Upload
thoma111s
View
254
Download
4
Embed Size (px)
Citation preview
8/10/2019 MNT en 4.9 Testing Procedures
1/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 1
continues on page 2
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
Content
1 What is CDTP? ......................................................................................................................... 22 What is CDTP-correction? ........................................................................................................ 23 Which influences on safety valves are covered with the setting at CDTP ? ............................. 24
How is the CDTP-correction calculated? .................................................................................. 2
5 How does LESER set the safety valves depending on different service condition withtemperature and back pressure?...................................................................................................... 56 How is the influence of balanced bellows? .............................................................................. 8
6.1 How is the influence of balanced bellows in general for safety valve?............................. 86.2 How is the influence of balanced bellows in case of type 459 / 462 safety valves?......... 8
7 How does an open/closed bonnet influences the CDTP?....................................................... 108 How does the spring material influences the CDTP?.............................................................. 119 How does the medium influences the CDTP? ........................................................................ 1110 In which documents you will find the CDTP- value? ........................................................... 1111 EXAMPLE ........................................................................................................................... 12
11.1 Example: Temperature influence ................................................................................... 12
11.2 Example: Temperature and constant backpressure influence ....................................... 1311.3 Example: Temperature and variable backpressure influence ........................................ 1312 Original confirmation of German TV Nord ........................................................................ 14
8/10/2019 MNT en 4.9 Testing Procedures
2/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 2
continues on page 3
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
1 What is CDTP?
Cold differential test pressure (CDTP) is defined in standard
- DIN EN ISO 4126-1 Edition 2004, Chapter 3.2.5- ASME Sec. VIII, Div. 1, Edition 2007, UG 136 (d) 4
- API 520-1 Seventh Edition 2000, Chapter 3.4.1- ASME PTC 25 - 2001 Chapter 2.7
CDTP is used if correction of set pressure of safety valves according to deviation of serviceconditions is necessary.
Extract of ASME Sec. VIII, Div. 1, UG 136 (d) 4:When a valve is adjusted to correct for service conditions of superimposed back pressure, temperature, or the differentialin popping pressure between steam and air, the actual test pressure (cold differential test pressure) shall be marked onthe valve per 129
Extract of DIN EN ISO 4126-1 Chapter 3.2.5:
The inlet static pressure at which a safety valve is set to commence to open on the test benchNOTE This test pressure includes corrections for service conditions, e.g. back pressure and/or temperature.
Extract of API 520 Chapter 3.4.1:The actual service conditions under which a pressure relief valve is required to open, may be different form theconditions at which the pressure relief valve is set to operate on a test stand. To compensate for this effect, a CDTP isspecified for adjusting the set pressure of the valve on the test stand. The CDTP may include a correction for actualservice conditions of back pressure and/or temperature.
Extract of ASME PTC 25-2001 Chapter 2.7:the inlet static pressure at which a pressure relief valve is adjusted to open on the test stand. This test pressure includescorrections for service conditions of superimposed back pressure and/ or temperature.
2 What is CDTP-correction?The CDTP-correction is the correction of set pressure at test bench condition to achieve the correctset pressure at service condition.
3 Which influences on safety valves are covered with the setting at CDTP ?
The set pressure on test bench deviating from service condition is influence by:- temperature- superimposed back pressure
Basically effects at the setting by:- set pressure tolerance
- medium
The CDTP covers only influences of superimposed back pressure and/or temperature.
4 How is the CDTP-correction calculated?
The CDTP-correction is provided by the manufacturer. LESER has done measurements on steamtest laboratory at high temperature service conditions. These measurements have been monitoredand ploted as curve which was approved by German TV Nord.In case of superimposed back pressure and temperature the corrected set pressure is calculatedwith formula. This formula is valid for conventional or balanced bellows design.The term )( aset pp considers influences of superimposed backpressure.
The factor Tk covers influences of temperature.
8/10/2019 MNT en 4.9 Testing Procedures
3/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 3
continues on page 4
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
Design Superimposedbackpressure variable(0 T) [bar g]
Superimposedbackpressure constanty [bar g]
Built-up backpressure
[bar g]Conventional pa= T pa= y Not valid for calculationBellows p
a= 0 p
a= 0 Not valid for calculation
Table 1: backpressure according to different safety valve design
pset: set pressure at service conditions [psig or barg]pa: superimposed back pressure, constant or variable [psig or barg]. If variable and
conventional design, the max. superimposed back pressure should be used. If balancedbellows design is used pais set to 0 bar or 0 psig.
kT: correction factor for CDTP [-], this is depending on valve design/conventionaldesign/balanced bellows design/open or closed bonnet
T: temperature in [C]
Calculation-formulas:
Open or close bonnet withbalanced bellows
kT=0,97339+0,00039(T-200)-0,0000015477(T-200)+0,0000000029977(T-200)
equation (1)
Closed bonnet conventionaldesign
kT=0,97339+0,00039T-0,0000015477T+0,0000000029977T equation (2)
Open bonnet conventionaldesign
kT=0,97339+0,00039(T-50)-0,0000015477(T-
50)+0,0000000029977(T-50)
equation (3)
Table 2: Formulas of kTcalculation
Tasetcdtp kppp *)( =
8/10/2019 MNT en 4.9 Testing Procedures
4/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 4
continues on page 5
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
LESER datasheet of CDTP (Cold differential test pressure)
Tasetcdtp kppp *)( = Taafsetcdtp kpkpp *)*( = (Type 459/462 only)
pcdtp: cold differential test pressure [psig or barg]pset: set pressure at service conditions [psig or barg]pa: superimposed back pressure, constant (pais equal paf)[psig or barg]kT : correction factor for CDTP , temperature influence [-]kaf: correction factor for type 459 / 462, deviating effective area influence [-]
C F Open bonnetconventional
Closed bonnetconventional
Open bonnetbalanced bellows
Closed bonnetbalanced bellows
550 1022 1,049 1,049500 932 1,032 1,032450 842
Limitation at 427C(only with balanced
bellows) 1,021 1,021
400 752 1,049
Limitation at 350C(only with balanced
bellows)1,013 1,013
350 662 1,032 1,049 1,007 1,007300 572 1,021 1,032250 482 1,013 1,021200 392 1,007 1,013150 302 1,000 1,007
1,000 1,000
100 21250 1220 32-50 -58-100 -148-150 -238
-200 -328-250 -418
No influence of service condition on CDTP,correction factor: 1,000
Table 3: correction factor kTdepending ond safety valve design
LESER diagram kaffor for type 459 / 462
paf/p * 100 [%] d0= 9 [mm] d0= 17,5 [mm] paf/p * 100 [%] d0= 9 [mm] d0= 17,5 [mm]
0,0 0,999 0,998 20,0 1,083 0,872
1,0 1,001 0,990 22,0 1,097 0,863
2,0 1,003 0,983 24,0 1,111 0,855
3,0 1,005 0,975 26,0 1,126 0,847
4,0 1,008 0,968 28,0 1,143 0,8405,0 1,011 0,961 30,0 1,160 0,833
6,0 1,014 0,954 32,0 1,178 0,827
7,0 1,018 0,947 34,0 1,197 0,822
8,0 1,021 0,940 35,0 1,207 0,819
9,0 1,025 0,934
10,0 1,029 0,927
12,0 1,038 0,915
14,0 1,048 0,904
16,0 1,059 0,89318,0 1,070 0,882
Note: Types 459/462 with do = 13mm is not influenced by correction factor kaf. It is in all case = 1.
8/10/2019 MNT en 4.9 Testing Procedures
5/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 5
continues on page 6
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
5 How does LESER set the safety valves depending on dif ferent service conditionwith temperature and back pressure?
LESER has made steam tests on LESER test laboratory. These measurements have beenmonitored, evaluated and processed into a correction curve. This curve was approved by GermanTV Nord to be a adequate practible procedure to correct set pressure to cold differential test
pressure concerning deviation of service conditions. The original confirmation of TV Nord and aenglisch translation is attached in chapter 9.Please note, that for gas service the setting is defined as first audible discharge. For full openingof valve pls. add another 10%.
