Embed Size (px)
Citation preview

www.elsevier.com/locate/ijhmt
International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
Modelling of turbulent molten pool convection in laser weldingof a copper–nickel dissimilar couple
Nilanjan Chakraborty a,1, Suman Chakraborty b,*
a Department of Engineering, University of Liverpool, Brownlow Hill, Liverpool L69 3GH, UKb Department of Mechanical Engineering, Indian Institute of Technology, Kharagpur 721302, West Bengal, India
Received 7 June 2006; received in revised form 29 September 2006Available online 2 January 2007
Abstract
The effects of turbulence on momentum, heat, and mass transfer during laser welding of a copper–nickel dissimilar couple are studiedby carrying out three-dimensional unsteady Reynolds Averaged Navier Stokes (RANS) simulations. The turbulent transport is modelledby a suitably modified high Reynolds number k–e model. The solid–liquid phase change is accounted for by a modified enthalpy porositytechnique. In order to demonstrate the effects of turbulence, two sets of simulations are carried out for the same set of processing param-eters: one with the turbulence model, and the other without activating the turbulence model. The enhanced diffusive transport associatedwith turbulence is shown to decrease the maximum values of temperature, velocity magnitude, and copper mass fraction in the moltenpool. The effects of turbulence are found to be most prominent on the species transport in the molten pool. The composition distributionin turbulent simulation is found to be more uniform than that obtained in the simulation without turbulent transport. The nickel com-position distribution predictions, as obtained from the present turbulence model based simulations, are also found to be in good agree-ment with the corresponding experimental results.� 2006 Elsevier Ltd. All rights reserved.
Keywords: Turbulence; k–e model; Diffusive transport; Heat; Momentum and mass transfer; Enhanced mixing
1. Introduction
Laser welding of dissimilar metal with disparate thermo-physical properties offers some advantages over the tradi-tional arc welding applications primarily due to the fact thatlaser processing is free of any beam-deflection effects other-wise associated with arc welding processes. However, inlaser beam welding of dissimilar metals, the differences inphysical properties of the materials lead to an asymmetryin the pertinent heat and fluid flow characteristics, aswell as perceptible complexities in the solute segregationpatterns. These, in turn, leave their imprints on thefinal welded microstructure. Therefore, a fundamental
0017-9310/$ - see front matter � 2006 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijheatmasstransfer.2006.10.030
* Corresponding author. Tel.: +91 3222 282990; fax: +91 3222 282278.E-mail addresses: [email protected] (N. Chakraborty),
[email protected] (S. Chakraborty).1 Tel.: +44 151 794 4831; fax: +44 151 794 4848.
understanding of the molten pool transport in dissimilarmetal welding is necessary in order to provide significantphysical insights into the dynamic evolution of the constit-uent phases from an inhomogeneous melt. This eventuallyleads to a comprehensive understanding on the develop-ment of unique features in the welded microstructure.
Computational modelling of laser beam welding of dis-similar metals has been the subject of intensive researchover the past few years. Early efforts in this regard havebeen based on two-dimensional heat and fluid flow models[1–3], which have more recently been extended to threedimensions [4,5]. However, in all these studies, the fluidflow in the molten pool was assumed to be laminar in nat-ure. On the other hand, it is well established that for typicalsurface tension driven thermo-solutal convective flows,turbulence is likely to be triggered off when the surface ten-sion Reynolds number becomes of the order of 100 or more[6–8]. Such observations have been rigorously verified

Nomenclature
ap, a0P discretization equation coefficients
c specific heatC species concentrationD species mass diffusion coefficientfl liquid fractiong acceleration due to gravityh convective heat transfer coefficientk turbulent kinetic energyK thermal conductivitykp partition coefficientL latent heat of fusionp pressureP propertyq net powerq00 heat fluxQ actual power inputrq radius of heat inputS source termT temperaturet timeu x-component of velocityUscan laser scanning speedv y-component of velocityw z-component of velocityx, y, z co-ordinates fixed to the laser source
Greek symbols
bT volumetric expansion coefficient of heatbC volumetric expansion coefficient of solute
g laser efficiencylt eddy viscosityC general diffusion termDH latent enthalpye turbulent kinetic energy dissipation rateer emissivity/ general scalar variablek relaxation factorrsur surface tensionrt turbulent Prandtl numberrc turbulent Schmidt numberrrad Stefan–Boltzmann constantq densityl molecular viscosity
Superscript0 stationary co-ordinate system
Subscripts
Cu (Ni) copper (nickel)max maximum valuen iteration level/normal directionold old iteration valueref reference1 ambient
1806 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
through scaling analysis-based predictions [9], as well as byexperimental observations [10] depicting strong surfaceoscillations in the molten pools formed during fusion weld-ing operations. For typical high power laser material pro-cessing operations surface tension Reynolds numbersoften becomes in the order of 1000 or more, where the con-cerned molten pool transport is expected to be turbulent innature. Although a number of computational studiesaddressed turbulence modelling in case of joining of similarmaterials [11–16], the effects of turbulent transport onwelding of dissimilar material pairs are yet to be reported.However, such studies can turn out to be of considerablepractical importance, since they can provide significantphysical insights into the fundamental understanding ofthe problem, along with an accurate description of the weldpool transport characteristics. This understanding, in turn,can effectively be used in order to predict micro-structuralevolution in the dissimilar metal welding processes.
The aim of the present work is to develop a mathematicalmodel for analyzing the role of turbulent transport featuresin the molten pool development during laser beam weldingof dissimilar metals. In order to achieve this goal, a Reynolds
Averaged Navier Stokes (RANS) equation based turbulenttransport model developed by the present authors [14–18]for phase change material-processing applications is suitablyextended to incorporate dissimilar metal welding features.Ideally, a Direct Numerical Simulation (DNS) would leadto the most accurate estimates of turbulence characteristicsin the laser-molten pool. However, the computational costof DNS scales as Re11=4
t , where Ret is the turbulent Reynoldsnumber (Ret = qk2/el), which makes the proposition highlycomputationally prohibitive in nature. Moreover, the geo-metrical complexities associated with the morphologicalevolution of the molten pool make the problem almostintractable for DNS, within the constraints of current com-putational resources. It is expected that in the near futureLarge Eddy Simulation (LES) of the molten pool convectionwill be possible, which can potentially provide a significantamount of insight on the pertinent turbulent transport.However, with the present state of computational power,unsteady RANS simulations are probably the only econom-ically feasible tools for analyzing such a complicated processof turbulent molten pool convection in laser joining of dis-similar metals. The turbulence model described in this work

