Embed Size (px)
Citation preview

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
Advanced Performance Materials 5, 43–64 (1998)c© 1998 Kluwer Academic Publishers. Manufactured in The Netherlands.
Modeling of Industrial Polymer Processes:Injection Molding and Blow Molding
D.M. GAO, K.T. NGUYEN, J.-F. HETU, D. LAROCHE AND A. GARCIA-REJONIndustrial Materials Institute, National Research Council Canada, 75 De Mortagne, Boucherville, QuebecJ4B 6Y4 Canada
Abstract. In the last twenty years injection molding and blow molding have seen a rapid growth due to the de-velopment of new application areas in the automotive, sports and leisure, electronics, transportation and packagingindustries. This success can be traced to the optimization of existing processes and to the development of newprocessing techniques employing novel concepts such as gas-assisted injection molding, co-injection, and 3D andsequential blow molding. The complexity of these new molding techniques calls for a much better understandingof the material behavior during the basic stages of the process and its relation to the properties and performanceof the final part. These characteristics are directly dependent upon die and mold designs and on the operatingconditions during extrusion, injection, inflation and cooling in the mold.
In this paper we will demonstrate how the numerical simulation of the individual steps of the process can beused to optimize the process and product performance of industrial parts. In the case of injection molding, specialinterest will be devoted to the numerical prediction of the filling phase for both thin and thick parts. For blowmolding the prediction of material behavior during clamping and inflation will be shown and related to final partthickness distribution, parison programming and preform design.
Keywords: blow molding, finite element modeling, Hele-Shaw, hyperelastic, injection molding, Navier-Stokes,virtual work, viscoelastic
1. Materials processing
The rapid growth in the use of advanced materials in a large number of highly demandingautomotive, electronic and consumer goods applications has promoted the developmentof new and more complex material forming processes. In the last twenty years injectionmolding and blow molding have seen a rapid growth due to the development of new appli-cation areas in the automotive, sports and leisure, electronics, transportation and packagingindustries. This success can be traced to the optimization of existing processes and to thedevelopment of new processing techniques employing novel concepts. Injection moldinghas seen the introduction of techniques such as co-injection, gas assisted injection molding,lost core molding and injection/compression. Blow molding has been able to deal withmuch more complex parts through the development of 3D and sequential blow molding,complex molds for deep-drawn parts and cryogenic mold cooling. The introduction of newmaterials has also made possible the production of parts having multilayer structures.
The complexity of these new molding techniques calls for a much better understanding ofthe material behavior during the basic stages of the process and its relation to the propertiesand performance of the final part, which are directly dependent upon die and mold designs

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
44 GAO ET AL.
Figure 1. Injection molding process.
and on the operating conditions during extrusion, injection, inflation and cooling in themold. It is in these areas that the computer simulation of the coupled phenomena of fluidflow and heat transfer has proven to be a very valuable tool for the equipment manufacturer,mold designer and process engineer.
1.1. Injection molding process [1]
Injection molding (Figure 1) is the most important commercial process for the productionof three-dimensional plastic articles. It can be divided into four basic stages: plastification,injection, packing and cooling, and ejection. In the plastification stage the raw material insolid form is transformed into molten material through the combined action of the frictionprovided by a rotating screw and the heat provided by external heating elements. The screwretracts during rotation in order to accommodate the molten material that accumulatesin front of the screw. Once a sufficient amount of material is available, the screw movesforward, causing the molten material to fill the cavity. Upon completion of filling, additionalmaterial is packed into the cavity in order to compensate for the shrinkage occurring duringthe cooling stage. Once solidified, the molded article is ejected and the sequence of eventsis repeated in a cyclic manner. Due to the poor thermal conductivity of polymeric materials,the cooling time generally constitutes the dominant portion of the molding cycle.
Conventional injection molding has quite a few variations, mostly dealing with themold design and the mechanism of melt delivery. Some of the most common are: hotand cold runner systems, multicavity molds, family molds, insert molding, etc. The choiceof mold and delivery system will depend on the characteristics of the part being molded aswell as on the material.
Gas-assisted injection molding (Figure 2) has rapidly gained acceptance due to its versa-tility in the production of complex hollow parts. Due to the gas-polymer interaction duringthe gas injection phase, the pressure requirements as well as the shrinkage/warpage of thepart can be greatly reduced. The typical gas-assisted injection molding process comprisesthe following steps: (a) polymer filling, (b) gas injection, and (c) packing stage. Duringpolymer filling the cavity is partly filled (up to 80%). Shortly after the end of the polymer

