Embed Size (px)
Citation preview

Research ArticleModeling and Optimizing of Producing Recycled PET fromFabrics Waste via Falling Film-Rotating Disk Combined Reactor
Dan Qin1 ChaoshengWang1 HuapingWang1 Ye Chen1 Peng Ji2 and Zhenhao Xi3
1State Key Laboratory for Modification of Chemical Fibers and Polymer Materials College of Materials Science and EngineeringDonghua University Shanghai 201620 China2Co-Innovation Center for Textile Industry Donghua University Shanghai 201620 China3Shanghai Key Laboratory of Multiphase Materials Chemical Engineering East China University of Science and TechnologyShanghai 200237 China
Correspondence should be addressed to Chaosheng Wang cswangdhueducn
Received 22 May 2017 Accepted 25 July 2017 Published 26 September 2017
Academic Editor Nobuhiro Kawatsuki
Copyright copy 2017 Dan Qin et alThis is an open access article distributed under the Creative Commons Attribution License whichpermits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Recycling and reusing of poly (ethylene terephthalate) (PET) fabrics waste are essential for reducing serious waste of resources andenvironmental pollution caused by low utilization rate The liquid-phase polymerization method has advantages of short processflow low energy consumption and low production cost However unlike prepolymer the material characteristics of PET fabricswaste (complex composition high intrinsic viscosity and large quality fluctuations) make its recycling a technique challenge Inthis study the falling film-rotating disk combined reactor is proposed and the continuous liquid-phase polymerization is modeledby optimizing and correcting existing models for the final stage of PET polymerization to improve the product quality in plantproduction Through modeling and simulation the weight analysis of indexes closely related to the product quality (intrinsicviscosity carboxyl end group concentration and diethylene glycol content) was investigated to optimize the production process inorder to obtain the desired polymer properties and meet specific product material characteristics The model could be applied toother PET wastes (eg bottles and films) and extended to investigate different aspects of the recycling process
1 Introduction
Polyethylene terephthalate (PET) is widely used in fibers andas an engineering plastic owing to its excellent properties [1ndash3] A great proportion of PET production is for fibers (about60) [4] and PET fabrics account for a large fraction of thewhole fiber materials (more than 50) [5] PET waste is notsuitable for landfills due to environmental pollution causedby its nonbiodegradable nature [6 7] although it accounts formore than 8 by weight (and 12 by volume) of the worldrsquossolid waste [8] However the utilization rate of PET fabricswaste is not satisfactory resulting in wasted resources andserious pollution Therefore recycling and utilizing PET fab-rics waste are essential for realizing sustainable developmentin the chemical fiber and textile industries [9]
The methods for recycling PET waste are mainly dividedinto physical and chemical ones In the physical method thefabrics waste is prepared into filling or packaging materials
after a simple opening process This technique has beenbasically eliminated however since the products are low inquality In the chemical recycling method the first stage isdegrading the polymer into small molecules mainly throughhydrolysis [10 11] methanolysis [12 13] glycolysis [14 15]and aminolysis [16 17] followed by purification and conver-sion into useful chemical products [18 19] However the highcost extensive energy consumption and complex process ofthis technology limit its application in large-scale productionIn the physical-chemical method the material is processedwith liquid or solid-phase polymerization which increasesthe molecular weight and extracts volatile small moleculesThis method can effectively improve the quality of recycledproducts and realize differential recycling without signifi-cantly increasing the production costs Compared to solid-phase polymerization (SSP) in the alternative method ofliquid-phase polymerization the produced PET melt couldbe directly used for spinning bypassing the need for melting
HindawiInternational Journal of Polymer ScienceVolume 2017 Article ID 1062493 13 pageshttpsdoiorg10115520171062493
2 International Journal of Polymer Science
after pelleting which has reduced energy consumption andlowered production cost and it also avoids further thermaldegradation reaction to preserve the product quality in large-scale production
The liquid-phase polymerization is commonly usedin the final stage of polymerization from low molecularweight prepolymer (eg degree of polymerization (DP119899) =20ndash30 carboxyl end group concentration ([COOH]) =60ndash80mmolkg) to produce conventional PET (eg DP119899 =100 carboxyl end group concentration ([COOH]) =20ndash35mmolkg) In contrast the composition of PET fabricswaste is complex (including dyes auxiliaries and additives)with large quality fluctuations The characteristics of PETfabrics waste (DP119899 = 60ndash90 [COOH] = 25ndash45mmolkg)make it quite different from the prepolymer The traditionalindustrial reactor for liquid-phase polymerization is thehorizontal reactor equipped with rotating disk agitators[20 21] However these reactors suffer from many problemssuch as limited surface area poor flow condition at theborder and a large amount of dead zones [22 23] Thecharacteristics of PET waste mentioned above makethe devolatilization process difficult limit the forwardpolymerization reaction cause serious thermal degradationin the melt processing and have higher requirements in thereactor construction
The quality of recycled PET is influenced by severalfactors such as the equipment raw material characteristicsand process conditions To find themain factors and optimizethe product quality the suitable model is needed for thecontinuous liquid-phase polymerization of PET fabricswasteThere have been several efforts to model the liquid-phasepolymerization using prepolymer with low molecular weight[24ndash26] in order to guide and optimize production Laubrietet al [27] proposed a two-phase model (melt and vaporphases) to simulate the final polymerization process of PETKim et al [28] extended the two-phase model to a multizonefinishing reactor consisting of two rotating disk reactors usinga prepolymer with low DP119899 as the feed and compared theirresults with factory data The accuracy of this model waslimited to that of the molecular weight at the second outletwhich may be suitable for conventional PET due to its simplecomposition and consistent quality To further improve thequality of recycled PET the more relevant indexes should beby taken into account PET fabrics waste
In practice three product characteristics are essentialin recycled PET namely intrinsic viscosity (IV) carboxylend group concentration ([COOH]) and diethylene glycolcontent ([DEG]) IV is correlated with the molecular weightWithout an appropriate IV the spun fibers can easily breakand seriously lower the product quality The carboxyl endgroup concentration determines the thermal thermooxida-tion and hydrolytic stability during processing and the colorof the product [27] A high [COOH] would accelerate PETdegradation and leads to the more levels of carboxyl endgroup formation [29] the reduction of molecular weight andbreakage of the filaments during spinning The DEG contentinfluences the crystallization but it improves the rate anduniformity of dyeing [30 31]Therefore it is preferred to have
a certain amount of DEG content to meet the demand fordifferent products
This work proposes a novel combined reactor setup forPET fabricswaste To improve the quality of recycled PET andmeet specific product characteristics in practical productionthe continuous liquid-phase polymerization in the reactorwas modeled by optimizing and correcting existing modelsfor the final stage of PET polymerizationThe weight analysisof three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand diethylene glycol content) was conducted based on themodeling and simulation so as to determine the optimalprocess parameters obtain the desired polymer propertiesand provide useful reference for industrial production
2 Experiments and Methods
The raw material (provided by Ningbo Dafa ChemicalFiber Co Ltd China) was PET fabrics waste after frictionhot forming which lowers the bulk density and facilitatesthe processing The liquid-phase polymerization processwas carried out in the falling film-rotating disk combinedreactor at the same company The gas chromatography-mass spectrometry (GC-MS) analysis was carried out ona Shimadzu (QP 2010) series analysis instrument (Japan)to analyze the composition of vacuum extraction in theprocess The polydispersity index (PDI) was acquired witha PL-GPC50 gel permeation chromatograph Samples weredissolved and filtered in 98 2 ww hexafluoroisopropanol(HFIP) chloroform with a concentration of 2mgmL [32]
3 Large-Scale Continuous LiquidPolymerization Model
31 Reaction Scheme The polymer segment and functionalgroups were used to model the liquid-phase polymerizationreaction [25 33] The prefix ldquoTrdquo is used to denote endgroups and prefix ldquoBrdquo stands for repeated groups T-EGT-TPA T-DEG and T-VIN refer to the end groups ofhydroxyl carboxyl diethylene glycol and vinyl respectivelyThe volatile small molecules are ethylene glycol (EG) water(W) diethylene glycol (DEG) and acetaldehyde (AA) Thesegment approach for the polymerization kinetic schemeand the kinetic rate constant is shown in Tables 1 and2 The main reactions considered during the liquid-phasepolymerization include esterificationhydrolysis interesteri-ficationalcoholysis thermal degradation and the formationof DEG and AA The reactions to form cyclic polymersare not considered in our model There is no extra catalystadded in this process However the Sb concentration inthe PET waste was measured (021mgg) and convertedinto the equivalent amount of conventional Sb2O3 catalyst(0025wt) to account for its effect on the liquid-phasepolymerization
32 Falling Film-Rotating Disk Combined Reactor As seenin Figure 1 in the falling film reactor the PET melt afterthe screw melting flows through the multiple layers fromthe top to the bottom without agitation in order to generate
International Journal of Polymer Science 3
Table 1 Kinetic scheme [27]
Reaction Equation Rate constantForward Reverse
Esterification EG + T-TPA 999445999468 T-EG + B-TPA +W 1198961 1198701T-EG + T-TPA 999445999468 B-EG + B-TPA +W 1198962 1198702
Polycondensation T-EG + T-EG 999445999468 B-EG + EG 1198963 1198703Thermal degradation B-TPA + B-EG 997888rarr T-VIN + T-TPA 1198964 mdash
Diethylene glycol formationB-TPA + T-EG + EG 997888rarr DEG + T-TPA 1198965 mdash
B-TPA + T-EG + T-EG 997888rarr T-DEG + T-TPA 1198966 mdashT-EG + T-DEG 999445999468 B-EG + DEG 1198967 11989671198707
Acetaldehyde formation B-TPA + T-EG 997888rarr T-TPA + AA 1198968 mdashT-VIN + T-EG 997888rarr B-EG + AA 1198969 mdash
Table 2 Kinetic rate constants [27 34 35]
Reactionsnumber
Rate constanta119896119894 = 119860 119894times(Catlowast005)timesexp(minus119864119894RT) 119870119894119860 119894 119864119894(kcalkmol)
1 208 times 106 (Lmolminus1minminus1) 176 252 208 times 106 (Lmolminus1minminus1) 176 1253 136 times 106 (Lmolminus1minminus1) 185 054 72 times 109 (minminus1)b 3785 832 times 107 (Lmolminus1minminus1) 2986 832 times 107 (Lmolminus1minminus1) 2987 136 times 106 (Lmolminus1minminus1) 185 108 832 times 107 (minminus1) 2989 136 times 106 (Lmolminus1minminus1) 185aCatalyst (Sb2O3) concentration = 005wt and Catlowast is the concentrationused in our work bThe optimized value in our work is 136 times 1010
large volatilization areas for removing small molecules athigh temperature and high vacuum Each grid consisting ofseveral stainless steel bars could be regarded as a layer andthe adjacent grids are in a staggered arrangement PET meltflows through the slits on each grid to form falling filmsThe volatile small molecules are removed from the liquid-phase through the thin surface film thereby increasing themolecular weight of the polymer and the viscosity along theaxial direction The width of the slits in each grid and thegap between layers could be adjusted to control the qualityindexes according to the material characteristics and productapplication This design could achieve a controllable andstructured flow field The small molecule products are alsoremoved during the process and proceed through cycloneseparator and dust filter for condensation and filtration ThePET melt that passes through the last layer is either directlysent to the spinning process or fed continuously into a secondrotating disk reactor for further liquid-phase polymerizationAfter the second reactor the producedmelt with good fluidityand high homogeneity under stirring could also be usedfor spinning [37] Taken together the flexible serial reactors
could realize various combinations (eg falling film-fallingfilm and rotating disk-rotating disk reactors) to adjust tothe raw material characteristics and the intended productapplication allowing different PET wastes (eg bottle flakesfabrics and films) to be processed on a large scale
33 Reactor Modeling The flow of the bulk melt phase wasassumed to be plug flow and the vapor phase was assumed tobe perfectly mixedThe falling film reactor should be dividedinto different sections (length ratio 1 1 122 122 147)according to the size of slits and the number of grids whichare directly associated with the gas-liquid interfacial areas asshown in Figure 2 The modeling equations for the liquid-phase is listed in Table 3 where 120579 is the mean residence timefor the 119894th section 119911 is the dimensionless distance from thereactor inlet and [EGlowast] is the equilibrium concentration ofEG at the gas-liquid interface Due to its high vapor pressureat the reaction temperature AA is considered as removedimmediately The mass transfer parameter 119896L120572 is used forthe other three small molecules [27] 119896L120572 is closely relatedto reactor geometry not with the sections and two valueswere used for the different structure of the two reactorsThe equilibrium interfacial concentration and the molarfraction of the volatile species are given by (1) [30 36] Tobetter represent the real process the melt after the screwis selected as the feed stream for the mixed raw materialwaste used in practiceThemoisture content in the PETwasteis controlled below 70 ppm to avoid serious hydrolysis Thesegment fractions for T-TPA B-TPA T-EG B-EG B-DEGand T-VIN of the feed stream are 000404 0493 0007930484 00107 and 000033 respectively The total flow is2750 kgh