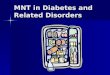
Correction factor kT for conventional design, closed bonnet,
to correct adjusting on cold air for service conditions of high temperature- cold differential test pressure -
0,960
0,980
1,000
1,020
1,040
1,060
1,080
1,100
1,120
-300 -200 -100 0 100 200 300 400 500
Temperature T [C]
Correctionfac
torkT
-508 -308 -108 92 292 492 692 892
Temperature T [F]
Approved correction curve byGerman TV Nord
upward setpressure (+3%) of allowable tolerances(3%) according to EN ISO 4126-1 2003-09
downward setpressure (-3%) of allowabletolarance (3) according to EN ISO 4126-12003-09
figure 1: correction factor kTfor closed bonnet conventional designNote 1: LESER set safety valves in the range of 0 3% set pressure tolerance.Note 2: The CDTP is not the popping point. It is to LESER definition the set pressure with definition audible
discharge for gases/steam and first steady stream for liquids. The opening pressure is 10 % higherthan CDTP.
8/10/2019 MNT en 4.9 Testing Procedures
6/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 6
continues on page 7
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
Correction factor kT for conventional design open bonnet to correct adjusting on cold air
for service conditions of high temperature - cold differential test pressure -
0,960
0,980
1,000
1,020
1,040
1,060
1,080
1,100
1,120
-300 -200 -100 0 100 200 300 400 500
Temperature (F)
correctionfactorkT
-508 -308 -108 92 292 492 692 892
Temperatur (C)
upward setpressure (+3%) ofallowable tolerances (3%)according to EN ISO 4126-12003-09
downward setpressure (-3%) ofallowable tolarance (3)according to EN ISO 4126-12003-09
Approved correctioncurve by German TVNord
figure 2: correction factor kTfor open bonnet conventional designNote 1: LESER set safety valves in the range of 0 3% set pressure tolerance.
Note 2: The CDTP is not the popping point. It is to LESER definition the set pressure with definition audibledischarge for gases/steam and first steady stream for liquids. The opening pressure is 10 % higherthan CDTP.
8/10/2019 MNT en 4.9 Testing Procedures
7/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 7
continues on page 8
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
Correction factor kT, stainless steel bellows design, open or closed bonnet,
to correct adjusting on cold air for service conditions of high temperature- cold differential test pressure -
0,960
0,980
1,000
1,020
1,040
1,060
1,080
1,100
1,120
-300 -200 -100 0 100 200 300 400 500
Temperature T [C]
CorrectionfactorkT
-508 -308 -108 92 292 492 692 892
Temperature T [F]
upward setpressure (+3%) ofallowed tolarances (3%) accordingto EN ISO 4126-1 2003-09
Approved correction curveby German TV Nord
downward setpressure (-3%) ofallowed tolarances (3%) accordingto EN ISO 4126-1 2003-09
figure 3: correction factor kTfor open or closed bonnet balanced bellows designNote 1: LESER set safety valves in the range of 0 3% set pressure tolerance.Note 2: The CDTP is not the popping point. It is according to LESER definition the set pressure with definition
audible discharge for gases/steam and first steady stream for liquids. The pening pressure is 10 %higher than CDTP.
8/10/2019 MNT en 4.9 Testing Procedures
8/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 8
continues on page 9
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
6 How is the influence of balanced bellows?
6.1 How is the influence of balanced bellows in general for safety valve?
The stainless steel bellows protects the upper area of safety valve against temperature andcompensates backpressure. The medium could not be in contact with the spring. This avoids
changes of mechanical properties of spring material and influences on the setting. This effect isvalid until limits of spring material.
Conventional design: Balanced bellows design:
Figure 3: Figure 4:
6.2 How is the influence of balanced bellows in case of type 459 / 462 safety valves?
For these two types the different discharge diameter do= 9, 13 and 17,5 mm have influence to thecorrection of CDTP. This is based on the design of balanced bellows. The same stainless steel
bellows is implemented in all three dos. The effective area of do= 13mm design is equal to thebalancing area of stainless steel bellows. A correction for differing effective areas (do= 9 mm anddo= 17,5 mm) of seat area and balancing area have to be considered with the additional correctionfactor kaf .Please refer to LWN 037.07 for detailed information.
8/10/2019 MNT en 4.9 Testing Procedures
9/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 9
continues on page 10
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
kaf(d0=9 mm) = 1,1575E-4*(paf/p*100%)+1,899E-3*(paf/p*100%)+0,9987
kaf(d0=17.5 mm) = 7,78E-5*(paf/p*100%)-7,8332E-3*(paf/p*100%)+0,998
0,80
0,90
1,00
1,10
1,20
1,30
0 5 10 15 20 25 30 35paf/p [%]
kaf
diagram 1: correction factor kaffor balanced bellows design for type 459 / 462
8/10/2019 MNT en 4.9 Testing Procedures
10/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 10
continues on page 11
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
7 How does an open/closed bonnet inf luences the CDTP?
The bonnet design could be open or closed design.
Open Design: Closed Design:
Closed Design:
Figure 5: Figure 6:
Open design is recommended for application which are not harmfull for environment. Closeddesign is recommended for application with higher safety aspects. This has to be preselected bycustomer.
The open bonnet design allows higher temperature of medium because of cooling effect with freecirculation of air. The temperature increase in comparison to closed bonnet design is smaller. Thecorrection factor is listed in table 1.
8/10/2019 MNT en 4.9 Testing Procedures
11/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 11
continues on page 12
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
8 How does the spring material inf luences the CDTP?
The spring material limits the maximum temperature at spring. These limits are documented byspring purchaser or in LWN 001.52
Spring material DIN designation ASME
designation
Maximum
mediumtemperature
Temperature range,
temperaturemeasured at spring
Carbon 1.1200 / Sort SH - 200C (392F) -30C - 100 C(-22F - 212F)
Creep resistant 1.8159 / 51CrV41.7102 / 54SiCr6
ASTM A322Grade 6150
550C (1022F) -60C - 220 C(-76F - 428F)
Stainless steel 1.4310 / X10CrNi18-8 ASTM A313Grade 302
550C (1022F) -200C - 280 C(-328F - 536F)
Inconel 2.4669 / NiCr15Fe7TiAl ASTM B 637-98 700C (1292F) -200C - 500 C(-328F - 932F)
Hastelloy C4 2.4610 / NiMo16Cr16Ti ASTM B 574-99 550C (1022F) Max. 450C (842F)Tungsten BH12 1.2605 / X35CrWMoV5 EN ISO 4957
(12/1999)550C (1022F) Max. 500C (932F)
table 1: material and temperature limits
If these limits are exceeded the spring characteristics are no more valid. The influence onrelaxation is stated in DIN EN 13906-1 or DIN 2089 (old not valid version).
The effect on CDTP-correction is covered with the stated correction factor in chapter 3. The springmaterial has no significant effect on the test results.
9 How does the medium inf luences the CDTP?
The medium has no significant influence on CDTP.
10 In which documents you wil l find the CDTP- value?
CGA:
8/10/2019 MNT en 4.9 Testing Procedures
12/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 12
continues on page 13
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
Nameplate ASME:
LESER-TAG:
11 EXAMPLE
11.1 Example: Temperature influenceDesign: Type 441, open bonnetService condition: pset= 10barg (145 psig), pa= 0barg, t = 320C ( 608F), Steam
kT: according to equation (3) in chapter 3:kT= 1,025pa = 0, because of no backpressure
pcdtp= 10 barg * 1,025 = 10,25 barg (148,66 psig)
Set pressure tolerance: 03%
Tasetcdtp kppp *)( =
8/10/2019 MNT en 4.9 Testing Procedures
13/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 13
continues on page 14
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
pcdtpmin= 10,25 barg +0,00*10,25 barg = 10,25 barg (148,66 psig)pcdtpmin= 10,25 barg +0,03*10,25 barg = 10,56 barg (153,16 psig)
11.2 Example: Temperature and constant backpressure influence
Design: Type 459 do = 9mm, closed bonnet, balanced bellowsService condition: pset= 50barg (725 psig), pa= 5barg (72,5 psig), t = 400C ( 752F), Air
Taafsetcdtp kpkpp *)*( =
kT: according to equation (1) in chapter 3:kT= 1,013kaf: According to diagram 1 in chapter 5.1:
kaf= 1,029pa = 0, because of balanced bellows
pcdtp= 50 barg * 1,029 * 1,013= 52,12 barg (755,74 psig)
Set pressure tolerance: 03%
pcdtpmin= 52,12 barg +0,00*52,12 barg = 52,12 barg (755,74 psig)pcdtpmin= 52,12 barg +0,03*52,12 barg = 53,68 barg (778,36 psig)
11.3 Example: Temperature and variable backpressure influenceDesign: Type 441, closed bonnet,Service condition: pset= 10barg (145 psig), pa= 0 1,5 barg, t = 320C ( 608F), air
kT: according to equation (2) in chapter 3:kT= 1,038pa = 1,5 barg, because of conventional design and worst case situation
pcdtp= (10 barg 1,5barg) * 1,038 = 8,82 barg (127,93 psig)
Set pressure tolerance: 03%
pcdtpmin= 8,82 barg +0,00*8,82 barg = 8,82 barg (127,89 psig)pcdtpmin= 8,82 barg +0,03*8,82 barg = 9,09 barg (131,81 psig)
8/10/2019 MNT en 4.9 Testing Procedures
14/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 14
continues on page 15
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
12 Original conf irmation of German TV Nord
8/10/2019 MNT en 4.9 Testing Procedures
15/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 15
continues on page 16
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
8/10/2019 MNT en 4.9 Testing Procedures
16/95
L E S E R W O R K S S T A N D A R D L W N 0 0 1 - 6 9 - E N Cold differential test pressure
CDTP page 16
End of LWN
L E S E R processed: Cal edition: 27.02.08GmbH & Co. KG approved: refer to M 132000 replaces edition: 05.02.08
Translation by LESER:Dear Mr. Stremme,
We think it is a realistic way to consider the temperature at the Cold Differential Test Pressure of safetyvalves according to the enclosed diagram.