Fig. 1. Schematic diagram of laser welding of a Cu–Ni dissimilar couple.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1807
is applied to a typical high power continuous dissimilarmetal laser welding, for which turbulent convection effectsare expected to be distinctly prominent. In order to demon-strate the unique features of turbulent convection in dis-similar welding applications, separate simulations are alsocarried out by employing the same set of processing para-meters, but without activating the turbulence models. Basedon these numerical simulation predictions, primary focus ofthe present investigation is directed towards achieving thefollowing:
1. To characterize turbulent heat and mass transfer in atypical high power dissimilar metal welding process.
2. To demonstrate the effects of turbulence in the moltenpool transport, in comparison to the predictionsobtained without activating the turbulence modellingfeatures.
In order to demonstrate the quantitative predictivecapabilities of the present model, a binary system of Cuand Ni is chosen for the present study. Such a system ischaracterized with simple isomorphous phase diagramswithout a miscibility gap or formation of inter-metalliccompounds, which significantly simplifies the underlyingmathematical analysis to a large extent. On the other hand,Cu and Ni have significant differences in thermo-physicalproperties, so that the fundamental physical issues associ-ated with dissimilar metal welding processes can be aptlydemonstrated. Further, experimental studies, as well asnumerical computations based on laminar transport mod-els for Cu–Ni dissimilar couple, are also well documentedin the literature [4,5], which offers the convenience of acritical assessment of the prediction capabilities of themathematical model developed in this study.
2. Mathematical modelling
A schematic diagram of a typical continuous laser weld-ing of a binary couple is shown in Fig. 1. Two workpiecesof Cu and Ni are kept side by side in a butt joint arrange-ment. According to Fig. 1, the laser torch moves in nega-tive x direction along the line separating Cu and Niblocks. A part of laser power only becomes available tothe workpiece, which is specified by the laser couplingefficiency, g, as [19]
q ¼ gQ ð1Þ
where q is the available power to the workpiece and Q isthe total laser power. For dissimilar metal welding applica-tions, a precise specification of this laser efficiency may besomewhat troublesome, since a better surface finish isfound to reduce its value, whereas vapour and plasma for-mation tends to increase g [4]. Physical data available inthis regard are not very adequate. In the present study,a laser coupling efficiency of 12% is employed, consistentwith earlier numerical studies on laser-aided melting pro-cesses [17,18]. The material pair is heated to high tempera-
tures within a very short period of time because of thisincidence of a high-intensity laser beam. Once temperatureof either of these two components rises beyond the corre-sponding melting point, a strong surface tension drivenconvection is likely to set in. This can give rise to strongintermixing between the constituent materials. The extentof this intermixing eventually gives rise to the final micro-structure of the re-solidified component, which in turngoverns mechanical properties.
From the above discussion, it becomes apparent thatmathematical modelling of the melting and inter-mixingprocesses happens to be one of the key aspects in numericalsimulation of dissimilar metal welding processes. In the lit-erature, two different types of models, namely, the locallyhomogeneous mixture model and the multi-fluid model,have been commonly employed to address analogous phys-ical situations. The locally homogeneous mixture model canbe used under the assumption that the constituting speciescan mix up to the atomic level. In this situation, the masstransfer takes place purely by advection and diffusion pro-cesses. The multi-fluid model, on the other hand, addressesthe situations in which different species are mixed over lar-ger scales and can potentially have separate flow features[20,21]. The individual flow fields interact amongst them-selves by some empirically specified inter-phase interactionterms. In the present study, a locally homogeneous mixturemodel is adopted, in which properties of the mixture aredetermined by relative proportions of the constituent com-ponents. Although some information related to characteris-tics of the mixture at the interface get eventually smearedout while employing this approach, the physical essence ofthe transport characteristics can still be reliably captured,as established in the earlier numerical studies on dissimilarmetal welding processes [4]. For mathematical modelling,following simplifying assumptions are further invoked:
1. The molten metal flows for both Cu and Ni are assumedto Newtonian in nature.

1808 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
2. The molten meal is incompressible, and thus the densitychange due to the temperature variations is taken care ofby the Boussinesq’s approximation.
3. Laser power is assumed to be distributed in a Gaussianmanner at the top surface.
4. The top surface of the welded joint is assumed to statis-tically flat [4].
5. Thermo-physical properties are taken to be differentfor solid and liquid phases. The physical propertiesvary according to the concentration of individual com-ponents. Thermal conductivity, viscosity, specific heat,density and surface tension of the mixture at a giventemperature are taken to be linear functions of constitu-ent mass fractions.
The description of the governing conservative equationsemployed in this study rests on a single-domain continuumbased enthalpy-porosity formulation [22]. In this method-ology the transport equations for individual phases arevolume-averaged to come up with a set of equivalentsingle-phase conservation equations, which are valid overthe entire domain, irrespective of the constituent phaseslocally present. Based on the already solved thermal fieldthe liquid fraction of a given control volume is evaluated,which implicitly specify and update the interfacial locationswith respect to space and time. To achieve this purpose,dynamic evolution/absorption of latent heat is accountedfor by a continuous updating of nodal latent enthalpyvalues in each computational cell, in accordance with theprevailing temperature field. This updating is reflected inthe energy conservation equation, as either a heat source/sink. A distinctive advantage of this methodology is thatno explicit conditions for energy conservation at thesolid–liquid interface need to be accounted for. Moreover,since this approach does not need explicit interface track-ing, it is well-suited for treating the continuous transitionsbetween solid and liquid phases, as well as evolution oflatent energy over a finite temperature range.
2.1. Governing equations
The governing differential equations described in thesubsequent discussion are all transformed with referenceto a co-ordinate system (x1 = x,x2 = y,x3 = z) that trans-lates with the laser source with a constant scanning speed,Uscan, along the negative x1 direction. With this Galileantransformation of co-ordinates, the transport equationsassume the following forms in Cartesian tensor notations.In all the equations, for each primitive variable /, �/ repre-sents the mean value and /0 represents the correspondingfluctuating component.
2.1.1. Conservation of mass
A statement of conservation of mass for fluid flow, interms of the mean and fluctuating velocity components,can be written as
oqotþ oðq�uiÞ
oxi¼ 0;
oðqu0iÞoxi
¼ 0 ð2Þ
2.1.2. Conservation of linear momentum
The single-phase Reynolds averaged Navier Stokesequation for the ith direction is given by (i = 1,2,3)
oðq�uiÞotþ oðq�ui�ujÞ
oxj
¼ � o�poxiþ qgdi2bT ðT � T refÞ þ qgdi2bCðC � CrefÞ
þ Si þo
oxjl
o�ui
oxj� qu0iu
0j
� �� U scan
oðq�uiÞox1
ð3Þ
where g is the acceleration due to gravity, Tref is taken to beequal to the melting temperature of the base material andCref is taken to be equal to the concentration of the alloyingspecies at that reference temperature. The component ofthe source term Si in Eq. (3) originates from the consider-ation that the morphology of the phase change domain canbe treated as an equivalent porous medium that offers aresistance towards the fluid flow in that region. In a single-domain fixed-grid enthalpy-porosity formulation, thisresistance can be conveniently formulated using Darcy’smodel, in association with the Cozeny–Karman relation-ship [22] as
Si ¼ �Kmð1� f 2
l Þf 3
l þ b�ui ð4Þ
where fl is the liquid fraction, given as fl = DH/L, with DH
being the latent enthalpy content of a control volume andL being the latent heat of fusion. In Eq. (4), Km is a mor-phological constant which depends on the morphology ofthe mushy region (i.e., dendritic arm spacing, etc.) [7].The magnitude of Km is typically a large number (�108)[4,5,7,14–19,22] and b is a small number (�10�30) to avoiddivision by zero. The above formulation effectively ensuresthat the velocity undergoes a smooth transition from a zerovalue in solid region to a finite value in the fully liquidregion. The details of formulation of the above term canbe found in Brent et al. [22], and are not repeated herefor the sake of brevity.
2.1.3. Conservation of energyThe single-phase thermal energy equation for turbulent
flow is given by
oðqcT Þot
þ oðqc�uiT Þoxi
¼ o
oxiK
oToxi
� �� oðqDHÞ
ot� o
oxiðq�uiDHÞ � oðqcu0iT
0Þoxi
� U scan
oðqcT Þox1
� U scan
oðqDHÞox1
ð5Þ
where c is the specific heat of the material, K is the thermalconductivity, and DH is the latent enthalpy content of the