119862lowast119895 = ( 119862PET1 minus sum119895 119909lowast119895 )119909lowast119895 119909lowast119895 = 1198751199101198951198750119895 120574119895 119895 = EGWDEG
119910119895= int1
0(119896L120572)119895 (119862119895 minus 119862lowast119895 ) 119889119911
sum119895 int10 (119896L120572)119895 (119862119895 minus 119862lowast119895 ) 119889119911 + int10 (11989681198621 + 119896911986211198626) 119889119911
(1)
4 International Journal of Polymer Science
PET fabrics waste
Vacuum system
Vertical view of (F)
(A)
(B) (C)(D)
(G)(I)
(H)
(E)
(F)
Slit
Spinning
(A) Stock bin(B) Screw(C) Melt lter(D) Melt pump
(F) Grid
(E) Falling lm reactor
(G) Cyclone separator(H) Rotating disk reactor(I) Filter
Figure 1 Schematic of the falling film-rotating disk combined reactor
S1
S2
S3
S4
S5
S6
PET fabrics waste
Rotating disk reactor
SpinningFalling
filmreactor
Figure 2 Schematic of the falling film-rotating disk combinedreactor with multiple sections
4 Results and Discussion
41 Combination of the Reactors It is possible to establishthe relationship between the quality indexes in our modeland the product characteristics in actual production [35]Theformulas are shown as follows where DP119899 is the degree ofpolymerization 119891 is the molar flow rate of the segment and119872DEG is 10612 The test value of [DEG] includes all forms of
diethylene glycol and119891DEG is marked as the sum of B-DEGT-DEG and free DEG molar flow in our model for simplicity
IV (dLg) = 21 times 104times (19217 times DP119899)082
[COOH] (mmolkg) = 119891T-TPA times 106Liquid mass flow rate
[DEG] () = 119891DEG times119872DEG times 102Liquid mass flow rate
(2)
Different reactor configurations were used in the actualproduction to determine the best approach for PET fabricswaste as shown in Figure 3 The interfacial area in the tradi-tional rotating disk reactor is limited while the configurationof falling film reactor was found to provide large interfacialarea for mass transfer [23] Therefore the single falling filmreactor worksmuch better than the rotating disk oneThe useof two reactors further offers increased flexibility and workbetter when applied appropriately When the first reactoris the rotating disk reactor instead of the falling film onethe smaller interfacial area leads to PET melt with higher[COOH] and lower molecular weight This is detrimental tothe liquid-phase polymerization in the second reactor for thehigh carboxyl end group concentration would accelerate PET
International Journal of Polymer Science 5
Table 3 Model equations used in this study [28 36]
11205791198941198891198621119894119889119911 = 1198771119894 minus 1198772119894 minus 21198773119894 minus 1198775119894 minus 21198776119894 minus 1198777119894 minus 1198778119894 minus 1198779119894
11205791198941198891198622119894119889119911 = minus1198771119894 minus 1198772119894 + 1198774119894 + 1198775119894 + 1198776119894 + 1198778119894
11205791198941198891198623119894119889119911 = 1198772119894 + 1198773119894 minus 1198774119894 + 1198777119894 + 1198779119894
11205791198941198891198624119894119889119911 = 1198771119894 + 1198772119894 minus 1198774119894 minus 1198775119894 minus 1198776119894 minus 1198778119894
11205791198941198891198625119894119889119911 = 1198776119894 minus 1198777119894
11205791198941198891198626119894119889119911 = 1198774119894 minus 1198779119894
11205791198941198891198627119894119889119911 = minus1198771119894 + 1198773119894 minus 1198775119894 minus (119896L120572119894) ([EG] minus [EG]lowast)
11205791198941198891198628119894119889119911 = 1198771119894 + 1198772119894 minus (119896L120572119894) ([W] minus [W]lowast)
11205791198941198891198629119894119889119911 = 1198775119894 + 1198777119894 minus (119896L120572119894) ([DEG] minus [DEG]lowast)
112057911989411988911986210119894119889119911 = 1198778119894 + 1198779119894
Where
1198771 = 2119896111986271198622 minus ( 11989611198701 )119862411986281198772 = 2119896211986211198622 minus ( 11989621198702 )119862411986281198773 = 119896311986221 minus 4( 11989631198703 )119862311986271198774 = 119896411986231198624(1198621 + 1198623)1198775 = 1198965119862111986271198776 = 1198966119862211198777 = 119896711986211198625 minus 4( 11989671198707 )119862311986291198778 = 119896811986211198779 = 1198969119862111986261198621ndash11986210 is the concentration of T-EG T-TPA B-EG B-TPA T-DEG T-VINEG W DEG and AA respectively
degradation [29] The product with lower DP119899 and higher[COOH] is obtained in the combination of rotating disk-falling film reactor compared with falling film-rotating diskcombinationTherefore the first reactor should be the fallingfilm one The combination of rotating disks-rotating diskreactors works worse than the other combined reactors
The performance of the falling film reactor is closely con-nectedwith the size of slits and the number of grids PETmeltcannot flow through small slits with increasing viscosity anda longer residence time with smaller slits reduces the qualityof recycled PET for the melt flows only relies on the gravityflow in the falling film reactor But larger slits reduce theinterfacial area closely related to the liquid polymerizationall of which cause problems in both liquid polymerizationeffect and implementation process in the actual productionTherefore the configuration of the first falling film could notbe used as the second one and the combination of two fallingfilm reactors is not shown here In the second rotating diskreactor the polymerization process and residence time couldbe controlled to a certain extent by optimizing the agitator
D0n f4-40 f$
Falling filmFalling film-rotating diskRotating disk-falling film
Rotating disk-rotating diskRotating disk
09
10
11
12
Figure 3 Quality indexes of PET prepared by different reactors(270∘C1mmHg for the first reactor and 275∘C075mmHg for thesecond reactor) Data from the falling film-rotating disk combinedreactor is used as reference
speed In sum the falling film-rotating disk combined reactorhas the best ability to ensure product quality in practiceWhen the second reactor is falling film it could be optimizedto a hybrid onewith coexisting stirring propulsion and fallingfilm This design concept could reduce the negative effect ofthermal degradation reactions the energy consumption andproduction cost Thus improved controllability in operationwould be achieved while ensuring a large enough gas-liquidinterfacial area for removal of small molecules
42 Model Validation Although the intermediate productcannot be taken out at any time during the industrial produc-tion here the flexible design allows samples to be obtainedat the outlet of each reactor The quality indexes at eachoutlet and the residence time are used to comprehensivelymatch the model to large-scale production data from thefactory 119896L120572 is strongly linked to the reactor geometry andneeds to be obtained by curve fitting the industrial dataUnlike the case of prepolymer PET fabrics waste had sufferedthermal treatments during both the original processing andinitial recycling steps (eg friction hot forming) therefore ithas elevated [COOH] Further thermal degradation of PEToccurs on account of the accelerating effect of high [COOH]leading to even higher [COOH] Due to the different char-acteristics and thermal history the preexponential factor ofthermal degradation reaction 1198604 should be optimized toaccommodate PETwaste in our workThe following functionf (Equation (3)) which is the sum of errors between themodel and the plant data is minimized where the subscriptsldquomodrdquo and ldquoplardquo represent values predicted by themodel andmeasured in the plant respectively The optimization resultsshow that the model produces the best fit to the plant datawhen 1198604 = 698 times 109 and 119896L120572 = 0056 sminus1 and 0042 sminus1for reactors 1 and 2 respectively as shown in Table 4 The
6 International Journal of Polymer Science
Table 4 Quality indexes values of the falling film-rotating disk combined reactor
Quality indexes Feed Falling film reactor outlet Rotating disk reactor outletModel Model Plant Model Plant
DP119899 7507 8395 8407 9179 9192119891T-TPA (kmolh) 01153 01054 01053 01030 01028119891DEG (kmolh) 03059 03030 03033 02994 02996Residence time (min) mdash 2883 25ndash35 2352 20ndash45
reported values of 119896L120572 aremainly concentrated in the range of001ndash01 sminus1 [27 38 39] verifying the reliability of our model
119891 (119896L120572 1198604) = 2sum119898=1
(1 minus (DP119899)mod(DP119899)pla )2
119898
+ 2sum119898=1
(1 minus (119891T-TPA)mod(119891T-TPA)pla )2
119898
+ 2sum119898=1
(1 minus (119891DEG)mod(119891DEG)pla )2
119898
(3)
43Weight Analysis The influences of various factors includ-ing material properties and process parameters on the DP119899119891T-TPA and 119891DEG of the melt from the second (ie rotatingdisk) reactor were investigated here to optimize productionprocess to obtain the desired polymer properties and to meetdifferent needs The main material properties of the feedare IV (045ndash06 dLg) [COOH] (30ndash45mmolkg) [DEG](09ndash15) and catalyst concentration (001ndash005) All thevariables could be converted into the parameters in ourmodel (DP119899)feed = 60ndash85 (119891T-TPA)feed = 0083ndash0124 kmolh(119891DEG)feed = 0234ndash0387 kmolh and Cat = 001ndash005 Theresidence time in the falling film reactor is determined by thenumber of layers (119871 = 20ndash42) The effects of temperatures(260ndash300∘C) pressures (01ndash46mmHg) and residence timein the rotating disk reactor (20ndash45min) are investigated inour study
The parameter values under the original conditions arelisted as follows the initial material properties of the feedstream are (DP119899)feed = 7507 (119891T-TPA)feed = 012 kmolh(119891DEG)feed = 031 kmolh Cat = 0025The temperature andpressure for the falling film-rotating disk combined reactorare set at 1198791 = 270∘C 1198792 = 275∘C and 1198751 = 1mmHg 1198752 =075mmHg respectively The initial residence time for thefalling film is 119871 = 26 and 1199052 = 2352min for the rotatingdisk reactor
431 Weight Analysis of 119863119875119899 As seen in Figures 4(a)ndash4(d)the increase of [COOH] and [DEG] is beneficial for thedesired reaction of ester group formation and DP119899 of theproduct shows good linear dependence on the DP119899 119891T-TPAand 119891DEG of the feed DP119899 also increases with increasingcatalyst content It can be seen from Figure 5 that DP119899increases at first and then decreases with the increase of
temperature A higher temperature could promote the reac-tions of esterificationpolycondensation and the removal ofvolatile small molecules Within the temperature ranges of260ndash275∘C (reactor 1) and 260ndash270∘C (reactor 2) a highertemperature improves DP119899 Temperatures above 275∘C forreactor 1 and 270∘C for reactor 2 are shown to have an adverseeffect on DP119899 on account of the serious thermal degradationThe low pressure (high vacuum degree) could contribute tothe increase of DP119899 which shows a good linear relationshipwith 1198752 (Figure 6(d)) The effect of 1198751 on DP119899 (Figure 6(a))could be divided into different sections that is DP119899 variesgreatly in the range of 01ndash26mmHg and small changescould be observed at very high pressures (ge36mmHg)Withregard to 119871 DP119899 first increases almost linearly with thenumber of layers and then slows down In the scope of ourstudy it is beneficial to increase the layers and residence time(Figure 7)
Above all the weight analysis of DP119899 variation results inthe following equation
DP119899 minus 91799179 = 121 times (DP119899)feed minus 75077507 + 019times (119891T-TPA)feed minus 012012 + 015times (119891DEG)feed minus 031031 minus 019times exp (minus075 times Cat minus 00250025 ) + 034times 1198791 minus 270270 minus 1301 times (1198791 minus 270270 )2
minus 037 times 1198792 minus 275275 minus 1072times (1198792 minus 275275 )2 + 0039times exp (minus092 times 1198751 minus 11 ) minus 333times 10minus3 times 1198752 minus 075075 minus 0098times exp(minus089 times 119871 minus 2626 ) + 0054times 1199052 minus 23522352
(4)
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

2 International Journal of Polymer Science
after pelleting which has reduced energy consumption andlowered production cost and it also avoids further thermaldegradation reaction to preserve the product quality in large-scale production
The liquid-phase polymerization is commonly usedin the final stage of polymerization from low molecularweight prepolymer (eg degree of polymerization (DP119899) =20ndash30 carboxyl end group concentration ([COOH]) =60ndash80mmolkg) to produce conventional PET (eg DP119899 =100 carboxyl end group concentration ([COOH]) =20ndash35mmolkg) In contrast the composition of PET fabricswaste is complex (including dyes auxiliaries and additives)with large quality fluctuations The characteristics of PETfabrics waste (DP119899 = 60ndash90 [COOH] = 25ndash45mmolkg)make it quite different from the prepolymer The traditionalindustrial reactor for liquid-phase polymerization is thehorizontal reactor equipped with rotating disk agitators[20 21] However these reactors suffer from many problemssuch as limited surface area poor flow condition at theborder and a large amount of dead zones [22 23] Thecharacteristics of PET waste mentioned above makethe devolatilization process difficult limit the forwardpolymerization reaction cause serious thermal degradationin the melt processing and have higher requirements in thereactor construction
The quality of recycled PET is influenced by severalfactors such as the equipment raw material characteristicsand process conditions To find themain factors and optimizethe product quality the suitable model is needed for thecontinuous liquid-phase polymerization of PET fabricswasteThere have been several efforts to model the liquid-phasepolymerization using prepolymer with low molecular weight[24ndash26] in order to guide and optimize production Laubrietet al [27] proposed a two-phase model (melt and vaporphases) to simulate the final polymerization process of PETKim et al [28] extended the two-phase model to a multizonefinishing reactor consisting of two rotating disk reactors usinga prepolymer with low DP119899 as the feed and compared theirresults with factory data The accuracy of this model waslimited to that of the molecular weight at the second outletwhich may be suitable for conventional PET due to its simplecomposition and consistent quality To further improve thequality of recycled PET the more relevant indexes should beby taken into account PET fabrics waste
