Embed Size (px)
Citation preview

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 1 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
KEROTEST MANUFACTURING CORP. 5500 SECOND AVENUE PITTSBURGH, PA 15207
TELEPHONE: 412-521-7766 FAX: 412-521-7853
KEROTEST MODEL-1 GATE VALVE
OPERATIONS MANUAL DATE OF ORIGINAL ISSUE: DECEMBER 15, 1988
WRITTEN BY: RICHARD ADAMS APPROVED BY: DENNIS J. ZOLKOS Q.A. APPROVED: JULIAN BERARDUCCI

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 2 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
REVISION SHEET
REVISION DATE DESCRIPTION OF REVISION 1 11/28/90 2 09/04/91 3 07/16/93 4 03/28/96 5 05/30/97 Added Bonnet Leak Repair, Attachment 2 6 11/21/97 Added Table 1 and reference to it and revised
Attachment 2 7 03/15/99 Retyped. Made various editorial changes such as
deleting page number references. Revised packing temperature limitations under body/wedge seating. Revised 1" and 1-1/4" sizes overtorque to failure.
8 11/17/99 Revised Bonnet Leak Repair Procedure, Attachment 2 9 05/22/01 Revised Bonnet Leak Repair Procedure, Attachment 2
10 07/12/07 Retyped in its entirety

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 3 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
INTRODUCTION The Kerotest Model-1 design employs the following features. These include:
• Maintenance Free
• No Gland Tightening
• No Lubrication (during cycling)
• Low Operating Torque
• Directional Solidification Weld Ends
• Patented Packing – No Environmental Leakage
• Field Repairable The intent of this manual is to acquaint our customers with installation procedures and repair techniques for Model-1 Gate valves. Kerotest stands ready to service our valves no matter where the location. Technical personnel or our field representatives are ready to service you on very short notice.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 4 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
VALVE COMPONENTS

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 5 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 6 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
TESTING
TO BE CERTAIN THAT ALL VALVES SHIPPED FROM THE FACTORY ARE BUBBLE TIGHT, THEY ARE SUBJECTED TO THE FOLLOWING TESTS.
HYDROSTATIC SHELL TEST 285 MOP 500 WOG 740 MOP
SIZE TIME
MINUTES PRESSURE
(PSIG) TIME
MINUTES PRESSURE
(PSIG) TIME
MINUTES PRESSURE
(PSIG) 1" THRU 4" 2 450 2 875 2 1125 6" THRU 8" 5 450 5 875 5 1125 10" 5 450 NA NA 5 1125 12" AND 16" 15 450 NA NA 15 1125
HYDROSTATIC SEAT TEST
285 MOP 500 WOG 740 MOP
SIZE TIME MINUTES
PRESSURE (PSIG)
TIME MINUTES
PRESSURE (PSIG)
TIME MINUTES
PRESSURE (PSIG)
2" THRU 4" 2 315 2 550 2 815 6" THRU 10" 5 315 **5 550 5 815 12" AND 16" 10 315 NA NA 10 815
*TIME LISTED PER EACH SIDE **10" NOT APPLICABLE
AIR SHELL TEST
285 MOP 500 WOG 740 MOP
SIZE TIME MINUTES
PRESSURE (PSIG)
TIME MINUTES
PRESSURE (PSIG)
TIME MINUTES
PRESSURE (PSIG)
1" THRU 4" 2 150 2 150 2 150 6" THRU 10" 5 150 5 150 5 150 12" AND 16" 10 150 10 150 10 150
AIR SEAT TEST
285 MOP 500 WOG 740 MOP
SIZE TIME SECONDS
PRESSURE (PSIG)
TIME SECONDS
PRESSURE (PSIG)
TIME SECONDS
PRESSURE (PSIG)
1" TO 8" 30 80 TO 100 30 80 TO 100 30 80 TO 100 10",12",16" 60 80 TO 100 60 80 TO 100 60 80 TO 100
*TIME LISTED PER EACH SIDE THE ABOVE TESTS EQUAL OR EXCEED THOSE VALVE TESTS REQUIRED BY MSS SP-70 AND API 6D NOTE: VALVES BUILT BEFORE CHANGE TO FEDERAL CODE IN JULY 2006 WERE
RATED AS FOLLOWS: CLASS 150 – 275 MOP CLASS 300 – 720 MOP

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 7 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
VALVE INSTALLATION General Instructions
• Valves are of the wedge gate design and can be installed with either end as the inlet side
• Valves should be installed with the wedge in the closed position
Screwed End Valves
• Valve ends have pipe threads machined per ANSI B2.1
• Apply a suitable threading compound to the threads on the pipe. The threading compound should be applied sparingly.
• The wrench used for installing these valves should be applied to the end of the valve
next to the pipe to which it is being connected Socket Weld End Valves
• Valve ends are machined per ANSI B16.11
• "Note" in order that the valve seats are not affected during the welding operation, the wedge should be in the closed position
• Valves should be installed using either the electric arc or oxy-acetylene welding
methods by welders and welding procedures qualified under Section IX of the ASME Boiler and Pressure Vessel Code or an equivalent requirement
o Valve bodies are carbon steel (ASTM A216 Gr. WCB). Type 7018 Welding Rod
is suggested for welding these (WCB) valves in the pipeline. Flanged End Valves
• End flanged dimensions conform to ANSI B16.5
• Standard end flange facing is 1/16" raised face with phonographic finish
• Bolting and gasketing practice conforming to ANSI B16.5 is suggested

