-
8/16/2019 mod 1 part 2
1/26
5
Metal Cutting and
Chip FormationUNIT 1 METAL CUTTING AND CHIP
FORMATION
Structure
1.1
Introduction
Objectives
1.2
Material Removal Processes
1.3 Chip Formation
1.3.1 Deformation in Metal Machining
1.3.2 Chip Types
1.3.3 Types of Cutting
1.3.4
Mechanics of Chip Formation
1.3.5 Geometry of Chip Formation (Orthogonal Cutting)
1.4
Force Analysis
1.5
Velocity Relationships1.6
Shear Strain and Shear Strain Rate
1.7
Shear Angle Relationships
1.8
Summary
1.9 Key Words
1.10 Answers to SAQs
1.1 INTRODUCTION
Manufacturing processes can be broadly divided into four
categories, viz., primary(casting, forging, moulding, etc),
secondary (machining, finishing, etc.), tertiary
(fabricating processes like welding, brazing, riveting, etc.),
and fourth level processes
(painting, electroplating, etc.). Secondary manufacturing
processes are as important as
any other level processes. These processes involve removal of
material in the form of
chips or otherwise, to give the desired shape, size, surface
roughness, and tolerance on
the workpiece obtained from the primary manufacturing processes.
The machined
components can be used as it is, or one can be assembled
(sometimes using fabricating
processes) and if required, given an aesthetic look by
electroplating, painting, etc. This
block/unit will discuss the fundamentals of traditional
material removal processes (non-
traditional material removal processes are discussed in Block
4). This unit will discuss
basic principles of metal cutting including mechanics of
chip formation, velocity and
force analysis, and some of the models proposed to evaluate the
shear angle relationships.
Objectives
After studying this unit, you should be able to
• understand classification scheme for various types of
material removal processes,
• identify various types of metal cutting processes, types
of chip formed,mechanism of chip formation and geometry of
chips,
• analyse forces and velocities in cutting process,
and
• know various schools of thought regarding shear angle
relationships.
-
8/16/2019 mod 1 part 2
2/26
6
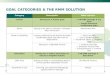
Theory of Metal Cutting 1.2 MATERIAL REMOVAL PROCESSES
Material removal processes can broadly be divided into two
categories : traditional and
advanced (non-traditional). Each of these categories can be
further sub-divided into bulk
removal processes (or cutting) and finishing processes. The
classification of various types
of material removal processes is shown in Figure 1.1(a). This
unit will discuss only the
basics of traditional cutting processes.
Traditional Cutting
Traditional cutting processes can be classified as those which
produce parts having
surfaces of revolution and those which produce prismatic shapes.
Another scheme
for the classification of metal cutting processes is provided
in
Figure 1.1(a). This classification is based on the type of
motion imparted to the
work and tool. Cutting tools used for material removal are
classified in two
categories : single point cutting tool and multi-point cutting
tool (cutting tools
having more than one cutting edge). The following section
discusses how material
removal takes place by using a single point cutting tool.
Similar principles are
applicable to the multiple point cutting tools as well.
Figure 1.1(a) : Classification of Material Removal Processes
The process of metal cutting is effected by providing relative
motion between the
workpiece and the hard edge of cutting tool. Such relative
motion is produced by a
combination of rotary and translating movements either of the
workpiece or of the
cutting tool or both. Depending on the nature of the relative
motion, metal cutting
process is called either turning or planning or boring,
etc.
For different types of operations, one needs to have different
types of machine
tools. For example, lathe for turning, planer for planning,
grinder for grinding, etc.
Some of these machines (say, lathe, boring m/c, and drill)
generate surfaces of
revolution whereas others (planer, milling m/c, and shaper) make
prismatic (or flat
surfaces) parts. With the help of different types of tools, a
lathe can perform
various kinds of operations (Figure 1.1(b)).
Conventionally, the translatory displacement of the cutting edge
of the tool along
the work surface during a given period of time is called
‘feed’( f ), while the
relative rate of traverse of work surface past the cutting edge
is designated as the
‘cutting velocity’ or simply ‘speed’ (V c).
In case of single point turning, V c is the peripheral
velocity of the rotating
workpiece in meters per minute. In case of slab milling, it is
the peripheral velocity
of the milling cutter in meters/minute.
-
8/16/2019 mod 1 part 2
3/26
7
Metal Cutting and
Chip Formation
Figure 1.1(b) : Various Operations that can be Performed on a
Lathe [Kalpakjian, 1989]
Table 1.1
Operation Motion of Job Motion of Cutting Tool Figure of
Operation
Turning on a
lathe
Rotary motion of the
work
Axial movement of the tool
Boring on a
lathe
Work rotation Axial tool movement
Drilling on a
drill machine
Fixed Rotations as well as
translatory feed
Planning Translatory Intermittent Translation
Milling Translatory Rotation
Grinding Rotary/Translatory Rotary
-
8/16/2019 mod 1 part 2
4/26
8
Theory of Metal Cutting 1.3 CHIP FORMATION
1.3.1 Deformation in Metal Machining
Figure 1.2 shows a schematic diagram of material deformation
during cutting, and
subsequently removal of the deformed material from the workpiece
by a single point
cutting tool. Because of the relative motion between the tool
and the workpiece, material
ahead of the tool face (rake face) is compressed (elastically
and then plastically). Further,movement of the tool into the
workpiece deforms the work material plastically and
finally separates the deformed material from the workpiece. This
separated material
flows on the rake face of the tool called as chip. The chip near
the end of the rake face is
lifted away from the tool, and the resultant curvature of the
chip is called chip curl.
Figure 1.2 : Schematic Diagram of Chip Deformation
The study of the mechanism of chip formation involves
deformation process of the chip
ahead of the cutting tool. Theoretical study of the material
deformation in metal cutting is
difficult and therefore experimental techniques have been
resorted to for analyzing the
process of deformation in chips. The methods commonly
employed for this purpose are :
(i) Use of movie camera for taking pictures of chip.