In practice three product characteristics are essentialin recycled PET namely intrinsic viscosity (IV) carboxylend group concentration ([COOH]) and diethylene glycolcontent ([DEG]) IV is correlated with the molecular weightWithout an appropriate IV the spun fibers can easily breakand seriously lower the product quality The carboxyl endgroup concentration determines the thermal thermooxida-tion and hydrolytic stability during processing and the colorof the product [27] A high [COOH] would accelerate PETdegradation and leads to the more levels of carboxyl endgroup formation [29] the reduction of molecular weight andbreakage of the filaments during spinning The DEG contentinfluences the crystallization but it improves the rate anduniformity of dyeing [30 31]Therefore it is preferred to have
a certain amount of DEG content to meet the demand fordifferent products
This work proposes a novel combined reactor setup forPET fabricswaste To improve the quality of recycled PET andmeet specific product characteristics in practical productionthe continuous liquid-phase polymerization in the reactorwas modeled by optimizing and correcting existing modelsfor the final stage of PET polymerizationThe weight analysisof three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand diethylene glycol content) was conducted based on themodeling and simulation so as to determine the optimalprocess parameters obtain the desired polymer propertiesand provide useful reference for industrial production
2 Experiments and Methods
The raw material (provided by Ningbo Dafa ChemicalFiber Co Ltd China) was PET fabrics waste after frictionhot forming which lowers the bulk density and facilitatesthe processing The liquid-phase polymerization processwas carried out in the falling film-rotating disk combinedreactor at the same company The gas chromatography-mass spectrometry (GC-MS) analysis was carried out ona Shimadzu (QP 2010) series analysis instrument (Japan)to analyze the composition of vacuum extraction in theprocess The polydispersity index (PDI) was acquired witha PL-GPC50 gel permeation chromatograph Samples weredissolved and filtered in 98 2 ww hexafluoroisopropanol(HFIP) chloroform with a concentration of 2mgmL [32]
3 Large-Scale Continuous LiquidPolymerization Model
31 Reaction Scheme The polymer segment and functionalgroups were used to model the liquid-phase polymerizationreaction [25 33] The prefix ldquoTrdquo is used to denote endgroups and prefix ldquoBrdquo stands for repeated groups T-EGT-TPA T-DEG and T-VIN refer to the end groups ofhydroxyl carboxyl diethylene glycol and vinyl respectivelyThe volatile small molecules are ethylene glycol (EG) water(W) diethylene glycol (DEG) and acetaldehyde (AA) Thesegment approach for the polymerization kinetic schemeand the kinetic rate constant is shown in Tables 1 and2 The main reactions considered during the liquid-phasepolymerization include esterificationhydrolysis interesteri-ficationalcoholysis thermal degradation and the formationof DEG and AA The reactions to form cyclic polymersare not considered in our model There is no extra catalystadded in this process However the Sb concentration inthe PET waste was measured (021mgg) and convertedinto the equivalent amount of conventional Sb2O3 catalyst(0025wt) to account for its effect on the liquid-phasepolymerization
32 Falling Film-Rotating Disk Combined Reactor As seenin Figure 1 in the falling film reactor the PET melt afterthe screw melting flows through the multiple layers fromthe top to the bottom without agitation in order to generate
International Journal of Polymer Science 3
Table 1 Kinetic scheme [27]
Reaction Equation Rate constantForward Reverse
Esterification EG + T-TPA 999445999468 T-EG + B-TPA +W 1198961 1198701T-EG + T-TPA 999445999468 B-EG + B-TPA +W 1198962 1198702
Polycondensation T-EG + T-EG 999445999468 B-EG + EG 1198963 1198703Thermal degradation B-TPA + B-EG 997888rarr T-VIN + T-TPA 1198964 mdash
Diethylene glycol formationB-TPA + T-EG + EG 997888rarr DEG + T-TPA 1198965 mdash
B-TPA + T-EG + T-EG 997888rarr T-DEG + T-TPA 1198966 mdashT-EG + T-DEG 999445999468 B-EG + DEG 1198967 11989671198707
Acetaldehyde formation B-TPA + T-EG 997888rarr T-TPA + AA 1198968 mdashT-VIN + T-EG 997888rarr B-EG + AA 1198969 mdash
Table 2 Kinetic rate constants [27 34 35]
Reactionsnumber
Rate constanta119896119894 = 119860 119894times(Catlowast005)timesexp(minus119864119894RT) 119870119894119860 119894 119864119894(kcalkmol)
1 208 times 106 (Lmolminus1minminus1) 176 252 208 times 106 (Lmolminus1minminus1) 176 1253 136 times 106 (Lmolminus1minminus1) 185 054 72 times 109 (minminus1)b 3785 832 times 107 (Lmolminus1minminus1) 2986 832 times 107 (Lmolminus1minminus1) 2987 136 times 106 (Lmolminus1minminus1) 185 108 832 times 107 (minminus1) 2989 136 times 106 (Lmolminus1minminus1) 185aCatalyst (Sb2O3) concentration = 005wt and Catlowast is the concentrationused in our work bThe optimized value in our work is 136 times 1010
large volatilization areas for removing small molecules athigh temperature and high vacuum Each grid consisting ofseveral stainless steel bars could be regarded as a layer andthe adjacent grids are in a staggered arrangement PET meltflows through the slits on each grid to form falling filmsThe volatile small molecules are removed from the liquid-phase through the thin surface film thereby increasing themolecular weight of the polymer and the viscosity along theaxial direction The width of the slits in each grid and thegap between layers could be adjusted to control the qualityindexes according to the material characteristics and productapplication This design could achieve a controllable andstructured flow field The small molecule products are alsoremoved during the process and proceed through cycloneseparator and dust filter for condensation and filtration ThePET melt that passes through the last layer is either directlysent to the spinning process or fed continuously into a secondrotating disk reactor for further liquid-phase polymerizationAfter the second reactor the producedmelt with good fluidityand high homogeneity under stirring could also be usedfor spinning [37] Taken together the flexible serial reactors
could realize various combinations (eg falling film-fallingfilm and rotating disk-rotating disk reactors) to adjust tothe raw material characteristics and the intended productapplication allowing different PET wastes (eg bottle flakesfabrics and films) to be processed on a large scale
33 Reactor Modeling The flow of the bulk melt phase wasassumed to be plug flow and the vapor phase was assumed tobe perfectly mixedThe falling film reactor should be dividedinto different sections (length ratio 1 1 122 122 147)according to the size of slits and the number of grids whichare directly associated with the gas-liquid interfacial areas asshown in Figure 2 The modeling equations for the liquid-phase is listed in Table 3 where 120579 is the mean residence timefor the 119894th section 119911 is the dimensionless distance from thereactor inlet and [EGlowast] is the equilibrium concentration ofEG at the gas-liquid interface Due to its high vapor pressureat the reaction temperature AA is considered as removedimmediately The mass transfer parameter 119896L120572 is used forthe other three small molecules [27] 119896L120572 is closely relatedto reactor geometry not with the sections and two valueswere used for the different structure of the two reactorsThe equilibrium interfacial concentration and the molarfraction of the volatile species are given by (1) [30 36] Tobetter represent the real process the melt after the screwis selected as the feed stream for the mixed raw materialwaste used in practiceThemoisture content in the PETwasteis controlled below 70 ppm to avoid serious hydrolysis Thesegment fractions for T-TPA B-TPA T-EG B-EG B-DEGand T-VIN of the feed stream are 000404 0493 0007930484 00107 and 000033 respectively The total flow is2750 kgh
119862lowast119895 = ( 119862PET1 minus sum119895 119909lowast119895 )119909lowast119895 119909lowast119895 = 1198751199101198951198750119895 120574119895 119895 = EGWDEG
119910119895= int1
0(119896L120572)119895 (119862119895 minus 119862lowast119895 ) 119889119911
sum119895 int10 (119896L120572)119895 (119862119895 minus 119862lowast119895 ) 119889119911 + int10 (11989681198621 + 119896911986211198626) 119889119911
(1)
4 International Journal of Polymer Science
PET fabrics waste
Vacuum system
Vertical view of (F)
(A)
(B) (C)(D)
(G)(I)
(H)
(E)
(F)
Slit
Spinning
(A) Stock bin(B) Screw(C) Melt lter(D) Melt pump
(F) Grid
(E) Falling lm reactor
(G) Cyclone separator(H) Rotating disk reactor(I) Filter
Figure 1 Schematic of the falling film-rotating disk combined reactor
S1
S2
S3
S4
S5
S6
PET fabrics waste
Rotating disk reactor
SpinningFalling
filmreactor
Figure 2 Schematic of the falling film-rotating disk combinedreactor with multiple sections
4 Results and Discussion
41 Combination of the Reactors It is possible to establishthe relationship between the quality indexes in our modeland the product characteristics in actual production [35]Theformulas are shown as follows where DP119899 is the degree ofpolymerization 119891 is the molar flow rate of the segment and119872DEG is 10612 The test value of [DEG] includes all forms of
diethylene glycol and119891DEG is marked as the sum of B-DEGT-DEG and free DEG molar flow in our model for simplicity
IV (dLg) = 21 times 104times (19217 times DP119899)082
[COOH] (mmolkg) = 119891T-TPA times 106Liquid mass flow rate
[DEG] () = 119891DEG times119872DEG times 102Liquid mass flow rate
(2)
Different reactor configurations were used in the actualproduction to determine the best approach for PET fabricswaste as shown in Figure 3 The interfacial area in the tradi-tional rotating disk reactor is limited while the configurationof falling film reactor was found to provide large interfacialarea for mass transfer [23] Therefore the single falling filmreactor worksmuch better than the rotating disk oneThe useof two reactors further offers increased flexibility and workbetter when applied appropriately When the first reactoris the rotating disk reactor instead of the falling film onethe smaller interfacial area leads to PET melt with higher[COOH] and lower molecular weight This is detrimental tothe liquid-phase polymerization in the second reactor for thehigh carboxyl end group concentration would accelerate PET
International Journal of Polymer Science 5
Table 3 Model equations used in this study [28 36]
11205791198941198891198621119894119889119911 = 1198771119894 minus 1198772119894 minus 21198773119894 minus 1198775119894 minus 21198776119894 minus 1198777119894 minus 1198778119894 minus 1198779119894
11205791198941198891198622119894119889119911 = minus1198771119894 minus 1198772119894 + 1198774119894 + 1198775119894 + 1198776119894 + 1198778119894
11205791198941198891198623119894119889119911 = 1198772119894 + 1198773119894 minus 1198774119894 + 1198777119894 + 1198779119894
11205791198941198891198624119894119889119911 = 1198771119894 + 1198772119894 minus 1198774119894 minus 1198775119894 minus 1198776119894 minus 1198778119894
11205791198941198891198625119894119889119911 = 1198776119894 minus 1198777119894
11205791198941198891198626119894119889119911 = 1198774119894 minus 1198779119894
11205791198941198891198627119894119889119911 = minus1198771119894 + 1198773119894 minus 1198775119894 minus (119896L120572119894) ([EG] minus [EG]lowast)
11205791198941198891198628119894119889119911 = 1198771119894 + 1198772119894 minus (119896L120572119894) ([W] minus [W]lowast)
11205791198941198891198629119894119889119911 = 1198775119894 + 1198777119894 minus (119896L120572119894) ([DEG] minus [DEG]lowast)
112057911989411988911986210119894119889119911 = 1198778119894 + 1198779119894
Where
1198771 = 2119896111986271198622 minus ( 11989611198701 )119862411986281198772 = 2119896211986211198622 minus ( 11989621198702 )119862411986281198773 = 119896311986221 minus 4( 11989631198703 )119862311986271198774 = 119896411986231198624(1198621 + 1198623)1198775 = 1198965119862111986271198776 = 1198966119862211198777 = 119896711986211198625 minus 4( 11989671198707 )119862311986291198778 = 119896811986211198779 = 1198969119862111986261198621ndash11986210 is the concentration of T-EG T-TPA B-EG B-TPA T-DEG T-VINEG W DEG and AA respectively
degradation [29] The product with lower DP119899 and higher[COOH] is obtained in the combination of rotating disk-falling film reactor compared with falling film-rotating diskcombinationTherefore the first reactor should be the fallingfilm one The combination of rotating disks-rotating diskreactors works worse than the other combined reactors
The performance of the falling film reactor is closely con-nectedwith the size of slits and the number of grids PETmeltcannot flow through small slits with increasing viscosity anda longer residence time with smaller slits reduces the qualityof recycled PET for the melt flows only relies on the gravityflow in the falling film reactor But larger slits reduce theinterfacial area closely related to the liquid polymerizationall of which cause problems in both liquid polymerizationeffect and implementation process in the actual productionTherefore the configuration of the first falling film could notbe used as the second one and the combination of two fallingfilm reactors is not shown here In the second rotating diskreactor the polymerization process and residence time couldbe controlled to a certain extent by optimizing the agitator
D0n f4-40 f$
Falling filmFalling film-rotating diskRotating disk-falling film
Rotating disk-rotating diskRotating disk
09
10
11
12
Figure 3 Quality indexes of PET prepared by different reactors(270∘C1mmHg for the first reactor and 275∘C075mmHg for thesecond reactor) Data from the falling film-rotating disk combinedreactor is used as reference
speed In sum the falling film-rotating disk combined reactorhas the best ability to ensure product quality in practiceWhen the second reactor is falling film it could be optimizedto a hybrid onewith coexisting stirring propulsion and fallingfilm This design concept could reduce the negative effect ofthermal degradation reactions the energy consumption andproduction cost Thus improved controllability in operationwould be achieved while ensuring a large enough gas-liquidinterfacial area for removal of small molecules