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 8 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
• End flange bolts should not be fastened in consecutive order. Each one tightened should be 180° opposite the previous one (see sketch below). Two passes should be made. Once pass for half tightness and final pass for full tightness.
Butt Weld End Valves
• Valve ends are machined per ANSI B16.25
• "Note" in order that the valve seats are not affected during the welding operation, the wedge should be in the closed position
• Valves should be installed using either the electric arc or oxy-acetylene welding
methods by welders and welding procedures qualified under Section IX of the ASME Boiler and Pressure Vessel Code or an equivalent requirement
• Valve bodies are carbon steel (ASTM A216, Gr. WCB). Type 7018 Welding Rod is
suggested for welding these valves in the pipeline. Butt Weld End X Flange End Valves
• Refer to butt weld end valves and flanged end valve for installation

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 9 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
TROUBLE SHOOTING
VALVE SHUT-OFF Throttling Valve If valves are in the open position in a pipeline for a period of time, there is a chance that sediment or dirt may collect inside the valve. When these valves are to be closed, it should be done slowly. The valve should not be closed completely by "throttled" slowly. The valve should not be closed completely but "throttled" for a short time in order that the turbulence created will flush away any sediment or dirt that might have settled in the valve. In the event of an emergency, the above method need not be followed, as the valve should be closed as quickly as possible.
Body and Wedge Seating
When complete shut-off is not obtained, the valve can be reseated in the following manner.
Drive wedge into seats with moderate effort, turn back one (1) or two (2) complete turns and again drive into seats with moderate effort. Continue this procedure until shut-off is obtained.
Repacking Valve
Possible causes for a malfunction of the packing seal could be worn packing or utilizing valve outside of packing temperature limitations.
Temperature limits of valve packing are -30°F to 200°F Repack valve as described in the "Primary Repacking Procedure", "Secondary Repacking Procedure", or "Zero Pressure Repacking Procedure" (as applicable) which follow both Early Design Valves and Late Design Valves with stem weather seal.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 10 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRIMARY REPACKING PROCEDURE – EARLY DESIGN BEFORE (1988)
CONDITION 1 – VALVE UNDER PRESSURE (REFER TO DRAWING ON PAGE 12)
1. Open valve fully. Backseat to form a seal between lower thrust washer (12) and stem
shoulder (11). 2. Remove nut (1), and operating square (2). 3. Remove two of the cap screws (3). Replace with two all thread studs (size and length
recommended in table above). Thread all thread studs into cover until they bottom. Install a nut on each stud and tighten. Remove all remaining cap screws (3).
4. Slowly and evenly loosen the two nuts on the all thread studs, watching that the studs
do not unthread from cover as the nuts are turned. (If gland rises as the nuts are loosened, backseat seal has not been obtained. Retighten nuts, replace and retighten missing bolts, and then reattempt backseat seal.) Continue to loosen nuts until the top of the nuts are flush with the top of the safety studs.
5. Rotate stem slowly with open end wrench on stem square (10) until pressure pops
packing. Backseat immediately.
Caution: Grip end of wrench and keep fingers clear. Pressure may slam gland against wrench when packing pops.
6. If packing does not pop out, replace gland, retighten nuts on all thread studs, and
replace and tighten remaining cap screws (3). Close valve tightly and turn to Secondary Procedure for early design and continue with fourth step.
7. Remove nuts and gland (4). Upper thrust washer (6) may remain in gland (4) or on
stem (10). 8. Remove top packing adapter (7), v-rings (8), and lower packing adapter (9). 9. Lubricate new parts with light oil and insert in packing chamber as follows: Lower
packing adapter (9), v-rings (8), and top packing adapter (7).
Note: A slight leak in the backseat seal can cause difficulty in replacing the v-rings; a straightened paper clip or smooth wire can be used on the side of the v-rings to allow pressure to vent until the adapter can be quickly inserted and the gland bolted down.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 11 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRIMARY REPACKING PROCEDURE – EARLY DESIGN BEFORE (1988)
CONDITION 1 – VALVE UNDER PRESSURE 10. Place upper thrust washer (6) on stem (10) if removed. Position gasket (5) and gland
(4) on cover. Insert cap screws (3) fully and tighten to torque shown in Table I. Place operating square (2) on stem and then secure with nut (1).
Valve is ready for service.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 12 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRIMARY REPACKING PROCEDURE – EARLY DESIGN BEFORE (1988)
CONDITION 1 – VALVE UNDER PRESSURE
VALVE ALL THREAD
STUD AND NUT SIZE ALL THREAD
STUD LENGTH 1-1/4" 5/16 – 18 UNC 2 2" AND 3" 3/8 – 16 UNC 2-1/2 4", 6" AND 8" 3/8 – 16 UNC 3 10" AND 12" 1/2 – 13 UNC 4-1/4 16" 3/4 – 10 UNC 6-1/4