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 45
Figure 2. Gas-assisted injection molding process.
injection, the gas is injected to hollow-out the gas channels until the cavity is completelyfilled. The relative melt/gas flowrate will determine the amount to be hollowed.
In practice, due to the geometrical complexity of parts, multiple, disconnected gaschannels are often used to transmit the pressure as uniformly as possible over the entirepart. Therefore, a multiple gas injection system is needed to hollow the independent gaschannels.
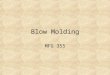
1.2. Blow molding process [2]
In the extrusion blow molding process (Figure 3), the raw material is fed to a plasticatingextruder in granular or pellet form. The plastic is melted by heat which is transferredthrough the barrel by the shearing motion of the extruder screw. The helical flights of thescrew change configuration along its length from input to output (solids conveying, meltingand metering sections) to assure a uniformly homogeneous melt at the screw tip.
Figure 3. Extrusion blow molding.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
46 GAO ET AL.
In continuous extrusion blow molding, the screw feeds the melt directly into the head-dieassembly. The melt flows around the mandrel and into an annular die of the convergent ordivergent type. A hollow tube or “parison” is extruded continuously and cut at preset timeintervals for transfer into the blow mold.
In the case of intermittent extrusion blow molding, the extruder feeds the material toan accumulator/head device. Once the desired volume has accumulated a ram or plungerpushes the material rapidly through the head-die assembly. The mold clamp mechanismdoes not need to transfer to a blowing station. The next parison is only extruded after thepart is blown, cooled and removed from the mold.
Once a parison of the desired length has been formed, the mold is closed and the parisonis inflated by internal air introduced through the die-head assembly. The mold walls arevented, and a vacuum may be applied. The molten polymer is thus forced to conform tothe shape of the mold cavity. The article is then cooled, solidified and ejected from themold.
In both methods the annular die may be designed to incorporate a hydraulic mechanism tovary or program the annular gap size. In this way, the extrusion process can be programmedto impart a specific wall thickness distribution or controlled weight to the parison.
Injection/stretch blow molding (Figure 4) is a two-stage process. In the first stage, thematerial is injection molded around a core rod to form a preform. In the second stage,the preform is then stretched through the action of a stretch rod, inflated and cooled inmuch the same manner as in the extrusion blow molding process. The result is a lighterproduct biaxially oriented in the axial and radial directions. Biaxial orientation providesincreased tensile strength (top load), less gas, liquid and odour permeation due to an in-creased molecular alignment and improved drop impact, clarity and light weighting of thecontainer. Injection/stretch blow molding also produces scrap-free, close-tolerance, com-pletely finished bottles or containers that require no secondary operations. Preform designand its relationship to the final container properties remain one of the most critical aspectsof the process. The part thickness distribution has to be mapped onto the preform andthrough the knowledge of the material properties (degree of crystallinity and shrinkageafter molding; stretching characteristics and their temperature dependence among others)the preform dimensions (form and thickness distribution) can be established.
Figure 4. Injection/stretch blow molding.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 47
1.3. Objectives
In this paper we will demonstrate how the numerical simulation of the individual steps ofthe injection and blow molding processes can be used to optimize the process and productperformance of industrial parts. In the case of injection molding, special interest will bedevoted to the numerical prediction of the filling phase for both thin and thick parts. Forblow molding the prediction of material behavior during clamping and inflation will beshown and related to final part thickness distribution, parison programming and preformdesign.
2. Injection molding simulation models
Most injection molded parts are three-dimensional, complex geometrical configurations andthe rheological response of polymer melts is generally non-Newtonian and non-isothermal.Because of these inherent factors, it is difficult to analyze the filling process without sim-plifications. The Generalized Hele-Shaw (GHS) flow model introduced by Hieber [3] andShen [4] provided simplified governing equations for non-isothermal, non-Newtonian (in-elastic) flows in mold cavities. Through the use of numerical techniques (finite differences,finite elements, control volume) as well as CAD software this approach has been extendedto cover “real processes” such as coinjection, gas-assisted injection molding and injectionof fiber reinforced materials under a variety of operating conditions. In most cases thesemodels have been successful in predicting the moldability (pressure and velocity fields,temperature distribution in the part and mold, air entrapment and weldline locations andstress concentration regions for a specific material as well as providing a reasonable inputfor the simulation of the packing and cooling phases. A review of the use of the GHS-basedmethods can be found in references [5, 6]. However, due to its simplifying assumptions,these models are limited in the scope of the information that they can generate. The newgeneration of models has to be capable of relating the microstructure development in thepart (and therefore its mechanical properties) to the flow and temperature fields in the mold.This can be achieved through a better description of the material behavior (viscoelasticversus inelastic, temperature and pressure dependent material properties) and of the flowfield (2D, 2.5D versus 3D and realistic boundary conditions).
2.1. 2.5D filling models
Model equations. As mentioned above most injection molded parts have the characteristicof being thin but generally of complex shape. The small gapwise dimensions allows theuse of the Hele-Shaw approximation. In this study, the polymer melt is considered as aGeneralized Newtonian Fluid, i.e., the viscosity is a function of shear rate and temperature.Viscoelastic effects are not taken into account. The flow is assumed to be quasi-steady stateand the inertia terms are neglected due to the low Reynolds numbers encountered in the flowof molten polymers. With these assumptions the filling of a mold cavity becomes a 2D flowproblem for the gapwise averaged velocity which is related to the pressure gradient through