N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1809
computational cell under consideration, which is con-strained by the following expression:
DH ¼ f ðT Þ ¼ L T > T l
¼ flL T s 6 T < T l
¼ 0 T < T s
ð6Þ
where Ts and Tl are the solidus and liquidus temperatures,respectively which can be obtained from phase diagram fora given composition for general solid–liquid phase change.In the context of locally homogeneous mixing model thephase change is assumed to take at a temperature Tph,and Ts and Tl are taken to be equal to Tph [4,5]. The equiv-alent phase change temperature, Tph, is assumed to be a lin-ear function of composition, in the following form [4]:
T ph ¼ ðT meltÞCuC þ ðT meltÞNið1� CÞ ð7Þ
where (Tmelt)i is the melting point temperature of the con-stituent ‘i’ forming the mixture. The latent heat of fusion,L, for a given control volume is assumed to be given bya linear combination of latent heats of fusion for pureCu and Ni, following Phanikumar et al. [4]
L ¼ LCuC þ LNið1� CÞ ð8Þ
where LCu and LNi are latent heats of fusion for pure Cuand Ni, respectively, and C is the mass fraction of Cu atthe given control volume.
2.1.4. Species conservation
The species conservation equation is given by
oðqCÞotþ oðq�uiCÞ
oxi¼ o
oxiqD
oCoxi
� �� oðqu0iC
0Þoxi
� U scan
oðqCÞox1
ð9Þ
where D represents the binary mass diffusivity of the Cu–Nicouple.
2.1.5. Modelling of Reynolds stress ð�qu0iu0jÞ
In the present analysis, the Reynolds stress �qu0iu0j,
appearing in Eq. (3), are modelled by a gradient hypothesisof the form
�qu0iu0j ¼ lt
o�ui
oxjþ o�uj
oxi
� �� 2
3dijqk ð10Þ
Here, the eddy viscosity, lt, is given by
lt ¼ffiffiffiffifl
pClqk2=e ð11Þ
where k and e are turbulent kinetic energy and the dissipa-tion rate of turbulent kinetic energy, respectively. Thequantities k and e are evaluated by solving two modelledadditional closure transport equations. In Eq. (11), Cl is
a model constant, which is taken to be 0.09 [23]. It isimportant to note that in a standard high Reynolds num-ber k � e model, the factor
ffiffiffiffifl
pdoes not appear in the eddy
viscosity expression. In the present problem, one encoun-ters both solid and liquid phases in the computational do-main. As a result, the mathematical formulation shouldensure an asymptotically smooth reduction of eddy visco-sity, eddy thermal conductivity and eddy mass diffusioncoefficients (altogether, in a generalized term, eddy diffusiv-ity) to their respective molecular values, as one proceedsfrom the bulk liquid region to the liquidus interface ofthe phase-changing front. In order to satisfy these require-ments, Shyy et al. [8] used a modified eddy viscosity expres-sion for modelling solid–liquid phase transition problemsby introducing a damping factor
ffiffiffiffifl
p, which is followed
in the present study as well.
2.1.6. Modelling of turbulent heat fluxes ð�qcu0iT0Þ
Following the same analogy as the Reynolds stresses,the turbulent heat fluxes (Reynolds heat fluxes) appearingin Eq. (6) are given by the following expression, accordingto gradient transport hypothesis:
�u0iT0 ¼ atoT=oxi ð12Þ
where at is the eddy thermal diffusivity. From the analogyof laminar flow, at can be expressed as
at ¼ lt=qrt ð13Þwhere rt is the turbulent Prandtl number. In the presentcase, rt is taken to be 0.9.
2.1.7. Modelling of turbulent mass fluxes ð�qu0iC0Þ
Following the same analogy as the Reynolds heat fluxes,the turbulent mass fluxes (Reynolds mass fluxes) appearingin Eq. (9) are modelled as
�u0iC0 ¼ acoC=oxi ð14Þ
where ac is the eddy mass diffusivity. From the analogy oflaminar flow, ac can be expressed as
ac ¼ lt=qrc ð15Þwhere rc is turbulent Schmidt number. It has been pro-posed that rc varies from 0.8 to 0.9 [23]. In the presentwork, rc is taken to be 0.9.
2.1.8. Governing equations for k and eThe modelled governing equations for k and e, as appli-
cable in the present context, are given by
oðqkÞotþ q�uj
okoxj¼ o
oxjlþ lt
rk
� �okoxj
� �
þ lt
o�ui
oxjþ o�uj
oxi
� �o�ui
oxj� lt
rt
gbToTox2
� lt
rcgbC
oCox2
� qe� qU scanokox1
ð16Þ

1810 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
oðqeÞotþ q�uj
oeoxj¼ o
oxjlþ lt
re
� �oeoxj
� �
þ Ce1lt
o�ui
oxjþ o�uj
oxi
� �o�ui
oxj
ek
� Ce1lt
rkgbT
oTox2
ek� Ce1
lt
rcgbc
oCox2
ek
� Ce2qe2
k� qU scan
oeox1
ð17Þ
Here, the different model constants are taken as follows:
rk ¼ 1:0; re ¼ 1:3; Cl ¼ 0:09; Ce1 ¼ 1:44
and Ce2 ¼ 1:92 ð18Þ
2.2. Boundary conditions
The boundary conditions for the primitive variables,with reference to the work piece (see Fig. 1), are given asfollows:
2.2.1. Heat transfer and fluid flow boundary conditions
Considering Gaussian heat input, convective and radia-tion losses, the top surface thermal boundary condition canbe written as
�KoT=oy ¼ �q00ðrÞ þ hðT � T aÞ þ errradðT 4 � T 4aÞ ð19Þ
where q00(r) is the net laser heat flux distributed in aGaussian manner, with a radius of rq. The heat transfercoefficient h and surface emissivity er are taken to be15.0 W/m2 K and 0.8 respectively, following previousstudies [4,5,14–19]. Further, since the top surface isassumed to be statistically flat [4], one can write
v ¼ 0 ð20Þ
From the free surface shear balance between viscous forcesand surface tension effects, one obtains
s12 ¼ lo�u1
ox2
¼ orsur
ox1
; s13 ¼ lo�u3
ox2
¼ orsur
ox3
ð21Þ
where rsur is the surface tension coefficient at the top (free)surface, which is taken to be as linear combination ofsurface tension coefficients of Cu and Ni, based on theirrespective mass fractions, as
rsur ¼ ðrsurÞCuC þ ðrsurÞNið1� CÞ ð22Þ
Regarding the transport of k and e, the free surface bound-ary conditions can be written as [7]
ok=oy ¼ 0; oe=oy ¼ 0 ð23Þ
The four side faces are subjected to the following convec-tive heat transfer boundary condition [14–18]:
�KoT=on ¼ hðT wall � T aÞ ð24Þ
where T wall is the wall temperature, n is the direction ofoutward normal to the surface concerned and h is the con-vective heat transfer coefficient given by 10.0 W/m2 K
[4,5,14–19]. In the present study the domain size is takenin such a manner that the bottom surface remains suffi-ciently away from the molten pool. As a result, the bound-ary condition at bottom surface does not have significantinfluence on molten pool convection. Following earlierstudies [4,5,14–19] the bottom face is assumed to be insu-lated, which implies
oT=oy ¼ 0 ð25Þ
2.2.2. Mass transfer boundary conditions
In the absence of any net mass flux at the top surface,one may write
oC=oy ¼ 0 ð26Þ
It should be noted here that the two constituent elementsforming the workpiece can mix with each other indefinitelyin the bulk liquid and the bulk solid phases. However, atthe solidification interface, only a part of solute, namelykpC, goes into the solid phase (where kp is the partitioncoefficient, given by kp = Cs/Cl, Cs and Cl being the solidand liquid phase concentrations, as dictated based by thecorresponding binary phase diagram, at a given tempera-ture). Thus, the solute flux balance at the solidificationfront is given by [24]
�DoC=on ¼ vnCð1� kpÞ ð27Þ
where n is the direction of the outward normal to the inter-face, and vn is the interfacial velocity in that direction.Likewise, the boundary condition at the fusion front canbe written as [24]
�DoC=on ¼ vnC ð28Þ
2.2.3. k–e transport at near wall regions
In the context of k and e transport, solid–liquid inter-faces are treated as solid walls. For high Reynolds numberk–e model, eddy viscosity, eddy thermal diffusivity, andeddy mass diffusivity are specified at the grid points nextto solid/liquid interface with the help of wall functions[23]. The wall functions prescribe the turbulence and meanvelocity profiles in the regions close to the wall, where themean velocity gradient, turbulent kinetic energy and itsdissipation rate are given by
o�uw
oy¼ us
jyP
; e ¼ u3s
jyP
; us ¼
ffiffiffiffiffiffiffiffijswjq
s¼ C1=4
l
ffiffiffikp
and leff ¼ lþ lt ¼jlyþP
lnð9yþP Þð29aÞ
where yþP ¼ qusyP=l, �uw is the mean velocity component atthe near wall grid point tangential to the solid–liquid inter-face, yP is normal distance of the grid point next to the so-lid–liquid interface (which is treated to be the wall), sw isthe wall shear stress and j is the Von Karman’s constant(j = 0.4). The effective thermal and solutal diffusivities at