42 Model Validation Although the intermediate productcannot be taken out at any time during the industrial produc-tion here the flexible design allows samples to be obtainedat the outlet of each reactor The quality indexes at eachoutlet and the residence time are used to comprehensivelymatch the model to large-scale production data from thefactory 119896L120572 is strongly linked to the reactor geometry andneeds to be obtained by curve fitting the industrial dataUnlike the case of prepolymer PET fabrics waste had sufferedthermal treatments during both the original processing andinitial recycling steps (eg friction hot forming) therefore ithas elevated [COOH] Further thermal degradation of PEToccurs on account of the accelerating effect of high [COOH]leading to even higher [COOH] Due to the different char-acteristics and thermal history the preexponential factor ofthermal degradation reaction 1198604 should be optimized toaccommodate PETwaste in our workThe following functionf (Equation (3)) which is the sum of errors between themodel and the plant data is minimized where the subscriptsldquomodrdquo and ldquoplardquo represent values predicted by themodel andmeasured in the plant respectively The optimization resultsshow that the model produces the best fit to the plant datawhen 1198604 = 698 times 109 and 119896L120572 = 0056 sminus1 and 0042 sminus1for reactors 1 and 2 respectively as shown in Table 4 The
6 International Journal of Polymer Science
Table 4 Quality indexes values of the falling film-rotating disk combined reactor
Quality indexes Feed Falling film reactor outlet Rotating disk reactor outletModel Model Plant Model Plant
DP119899 7507 8395 8407 9179 9192119891T-TPA (kmolh) 01153 01054 01053 01030 01028119891DEG (kmolh) 03059 03030 03033 02994 02996Residence time (min) mdash 2883 25ndash35 2352 20ndash45
reported values of 119896L120572 aremainly concentrated in the range of001ndash01 sminus1 [27 38 39] verifying the reliability of our model
119891 (119896L120572 1198604) = 2sum119898=1
(1 minus (DP119899)mod(DP119899)pla )2
119898
+ 2sum119898=1
(1 minus (119891T-TPA)mod(119891T-TPA)pla )2
119898
+ 2sum119898=1
(1 minus (119891DEG)mod(119891DEG)pla )2
119898
(3)
43Weight Analysis The influences of various factors includ-ing material properties and process parameters on the DP119899119891T-TPA and 119891DEG of the melt from the second (ie rotatingdisk) reactor were investigated here to optimize productionprocess to obtain the desired polymer properties and to meetdifferent needs The main material properties of the feedare IV (045ndash06 dLg) [COOH] (30ndash45mmolkg) [DEG](09ndash15) and catalyst concentration (001ndash005) All thevariables could be converted into the parameters in ourmodel (DP119899)feed = 60ndash85 (119891T-TPA)feed = 0083ndash0124 kmolh(119891DEG)feed = 0234ndash0387 kmolh and Cat = 001ndash005 Theresidence time in the falling film reactor is determined by thenumber of layers (119871 = 20ndash42) The effects of temperatures(260ndash300∘C) pressures (01ndash46mmHg) and residence timein the rotating disk reactor (20ndash45min) are investigated inour study
The parameter values under the original conditions arelisted as follows the initial material properties of the feedstream are (DP119899)feed = 7507 (119891T-TPA)feed = 012 kmolh(119891DEG)feed = 031 kmolh Cat = 0025The temperature andpressure for the falling film-rotating disk combined reactorare set at 1198791 = 270∘C 1198792 = 275∘C and 1198751 = 1mmHg 1198752 =075mmHg respectively The initial residence time for thefalling film is 119871 = 26 and 1199052 = 2352min for the rotatingdisk reactor
431 Weight Analysis of 119863119875119899 As seen in Figures 4(a)ndash4(d)the increase of [COOH] and [DEG] is beneficial for thedesired reaction of ester group formation and DP119899 of theproduct shows good linear dependence on the DP119899 119891T-TPAand 119891DEG of the feed DP119899 also increases with increasingcatalyst content It can be seen from Figure 5 that DP119899increases at first and then decreases with the increase of
temperature A higher temperature could promote the reac-tions of esterificationpolycondensation and the removal ofvolatile small molecules Within the temperature ranges of260ndash275∘C (reactor 1) and 260ndash270∘C (reactor 2) a highertemperature improves DP119899 Temperatures above 275∘C forreactor 1 and 270∘C for reactor 2 are shown to have an adverseeffect on DP119899 on account of the serious thermal degradationThe low pressure (high vacuum degree) could contribute tothe increase of DP119899 which shows a good linear relationshipwith 1198752 (Figure 6(d)) The effect of 1198751 on DP119899 (Figure 6(a))could be divided into different sections that is DP119899 variesgreatly in the range of 01ndash26mmHg and small changescould be observed at very high pressures (ge36mmHg)Withregard to 119871 DP119899 first increases almost linearly with thenumber of layers and then slows down In the scope of ourstudy it is beneficial to increase the layers and residence time(Figure 7)
Above all the weight analysis of DP119899 variation results inthe following equation
DP119899 minus 91799179 = 121 times (DP119899)feed minus 75077507 + 019times (119891T-TPA)feed minus 012012 + 015times (119891DEG)feed minus 031031 minus 019times exp (minus075 times Cat minus 00250025 ) + 034times 1198791 minus 270270 minus 1301 times (1198791 minus 270270 )2
minus 037 times 1198792 minus 275275 minus 1072times (1198792 minus 275275 )2 + 0039times exp (minus092 times 1198751 minus 11 ) minus 333times 10minus3 times 1198752 minus 075075 minus 0098times exp(minus089 times 119871 minus 2626 ) + 0054times 1199052 minus 23522352
(4)
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

International Journal of Polymer Science 3
Table 1 Kinetic scheme [27]
Reaction Equation Rate constantForward Reverse
Esterification EG + T-TPA 999445999468 T-EG + B-TPA +W 1198961 1198701T-EG + T-TPA 999445999468 B-EG + B-TPA +W 1198962 1198702
Polycondensation T-EG + T-EG 999445999468 B-EG + EG 1198963 1198703Thermal degradation B-TPA + B-EG 997888rarr T-VIN + T-TPA 1198964 mdash
Diethylene glycol formationB-TPA + T-EG + EG 997888rarr DEG + T-TPA 1198965 mdash
B-TPA + T-EG + T-EG 997888rarr T-DEG + T-TPA 1198966 mdashT-EG + T-DEG 999445999468 B-EG + DEG 1198967 11989671198707
Acetaldehyde formation B-TPA + T-EG 997888rarr T-TPA + AA 1198968 mdashT-VIN + T-EG 997888rarr B-EG + AA 1198969 mdash
Table 2 Kinetic rate constants [27 34 35]
Reactionsnumber
Rate constanta119896119894 = 119860 119894times(Catlowast005)timesexp(minus119864119894RT) 119870119894119860 119894 119864119894(kcalkmol)
1 208 times 106 (Lmolminus1minminus1) 176 252 208 times 106 (Lmolminus1minminus1) 176 1253 136 times 106 (Lmolminus1minminus1) 185 054 72 times 109 (minminus1)b 3785 832 times 107 (Lmolminus1minminus1) 2986 832 times 107 (Lmolminus1minminus1) 2987 136 times 106 (Lmolminus1minminus1) 185 108 832 times 107 (minminus1) 2989 136 times 106 (Lmolminus1minminus1) 185aCatalyst (Sb2O3) concentration = 005wt and Catlowast is the concentrationused in our work bThe optimized value in our work is 136 times 1010
large volatilization areas for removing small molecules athigh temperature and high vacuum Each grid consisting ofseveral stainless steel bars could be regarded as a layer andthe adjacent grids are in a staggered arrangement PET meltflows through the slits on each grid to form falling filmsThe volatile small molecules are removed from the liquid-phase through the thin surface film thereby increasing themolecular weight of the polymer and the viscosity along theaxial direction The width of the slits in each grid and thegap between layers could be adjusted to control the qualityindexes according to the material characteristics and productapplication This design could achieve a controllable andstructured flow field The small molecule products are alsoremoved during the process and proceed through cycloneseparator and dust filter for condensation and filtration ThePET melt that passes through the last layer is either directlysent to the spinning process or fed continuously into a secondrotating disk reactor for further liquid-phase polymerizationAfter the second reactor the producedmelt with good fluidityand high homogeneity under stirring could also be usedfor spinning [37] Taken together the flexible serial reactors
could realize various combinations (eg falling film-fallingfilm and rotating disk-rotating disk reactors) to adjust tothe raw material characteristics and the intended productapplication allowing different PET wastes (eg bottle flakesfabrics and films) to be processed on a large scale
33 Reactor Modeling The flow of the bulk melt phase wasassumed to be plug flow and the vapor phase was assumed tobe perfectly mixedThe falling film reactor should be dividedinto different sections (length ratio 1 1 122 122 147)according to the size of slits and the number of grids whichare directly associated with the gas-liquid interfacial areas asshown in Figure 2 The modeling equations for the liquid-phase is listed in Table 3 where 120579 is the mean residence timefor the 119894th section 119911 is the dimensionless distance from thereactor inlet and [EGlowast] is the equilibrium concentration ofEG at the gas-liquid interface Due to its high vapor pressureat the reaction temperature AA is considered as removedimmediately The mass transfer parameter 119896L120572 is used forthe other three small molecules [27] 119896L120572 is closely relatedto reactor geometry not with the sections and two valueswere used for the different structure of the two reactorsThe equilibrium interfacial concentration and the molarfraction of the volatile species are given by (1) [30 36] Tobetter represent the real process the melt after the screwis selected as the feed stream for the mixed raw materialwaste used in practiceThemoisture content in the PETwasteis controlled below 70 ppm to avoid serious hydrolysis Thesegment fractions for T-TPA B-TPA T-EG B-EG B-DEGand T-VIN of the feed stream are 000404 0493 0007930484 00107 and 000033 respectively The total flow is2750 kgh
119862lowast119895 = ( 119862PET1 minus sum119895 119909lowast119895 )119909lowast119895 119909lowast119895 = 1198751199101198951198750119895 120574119895 119895 = EGWDEG
119910119895= int1
0(119896L120572)119895 (119862119895 minus 119862lowast119895 ) 119889119911
sum119895 int10 (119896L120572)119895 (119862119895 minus 119862lowast119895 ) 119889119911 + int10 (11989681198621 + 119896911986211198626) 119889119911
(1)
4 International Journal of Polymer Science
PET fabrics waste
Vacuum system
Vertical view of (F)
(A)
(B) (C)(D)
(G)(I)
(H)
(E)
(F)
Slit
Spinning
(A) Stock bin(B) Screw(C) Melt lter(D) Melt pump
(F) Grid
(E) Falling lm reactor
(G) Cyclone separator(H) Rotating disk reactor(I) Filter
Figure 1 Schematic of the falling film-rotating disk combined reactor
S1
S2
S3
S4
S5
S6
PET fabrics waste
Rotating disk reactor
SpinningFalling
filmreactor
Figure 2 Schematic of the falling film-rotating disk combinedreactor with multiple sections
4 Results and Discussion
41 Combination of the Reactors It is possible to establishthe relationship between the quality indexes in our modeland the product characteristics in actual production [35]Theformulas are shown as follows where DP119899 is the degree ofpolymerization 119891 is the molar flow rate of the segment and119872DEG is 10612 The test value of [DEG] includes all forms of
diethylene glycol and119891DEG is marked as the sum of B-DEGT-DEG and free DEG molar flow in our model for simplicity
IV (dLg) = 21 times 104times (19217 times DP119899)082
[COOH] (mmolkg) = 119891T-TPA times 106Liquid mass flow rate
[DEG] () = 119891DEG times119872DEG times 102Liquid mass flow rate
(2)
Different reactor configurations were used in the actualproduction to determine the best approach for PET fabricswaste as shown in Figure 3 The interfacial area in the tradi-tional rotating disk reactor is limited while the configurationof falling film reactor was found to provide large interfacialarea for mass transfer [23] Therefore the single falling filmreactor worksmuch better than the rotating disk oneThe useof two reactors further offers increased flexibility and workbetter when applied appropriately When the first reactoris the rotating disk reactor instead of the falling film onethe smaller interfacial area leads to PET melt with higher[COOH] and lower molecular weight This is detrimental tothe liquid-phase polymerization in the second reactor for thehigh carboxyl end group concentration would accelerate PET
International Journal of Polymer Science 5
Table 3 Model equations used in this study [28 36]
11205791198941198891198621119894119889119911 = 1198771119894 minus 1198772119894 minus 21198773119894 minus 1198775119894 minus 21198776119894 minus 1198777119894 minus 1198778119894 minus 1198779119894
11205791198941198891198622119894119889119911 = minus1198771119894 minus 1198772119894 + 1198774119894 + 1198775119894 + 1198776119894 + 1198778119894
11205791198941198891198623119894119889119911 = 1198772119894 + 1198773119894 minus 1198774119894 + 1198777119894 + 1198779119894
11205791198941198891198624119894119889119911 = 1198771119894 + 1198772119894 minus 1198774119894 minus 1198775119894 minus 1198776119894 minus 1198778119894
11205791198941198891198625119894119889119911 = 1198776119894 minus 1198777119894
11205791198941198891198626119894119889119911 = 1198774119894 minus 1198779119894
11205791198941198891198627119894119889119911 = minus1198771119894 + 1198773119894 minus 1198775119894 minus (119896L120572119894) ([EG] minus [EG]lowast)
11205791198941198891198628119894119889119911 = 1198771119894 + 1198772119894 minus (119896L120572119894) ([W] minus [W]lowast)
11205791198941198891198629119894119889119911 = 1198775119894 + 1198777119894 minus (119896L120572119894) ([DEG] minus [DEG]lowast)
112057911989411988911986210119894119889119911 = 1198778119894 + 1198779119894
Where
1198771 = 2119896111986271198622 minus ( 11989611198701 )119862411986281198772 = 2119896211986211198622 minus ( 11989621198702 )119862411986281198773 = 119896311986221 minus 4( 11989631198703 )119862311986271198774 = 119896411986231198624(1198621 + 1198623)1198775 = 1198965119862111986271198776 = 1198966119862211198777 = 119896711986211198625 minus 4( 11989671198707 )119862311986291198778 = 119896811986211198779 = 1198969119862111986261198621ndash11986210 is the concentration of T-EG T-TPA B-EG B-TPA T-DEG T-VINEG W DEG and AA respectively
degradation [29] The product with lower DP119899 and higher[COOH] is obtained in the combination of rotating disk-falling film reactor compared with falling film-rotating diskcombinationTherefore the first reactor should be the fallingfilm one The combination of rotating disks-rotating diskreactors works worse than the other combined reactors
