide phases in the surface layerof this steel: FeAl (B2) and Fe3Al (DO3). The diffrac-tion lines of both phases are broader than those of the γphase in the initial state. This is likely to be caused bya nonuniform chemical composition of these phasesacross the layer thickness. The thickness of the formedmodified layer is estimated to be more than 20 µm.
As a result of the Zr+ ion treatment of the steel, itssurface layer contains a small amount of the α-Zr phase(A3), the Fe2Zr Laves phase (structure type C14 orC36), and the Fe2Zr phase (structure type E93); the lastphase often forms under nonequilibrium conditions.The thickness of the layer modified upon Zr+ ion treat-ment is rather large (h > 12 µm).
EI962 steel, whose main components are iron andchromium (~10%), contains the α-Fe phase and traces ofthe Cr23C6 carbide in its initial state. The maximumchanges in the structural state of the surface of this steelwere detected after Ti+ ion treatment: the surface layercontained the α-Fe, FeTi (B2), and oxide FeO (wustite)phases and traces of the Fe2Ti phase. According to met-
Table 2. Elemental composition of the surface layer in a ZhS-type alloy after treatment by Al+ and Ti+ ions
Alloy/type of ion treatment U, V h, µm
Element content (wt %) in the analyzed zone
Al Ti Cr Co Ni Mo W
ZhS6U/Al+ 400 10 9.49 3.64 13.94 9.43 42.94 2.05 17.55
500 10 9.17 2.85 11.38 10.50 47.18 19.36 18.02
600 10 7.87 3.62 9.56 10.68 49.97 1.57 16.00
0 11.88 2.19 4.41 11.71 68.90 0 0.92
ZhS32/Al+ 600 10 8.21 No 6.04 10.04 48.45 No 16.43
0 10.26 " 5.01 9.37 51.33 " 12.16
ZhS6U/Al+ 700 10 8.02 3.25 7.98 11.33 50.77 1.58 16.49
0 12.69 2.61 3.79 11.92 67.45 0.23 1.32
ZhS26/Ti+ 700 10 4.77 13.91 2.62 7.87 51.34 1.08 17.68
0 1.07 18.41 0.99 9.36 63.44 0.16 3.41
Note: 1. See the note to Table 1. 2. The ZhS32 alloy also contains 3.92 wt % Ta and 6.87 wt % Re at a depth of 10 µm from the surfaceand 8.22 wt % Ta and 3.66 wt % Re on the surface. 3. The ZhS26 alloy contains 1.51 wt % Nb in the surface layer and 1.63 wt %Nb on the surface.

RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MODIFICATION OF A METALLIC SURFACE IN A VACUUM ARC DISCHARGE PLASMA 469
allographic data, the modified-layer thickness was~10 µm. When EI962 steel was treated by Cr+ ions, theσ-FeCr phase formed in its surface layer and the chro-mium concentration on the surface reached 50%. UponZr+ ion treatment, the surface layer contained a verysmall amount of the α-Zr and Fe2Zr phase.
When VT18U alloy is treated in the Al+ plasma, athick (>20 µm) modified layer based on the TiAl3 phaseforms on its surface; when this alloy is treated in the Cr+
plasma, the α-Cr and TiCr2 phases are added to thealloy phases.
In the initial state, VT18U titanium alloy consists ofa mixture of the α-Ti and β-Ti (small amount) phases.The treatment of the titanium alloy by aluminum ionsleads to the formation of a thick (>15 µm) TiAl3 layer.Upon Cr+ ion irradiation, apart from α-Ti and β-Ti, thesurface layer contains a small amount of the α-Cr phaseand the TiCr2 Laves phase, which corresponds to theTi–Cr phase diagram. The mass fraction of the β-Tiphase increases significantly after treatment, which islikely to be caused by the ability of chromium to stabi-lize the β phase.