(ii)
Observing grid deformation during cutting.
(iii)
Examination of frozen chip samples obtained by the use of
quick-stop
device.
Experimental study of chip deformation process has revealed that
:
(i) During machining of ductile materials, a plastic
deformation zone is formed
in front of the cutting edge (Figure 1.2).
(ii) The distinctive zone of separation between the chip
and workpiece where
deformation gradually increases towards the cutting edge is
called the primary deformation/shear zone. In shear zone
extensive deformation
occurs. The width of shear zone is very small.
(iii)
The plastic deformation involved in the formation of chips
affects the
hardness of material (strain hardening). Strain hardening
increases when a
layer undergoes deformation in the shear zone.
1.3.2 Chip Types
The type of chip obtained from a machining process is
characterized by a number of
parameters e.g., the type of tool-work engagement, work
material properties and the
cutting conditions.
Ernst has classified the chips obtained in machining processes
into three categories :
Type 1 : Discontinuous chip,
-
8/16/2019 mod 1 part 2
5/26
9
Metal Cutting and
Chip FormationType 2 : Continuous chip, and
Type 3 : Continuous with built-up edge.
When ductile materials at high cutting speed are cut by a single
point cutting tool, ribbon
like continuous chip (Figure 1.3(a) and 1.3 (b)) is obtained.
The conditions that promote
formation of continuous chips in metal cutting are sharp cutting
edge, low feed rate (or
small chip thickness), large rake angle, ductile work material,
high cutting speed, and low
friction at chip-tool interface. As shown in Figure 1.2, major
deformation takes place in primary shear deformation zone
(PSDZ) resulting in the formation of chip. Due to ductile
nature of work material and reasonably high temperature in the
PSDZ, the deforming
material flows on the rake face of the tool as continuous mass
rather than the one
fractured/ruptured at small distances at the underneath of the
chip as in discontinuous
chip.
Continuous chip results in good surface finish, high tool-life,
and low power
consumption. But disposal of large coiled chips is a serious
problem, for many industries
where tons of chips are produced every week. To get rid of this
problem various types of
chip breakers are used which are in the form of step or
groove on the rake face of the
tool (Figure 1.4). The chip strikes with this step/groove and
gets broken in the form of
small segments. Disposal of such small chips is not a problem
.
If the friction between tool and chip while machining ductile
materials is high, some part
of the chip gets welded to the rake face of the tool near its
cutting edge. The welded
material is extremely hard and its size keeps on increasing with
time. Because of the
hardness of the adhered materials onto the cutting edge, it
participates in cutting to a
certain extent. That is why it is named as built up edge (Figure
1.5). As the size of the
BUE grows larger, it becomes unstable and it breaks. Some part
from the broken BUE is
carried away by the chip as well as on the machined surface
(Figure 1.3).
Figure 1.3 : Different Kinds of Chips : (a) Continuous; (b)
Photograph of Continuous Chip;
(c) Continuous Chip with Built Up Edge; and (d) Discontinuous
Chip
The chip with the adhered parts of the BUE is known as
continuous chip with BUE. The
adhered parts of the BUE on the machined surface make the
machined surface rough, but
the BUE protects the actual cutting edge of the tool from wear.
Thus, cutting with BUEenhances the tool life (or tool cuts longer
before regrind).
-
8/16/2019 mod 1 part 2
6/26
10
Theory of Metal Cutting
Figure 1.4 : Different Types of Chip Breakers
Figure 1.5 : Development of Built Up Edge [Rao, 2000]
Discontinuous or segmented chips are produced while machining
brittle materials or
ductile materials at low speeds and high friction conditions.
The basic difference between
the mechanism of formation of discontinuous chip and continuous
chip is that, instead of
continuous shearing of the material ahead of the cutting tool,
rupture occurs
intermittently producing segments of chip (Figures 1.3 and 1.6).
These chips are smaller
in length hence easy to dispose off, and give good surface
finish on the workpiece.
Discontinuous chips are formed when cutting brittle materials,
or cutting ductile
materials at low speed, or cutting with tools of small rake
angle.
(a) Tear Type (b) Shear Type
Figure 1.6 : Hypothesized Discontinuous Chip Formation [Rao,
2000]
1.3.3 Types of Cutting
Principally, there are two types of cutting :
(i) Orthogonal cutting, and
(ii)
Oblique cutting.
Orthogonal Cutting
Orthogonal cutting operation is “the simplest type of cutting
operation, in which
the cutting edge is straight, parallel to the original plane
surface of the workpiece
and perpendicular to the direction of cutting, and in which the
length of the cutting
edge is greater than the width of the chip removed (Figures
1.7(a) and (b))”. This
orthogonal cutting is also known as Two Dimensional
(2-D) Cutting . A few of the
cutting tools perform orthogonally, such as lathe cut-off tools
(Figure 1.7(a)),
straight (not helical) milling cutters, broaches, etc.
In actual machining, majority of the cutting operations
(turning, milling, etc.) are
three dimensional (3-D) in nature and are called as oblique
cutting. In obliquecutting, the cutting edge of the tool is
inclined to the line normal to the cutting
direction, and this angle is known as angle of obliquity. This
is also called the
inclination angle, i (Figure 1.7(c)). Oblique cutting can
be defined as “the cutting
-
8/16/2019 mod 1 part 2
7/26
11
Metal Cutting and
Chip Formationoperation in which the cutting edge is straight
and parallel to the original surface of
the workpiece, but is not perpendicular to the cutting
direction, being inclined to
it”. An angle of interest in this case is the chip flow angle,
ηc which is defined asthe angle measured in the plane of
cutting face between the chip flow direction and
the normal to the cutting edge (Figure 1.7(c)). Both ‘i’ and
ηc are zero in case oforthogonal cutting. The certain
practical limitations to orthogonal cutting are
mitigated by three dimensional tooling.