The performance of the falling film reactor is closely con-nectedwith the size of slits and the number of grids PETmeltcannot flow through small slits with increasing viscosity anda longer residence time with smaller slits reduces the qualityof recycled PET for the melt flows only relies on the gravityflow in the falling film reactor But larger slits reduce theinterfacial area closely related to the liquid polymerizationall of which cause problems in both liquid polymerizationeffect and implementation process in the actual productionTherefore the configuration of the first falling film could notbe used as the second one and the combination of two fallingfilm reactors is not shown here In the second rotating diskreactor the polymerization process and residence time couldbe controlled to a certain extent by optimizing the agitator
D0n f4-40 f$
Falling filmFalling film-rotating diskRotating disk-falling film
Rotating disk-rotating diskRotating disk
09
10
11
12
Figure 3 Quality indexes of PET prepared by different reactors(270∘C1mmHg for the first reactor and 275∘C075mmHg for thesecond reactor) Data from the falling film-rotating disk combinedreactor is used as reference
speed In sum the falling film-rotating disk combined reactorhas the best ability to ensure product quality in practiceWhen the second reactor is falling film it could be optimizedto a hybrid onewith coexisting stirring propulsion and fallingfilm This design concept could reduce the negative effect ofthermal degradation reactions the energy consumption andproduction cost Thus improved controllability in operationwould be achieved while ensuring a large enough gas-liquidinterfacial area for removal of small molecules
42 Model Validation Although the intermediate productcannot be taken out at any time during the industrial produc-tion here the flexible design allows samples to be obtainedat the outlet of each reactor The quality indexes at eachoutlet and the residence time are used to comprehensivelymatch the model to large-scale production data from thefactory 119896L120572 is strongly linked to the reactor geometry andneeds to be obtained by curve fitting the industrial dataUnlike the case of prepolymer PET fabrics waste had sufferedthermal treatments during both the original processing andinitial recycling steps (eg friction hot forming) therefore ithas elevated [COOH] Further thermal degradation of PEToccurs on account of the accelerating effect of high [COOH]leading to even higher [COOH] Due to the different char-acteristics and thermal history the preexponential factor ofthermal degradation reaction 1198604 should be optimized toaccommodate PETwaste in our workThe following functionf (Equation (3)) which is the sum of errors between themodel and the plant data is minimized where the subscriptsldquomodrdquo and ldquoplardquo represent values predicted by themodel andmeasured in the plant respectively The optimization resultsshow that the model produces the best fit to the plant datawhen 1198604 = 698 times 109 and 119896L120572 = 0056 sminus1 and 0042 sminus1for reactors 1 and 2 respectively as shown in Table 4 The
6 International Journal of Polymer Science
Table 4 Quality indexes values of the falling film-rotating disk combined reactor
Quality indexes Feed Falling film reactor outlet Rotating disk reactor outletModel Model Plant Model Plant
DP119899 7507 8395 8407 9179 9192119891T-TPA (kmolh) 01153 01054 01053 01030 01028119891DEG (kmolh) 03059 03030 03033 02994 02996Residence time (min) mdash 2883 25ndash35 2352 20ndash45
reported values of 119896L120572 aremainly concentrated in the range of001ndash01 sminus1 [27 38 39] verifying the reliability of our model
119891 (119896L120572 1198604) = 2sum119898=1
(1 minus (DP119899)mod(DP119899)pla )2
119898
+ 2sum119898=1
(1 minus (119891T-TPA)mod(119891T-TPA)pla )2
119898
+ 2sum119898=1
(1 minus (119891DEG)mod(119891DEG)pla )2
119898
(3)
43Weight Analysis The influences of various factors includ-ing material properties and process parameters on the DP119899119891T-TPA and 119891DEG of the melt from the second (ie rotatingdisk) reactor were investigated here to optimize productionprocess to obtain the desired polymer properties and to meetdifferent needs The main material properties of the feedare IV (045ndash06 dLg) [COOH] (30ndash45mmolkg) [DEG](09ndash15) and catalyst concentration (001ndash005) All thevariables could be converted into the parameters in ourmodel (DP119899)feed = 60ndash85 (119891T-TPA)feed = 0083ndash0124 kmolh(119891DEG)feed = 0234ndash0387 kmolh and Cat = 001ndash005 Theresidence time in the falling film reactor is determined by thenumber of layers (119871 = 20ndash42) The effects of temperatures(260ndash300∘C) pressures (01ndash46mmHg) and residence timein the rotating disk reactor (20ndash45min) are investigated inour study
The parameter values under the original conditions arelisted as follows the initial material properties of the feedstream are (DP119899)feed = 7507 (119891T-TPA)feed = 012 kmolh(119891DEG)feed = 031 kmolh Cat = 0025The temperature andpressure for the falling film-rotating disk combined reactorare set at 1198791 = 270∘C 1198792 = 275∘C and 1198751 = 1mmHg 1198752 =075mmHg respectively The initial residence time for thefalling film is 119871 = 26 and 1199052 = 2352min for the rotatingdisk reactor
431 Weight Analysis of 119863119875119899 As seen in Figures 4(a)ndash4(d)the increase of [COOH] and [DEG] is beneficial for thedesired reaction of ester group formation and DP119899 of theproduct shows good linear dependence on the DP119899 119891T-TPAand 119891DEG of the feed DP119899 also increases with increasingcatalyst content It can be seen from Figure 5 that DP119899increases at first and then decreases with the increase of
temperature A higher temperature could promote the reac-tions of esterificationpolycondensation and the removal ofvolatile small molecules Within the temperature ranges of260ndash275∘C (reactor 1) and 260ndash270∘C (reactor 2) a highertemperature improves DP119899 Temperatures above 275∘C forreactor 1 and 270∘C for reactor 2 are shown to have an adverseeffect on DP119899 on account of the serious thermal degradationThe low pressure (high vacuum degree) could contribute tothe increase of DP119899 which shows a good linear relationshipwith 1198752 (Figure 6(d)) The effect of 1198751 on DP119899 (Figure 6(a))could be divided into different sections that is DP119899 variesgreatly in the range of 01ndash26mmHg and small changescould be observed at very high pressures (ge36mmHg)Withregard to 119871 DP119899 first increases almost linearly with thenumber of layers and then slows down In the scope of ourstudy it is beneficial to increase the layers and residence time(Figure 7)
Above all the weight analysis of DP119899 variation results inthe following equation
DP119899 minus 91799179 = 121 times (DP119899)feed minus 75077507 + 019times (119891T-TPA)feed minus 012012 + 015times (119891DEG)feed minus 031031 minus 019times exp (minus075 times Cat minus 00250025 ) + 034times 1198791 minus 270270 minus 1301 times (1198791 minus 270270 )2
minus 037 times 1198792 minus 275275 minus 1072times (1198792 minus 275275 )2 + 0039times exp (minus092 times 1198751 minus 11 ) minus 333times 10minus3 times 1198752 minus 075075 minus 0098times exp(minus089 times 119871 minus 2626 ) + 0054times 1199052 minus 23522352
(4)
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

4 International Journal of Polymer Science
PET fabrics waste
Vacuum system
Vertical view of (F)
(A)
(B) (C)(D)
(G)(I)
(H)
(E)
(F)
Slit
Spinning
(A) Stock bin(B) Screw(C) Melt lter(D) Melt pump
(F) Grid
(E) Falling lm reactor
(G) Cyclone separator(H) Rotating disk reactor(I) Filter
Figure 1 Schematic of the falling film-rotating disk combined reactor
S1
S2
S3
S4
S5
S6
PET fabrics waste
Rotating disk reactor
SpinningFalling
filmreactor
Figure 2 Schematic of the falling film-rotating disk combinedreactor with multiple sections
4 Results and Discussion
41 Combination of the Reactors It is possible to establishthe relationship between the quality indexes in our modeland the product characteristics in actual production [35]Theformulas are shown as follows where DP119899 is the degree ofpolymerization 119891 is the molar flow rate of the segment and119872DEG is 10612 The test value of [DEG] includes all forms of
diethylene glycol and119891DEG is marked as the sum of B-DEGT-DEG and free DEG molar flow in our model for simplicity
IV (dLg) = 21 times 104times (19217 times DP119899)082
[COOH] (mmolkg) = 119891T-TPA times 106Liquid mass flow rate
[DEG] () = 119891DEG times119872DEG times 102Liquid mass flow rate
(2)
Different reactor configurations were used in the actualproduction to determine the best approach for PET fabricswaste as shown in Figure 3 The interfacial area in the tradi-tional rotating disk reactor is limited while the configurationof falling film reactor was found to provide large interfacialarea for mass transfer [23] Therefore the single falling filmreactor worksmuch better than the rotating disk oneThe useof two reactors further offers increased flexibility and workbetter when applied appropriately When the first reactoris the rotating disk reactor instead of the falling film onethe smaller interfacial area leads to PET melt with higher[COOH] and lower molecular weight This is detrimental tothe liquid-phase polymerization in the second reactor for thehigh carboxyl end group concentration would accelerate PET
International Journal of Polymer Science 5
Table 3 Model equations used in this study [28 36]
11205791198941198891198621119894119889119911 = 1198771119894 minus 1198772119894 minus 21198773119894 minus 1198775119894 minus 21198776119894 minus 1198777119894 minus 1198778119894 minus 1198779119894
11205791198941198891198622119894119889119911 = minus1198771119894 minus 1198772119894 + 1198774119894 + 1198775119894 + 1198776119894 + 1198778119894
11205791198941198891198623119894119889119911 = 1198772119894 + 1198773119894 minus 1198774119894 + 1198777119894 + 1198779119894
11205791198941198891198624119894119889119911 = 1198771119894 + 1198772119894 minus 1198774119894 minus 1198775119894 minus 1198776119894 minus 1198778119894
11205791198941198891198625119894119889119911 = 1198776119894 minus 1198777119894
11205791198941198891198626119894119889119911 = 1198774119894 minus 1198779119894
11205791198941198891198627119894119889119911 = minus1198771119894 + 1198773119894 minus 1198775119894 minus (119896L120572119894) ([EG] minus [EG]lowast)
11205791198941198891198628119894119889119911 = 1198771119894 + 1198772119894 minus (119896L120572119894) ([W] minus [W]lowast)
11205791198941198891198629119894119889119911 = 1198775119894 + 1198777119894 minus (119896L120572119894) ([DEG] minus [DEG]lowast)
112057911989411988911986210119894119889119911 = 1198778119894 + 1198779119894
Where
1198771 = 2119896111986271198622 minus ( 11989611198701 )119862411986281198772 = 2119896211986211198622 minus ( 11989621198702 )119862411986281198773 = 119896311986221 minus 4( 11989631198703 )119862311986271198774 = 119896411986231198624(1198621 + 1198623)1198775 = 1198965119862111986271198776 = 1198966119862211198777 = 119896711986211198625 minus 4( 11989671198707 )119862311986291198778 = 119896811986211198779 = 1198969119862111986261198621ndash11986210 is the concentration of T-EG T-TPA B-EG B-TPA T-DEG T-VINEG W DEG and AA respectively
degradation [29] The product with lower DP119899 and higher[COOH] is obtained in the combination of rotating disk-falling film reactor compared with falling film-rotating diskcombinationTherefore the first reactor should be the fallingfilm one The combination of rotating disks-rotating diskreactors works worse than the other combined reactors
The performance of the falling film reactor is closely con-nectedwith the size of slits and the number of grids PETmeltcannot flow through small slits with increasing viscosity anda longer residence time with smaller slits reduces the qualityof recycled PET for the melt flows only relies on the gravityflow in the falling film reactor But larger slits reduce theinterfacial area closely related to the liquid polymerizationall of which cause problems in both liquid polymerizationeffect and implementation process in the actual productionTherefore the configuration of the first falling film could notbe used as the second one and the combination of two fallingfilm reactors is not shown here In the second rotating diskreactor the polymerization process and residence time couldbe controlled to a certain extent by optimizing the agitator
D0n f4-40 f$
Falling filmFalling film-rotating diskRotating disk-falling film
Rotating disk-rotating diskRotating disk
09
10
11
12
Figure 3 Quality indexes of PET prepared by different reactors(270∘C1mmHg for the first reactor and 275∘C075mmHg for thesecond reactor) Data from the falling film-rotating disk combinedreactor is used as reference
speed In sum the falling film-rotating disk combined reactorhas the best ability to ensure product quality in practiceWhen the second reactor is falling film it could be optimizedto a hybrid onewith coexisting stirring propulsion and fallingfilm This design concept could reduce the negative effect ofthermal degradation reactions the energy consumption andproduction cost Thus improved controllability in operationwould be achieved while ensuring a large enough gas-liquidinterfacial area for removal of small molecules
42 Model Validation Although the intermediate productcannot be taken out at any time during the industrial produc-tion here the flexible design allows samples to be obtainedat the outlet of each reactor The quality indexes at eachoutlet and the residence time are used to comprehensivelymatch the model to large-scale production data from thefactory 119896L120572 is strongly linked to the reactor geometry andneeds to be obtained by curve fitting the industrial dataUnlike the case of prepolymer PET fabrics waste had sufferedthermal treatments during both the original processing andinitial recycling steps (eg friction hot forming) therefore ithas elevated [COOH] Further thermal degradation of PEToccurs on account of the accelerating effect of high [COOH]leading to even higher [COOH] Due to the different char-acteristics and thermal history the preexponential factor ofthermal degradation reaction 1198604 should be optimized toaccommodate PETwaste in our workThe following functionf (Equation (3)) which is the sum of errors between themodel and the plant data is minimized where the subscriptsldquomodrdquo and ldquoplardquo represent values predicted by themodel andmeasured in the plant respectively The optimization resultsshow that the model produces the best fit to the plant datawhen 1198604 = 698 times 109 and 119896L120572 = 0056 sminus1 and 0042 sminus1for reactors 1 and 2 respectively as shown in Table 4 The