The phase transformations that occur during the dif-fusion saturation of materials are induced by reactivediffusion [11]. In the general case, when a sample of
element I is saturated by element II, diffusion processesresult in the formation of phase layers on the surface ofsample I in the sequence corresponding to the MI–MIIphase diagram. The main feature of ion saturation is ahigh content of point defects, which can rapidlyenhance diffusion processes and lead to the formationof nonequilibrium phases. For example, when titaniumis saturated by chromium, the Ti–Cr phase diagramdemonstrates that a layer of the TiCr2 phase should firstform (at ~65% Cr) and a layer of pure chromium shouldform later. Moreover, chromium is a strong β-Ti stabi-lizer, and only 9% Cr is sufficient for quenching andfixing the β phase [13]. This behavior can explain theincrease in the mass fraction of the β phase.
Ion treatment can significantly change the struc-tural–phase state of the surface layers of steels and tita-nium alloys. The thicknesses of the layers containingnew phases change in the range from several tenths ofa micron to 15–20 µm or more depending on the typeof ion and the material to be treated. In some cases, theprinciples of reactive diffusion well describe the relatedchanges in the structural–phase state of the surfacelayer of the material.
Our studies demonstrate that the ion saturation ofthe surface of a metallic substrate occurs at a relatively
Table 3. Results of X-ray diffraction analysis of the surfaces of the 1Kh18N9T and EI962 steels and the VT18U alloy sub-jected to ion treatment
Type of iontreatment Base material Phase composition of the surface layer
Without treatment 1Kh18N9T steel γ-Fe
Al+ " FeAl + Fe3Al
Zr+ " γ-Fe + α-Fe + α-Zr + Fe2Zr Laves phase + Fe2Zr
Without treatment EI962 steel α-Fe + Cr23C6
Ti+ " α-Fe + FeTi + FeO + Fe2Ti
Zr+ " α-Fe + α-Zr + Fe2Zr
Cr+ " α-Fe + σ-FeCr
Al+ " α-Fe + FeAl + AlCr2
Without treatment VT18U alloy α-Ti + β-Ti
Al+ " TiAl3Cr+ " α-Ti + β-Ti + α-Cr + TiCr2
Table 4. Elemental compositions the surface layers of the EI962 steel and the VT18U alloy subjected to ion treatment
Type of iontreatment Base material
Element content, wt %
Cr Ni Mo W Ti Al Si Nb Zr
Without treatment EI962 steel 11.5 1.2 0.5 2.0 – – – – –
Ti+ " 10.0 0.8 0.2 1.8 2.2 – – – –
Without treatment VT18U alloy – – 1.0 – 90.0 3.5 0.2 1.1 3.0
Zr+ " – – 0.2 – 59.0 1.4 – 2.6 37.0
Al+ " – – 0.5 – 46.5 49.7 – 1.0 1.9

470
RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MUBOYADZHYAN
low substrate temperature (it is 600–800°C for nickel-based superalloys and below 600°C for steels and tita-nium alloys). Modification proceeds at a bias voltage of300–700 V, which ensures ion heating of a substrate inthe range of allowable temperatures. Thus, we assumethat the surface modification of a metallic substrate in ametallic VAD plasma takes place due to acceleratedthermally stimulated ion diffusion. This is the essenceof the developed ion saturation (modification) of thesurface of a metallic part in a metallic VAD plasma.
The results of testing samples subjected to ion treat-ment demonstrate that they have higher protective heatresistance, corrosion resistance, and erosion resistancecharacteristics as compared to the untreated samples.
We carried out rapid cyclic corrosion tests of sam-ples treated in a VAD plasma in order to estimate theeffect of modification on the service properties of thematerials and their heat resistance in a furnace atmo-sphere.
The corrosion tests were performed according to thetechnique of rapid cyclic tests. We studied two types ofmaterials, namely, EI961 and EP866 steels and VT6,VT18U, and VT25U titanium alloys. Their surfaces weremodified in a VAD plasma by the ions of Al, Cr, Ti, Zr,Mo, Ta, Y, Ni–24Cr, Zr–12Y, Al–10Y, or Ti–34Al. Theresults obtained are listed in Tables 5–8 [12, 14].
When analyzing these experimental results(Tables 5–8), we can draw the following conclusions.