Table 1List of physical properties
Physical properties Values
bT (compressibility) 0.45 � 10�4 K�1
bC (compressibility) 11.0 � 10�2
Tm (melting point) 1085 �C (Cu)1453 �C (Ni)
L (latent heat) 1.88 � 105 J/kg (Cu)2.90 � 105 J/kg (Ni)
q (density) 8900 kg/m3 (Cu)7900 kg/m3 (Ni)
D (mass diffusivity Cu in Ni in liquidphase)
1 � 10�9 m2/sa
rsur (surface tension) 1.285–1.3 �10�4 (T � Tm) N/m(Cu)1.778–3.4 � 10�4 (T � Tm) N/m(Ni)
Tref (reference temperature) 1085 �CCref (reference composition) 0.0l (viscosity) 2.85 � 10�3 Pa s (Cu)
3.68 � 10�3 Pa s (Ni)K (thermal conductivity for Cu)
Solid phase 279.5 W/m KLiquid phase 170.7 W/m KK (thermal conductivity for Ni)
Solid phase 75.0 W/m KLiquid phase 62.0 W/m Kc (specific heat for Cu)
Solid phase 440.0 J/kg KLiquid phase 484.0 J/kg Kc (specific heat for Ni)
Solid phase 515.0 J/kg KLiquid phase 595.0 J/kg K
a Mass diffusivity in liquid phase is taken in consultation with thewebsite of Prof. H. K. Bhadeshia, Cambridge University, UK.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1811
near wall points are also prescribed with the help of wallfunction according to Kader [25]:
Kcþlt
rt
¼ lyþP½rtð1=jÞ logðyþP Þþð3:85Pr1=3�1:3Þ2þ2:12logðPrÞ�
ð29bÞ
and
qDþ lt
rc¼ lyþP½rcð1=jÞ logðyþP Þþð3:85Sc1=3�1:3Þ2þ2:12logðScÞ�
ð29cÞ
where Pr and rt are the molecular and turbulent Prandtlnumbers, respectively, while Sc and rc are the molecularand turbulent Schmidt numbers, respectively. Further-more, the conditions k = 0 and oe/on are used to specifyk and e at the solid–liquid interface. The values of k ande come out identically zero in the solid phase accordingto the present solution procedure.
3. Numerical procedure
3.1. Overall solution scheme
The coupled conservation equations are iterativelysolved using a pressure-based finite volume method accord-ing to the SIMPLER algorithm [26]. The convection–diffu-sion terms in the governing equations are discretised usinga Power Law scheme [26]. The time advancement of boththe convective and diffusive terms is carried out in a fullyimplicit manner. The system of linear algebraic equationsis iteratively solved using a line-by-line Tri-DiagonalMatrix Algorithm (TDMA) solver [26]. The phase changeaspects of the problem are numerically taken care of byan enthalpy porosity technique. The updating of latententhalpy content of each computational cell is carried outaccording to the following expression [22]:
½DH �nþ1 ¼ ½DH �n þ ðaP=a0P Þkcf½T P �n � T phg ð30Þ
where n is the iteration level, aP and a0P are the nodal point
coefficient and coefficient associated with the transient partof discretised energy equation and k is a relaxation factor.
3.2. Numerical implementation
The physical property values used in the computationare listed in Table 1 [27]. For a mixture, properties suchas thermal conductivity (K), specific heat (c) or viscosity(l) are calculated by using the following relation:
P ¼ P CuC þ P Nið1� CÞ ð31Þ
where P stands for K, c or l, as the case may be, and thesubscripts Cu and Ni stand for copper and nickel, respec-tively. The calculations for equivalent mixture propertiesare carried out at each time step after solving the speciesconservation equation. The results presented in this papercorrespond to process parameters typical to dissimilar metal
laser welding operations (Uscan = 0.008 m/s, Q = 3.5 kW,g = 0.12, rq = 0.5 mm).
3.3. Choice of grid size
For the numerical simulations, it is necessary to ade-quately resolve the boundary layer formed just underneaththe top surface of the molten pool, due to the strongthermo-solutal surface tension gradients prevailing in theshear layer. In turn, an appropriate resolution of boundarylayer ensures an accurate estimation of the velocity gradi-ents existing within the boundary layer. This further leadsto an accurate evaluation of turbulent kinetic energy gener-ation term in k equation. It is also necessary to have athreshold grid resolution adjacent to the solid–liquid inter-face so that the computational mesh distribution satisfiesthe requirements of a typical high Reynolds number k–emodel. Accordingly, the following criteria for the choiceof grid size are effectively adopted.
3.3.1. Criterion-1
In order to adequately resolve the velocity boundarylayer thickness (dv) at the top surface, it is important to havean estimate of dv in order to generate the computational

