Embed Size (px)
DESCRIPTION
sugar industry collection
Citation preview

y S. G. CLARKE Walkers Limited, Maryborough
Introduction Problems associated with mill gearing design have previously been
dealt with in Q.S.S.C.T. roceedings by papers from Beale and Fleming (1964) and Horsburgh ( l 59). Some similar material is also available in proceedings of the I.S.S.C.T. Congresses of 1962 and 1965.
All of these papers are of great value to the gear designer but only one, that of Scriven (1957), has made reference to the operation of
aring when associated with steam turbine drives and his paper, although timely, may not have been understood in epth since very few steam turbines were operated in Queensland 12 years ago.
It is, therefore, the purpose of this paper to make some reference to gear design, to suggest possible reasons relative to some reported gearing failures and to set out some advice for the future.
Gear Design Most, if not all, of our conventional mill gearing is desi
BS436; 1940 and earlier authors have agreed that this generally acceptable, although some problems do exist in applying this
speed mill gearing. ecification takes wear and stren trictly to the formulae are suit ours on a 12 hour per day basis.
The most satisfact variation from this specification is to apply the "expected life factors" set out in which relates to bevel gearing. This modi is quite justified when
ed to extreme fatigue
of applying a service eming have suggested
1.25 as a desirable factor for sugar mill gearing. Having these specifications to follow, it would then seem to be a
fairly simple task to arrive at a set of mill gears which can transmit the desired loads for a specified period. Howev the choice of a suitable material for the wheel and pinion must also made and this is where past experience must be applied.
Likewise, past experience is of value to the designer in his final choice of milling speeds, ower of drive unit, type of drive unit, overall gear ratio, etc.
All of the above is not necessaril Society members, so without going into a complete et us look at a typical example associated with the desi otion mill drive gearing pinion to which the following conditions apply:-

THIRTY-SIXTH CONFERENCE 1969
Desired cane crushing rate --- 250 tons per hour Expected fibre % cane - 13.25 Adopted mill roller speed - 40 ft/min Type of drive - steam turbine H.P. of drive - 750 rated Rev/min of pinion - 12 Number of pinion teeth - 30 By applying the formulae given in BS436 we may arrive at the
following wear and strength ratings for a pinion made in either of the following materials :-
Material 'A' - BS592 Grade C having flame hardened teeth Material 'B' - BS592 Grade C fully normalised rim
TABLE I-Pinion tooth loads
It would appear initially that by using material 'A' we have achieved a very acceptable design assuring long life for both strength and wear providing we do not exceed our design loading factors. However, knowing the potential power of steam turbines, let us see what happens to our life expectancy factors when we progressively increase our tooth loading.
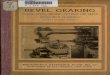
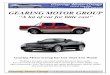
The graphs in Figures 1 and 2 relate to pinions in material A and B respectively.
Figure 1 repeats the close relationship between wear and strength ratings but as a consequence of the distinct curve of this graph, such ratings fail miserably when overloads occur. Figure 2 likewise repats the above particular curve but it is obvious that from a strength pornt of view, material B is capable of accepting the predicted overloads.
On both graphs a series of vertical lines have been drawn and these indicate the full load torque and overload conditions which can be
Fig. I-Tooth load and pinion life relation, material "A"

THIRTY-SIXTH CONFERENCE
Fig. 2-Tooth load and pinion life relation, material "B".
expected from a turbine drive in the event of incorrect speed operation or operation without due re ard to the correct number of auxiliary hand nozzles used.
To obtain the full appreciation of this possi ese torque to rev/min curves are representative
from any steam turbine, but have been pertaining to a popular type of machine now
used in Queensland. Note that Fig 3 shows the torque capability of a turbine when it is operated unde vernor control only and Figure 4 indicates the torque capability of the same machine when all hand valves are in use in addition to the governor.
Under the latter condition serious overloading can apply, par- ticularly under low speed conditions. Careful relation of nozzle pressure and turbine speed is constantly necessary to limit full load torque if
Fig. 3---Turbine torque curves, governor only.