Table 5. Results of cyclic corrosion tests of EI961 and EP866 steels and VT18U alloy in a 3% NaCl solution at 600°C
Type of ion treatmentDegree of corrosion damage of the surface (%) at the given number of test cycles (c)
1c 2c 3c 4c 5c 6c 7c 8c 9c 10c
EI961 steel samples
Without treatment 10 60 60 60 60 70 70 70 80 80
(Ni-24% Cr)+
in a 3% NaCl solution* * * 1 3 15 20 20 20–30 20–45
(Zr-12% Y)+ * * 30 45 45 45 70 60–95 90–95 95–100
(Al-10% Y)+ * * * * * * * * * 3–6
Zr+ + Y+ * 5–30 60 60–70 70–85 60–90 80–95 90–95 90–100 100
Ti+ * * 10 20 20 20 20 25 35 35
Mo+ 5–10 1–40 15–40 15–50 30–60 50–80 70–85 85–95 95 100
Y+ * 40–60 50–60 60–95 60–100 60–100 80–100 95–100 100 –
EP866 steel samples
Without treatment 10 15 30 40 60 70 75 75 80 85
Ti+ * 1 10 20 25 30 70 70 70 80
Zr+ * * * * * * * 20 30 70
Al+ * * 2 3 6 10 15 25 30 45
Ti (3 µm) + Ti+ * * * * * <1 <1 <1 <1 <1
Zr (3 µm) + Zr+ * * * * * 50 60 70 80 80
Al (sublayer) + Al+ * * * * 5 10 15 20 30 50
Ti+ + Zr+ * * * * * * * * * *
Ti+ + Al+ * 5 10 35 55 60 60 65 70 75
Zr++ Al+ * * * <1 1 5 8 25 30 40
VT18U alloy samples
Without treatment * * –25 –30 –50 –50 –55 –55 100 100
(Zr-12% Y)+ * * * * * * * * * *
Zr+ + Y+ * * * * * * * * * *
Mo+ * * * * (1–2)** (2–3)** (5–9)** 7–10 7–10 –60
Ta+ * * * * * * * * * *
(Al-10% Y)+ * * * * * * (1–2) (2–3) (5–7) (35–60)
(Ti-34% Al)+ * * * –2 –3 –4 –4 –4 –4 –5
Notes: * Samples without defects.** Samples with pitting corrosion.

RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MODIFICATION OF A METALLIC SURFACE IN A VACUUM ARC DISCHARGE PLASMA 471
The modification of a metallic surface in a VADplasma significantly changes its properties, which isindicated by the results obtained upon rapid cyclic saltcorrosion tests and heat-resistance tests. In some cases,the salt corrosion resistance and the heat resistanceincrease substantially.
The EI961 steel treated in an (Al–10%Y)+ plasmaexhibits high salt corrosion resistance (Table 5). Whenthe EP866 steel was tested, its samples modified in aTi+ + Zr+ plasma according to a two-stage technologyexhibited the highest salt corrosion resistance. In the caseof the VT18U titanium alloy, the highest salt corrosionresistance was achieved upon surface modification by(Zr–12% Y)+ and Zr+ + Y+ ions according to a two-stagetechnology.
For the EI961 alloy, almost all versions of surfacemodification increased its heat resistance (holding at700°C for 300 h). The highest heat resistance wasobtained upon two-stage treatment of the EI961 steelby Zr+ + Y+ ions (Table 6). For the VT6 titanium alloy,
the heat resistance at 500°C was maximal for the sam-ples modified according to the following scheme: Al(3 µm) + Al+ (preliminary deposition of a 3-µm-thick
Table 6. Results of heat-resistance tests of modified EI961 steel samples at 700°C
Type of iontreatment
Specific change in the sample weight (mg/cm2) in the time (h)
10 20 50 75 100 160 200 250 300
Without treatment +0.73 +0.71 +0.91 +0.92 +1.16 +1.46 +1.92 +2.27 +2.56
Y+ +0.22 +0.14 +0.22 +0.23 +0.33 +0.29 +0.33 +0.33 +0.32
Zr+ + Y+ +0.17 +0.04 +0.21 +0.14 +0.27 +0.21 +0.19 +0.23 +0.16
Mo+ –0.11 –0.22 +0.22 +0.19 +0.34 +0.61 +1.28 +1.51 +1.56
(Al-10% Y)+ +0.18 +0.12 +0.24 +0.17 +0.28 +0.31 +0.27 +0.32 +0.30
Ti+ +0.13 +0.20 +0.27 +0.30 +0.35 +0.36 +0.37 +0.35 +0.34
(Ni-24% Cr)+ +0.30 +0.10 +0.60 +0.60 +0.70 +0.81 +0.85 +0.87 +0.91
Note: Sign “+” means an increase in the sample weight, and sign “–” means a decrease in the sample weight.