The multiplication factor for the Cold Differential Test Pressure at the operating temperature is given by theenclosed diagram.
This procedure will be applied only if the customer states it explicitly and annotated this on the columnfurther manufacturers instructions.
Sincerely yours
Schwenn
TV Inspector
8/10/2019 MNT en 4.9 Testing Procedures
17/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 1
Fortsetzung Bl. 2
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
Contents1 Scope and Applicability.............................................................................................................. 32 Definition.................................................................................................................................... 33 Test description for LESER Safety Valves ................................................................................ 3
3.1 Seat tightness test procedure, Test P12 ........................................................................ 33.1.1 Definition ................................................................................................................... 33.1.2 Requirements of LESER ........................................................................................... 33.1.3 Scope ........................................................................................................................ 33.1.4 Test media................................................................................................................. 33.1.5 Test pressure ............................................................................................................ 33.1.6 Test duration ............................................................................................................. 33.1.7 Test method for the seat tightness test ..................................................................... 3
3.1.7.1 Testing of seat tightness with air, bubbles emission test procedure ............ 33.1.7.1.1 Applicability........................................................................................................ 33.1.7.1.2 Test Equipment (Kellog-Test)............................................................................ 3
3.1.7.1.3 Test duration...................................................................................................... 33.1.7.1.4 Test pressure..................................................................................................... 33.1.7.1.5 Test description ................................................................................................. 33.1.7.1.6 Acceptance criteria, Option Code...................................................................... 33.1.7.1.7 Certification........................................................................................................ 33.1.7.2 Seat tightness test procedure with air, another method ................................. 33.1.7.2.1 Applicability........................................................................................................ 33.1.7.2.2 Test equipment.................................................................................................. 33.1.7.2.3 Test description ................................................................................................. 33.1.7.3 Seat tightness test procedure with helium ....................................................... 33.1.7.3.1 Applicability........................................................................................................ 33.1.7.3.2 Test equipment.................................................................................................. 3
3.1.7.3.3 Test method....................................................................................................... 33.1.7.3.4 Test pressure..................................................................................................... 33.1.7.3.5 Test duration...................................................................................................... 33.1.7.3.7 Test description ................................................................................................. 33.1.7.3.8 Acceptance criteria, Option Code...................................................................... 33.1.7.3.9 Certification........................................................................................................ 33.1.7.4 Seat tightness test procedure with water......................................................... 33.1.7.4.1 Applicability........................................................................................................ 33.1.7.4.2 Test description ................................................................................................. 33.1.7.4.3 Acceptance criteria, Option Code...................................................................... 33.1.7.4.4 Certification........................................................................................................ 33.1.7.5 Seat tightnesstest procedure with s team ........................................................ 33.1.7.5.1 Applicability........................................................................................................ 33.1.7.5.2 Test equipment.................................................................................................. 33.1.7.5.3 Test pressure..................................................................................................... 33.1.7.5.4 Test duration...................................................................................................... 33.1.7.5.5 Test description ................................................................................................. 33.1.7.5.6 Acceptance criteria, Option Code...................................................................... 33.1.7.5.7 Certification........................................................................................................ 3
3.2 Shell Tightness test procedure P11................................................................................ 33.2.1 Applicability ............................................................................................................... 33.2.2 General, Definition..................................................................................................... 33.2.3 Test procedure at LESER ......................................................................................... 3
3.2.3.1 Applicability............................................................................................................ 33.2.3.2 Test equipment...................................................................................................... 33.2.3.3 Test medium.......................................................................................................... 3
8/10/2019 MNT en 4.9 Testing Procedures
18/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 2
Fortsetzung Bl. 3
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.2.3.4 Test pressure......................................................................................................... 33.2.3.5 Test duration.......................................................................................................... 33.2.3.6 Test description..................................................................................................... 33.2.3.7 Certification, Option Code ..................................................................................... 3
3.3 Back seat tightness, test P21 (tightness outwards) ...................................................... 33.3.1 Scope ........................................................................................................................ 33.3.2 Definition ................................................................................................................... 33.3.3 Test procedure at LESERs....................................................................................... 3
3.3.3.1 Applicability............................................................................................................ 33.3.3.2 Test equipment...................................................................................................... 33.3.3.3 Test medium.......................................................................................................... 33.3.3.4 Test pressure......................................................................................................... 33.3.3.5 Test duration.......................................................................................................... 33.3.3.6 Test description..................................................................................................... 33.3.3.6.1 Operation with application of the test fluids (DIN EN 1593)............................... 3This test procedure will be used for safety valves when the dipping is impractical................ 33.3.3.6.2 Dipping procedure (DIN EN 1593)..................................................................... 3
3.3.3.6.3 Helium test......................................................................................................... 33.3.3.7 Certification, Option Code ..................................................................................... 34 Qualifications of the staff ........................................................................................................... 35 Certification................................................................................................................................ 36 Demands of standards............................................................................................................... 37 References to further standards ................................................................................................ 38 Appendix 1: Seat tightness requirements acc. to API 527......................................................... 39 Appendix 2: Seat tightness LESER Standard tightness requirements ...................................... 310 Appendix 3: Seat tightness LESER increased tightness requirements.................................. 3
8/10/2019 MNT en 4.9 Testing Procedures
19/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 3
Fortsetzung Bl. 4
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
1 Scope and Applicability
This LWN compiles the requirements of standards and describes the procedure of tightness testingof safety valves at the LESER sites Hamburg and Hohenwestedt as well as at national andoverseas representatives and approved LESER service repair shops, in case of service on
LESERs account and also their Certification.
All LESER safety valves have to be tested on tightness except SKD Kits Compact Performance-Valves (ref. to LWN 704.41).
2 Definition
The tightness test is a production test and is practised at LESER standardly.
3 Test description for LESER Safety Valves
Following test procedures for tightness are to be applied for LESER safety valves:- Seat tightness test procedure, Test P12- Shell tightness test procedure, Test P11- Back seat Tightness test procedure, Test P21
Test medium is water, gas (air or helium) and steam.
3.1 Seat tightness test procedure, Test P12
3.1.1 Definition
Seat tightness means tightness between seat and disc. A safety valve is deemed to be tightbetween seat and disc, if all requirements of the relevant standard are performed.Following measures for determination of seat tightness can be used:
o Leakage Rate in mbar l/s,o
Leakage Volume in cm/min. ando Number of bubbles/min.
Testing of seat tightness will be carried out at ambient temperature.
3.1.2 Requirements of LESER
Due to the fact that API 527 is the sole international approved standard which regulatestightness requirements for safety valves in special, LESER in its function as globalcompany refers to this standard only. However, LESER considers also tightnessrequirements acc. to DIN EN 12266.
Appendix 1: Seat tightness API 527 RequirementsTest conditions and requirements of tightness for seat tightness acc. to API 527 are subjectof this Appendix.
Appendix 2: Seat tightness, LESER standard requirements,Test conditions and tightness requirements acc. to API 527 and DIN EN 12266 for seattightness and general requirements are deviated in this Appendix.
Appendix 3: Seat tightness, LESER improved tightness requirements,Test conditions and requirements of tightness for increased tightness are summarized inthis Appendix. The allowable leakage rate for metal-sealing safety valves with increasedtightness equals half of allowable leakage rate for general tightness. It has to beconsidered that in case of tightness requirements which exceed the standard higher lapping
effort and higher costs will arise.