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
48 GAO ET AL.
a quantity called “fluidity” representing the sum of the effect of changing temperature andrheology across the gap. Therefore,Continuity equation:
∇ · u= 0 (1)
Momentum equation:
∇P +∇ · σ(u) = 0 (2)
σi (u) = 2µγ (u) = µ(∇u+ (∇u)T ) (3)
The Hele-Shaw approximation can be written as
∇ · S∇P = 0 (4)
S represents the fluidity defined by:
S=∫ H
0
(Z2
η
)dz (5)
The energy equation can be written as
ρCp
{∂T
∂t+ u
(∂T
∂x
)+ v
(∂T
∂y
)}= ∂
∂z
(k
(∂T
∂z
))+8 (6)
In Eq. (6),x andy denote the coordinates of the middle plane,z is the gapwise direction,P is the pressure,T is the temperature,ρ is the density,Cp is the specific heat,k is thethermal conductivity and8 represents the viscous dissipation.
A dimensional analysis of the energy equation shows that the heat conduction in the flowdirection can be neglected since the thickness of the cavity is much smaller than the othertwo dimensions. The convection in the gapwise direction is also neglected.
The Hele-Shaw equation (4)–(5) is solved over the polymer filled regions to obtain thepressure field subject to the boundary conditions discussed below. Three types of boundariesare considered:Injection gates:
Q = Q(t) or P = P(t)
T = Tmelt (7)
Moving flow fronts:
P = 0
T = Tcore (fountain flow effect) (8)

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 49
Mold walls:
u · n = 0 (9)
Initial condition:
T(t = 0) = Tmold (10)
It should be noted that due to the Hele-Shaw approximation, the full no-slip conditiondoes not hold at the mold wall.
The pressure equation (4) is solved using the Galerkin finite element method. A threenode triangular element was chosen to approximate the pressure. Details concerning thenumerical implementation are given in [7, 8]. The energy equation is discretized using thefinite difference method. The time-dependent derivative of the temperature is approximatedby backward finite difference. The thickness of the part is divided into several layers toevaluate the conduction term in the gapwise direction. The convection term is calculatedusing an upwinding technique to ensure stability of the solution [9].
One of the major challenges in modeling the mold filling dynamics is the accurate trackingof the flow fronts. In this work a control volume approach has been employed to track theflow front advancement [9, 10]. For conventional injection molding a scalar parameter,F ,often called “filling factor”, is used to represent the state of filling for each element insidethe cavity. For gas-assisted injection molding, a thickness fraction of polymer skin (Fs) isassociated to each control volume in order to represent the three distinct regions presentduring the filling phase.Fs is defined as the ratio of the thickness of the polymer skin tothe total thickness of the part.Fs = 1 represents an element completely filled with polymerandFs = 0 an empty element. For every time step, the pressure is calculated in order toobtain the velocity distribution in the polymer filled domain. The flow rate at the polymerfront is calculated from the velocity field, and then the value ofFs for each element can beevaluated by applying the principle of conservation of mass. Finally, a newly filled domaincan be easily defined using the updatedF field. The energy equation (6) is solved nextto obtain the temperature distribution in the gapwise direction, the frozen layer thicknessand the new effective cavity thickness. This effective cavity thickness is then used in thepressure equation for the next time step. An iterative procedure is used up to the end of themold filling.
2.2. Examples
2.2.1. Sequential filling of an experimental mold.The following example illustrates,through numerical simulation, how weld lines can be minimized. The geometry of the partis given in Figure 5. The mold has six gates which can be opened simultaneously and/orsequentially. If the gates are opened simultaneously, weld lines resulting from the mergingof the different flow fronts during filling, will reduce significantly the strength and structuralintegrity of the part.
Figure 6 shows the flow front position, as a function of time, for the case of simultane-ous filling using six gates. The parts were molded from an injection grade high density