Table 7. Results of heat-resistance tests of modified VT6 alloy samples at 500°C
Type of ion treatmentSpecific change in the sample weight (mg/cm2) in the time (h)
15 30 50 70 100 140 170 200
Without treatment –0.12 +0.07 +0.07 +0.07 –0.23 +0.18 +0.18 +0.19
Zr+ +0.71 +1.31 +1.98 +3.51 +2.09 +2.60 +3.07 +3.07
Al+ –0.46 –0.04 –0.04 –0.04 –0.71 –0.07 +0.04 +0.35
Zr+ + Al+ –0.46 +0.04 +0.04 +0.04 –0.641 0 +0.14 +0.42
Zr(3 µm) + Zr+ +1.20 +1.84 +2.05 +2.01 +1.41 +1.41 +1.06 +1.17
Al(3 µm) + Al+ –0.55 0 –0.07 –0.04 –0.57 0 +0.07 +0.07
Zr+ + Zr(3 µm) + Al+ + Al(3 µm) –0.25 +0.11 +0.07 +0.11 –0.46 +0.40 +0.21 +0.21
Note: See the note to Table 6.
Table 8. Results of heat-resistance tests of modified VT25Ualloy samples at 550°C
Type of iontreatment
Specific change in the sample weight (mg/cm2) in the time (h)
100 500
Without treatment +0.033 +6.63
Ta+ +0.030 ±0.25
Mo+ +0.041 +0.23
Y+ 0 +0.48
(TiAl)+ 0 +3.32

472
RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MUBOYADZHYAN
aluminum layer followed by Al+ ion treatment). For theVT25U titanium alloy, the heat resistance at 550°C washigh for the samples whose surface was modified byTa+ or Mo+ ions (Table 8).
For every structural material, we can choose aplasma-forming metallic material (pure metal or alloy)and a modification process (one-stage or multistage)that can significantly increase the protective propertiesof the surface.
We have designed a new surface treatment methodfor deep (from several fractions of a micron to 100 µm)
surface modification of important structural materialsby thermally stimulated ion diffusion in the vacuum arcplasma of pure metals and alloys. This method can finda wide application in the field of surface treatment. Thisprocess of surface modification is achieved on commer-cial ion-plasma MAP-1M and MAP-2 setups at the fol-lowing parameters: the VAD current is 300–700 A, thenegative bias voltage applied to treated parts is 300–700 V, and the treatment time is ≤1 h.
With this new method of ion surface modification,we have developed and put into operation a process forthe surface modification of compressor parts (made ofEI961 and EI962 steels) in a gas-turbine engine using aVSDP20 (Al–Co–Si–Y system) alloy plasma. This pro-cess increases the service properties of these parts,namely, the salt corrosion resistance, the heat resistanceat temperatures up to 600°C, and the corrosion crackingresistance. The mechanical properties of the steels donot decrease under these conditions. According to thecomparative data on the heat resistance at 600°C of theEI961 steels subjected and not subjected to ion treat-ment in an VSDP20 alloy plasma (Fig. 4), ion modifi-cation decreases the surface oxidation rate by a factorof three.
Figures 5 and 6 show the results of comparativerapid cyclic corrosion resistance tests of EU961 sam-ples before and after ion treatment; the tests were per-formed in a 3% NaCl solution at 600°C. Surface modi-fication is seen to significantly increase the salt corro-sion resistance of the steel.