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 13 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – EARLY DESIGN (BEFORE 1988)
CONDITION 2 VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
(REFER TO DRAWING ON PAGE 16)
1. Close valve tightly with wrench. 2. Remove nut (1) and operating square (2). 3. Before proceeding, remember: If the valve was closed under pressure, the pressure is
trapped in the body cavity. When the stem or packing is removed, this pressure will bleed from the body. Therefore, this procedure is not recommended for pressures in excess of 90 PSIG. To prevent unsafe conditions, the following steps must be followed.
4. Remove two of the cap screws (3). Replace with two all thread studs (size and length
recommended in table above). Thread all thread studs into cover until they bottom. Install a nut on each stud and tighten. Remove all remaining cap screws (3).
4.1 Slowly and evenly loosen the two nuts on the all thread studs, watching that the
studs do not unthread from cover as the nuts are turned. If gland and packing rise as nuts are loosened, continue to slowly loosen nuts until the trapped pressure begins to bleed. (If the bleeding pressure does not diminish, successful seat shut-off has not been obtained.)
Using the nuts on the studs, replace the packing and the gland. Reinstall the remaining cap screws (3) and reattempt seat shut-off. 4.1.1 When trapped pressure has been reduced to zero, remove the two
nuts, and the gland (4). Upper thrust washer (6) may remain in gland (4) or on stem (10), top packing adapter (7), v-rings (8), and lower packing adapter (9).
4.1.2 Lubricate new parts with light oil and insert in packing chamber as
follows: Lower packing adapter (9), v-rings (8), and top packing adapter (7).
4.1.3 Place upper thrust washer (6) on stem (10) if removed. Position
gasket (5) and gland (4) on cover. Insert cap screws (3) fully and tighten. Place operating square (2) on stem, secure with nut (1).

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 14 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – EARLY DESIGN (BEFORE 1988)
CONDITION 2 VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
4.2 If gland and packing do not rise as nuts are loosened, continue to loosen nuts
until the top of the nuts are flush with the top of the all thread studs. Slowly rotate the stem (10) in the same direction as closing the valve until the trapped pressure begins to bleed. (If the bleeding pressure does not diminish, successful seat shut-off has not been obtained.) Rotate stem in the direction for opening valve until it contacts lower thrust washer.
Caution: Be careful not to break gate seal or packing will be subject of full pressure and gas flow. Retighten nuts on all thread studs and reinstall cap screws (3) in gland. Reattempt seat shut off. When trapped pressure has been reduced to zero, remove the two nuts and then gland (4). Rotate stem (10) in the same direction as closing the valve until it is free from the wedge. Withdraw stem from valve. (Lower thrust washer (12) may remain in the cover or on the stem (10)). 4.2.1 Remove top packing adapter (7), v-rings (8), and lower packing
adapter (9). 4.2.2 Replace lower thrust washer (12) in cover (if removed).
4.2.3 Lubricate new parts with light oil and insert in packing chamber as
follows: Lower packing adapter (9), v-rings (8), and top packing adapter (7).
4.2.4 Insert stem (10) in cover and rotate slowly by hand in the direction for
opening the valve. Continue rotation until stem shoulder (11) contacts lower thrust washer (12).
Caution: Additional stem rotation will unseat the wedge resulting in full gas pressure and flow.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 15 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – EARLY DESIGN (BEFORE 1988)
CONDITION 2 VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
4.2.5 Check if upper thrust washer (6) is in place. Position gasket (5) and
gland (4) on cover. Insert cap screws (3) fully and tighten to torque shown in Table I. Place operating square (2) and then secure with nut (1).
Valve is ready for service.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 16 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – EARLY DESIGN (BEFORE 1988)
CONDITION 2
VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
VALVE ALL THREAD
STUD AND NUT SIZE ALL THREAD
STUD LENGTH 1-1/4" 5/16 – 18 UNC 2 2" AND 3" 3/8 – 16 UNC 2-1/2 4", 6" AND 8" 3/8 – 16 UNC 3 10" AND 12" 1/2 – 13 UNC 4-1/4 16" 3/4 – 10 UNC 6-1/4

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 17 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ZERO PRESSURE REPACKING PROCEDURE – EARLY DESIGN (BEFORE 1988)
CONDITION 3 – VALVE UNDER ZERO PRESSURE (REFER TO DRAWING ON PAGE 18)
1. Close valve tightly with wrench. 2. Remove nut (1) and operating square (2). 3. Remove all cap screws (3) and gland (4). (Upper thrust washer (6) may remain in gland
(4) or on stem (10).) 4. Rotate stem (10) in same direction as closing the valve until it is free from the wedge.
Withdraw stem from valve. (Lower thrust washer (12) may remain in the cover or on the stem (10).)
5. Remove top packing adapter (7), v-rings (8), and lower packing adapter (9). 6. Replace lower thrust washer (12) in cover if removed. 7. Lubricate new parts with light oil and insert in packing chamber as follows: Lower
packing adapter (9), v-rings (8), and top packing adapter (7). 8. Insert stem (10) in cover and rotate slowly by hand in the direction for opening valve.
Continue rotation until stem shoulder (11) contact lower thrust washer (12). 9. Check if upper thrust washer (6) is in place. Position gasket (5) and gland (4) on cover.
Insert cap screws (3) fully and tighten. Place operating square (2) on stem and then secure with nut (1).
Valve is ready for service.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 18 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ZERO PRESSURE REPACKING PROCEDURE – EARLY DESIGN (BEFORE 1988)
CONDITION 3 – VALVE UNDER ZERO PRESSURE