Figure 1.7 : (a); (b) Orthogonal Cutting System; and (c) Oblique
Cutting System
Generally for the mathematical analysis of the mechanics of
metal cutting, orthogonal
cutting is considered because it is simpler than the oblique
cutting. The results so
obtained can be used for oblique cutting operations.
1.3.4 Mechanics of Chip Formation
Plastic deformation is the main factor that governs formation of
chips. Initially,
researchers (Merchant and others) proposed that deformation of
the material takes place
along a plane (called shear plane) just ahead of the cutting
tool and runs up to free
surface of the workpiece (Figure 1.8(a)). Once the deforming
material crosses the shear plane, it slides along the rake
face of the tool due to the velocity of cutting tool (relative
motion between the tool and workpiece). This hypothesis of a
shear plane is useful from
the analysis of metal cutting point of view but has theoretical
drawbacks. Here, the
transition from the un-deformed to the deformed material takes
place along a shear plane
by changing cutting velocity from V c (velocity
of tool with respect to workpiece) to
V f (chip velocity relative to the tool). For
this change to take place, the acceleration across
the plane (plane thickness equal to zero) has to be infinite.
This also applies to the
stress-gradient across the shear plane. Due to the above
anomaly, researchers (Oxley and
others) experimentally studied the deformation zone by freezing
the cutting process with
the help of a quick stop device. When they studied the deformed
zone under a
microscope, they found that the deformation takes place within a
finite zone (thin or thick
depending upon various governing parameters). This is called as
primary shear
deformation zone (PSDZ) (Figures 1.8 (b) and (c)). They also
found that under certain
machining conditions, deformation also takes place at the
tool-chip interface
-
8/16/2019 mod 1 part 2
8/26
12
Theory of Metal Cutting (Figures 1.8 (b) and (c)). This
deformation is known as secondary shear deformation
zone (SSDZ).
Figure 1.8 : (a) Shear Plane; (b) Primary and Secondary Shear
Deformation Zone in Chip Formation;
and (c) Frozen Chip Obtained by a Quick Stop Device
1.3.5 Geometry of Chip Formation (Orthogonal Cutting)
Figure 1.9 shows a simple geometry of chip formation in case of
continuous chip
(type 2). The uncut chip thickness t u (equal to feed
in turning) is deformed to give chip
thickness t c which experiences two velocities
V f (chip sliding velocity) and
V s (shear
velocity) along the tool face and shear plane, respectively.
From this geometry, it is
possible to calculate the shear angle (φ) in terms of
measurable or known quantities t u , t c and
α.
Figure 1.9 : Geometry of Continuous Chip Formation
From right angle triangles, ABC and ABD (BD is perpendicular to
AD drawn from B),
AB = t u / sin φ
Also, AB = t c / sin (90
− (φ −α)) = t c / cos (φ −α)
∴ α)(cos
sin
−φφ=
c
u
t
t
-
8/16/2019 mod 1 part 2
9/26
13
Metal Cutting and
Chip Formationc
u
t
t is called chip thickness ratio or chip thickness
coefficient (r c) which can be written
as
φφ+φ
=sin
αsinsinαcoscos1
cr
or, α+αφ= sincoscot r cc1 r
or, φα−=α tan)sin1(cos cc r r
∴ cos
tan1 sin
c
c
r
r
αφ =
− α
. . . (1.1)
To determine the shear plane angle (φ) for a given cutting
condition the chip thickness
ratio
=
c
uc
t
t r , should be known. But to determine
t c with a micrometer is somewhat
inaccurate. Hence, an indirect approach to this problem is to
assume that the density of
metal during the cutting process does not change. Hence, the
volume of uncut chip is
equal to the volume of metal removed (or deformed chip). Since
the width of chip (b) is
equal to the width of metal being cut (in orthogonal cutting),
therefore :
bt Lt bL uucc = (volume constancy
condition)
∴ c c u u L t L t =
or,u
c
c
u
Lt
Lt =
∴ ucc u
t Lr
t L= = c . . . (1.2)
where, Lc is length of chip, and Lu is
corresponding length of material removed from the
workpiece (or uncut chip length). Lc can be easily
measured, and it ( Lc / Lu) will give
more accurate results than (t u / t c) because of
the difficulties and inaccuracies involved in
the measurement of thickness of the deformed chip
(t c).
1.4 FORCE ANALYSIS
Let us analyse the forces acting on the chip in orthogonal
cutting. These are shown in
Figure 1.10 (a) and are as follows : Force, F s,
is the resistance to shear of the metal in
forming the chip. F s acts along the shear
plane. Force, F n, is normal to the shear plane
and is a backup force on the chip provided by the workpiece.
Force N acting on the chip
is normal to the cutting face of the tool and is provided by the
tool. Force F is frictional
resistance offered by the tool to the chip flow. The latter
force acts downwards against
the motion of the chip as it slides upwards along the tool
face.
Figure 1.10 (b) shows the free body diagram of the forces acting
on the chip. Forces F s
and F n are represented by the resultant R,
and F and N are replaced by the
resultant R'.
This means that only two combined forces are acting on the chip,
i.e., R and R'. There are
external couples on the chip which curl it, and they may be
negated in this approximateanalysis. If equilibrium is to exist
when a body is acted upon by two forces, they must be
equal in magnitude, and be collinear.
Hence, R and R' are equal in magnitude, opposite
in
direction and collinear (Figure 1.10).
-
8/16/2019 mod 1 part 2
10/26
14
Theory of Metal Cutting
Figure 1.10 : (a) Force Components Acting on a Chip; and (b)
Free Body Diagram of a Chip
Figure 1.11 shows a composite diagram in which the two force
triangles of
Figure 1.10, have been superimposed by placing the two equal
forces R and R' together.
Since the angle
between F s and F n is a right
angle, the intersection of these forces lies onthe circle with
diameter R as shown.
Also, F and N may be replaced
by R to form the
circle diagram (Figure 1.11).