1812 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
grid. The above boundary layer thickness is estimated bythe following scaling relationship [28]:
lU s
dv� orsur
oT
��������DT
Rð32Þ
where Us is the surface velocity scale, and DT/R is the ther-mal gradient scale. In the above expression, R is the max-imum width of the molten pool and DT is the differencebetween the pool temperature just beneath the laser sourceand the melting temperature of the concerned material.With typical thermo-physical properties listed in Table 1and a value of Us of the order of 1 m/s [4], dv turns outto be about 0.01 mm. Accordingly, a few (typically five)grid points are accommodated within that length, so asto capture strong velocity gradients in the surface tensiondriven boundary layer. Moreover, this resolution also en-sures that the velocity gradients are evaluated with suffi-cient accuracy for the measurement of turbulent kineticenergy generation.
3.3.2. Criterion-2
The turbulent diffusivities for the grid points next to thewall are specified with the help of appropriate wall func-tions [23], in the context of a high Reynolds number k–emodel. To specify the diffusion coefficients near the wallusing wall conditions, it is necessary to ensure that the gridpoints immediately next to the wall belong to the logarith-mic layer. According to the original version of high Rey-nolds number k–e model this condition is given by
xþ > 40 ð33aÞwhere xþ ¼ qC0:25
l k0:5Dx=l ð33bÞ
where Dx is the near-wall characteristic grid spacing in thewall-normal direction. However, in order to predict thewall heat flux satisfactorily it is necessary to have a finergrid. Accordingly, in the present study, the grid size is keptwithin a limit such that the near wall point falls insideeither the buffer layer or the logarithmic layer. This condi-tion is mathematically given by 20 < x+
6 50. The aboverequirement can be met by ensuring that the x+ remainswithin 50, even for the maximum possible value of k. How-ever, it unnecessarily entails too fine a grid resolution,which can increase the computational costs considerably.A trade-off between these two conflicting requirements, inpractice, is best found by numerical trials and errors.
From these two major criteria indicated above, it is evi-dent that the grid spacing in y direction is principally gov-erned by criterion 1, and the grid distribution in the x and z
directions is determined by criterion 2. Accordingly, a gridsize of 2.42 � 10�6 m is chosen for the topmost grids.A grid spacing of 4.8 � 10�6 m is chosen for three gridpoints immediately beneath the topmost layer. This is fol-lowed by a grid size of 7.2 � 10�6 m, and subsequently, agrid size of 9.6 � 10�6 m over six consecutive grid spacings,which is followed by grid sizes of 1.2 � 10�5 m and1.45 � 10�5 m, respectively, in the negative y direction.
Thereafter, a uniform grid spacing of 2.42 � 10�5 m isemployed for the remaining part of the pool. Outside themolten pool, a non-uniform coarser grid is chosen. In thex and z directions, an optimised grid size near the solid–liquid interface is found to be 6.43 � 10�5 m, after whichthe grid size is increased gradually to 1.34 � 10�4 m awayfrom the molten zone. Overall, a 69 � 48 � 69 grid systemis used to discretise the working domain of sizex = 8 mm � y = 5 mm � z = 8 mm. A comprehensive gridindependence study reveals that the above choice of gridspacings turns out to be a reasonable optimisation fromthe point of view of numerical accuracy and computationaleconomy. For the present study, the laser torch is assumedto be located at x = 4 mm, y = 5 mm, and z = 3.94 mmwith respect to the moving co-ordinate system. The partof the working domain given by z 6 3.94 mm is taken tobe Cu workpiece and the part given by z P 3.94 mm istaken to be Ni workpiece. The x–y plane at z = 3.94 mmcorresponds to the contact surface between Cu and Niworkpieces in the present study.
3.4. Choice of time step
For the present problem parameters, initiation of melt-ing takes about 0.6 ms. Before the initiation of melting,the heat transfer takes place in conduction mode, duringwhich a relatively larger time step (about 0.2 ms) is chosen,so that the melting point of Ni is reached within three timesteps. However, with the start of melting, the high temper-ature gradient in the pool sets up a strong Marangoni(surface tension-driven) flow, leading to a convection-dominated transport. As, in this phase, convection in themolten pool develops rapidly, the solution is highly sensi-tive to the time step chosen. It is observed that a time stepsize only as small as about 0.05 ms can lead towards mono-tonic convergence of the solution during this period of ini-tial transience. Typically, after about 5 ms, the molten poolreaches a state, when changes in dependent variablesbetween the consecutive time steps are relatively small.At this stage, slightly larger time steps (typically about0.7 ms) can safely be used to save the computational time.After 10 ms, the pool becomes sufficiently developed, whichallows time steps as high as 0.001 s, without any numericaloscillations. Finally, the simulation is carried out up to25 ms, which is typically the time associated with meltingphase in dissimilar metal laser welding operations [4].
3.5. Convergence criteria
The convergence for all the dependent variableð�u;�v; �w; T ;C; k; eÞ is checked after each iteration, within agiven time step. Convergence at each grid point is assessedon the basis of relative errors, as given by the followingcriterion:
/� /old
/max
�������� 6 10�4 ð34Þ

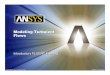
Fig. 2. Isotherms in the top surface after 25 ms from (a) laminarsimulation, (b) turbulent simulation. All the temperatures are shown in�C. In the contour labels, 1e+3 indicates 1000 units. In moving co-ordinate system laser torch located at x = 4 mm, and z = 3.94 mm. Attime t = 0 s, z = 3.94 mm indicates the separation line between Cu and Niworkpieces.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1813
where / is the value of a general scalar variable at a partic-ular grid point at the current iteration level, /old is the va-lue of the concerned variable at the same grid point at theprevious iteration level, and /max is the maximum absolutevalue of the same over the entire domain.
4. Results and discussion
In the present study, two sets of simulations have beencarried out for the same set of process parameters. In oneset of simulations, the turbulence modelling is activatedwhen the value of Re = 2qUmaxrq/l exceeds 600, as perthe criterion established by Atthey [6]. In the other set,the simulations are carried out without activating the tur-bulence models. These simulations with and without turbu-lence modelling will henceforth be referred to as theturbulent and laminar simulations respectively. Tempera-ture, velocity, and species conservation fields, as obtainedfrom these two sets of simulations, will be compared inorder to demonstrate the effects of turbulence in dissimilarmetal laser welding processes.
The isotherms on the top (free) surface, as obtainedfrom laminar and turbulent simulations, are presented inFig. 2a and b, respectively. One important observation isthat the maximum temperature location is shifted towardsthe nickel side, which is consistent with the observationsmade by Phanikumar et al. [4]. The thermal diffusivity ofCu, being substantially higher than that of Ni, leads toa more rapid temperature rise in Ni than in Cu, in theconduction-dominated regime of the melting process.Although the melting point of Ni is higher than that ofCu, melting occurs much faster in case of Ni, due to its rel-atively lower thermal diffusivity. A combined consequenceof the differences in thermal diffusivities of Cu and Ni andtheir melting at different times eventually affect the advec-tive transport in the molten pool in a rather complicatedmanner. Although the temperature distributions withinthe melt-pool are qualitatively similar for both laminarand turbulent transport models (see Fig. 2a and b), signif-icant quantitative differences in this regard may be noted.In particular, the maximum mean temperature in a turbu-lent pool turns out to be smaller than that in case of a lam-inar pool, as evident from Fig. 2a and b. This is becauseof the enhanced mixing effects associated with turbulenttransport which augments the overall rate of thermalenergy exchange in the molten pool leading to a lower peaktemperature. This observation is found to be consistentwith the previous findings on other surface melting opera-tions [14–18]. Comparing Fig. 2a and b, it is evident thatthe isotherms near the maximum temperature location inthe case of laminar simulation are somewhat tilted towardscopper side of the molten pool, whereas this effect is lessprominent in the case of isotherms in turbulent simulation.This effect is principally due to the difference in the varia-tion of thermal diffusivity induced by the different soluteconcentration distribution between the laminar and turbu-lent molten pool. In order to understand this behaviour, it
is instructive to examine the copper concentration fieldsshown in Fig. 3a and b, where the distinctive features ofturbulent species transport can be clearly identified. Inboth laminar and turbulent cases, freshly molten Cu getstransported towards the Ni side of the molten pool, bycombined advection–diffusion mechanisms. In the Ni richside of the molten pool, the Cu concentration is diluted