6 International Journal of Polymer Science
Table 4 Quality indexes values of the falling film-rotating disk combined reactor
Quality indexes Feed Falling film reactor outlet Rotating disk reactor outletModel Model Plant Model Plant
DP119899 7507 8395 8407 9179 9192119891T-TPA (kmolh) 01153 01054 01053 01030 01028119891DEG (kmolh) 03059 03030 03033 02994 02996Residence time (min) mdash 2883 25ndash35 2352 20ndash45
reported values of 119896L120572 aremainly concentrated in the range of001ndash01 sminus1 [27 38 39] verifying the reliability of our model
119891 (119896L120572 1198604) = 2sum119898=1
(1 minus (DP119899)mod(DP119899)pla )2
119898
+ 2sum119898=1
(1 minus (119891T-TPA)mod(119891T-TPA)pla )2
119898
+ 2sum119898=1
(1 minus (119891DEG)mod(119891DEG)pla )2
119898
(3)
43Weight Analysis The influences of various factors includ-ing material properties and process parameters on the DP119899119891T-TPA and 119891DEG of the melt from the second (ie rotatingdisk) reactor were investigated here to optimize productionprocess to obtain the desired polymer properties and to meetdifferent needs The main material properties of the feedare IV (045ndash06 dLg) [COOH] (30ndash45mmolkg) [DEG](09ndash15) and catalyst concentration (001ndash005) All thevariables could be converted into the parameters in ourmodel (DP119899)feed = 60ndash85 (119891T-TPA)feed = 0083ndash0124 kmolh(119891DEG)feed = 0234ndash0387 kmolh and Cat = 001ndash005 Theresidence time in the falling film reactor is determined by thenumber of layers (119871 = 20ndash42) The effects of temperatures(260ndash300∘C) pressures (01ndash46mmHg) and residence timein the rotating disk reactor (20ndash45min) are investigated inour study
The parameter values under the original conditions arelisted as follows the initial material properties of the feedstream are (DP119899)feed = 7507 (119891T-TPA)feed = 012 kmolh(119891DEG)feed = 031 kmolh Cat = 0025The temperature andpressure for the falling film-rotating disk combined reactorare set at 1198791 = 270∘C 1198792 = 275∘C and 1198751 = 1mmHg 1198752 =075mmHg respectively The initial residence time for thefalling film is 119871 = 26 and 1199052 = 2352min for the rotatingdisk reactor
431 Weight Analysis of 119863119875119899 As seen in Figures 4(a)ndash4(d)the increase of [COOH] and [DEG] is beneficial for thedesired reaction of ester group formation and DP119899 of theproduct shows good linear dependence on the DP119899 119891T-TPAand 119891DEG of the feed DP119899 also increases with increasingcatalyst content It can be seen from Figure 5 that DP119899increases at first and then decreases with the increase of
temperature A higher temperature could promote the reac-tions of esterificationpolycondensation and the removal ofvolatile small molecules Within the temperature ranges of260ndash275∘C (reactor 1) and 260ndash270∘C (reactor 2) a highertemperature improves DP119899 Temperatures above 275∘C forreactor 1 and 270∘C for reactor 2 are shown to have an adverseeffect on DP119899 on account of the serious thermal degradationThe low pressure (high vacuum degree) could contribute tothe increase of DP119899 which shows a good linear relationshipwith 1198752 (Figure 6(d)) The effect of 1198751 on DP119899 (Figure 6(a))could be divided into different sections that is DP119899 variesgreatly in the range of 01ndash26mmHg and small changescould be observed at very high pressures (ge36mmHg)Withregard to 119871 DP119899 first increases almost linearly with thenumber of layers and then slows down In the scope of ourstudy it is beneficial to increase the layers and residence time(Figure 7)
Above all the weight analysis of DP119899 variation results inthe following equation
DP119899 minus 91799179 = 121 times (DP119899)feed minus 75077507 + 019times (119891T-TPA)feed minus 012012 + 015times (119891DEG)feed minus 031031 minus 019times exp (minus075 times Cat minus 00250025 ) + 034times 1198791 minus 270270 minus 1301 times (1198791 minus 270270 )2
minus 037 times 1198792 minus 275275 minus 1072times (1198792 minus 275275 )2 + 0039times exp (minus092 times 1198751 minus 11 ) minus 333times 10minus3 times 1198752 minus 075075 minus 0098times exp(minus089 times 119871 minus 2626 ) + 0054times 1199052 minus 23522352
(4)
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

International Journal of Polymer Science 5
Table 3 Model equations used in this study [28 36]
11205791198941198891198621119894119889119911 = 1198771119894 minus 1198772119894 minus 21198773119894 minus 1198775119894 minus 21198776119894 minus 1198777119894 minus 1198778119894 minus 1198779119894
11205791198941198891198622119894119889119911 = minus1198771119894 minus 1198772119894 + 1198774119894 + 1198775119894 + 1198776119894 + 1198778119894
11205791198941198891198623119894119889119911 = 1198772119894 + 1198773119894 minus 1198774119894 + 1198777119894 + 1198779119894
11205791198941198891198624119894119889119911 = 1198771119894 + 1198772119894 minus 1198774119894 minus 1198775119894 minus 1198776119894 minus 1198778119894
11205791198941198891198625119894119889119911 = 1198776119894 minus 1198777119894
11205791198941198891198626119894119889119911 = 1198774119894 minus 1198779119894
11205791198941198891198627119894119889119911 = minus1198771119894 + 1198773119894 minus 1198775119894 minus (119896L120572119894) ([EG] minus [EG]lowast)
11205791198941198891198628119894119889119911 = 1198771119894 + 1198772119894 minus (119896L120572119894) ([W] minus [W]lowast)
11205791198941198891198629119894119889119911 = 1198775119894 + 1198777119894 minus (119896L120572119894) ([DEG] minus [DEG]lowast)
112057911989411988911986210119894119889119911 = 1198778119894 + 1198779119894
Where
1198771 = 2119896111986271198622 minus ( 11989611198701 )119862411986281198772 = 2119896211986211198622 minus ( 11989621198702 )119862411986281198773 = 119896311986221 minus 4( 11989631198703 )119862311986271198774 = 119896411986231198624(1198621 + 1198623)1198775 = 1198965119862111986271198776 = 1198966119862211198777 = 119896711986211198625 minus 4( 11989671198707 )119862311986291198778 = 119896811986211198779 = 1198969119862111986261198621ndash11986210 is the concentration of T-EG T-TPA B-EG B-TPA T-DEG T-VINEG W DEG and AA respectively
degradation [29] The product with lower DP119899 and higher[COOH] is obtained in the combination of rotating disk-falling film reactor compared with falling film-rotating diskcombinationTherefore the first reactor should be the fallingfilm one The combination of rotating disks-rotating diskreactors works worse than the other combined reactors
The performance of the falling film reactor is closely con-nectedwith the size of slits and the number of grids PETmeltcannot flow through small slits with increasing viscosity anda longer residence time with smaller slits reduces the qualityof recycled PET for the melt flows only relies on the gravityflow in the falling film reactor But larger slits reduce theinterfacial area closely related to the liquid polymerizationall of which cause problems in both liquid polymerizationeffect and implementation process in the actual productionTherefore the configuration of the first falling film could notbe used as the second one and the combination of two fallingfilm reactors is not shown here In the second rotating diskreactor the polymerization process and residence time couldbe controlled to a certain extent by optimizing the agitator
D0n f4-40 f$
Falling filmFalling film-rotating diskRotating disk-falling film
Rotating disk-rotating diskRotating disk
09
10
11
12
Figure 3 Quality indexes of PET prepared by different reactors(270∘C1mmHg for the first reactor and 275∘C075mmHg for thesecond reactor) Data from the falling film-rotating disk combinedreactor is used as reference
speed In sum the falling film-rotating disk combined reactorhas the best ability to ensure product quality in practiceWhen the second reactor is falling film it could be optimizedto a hybrid onewith coexisting stirring propulsion and fallingfilm This design concept could reduce the negative effect ofthermal degradation reactions the energy consumption andproduction cost Thus improved controllability in operationwould be achieved while ensuring a large enough gas-liquidinterfacial area for removal of small molecules
42 Model Validation Although the intermediate productcannot be taken out at any time during the industrial produc-tion here the flexible design allows samples to be obtainedat the outlet of each reactor The quality indexes at eachoutlet and the residence time are used to comprehensivelymatch the model to large-scale production data from thefactory 119896L120572 is strongly linked to the reactor geometry andneeds to be obtained by curve fitting the industrial dataUnlike the case of prepolymer PET fabrics waste had sufferedthermal treatments during both the original processing andinitial recycling steps (eg friction hot forming) therefore ithas elevated [COOH] Further thermal degradation of PEToccurs on account of the accelerating effect of high [COOH]leading to even higher [COOH] Due to the different char-acteristics and thermal history the preexponential factor ofthermal degradation reaction 1198604 should be optimized toaccommodate PETwaste in our workThe following functionf (Equation (3)) which is the sum of errors between themodel and the plant data is minimized where the subscriptsldquomodrdquo and ldquoplardquo represent values predicted by themodel andmeasured in the plant respectively The optimization resultsshow that the model produces the best fit to the plant datawhen 1198604 = 698 times 109 and 119896L120572 = 0056 sminus1 and 0042 sminus1for reactors 1 and 2 respectively as shown in Table 4 The
6 International Journal of Polymer Science
Table 4 Quality indexes values of the falling film-rotating disk combined reactor
Quality indexes Feed Falling film reactor outlet Rotating disk reactor outletModel Model Plant Model Plant
DP119899 7507 8395 8407 9179 9192119891T-TPA (kmolh) 01153 01054 01053 01030 01028119891DEG (kmolh) 03059 03030 03033 02994 02996Residence time (min) mdash 2883 25ndash35 2352 20ndash45
reported values of 119896L120572 aremainly concentrated in the range of001ndash01 sminus1 [27 38 39] verifying the reliability of our model
119891 (119896L120572 1198604) = 2sum119898=1
(1 minus (DP119899)mod(DP119899)pla )2
119898
+ 2sum119898=1
(1 minus (119891T-TPA)mod(119891T-TPA)pla )2
119898
+ 2sum119898=1
(1 minus (119891DEG)mod(119891DEG)pla )2
119898
(3)
43Weight Analysis The influences of various factors includ-ing material properties and process parameters on the DP119899119891T-TPA and 119891DEG of the melt from the second (ie rotatingdisk) reactor were investigated here to optimize productionprocess to obtain the desired polymer properties and to meetdifferent needs The main material properties of the feedare IV (045ndash06 dLg) [COOH] (30ndash45mmolkg) [DEG](09ndash15) and catalyst concentration (001ndash005) All thevariables could be converted into the parameters in ourmodel (DP119899)feed = 60ndash85 (119891T-TPA)feed = 0083ndash0124 kmolh(119891DEG)feed = 0234ndash0387 kmolh and Cat = 001ndash005 Theresidence time in the falling film reactor is determined by thenumber of layers (119871 = 20ndash42) The effects of temperatures(260ndash300∘C) pressures (01ndash46mmHg) and residence timein the rotating disk reactor (20ndash45min) are investigated inour study
The parameter values under the original conditions arelisted as follows the initial material properties of the feedstream are (DP119899)feed = 7507 (119891T-TPA)feed = 012 kmolh(119891DEG)feed = 031 kmolh Cat = 0025The temperature andpressure for the falling film-rotating disk combined reactorare set at 1198791 = 270∘C 1198792 = 275∘C and 1198751 = 1mmHg 1198752 =075mmHg respectively The initial residence time for thefalling film is 119871 = 26 and 1199052 = 2352min for the rotatingdisk reactor
431 Weight Analysis of 119863119875119899 As seen in Figures 4(a)ndash4(d)the increase of [COOH] and [DEG] is beneficial for thedesired reaction of ester group formation and DP119899 of theproduct shows good linear dependence on the DP119899 119891T-TPAand 119891DEG of the feed DP119899 also increases with increasingcatalyst content It can be seen from Figure 5 that DP119899increases at first and then decreases with the increase of
temperature A higher temperature could promote the reac-tions of esterificationpolycondensation and the removal ofvolatile small molecules Within the temperature ranges of260ndash275∘C (reactor 1) and 260ndash270∘C (reactor 2) a highertemperature improves DP119899 Temperatures above 275∘C forreactor 1 and 270∘C for reactor 2 are shown to have an adverseeffect on DP119899 on account of the serious thermal degradationThe low pressure (high vacuum degree) could contribute tothe increase of DP119899 which shows a good linear relationshipwith 1198752 (Figure 6(d)) The effect of 1198751 on DP119899 (Figure 6(a))could be divided into different sections that is DP119899 variesgreatly in the range of 01ndash26mmHg and small changescould be observed at very high pressures (ge36mmHg)Withregard to 119871 DP119899 first increases almost linearly with thenumber of layers and then slows down In the scope of ourstudy it is beneficial to increase the layers and residence time(Figure 7)
Above all the weight analysis of DP119899 variation results inthe following equation
DP119899 minus 91799179 = 121 times (DP119899)feed minus 75077507 + 019times (119891T-TPA)feed minus 012012 + 015times (119891DEG)feed minus 031031 minus 019times exp (minus075 times Cat minus 00250025 ) + 034times 1198791 minus 270270 minus 1301 times (1198791 minus 270270 )2
minus 037 times 1198792 minus 275275 minus 1072times (1198792 minus 275275 )2 + 0039times exp (minus092 times 1198751 minus 11 ) minus 333times 10minus3 times 1198752 minus 075075 minus 0098times exp(minus089 times 119871 minus 2626 ) + 0054times 1199052 minus 23522352
(4)
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

6 International Journal of Polymer Science
Table 4 Quality indexes values of the falling film-rotating disk combined reactor
Quality indexes Feed Falling film reactor outlet Rotating disk reactor outletModel Model Plant Model Plant
DP119899 7507 8395 8407 9179 9192119891T-TPA (kmolh) 01153 01054 01053 01030 01028119891DEG (kmolh) 03059 03030 03033 02994 02996Residence time (min) mdash 2883 25ndash35 2352 20ndash45
reported values of 119896L120572 aremainly concentrated in the range of001ndash01 sminus1 [27 38 39] verifying the reliability of our model