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 19 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRIMARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 1 – VALVE UNDER PRESSURE
(REFER TO DRAWING ON PAGE 21) 1. Open valve fully. Backseat to form a seal between lower thrust washer (13) and stem
shoulder (12). 2. Remove nut (1), and operating square (2). 3. Remove two of the cap screws (3). Replace with two all thread studs (size and length
recommended in table above). Thread all thread studs into cover until they bottom. Install a nut on each stud and tighten. Remove all remaining cap screws (3).
4. Slowly and evenly loosen the two nuts on the all thread studs, watching that the studs
do not unthread from cover as the nuts are turned. (If gland rises as the nuts are loosened, backseat seal has not been obtained. Retighten nuts, replace and retighten missing bolts, and then reattempt backseat seal.) Continue to loosen nuts until the top of the nuts are flush with the top of the safety studs.
5. Rotate stem slowly with open end wrench on stem square (11) until pressure pops
packing. Backseat immediately.
Caution: Grip end of wrench and keep fingers clear. Pressure may slam gland against wrench when packing pops.
6. If packing does not pop out, replace gland, retighten nuts on all thread studs, and
replace and tighten remaining cap screws (3). Close valve tightly and turn to Secondary Procedure for latest design and continue with fourth step.
7. Remove nuts and gland (4). Upper thrust washer (7) may remain on gland (4) or on
stem (11). Remove weather seal o-ring (5). 8. Remove top packing adapter (8), v-rings (9), and lower packing adapter (10). 9. Lubricate new parts with light oil and insert in packing chamber as follows: Lower
packing adapter (10), v-rings (9), and top packing adapter (8).

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 20 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRIMARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 1 – VALVE UNDER PRESSURE
Note: A slight leak in the backseat seal can cause difficulty in replacing the v-rings; a straightened paper clip or smooth wire can be used on the side of the v-rings to allow pressure to vent until the adapter can be quickly inserted and the gland bolted down.
10. Place upper thrust washer (7) on stem (11) if removed. Install weather seal o-ring (5) in
stem groove. Position gasket (6) and gland, with weather seal lead-in chamfer side down, on cover, being careful not to cut o-ring. Insert cap screws (3) fully and tighten to torque shown in Table I. Place operating square (2) on stem and then secure with nut (1).
Valve is ready for service.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 21 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRIMARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 1 – VALVE UNDER PRESSURE
VALVE ALL THREAD
STUD AND NUT SIZE ALL THREAD
STUD LENGTH 1-1/4" 5/16 – 18 UNC 2 2" AND 3" 3/8 – 16 UNC 2-1/2 4", 6" AND 8" 3/8 – 16 UNC 3 10" AND 12" 1/2 – 13 UNC 4-1/4 16" 3/4 – 10 UNC 6-1/4

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 22 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 2
VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL (REFER TO DRAWING ON PAGE 25)
1. Close valve tightly with wrench. 2. Remove nut (1) and operating square (2). 3. Before proceeding, remember: If the valve was closed under pressure, the pressure is
trapped in the body cavity. When the stem or packing is removed, this pressure will bleed from the body. Therefore, this procedure is not recommended for pressures in excess of 90 PSIG. To prevent unsafe conditions, the following steps must be followed.
4. Remove two of the cap screws (3). Replace with two all thread studs (size and length
recommended in table above). Thread all thread studs into cover until they bottom. Install a nut on each stud and tighten. Remove all remaining cap screws (3).
4.1 Slowly and evenly loosen the two nuts on the all thread studs, watching that the
studs do not unthread from cover as the nuts are turned. If gland and packing rise as nuts are loosened, continue to slowly loosen nuts until the trapped pressure begins to bleed. (If the bleeding pressure does not diminish, successful seat shut-off has not been obtained. Using the nuts on the studs, replace the packing and the gland. Reinstall the remaining cap screws (3) and reattempt seat shut-off.)
4.1.1 When trapped pressure has been reduced to zero, remove the two
nuts, and the gland (4). Remove weather seal o-ring (5). Upper thrust washer (7) may remain in gland (4) or on stem (11), top packing adapter (8), v-rings (9), and lower packing adapter (10).
4.1.2 Lubricate new parts with light oil and insert in packing chamber as
follows: Lower packing adapter (10), v-rings (9), and top packing adapter (8).
4.1.3 Place upper thrust washer (7) on stem (11) if removed. Install weather
seal o-ring (5) in stem groove. Position gasket (7) and gland (4), with weather seal lead-in chamfer side down, on cover, being careful not to