Table 9 gives the results of corrosion cracking testsperformed on the EI962 steel. 98 × 15 × 2-mm sampleswere loaded by bending in a special-purpose attach-ment, and applied stresses σtest were varied from 0.8 to
∆m/S, mg/cm2
150 200 250
1
1000
0.1
0.2
τ, h
2
Fig. 4. Heat resistance at 600°C of EI961 steel samples(1) before and (2) after ion treatment in an Al–Co–Si–Yalloy plasma. The tests were carried out in a furnace atmo-sphere. ∆m/S is the specific change in the sample weight,and τ is the test time.
η, %
2 4 6 8
1
0
25
50
75
N, cycles
2
Fig. 5. Corrosion resistance of EI961 steel samples(1) before and (2) after ion treatment in an Al–Co–Si–Yalloy plasma. Rapid cyclic tests in a 3% NaCl solution at atemperature of 600°C. N is the number of cycles, and η isthe degree of surface damage.
∆m/S, mg/cm2
2 4 6 8
1
0–5
–4
–3
–2
–1
0
N, cycles
2
Fig. 6. Corrosion resistance of EI961 steel samples(1) before and (2) after ion treatment in an Al–Co–Si–Yalloy plasma. Rapid cyclic tests in a 3% NaCl solution at atemperature of 600°C.

RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MODIFICATION OF A METALLIC SURFACE IN A VACUUM ARC DISCHARGE PLASMA 473
0.5 of the yield strength σ0.2. Before tests, the sampleswere tempered at 570°C. The test time was 3 months.Ion treatment is seen to substantially increase the cor-rosion cracking resistance of the steel.
The effect of ion treatment on the mechanical prop-erties of the EI961 steel was estimated from the resultsof long-term strength tests at 600°C (Table 10).
As follows from the data in Table 10, modificationin a VSDP20 alloy plasma does not affect the long-termstrength of the steel and this strength falls in the range
given in the steel specifications, = 220–250 MPa.
The surface modification of parts made from EI961(EI962) steel in a (VSDP20)+ plasma changes theirdimensions by several microns at a saturated-layerthickness of 20–25 µm and is recommended for theseparts under any climatic conditions.
CONCLUSIONS
(1) As a result of VIAM studies in the field of a high-energy ion-plasma technology, we developed a newprocess of thermally stimulated ion diffusion in a high-current VAD plasma in order to modify the surfaces ofstructural materials. This process produces modifiedlayers whose thickness ranges from several fractions ofa micron to several tens of microns at a vacuum arc cur-rent of 350–400 V, a bias voltage of 300–700 V appliedto treated parts, and a process time of ≤1 h.
σ100600
(2) With this process of ion modification of the sur-faces of structural materials, we can change the struc-tural–phase states of these surfaces and, correspond-ingly, the properties of these materials in relation to thestate of the surface (heat resistance, corrosion resis-tance, long-term strength, etc.). We studied the surfacesof structural steels and titanium-based alloys after mod-ification by X-ray diffraction and showed that the phasetransformations in their surface layers are mainlycaused by reactive diffusion.
(3) The proposed method of surface modificationsignificantly extends the possibilities of controlling thephysicochemical properties of structural materials andis promising for the surface treatment of importantmachine parts intended for increasing their operate reli-ability. The process of surface modification is achievedon commercial ion-plasma MAP-1M and MAP-2 set-ups designed by VIAM.
(4) Among the vacuum methods of depositing pro-tective and hardening coatings, the proposed process ofmodifying a metallic surface is characterized by sim-plicity, the high accuracy of the reproducibility of thethickness and the modified-layer composition, rathersimple equipment, and low cost of treatment.
REFERENCES
1. I. I. Aksenov, I. I. Konovalov, V. G. Padalko, et al., “Ero-sion of a Steady-State Vacuum Arc Cathode,” Preprint ofKhFTI, Moscow, 1984, no. 84-6, pp. 1–23.
2. I. I. Aksenov, V. G. Bren’, V. A. Osipov, et al., “Plasmaof a Steady-State Vacuum Arc Discharge: I. Formation ofPlasma Flows,” Teplofiz. Vys. Temp., No. 2, 219–223(1983).