8/10/2019 MNT en 4.9 Testing Procedures
20/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 4
Fortsetzung Bl. 5
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.1.3 Scope
The testing procedure of seat tightness for each safety valve occurs after setting andchecking of cold differential set pressure on test bench in accordance with operation chart,which is deposited in SAP System.
3.1.4 Test media
The following test media are to be used at LESER: Air, helium, water and steam.
3.1.5 Test pressure
The pressure range is regulated as follows:- Acc. to ASME Code pressure range starts with 15 psi (1,03 bar)- Acc. to DGRL 97/23 pressure range starts with 0,5 bar- Acc. to DIN EN ISO 4126-1 pressure range starts with 0,1 bar.
At LESER the performance of pressure range and test pressure requirements acc. to API
527 is as follows (table 1):
Set pressure / cold differential setpressure, p0
bar
Test pressure, ptestbar
0,1< p0 < 0,7 0,5* p0
0,7 p0 3,5 p0 - 0,35
p0 > 3,5 0,9* p0
Table 1
3.1.6 Test duration
After a short damping time, the test pressure has to be retained over the entire determinedtest period (ref. to App. 2 and 3).
3.1.7 Test method for the seat tightness test
Considering a.m. requirements of LESER, following test procedures are utilized for seatleakage test:- Seat tightness test procedure with air, procedure of bubble counting- Seat tightness test procedure with air, application of test fluid
- Seat tightness test procedure with helium- Seat tightness test procedure with water- Seat tightness test procedure with steam
8/10/2019 MNT en 4.9 Testing Procedures
21/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 5
Fortsetzung Bl. 6
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.1.7.1 Testing of seat tightness with air, bubbles emission test procedure3.1.7.1.1 Applicability
This procedure of seat leakage test with air, counting number of bubbles, is practisedin case of safety valves with gastight design (lifting device H4, cap H2, closedbonnet).
3.1.7.1.2 Test Equipment (Kellog-Test)Testing of seat tightness with air, counting number of bubbles is practised atassembler working place. Following parts are components of the assembly workplace:
Clamp station (with adapter discs)
Pressure system (air)
Pressure gauge system
Bubble counting instrumentFollowing features of bubble counting instrument, shown in fig. 1, correspond toAPI 527:
Inner tube diameter = 6,12 mm Water head t =12,7 mm
Bubble volume = 0,295 cm
Fig. 1
3.1.7.1.3 Test durationAfter a short damping time, the test pressure has to be retained over the entiredetermined test period (ref. to App. 2 and 3).
3.1.7.1.4 Test pressureAfter setting and checking of cold differential set pressure p0 a blow down up to testpressure ptesthas to be carried out. The test pressure ptestis defined in table 1.
8/10/2019 MNT en 4.9 Testing Procedures
22/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 6
Fortsetzung Bl. 7
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.1.7.1.5 Test descriptionAngle typed flanged safety valves are mounted via clamping jaw vertically at the inlet0flange on the test bench. For the sealing a rubber pad is laid down under the inletflange of safety valve. For safety valves with screwed connection, a clamping devicewith screwed connection is needed. After valve setting the leakage test is carried out.
The pressure will be reduced by 10% resp. in case of set pressures 3,5 bar by 0,35bar. After 10 seconds of slowdown the leakage rate will be determined (test time 10s). The amount of air leakage escaping from the inlet via the seal between seat anddisc causes a low excess pressure in the closed outlet chamber. This excesspressure will be decomposed in the water tank in form of escaping bubbles. Theescaping bubbles are counted in determined test time (ref. to appendix 2 and 3). Thevolume of bubbles is defined by resp. depends on the water head and inner width ofdipping tube.
The leakage rate shall not exceed the limited leakage rates depending on the flowarea d0 and valve design as mentioned in appendix 2 and 3.
3.1.7.1.6 Acceptance criteria, Option CodeLeakage rates, measured during the determined test period, shall not exceed thefixed leakage rates defined for the relevant types/designs. The leakages rates arefixed in Appendix 2 and 3.The general tightness of LESER safety valves is carried out without option codecontrolling (App. 2).For increased tightness requirements, following option codes are used (App. 3):
OptionCode
Text Remark
J86Grinding: For increased
tightness acc. to LWN 220.01Cp. LWN 220.01 App. 3
Standard for Type 455-458
N50Grinding: For increased
tightness acc. to LWN 220.01(intern)
The Option Code N50 is not used anylonger
Table 2
3.1.7.1.7 CertificationThe testing of seat tightness with air (bubble emission procedure) is documented inthe SAP system and confirmed by inspection test certificate acc. to DIN EN 10204.
If test report for seat leakage test is required, it has to be accessed with option codeM66.
8/10/2019 MNT en 4.9 Testing Procedures
23/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 7
Fortsetzung Bl. 8
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
Prftischtest bench
5
Eintrittinlet
Austrittoutlet
3.1.7.2 Seat tightness test procedure with air, another method
3.1.7.2.1 ApplicabilityIn case of non-gas tight safety valve design (lifting device H3, open bonnet), the seatleakage test is carried out with procedure of applying test fluid (acc. to DIN EN 1593).The application of test fluid is a qualitative test procedure, because the quantitativeprocedure of bubble counting (leakage rate) is not possible.
3.1.7.2.2 Test equipmentThe seat leakage test by using air, procedure of test fluid application, can be carriedout at the assembly working place. Following parts are components of the assemblyworking place:
Clamp station (with adapter discs)
Pressure system (air)
Pressure gauge system
Bubble counting instrument
As test fluid a foamy lotion acc. to DIN EN 14291, leakage finder, is used. The testfluid shall be non-volatile (it shall not dry at test temperature during test period) andviscous.
3.1.7.2.3 Test descriptionAngle typed flanged safety valves are mounted via clamping jaw vertically at the inletflange on the test bench. For the sealing a rubber pad is laid down under the inletflange of safety valve (fig. 2).After setting of safety valve the seat leakage test is carried out. A foamy lotion isdrawn over the outlet orifice. The extension under pressure impact and theaccumulate leakage volume can be observed at the outlet.
Test time amounts 5 seconds. The sealing between seat and disc fulfils the tightnessrequirements of this standard, if arises bubble extends not more than 5 mm duringtest time.
In case of nominal sizes DNA DN100 an opening reducing rubber plug is adopted,
because only for nominal sizes up to DN 80 bubbles can be drawn reliable.
Fig. 2
8/10/2019 MNT en 4.9 Testing Procedures
24/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 8
Fortsetzung Bl. 9
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.1.7.2.4 Certification, Option CodeThe testing of seat tightness with air, applying of test liquid procedure, is documentedin the SAP system and confirmed by an inspection certificate according to DIN EN10204.
If inspection certificate for seat tightness test is required, it has to be accessed withoption code M22.
3.1.7.3 Seat tightness test procedure with helium3.1.7.3.1 Applicability
The testing of seat tightness with helium is a special case of testing and is practisedon customer demand only. This test can be carried out for all safety valve types, eventhough the helium test is very extensive for open valves.
3.1.7.3.2 Test equipmentLESER uses a helium leak detector (Alcatel ASM 120H) for the helium testprocedure, which has a helium gauged leakage of 1,5x10 -7mbar l/s.
The ASM 120H detector is a complete leak detection unit, comprising a Helium gasanalyser with its pumping unit: molecular drag pump, and vane rotary vacuum pump,the letter also being used as roughing pump.Accessories: Spraying pistol ( helio probe type) and Helium calibrated leaksThe ASM 120H test range is between 10-9to 1 mbar l/s.
3.1.7.3.3 Test methodWith this helium leak detector different test procedures for seat tightness can bepractised. LESER uses following test methods:
Procedure of overpressure (sniffing method) Procedure of leakage detector in vacuum.(spraying method)
3.1.7.3.4 Test pressureThe test pressure has to correspond to the pressure values at ambient temperaturementioned in App. 2 and 3.
3.1.7.3.5 Test durationThe test pressure has to hold up at least 5 min.
3.1.7.3.7 Test descriptionOverpressure procedure (sniffing method):After setting the relevant safety valve with air on cold-differential set pressure, it willbe carried to the helium test lab. After safety valve is mounted via clamping jaw at theinlet flange on the test bench, it will be pressurized with helium. After reaching the test
pressure leakage rate is determined via probe at the outlet.Procedure of leakage detection in vacuum:
After setting the relevant safety valve with air on cold-differential set pressure, it willbe carried to the helium test lab.Via adapter the valve is connected airproof with the helium leakage detector at theinlet.After evacuation (vacuum occurs in the fitting) an airgun is injection helium betweendisc and sealing n the outlet. The test result is metered after 5 min.