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 23 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 2
VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
cut o-ring. Insert cap screws (3) fully and tighten. Place operating square (2) on stem, secure with nut (1).
4.2 If gland and packing do not rise as nuts are loosened, continue to loosen nuts
until the top of the nuts are flush with the top of all thread studs. Slowly rotate the stem (11) in the same direction as closing the valve until the trapped pressure begins to bleed. (If the bleeding pressure does not diminish, successful seat shut-off has not been obtained.) Rotate stem in the direction for opening valve until it contact lower thrust washer.
Caution: Be careful not to break gate seal or packing will be subject to full pressure and gas flow. Retighten nuts on all thread studs and reinstall cap screws (3) in gland. Reattempt seat shut-off. When trapped pressure has been reduced to zero, remove the two nuts and then gland (4). Remove weather seal o-ring (5). Rotate stem (11) in the same direction as closing the valve until it is free from the wedge. Withdraw stem from valve. (Lower thrust washer (13) may remain in the cover or on the stem (11)). 4.2.1 Remove top packing adapter (8), v-rings (9), and lower packing
adapter (10).
4.2.2 Replace lower thrust washer (13) in cover (if removed).
4.2.3 Lubricate new parts with light oil and insert in packing chamber as follows: Lower packing adapter (10), v-rings (9), and top packing adapter (8).
4.2.4 Insert stem (11) in cover and rotate slowly by hand in the direction for
opening the valve. Continue rotation until stem shoulder (12) contacts lower thrust washer (13).
Caution: Additional stem rotation will unseat the wedge resulting in full gas pressure and flow.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 24 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 2
VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
4.2.5 Check if upper thrust washer (7) is in place. Install weather seal o-ring (5) in stem groove. Position gasket (5) and gland (4), with weather seal lead-in chamfer side down, on cover, being careful not to cut o-ring. Insert cap screws (3) fully and tighten to torque shown in Table I. Place operating square (2) and then secure with nut (1).
Valve is ready for service.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 25 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
SECONDARY REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 2
VALVE UNDER PRESSURE AND PRIMARY PROCEDURE WAS UNSUCCESSFUL
VALVE ALL THREAD
STUD AND NUT SIZE ALL THREAD
STUD LENGTH 1-1/4" 5/16 – 18 UNC 2 2" AND 3" 3/8 – 16 UNC 2-1/2 4", 6" AND 8" 3/8 – 16 UNC 3 10" AND 12" 1/2 – 13 UNC 4-1/4 16" 3/4 – 10 UNC 6-1/4

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 26 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ZERO PRESSURE REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 3 – VALVE UNDER ZERO PRESSURE
(REFER TO DRAWING ON PAGE 27) 1. Close valve tightly with wrench. 2. Remove nut (1) and operating square (2). 3. Remove all cap screws (3) and gland (4). Remove weather seal o-ring (5). (Upper
thrust washer (7) may remain in gland (4) or on stem (11).) 4. Rotate stem (11) in same direction as closing the valve until it is free from the wedge.
Withdraw stem from valve. (Lower thrust washer (13) may remain in the cover or on the stem (11).)
5. Remove top packing adapter (8), v-rings (9), and lower packing adapter (10). 6. Replace lower thrust washer (13) in cover if removed. 7. Lubricate new parts with light oil and insert in packing chamber as follows: Lower
packing adapter (10), v-rings (9), and top packing adapter (8). 8. Insert stem (11) in cover and rotate slowly by hand in the direction for opening valve.
Continue rotation until stem shoulder (12) contacts lower thrust washer (13). 9. Check if upper thrust washer (7) is in place. Install weather seal o-ring (5). Position
gasket (6) and gland (4), with weather seal lead-in chamfer side down, on cover, being careful not to cut o-ring. Insert cap screws (3) fully and tighten to torque shown in Table I. Place operating square (2) on stem and then secure with nut (1).
Valve is ready for service.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 27 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ZERO PRESSURE REPACKING PROCEDURE – LATEST DESIGN WITH STEM WEATHER SEAL (AFTER 1987)
CONDITION 3 – VALVE UNDER ZERO PRESSURE

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 28 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
Bonnet Gasket Leak See Attachment 2, Model-1 Bonnet Leak Repair Procedure. Broken Stems This can be due to one of two possibilities: External damage (i.e. backhoe, etc.) or if the valve when in the full open or full closed position is over torqued. See "Critical Torque Table" (Page 32). The valve stem is designed to shear at minimum cross-sectional area at the top of stem. This should enable you to utilize a pipe wrench on the remainder of stem protruding above the gland. The "Secondary Repacking Procedure" may now be used to replace the broken stem. In all cases, your area representative or factory personnel should be notified to make this repair. Kerotest is prepared at all times to give this service at relatively short notice. Ordering Procedure Reorder or replacement parts procurement. Proper identification of replacement parts or valves will improve deliveries and eliminate order-processing errors. When ordering replacement parts, first identify the part from the illustration in the introduction. Locate the valve size, figure number of WOG rating from the valve body, and serial number or date code off the identification tag (see sample below) attached to the body cover flange.
A typical replacement part order should read as follows: 3 Pieces – Stem for 8" 1F2WL (or 285 MOP) valve Serial Number 5 07