Figure 1.11 : Force Circle Diagram
The horizontal cutting force F c and vertical
force F t can be measured in a machining
operation by the use of a force dynamometer. The electric strain
gauge type of transducer
is used in the dynamometer.
After F c and F t are
determined, they can be laid off as in
Figure 1.11 and their resultant is the diameter of the circle.
The rake angle α can be laidoff, and the
forces F and N can then be
determined. The shear plane angle φ can bemeasured
approximately from a photomicrograph or by measuring
t c and t u, or length of
chip and corresponding length of unmachined chip (discussed
elsewhere).From Figure 1.11, the following vector Eqs. can be
written
' R F F F F R
N F ' R
t cn s
ρρρρρρ=+=+=
+=
Merchant represented various forces in a force circle diagram in
which tool and reaction
forces have been assumed to be acting as concentrated at the
tool point instead of their
actual points of application along the tool face and the shear
plane. The circle has the
diameter equal to R (or R' ) passing through
tool point.
After F c, F t , α and
φ are known, all the component forces on the chip may be
determined
from the geometry. For instance, the average stress on the shear
plane can be determined
by using force F s and the area of
the shear plane. Another useful quantity is the
coefficient of friction (µ ) between the tool and chip.
Using force circle diagram, it can be
shown that
-
8/16/2019 mod 1 part 2
11/26
15
Metal Cutting and
Chip Formationα+α= sincos ct
F F F . . .
(1.3)
and, α−α= sincos t c
F F N . . .
(1.4)
Then, the coefficient of friction (µ ) is calculated as
α−αα+α
==β=µsincos
sincostan
t c
ct
F F
F F
N
F . . . (1.5)
where, β is the friction angle.
or,α−
α+=µ
tan
tan
t c
ct
F F
F F . . . (1.6)
We can also write :
α−
α+=β
µ=β
−
−
tan
tantan
)(tan
1
1
t c
ct
F F
F F . . . (1.7)
From Figure 1.11, we get :
. . . (1.8) φ−φ= sincos t c s
F F F
φ+φ= sincos ct n
F F F
. . . (1.9))tan( α−β+φ= sn
F F
Also, from Figure 1.11,
α)β(cos
)αβ(cos
α)β(cos
α)(βcos
−+φ−
=∴
−+φ=
−=
s
c
s
c
F
F
R F
R F
or,)αβ(cos
)αβ(cos
−+φ−
= sc F F . . .
(1.9(a))
Shear plane area is equal to :
φ=
sin
bt A u s . . . (1.10)
If τ be the shear strength of the work material, then,
τφ
=sin
bt F u s . . . (1.11)
Substituting in Eq.(1.9 (a)), we get
bt F uc
)cos(
)cos(
sin α−β+φ
α−β
φ
τ= . . . (1.12)
hence, )cos(sin α−β+φφ
τbt u= R . . . (1.12(a))
-
8/16/2019 mod 1 part 2
12/26
16
Theory of Metal Cutting From Figure 1.11,
)(sin)(cossin
)sin(
α−βα−β+φφ
τ=
α−β=
bt
R F
u
t
(From Eq. 1.12(a)) . . . (1.13)
From Eqs. (1.12) and (1.13), we can write :
)(tan α−β= F
F
c
t . . . (1.14)
From the above analysis, unknown forces in the force circle
diagram and the value of
coefficient of friction can be calculated
provided F c , F t , α ,
t u and t c are known measured.
During machining operations, chips are formed as a result of
plastic deformation. Hence,
chips experience stresses and strains. At shear plane, two
normal forces simultaneously
act, i.e., F s and F n. Shear
stress (τ) can be found as
Mean shear stress φ
φ−φ
==τ sin)sincos(
)( u
t c
s
s
bt
F F
A
F
. . . (1.15)
Mean Normal stress (σ)u
ct s
n
bt F F
A
F φφ+φ==
sin)sincos( . . . (1.16)
where, A s = Shear plane area =
φ / t u sinb .
1.5 VELOCITY RELATIONSHIPS
Since the chip is thicker than the uncut chip, the velocity of
the chip as it moves along thetool face must be less than the
cutting speed (assuming volume constancy during cutting,and width
of cut before machining and after machining remains same).
Different
velocities during cutting can be estimated as follows :
Assume that the cutting velocity of the tool relative to the
workpiece is V c which is
known before hand. The chip slides along the cutting (rake) face
of the tool with a
velocity relative to the tool equal to
V f (chip flow velocity). The newly cut chip
elements
move relative to the workpiece along the shear plane with a
velocity equal to V s (shear
velocity). From the principle of kinematics that the relative
velocity of two bodies (heretool and chip) is equal to the vector
difference between their velocities relative to the
reference body (the workpiece). Employing this principle, Figure
1.12 has been drawn.
Using sine rule, from ∆ ABC, we get :
)90(sinsin))(90(sin α−=
φ=
α−φ−
V V
V s f c . . . (1.17)
or,α
=φ
=α−φ cossin)cos(
s f c V V V
The chip flow velocity along the tool rake face is given by
)(cos
sin
α−φ
φ= c f
V V =V c . r c . . . (1.18)
whereas the shear velocity V s is obtained as
:
-
8/16/2019 mod 1 part 2
13/26
17
Metal Cutting and
Chip Formation)(cos
cos
α−φ
α= c s
V V . . . (1.19)
Figure 1.12 : Velocity Relationship
1.6 SHEAR STRAIN AND SHEAR STRAIN RATE
Since most practical cutting processes are geometrically
complex, let us first study the
orthogonal machining and extend the theory of orthogonal cutting
to more complicatedcutting process involving oblique cutting. Due
to simplicity and fairly wide applications,
the continuous chip without BUE has been most extensively
studied. There areconflicting evidences about the nature of the
deformation zone in metal cutting. This hasled to two basic schools
of thought in the approach to the analysis.