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
50 GAO ET AL.
Figure 5. Experimental mold geometry.
Figure 6. Flow front position for simultaneous filling (scale in seconds).
polyethylene (HDPE). For this case, a long weld line is generated at the centre line of the part(from left to right) and two others in the perpendicular direction. The appearance of theseweld lines will reduce the part strength and compromise the cosmetic aspects of the part.
Figure 7 shows the flow front positions as a function of time for the sequential filling ofthe same part. The Sequential Filling technique is developed to avoid or reposition the weldlines. The key to the success of this technique is the choice of an appropriate gate openingtime for the various gates, i.e., the gates are opened after the polymer melt has flowed pastthem. In such a way, the weld lines can be reduced or even completely eliminated.
2.2.2. Gas-assisted injection molding of a plate mold.To demonstrate the applicabilityof the numerical model to the gas-assisted injection molding process, simulations wereperformed using an experimental plate mold. The geometry showing the polymer gate,the gas channel at the center line and gas injection location is presented in Figure 8. Two

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 51
Figure 7. Flow front position for sequential filling (scale in seconds).
Figure 8. Experimental gas-assisted mold geometry.
different polymer prefill percentages are simulated to investigate the gas penetration be-havior. Figure 9 shows the final gas penetration for the case of 80% polymer fill. In otherwords, the gas injection starts when 80% of the cavity volume is filled with polymer. Thegas penetrated to the end of the gas channel without escaping from it. Figure 10 showsthe final gas penetration at 72% polymer prefill. In this case the gas blows out of the gaschannel because an insufficient quantity of polymer was injected prior to the gas injection.The pattern generated by the gas escaping from the gas channel is often referred to as“gas fingering”. It has been shown experimentally and verified theoretically that the “gasfingering” reduces the part strength and, of course, damages the appearance of the part.
The previous examples demonstrate clearly that numerical modeling can provide usefulinformation that can be used to modify part design and mold layout, optimize operatingconditions and reduce the design and production costs.
2.3. Three-dimensional (3D) models
Model equations. Several situations occurring during mold filling cannot, however, beaccurately predicted using the Hele-Shaw approximation. Among the most important wecan cite the fluid behavior at the free surface (flow front); the fluid behavior near and atthe solid walls; the phenomenon occurring at the merging of two or more fluid streams(weldlines); and the kinematics in areas where shear and extensional deformations con-tribute significantly to the stress field (gates, ribs, sudden thickness changes, etc.). The flow

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
52 GAO ET AL.
Figure 9. Final gas penetration for 80% pre-fill.
Figure 10. Final gas penetration for 72% pre-fill.
behavior at the flow front, usually referred to as “fountain flow” has to do with the fluidnear the centre moving faster than the average across the thickness and upon catching upwith the front deflecting to move towards the wall. This phenomenon (high shear rates nearthe wall and therefore high orientation) causes the fluid elements to be highly distorted. Inmost injection molding applications the “fountain” flow region is of the order of magnitudeof the gap thickness. As a consequence the convection effects in the “fountain” regioncannot be represented with only the knowledge of a gapwise averaged velocity (Hele-Shawapproximation). Also, since the details of the “fountain” region are lost, it is not possible totrack the particle trajectories in the newly filled part of the expanding fluid domain. Duringmold filling the melt front impinges against the walls which may or may not have smoothcontours. At the point of contact the flow has to split in order to continue its movement alongthe wall. Also, two flow fronts may collide with each other and form a “weldline”. At thejuncture of the wall (no-slip boundary condition) and the flow front (shear-free condition)a geometrical discontinuity as well as one in the boundary conditions exists.
The main difficulties encountered in the three-dimensional simulation of mold filling canbe summarized as follows [11]:
• The computational domain is usually a three-dimensional volume having a complexshape.• The free surface (liquid-air interface) is subject to large deformations and multiple inter-
faces may come in contact with each other.• The prediction of the flow boundary layers requires boundary conditions allowing the
material to adhere to the cavity walls (no-slip conditions).
Due to these characteristics the model has been developed using a two-step solutionalgorithm. The first step solves the incompressible Navier-Stokes and energy equationsto compute the velocity, pressure and temperature fields. Then based on the pseudo-concentration method [12] the position of the flow front is convected using the computed