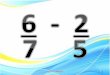
Fig. 3. Cu mass fraction contours in the top surface after 25 ms from (a)laminar simulation, (b) turbulent simulation. In moving co-ordinatesystem laser torch located at x = 4 mm, and z = 3.94 mm. At time t = 0 s,z = 3.94 mm indicates the separation line between Cu and Ni workpieces.
1814 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
by a fresh addition of molten Ni. A preferential rejection ofCu takes place in the solidification front of the Ni rich side,which locally increases the Cu concentration. With diffu-sive mixing effects being more prominent in case of turbu-lent transport, the consequent solute distribution effectsgive rise to a more distinct ‘‘banded” structure in the Cuconcentration field, as compared to that in a laminar mol-ten pool. It should be noted from Fig. 3 that the concentra-tion contours are crowded along the joint plane outside themolten pool, which is purely an artefact of the interpola-tion routines that are commonly employed for post pro-
cessing of the output data in the vicinity of discontinuousphase boundaries [4,5], and should not be associatedwith any physical meaning. This is also applicable to theother concentration contours presented in the followingdiscussion.
Regarding the combined thermo-solutal contributionsto the velocity field, it can be noted that the surface tensiongradients (orsur/ox and orsur/oz) at the top surface initiatethe convective transport in the molten pool. These surfacetension gradients, in turn, are determined by both the tem-perature and concentration gradients, as
orsur
ox¼ orsur
oToToxþ orsur
oCoCox
and
orsur
oz¼ orsur
oToTozþ orsur
oCoCoz
ð35aÞ
The surface tension gradients of temperature and concen-tration, namely, orsur/oT and orsur/oC, respectively, aregiven by
orsur
oT¼ orsur
oT
� �Cu
C þ orsur
oT
� �Ni
ð1� CÞ and
orsur
oC¼ ðrsurÞCu � ðrsurÞNi ð35bÞ
For Cu–Ni mixture, orsur
oT and orsur
oC are negative in nature.
Therefore these two effects essentially oppose each other,where the temperature and concentration gradients are ofopposite sign. The resultant effect, as dictated by the ratioof the quantities j orsur
oToToxij and j orsur
oCoCoxij (i = 1,3), depends on
the relative strength of the thermal or solutal gradients ofsurface tension. From the velocity vector plots depictedin Fig. 4a and b, it is evident that for both laminar and tur-bulent simulations, thermally induced gradients in surfacetension dominate over the solutal gradients of surface ten-sion. However, in case of turbulent transport, the meanthermal and concentration gradients decrease due to theincreased diffusion strength. This eventually decreases thestrength of Marangoni convection in turbulent pool. More-over, a greater degree of momentum diffusion in the turbu-lent pool results in a decrease in the maximum velocitymagnitude, as evident from Fig. 4a and b. As a result, inthe case of turbulent transport, the mean advection of heatfrom the centre of the pool towards its peripheries is weak-er than that in the case of laminar transport, which tends todecrease the pool width. On the other hand, an enhanceddiffusive transport of thermal energy tends to widen theturbulent molten pool. The relative strength of these twocounteracting mechanisms, in presence of turbulent trans-port, ultimately determines the final weld pool shape. Com-paring Fig. 3a and b, it can be observed that for the presentcase study, the laminar weld pool appears to be slightlywider than the corresponding turbulent pool.
It is apparent from Fig. 3a and b that Cu is transportedtowards the Ni side from the centre of the pool due to radi-ally outward fluid motion. However, the iso-concentration

Fig. 4. Top surface velocity vector in the molten pool after 25 ms: (a)laminar simulation, (b) turbulent simulation. In moving co-ordinatesystem laser torch located at x = 4 mm, and z = 3.94 mm. At time t = 0 s,z = 3.94 mm indicates the separation line between Cu and Ni workpieces.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1815
contours of Cu near the solid–liquid interface in the Ni richside of the molten pool show convex curvature towards thecentre of the pool. This is because of the addition of freshNi in the molten pool due to melting, which in turn sets upa concentration gradient and diffuses towards the centre of
the molten pool. If the diffusive transport of fresh Ni towardsthe pool centre overcomes the advection of Cu, then the con-centration of copper gets diluted the near the solid–liquidinterface towards the Ni side and the iso-concentration con-tours of Cu show a convex curvature towards the centre ofthe pool. This effect is present in both laminar and turbulentpools, and is consistent with earlier laminar simulations ofPhanikumar et al. [5]. The above-mentioned convex curva-ture of Cu iso-concentration contours is more prominentin a turbulent weld pool, since the diffusion of Ni from themelting front becomes stronger and the mean advectivetransport of Cu becomes weaker in turbulent transport.
Regarding the morphology of a dynamic evolution ofthe molten pool, it can be noted that the fluid flow emanat-ing from the hottest part of the pool also transports heat inthe longitudinal and side-wise directions. The fluid streamencountering a solid–liquid interface takes a turn in thedownward direction, thereby giving rise to a toroidal circu-lation pattern in the molten pool, as apparent from Fig. 5for both laminar and turbulent simulations. The corre-sponding temperature and Cu composition contours inthe longitudinal and cross-sectional planes of maximumpenetration are presented in Figs. 6 and 7 respectively. Itis apparent from Fig. 5 that the velocity components inthe vertical direction are much weaker than those in thex and z directions. As a result, advection is weaker in thevertical direction than that in thex and z directions andthe diffusion mode of thermo-solutal transport is relativelymore important in the vertical direction for both laminarand turbulent pools. This gives rise to shallower moltenpools with a large width to depth ratio. The isotherms inthe longitudinal directions in Fig. 6a and b clearly suggestthat the thermal transport in both laminar and turbulentpools is predominantly diffusion-driven. The cross-sec-tional views of the thermal field (see Fig. 6c and d) alsoindicate predominantly diffusive transport. However, thecross-sectional view of isotherms exhibit a characteristicbending, due to the difference in thermal properties of Cuand Ni. The thermal diffusion is stronger in Cu than in caseof Ni. As a result, Cu experiences a slower rate of rise oftemperature than in case of Ni, as mentioned earlier. Thisattributes to the higher extent of penetration of the iso-therms in the Ni rich side than that in the Cu rich side. Thisasymmetry in cross-sectional plane is found to be in goodagreement with the previous experimental and computa-tional studies [1,4,5]. Regarding the specific implicationsof turbulence on the overall thermal energy transport, itis observed that the maximum mean temperature in the tur-bulent pool is found to be smaller than the peak tempera-ture obtained in a laminar pool, due to enhanced effectivethermal diffusion associated with the turbulent transport.It can also be seen from Fig. 6 that the isotherms are morecrowded in a laminar pool, as compared to a turbulentpool. This, in turn, indicates that the mean temperaturegradient in a turbulent pool is smaller than that in the cor-responding laminar pool, as attributed to the eddy-diffusivetransport effects in the former.

Fig. 6. Isotherms in the longitudinal plane of maximum penetration after25 ms, for (a) laminar simulation, (b) turbulent simulation. The corre-sponding isotherms in the cross-sectional planes are shown in (c) and (d),for laminar simulation and turbulent simulation, respectively. In movingco-ordinate system laser torch located at x = 4 mm, y = 5 mm, andz = 3.94 mm. At time t = 0 s, z = 3.94 mm indicates the separation linebetween Cu and Ni workpieces.
Fig. 5. Velocity vectors in the molten pool on the longitudinal plane ofmaximum penetration after 25 ms, for (a) laminar simulation, (b)turbulent simulation. The corresponding velocity vectors in the cross-sectional planes are shown in (c) and (d), for laminar simulation andturbulent simulation, respectively. In moving co-ordinate system lasertorch located at x = 4 mm, y = 5 mm, and z = 3.94 mm.
1816 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
The solute concentration distributions in the longitudi-nal and cross-sectional planes of maximum penetrationfor both laminar and turbulent simulation are presentedin Fig. 7. It is evident from Fig. 7a and c that for laminarpool toroidal recirculation induced by Marangoni convec-tion brings molten metals (both Cu and Ni) from therespective melting fronts and the preferentially rejected sol-utes from the respective solidification fronts, back to thelocation of the maximum temperature in the molten pool.The strength of this mean advective transport is weaker
in case of turbulent transport than the advective transportin the corresponding laminar molten pool, as evident fromvelocity vector magnitudes in Fig. 5. However, this reduc-tion in mean advection strength is countered by enhancedeffective diffusion strength in turbulent molten pool. Theresultant of these two counteracting effects eventuallydictates the overall species concentration distribution inthe molten pool. The Cu concentration variations in thelongitudinal and cross-sectional planes, as obtained fromturbulent simulation predictions, are presented in Fig. 7b