Many workers, such as Piispanen, Merchant, Kobayashi and Thomson
have favoured the
thin plane model while Palmer and Oxley, and Okushima and Hitomi
have based theiranalysis on thick deformation region (Figure1.8).
Experimental evidences indicate that
the thick zone model may describe the cutting process at low
speeds, but at high speedsmost evidences indicate that a thin shear
plane is approached. Thin zone model is moreuseful in practical
cutting and its analysis is simpler hence it has received more
attention.
Thin Zone Model
Merchant developed an analysis based on the thin shear plane
model. He made thefollowing assumptions :
• The tool tip is sharp and no rubbing or ploughing occurs
between the tool
and the workpiece.
• The deformation is two dimensional, i.e., no side
spread.
• The stress on the shear plane is uniformly
distributed.
• The resultant force R on the chip applied at
the shear plane is equal, opposite
and collinear to the force R' applied to the
chip at the tool-chip interface.
Strain and strain rate are determined as follows :
To derive an expression for shear strain, the deformation can be
idealized as a process of block slip (or preferred slip
planes), as shown in (Figure 1.13). Shear
strain (γ) is defined as the deformation per unit length.
CD
DB
CD
AD
CD
AB
y
s+==
∆∆
=γ
φ+α−φ= cot)(tan . . . (1.20)
φφ
+α−φα−φ
sin
cos
)(cos
)(sin=
)(cossin)(coscossin)(sin
α−φφ α−φφ+φα−φ=
)(cossin
cos
)(cossin
)(cos
α−φφα
=α−φφ
φ−α+φ=
-
8/16/2019 mod 1 part 2
14/26
18
Theory of Metal Cuttingor,
)(cossin
cos
α−φφα
=γ . . . (1.21)
Figure 1.13 : Strain and Strain Rate in Orthogonal Cutting
Strain may also be expressed in terms of the shear velocity
(V s) and the chip
velocity (V f )
∴ sin
γ =φ
s
c
V
V (from Eq.(1.19))
Therefore, shear strain rate (γ ) in cutting is given
by
yt
s
t
y
s
dt
d
∆
∆∆
=∆
∆∆
=γ
=γ1&
γ
y
V
y
V c s
∆α−φ
α==
)(cos
cos
∆
. . . (1.22)
∆ y is mean thickness of PSDZ .
1.7 SHEAR ANGLE RELATIONSHIPS
A number of attempts have been made to study the mechanics of
cutting process. In
designing a metal cutting operation, it would be helpful to
predict the position of the
shear plane (angle φ ). Attempts have been made to derive a
fundamental relationship of
the shear plane angle φ in terms of rake angle
(α ) and friction angle ( β ). Several
theories
have been proposed to establish a relationship between φ ,
α and β . Some of the theories
have been discussed below.
Ernst-Merchant derived a relationship using the minimum
energy criterion, that is, the
shear plane is located where the least energy is required for
shear. The derivation of
Ernst-Merchant equation is based on the following assumptions
:
(i) cutting is orthogonal,
(ii)
the shear strength of the metal along the shear plane is
independent of the
magnitude of compressive (normal) stress acting on that
plane,
(iii) the chip is continuous type with no built up edge,
and
(iv) the energy of separation of chip elements is
neglected and the minimum
energy criterion establishes the plane on which shearing
deformation occurs.
As the cutting progresses in the beginning, the cutting force
( F c) increases gradually, the
shear stress on various planes ahead of the tool also increases.
However, the shear stress
will not be same on all the planes ahead of the tool because the
shearing components of
the forces on the planes are not the same, nor is the extent of
areas the same. On one of
-
8/16/2019 mod 1 part 2
15/26
19
Metal Cutting and
Chip Formationthe planes, however, the shear stress will be
greater than on any other plane, and as
F c isfurther increased, the shear stress will
reach the yield strength in shear of the material
being cut and plastic deformation will occur along that
plane, thus forming the chip. The
cutting force required to cause shear deformation along that
plane will then be the lowest
cutting force.
Once the shear deformation begins along one plane, the cutting
force
cannot exceed that minimum value.
To determine shear-plane angle φ, express the cutting
force F c in terms of φ, differentiate
it with respect to φ, equate the derivative to zero, and solve
it for the angle φ as follows :
{ } )(cos)(cos
sin)(cos
)(cos
α−β+φα−β
×φ
τ=
α−β+φα−β
= bt
F F u
sc (Eq.1.12)
Here, except φ all other parameters can be taken as
constant during machining (assumingthat no strain hardening takes
place). It would give the condition for the minimum energy
if the derivative of F c with respect to
φ is equated to zero.
0)(cossin
)(sin)(coscos)(cos
22 =
α−β+φφ
α−β+φφ−α−β+φφα−βτ=
φbt
d
F d u
c
Therefore, cos cos ( ) sin sin ( ) 0φ φ + β − α − φ φ + β
− α =
or, cos (2 ) 0φ + β − α =
or, (2 )2
πφ + β − α =
Hence, )(2
1
4α−β−
π=φ . . . (1.23)
where, φ, β and α are shear angle, friction angle
and rake angle, respectively.
Eq. (1.23) indicates that the shear angle φ is a unique
function of the tool rake angle andthe angle of friction in metal
cutting.
Merchant further introduced a modification to this theory and
assumed that the shear
strength of a polycrystalline metal is affected by temperature,
rate of shear, shear strain
(plastic) and the stress acting normal to the shear plane. While
it is known that the normal
compression stress on a plane does not affect the shear strength
of a single crystal
however, the shear strength of polycrystalline material is
affected. The modified Eq. is
)(2
1
2α−β−=φ
C . . . (1.24)
where, ‘C ’ depends on the slope of the shear strength vs.
compressive stress curve for the
given material. 'C ' is also known as machining
constant.