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 29 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
TABLE I
GLAND CAP SCREW TORQUE VALUES Valve Size Torque (Ft-Lbs.)
1" 15 – 20 1-1/4" 15 – 20
2" 20 – 30 3" 20 – 30 4" 20 – 30 6" 20 – 30 8" 20 – 30
10" 45 – 60 12" 45 – 60 16" 125 – 175

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 30 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
PRESSURE DROP Valve pressure drop (equivalent length in feet of pipe) is indicated in the chart shown below:
FULL PORT VALVES Size Equivalent Length in Feet of Pipe 1" 1.1
1-1/4" 1.5 2" 2.3 3" 3.4 4" 4.5 6" 6.8 8" 8.9
10" 10.2 12" 13.0 16" 16.5
VENTURI PORT VALVES Size Equivalent Length in Feet of Pipe
2" X 1-1/4" 14.2 3" X 2" 16.5 4" X 3" 13.6 6" X 4" 32.8 8" X 6" 27.2 10" X 8" 24.0 12" X 8" 65.7
16" X 12" 33.0 20" X 16" 41.0

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 31 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
VALVE OPERATION Torque Operating Torque Valves are designed to operate at the prescribed torque values below.
OPERATING TORQUE (FT.-LBS.) Valve Size Operating Torque (Ft.-Lbs.)
1" 50 1-1/4" 50
2" 60 3" 70 4" 75 6" 125 8" 150
10" 210 12" 280 16" 450
For Venturi Valve: 2" X 1-1/4" Read 1-1/4" 3" X 2" Read 2" and Etc.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 32 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
CRITICAL TORQUE Excessive or unlimited torque will ultimately cause a structural failure of the valve. The chart below indicates the minimum torque value where valve failure will occur.
CRITICAL TORQUE (FT.-LBS.)
Valve Size Maximum
Operating Torque Overtorque Till Failure
Safety Factor
1" 50 130 2.6 1-1/4" 50 130 2.6
2" 60 309 5.2 3" 70 309 4.4 4" 75 350 4.7 6" 125 735 5.8 8" 150 735 4.9
10" 210 1170 5.6 12" 280 1170 4.2 16" 450 3700 8.2
For Venturi Valve: 2" X 1-1/4" Read 1-1/4" 3" X 2" Read 2" and Etc.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 33 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ACCESSORIES Handwheel Remove operating square and replace with handwheel. Locking Device
1. Remove nut which holds operating square in place and replace with swivel assembly (1). (Retain lockwasher (2).)
2. Place cap (3) on swivel assembly (1).
3. Attach a padlock (not furnished) to swivel assembly to complete locking device.

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 34 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
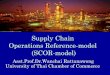
ATTACHMENT I
GATE VALVE PACKING ADAPTER REMOVAL TOOL (REFER TO DRAWING ON PAGE 35)
The subject tool is used as follows: 1. Depressurize the valve and close it completely. Remove the operating square, gland,
thrust washers and stem in the conventional way. Remove the o-rings from the I.D. of the packing adapter.
2. Install part (1) thrust pad and dowel pin (6) until it seats on the ledge below the packing. 3. Install part (2) threaded bushing on top of part (1). 4. Install split rings (3) on top of threaded bushing and push outward until the lower lip of
the split ring engages the adapter o-ring groove. 5. Install ring (4) around O.D. of split ring. 6. Thread in cap screw (5) until it bottoms on the thrust pad (1). Continued tightening of
the screw will cause the bushing (2) to rise up against the split ring and lift the split ring and adapter up out of the valve. Discard packing adapter.
7. Remove entire tool. Remove packing. Clean counterbores. Install new adapter with
new o-rings on both the I.D. and O.D. of adapter. 8. Reassemble valve in conventional manner and place back in service per standard
procedures.
PACKING REMOVAL TOOL KIT PART NUMBERS Valve Size Part Number
2" – 3" 88377692 4" 88377718
6" – 8" 88377742 10" – 12" 88377700

TITLE: NO.:
KEROTEST MODEL-1 REV.: 10
GATE VALVE DATE: 7/12/07 OPERATIONS MANUAL PAGE: 35 OF 35
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ATTACHMENT 1
Gate Valve Packing Adapter Removal Tool
Installation Position
Pulling Position

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 1 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
KEROTEST MANUFACTURING CORP. 5500 SECOND AVENUE PITTSBURGH, PA 15207
TELEPHONE: 412-521-7766 FAX: 412-521-7853
ATTACHMENT 2 TO
MODEL-1 GATE VALVE OPERATIONS MANUAL
KEROTEST MODEL-1 GATE VALVE BONNET LEAK REPAIR PROCEDURE