8/10/2019 MNT en 4.9 Testing Procedures
25/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 9
Fortsetzung Bl. 10
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.1.7.3.8 Acceptance criteria, Option CodeLeakage rates, measured during the determined test period, shall not exceed thefixed leakage rates defined for the relevant types/designs.In case of metal-to-metal sealed safety valves leakage rates up to 10-3 mbar l/s arepossible. Dependent on the test procedure leakage rates up to 10-9mbar l/s can bereached in case of soft-sealed safety valves.The standard test value for seat tightness of LESER safety valves with soft sealamounts < 1x10-5mbar l/s.
Following option codes shall be used for seat leakage test with helium:- Option Code N62, for sniffing method- Option Code M86, for vacuum method
3.1.7.3.9 CertificationThe testing of seat tightness with helium is documented in the SAP system andconfirmed by inspection test certificate acc. to DIN EN 10204 / test report.
Following information are to be considered:- Test subject- Requirements of Standard- Reference terms / Main technical characteristics
Test medium, HeliumTest equipment: helium leakage detector, Alcatel Type ASM 120HHelium calibrated leaks, leakage rate 1,5x10-7 mbar l/s
- Test results- Test method for each test result- Relevant Units, mbar l/s, for each test result.If inspection certificate for seat tightness test with helium is required, it has to beaccessed with following option code:
- M 77 for seat tightness, overpressure procedure (sniffing method)- M 81 for seat tightness, procedure of leakage detection in vacuum
3.1.7.4 Seat tightness test procedure with water
3.1.7.4.1 ApplicabilityThis test procedure is only carried out on customer demand and relevant rules andregulations. Terms of test conditions and tightness requirements are listed inAppendix 2 resp. 3.
3.1.7.4.2 Test description
Testing with water is permitted only, if the functional behaviour of the safety valve isnot influenced unfavourably. A quantitative estimation of the leakage volume acc. totable 3 is technical not practicable.
DN 10 15 20 25 32 40 50 65 80 100 150 200 250 300 400
cm3/min 0,166 0,166 0,166 4 5 6 8 11 13 17 25 33 42 50 66
Table 3: Leakage volume depending on nominal size acc. to API 527 (App. 1)
8/10/2019 MNT en 4.9 Testing Procedures
26/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 10
Fortsetzung Bl. 11
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
If quantitative information (leakage rate) regarding seat tightness is required forsafety valves which are setted with water, the seat leakage test is carried out with air(Kellog-Test) after setting and checking of cold-differential set pressure. The seatleakage test with water can correspond only to a qualitative information.
3.1.7.4.3 Acceptance criteria, Option CodeThe valve obtains to be tight, if the qualitative estimation criteria acc. to App. 2 resp. 3are fulfilled: no noticeable or visible leakage, no pressure drop at the pressure gaugeis recognized.
3.1.7.4.4 CertificationThe testing of seat tightness with water is documented in the SAP system andconfirmed by inspection test certificate acc. to DIN EN 10204.
3.1.7.5 Seat tightnesstest procedure with s team
3.1.7.5.1 ApplicabilityTesting of seat tightness with steam is practised for safety valves which are setted oncold-differential set pressure with steam.
3.1.7.5.2 Test equipmentThe test is carried out at the steam test lab in Hohenwestedt site.
3.1.7.5.3 Test pressureThe test pressure has to be in accordance with test values determined in Appendices2 and 3.
3.1.7.5.4 Test duration
The test pressure has to be retained acc. to the determined test period in Appendices2 and 3.
3.1.7.5.5 Test descriptionAfter setting the relevant valve on cold-differential test pressure and testing, the seatleakage test is carried out with steam. The pressure is to be dropped to test pressureand after a short damping time the qualitative statement can be determined.
3.1.7.5.6 Acceptance criteria, Option CodeThe valve obtains to be tight, if the qualitative estimation criteria acc. to App. 2 resp. 3are fulfilled: no noticeable or visible leakage, no pressure drop at the pressure gaugeis recognized.
3.1.7.5.7 CertificationThe seat leakage test with steam is documented in the SAP system and confirmed byinspection test certificate acc. to DIN EN 10204.
8/10/2019 MNT en 4.9 Testing Procedures
27/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 11
Fortsetzung Bl. 12
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.2 Shell Tightness test procedure P11
3.2.1 Applicability
The shell tightness test procedure, at LESER called body tightness, is carried out for allLESER safety valves generally.
3.2.2 General, Definition
The shell tightness test procedure is a collateral production pressure test to prove thetightness of pressure retaining body incl. sealing of operational subject against internalpressure.
Designation acc. to DIN EN 12266-1, Edition 2003:Shell Tightness, test procedure P11-EN 12266-1
DIN EN 12266-1, Edition June 2003 replaces DIN 3230-1: 1974-04, DIN 3230-2:1974-04,and DIN EN 12266-2:2003-05 replaces DIN 3230-3.The former designation is: BF, BQ, BW acc. to DIN 3230-3.
3.2.3 Test procedure at LESER
For shell tightness test procedure the test fluid is coated onto body surface at the inlet area.
3.2.3.1 ApplicabilityAcc. to work schedule the shell tightness test procedure is deposited in SAP system forevery safety valve in gastight design. LESER has integrated this test procedure intoproduction process standardly.
3.2.3.2 Test equipmentThe shell tightness test procedure is carried out on assembly test benches. The assembly
and test work place contains following parts: Clamp station
Pressure system
Pressure gauge system
Bubble counting instrument
Dipping basinAs test fluid a foamy lotion acc. to DIN EN 14291, leakage finder, is used. The testfluid shall be non-volatile (it shall not dry at test temperature during test period) andviscous.
3.2.3.3 Test mediumAt LESER this test is carried out standardly with air at ambient temperature.
3.2.3.4 Test pressureThe shell tightness test procedure is carried out with test pressure which corresponds toset pressure / cold-differential set pressure.
3.2.3.5 Test durationThe test pressure has to be retained acc. to the determined test period in table 4 (acc. toDIN EN 12266-1).
8/10/2019 MNT en 4.9 Testing Procedures
28/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 12
Fortsetzung Bl. 13
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
Table 4: Minimum test time for testing of pressure retaining bodyNominal size Minimum test time
sUp to DN 50 15
From DN 65 up to DN 200 60
DN 250 and larger 180
3.2.3.6 Test description
Application with test fluid:In standard cases the shell tightness is carried out at mounted safety valves using testfluid application procedure.The safety valve is clamped on the test bench sidewards the inlet and then pressurized.After setting and testing of required set pressure / cold-differential set pressure the body isspraid with leakage detector solution at the inlet socket. The tested inlet area is foundcorrect, when no foam appears.
Remark!During test period the test pressure shall be kept constant.Afterwards the valve has to be blown dry with compressed air.
3.2.3.7 Certification, Option CodeThe shell tightness test procedure with air is documented in the SAP system andconfirmed by inspection test certificate acc. to DIN EN 10204. As standard testing theleakage test of pressure retaining body effects without access of option code.
If inspection certificate for shell tightness test with air is required, it has to be accessedwith option code M18.
8/10/2019 MNT en 4.9 Testing Procedures
29/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 13
Fortsetzung Bl. 14
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.3 Back seat tightness, test P21 (tightness outwards)
3.3.1 Scope
The tightness test of the back sealing, LESER named it tightness outwards, is carried out atall LESERs safety valves in gastight design.
3.3.2 Definition
The test is a pre-expediting pressure test for certification that the determined leakage rateof the back sealing is kept to the moment of the manufacture.
The tightness outwards has reference to the test of the tightness at the connectionsbody/bonnet, bonnet/lifting device H4 (cap H2) as well as the outlet of the body.Marking in accordance with DIN EN 12266-2, edition 2003Tightness of back seal, test P21-EN 12266.2
3.3.3 Test procedure at LESERs
3.3.3.1 Applicability
The tightness of the back seal, test P21, is in accordance with the task schedule which isdeposited in the data base of the SAP-system for every safety valve in gastight design. AtLESERs, this test is standard which is integrated in the production process.