3. I. I. Aksenov, V. G. Bren’, V. A. Osipov, et al., “Plasmaof a Steady-State Vacuum Arc Discharge: II. Effect of theIntegral Cathode Temperature,” Teplofiz. Vys. Temp.,No. 4, 646–651 (1983).
4. S. A. Muboyadzhyan, “Deposition from the Two-PhaseMulticomponent Flow of a Vacuum-Arc Plasma Con-taining Droplets of an Evaporated Material,” Izv. Ross.Akad. Nauk, Ser. Met., No. 2, 20–34 (2008) [RussianMetallurgy (Metally), No. 2, 112–121 (2008)].
5. E. N. Kablov, S. A. Muboyadzhyan, S. A. Budinovskii,and A. N. Lutsenko, “Ion-Plasma Protective Coatings forGas-Turbine Engine Blades,” Izv. Ross. Akad. Nauk,Ser. Met., No. 5, 23–34 (2007) [Russian Metallurgy(Metally), No. 5, 364–372 (2007)].
6. E. N. Kablov, Casting of Gas-Turbine Engine Blades(Alloys, Technologies, Coatings) (MISiS, Moscow,2001) [in Russian].
7. A. M. Dorodnov, S. A. Muboyadzhyan, Ya. A. Pomelov,and Yu. A. Strukov, “Hall End-Face Plasma Acceleratorwith a Cold Cathode,” ZhPMTF, No. 1, 35–41 (1981).
8. S. A. Muboyadzhyan, S. A. Budinovskii, andYa. A. Pomelov, “Modern Processes of Ion SurfaceTreatment in a Vacuum Arc Discharge Plasma,” in Avia-tion Materials and Technologies. High-TemperatureMaterials for Modern and Promising Gas-Turbine
Table 9. Corrosion cracking resistance of EI962 steel samples(I) before and (II) after ion treatment in a (Al–Co–Si–Y)+
plasma
SampleTime (day) it takes for cracks to appear at σtest
0.8σ0.2 0.5σ0.2
I <1; 2; 7 16, 22
(average value is ~3.5) (average value is ~19)
II >90 >90
Table 10. Long-term strength of EI961 steel samples (I)before and (II) after ion treatment in an (VSDP20)+ alloy plasma
Sample Constant stress σ, MPa Test time, h MPa
I 250 >264.5 >250
>100.0
II 250 150.0 >250
>108.0
σ100600
σ100600,

474
RUSSIAN METALLURGY (METALLY) Vol. 2008 No. 6
MUBOYADZHYAN
Engines and Advanced Technologies for Their Produc-tion (VIAM, Moscow, 2003), pp. 102–116.
9. Surface Modification and Alloying by Laser, Ion, andElectron Beams, Ed. by D. M. Pout et al. (Mashinostroenie,Moscow, 1987) [in Russian].
10. S. A. Muboyadzhyan, “Modern Vacuum Processes of IonSurface Treatment,” Konversiya v Mashinostroenii,No. 4, 69–77 (2004).
11. B. S. Bokshtein, Diffusion in Metals (Metallurgiya,Moscow, 1978) [in Russian].
12. S. A. Muboyadzhyan, S. A. Budinovskii, andYa. A. Pomelov, “Modern Processes of Ion Surface Treat-ment in a Vacuum Arc Discharge Plasma,” in Aviation
Materials and Technologies. High-Temperature Materi-als for Modern and Promising Gas-Turbine Engines andAdvanced Technologies for Their Production (VIAM,Moscow, 2003), pp. 132–142.
13. E. A. Borisova, G. A. Bochvar, M. Ya. Brun, et al., Tita-nium Alloys. Metallography of Titanium Alloys (Metal-lurgiya, Moscow, 1980) [in Russian].
14. E. N. Kablov, S. A. Muboyadzhyan, S. A. Budinovskii,and Yu. D. Yagodkin, “Prospects of the Application of aHigh-Energy Ion-Plasma Technology for RepairingWorn Turbine Blades,” in Aviation Materials and Tech-nologies. Repairing Technologies in Aircraft Industry(VIAM, Moscow, 2002), pp. 6–13.