119891 (119896L120572 1198604) = 2sum119898=1
(1 minus (DP119899)mod(DP119899)pla )2
119898
+ 2sum119898=1
(1 minus (119891T-TPA)mod(119891T-TPA)pla )2
119898
+ 2sum119898=1
(1 minus (119891DEG)mod(119891DEG)pla )2
119898
(3)
43Weight Analysis The influences of various factors includ-ing material properties and process parameters on the DP119899119891T-TPA and 119891DEG of the melt from the second (ie rotatingdisk) reactor were investigated here to optimize productionprocess to obtain the desired polymer properties and to meetdifferent needs The main material properties of the feedare IV (045ndash06 dLg) [COOH] (30ndash45mmolkg) [DEG](09ndash15) and catalyst concentration (001ndash005) All thevariables could be converted into the parameters in ourmodel (DP119899)feed = 60ndash85 (119891T-TPA)feed = 0083ndash0124 kmolh(119891DEG)feed = 0234ndash0387 kmolh and Cat = 001ndash005 Theresidence time in the falling film reactor is determined by thenumber of layers (119871 = 20ndash42) The effects of temperatures(260ndash300∘C) pressures (01ndash46mmHg) and residence timein the rotating disk reactor (20ndash45min) are investigated inour study
The parameter values under the original conditions arelisted as follows the initial material properties of the feedstream are (DP119899)feed = 7507 (119891T-TPA)feed = 012 kmolh(119891DEG)feed = 031 kmolh Cat = 0025The temperature andpressure for the falling film-rotating disk combined reactorare set at 1198791 = 270∘C 1198792 = 275∘C and 1198751 = 1mmHg 1198752 =075mmHg respectively The initial residence time for thefalling film is 119871 = 26 and 1199052 = 2352min for the rotatingdisk reactor
431 Weight Analysis of 119863119875119899 As seen in Figures 4(a)ndash4(d)the increase of [COOH] and [DEG] is beneficial for thedesired reaction of ester group formation and DP119899 of theproduct shows good linear dependence on the DP119899 119891T-TPAand 119891DEG of the feed DP119899 also increases with increasingcatalyst content It can be seen from Figure 5 that DP119899increases at first and then decreases with the increase of
temperature A higher temperature could promote the reac-tions of esterificationpolycondensation and the removal ofvolatile small molecules Within the temperature ranges of260ndash275∘C (reactor 1) and 260ndash270∘C (reactor 2) a highertemperature improves DP119899 Temperatures above 275∘C forreactor 1 and 270∘C for reactor 2 are shown to have an adverseeffect on DP119899 on account of the serious thermal degradationThe low pressure (high vacuum degree) could contribute tothe increase of DP119899 which shows a good linear relationshipwith 1198752 (Figure 6(d)) The effect of 1198751 on DP119899 (Figure 6(a))could be divided into different sections that is DP119899 variesgreatly in the range of 01ndash26mmHg and small changescould be observed at very high pressures (ge36mmHg)Withregard to 119871 DP119899 first increases almost linearly with thenumber of layers and then slows down In the scope of ourstudy it is beneficial to increase the layers and residence time(Figure 7)
Above all the weight analysis of DP119899 variation results inthe following equation
DP119899 minus 91799179 = 121 times (DP119899)feed minus 75077507 + 019times (119891T-TPA)feed minus 012012 + 015times (119891DEG)feed minus 031031 minus 019times exp (minus075 times Cat minus 00250025 ) + 034times 1198791 minus 270270 minus 1301 times (1198791 minus 270270 )2
minus 037 times 1198792 minus 275275 minus 1072times (1198792 minus 275275 )2 + 0039times exp (minus092 times 1198751 minus 11 ) minus 333times 10minus3 times 1198752 minus 075075 minus 0098times exp(minus089 times 119871 minus 2626 ) + 0054times 1199052 minus 23522352
(4)
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
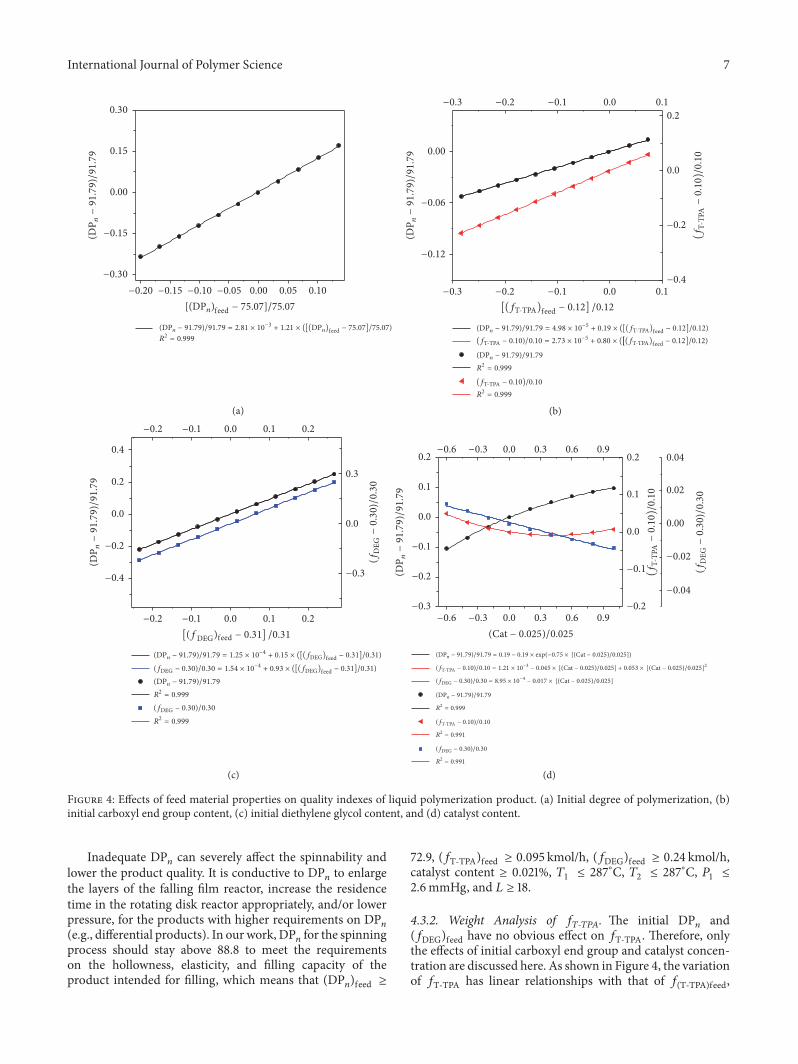
International Journal of Polymer Science 7
($0nminus9179)9179
030
015
000
minus015
minus030
minus020 minus015 minus010 minus005 000 005 010
($0n minus 9179)9179 = 281 times 10minus3 + 121 times ([($0n)> minus 7507]7507)
R2 = 0999
0n)> minus 7507]7507[($
(a)($
0nminus9179)9179 000
minus006
minus012
02
00
minus02
minus04minus03 minus02 minus01 00 01
minus03 minus02 minus01 00 01
($0n minus 9179)9179
R2 = 0999
R2 = 0999
($0n minus 9179)9179 = 498 times 10minus5 + 019 times ([( )> minus 012]012)fT-TPA
(fT-TPA minus 010)010 = 273 times 10minus5 + 080 times ([[( )> minus 012]012)fT-TPA
minus 010)010(fT-TPA
minus010)010
(fT-
TPA
[( )> minus 012] 012fT-TPA
(b)
($0nminus9179)9179
04
02
00
minus02
minus04
[(f$)> minus 031] 031
minus02 minus01 00 01 02
minus02 minus01 00 01 02
(f$minus030)0
30
03
00
minus03
($0n minus 9179)9179
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 125 times 10minus4 + 015 times ([(f$)> minus 031]031)
(f$ minus 030)030 = 154 times 10minus4 + 093 times ([(f$)> minus 031]031)
(c)
($0n minus 9179)9179
R2 = 0999
R2 = 0991
(f$ minus 030)030
R2 = 0991
($0n minus 9179)9179 = 019 minus 019 times RJ(minus075 times [(N minus 0025)0025])
minus 010)010 = 121 times 10minus3 minus 0045 times [(N minus 0025)0025] + 0053 times [(N minus 0025)0025]2(f4-40
minus 010)010(f4-40
(f$ minus 030)030 = 895 times 10minus4 minus 0017 times [(N minus 0025)0025]
minus03
minus02
minus01
00
01
02
($0nminus9179)9179
0300 06 09minus03minus06
0300 06 09minus03minus06
(N minus 0025)0025
minus02
minus01
00
01
02
minus004
minus002
000
002
004
(f$minus030)0
30
minus010)010
(fT-
TPA
(d)
Figure 4 Effects of feed material properties on quality indexes of liquid polymerization product (a) Initial degree of polymerization (b)initial carboxyl end group content (c) initial diethylene glycol content and (d) catalyst content
Inadequate DP119899 can severely affect the spinnability andlower the product quality It is conductive to DP119899 to enlargethe layers of the falling film reactor increase the residencetime in the rotating disk reactor appropriately andor lowerpressure for the products with higher requirements on DP119899(eg differential products) In our work DP119899 for the spinningprocess should stay above 888 to meet the requirementson the hollowness elasticity and filling capacity of theproduct intended for filling which means that (DP119899)feed ge
729 (119891T-TPA)feed ge 0095 kmolh (119891DEG)feed ge 024 kmolhcatalyst content ge 0021 1198791 le 287∘C 1198792 le 287∘C 1198751 le26mmHg and 119871 ge 18
432 Weight Analysis of 119891119879-119879119875119860 The initial DP119899 and(119891DEG)feed have no obvious effect on 119891T-TPA Therefore onlythe effects of initial carboxyl end group and catalyst concen-tration are discussed here As shown in Figure 4 the variationof 119891T-TPA has linear relationships with that of 119891(T-TPA)feed
8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

8 International Journal of Polymer Science
($0n minus 9179)9179
R2 = 0992
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 324 times 10minus3 + 034 times [(T1 minus 270)270] minus 1301 times [(T1 minus 270)270]2
minus 010)010 = minus0039 + 0041 times RJ (2028 times [(T1 minus 270)270])
(f$ minus 030)030 = 172 times 10minus4 minus 0099 times [(T1 minus 270)270]
minus020
minus015
minus010
minus005
000
005
($0nminus9179)9179
012003 006 009000minus003
012003 006 009000minus003
(T1 minus 270)270
minus030
minus015
000
015
030
045
minus010
)010
(f4-40
minus 010)010(f4-40
(f4-4
0
minus003
minus002
minus001
000
001
002
(f$minus030)0
30
(a)
(f4-40
($0n minus 9179)9179
R2 = 0993
R2 = 0999
(f$ minus 030)030
R2 = 0995
($0n minus 9179)9179 = 286 times 10minus3 minus 037 times [(T2 minus 275)275] minus 1072 times [(T2 minus 275)275]2
minus 010)010
(f4-40 minus 010)010
= minus0051 + 0054 times RJ(2065 times [(T2 minus 275)275])
(f$ minus 030)030 = times 10minus4 minus 0078 times [(T2 minus 275)275]
minus03
minus02
minus01
00
01
($0nminus9179)9179
003 006 009000minus003minus006
003 006 009000minus003minus006
(T2 minus 275)275
minus030
minus015
000
015
030
045
(f4-4
0minus010
)010
minus002
minus001
000
001
002
(f$minus030)0
30
= minus253
(b)
Figure 5 Effects of temperature in (a) falling film reactor and (b) rotating disk reactor on quality indexes of liquid polymerization product
and increasing catalyst content in the range of 001ndash0035reduces 119891T-TPA 119891T-TPA also appears to increase with thetemperature anddecreasewith pressure (Figures 5 and 6)Thecarboxyl end group content shows significant changes within1198751 = 01ndash21mmHg and then remains almost constant when1198751 is above 36mmHg (Figure 6(b)) The carboxyl end groupcontent increases first and then decreases with the increasing1199052 due to the severe thermal degradation and the optimalresidence time in the rotating disk is 325min (Figure 7)Within the scope of this study it is helpful to decrease thecarboxyl end group content by increasing numbers of layersin the falling film reactor In summary the weight analysis of119891T-TPA variation could be listed as follows
119891T-TPA minus 010010 = 080 times (119891T-TPA)feed minus 012012 minus 0045times (Cat minus 00250025 ) + 0053times (Cat minus 00250025 )2 + 0041times exp(2028 times 1198791 minus 270270 ) + 0054times exp(2065 times 1198792 minus 275275 ) + 0014times exp(minus093 times 1198751 minus 11 ) + 311
times 10minus3 times exp (minus015 times 1198752 minus 075075 )+ 004 times exp (minus090 times 119871 minus 2626 )minus 941 times 10minus3 times 1199052 minus 23522352 + 0012times (1199052 minus 23522352 )2
(5)
The optimization of carboxyl end group concentrationshould be in accordance with specific applications of PETas the differential products may have the stricter limitationson acid end group concentration but for staple fiber thereis no strict restriction Based on experiences from yearsof commercial-scale trial under the experimental condi-tions described here 119891T-TPA of the PET should stay below011 kmolh Therefore we have (119891T-TPA)feed le 0124 kmolh1198791 le 285∘C and 1198792 le 285∘C
433 Weight Analysis of 119891119863119864119866 The initial DP119899 and(119891T-TPA)feed play little role in 119891DEG variation As seen inFigure 4 DEG content shows a good linear relationshipwith (119891DEG)feed and catalyst content A higher temperaturereduces 119891DEG and the opposite effect is observed for thepressure on Figures 5 and 6 In the scope of our studythe DEG content decreases when the residence time inboth reactors increases (Figure 7) Therefore increasingthe temperatures and residence time helps to reduce DEG
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
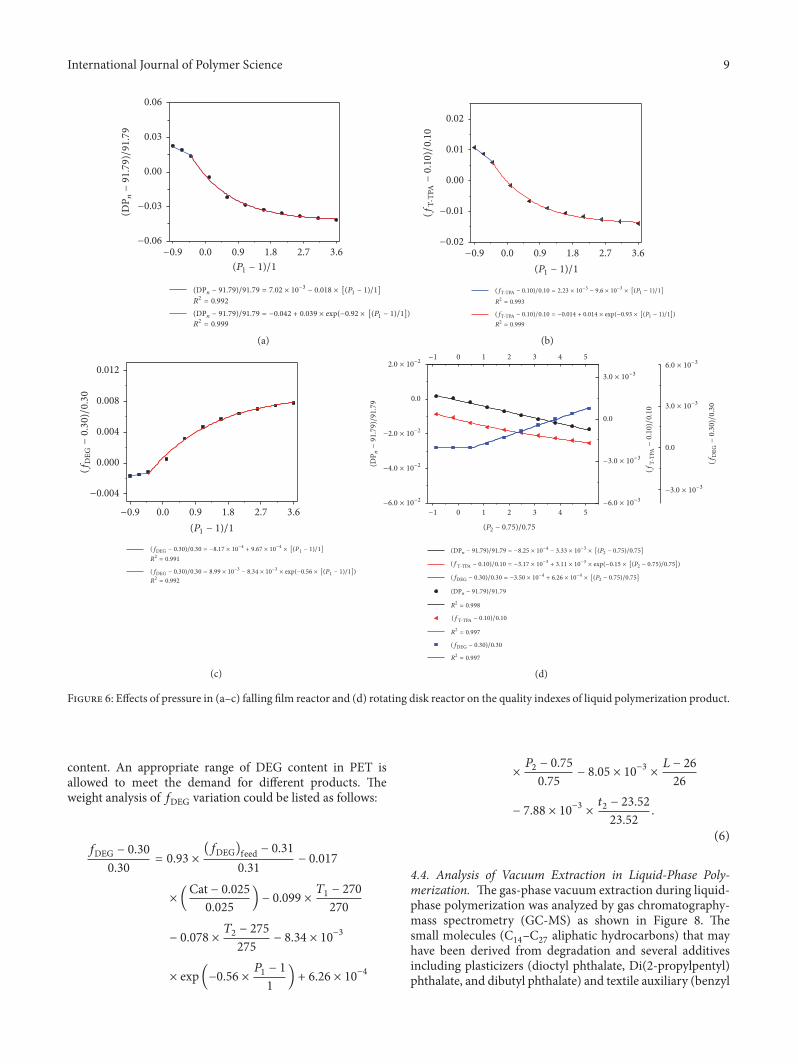
International Journal of Polymer Science 9
(P1 minus 1)1
minus09 00 09 18 27 36
($0n minus 9179)9179 = 702 times 10minus3 minus 0018 times [(P1 minus 1)1]
R2 = 0992
($0n minus 9179)9179 = minus0042 + 0039 times RJ(minus092 times [(P1 minus 1)1])R2 = 0999
minus006
minus003
000
003
006
($0nminus9179)9179
(a)
(P1 minus 1)1
minus09 00 09 18 27 36
(f4-40 minus 010)010 = 223 times 10minus3 minus 96 times 10minus3 times [(P1 minus 1)1]
R2 = 0993
(f4-40 minus 010)010 = minus0014 + 0014 times RJ(minus093 times [(P1 minus 1)1])
R2 = 0999
minus002
minus001
000
001
002
(fminus010
)010
4-4
0
(b)
(P1 minus 1)1
minus09 00 09 18 27 36
(f$ minus 030)030 = minus817 times 10minus4 + 967 times 10minus4 times [(P1 minus 1)1]
R2 = 0991
(f$ minus 030)030 = 899 times 10minus3 minus 834 times 10minus3 times RJ(minus056 times [(P1 minus 1)1])
R2 = 0992
minus0004
0000
0004
0008
0012
(f$minus030)0
30
(c)
($0n minus 9179)9179
R2 = 0998
minus 010)010
R2 = 0997
(f$ minus 030)030
R2 = 0997
($0n minus 9179)9179 = minus825 times 10minus4 minus 333 times 10minus3 times [(P2 minus 075)075]
minus 010)010 = minus317 times 10minus3 + 311 times 10minus3 times RJ(minus015 times [(P2 minus 075)075])
(f$ minus 030)030 = minus350 times 10minus4 + 626 times 10minus4 times [(P2 minus 075)075]
minus60 times 10minus2
minus40 times 10minus2
minus20 times 10minus2
00
20 times 10minus2
($0nminus9179)9179
0 1 2 3 4 5minus1
0 1 2 3 4 5minus1
(P2 minus 075)075
minus60 times 10minus3
minus30 times 10minus3
00
30 times 10minus3
minus010
)010
minus30 times 10minus3
00
30 times 10minus3
60 times 10minus3
(f$minus030)0
30
(f4-4
0
(f4-40
(f4-40
(d)
Figure 6 Effects of pressure in (andashc) falling film reactor and (d) rotating disk reactor on the quality indexes of liquid polymerization product
content An appropriate range of DEG content in PET isallowed to meet the demand for different products Theweight analysis of 119891DEG variation could be listed as follows
119891DEG minus 030030 = 093 times (119891DEG)feed minus 031031 minus 0017times (Cat minus 00250025 ) minus 0099 times 1198791 minus 270270minus 0078 times 1198792 minus 275275 minus 834 times 10minus3times exp(minus056 times 1198751 minus 11 ) + 626 times 10minus4
times 1198752 minus 075075 minus 805 times 10minus3 times 119871 minus 2626minus 788 times 10minus3 times 1199052 minus 23522352
(6)
44 Analysis of Vacuum Extraction in Liquid-Phase Poly-merization The gas-phase vacuum extraction during liquid-phase polymerization was analyzed by gas chromatography-mass spectrometry (GC-MS) as shown in Figure 8 Thesmall molecules (C14ndashC27 aliphatic hydrocarbons) that mayhave been derived from degradation and several additivesincluding plasticizers (dioctyl phthalate Di(2-propylpentyl)phthalate and dibutyl phthalate) and textile auxiliary (benzyl
10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

10 International Journal of Polymer Science
(L minus 26)26
minus015 000 015 030 045 060
minus015 000 015 030 045 060
($0n minus 9179)9179
R2 = 0999
(f minus 010)010
R2 = 0999
(f$ minus 030)030
R2 = 0999
($0n minus 9179)9179 = 0098 minus 0098 times RJ(minus089 times [(L minus 26)26])
(f4-40
4-40
minus 010)010 = minus004 + 004 times RJ(minus090 times [(L minus 26)26])
(f$ minus 030)030 = 179 times 10minus4 minus 805 times times [(L minus 26)26]
minus006
minus003
000
003
006
($0nminus9179)9179
minus004
minus002
000
002
minus0008
minus0004
0000
0004
(f$minus030)0
30
(fminus010
)010
4-4
0
10minus3
(a)
minus006
minus003
000
003
006
($0nminus9179)9179
00 02 04 06 08minus02
00 02 04 06 08minus02
(t2 minus 2352)2352
minus0004
minus0002
0000
0002
0004
(f4-4
0minus010
)010
minus002
minus001
000
001
(f$minus030)0
30
($0n minus 9179)9179
R2 = 0997
R2 = 0999
(f$ minus 030)030
R2 = 0998
($0n minus 9179)9179 = 242 times 10minus4 + 0054 times [(t2 minus 2352)2352]
minus 010)010(f4-40
(f$ minus 030)030 = minus894 times 10minus6 minus 788 times 10minus3 times [(t2 minus 2352)2352]
(f4-40 minus 010)010 = 112 times 10minus5 minus 941 times 10minus3 times [(t2 minus 2352)2352] + 0012 times [(t2 minus 2352)2352]2
(b)
Figure 7 Effects of (a) number of layers in the falling film reactor and (b) residence time in the rotating disk reactor on quality indexes ofliquid polymerization product