3.3.3.2 Test equipmentAt LESERs the test of the tightness of the back seal takes place at the test benches.A test bench work station consists of following parts:
o A fixing mechanism of the valve to be testingo A pressure control system / source of fluid under pressure
o Pressure measurement system upstream the valve to be testedo Bubble test instrumento Water basin
As test fluid a foamy lotion acc. to DIN EN 14291, leakage finder, is used. The test fluidshall be non-volatile (it shall not dry at test temperature during test period) and viscous.
3.3.3.3 Test mediumAt LESERSs, this test is carried out standardly with air in room temperature. The back seattightness can be realized with helium test procedure if the customer requests.
3.3.3.4 Test pressureThe test pressure for tightness of back seal, test P21, tightness outwards, shall be a
minimum of 1,1 times the allowable pressure or (61) bar whereby the lower value counts(in accordance with DIN EN 12266-2).Standardly LESER carries out this test with a test pressure of 6 bar with the exception of:- Safety valves beginning with a nominal size DN 200 will be tested with a test pressure
of 2,5 bar/air 36 psig .- For safety valves with PTFE - or elastomer components the pressure must be limited as
follows:
for initial pressures / set pressures p0< 3 bar to 0,15 x p0bar1and
for initial pressures / set pressures p03 bar to 2 bar (28 PSIG) to avoid damages
1Built-up back pressure For the LESER safety valve, 15 % of the set pressure minus superimposed back pressure(if applicable) is generally permissible. Complete catalogue 21/30
8/10/2019 MNT en 4.9 Testing Procedures
30/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 14
Fortsetzung Bl. 15
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
- Test pressures outside of the scope of the standard must be coordinated between thecustomer and LESER (VK/TB).
3.3.3.5 Test duration
The test pressure must be maintained at least for the test period determined in table 5 (inaccordance with DIN E 12266-2).
Table 5: Minimum test period for testing of the tightness of the back sealNominal size Minimum test period
s
> DN 50 15from DN 65 to DN 200 15
DN 250 to DN 450 30
3.3.3.6 Test description
3.3.3.6.1 Operation with application of the test fluids (DIN EN 1593)This test procedure will be used for safety valves when the dipping is impractical.The testing of the tightness of back seal, tightness outwards, will be controlled instandard cases. After testing of the seat leakage and the test pressure the safetyvalve will be tightened (outlet) on the test bench and admitted with pressure.Reaching the test pressure, the safety valves will be sprayed at the connections andthe outlet area with a diluation which seeks leaks. If there is no frothing formationrecognizable the tested areas are all right.
3.3.3.6.2 Dipping procedure (DIN EN 1593)
This test procedure is applicable for compact performance safety valves.The safety valve will be sealed (inlet) with an unscrewed sealing cap. After that the safetyvalve will be clamped (outlet) in the test bench and dipped into the diving basin (water)The specified test pressure 6 bar/air will start. If there are no bubbles on the outside surfaceof the safety valve the tested safety valve is all right.The test pressure will be blowed off and the safety valve will be detached from the testcontrol unit.
Remark! During the test period the test pressure has to be kept constantly.The safety vale should be blistered dry with compressed air.
3.3.3.6.3 Helium test
This testing method, tightness of the back seal with helium, will be realized if customerrequires. Apart from testing with air the test can also be realized with Helium. Thedetermined leakage rate will be >10-5 mbar l / s.in standard cases
With the leak detector used by LESER (Alcatel ASM 120H), the tightness test with thevacuum-method is realized.
The safety valve will be sealed (at the inlet) with a sealing cap. Afterwards the safety valvewill be clamped (at the outlet) on the leak detector. When the evacuation process is finished(in the safety valve is now a vacuum) helium will be sprayed with an air gun on everyconnection for 3 4 sec. The test result will be read if the LED display is stabled.
8/10/2019 MNT en 4.9 Testing Procedures
31/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 15
Fortsetzung Bl. 16
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
3.3.3.7 Certification, Option CodeThe back seat tightness test tightness outwards, will be mentioned in the SAP system andconfirmed with the inspection certificate in accordance with DIN EN 10204
As a standard test with air, the tightness test of the back sealing, tightness outwards, willfollow without option code.The tightness test of the back sealing, tightness outwards, with Helium will be regulatedwith option code N64.If inspection certificate for back seat test tightness outwards is required, it has to beaccessed with following Option Codes:
- M 28 Back seat tightness test outwards, application of test fluids- M 78 Back seat tightness test outwards, dipping procedure- M 82 Back seat tightness test outwards with helium, overpressure method (sniffing
method)
4 Qualifications of the staff
The test staffs are in the situation, because of their professional knowledge as well as physicalqualifications to carry out the a. m. test procedures correctly.
5 Certification
Test results are reported standardly in the SAP system and are proved by an inspection certificateaccording to 3.1 of DIN EN 10204.Following information has to be included in APZ 3.1:
- Test subject- Requirements of Standard- Used procedures- Reference terms / technical characteristics
Test medium, test liquid, test device- Test results- Test method for each test result- Relevant units, mbar l/s, for each test result.
6 Demands of standards
Following standards are considered for the tightness tests at LESERs:
DIN EN ISO 4126-1, Safety devices for protection against excessive pressure Part 1: Safetyvalves, chapter. 6 Production testing, 6.6 Seat leakage test:The seat leakage test of a safety valve shall be carried out. The test procedure and leakage rate
shall be agreed between the manufacturer and the purchaser
ASME Code Section VIII Rules for Construction of Pressure Vessels, Edition 2006Part UG-136(d) Production Testing by Manufacturers and AssemblersUG- 136 (d) (3) The secondary pressure zone of each closed bonnet pressure relief valveexceeding NPS 1 (DN 25) inlet size when such pressure relief valves are designed for discharge toa closed system shall be tested with air or other gas at a pressure of at least 30 psi (200kPa).There shall not be visible sign of leakage.
UG- 136(d) (5) After completion of the tests required by (d) (4) above, a seat tightness test shall beconducted. Unless otherwise designated by a Manufacturers published pressure relief valvespecification or another specification agreed to by the user, the seat tightness test and acceptance
criteria shall be in accordance with API 527.
8/10/2019 MNT en 4.9 Testing Procedures
32/95
L E S E R W O R K S S T A N D A R D L W N 2 2 0 - 0 1 - E NTightness Test
Testing Procedure at LESER Page 16
Fortsetzung Bl. 17
L E S E R bearbeitet: La/cw.hei Ausgabe: 24.10.07GmbH & Co. KG Prfvermerk: siehe M 100306 Ersatz f. Ausgabe: 25.07.07
DIN EN 12266-1 Industrial valves: Testing of valves, part 1: Pressure tests, test proceduresand acceptance criteria- Mandatory requirements, edition 2003, chapter.4 Test requirements:4.2 Every valve shall be subjected to the shell tightness test, reference P11, listed in Table 1.