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 53
velocity field. The dynamic no-slip boundary conditions are imposed as Dirichlet/Neumannboundary conditions.
The Stokes equations (creeping flow, Re≈ 0) are solved on the whole computationaldomain. This implies that the equations are also solved for the air present in the cavity.It is assumed that the air can exit the cavity without restrictions and that its velocity issmall compared to the speed of sound. Thus the flow in the empty region of the domainis assumed incompressible. Therefore, in the numerical analysis, the “air” is referred to asa pseudo-fluid. The equations governing the laminar flow of liquid and pseudo-fluid areexpressed as
∇ ·u = 0
∇P +∇ · σl(u) = 0
onÄl
ρlCpl
{∂T
∂t+ u · ∇T
}= ∇ · kl∇T (11a)
∇ ·u = 0
∇P +∇ · σp(u) = 0
onÄp
ρpCpp
{∂T
∂t+ u · ∇T
}= ∇ · kp∇T (11b)
σi (u) = 2µγ (u) = µ(∇u + (∇u)T ) (11c)
In the above equations,t , u, p, T , ρ, µ, k, andCp denote time, velocity, pressure, tem-perature, density, viscosity, thermal conductivity and specific heat, respectively. Subscriptsl and p refers to the liquid and pseudo-fluid, respectively.
Appropriate boundary conditions complete the statement of the problem:
u = u0; T = Tmelt on0 (Dirichlet)
σ(u) · u− Pn= t on0wall (12)
u = 0; T = Tmold on0wall
The boundary condition on0wall is imposed only on the wetted portion of the cavity.The tracking of the flow front in the mold cavity is modeled using the pseudo-concentration
method [12]. This model defines a function
F(Ex, t) = Fc + sgn(d(Ex)) (13)
where sgn(d(Ex)) is the signed distance from the interface. Hence, sgn(d(Ex)) is positive atany point filled with fluid and negative elsewhere (the pseudo-fluid). The volume whereF > Fc thus represents the filled portion of the cavity.
The F transport equation can be written as
∂F
∂t+ u · ∇F = 0 onÄ (14)

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
54 GAO ET AL.
with the following initial and boundary conditions:
F(Ex, t) = Fc+ e on0−1
F(Ex, 0) = sgn(d(Ex)) (negative) (15)
where0−1 is the inflow region of∂Ä.The hyperbolic equation (14) is solved with the element by element technique of Lesaint
and Raviart [13].Since the Stokes equations are solved on the whole computational domain and because
the pseudo-fluid has to exit the cavity freely, boundary conditions imposed on the cavitywalls have to change dynamically. Depending on the value ofF on the walls, the boundaryconditions must satisfy the following conditions
u = 0 whenF > Fc (Filled)
σ(u) · n− pn= 0 whenF < Fc (Empty) (16)
2.4. Examples
2.4.1. Filling of a door handle. The filling of a car door handle (Figure 11) representsa typical industrial application for a 3D simulation. The part has a large cross-sectionwhich prevents the use of a 2.5D filling model. The mesh, representing only one half ofthe geometry, has 16722 tetrahedral elements. The part was molded from a thermoplasticelastomer (TPO). The material behavior was modeled using the Carreau-Arrhenius equationgiven by
η = η0(1+ λ2γ 2)n−1
2 β exp−αT
with η0 = 3600 g/mm s;λ = 1.62 s;n = 0.3; α = 0.009311◦C; β = 1.0.The mold is filled from the center of the geometry with a uniform flow rate of 193 cm3/s.
The filling time of the part was fixed at 0.5 seconds. The melt and mold temperatureswere fixed at 230◦C and 50◦C, respectively. A time step of 0.025 seconds was used. Theposition of the flow fronts at 0.1, 0.2, 0.3, 0.4 and 0.5 seconds is shown in Figure 12.Note that the light gray area represents the filled part of the cavity. A complex three-dimensional flow field develops in the cavity and a rounded free surface is clearly seen.A more accurate representation of the flow front is particularly important at both ends ofthe handle where a large hole is located. The 3D approach was able to better predict thelocation of the weldlines, the possibilities of air entrapments as well as the pressure andtemperature distributions at the end of filling. This information is crucial for calculatingthe shrinkage (sizing of mold cavity), ejection temperature (cycle time) and strength ofa part which will be subjected to secondary operations such as the fitting of a metallicinsert.
Figure 13 shows that a thermal boundary layer is present in the filled portion of the cavity.Because the thermal diffusivity of the melt is very small, this boundary layer is so thin that