186 THIRTY-SIXTH CONFERENCE 1969
Fig. 4--Turbine torque curves, governor plus hand valves.
overloading of the gearing is to be avoided. Likewise, any proposed increase in steam line pressure should be carefully considered, since such an increase will automatically increase the turbine steam ring pressure and allow additional torque to be applied to the gearing.
Returning now to Figure 1, observe the immediate reduction in expected gearing life which occurs when overload conditions are applied. In fact, continued operation under 50 per cent overload conditions can reduce the strength life expectancy from 6,200,000 hours to 12,500 hours or a 98 per cent reduction in the life expectancy. A similar effect can be observed from Figure 2 but here, due to the greater strength life expect- ancy, the effect will not be as disastrous, seriously affecting only the wear life expectancy which will of course be indicated by gear tooth wear rather than a tooth strength failure.
What of the Future? As mentioned earlier, the paper by Scriven has already made clear
the serious overloads which can be experienced with steam turbine drive units if adequate care and attention is not applied. Experience gained in more recent times has proved these statements to be painfully true, so what can be done to overcome these problems in the future? Let us commence with a few suggestions :-
(l) Operate the prime mover and its gearing within its full load capacity range at all times and restrict the use of auxiliary power boosting devices to periods of low steam pressure only.
(2) Provide lock-up devices on all auxiliary power devices and hand nozzles so that their use can only be directed by senior staff personnel.

1969 T -SIXTH CONFERENC 187
(3) Operate the mi unit at roller speeds commensurate with normal torque requirem This feature can, of course, be related to ( 1 ) above and constant reference to speedltorque curves will assure this safe operation.
(4) Keep a daily log of turbine nozzle steam pressures or install steam flow recorders so that reasonably accurate data is available to immediately indicate plant operation at above normal torque ratings.
designed to give a high strength life expectancy life rating may be lower than desired. Wear can periodic inspection and partially overcome by
ith high viscosity oils. Wear rates can be measured ment steps taken in adequate time.
(6) Install gearing of heavier design, even incorporating one additional reduction stage. rger and heavier gears will incur higher initial costs but these may be more acceptable than later breakdowns.
(7) Install prime movers designed only t peak load torques within the capacity of the associated gearing this output torque by astute operation of auxiliary power boo
(8) Seriously consider the implications involved before increasing steam pressure to any existing prime mover installation as such an in- crease will automatically increase the torque output of the turbine and this may be beyond the peak designed torque capacity of associated gearing.
(9) Consider the use ms of prime mover drives and their likely effect on coup ategory will fall high speed engines, electric motors, In the case of the last, the conventional steam turbin to drive the hydraulic pump units without fear of ov hydraulic circuit will auto- matically limit the peak ) and Wright (1969)l.
Conclusion It has been shown that there is no mystery about mill gearing design
nor the reasons for premature gearing failures. It is realized that minor overloading of milling plant is not entirely unavoidable nor is it to be completely discouraged if high eficiency is to be maintained at increased crushing rates. However, care is needed to determine the absolute limit of overloads permitted with mill gearing particularly when turbine drives are used and some suggestions ave been made of steps considered worthwhile for future consideration.
REFERENCES Fleming, J. C., (1964), Specification and design of mill gearing. Proc.
Q.S.S.C.T., thirty-first Conf., 133. Hill, J. W., (1968), Proposal for a direct hydraulic mill drive. Proc. Q.S.S.C.T., thirty-fifth
Conf., 101. , G. E., (1959), Some problems associated with mill gearing design. Proc.
Q.S.S.C.T., twenty-sixth Conf., 163. McNee, A. W. P., (1962), Mill gearing. Proc. I.S.S.C.T., eleventh Cong., 1125. Scrivea, H. E. B., (1957), Some considerations in the use of turbine drives. Proc. Q.S.S.C.T.,
twenty-fourth Conf., 165. Linden, S., (1965), The application of steam turbines to the cane sugar industry. Proc. I.S.S.C.T., twelfth Congr., 1584.
D. J., (1969), The application of hydraulics to sugar mill drives. Proc. Q.S.S.C.T., thirty-sixth Conf.