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 2 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
REVISION SHEET
REV./ DATE
WRITTEN BY
APPROVED BY
Q.A. APPROVAL
DESCRIPTION OF REVISION
A 05/30/97
R.T.A. D.J.Z. J.F.B. Added Enclosure 1 and re-identified Attachments 1-3 as Enclosures 2-4.
B 11/21/97
R.T.A. D.J.Z. J.F.B. Revised Item 3 and added Bolt Removal Guide, Enclosure 1.
C 11/17/99
R.T.A. D.J.Z. J.F.B. Revised Item 1 to add caution note on valve operation.
D 05/22/01
R.T.A. D.J.Z. J.F.B. Revised Enclosure 3.
E 07/12/07
R.H. D.J.Z. J.F.B. Retyped in its entirety.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 3 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
1. When a bonnet leak is detected, do not attempt to re-tighten the existing bonnet bolts and,
do not attempt to operate valve, since loads applied could cause damaged bolts to break. 2. If the valve can be depressurized, remove bonnet and replace gasket and existing bonnet
bolts after depressurization with only factory authorized parts. Refer to Enclosure 1 for removal of broken bolts. Kerotest part numbers for bonnet bolts and gaskets are listed below. These parts are available from Kerotest at no charge to the customer.
Valve Size
Bolt Part Numbers
Description
Gasket Part Numbers
1-1/4" and Smaller
88370085 A574 Socket HD 3/8" – 16 x 1-1/4 Long
88231220
2" 88232541 A574 Socket HD 7/16 – 14 x 1-1/4 Long
88231865
3" 88231303 A574 Socket HD 1/2 – 13 x 1-1/2 long
88232087 (275 & 500) 88232186 (720)
4" (275 & 500)
88231303 A574 Socket HD 1/2 – 13 x 1-1/2 Long
88232350 (275 & 500)
4" (720)
88231329 A574 Socket HD 1/2 – 13 x 1-3/4 Long
88232384 (720)
6" 88231329 A574 Socket HD 1/2 – 13 x 1-3/4 Long
88232509 (275 & 500) 88232525 (720)
8" 88232434 A574 Socket HD 5/8 – 11 x 2-1/4 long
88232558
10" 88232236 A574 Socket HD 3/4 – 10 x 3-1/4 Long
88231709
12" 88232236 A574 Socket HD 3/4 – 10 x 3-1/4 Long
88231766
Coat new bonnet gaskets with Slic-Tite TFE paste. During bolt replacement, tighten bolts in proper sequence and to the torque values listed in Enclosure 2.
3. If valve cannot be depressurized, remove and replace bolts one at a time (see Item 2 for
bolt part number). When replacing bonnet bolts on 1-1/4 size valves, a special Kerotest bolt replacement fixture and procedure must be used. This is shown in Enclosure 3.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 4 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
For valve sizes 2" – 6" it is strongly recommended that support clamps be used during bolt replacement. These clamps are available from Kerotest (Part Number 72544794 for 2" and 3" valve sizes and Part Number 72544802 for 4" and 6" valve sizes). Support clamps are not required on 8" and larger valve sizes. Aside from this, follow the instructions in this procedure for valve sizes 8" and larger. If using these clamps, initially place one (1) in between the two bolts that are closest to the leak location. Another clamp should be placed on a diametrically opposite location on the cover. See sketch below.
Replace bolts on either side of both clamps. Then move both clamps in between the next two bolts to be replaced. Remember to always keep both clamps diametrically opposite of each other. During bolt replacement tighten bolts to torque listed in Enclosure 2.
4. If after replacing existing bonnet bolts leakage continues at an unacceptable level, the
following procedure may be used for valve sizes 2" and larger. This procedure must only be performed by Kerotest Factory Trained Personnel.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 5 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
A. Mainseat wedge up to double the amount of operating toque shown in Enclosure 4.
CAUTION: Only proceed if a tight enough seat seal is achieved to allow subsequent work to be safely performed.
B. Remove bolts one at a time on each corner and install a section of all thread and nut
as shown below. At least 4 all threads are required per valve.
C. Tighten all thread nuts and remove remaining bonnet bolts
D. Start loosening the nuts evenly at each corner while applying a clockwise rotation
force to the valve actuator square. See chart below for exact number of turns for each valve size.
Valve Size Number of Turns 2" 1.5 3" 1.5 4" 2.5 6" 2.5 8" 3.0
10" 4.0 12" 4.0