In 1949, another approach to the analytical solution of the
shear plane angle was made by
Lee and Shaffer. They assumed that the material being cut
behaves as an ideal plastic
which does not strain harden. It was assumed that the shear
plane coincides with the
direction of the maximum shear stress (Figure 1.14). Based on
these assumptions, they
applied slip line field theory and derived the relationship
given by Eq. (1.25).
)(4
β−α+π
=φ . . . (1.25)
As a modification, later on Lee and Shaffer considered the
effect of a small built up edge
or nose, and its effect on the stress field referred to above
and arrived at an expression forthe shear angle (φ ) which
included an additional angle θ , which depends on the size
of
the built up edge,
-
8/16/2019 mod 1 part 2
16/26
20
Theory of Metal Cuttingθ+β−α+
π=φ )(
4
In 1952, Shaw, Cook and Finnie extended the Lee and
Schaffer theory by further
analytical and experimental investigations, and arrived at the
following relationship :
( )4
π′φ = + α − β + η
While deriving the above relation, they assumed that the shear
plane is not a plane ofmaximum shear. Here, η′ is established
by the analytical method and it is not constant. η′ is the
angle between the shear plane and the direction of the maximum
shear stress. To
determine the value and sign of the η′, it is necessary to draw
the Mohr’s circle diagram.
Figure 1.14 : Shear Plane Model of Lee and Shaffer
Based on the experimental study of the mechanics of chip
formation and the flow of
grains in the material during cutting, Palmer and
Oxley observed that the deformation
does not take place along a plane, rather it takes place in a
narrow wedge shaped zone.
But for analytical simplicity, it was considered as a parallel
sided shear zone
(Figure 1.15).
Figure 1.15 : Shear Zone Model by Oxley
A further contribution towards the solution of this problem was
made by R Hill in 1954,
who analyzed the state of stress at the shear zone, using a new
principle “On the limits set by plastic yielding to the
intensity of singularities of stress”. But in 1959, Eggleston,
Herzog and Thomsen tried to show by their test results that
none of the three Eqs. (by
Ernst and Merchant, Lee and Shaffer, and Hill) was correct which
implies that metal in
the shear zone under the existing conditions of stress, high
rates of strain and elevated
temperature does not behave as ideal plastic solid. Since no
single criterion is applicable
to the shear angle relationship in metal cutting, and since a
satisfactory theory has not
been advanced at present to explain the experimental
observations adequately, the
challenge exists for a closer solution to the problem of angle
relationship. This problem is
so tedious because the complexity is created by the simultaneous
presence of so many
variables at a time, for example :
(i)
plastic deformation,(ii)
work hardening,
(iii)
external and internal friction,
-
8/16/2019 mod 1 part 2
17/26
21
Metal Cutting and
Chip Formation(iv)
temperature effect,
(v) diffusion,
(vi) oxidation, and
(vii) local heating, etc.
Example 1.1
Show that in case of ideal orthogonal cutting operation the
shear strain undergone by the chip during its removal from the
workpiece would be minimum if the chip
thickness ratio is ‘1’.
Solution
In Figure 1.13 the shear strain in general and shear strain in
cutting are shown.
Here, ∆ s is in the direction of force,
∆ y is in the direction ⊥ to the force.
Shear strain in another term of interest is associated with the
cutting process. The
shear strain is defined as y
s
∆∆
and hence in cutting (Figure 1.13),
tan ( ) cot s AB AD DB y CD CD CD
∆γ = = = + = φ − α + φ∆
We want the condition when γ should be minimum. Hence,
differentiate γ withrespect to φ and equate the
derivative equal to zero.
{ } 0cot)(tan =φ+α−φφ
=φγ
d
d
d
d ∴
sec 0)eccos()( 22 =φ−+α−φ
∴ φ=α−φ 22 eccos)(sec
or, .)(cossin 22 α−φ=φ∴
Take the under root to both sides,
)(cossin α−φ±=φ±∴
or, )(cossin α−φ=φ . . . (A)
αφ+αφ= sinsincoscos
α+φα= sincotcos1∴ . . . (B)
Question is that at the condition (A) whether the chip thickness
ratio is 1 or not.
We know that chip thickness ratio is given by
)cos(
sin
α−φφ
==γc
uc
t
t
If, γ = 1,
then)(cos
sin
α−φ
φ=1
∴ . . . (C) sin cos ( )φ = φ − α
By comparing Eqs. (A) and (C), we find that both are the same.
Hence, it is proved
that shear strain will be minimum only when the chip thickness
ratio is unity.
-
8/16/2019 mod 1 part 2
18/26
22
Theory of Metal Cutting Example 1.2
In orthogonal turning operation with +10° back rake
angle tool, the followingobservations were made: cutting speed =160
m/min, width of cut = 2.5 mm,
F c = 180 kgf, F t = 50
kgf, deformed chip thickness = 0.27 mm, tool chip contact
length = 0.63 mm and feed rate = 0.20 mm/rev.
Determine the following : chip thickness ratio, shear angle,
friction angle, resultant
force, shear force and shear strain.Solution
(i) Chip thickness ratio, r c =c
u
t
t =
27.0
20.0= 0.74
r c = 0.74
(ii) Shear angle, φ = tan-1
α−
α
sin1
cos
c
c
r
r
= tan-1
− 10sin74.0110cos74.0
= 39.94o
(iii) Friction angle, β = tan-1µ = tan-1
N
F
α−α+
=tan
tan
t c
ct
F F
F F
N
F
=10tan50180
10tan18050
−
+
= 0.477
β = tan-1 (0.477)
= 25.52o
(iv) R =)cos( α−β
c F
=)1052.25cos(
180
−
R = 186.81 kg
(v) F S = R cos (φ +
β − α)
= 186.8 cos (39.9 + 25.5 −10)
F S = 106.07 kg
(vi) Shear strain = tan (φ − α) + cot φ
= tan 29.9° + cot 39.9°
= 0.575 +1.196
-
8/16/2019 mod 1 part 2
19/26
23
Metal Cutting and
Chip Formation
γ
= 1.771
Example 1.3
A cylindrical bar has a blind hole of 15 mm diameter. Its face
is being turned
(facing operation) from inner diameter to the outer periphery
(Figure given below)at a speed of 600 RPM, feed = 0.20 mm/rev., and
depth of cut =1.0 mm. Calculate
the cutting speed (m/s) and total volume removed at the end of
15 s.