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 55
Figure 11. Door handle: geometry and boundary conditions.
it is represented by only one layer of elements. This is why the temperature field exhibitssome variations near the cavity walls. These variations coincide with elements that are toolarge to accurately represent the thermal boundary layer in these areas.
This example demonstrates that the solution of the Stokes and energy equations, inconjunction with the proposed front tracking method, is very effective for simulating thefilling of complex three-dimensional cavities.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
56 GAO ET AL.
Figure 12. Time dependent flow front advancement for the filling of a thick walled door handle.
3. Blow molding simulation models
Modeling of the clamping and inflation stages of the blow molding process, using the finiteelement method, requires that many of the most difficult aspects of the method be addressedin the analysis. These difficulties arise because of large strains, large deformations, nonlin-ear material behavior and contact between the polymer and the mold during the inflation ofthe polymer. The changes in parison shape can also be the source of physical instabilitiesassociated with large hoop and axial stretch ratios.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 57
Figure 13. Temperature fields during the filling of a door handle.
Several assumptions have to be made to symplify the formulation of the problem whilestill retaining the dominant physical phenomena that have been observed in the actualprocess [14]:
a) Since most articles manufactured by this process are thin walled structures, the mem-brane approximation can be applied. Thus, the bending resistance of the polymer isneglected. During the inflation stage, the membrane assumption appears to be quitereasonable around the main body of the parts. However, during the clamping stage andduring inflation in the regions close to the pinch-off and the neck areas, the material

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
58 GAO ET AL.
undergoes compressive deformations and significant cooling that can cause non negli-gible bending of the polymer.
b) At the point of contact, the polymer membrane is permanently fixed to the mold surface(no-slip condition).
c) In view of the fact that the deformation is extremely rapid (0.1–1 s) the polymer mem-brane can often be modeled as a “rubbery”, i.e., nonlinear, elastic, incompressiblematerial that does not exhibit time-dependent behavior. This type of constitutive re-lationship is called hyperelastic. However, in order to better model the overall process(clamping, inflation and cooling) viscoelastic models [15] should be used to predict thetime-dependent deformations.
Model equations
During the inflation process the parison goes through a set of quasi-stationary positions inwhich the acting forces are in equilibrium. The Principle of Virtual Work implies that, foran arbitrary velocity field satisfying the kinematic boundary conditions, the rate of internalvirtual work is in equilibrium with the external virtual work.
Internal forces,F int, are generated from the reaction of a membrane to the deformation.When dealing with a conservative field, the internal forces can be represented by a strainenergy function (W). Therefore
F inti = −
∂W
∂ui(17)
The external forces,Fext, arise from the acting inflation pressure,P, and the reactionforces at regions in contact with the mold,F react, and are given by
Fexti = Pni + F react
i (18)
The pressure force acts perpendicular to the surface in the direction of the normal vector,ni . For the entire surface of the membrane, the equilibrium of forces is expressed as∑(
Fexti + F int
i
) = 0 (19)
Using a total Lagrangian formulation (the material deformation is referred to the initialconfiguration at timet = 0. The finite element formulation for the internal (reaction) nodalforces,R(u), in the element domain can be written as
R(u) =∫v
BTSDdV (20)
whereu is the elements’ displacement vector,D is the deformation gradient,S is the 2ndPiola-Kirchhoff stress tensor andB is the derivative of the element shape function.
The solution of this nonlinear finite element system can be obtained using a Newton-Raphson technique. In matrix form the system can be expressed as
K(u)1u = P(u)− R(u) (21)