Fig. 7. Copper mass fraction contours in the longitudinal plane of maximum penetration after 25 ms, for (a) laminar simulation, (b) turbulent simulation.The corresponding contours in the cross-sectional planes are shown in (c) and (d), for laminar simulation and turbulent simulation, respectively. In movingco-ordinate system laser torch located at x = 4 mm, y = 5 mm, and z = 3.94 mm. At time t = 0 s, z = 3.94 mm indicates the separation line between Cuand Ni workpieces.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1817
and d, respectively. From Fig. 7b and d, it is apparent thatthe concentration of Cu varies smoothly and iso-concentra-tion contours are roughly parallel to the interface sep-arating Cu and Ni workpieces. The nature of solutalconcentration variations, as observed in Fig. 7b and d, is
similar to a diffusion dominated concentration field, corre-sponding to a concentration gradient acting in the z direc-tion. This clearly demonstrates that mass diffusion plays asignificant role in the solutal transport, in the case of aturbulent molten pool. By contrast, in laminar molten

Fig. 8. Comparison between laminar and turbulent simulation predictionsand the corresponding experimental results [5], for Ni mass fractiondistribution along the width of the weld pool (distances are normalizedwith respect to the pool width).
1818 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
pool, advection is primarily responsible for solutal trans-port. As a result, solute transport from the solid–liquidinterface gives rise to the stretching of iso-concentrationcontours in the direction of local fluid flow in the laminarmolten pool and the extent of this stretching changes inthe vertical direction owing to the change in velocitymagnitudes across the pool depth (see Fig. 7a and c). Itis also evident from Fig. 7a–d that the maximum value ofthe solutal concentration is smaller in the turbulent poolthan that in the corresponding laminar pool, owing tothe enhanced mass diffusion effects in the presence of tur-bulent transport.
In order to understand the factors influencing the weldpool penetration, it should first be noted that the increasein diffusion strength in turbulent pool enhances the thermalenergy transport in the vertical direction, whereas the aug-mented momentum diffusion results in a weaker advectivetransport, as compared to that observed in a laminar pool.The enhancement in diffusive transport tends to increasethe pool depth, whereas the weakening of advective trans-port in the vertical direction tends to reduce the pool pen-etration. The relative strength of these two competingmechanisms ultimately determines the pool depth in caseof turbulent transport. Fig. 7a–d indicate that the maxi-mum pool penetration for both laminar and turbulentpools are comparable. However, the relative variation ofpool depth along the longitudinal and cross-sectionaldirections is smaller in turbulent pool than that in the caseof a laminar pool. This indicates that the mean poolpenetration obtained from the turbulent simulations isgreater than that obtained from laminar simulationpredictions.
In order to assess the quantitative predictive capabilitiesof the turbulence model developed in this study, the varia-tion of Ni mass fraction distribution along the side-wisedirection across the weld pool (i.e., z direction) obtainedfrom laminar and turbulent simulations are compared withthe experimental results reported by Phanikumar et al. [5]for the same laser power and torch scanning speed inFig. 8. In the case of a laminar transport, Cu is advectedover comparatively larger distances in the molten pool,which effectively decreases the local mass fractions of Ni.This effect is much weaker in the case of a turbulent trans-port, due to enhanced mixing effects and a consequentreduction in the mean advection strength. This, in turn, isconsistent with higher mean Cu concentrations in a lami-nar pool than those in the corresponding turbulent pool,as observed in Figs. 4a–c and 7a–d. It is also worth noticingthat the concentration profile obtained from a laminar sim-ulation is found to be steeper than that obtained from aturbulent simulation. This can be attributed to weaker sol-utal concentration gradients prevailing in the turbulentpool, because of an enhanced diffusive mixing. It is clearlyevident that although both laminar and turbulent simula-tions capture the qualitative variation of Ni mass fractionin a physically consistent manner, the concentration profileobtained from turbulent simulation prediction provides
more accurate quantitative agreement with the correspond-ing concentration profile obtained from experiment [5].
Distributions of the turbulent kinetic energy, k, on thetop surface and in the longitudinal and cross-sectionalplanes of maximum penetration are presented in Fig. 9.The corresponding distributions of dissipation rates of tur-bulent kinetic energy, e, are depicted in Fig. 10. It is evidentfrom Fig. 9a and c that the maximum value of turbulentkinetic energy is attained near the pool boundary in theside-wise direction. Even along the longitudinal direction,the maximum value of k is attained near the pool bound-aries (see Fig. 9b). In order to analyze this behaviour, itis instructive to look to the expression of the turbulentkinetic energy generation per unit mass, P, in the contextof a k–e model, as
P ¼ �u0iu0j
o�ui
oxj
� �¼ Cl
k2
eo�ui
oxjþ o�uj
oxi
� �o�ui
oxj
� �
� Clk2
eS2
t ð36Þ
In expression (36), the mean velocity gradients are scaled asSt � Us/lref, where Us is a surface velocity scale and lref isa reference length scale in the molten pool. The value ofSt is predominantly governed by velocity gradients in they direction (i.e., o�u1=ox2 and o�u3=ox2). Accordingly, strongvelocity gradients near the pool boundaries give rise to highvalues of turbulent kinetic energy generation in the vicinity.In the quasi-steady state, a local equilibrium is maintainedbetween P and e. As a result, the maximum value of e isalso attained near the pool boundaries, as evident fromFig. 10a–c. Further, scaling arguments under the equilib-rium between P and e suggest that
e � Clðk2=eÞS2t ð37aÞ

Fig. 9. Turbulent kinetic energy distribution in the molten pool after 25 ms: (a) top surface, (b) longitudinal plane with maximum penetration, (c) cross-sectional plane with maximum penetration. Contour labels are given in m2/s2. In moving co-ordinate system laser torch located at x = 4 mm, y = 5 mm,and z = 3.94 mm. At time t = 0 s, z = 3.94 mm indicates the separation line between Cu and Ni workpieces.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1819
which leads to
3=2C1=2l St � u0=lref ð37bÞ
The above expressions are subject to the following scalingestimates: k ¼ 3=2u02 and e � u03=lref , where u0 is ther.m.s. of the turbulent velocity fluctuations. Since St �Us/lref, expression (37b) suggests that
u0 � 3=2ffiffiffiffiffiffiCl
pU s ð38Þ
For a surface velocity scale of 1.0 m/s, expression (37) pre-dicts u0 to be in the tune of 0.45 m/s, which predicts k to bein the order of 0.10 m2/s2. If reference length scale, lref, istaken as lref � jd, where j is the von-Karman’s constant(=0.41) and d is the weld pool depth (d � 10�4 m), the escale is found to be of the order of 100 m2/s3. These scaling

Fig. 10. Turbulent kinetic energy dissipation rate distribution in the molten pool after 25 ms: (a) top surface, (b) longitudinal plane with maximumpenetration, (c) cross-sectional plane with maximum penetration. Contour labels are given in m2/s3. In moving co-ordinate system laser torch located atx = 4 mm, y = 5 mm, and z = 3.94 mm. At time t = 0 s, z = 3.94 mm indicates the separation line between Cu and Ni workpieces.
1820 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
estimations are observed to be in good agreement with theorder of magnitude of the corresponding simulation pre-dictions depicted in Figs. 9a and 10a. The variation of eddykinematic viscosity mt = lt/q in the molten pool is presentedin Fig. 11. It can be seen that the maximum value of mt istwo orders of magnitude greater than the molecular kine-matic viscosity of the constituent metals (lCu/qCu =3.2 � 10�7 m2/s and lNi/qNi = 4.65 � 10�7 m2/s). The dis-tribution pattern of mt in the molten pool is determined
by relative magnitudes of k and e. Fig. 11a and c clearlyindicate that the maximum value of mt is attained on theNi side of the molten pool, due to high values of k andmoderate values of e towards the Ni side of the moltenpool, as observed in Figs. 10a–c and 11a–c. The high valuesof mt on the Ni side enable a stronger diffusion offreshly added Ni from the melting front towards the cen-tre of the molten pool, as noted earlier in the context ofFig. 3.