DIN EN 12266-2 Industrial valves Testing of valves, part 2: Tests, test procedures andacceptance criteria, edition 2003, A.3 Back seat tightness, test P21
7 References to further standards
DIN EN ISO 4126-1 Safety devices for protection against excessive pressurePart 1: Safety valves,
DIN EN ISO 12266-1 Industrial valves: Testing of valves, part 1: Pressure tests, testprocedures and acceptance criteria
DIN EN ISO 12266-2 Industrial valves Testing of valves, part 2: Tests, test proceduresand acceptance criteria, supplementary requirements
DIN EN 1593 Tightness test, bubble test, Edition 1999
DIN EN 14291 Foam producing solutions for leak detection on gas installationsDIN EN 10204 Metallic products- Types of inspection documents
ASME Code Section VIII Rules for Construction of Pressure Vessels, Edition 2006
API 527 American Petroleum InstituteSeat Tightness of Pressure Relief Valves
8/10/2019 MNT en 4.9 Testing Procedures
33/95
L E S E R - W O R K S S T A N D A R D
Tightness test
Testing at LESER
L E S E R bearbeitet: Ku GmbH & Co. KG Prfvermerk: siehe ECO00191B
8 Appendix 1: Seat tightness requirements acc. to API 527
Test conditions Tightd0 15,88mm
1)
Set pressurepo
(relating to 16C)
After testing of set pressurepo/
Blow down up o
Test pressure
Test Time
BZ = damping timePZ = Test Time
Min
Leakage rate
(related to 16C; bubble volumVB= 0,295 cm
3, tube = 6,12m
DN
50
2
DN65...10021/2...4
DN>100>4
Testmedium
bar MPa BZ PZ BZ PZ BZ PZ
Number ofbubbles
bubble/ min
Leakagevolume
cm3/ min
L
M
Metal-to-metal
sealing
1,03-68,9103130172207276385
414
0,103-6,89610,313,017,220,727,638,5
41,4
1 1 2 1 5 1
406080100
100
11,8017,7023,6029,50
29,50
1234
4Air(Gases)
Soft
sealing
- - 1 1 2 1 5 1 0 0 3,45 bar(0,345 MPa)
BZ- damping time = 1 min
pPrf.= 0,9*potest
pPrf = p0 - 0,345 bar
test (0,0345 MPa)
8/10/2019 MNT en 4.9 Testing Procedures
34/95
L E S E R - W O R K S S T A N D A R D
Tightness test
Testing at LESER
L E S E R bearbeitet: Ku GmbH & Co. KG Prfvermerk: siehe ECO00191B
9 Appendix 2: Seat tightness LESER Standard tightness requirements
Test conditions Tightness
d 0 16 mm ( DN10, G1/2; DN15, G3/4)Set pressure
po
(related to 20C)
Test pressureptest
After testing of setpressure po
Blow down up to...Test pressure
Test time
BZ-damping timePZ-Test time
Leakage rate
(related to 20C; bubble volume VB= 0,295 cm
tube = 6,12mm)
Leakage volume Testmedium
Pressure stages acc. toLWN 220.03
bar MPa
Blow-down of...Test pressure
s / min
Number ofbubbles
bubble/min cm3/min mm/sec
Leakrat
mba
Meta
l-to-metal
s
ealing
0,1- 66
>66-165
>165- 700
0,01- 6,6
>6,6-16,5
>16,5- 70,0
BZ = 10sPZ = 10s
40
60
80
11,80
17,70
23,60
196,66
295,00
393,33
1,9x1
2,8x1
3,8x1
Softsealing
plate - -
BZ= 10sPZ = 10s 20 5,90 98,33 9,4x1
Air(Gases)
Softsealing
O-Ringordisc
Withvulcanized
softsealing
- -BZ =10sPZ = 10s 0 0 0 9x1
Steam
Metal-to-m
etal
sealing
Softsealing
- -BZ = 3 minPZ = 1 min
No recognizeNo indication of pressu
LESER-Stand
ard
Water
Metal-to-
metal
sealing
Softsealing
- -
0,1< po< 0,7 (bar)0,01 < po< 0,07 (MPa)
0,7 po3,5 (bar)0,07 po 0,35 (MPa)
p0 > 3,5 barpo >0,35 (MPa)
BZ =10sPZ = 10s
No recognize
Pprf = 0,5*p0
test
pPr f= p0 - 0,35bartest (0,035 Mpa)
pPrf. = 0,9*potest
8/10/2019 MNT en 4.9 Testing Procedures
35/95
L E S E R - W O R K S S T A N D A R D
Tightness test
Testing at LESER
L E S E R bearbeitet: Ku GmbH & Co. KG Prfvermerk: siehe ECO00191B
10 Appendix 3: Seat tightness LESER increased tightness requirements
Test conditions Test re
d0 16 mm ( DN10, G1/2; DN15, G3/4)
Set pressure
po(related to 20C)
Test pressure
pprfAfter testing of setpressure poBlow down up to ...Test pressure
Test time
BZ=damping timePz = test time
Leakage rate
(related to 20C; Bubble volume VB= 0,295 cm
tube = 6,12mm)
Leakage volume Testmedium
Pressure stage acc. toLWN 220.03
bar MPa
Blow-down of...Test pressure
Number ofbubbles
bubble/mincm
3/min mm/sec
Leakagrate
mbarl/s
Metal-to-metal
sealing
0,1-66
>66-165
>165-700
0,01-6,6
>6,6-16,5
>16,5-70,0
BZ- =10sPZ = 10s
20
30
40
5,90
8,85
11,80
98,33
147,5
196,66
9,4x10-
1,4x10-
1,8x10-
Air(Gases)
Softsealing
- - - Increased tightness not possible, ref.
Metal-to-
metal
sealing
- -BZ =3 min
PZ- = 1 minNo recognize
No indication of pressu
Steam
Softsealing
-
-
- Increased tightness not possible, ref.
Metal-to-
metalse
aling
- -
BZ =10sPZ = 10s No recognize
LESER
-increase
dtightness
Water
Softsealing
- -
0,1< po< 0,7 (bar)0,01 < po< 0,07 (MPa)
0,7 po 3,5 (bar)0,07 po 0,35 (MPa)
p0 > 3,5 bar
po >0,35 (MPa)
- Increased tightness not possible, ref.
Pprf = 0,5*p0
test
pPrf. = 0,9*potest
pPr f= p0 - 0,35bartest (0,035 Mpa)
8/10/2019 MNT en 4.9 Testing Procedures
36/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 1
continues on page 2
L E S E R processed: Sa.cw. edition: 02.09.08GmbH & Co. KG approved: refer to M 150900 replaces edition: 04.06.08
Table of contents
Summary ........................................................................................................................................................... 21 General and definitions......................................................................................................................... 22 Purpose and area of application........................................................................................................... 23 Derivation of standard specifications on LESER safety valves............................................................ 34 Testing depth at LESER, practical application of the set pressure tolerances .................................... 35 Assembly and test equipment .............................................................................................................. 36 Pressure measuring devices ................................................................................................................ 47 Test media............................................................................................................................................ 48 Test procedure at LESER..................................................................................................................... 5
8.1 Setting and testing of the cold di fferential test pressure with air.............................................. 58.1.1 Testing depth, option code ......................................................... ................................................................ ... 58.1.2 Test bench ..................................................... ........................................................... ..................................... 58.1.3 Testing procedure ............................................................ ................................................................. ............ 68.1.4 Acceptance criteria........................................................ ................................................................. ............ 10
8.2 Setting and testing of the cold di fferential test pressure with water....................................... 108.2.1 Testing depth, option code ......................................................... ............................................................... .. 108.2.2 Test bed........................................................ ........................................................... .................................... 108.2.3 Testing procedure ............................................................ ............................................................... ............ 108.2.4 Acceptance criteria........................................................ ................................................................. ............ 10
8.3 Setting and testing of the cold dif ferential test pressure with steam ...................................... 108.3.1 Standards applied ......................................................... .................................................................. ............ 108.3.2 Testing depth, option code ......................................................... ............................................................... .. 108.3.3 Test media....................................................... .............................................................. .............................. 108.3.4 Test bed........................................................ ........................................................... .................................... 118.3.5 Testing procedure ............................................................ ............................................................... ............ 118.3.6 Acceptance criteria........................................................ ................................................................. ............ 118.3.7 Testing on capacity test bench of National Board (USA) ........................................................................... 12
9 Qualifications of the test personnel .................................................................................................... 12
10 Documentation and option code......................................................................................................... 1211 Standards applied............................................................................................................................... 1212 Normative instructions........................................................................................................................ 1413 Terms and abbreviations .................................................................................................................... 14
8/10/2019 MNT en 4.9 Testing Procedures
37/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 2
continues on page 3
L E S E R processed: Sa.cw. edition: 02.09.08GmbH & Co. KG approved: refer to M 150900 replaces edition: 04.06.08
Summary
This LWN lists the standard requirements and will describe the procedure during the setting andtesting of the cold differential test pressure of safety valves at LESER and its documentation.The Procedure is valid for all safety valves to be set with steam, water or air at the LESER
production sites Hamburg, Hohenwestedt and at the authorised LESER service partners, In casethey act on behalf of LESER.
The testing of the cold differential test pressure shall not be applied for safety valves carrying out:
LA Supply, Loosly AssembledSKD Kits. Semi Knocked Down (Compact Performance)
The issuing of an inspection certificate about the testing carried out can be order with the followingoption codes.
Option code Acceptance test certificate Comments
H03 LESER CGA (Certificate for Global Application) Inspectioncertificate 3.1 according to DIN EN 10204
N05Inspection certificate 3.1 acc. to DIN EN 10204: Testing ofcold differential test pressure with air
optional
1 General and defini tions
This LWN will put together the standard requirements and will describe the procedure during thesetting and testing of the cold set pressure of safety valves at LESER and its documentation.
The cold set pressure (DIN EN ISO 4126-1, chapter 3.2.5) is the static pressure on the inlet side,at which a safety valve will start opening on the test bed. This pressure includes corrections for
operational conditions, e.g. counter pressure and/or temperature.