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 59
where1u is the displacement increment (1u → 0 at convergence);P(u) is the appliedforces matrix andK (u) is the stiffness or rigidity matrix.
K(u)= δRδu=∫v
BT [S+GTFG]B dV
F= δSδE
and G = δEδD
(22)
whereF is the instantaneous elastic modulus.The type of finite element formulation will determine the deformation gradient tensor
field through the matrixB, i.e.,
{D} = [B]{x} (23)
B is a form matrix that relates the deformation field,D, to the nodal displacements,xi
and is only function of the geometry of the element.For large deformations, the appropriate strain measures are the Cauchy-Green,C, and
Lagrange-Green,E, strain tensors defined as
C = DT D (24)
In Lagrangian formulations, the 2nd Piola-Kirchhoff stress tensorS, represents the stressfield in the case of large deformations. This stress tensor is only a function of the deformationof the material and independent of rigid body motions. In matrix form,S is expressed as
S= D−1σcD−T = ∂W∂E
(25)
whereσc is the true stress (or Cauchy stress) andW is the strain energy function.It should be noted that the choice ofW (constitutive relation) will determine the type of
material behavior that will be analyzed (elastic, hyperelastic or viscoelastic).
3.1. Material models
It is widely accepted that the material behavior during the clamping and inflation stages inextrusion blow molding or stretching and inflation in injection stretch blow molding can bemodelled using either hyperelastic or viscoelastic constitutive models. The most commonlyused models are:Ogden (hyperelastic) [16]
σ = µ1(λα1 − λα1/2)+ µ2(λ
α2 − λα2/2)+ µ3(λα3 − λα3/2) (26)
where λ is the elongational deformation(L/L0);µi and αi are the Ogden constants.Christensen (solid viscoelasticity) [17]
σ = −PId + g0DDT + D
[∫ t
−∞g1(t − τ)∂E
∂τdτ
]DT (27)

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
60 GAO ET AL.
whereg0 andg1(t) are the elastic modulus and the relaxation modulus, respectively.K-BKZ (viscoelasticity in the molten state) [18]
σ = −PId +[∫ t
−∞m(t − τ){h1C−1(τ, t)− h2C(τ, t)} dτ
](28)
wherem(t − τ) is the memory function andh1, h2 are the damping functions, which playan important role in describing material behavior when viscous effects are important.
The solution procedure for the clamping and inflation simulation stages requires meshesfor the two mold halves surfaces (including the parting plane) and for the parison. Tri-angular membrane elements are used in both meshes. This element has two degrees-of-freedom/node and its displacement field is linear. It can also handle large deformation androtation through the use of stress stiffening (Eq. (22)).
Equations (20)–(24) applied to the finite element meshes for the parison and mold halves,together with a choice of constitutive model (Eqs. (26)–(28)) represent a set of nonlinearequations. Due to both geometrical and physical conditions, these equations are solvedin an iterative manner. An appropriate initial stress is applied to the parison in order tohandle local element compression that often occurs during the clamping stage or in thepinch-off area during the inflation stage. For small pressure increments the deformations,corresponding to an equilibrium shape are calculated. When contact occurs, the nodesfixed to the mold wall cannot deform any further and therefore are removed from furthercalculations. This results in a smaller set of equations and speeds up the computations. Thepressure is gradually incremented until all nodes have contacted the wall or until a pressurelimit has been reached.
3.2. Examples
3.2.1. Extrusion blow molding of a HDPE bottle. This example shows the results ofthe simulation of the blow molding of a high density polyethylene (HDPE) bottle. Aprogrammed parison showing a step in the thickness (2.1 mm at the bottom to 1.7 mm at thetop) was extruded at 190◦C. Due to the cooling of the parison during the extrusion stage,the Christensen viscoelastic material properties at 180◦C were used in the simulation.
Figure 14 shows the predicted parison shape at the end of the clamping stage. In this partof the process, the parison is being compressed around the pinch-off areas while a smallblow pressure is applied to prevent the collapse of the parison. The effect of sag has beenincluded in the model and results in a smooth thickness variation along the parison.
Figure 15 shows the predicted thickness distribution during the inflation stage of theprocess. The smaller parison thickness at the top causes this section to inflate faster thanthe bottom area. This results in a final part having a nonuniform thickness distribution, i.e.,the top part of the bottle is heavier than the lower part.
Apart from predicting the thickness distribution of an extruded parison during clampingas well as in the final blown part, this model [18] can also be used to estimate and minimizethe amount of “scrap or flash” material surrounding the part. Through the use of a simpleoptimization algorithm the resulting thickness distribution in the blown part can be mapped