Solution
Arrow in the figure shows the tool movement.
Revolution/second ( N s) = 600/60 = 10
To find,
(i)
V 15 = cutting speed at the end of 15 seconds of facing
operation.
(ii) 15V = volume of material removed at the
end of 15 seconds.
(i) V t =1000
t D Ν sπ
where, N s t = 15×10=150 rev.(# of
revolutions made by the the workat the end of 15s)
V t = cutting speed at time 't '
D = d + 2f N s
t (Figure above)
D = Diameter of the workpiece at which the tool tip
will be after thetime of machining =15s. In one revolution of the
workpiece, thediameter at which the tool will be cutting, will
increase by 2 f . (or inone revolution the diameter to
which the tool tip reaches is increased
by 2 f ).
where, f → feed rate
∴ 15 15 (2 0.20 10 15) D = + × × ×
= 75 mm
∴ 1575 10
1000
V π × ×=
V 15 = 2.36 m/s
(ii) Volume of the material removed in 15s.
-
8/16/2019 mod 1 part 2
20/26
24
Theory of Metal Cutting15V = total area machined
× depth of cut
=4
π ( D
2 − d 2) × 1 mm3
=4
π(75
2 −152) × 1
15V = 4241 mm3
Example 1.4
During orthogonal turning of a pipe of 100 mm diameter, the rake
angle of the toolwas 20
o. The ratio of the cutting force to feed force was 3.0.The feed
rate, depth of
cut and chip thickness ratio were 0.275, 0.687 and 0.4
respectively. With the helpof a dynamometer, feed force was
measured as 460 N. Workpiece was rotating at450 revolution per
minute. Determine chip velocity, shear strain, shear strain
rate
and mean width of PSDZ.
Solution
We know from Eq.(1.12) that
φ=
α−=
φ−α+ sin)90sin()90sin( f sc
V V V
∴ V f = V c)90(sin
sin
φ−α+φ
. . . (A)
V s = V c)90(sin
)90(sin
φ−α+α−
. . . (B)
But, we do not know the values of φ and V c. They can
be evaluated as follows :
tan φ =α−
αsin1
cos
c
c
r
r
=20sin4.01
20cos4.0
−
= 0.436
φ = tan-10.436
= 23.54o . . . (C)
V c = 1000
450100
1000
××π
=
π DN
V c =141.37 m/min . . . (D)
Substitute the values of φ and V c in Eqs.(A) and
(B).
V f =)54.232090(sin
54.23sin37.141
−+×
V f = 56.56 m/min
V s =)53.232090(sin
)2090sin(37.
−+−×141
V s = 133.11 m/min
We also know,
-
8/16/2019 mod 1 part 2
21/26
25
Metal Cutting and
Chip Formation γ = tan (φ − α) + cot
φ
= tan (23.54 − 20) + cot (23.54)
∴ γ = 2.357
)(cot.
cos
α−φα
=γ•
ds
V c . . . (E)
Here, we do not know the value of ds. Using Lee and Shaffer’s
theory, ds can bederived as [Jain and Pandey, 1980]
ds =)45(sin
)90(sin
sin22
1
φ+α−φ−α+
φ f
=)54.252045(sin
)54.252090(sin
)54.25(sin
275.0.
22
1
+−−+
ds ≈ 0.324 mm
Therefore, from Eq. (E)
•
γ =324.0
100037.141 × ×)2053.23(cos
20cos
−
•
γ = 6830 s-1
Note that the shear strain rate in metal cutting is very
high as compared to the oneobtained in classical deformation
test.
Example 1.5
Prove that the specific cutting pressure in an ideal orthogonal
cutting is given by
τ cot φ, provided 2 φ + β − α = π/2
holds good (τ shear stress).→
Solution
Specific cutting pressure = c
u
F
bt . . . (A)
From Eq. (1.12),
F c =φτ
sin
bt u .)cos(
)cos(
α−β+φα−β
. . . (B)
It is given that,
(β − α) + 2 φ = π/2 . . . (C)
Substitute the value of (β − α) from (C) in (B),
F c =)22/(cos
)22/(cos.
sin φ−π+φφ−π
φ
τbt u
=φτ
sin
bt u .φφ
sin
2sin
Sp. cutting press =φ
τ
sin
bt u .φφ
sin
2sin.
ubt
1
= τφφφφ
sinsin
cossin2
Sp. cutting press = 2 τ cot φ proved
Example 1.6
-
8/16/2019 mod 1 part 2
22/26
26
Theory of Metal Cutting Following data were recorded during
orthogonal machining :
Bar diameter = 40 mm, depth of cut = 0.125 mm, length of chip
obtained= 62.5 mm/rev, horizontal cutting force = 220 kgf, vertical
cutting force = 85 kgf,
α = 7ο, spindle speed = 500 RPM.
Find out friction angle, chip thickness ratio, shear angle, chip
velocity and shearvelocity.
Solution
Chip thickness ratio =c
u
t
t =
uu
c
l l
l 50.62= . . . (A)
We know, undeformed chip length
l u =
π D N r
= π × 40 × 1
= 120.66 mm
From (A), r c = 62.5/120.66 = 0.479
r c = 0.479
From Eq. (1.1),
φ = tan−1
α−
α
sin1
cos
c
c
r
r
Substitute the values,
φ = tan−1 526.0939.0
494.0≈
= 27.7ο
β =α−
α+
tan
tan
t c
ct
F F
F F (Eq. 1.7)
Substitute the values in the above equation
β = 53.07tan85220
7tan22085 o≈
−
+ο
= 28.12ο
Cutting velocity, V c =1000 DN π
=1000
50040 ××π
V c = 62.83 m/min
V f = V c)cos(
sin
α−φφ
= 62.83 × 935.0
465.0
V f = 31.22 m/min.