The cold set pressure will be used, if a correction of set pressure is necessary due to deviations tothe operating conditions.The evaluation of cold differential test pressure (CDTP) under consideration of influencing factorscan be taken from LWN 001-69.
The definition of the cold set pressure of LESER safety valves is:The pressure, the safety valve is adjusted at LESER on the test bed and the first audible noise incase of steams/air/gases and/or the first continuous flow of liquid.
The set pressure (EN ISO 4126-1 chapter 3.2.1) is the preset pressure, a safety valve starts
opening under operational conditions (DIN EN ISO 4126-1). It is the excess pressure on the valveinlet side, where the forces that open the valve under the specific operational conditions, will beequal to the forces that keep the valve disc in position.
2 Purpose and area of application
The procedure is applicable for all safety valves that are set with steam, water or air at the LESERproduction sites in Hamburg, Hohenwestedt and at the authorised LESER service partners, shouldthey act on behalf of LESER.
8/10/2019 MNT en 4.9 Testing Procedures
38/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 3
continues on page 4
L E S E R processed: Sa edition: 04.06.08GmbH & Co. KG approved: refer to M 141400 replaces edition: 27.11.07
3 Derivation of standard specifications on LESER safety valves
The following LESER specifications are derived from the in point 11 described standardrequirements:
In general tolerances of 3% from the specified set pressure are admissible, however in thecase LESER safety valves plus tolerances are admissible. The reason for this is that the plant
operator can then fully utilize the maximum operational parameters like pressure andtemperature.
From 300 psi (20,7 bar) the specifications in accordance with ASME Section I, Rules forConstruction of Power Valves, PG 72.2 General Requirements for all Methods of Construction,Safety Valves and Safety Relief Valves will be ignored as at present none of such products arebeing manufactured. Should this situation change, this will be regulated in this LWN.
Summary: The specifications regarding the set pressure tolerance for all named standardshave been listed in table 1.
Table 1: Summary set pressure tolerances at LESER
4 Testing depth at LESER, practical application of the set pressure tolerances
At LESER all safety valves apart from LA supply (Loosly Assembled) safety valves and SKD kitsfor Compact Performance valves as a matter of standard are prepared and test on cold setpressure in accordance with work schedule recorded in the SAP System.
When adjusting the safety valves three important influencing factors have to be principallyconsidered: Preciseness of the measuring equipment Reading exactness of the technician and/or tester (analogue display) Repetitive setting exactness of the valves
All three factors have to be covered by the set pressure tolerance, whereby only during the settinga person can take direct influence.
5 Assembly and test equipment
In general the safety valves at LESER will be assembled, set and checked at the assembly testbed.An assembly test bed consists of the following parts: Loading station Pressure system (air, water or steam) Pressure measuring devices systemThe setting and testing of the cold set pressures of safety valves with steam is carried out at the
steam test bed and with water at the water test bed in the HOW.
Set pressure (range) Tolerance
1,65 bar ( 23,9 psi)
1,65 bar ( 23,9 psi) ... 3,96 bar ( 58 psi)
>3,96 bar (57,4 psi)
plus 0,05 bar ( 0,725 psi)
plus 0,1 bar ( 1,45 psi)
plus 3 %
8/10/2019 MNT en 4.9 Testing Procedures
39/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 4
continues on page 5
L E S E R processed: Sa.cw. edition: 02.09.08GmbH & Co. KG approved: refer to M 150900 replaces edition: 04.06.08
6 Pressure measuring devices
LESER safety valves were set and tested using pressure measuring devices with bourdon tubesthat complied with the standard requirements in accordance with ASME Code Section VIII and ENDIN 837-1.
To realise the ASME-Codes Section VIII, UG 102 (b) each test bed has to be equipped with (forset pressures up to 396 bar) with 7 pressure measuring devices to cover the entire pressure range.If higher pressures (> 396 bar) are set at LESER via a pressure transformer, optionally thepressure measuring device 1000 bar should be used.The number of manometers is determined by the operational error limit with regard to the full-scalevalue. This resulted in the following LESER preferential series for pressure measuring devices ofthe precision class 0,6 (Table 2):
Table 2: LESER preferential series for pressure measuring devices (in accordance with ASME-Codeand DIN EN 837-1)
Cold differential testpressure[bar]
Manometer scale (pressure stages)[bar]
0,5 - 1,65 2,5
1,50 3,96 6
4,00 10,56 16
10,00 26,66 40
25,00 66,00 100
62,50 165,00 250
150,00 - 396,00 600
250 - 660 1000
Comment:
The LESER preferential series in accordance with ASME starts with manometer 0 - 2,5 bar.The controlled areas in accordance with ASME-Code start from > 15 psi (1,03 bar). Thecontrolled areas in accordance with the European pressure appliances guideline (from >0,5 bar) and the pressure vessel regulation (from > 0,1 bar) have been included.All mechanical class 0.6 pressure measuring devices with operational error limit 0,6% ofthe LESER preferential series have to be regularly gauged and/or adjusted in accordancewith LWN 615.07 at a minimum of every 12 months.
The use of pressure measuring devices at the assembly sites is regulated in LWN 220.03.
7 Test media
Safety valve set pressure is normally set with air on a test bed and the valve is then operated withdifferent media types, steam, gases or liquids.As a standard air is used for setting and testing of the cold-set pressures of safety valves.Still, if it is required to adjust the safety valve with the medium water or steam on the test bed, thishas to be specified in the order.
8/10/2019 MNT en 4.9 Testing Procedures
40/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 5
continues on page 6
L E S E R processed: Sa edition: 04.06.08GmbH & Co. KG approved: refer to M 141400 replaces edition: 27.11.07
8 Test procedure at LESER
The following procedures are possible at LESER: Cold differential test pressure with air (Standard, without option code) Cold differential test pressure with steam (option code M07) Cold differential test pressure with water (option code M09)
8.1 Setting and testing of the cold differential test pressure with air
8.1.1 Testing depth, option code
As a standard safety valves for air or other gases have to be set and tested with air at roomtemperature. This is carried out in accordance with work schedule recorded in the SAPSystem for each safety valve. The control is carried out without option code.
8.1.2 Test bench
The assembly, setting and testing of the cold differential test pressure with air is carried out
at the assembly test bench. An assembly and testing bed consists of the following parts: Loading station Pressure system (air) Pressure measuring devices system
8/10/2019 MNT en 4.9 Testing Procedures
41/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 6
continues on page 7
L E S E R processed: Sa.cw. edition: 02.09.08GmbH & Co. KG approved: refer to M 150900 replaces edition: 04.06.08
Fig. 1: Example for assembly test bench
8.1.3 Testing procedure
After assembly the safety valve will be pressurized and adjusted via adjusting screw to the givenset pressure acc. to SAP demand (flag Q-feature). Safety valves with lever will be setted up perpositioning the weight.
The set pressure is reached when the discharge of air is audible. A saturated opening with clearclicking noise or crack shall be reached. Stealthy setting is not allowed.
The procedure of setting and testing of cold differential test pressure with air is described exactlyfor each valve type in the working instructions (assembly / installation documentation).
Pressure measuringdevice system
Loading station Pressure system
8/10/2019 MNT en 4.9 Testing Procedures
42/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 7
continues on page 8
L E S E R processed: Sa.cw. edition: 02.09.08GmbH & Co. KG approved: refer to M 150900 replaces edition: 04.06.08
The following work stages have to be adhered to (Example for a threaded valve):
Work stage 1
Call up SAP tab Q characteristics andread the pressure setting area.
The set pressure should also bet hemean tolerance value (here 2,55 bar-).
ToolsSoftware system
Testing equipment
Assembly test bench
8/10/2019 MNT en 4.9 Testing Procedures
43/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 8
continues on page 9
L E S E R processed: Sa edition: 04.06.08GmbH & Co. KG approved: refer to M 141400 replaces edition: 27.11.07
Work stage 2
Set the scale of the pressure display(selection window)
During the setting of the valves itmight be helpful to display bothdisplays on the screen
Tools
Software: Visual manometer
SAP Transaction ZAKL / tab Q-characteristics
Equipment
Assembly test bench
8/10/2019 MNT en 4.9 Testing Procedures
44/95
L E S E R W O R K S S T A N D A R D L W N 3 3 1 - 1 2 - E N Procedures for the testing of cold differential
test pressure page 9
continues on page 10
L E S E R processed: Sa edition: 04.06.08GmbH & Co. KG approved: refer to M 141400 replaces edition: 27.11.07
Work stage 3
Secure the spindl