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
Figure 14. Parison thickness distribution (in mm) at the end of the clamping stage.
Figure 15. Predicted parison thickness distribution (in mm) during the inflation stage: (a) intermediate step; (b)end of inflation.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
62 GAO ET AL.
onto the parison until the desired thickness distribution is obtained. Additional informationcan also be extracted from these simulation results. Probably the most promising one is theability to predict the shape and thickness distribution in the pinch-off areas. This issue ispresently under validation and has shown great potential for mold design optimization.
3.2.2. Stretch blow molding of a beverage container.This example shows the processsimulation of the stretching and inflation stages of an injection-stretch-blow molded bever-age container. In this case the injected polyethylene terephtalate (PET) preform is reheatedat 100◦C prior to be simultaneously stretched and inflated onto the mold cavity surface.One of the critical issues in this case is the prediction of the highly nonlinear materialdeformation at low processing temperatures. This has been taken into account through thechoice of the Ogden constitutive model.
Figure 16 shows superposition of the finite element meshes for the mold cavity, thestretch rod and the preform. Figure 17 shows the preform deformed during the stretching
Figure 16. Finite element meshes for the mold cavity surface, the stretch rod and the PET preform.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
MODELING OF INDUSTRIAL POLYMER PROCESSES 63
Figure 17. Deformation of a PET preform during the stretch and inflation stages.
and inflation stages of the process. In this case, a minimum pressure was applied during thestretching stage to avoid preform contact with the stretch rod. The results show that duringthe inflation, a bubble is initiated in the top section of the cavity. The bubble propagatestowards the bottom section, therefore creating a final part having a thick bottom. Ultimately,the simulation could be used in the optimization of the preform design and the preformreheating temperature profile. This will result in an improvement of the molded part in termsof uniform thickness distribution or other performance requirements such as resistance toservice loading or specific barrier properties.
Conclusions
In this paper we have shown how numerical modeling tools can be used to simulate thematerial behavior during polymer processing operations such as injection and blow molding.
In the case of injection and gas-assisted injection molding, the models have shown to becapable of predicting the filling patterns, the temperature and pressure distributions duringthe mold filling of complex industrial parts and the effect of processing conditions on thefinal part characteristics.
In the case of blow molding the models are capable of predicting final part thicknessdistribution and can also be used to optimize the process and/or part design from severalpoints of view such as parison and preform characteristics and part performance underservice conditions.
Acknowledgments
The authors would like to thank R. Aubert, R.W. DiRaddo and L. Pecora for their contributionto the success of the modeling activities of the Process Modeling and Optimization Section.

P1: EHE/TKL P2: EHE
Advanced Performance Materials KL525-04-Gao December 22, 1997 16:28
64 GAO ET AL.
References
1. D. Rosato and D. Rosato,Injection Molding Handbook(Chapman & Hall, New York, 1995).2. D. Rosato and D. Rosato,Blow Molding Handbook(Hanser, New York, 1989).3. C.A. Hieber, J. Non-Newtonian Fluid Mechanics7, 1 (1980).4. S.F. Shen, Int. J. Num. Meth. Eng.34, 701 (1992).5. C.L. Tucker (Ed.),Computer Modeling for Polymer Processing(Hanser, New York, 1989).6. P. Kennedy,Flow Analysis of Injection Molds(Hanser, New York, 1995).7. D.M. Gao, K.T. Nguyen, P. Girard, and G. Salloum,SPE ANTEC94 Proceedings(San Francisco, 1994).8. D.M. Gao, K.T. Nguyen, and A. Garcia-Rejon,Int. Polym. Proc.(1997) (in press).9. J.M. Floryan and H. Rasmussen, Appl. Mech. Review42(12), 323 (1989).
10. C.W. Hirt and B.D. Nichols, J. of Computational Physics39, 201 (1981).11. J.-F. Hetu, D.M. Gao, A. Garcia-Rejon, and G. Salloum, Polym. Eng. Sci. (1996) (submitted).12. P. Lesaint and P.-A. Raviart,Mathematical Aspects of Finite Elements in Partial Differential Equations, edited
by C. de Boor (1974).13. A. Fortin, Y. Demay, and J.-F. Agassant, Revue Europ´eenne des ´elements finis12, 181 (1992).14. H.G. de Lorenzi and H.F. Nied, Comp. and Structures,26, 197 (1987).15. R. Bird, O. Hassager, and R. Armstrong,Dynamics of Polymeric Liquids, vol. 1 (John Wiley, New York,
1977).16. R.W. Ogden,Proc. Roy. Soc. London, vol. A 236, p. 565 (1972).17. R.M. Christensen,Theory of Viscoelasticity(Academic Press, New York, 1982).18. M.H. Wagner and A. Demarmels, J. Rheol.34, 943 (1990).19. D. Laroche, L. Pecora, and R.W. DiRaddo,Proceedings NUMIFORM 95, p. 1041 (Ithaca, NY, 1995).
Final Manuscript March 13, 1997