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 6 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
E. After cover is raised the gasket and mating sealing surfaces can be cleaned and polished. Re-coat the gasket and sealing surfaces with Slic-Tite TFE Paste. Reverse the procedure above and install new bonnet bolts and tighten them in the proper sequence and to the specified torque listed in Enclosure 2.
5. If after performing the procedure in Item 4 bonnet leakage continues at an unacceptable
rate, then repeat Steps 4A through 4D. After the cover is raised, cut and remove the existing metal bonnet gasket and replace it with a section of teflon rope as shown in the diagram below. Tighten bonnet bolts in proper sequence and to specified torque listed in Enclosure 2. This procedure must only be performed by Kerotest Factory Trained Personnel.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 7 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ENCLOSURE 1
BROKEN BOLT REMOVAL
If bolt is not broken below the top of cover flange shown below, a small chisel or punch could be used to try and extract the bolt.
When bolt is broken down below the flange, an easy out must be used to extract it. If available, a left handed drill bit will sometimes remove the bolt during drilling. The center of these bolts are softer than the outer threaded edges. A sharp drill bit will easily penetrate the bolt with or without cutting oil. Cutting oil is preferred because it reduces the likelihood of sparks occurring during drilling. A good quality center punch will be needed. Bolts should be punched and drilled as close to the center of the bolt as possible. Kerotest offers a Model-1 Bolt Repair Tool Kit, Part Number 72631146. This kit includes all necessary punches, drill bits and easy-outs for removing cover bolts on valve sizes 1-1/4" through 8".

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 8 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ENCLOSURE 1
MODEL-1 BOLT REMOVAL GUIDE 1. Secure cover to body with clamps on sizes 6" and smaller. 2. Spray penetrating oil on bolt surface 3. Tap bolt 3 to 4 times to loosen rust around threads 4. Position punch at the center of the bolt and tap 3 to 4 times 5. Apply cutting oil (provided) to bolt surface 6. Drill shallow hole (1/4" to 3/8" deep) into bolt head with proper size cobalt bit (see size
chart listed below) 7. Tap easy-out into drilled hole until tight 8. Turn easy-out in a counter clockwise direction with a small wrench to remove bolt
BONNET BOLT REMOVAL CHART GATE VALVE SIZE EASY-OUT NUMBER DRILL BIT SIZE
1-1/4" #2 7/64" 2" THROUGH 6" #3 3/16"
8" #4 1/4" 10" AND 12" *#5 *17/64" *Not included in Model-1 Bolt Repair Tool Kit. Available from Kerotest.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 9 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ENCLOSURE 2
BONNET SCREW TIGHTENING SEQUENCE
NONCIRCULAR MULTIBOLT
VALVE SIZE RECOMMENDED TORQUE
(MAX. FT.-LBS.) 1" 50
1-1/4" 50 2" 75 3" 115 4" 115 6" 115 8" 225 10" 370 12" 370 16" 1200

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 10 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
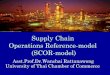
ENCLOSURE 3
MODEL-1 – 1" BOLT REPLACEMENT FIXTURE FOR FIELD SERVICE REPAIR
(REFER TO SKETCH ON NEXT PAGE)
1. Backseat the valve using 50 ft-lbs. of torque. 2. Carefully remove operating square. A gear puller device allows for easy removal –
Caution: Before proceeding with operating square removal insure gland plate is securely fastened to valve.
3. Screw threaded bushing on top of stem. 4. Locate bottom clamp on valve and install top clamp "A" – secure. 5. Remove gland and bolt to underside of top clamp "A" – 1/4" – 20 x 1-3/4 hex cap screw
with nut – optional 6. Slip middle clamp "B" between flanged nuts and around stem – secure
Note: Clamp "A" can be kept in place if enough working room is available. 7. Remove broken bolts one (1) at a time and replace with new hardware.
Note: Use hardened drill bushing to guide 3/36" or 1/8" drills – for (easy out) – (air drill) 8. Replace all other bolts and torque to assembly procedure. 9. Remove clamp "B" and replace gland. 10. Remove threaded bushing and replace actuator.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 11 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ENCLOSURE 3
MODEL-1 – 1" BOLT REPLACEMENT FIXTURE FOR FIELD SERVICE REPAIR

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 12 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
ENCLOSURE 4
VALVE OPERATION
OPERATING TORQUE Valves are designed to operate at the prescribed torque values below.
OPERATING TORQUE (FT.-LBS.)
VALVE SIZE OPERATING TORQUE (FT.-LBS.) 1" 50
1-1/4" 50 2" 60 3" 70 4" 75 6" 125 8" 150 10" 210 12" 280 16" 450
For Venturi Valve: 2" x 1-1/4" read 1-1/4" 3" x 2" read 2" and etc.

TITLE: NO.:
KEROTEST MODEL-1 REV.: E
GATE VALVE BONNET LEAK DATE: 7/12/07 REPAIR PROCEDURE PAGE: 13 OF 13
This report is the property of Kerotest Manufacturing Corp. 5500 Second Avenue, Pittsburgh, PA 15207 and may not be copied by any means without the expressed written consent of Kerotest. It is intended for the sole purpose of helping Kerotest customers evaluate Kerotest products and may not be released to any third party or otherwise used in any manner injurious to the interests of Kerotest.
MODEL-1 REPAIR CLAMPS AND 1/-1/4" BOLT REPAIR FIXTURE PART NUMBER DESCRIPTION
72544794 2" AND 3" MODEL-1 VALVE REPAIR CLAMP (SET OF 2 REQUIRED)
72544802 4" AND 6" MODEL-1 VALVE REPAIR CLAMP (SET OF 2 REQUIRED)
72630510 1-1/4" MODEL-1 VALVE BOLT REPAIR FIXTURE