2
4
10
1526
4
Benzyl benzoateBumetrizole
Dioctyl phthalateDi(2-propylpentyl) phthalateDibutyl phthalate
14ndash27 aliphatic hydrocarbons
22-Methylenebis(6-tert-butyl-4-methyl-phenol)
39
Figure 8 Analysis result of vacuum extraction in the liquid-phasepolymerization
benzoate bumetrizole and 221015840-methylenebis(6-tert-butyl-4-methyl-phenol)) were extracted from recycled PET indi-cating that the purity is improved and the adverse effectson the mechanical property of recycled PET are avoidedBesides the ecological safety of recycled PET is improved byremoving some products that may have harmful effects onhuman health (eg phthalates) [40]
45 Performance of Recycled PET Staple Fiber As seen inTable 4 the directly spun fiber mainly used for nonwovenfabric and geotextile has significantly lower qualities than
the recycled PET fiber produced in this study and cannotmeet the requirements for fillingmaterialsThepolydispersityindex (PDI) of the recycled PET is narrower than thatof the raw material and the value is much smaller thanthe product with SSP (257ndash284) and traditional horizontalreactor (227ndash249) [41] In contrast the technical indexes ofthe produced recycled PET staple fiber satisfy the demandsfor filling materials Its quality is close to that made frombottle flakes which has higher molecular weight (IV =07ndash08 dLg) as shown in Table 5
5 Conclusions
A novel falling film-rotating disk combined reactor is pro-posed for processing PET fabrics waste as it combines theadvantages of the falling film and rotating disk reactors (largegas-liquid interfacial area and good maneuverability resp)Besides the use of two reactors offers increased flexibilityin actual production In order to obtain polymers withdesired properties and meet specific product characteristicsin industrial production a model was established for PETfabrics waste in the serial reactor by correcting the thermaldegradation kinetics and mass transfer parameters of modelspreviously developed for the final stage of PET polymeriza-tion Three indexes closely related to the quality of recycledPET (intrinsic viscosity carboxyl end group concentrationand DEG content) and the residence time were satisfactorilyfitted to plant data for each of the reactorsTheweight analysisof the three quality indexes was carried out based on themodeling and simulation in order to investigate the effectsof raw material qualities and operating parameters so asto optimize the process and provide useful information for
International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

International Journal of Polymer Science 11
Table 5 Main performance indexes of recycled PET staple fiber(667 dtex lowast 51mm)
Performance indexes Fabricswastea
Fabricswasteb
Bottle flakeswastec
Polydispersity index (PDI) 240 216 mdashDeviation of linear density () plusmn10 plusmn10 plusmn10Length deviation () plusmn10 plusmn80 plusmn80Curl number (per25mm) 7 plusmn 20 7 plusmn 20 8 plusmn 20Double length fiber (mg100 g) le100 le30 le30Defect content (mg100 g) le2000 le100 le80Filling power 1198811 (cm3g) mdash 168 plusmn 3 175 plusmn 3Filling power 1198812 (cm3g) mdash 50 plusmn 2 54 plusmn 2Filling power 1198813 (cm3g) mdash 145 plusmn 2 145 plusmn 2Compression resilience ratio () mdash ge68 ge70Hollowness () mdash 18 plusmn 3 22 plusmn 3Breaking strength (cNdtex) 26 36 42aFabrics waste without liquid-phase polymerization bFabrics waste withliquid-phase polymerization in the falling film-rotating disk combinedreactor cBottle flakes waste without liquid-phase polymerization
industrial production to meet different product demandsThe polydispersity index (PDI) of the recycled PET is nar-rower than that of the rawmaterial and the quality of recycledPET fiber is comparable to that made from bottle flakes forthe purpose of filling This model could be applied to otherPET wastes and extended to investigate different aspects ofthe recycling process
Nomenclature
119860 119894 Preexponential factorCat Catalyst concentration ()119862119894 The concentration of the segment and
volatile small molecule in Table 3(119894 = 1ndash10)119862119895 Concentration of the volatile species 119895 inthe melt (kmolm3)119862PET Total concentration of the volatile speciesin the melt at the interface (kmolm3)119864119894 Activation energy (kcalkmol)119891 Molar flow rate (kmolh)1198961 to 1198969 Forward kinetic rate constants in Tables 1and 2119870119894 Equilibrium constants for reactions 1 2 3and 7119896L Overall liquid-phase mass transfercoefficient (mmin)119871 The layers in the falling film reactor119875 Pressure (mmHg)119875119895 Partial pressure of volatile species 119895(mmHg)1198750119895 Saturated vapor pressure of volatile species119895 (mmHg)119877 Gas constant 8314 (Jsdotmolminus1sdotKminus1)119877119894 Reaction rate in Table 3 (119894 = 1ndash9)
119879 Temperature (K)1199052 Reaction time in the rotating disk reactor(min)119909lowast119895 Equilibrium mole fraction of volatilespecies 119895119910119895 Mole fraction of volatile species 119895119911 Dimensionless distance from the reactorinlet120572 Specific interfacial area per unit volume ofthe melt (mminus1)120574119895 Activity coefficient of the volatile species 119895120579 Mean residence time
Superscript
lowast InterfaceSubscripts
feed Values of feed streammod Data predicted in the modelpla Data measured in the plant
Conflicts of Interest
The authors declare that there are no conflicts of interestregarding the publication of this paper
Acknowledgments
This work was financially supported by the National KeyResearch and Development Program (no 2016YFB0302901)
References
[1] V Corinaldesi J Donnini and A Nardinocchi ldquoLightweightplasters containing plastic waste for sustainable and energy-efficient buildingrdquo Construction and Building Materials vol 94article 6884 pp 337ndash345 2015
[2] E Langer S Waskiewicz K M Lenartowicz and K BortelldquoApplication of waste poly(ethylene terephthalate) in the syn-thesis of new oligomeric plasticizersrdquo Polymer Degradation andStability vol 119 pp 105ndash112 2015
[3] K Chikaoui M Izerrouken M Djebara and M AbdesselamldquoPolyethylene terephthalate degradation under reactor neutronirradiationrdquo Radiation Physics and Chemistry vol 130 pp 431ndash435 2017
[4] L D Poulikakos C Papadaskalopoulou and B Hofko ldquoHar-vesting the unexplored potential of european waste materialsfor road constructionrdquo Resources Conservation and Recyclingvol 116 pp 32ndash44 2017
[5] CM Pastore and P Kiekens Surface characteristics of fibers andtextiles Marcel Dekker New York USA 2001
[6] Y Dang X Luo FWang and Y Li ldquoValue-added conversion ofwaste cooking oil and post-consumer PET bottles into biodieseland polyurethane foamsrdquoWaste Management vol 52 pp 360ndash366 2016
[7] N E Ikladious J N Asaad H S Emira and S H MansourldquoAlkyd resins based onhyperbranchedpolyesters andPETwaste
12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

12 International Journal of Polymer Science
for coating applicationsrdquo Progress in Organic Coatings vol 102Part B pp 217ndash224 2017
[8] S Sivaram in Proceedings of the National Seminar on Recyclingand Plastics Waste Management pp 283ndash288 September 1997
[9] V Sinha M R Patel and J V Patel ldquoPET waste managementby chemical recycling a reviewrdquo Journal of Polymers and theEnvironment vol 18 no 1 pp 8ndash25 2010
[10] A Pellis C Gamerith G Ghazaryan A Ortner and EH Acero ldquoUltrasound-enhanced enzymatic hydrolysis ofpoly(ethylene terephthalate)rdquo Bioresource Technology vol 218pp 1298ndash1302 2016
[11] K Ikenaga T Inoue and K Kusakabe ldquoydrolysis of PETby combining direct microwave heating with high pressurerdquoProcedia Engineering vol 148 pp 314ndash318 2016
[12] Q Liu R Li and T Fang ldquoInvestigating and modeling PETmethanolysis under supercritical conditions by response sur-facemethodology approachrdquoChemical Engineering Journal vol270 pp 535ndash541 2015
[13] Y Yang Y LuH Xiang Y Xu andY Li ldquoStudy onmethanolyticdepolymerization of PETwith supercriticalmethanol for chem-ical recyclingrdquo Polymer Degradation and Stability vol 75 no 1pp 185ndash191 2002
[14] A Sangalang L Bartolome and D H Kim ldquoGeneralizedkinetic analysis of heterogeneous PET glycolysis Nucleation-controlled depolymerizationrdquo Polymer Degradation and Stabil-ity vol 115 pp 45ndash53 2015
[15] V Jamdar M Kathalewar R N Jagtap K A Dubey andA Sabnis ldquoEffect of 120574-irradiation on glycolysis of PET wasteand preparation of ecofriendly coatings using bio-based andrecycledmaterialsrdquoPolymer Engineering and Science vol 55 no11 pp 2653ndash2660 2015
[16] R M Musale and S R Shukla ldquoDeep eutectic solvent aseffective catalyst for aminolysis of polyethylene terephthalate(PET) wasterdquo International Journal of Plastics Technology vol20 no 1 pp 106ndash120 2016
[17] J Zhou M Li L Zhong F Zhang and G Zhang ldquoAminolysisof polyethylene terephthalate fabric by a method involving thegradual concentration of dilute ethylenediaminerdquo Colloids andSurfaces A Physicochemical and Engineering Aspects vol 513pp 146ndash152 2017
[18] C Cam A Bal and G Guclu ldquoSynthesis and film properties ofepoxy esters modified with amino resins from glycolysis prod-ucts of postconsumer PET bottlesrdquo Polymer Engineering andScience vol 55 no 11 pp 2519ndash2525 2015
[19] CWang J Fang T Liu C Ji and S Li ldquoSynthesis of waterbornepolyurethane dispersions with glycolyzed product from petwaste Effect of hard segment content on its propertiesrdquoPolymerScience - Series B vol 57 no 5 pp 434ndash443 2015
[20] S I Cheong and K Y Choi ldquoMelt polycondensation ofpoly(ethylene terephthalate) in a rotating disk reactorrdquo Journalof Applied Polymer Science vol 58 no 9 pp 1473ndash1483 1995
[21] S I Cheong and K Y Choi ldquoModeling of a continuous rotatingdisk polycondensation reactor for the synthesis of thermo-plastic polyestersrdquo Journal of Applied Polymer Science vol61 no 5 pp 763ndash773 1996
[22] Z Xi L Zhao W Sun and Z Liu ldquoMelt polycondensationprocess of poly(ethylene terephthalate) in grid falling filmtowerrdquo Journal of Chemical Engineering of Japan vol 42 ppS96ndashS102 2009
[23] Z Xi L Zhao and Z Liu ldquoNew falling film reactor for meltpolycondensation processrdquoMacromolecular Symposia vol 259pp 10ndash16 2007
[24] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 6 A continuous processfor final stages of polycondensationrdquo Polymer Engineering ampScience vol 22 no 10 pp 628ndash636 1982
[25] K Ravindranath and R A Mashelkar ldquoFinishing stages of PETsynthesis A comprehensive modelrdquo AIChE Journal vol 30 no3 pp 415ndash422 1984
[26] H C S Martin and K Y Chio ldquoTwo-phases model forcontinuous final-stage melt polycondensation of poly(ethyleneterephthalate) II Analysis of dynamic behaviorrdquo Industrial andEngineering Chemistry Research vol 30 no 8 pp 1712ndash17181991
[27] C Laubriet B LeCorre and K Yong Choi ldquoTwo-phasemodel for continuous final stage melt polycondensation ofpoly(ethylene terephthalate) 1 Steady-state analysisrdquo Industrialand Engineering Chemistry Research vol 30 no 1 pp 2ndash12 1991
[28] I S Kim B G Woo K Y Choi and C Kiang ldquoTwo-PhaseModel for Continuous Final-Stage Melt Polycondensation ofPoly(ethylene terephthalate) IIIModeling ofMultiple Reactorswith Multiple Reaction Zonesrdquo Journal of Applied PolymerScience vol 90 no 4 pp 1088ndash1095 2003
[29] S Al-AbdulRazzak and S A Jabarin ldquoProcessing characteristicsof poly(ethylene terephthalate) hydrolytic and thermal degra-dationrdquo Polymer International vol 51 no 2 pp 164ndash173 2002
[30] V Bhaskar S K Gupta and A K Ray ldquoMultiobjective opti-mization of an industrial wiped film poly(ethylene terephtha-late) reactorrdquoAIChE Journal vol 46 no 5 pp 1046ndash1058 2000
[31] B V Babu J H S Mubeen and P G Chakole ldquoSimulation andoptimization of wiped-film Poly-Ethylene Terephthalate (PET)reactor using multiobjective differential evolution (MODE)rdquoMaterials and Manufacturing Processes vol 22 no 5 pp 541ndash552 2007
[32] D-M Fann S K Huang and J-Y Lee ldquoKinetics and thermalcrystallinity of recycled PET II Topographic study on thermalcrystallinity of the injection-molded recycled PETrdquo Journal ofApplied Polymer Science vol 61 no 2 pp 261ndash271 1996
[33] C-K Kang B C Lee D W Ihm and D A Tremblay ldquoAsimulation study on continuous direct esterification processfor poly(ethylene terephthalate) synthesisrdquo Journal of AppliedPolymer Science vol 63 no 2 pp 163ndash174 1997
[34] K Ravindranath and R A Mashelkar ldquoModeling ofpoly(ethylene terephthalate) reactors 5 A continuousprepolymerization processrdquo Polymer Engineeringamp Science vol22 no 10 pp 619ndash627 1982
[35] K C Seavey and Y A Liu Step-growth polymerization processmodeling and product design John Wiley and Sons HobokenNew Jersey USA 2008
[36] F Manenti and M Rovaglio ldquoIntegrated multilevel optimiza-tion in large-scale poly(ethylene terephthalate) plantsrdquo Indus-trial and Engineering Chemistry Research vol 47 no 1 pp 92ndash104 2008
[37] J Qian X Q Xing F H Wang and G Zhang ldquoA kind ofquenching and tempering system for waste plasticsrdquo ChinaPatent ZL 2010206428354 2010
[38] A Kumar S K Gupta S Madan N G Shah and S K GuptaldquoSolution of final stages of polyethylene terephthalate reactorsusing orthogonal collocation techniquerdquo Polymer Engineeringamp Science vol 24 no 3 pp 194ndash204 1984
[39] S K Gupta A K Ghosh S K Gupta and A Kumar ldquoAnalysisof wiped film reactors using the orthogonal collocation tech-niquerdquo Journal of Applied Polymer Science vol 29 no 11 pp3217ndash3230 1984
International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014

International Journal of Polymer Science 13
[40] P Gimeno S Thomas C Bousquet et al ldquoIdentification andquantification of 14 phthalates and 5 non-phthalate plasticizersin PVCmedical devices by GC-MSrdquo Journal of ChromatographyB Analytical Technologies in the Biomedical and Life Sciencesvol 949-950 pp 99ndash108 2014
[41] S A Jabarin and D C Balduff ldquoGel Permeation Chromatogra-phy of Polyethylene Terephalaterdquo Journal of Liquid Chromatog-raphy vol 5 no 10 pp 1825ndash1845 1982
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Submit your manuscripts athttpswwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014










![Globalization, Culture, and Identities in Crisis...P1: GDX International Journal of Politics, Culture and Society [ijps] ph152-ijps-452813 October 1, 2002 19:27 Style file version](https://img.pdfslide.us/doc/110x75/5e88de5c0d7f6f112a4a7c31/globalization-culture-and-identities-in-crisis-p1-gdx-international-journal.jpg)

