-
8/16/2019 mod 1 part 2
23/26
27
Metal Cutting and
Chip FormationV s = V c × )90(sin
)90(sin
φ−α+α−
)7.27790(sin
)790(sin83.62
−+−
×=
V s = 66.66 m/min.
SAQ 1
Write the most appropriate option from the given ones
(i) In actual practice, chip thickness ratio is
(a) > 1, (b) < 1, (c) = 1.
(ii) In oblique cutting, the number of forces that act on the
tool are
(a) one, (b) two, (c) three, (d) none of these.
(iii) Which of the following is the chip removal process?
(a) rolling, (b) extruding, (c) die casting, (d) broaching, (e)
none of these.(iv) Time taken to drill a hole through a 2.5 cm
thick plate at 3000 RPM at a
feed rate 0.025 mm/rev. will be
(a) 20 s, (b) 10 s, (c) 40 s, (d) 50 s.
(v) Shear plane angle is the angle between
(a) shear plane and the cutting velocity vector, (b) shear plane
and tool face,
(c) shear plane and horizontal plane, (d) rake face and vertical
plane.
(vi) In orthogonal cutting, the cutting edge should be
(a) straight, (b) parallel to the original plane surface of the
workpiece,
(c) normal to the direction of cutting, (d) all of these, (e)
none of these.(vii) Continuous chip with BUE
(a) yields good surface finish, (b) yields poor surface finish,
(c) has no effecton surface roughness.
(viii) The ratio of cutting velocity to chip velocity is
usually
(a) >1, (b)
-
8/16/2019 mod 1 part 2
24/26
28
Theory of Metal Cutting 1.9 KEY WORDS
Chip : It is the material which is separated from theworkpiece
when the tool moves into theworkpiece.
Primary Shear Deformation : Finite zone (thin or thick
depending upon
Zone (PSDZ) various governing parameters) within which
deformation takes place.
Secondary Shear Deformation : Deformation which takes
place at tool-chip
Zone (SSDZ) interface.
Orthogonal Cutting : Two dimensional (2-D) cutting in
which cuttingedge is straight, parallel to the original plane
surface of the workpiece and perpendicular to thedirection of
cutting.
Oblique Cutting : Cutting operations are 3-D in nature. In this
type
cutting edge at the tool is inclined to the linenormal to the
cutting direction.
1.10 ANSWERS TO SAQs
SAQ 1
(i) (b)
(ii) (c)
(iii) (d)
(iv) (a)
(v) (a)
(vi) (d)
(vii) (a)
(viii) (b)
EXERCISES
Q 1. (i) Derive a relationship to calculate shear angle in
terms of measurable/known parameters.
(ii) Draw force circle diagram proposed by Merchant for
orthogonal cutting
conditions showing different forces acting on tool, chip, and
work system.From the diagram, derive the expression for
(a) shearing force on the shear plane,
(b) friction force on the tool face in terms of cutting
force, thrust force,rake angle, and shear angle.
(iii) Define orthogonal cutting. Draw Merchant's force circle
diagram for theorthogonal cutting.
(iv) Using the Figure in Q.1 (ii) (a), derive the expression for
friction force.
What are the factors which affect the formation of different
types of chip
obtained in cutting.
-
8/16/2019 mod 1 part 2
25/26
29
Metal Cutting and
Chip Formation(v) Determine the condition when
φ = tan− 1 (r c)
where, φ is the shear angle and r c is the chip
thickness ratio.
(Hint : in the original Eq., Substitute tan φ =
r c) (Ans. α = 0)
(vi) Determine the condition for which chip flow velocity is
equal to the cutting
velocity, assuming α = 0. (Ans. φ = 45o)
(vii) Find the ratio of F c /
F t for an imaginary case of machining if α =
β = π/4.
Q 2. Mild steel rod is being turned at the speed of 27.3 m/min.
Feed rate used is
0.25 mm/rev, and deformed chip thickness is equal to 0.30 mm.
Rake angle andshear angle of the tool are 20
o and 30
o, respectively. Calculate the shear flow
velocity.
Q 3. For orthogonal cutting of a M.S. rod, the following data
are obtained : width of
cut = 0.125'', feed = 0.007'' per rev., α = 15o, β =
30o, and machining constant,C = 70
o.The dynamic shear strength of the work material = 80000
lb/in
2.
Calculate Fc and Ft .
Q 4. During orthogonal cutting of a tube at 100 m/min, the
tangential force(in the direction of cutting velocity) measured by
the 3-D dynamometer is
200 kgf, and the axial force is 100 kgf. Assume the rake angle
as 10o. Calculate the
work in shearing the metal if the shear angle = 30o. Also,
derive the velocity
relationship used.
-
8/16/2019 mod 1 part 2
26/26
Theory of Metal Cutting
BIBLIOGRAPHY
Armarego, E. J. A. and Brown, R. H. (1969), The Machining of
Metals, Prentice Hall,
Englewood Cliffs, NJ.
Jain, V. K. and Pandey, P. C. (1980), An Analytical
Approach to the Determination of Mean Width of Primary Shear
Deformation Zone (PSDZ) in Orthogonal Machining ,
Proc. 4th
International Conference on Production Engineering, Tokyo,
pp 434-438.
Kalpakjian, S. (1989), Manufacturing Engineering and
Technology, Addison-WesleyPublishing Co., New York.
Pandey, P. C. and Sing, C. K. (1998), Production
Engineering Science, StandardPublishers Distributors, Delhi.
Rao, P. N. (2000), Manufacturing Technology : Metal Cutting
and Machine Tools, Tata
McGraw-Hill Publishing Co. Ltd., New Delhi.
Shaw, M. C. (1984), Metal Cutting Principles, Oxford,
Clarendon Press.