Fig. 11. Eddy kinematic viscosity lt/q distribution in the molten pool after 25 ms: (a) top surface, (b) longitudinal plane with maximum penetration,(c) cross-sectional plane with maximum penetration. Contour labels are given in m2/s. In moving co-ordinate system laser torch located at x = 4 mm,y = 5 mm, and z = 3.94 mm. At time t = 0 s, z = 3.94 mm indicates the separation line between Cu and Ni workpieces.
N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822 1821
5. Conclusions
In the present study, two sets of three-dimensional sim-ulations are carried out for analysing the effects of tur-bulence on the transport characteristics associated withtypical laser welding processes of Cu–Ni dissimilar couples.In one set of the simulations, the turbulent convection isaccounted for by a suitably modified k–e model, whereas
the turbulence model is deactivated for the other set of sim-ulations. The simulation parameters are chosen in such amanner that the effects of turbulent convection can beprominently manifested in the molten pool transport. Itis observed that the thermo-solutal transport phenomenaare significantly affected by turbulence in the molten pool.The gradients in velocity, temperature and concentrationare found to be smaller in the turbulent molten pool than

1822 N. Chakraborty, S. Chakraborty / International Journal of Heat and Mass Transfer 50 (2007) 1805–1822
the corresponding values obtained from laminar simulationbecause of enhanced mixing effects associated with eddy-diffusive transport. In addition to that, the maximumvalues of these quantities are also found to be smaller inthe turbulent pool than the corresponding magnitudesobtained from the laminar simulation. In particular, theeffects of turbulence are observed to be most prominentin the case of solutal transport, since the eddy mass diffu-sivities turn out to be several orders of magnitude higherthan the corresponding molecular mass diffusion coeffi-cients of molten metals. The solutal concentration distribu-tion, as obtained from the turbulent simulation, is alsofound to be in a better agreement with the correspondingexperimental results in comparison to the laminar trans-port model based predictions.
Acknowledgements
The authors gratefully acknowledge the useful discus-sions with Dr. G. Phanikumar of the Indian Institute ofTechnology, Madras.
References
[1] F.F. Chung, P.S. Wei, Mass, momentum and energy transport inmolten pool when welding dissimilar metals, J. Heat Transfer 121(1999) 451–461.
[2] P.S. Wei, F.K. Chung, Unsteady Marangoni flow in a molten poolwhen welding dissimilar metals, Metall. Mater. Trans. B 31B (2000)1387–1403.
[3] P.S. Wei, Y.K. Kuo, J.S. Ku, Fusion zone shapes in electron-beamwelding dissimilar metals, Trans. ASME, J. Heat Transfer 122 (2000)626–631.
[4] G. Phanikumar, P. Dutta, K. Chattopadhyay, Modelling of transportphenomena in laser welding of dissimilar metals, Int. J. Numer.Methods Heat Fluid Flow 11 (2001) 156–171.
[5] G. Phanikumar, P. Dutta, K. Chattopadhyay, Computational mod-elling of laser welding of Cu–Ni dissimilar couple, Met. Trans. B 35B(2004) 339–350.
[6] D.R. Atthey, A mathematical model for fluid flow in a weld pool athigh currents, J. Fluid Mech. 98 (1980) 787–801.
[7] M. Aboutalebi, R.M. Hassan, R.I.L. Guthrie, Numerical study ofcoupled turbulent flow and solidification for steel slab clusters,Numer. Heat Transfer, Part A 28 (1995) 279–299.
[8] W. Shyy, Y. Pang, G. Hunter, B.D.Y. Wei, M.H. Chen, Modelling ofturbulent transport and solidification during continuous ingot cast-ing, Int. J. Heat Mass Transfer 15 (1992) 1229–1245.
[9] A. Bejan, Convection Heat Transfer, 2nd ed., John Wiley and Sons,1995.
[10] Y. Joshi, P. Dutta, D. Espinosa, P. Schupp, Non-axisymmetricconvection in stationary gas tungsten arc weld pools, Trans. ASME,J. Heat Transfer 119 (1997) 164–171.
[11] K. Mundra, T. Debroy, T. Zacharia, S. David, Role of thermophys-ical properties in weld pool modeling, Weld. J. 71 (1992) 313–320.
[12] R.T.C. Choo, J. Szekely, The possible role of turbulence in GTA weldpool behaviour, Weld. J. 73 (1994) 25–31.
[13] K. Hong, D.C. Wakeman, A.B. Strong, The predicted influence ofturbulence in stationary gas tungsten arc welds, in: Trends in WeldingResearch, Proceedings of 4th International Conference, Gatinberg,Tennessee, 1995, pp. 399–404.
[14] N. Chakraborty, S. Chakraborty, P. Dutta, Modelling of turbulenttransport in arc welding pools, Int. J. Numer. Methods Heat FluidFlow 13 (2003) 7–30.
[15] N. Chakraborty, S. Chakraborty, P. Dutta, Three dimensionalmodelling of turbulent weld pool convection in GTAW process,Numer. Heat Transfer A 45 (2004) 391–413.
[16] N. Chakraborty, S. Chakraborty, Influences of positive and negativesurface tension coefficients on laminar and turbulent weld poolconvection in a gas tungsten arc welding (GTAW) process: acomparative study, Trans. ASME, J. Heat Transfer 127 (2005)848–862.
[17] N. Chakraborty, D. Chatterjee, S. Chakraborty, Modelling ofturbulent transport in laser surface alloying, Numer. Heat TransferA 46 (2004) 1009–1032.
[18] N. Chakraborty, D. Chatterjee, S. Chakraborty, A scaling analysis ofturbulent transport in a laser surface alloying process, J. Appl. Phys.96 (2004) 4569–4577.
[19] P. Dutta, Y. Joshi, C. Frenche, Determination of gas tungsten arcwelding efficiencies, Exp. Thermal Fluid Sci. 9 (1994) 80–89.
[20] M.B. Carver, Numerical computation of phase separation in twofluid flow, J. Fluids Eng. 106 (1984) 147–153.
[21] M. Ishii, K. Mishima, Two-fluid model and hydrodynamic constitu-tive relations, Nucl. Eng. Des. 82 (1984) 107–126.
[22] A.D. Brent, V.R. Voller, K.J. Reid, Enthalpy-porosity technique formodelling convection–diffusion phase change: application to themelting of a pure metal, Numer. Heat Transfer 13 (1988) 297–318.
[23] P. Durbin, B.A. Petterson Reif, Statistical Theory and Modelling forTurbulent Flows, 1st ed., John Wiley & Sons Ltd., 2001.
[24] M.C. Flemmings, Solidification Processing, McGraw-Hill, NewYork, 1974.
[25] B.A. Kader, Temperature and concentration profiles in fully turbu-lent boundary layers, Int. J. Heat Mass Transfer 24 (1981) 1541–1544.
[26] S.V. Patankar, Numerical Heat Transfer and Fluid Flow, Hemi-sphere, Washington, DC, 1980.
[27] F.A. Brandes, Smithells Metals Reference Book, 6th ed., Butter-worths & Co. Publications, London, 1983.
[28] S. Chakraborty, S. Sarkar, P. Dutta, Scaling analysis of momentumand heat transport in gas tungsten arc welding pools, Sci. Technol.Weld. Join. 7 (2) (2002) 88–94.