Embed Size (px)
Citation preview

Microstructure and Mechanical Property of 5000 Series Aluminum Stud Joint
with Zinc Insert Using Friction Welding*1
Taichi Nishida1;*2, Tomo Ogura1, Mitsuo Fujimoto2 and Akio Hirose1
1Division of Materials and Manufacturing Science, Osaka University, Suita 565-0871, Japan2Kawasaki Heavy Industries Ltd., Kobe 650-8670, Japan
Friction stud welding with zinc insert was applied to 5000 series aluminum alloys. A cone-shaped A5056 stud bolt was successfullyfriction-welded onto A5083 plate at low torque using zinc insert compared to that without zinc insert. This is considered to be contributed by aeutectic reaction between aluminum and zinc, which can effectively remove the oxide film and promote the joining. With bigger torque andlonger welding time, the amount of residual zinc was reduced and high strength was achieved. On the other hand, a twist break between thestirred zone and the stud bolt increased during friction and this causes the decrease of tensile strength of the joint after a certain amount of torque.The results of micro-tensile test showed that strength at the edge of joint interface was higher than that at the center area regardless of zinc insert.From the experimental results, the joining process of the present friction stud welding classified into five processes, i.e. wear of stud bolt, start ofjoining, increase of tensile strength, decrease of tensile strength, and fracture during friction. [doi:10.2320/matertrans.L-MZ201124]
(Received October 1, 2010; Accepted January 28, 2011; Published April 20, 2011)
Keywords: aluminum stud joint, friction welding, zinc insert, micro-tensile test
1. Introduction
5000 series aluminum alloys are widely used in thestructures that require low-temperature properties andcorrosion resistance.1) The joining of the stud bolt in thesealloys is mainly performed by arc stud welding.2,3) However,quality of the joints depends on worker’s skill, and theremoval of the oxide film on the aluminum surface isnecessary before welding.4) Recently, friction stud weldinghas been applied to overcome these problems in arc studwelding.2,5) This method is a modified friction welding, andcan achieve steady quality of joints because welding onlyproceeds by prearranged parameters. Furthermore, the oxidefilm at the interface of the joint is efficiently removed duringfriction stage.6–8) To remove the oxide film easier, the studbolt has a corn shaped tip, and zinc insert is applied betweenthe stud bolt and the base material.2,9–12) Therefore, thejoining process of the friction stud joint is considered to bequite unique and distinctive compared with other conven-tional friction welding.13–15)
To optimize the welding parameters in friction studwelding, it is necessary to precisely understand the joiningprocess and its mechanism. In the present study, micro-structures at the interface of stud joints were observed,and tensile test was conducted to evaluate the mechanicalproperties with varying friction torque. Moreover, micro-tensile test was also conducted to evaluate the mechanicalproperties at each region of the interface in micro-scalearea. To clarify the effect of zinc insert on the joiningprocess and the joint properties, the joints without zincinsert were also evaluated. From the obtained results,joining process of the present friction stud welding wasdiscussed.
2. Experimental Procedure
The corn shaped A5056 stud bolt with 8 mm in diameterwas friction welded onto A5083 plate (designated as basematerial) using a direct drive welding machine. The zincprimer with 100 mm thick was applied between the stud boltand the base material. During the welding, the rotation speedand the friction load were set to 6000 rpm and 1800 N,respectively. The friction torque was varied from 0.8 to4.0 Nm and 1.0 to 3.0 Nm in the joint with and without zincinsert, respectively. The friction torque was monitored usinga load cell through an A/D converter with a sampling timeof 0.01 s. The rotation of the stud bolt stops and goes ontoupset stage when the friction torque reaches at a setup value.Upset load and upset time were set to 2000 N and 3.2 s,respectively.
For the microstructural observation, the joint was cutvertically, mechanically polished, and etched with Keller’setchant or Tucker’s etchant. Microstructural observation wasperformed using a stereomicroscope (SZX7, OLYMPUSInc.), optical microscope (OPTIPHOT-100, NIKON Inc.)and scanning electron microscope (SEM; S-3000H,HITACHI Inc.). Tensile test (5505, INSTRON Inc.) andmicro-tensile test were performed to evaluate the mechanicalproperties of the friction stud joint with a cross-head speedof 5:00� 10�2 mm/s and 1.00 mm/s, respectively. Theshapes of the specimens are shown in Fig. 1.
3. Results
3.1 Microstructures of friction stud jointsFigure 2 shows a typical image of the interface of the
friction stud joint without zinc insert (Torque: 2.0 Nm). Alens shaped stirred zone was observed between the stud boltand the base material (inside dotted lines). The stirred zonebecame larger with bigger friction torque. In this study, thejoint interface was designated as three areas, i.e. center area,middle area and edge area. The center area and the edge area
*1The Paper Contains Partial Overlap with the ICAA12 Proceedings by
USB under the Permission of the Editorial Committee.*2Graduate Student, Osaka University
Materials Transactions, Vol. 52, No. 5 (2011) pp. 960 to 966Special Issue on Aluminium Alloys 2010#2011 The Japan Institute of Light Metals

mean the center of the rotated stud bolt and the edge of thejoint interface, respectively. The middle area is located in themiddle of the center and the edge area.
Figure 3 shows a typical image of the interface of thefriction stud joint with zinc insert (Torque: 2.0 Nm). Residualzinc was clearly observed between the stirred zone and thebase material at the center and the middle area (Fig. 3(b)).Although the residual zinc decreased with increasing frictiontorque, it could not be completely exhausted from the joint
interface in the present welding conditions. A break betweenthe stud bolt and the stirred zone (Fig. 3(d), designated astwist break) was observed at the edge area. When a frictiontorque increased, this twist break increased along theboundary between the stud bolt and the stirred zone, wherethe microstructures of the stud bolt were much plasticallydeformed.
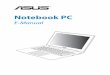
3.2 Tensile test and fracture surface observationFigure 4 shows tensile strength of each joint. In the joints
without zinc insert, strength was obtained with the torque of1.0 Nm and increased with friction torque to 3.0 Nm. In thejoint with zinc insert, joining could not be achieved with thetorque of 0.8 Nm. Joining was achieved from the torque of1.0 Nm and this strength was higher than that of the jointwithout zinc insert. Tensile strength increased with frictiontorque until 3.0 Nm, similar to the joint without zinc insert.After showing maximum strength at 3.0 Nm, strength of thejoint began to decrease gradually with larger friction torque,and joining could not achieved again when the torque was4.0 Nm.
SEM images of the fracture surface of the joints are shownin Fig. 5. Three types of fracture morphology, i.e. shearfracture (Fig. 5(a)), ductile fracture (Fig. 5(b)) and interfacialfracture (Fig. 5(c)) were observed. The shear fracture wasseen where twist break was located between the stud bolt andthe stirred zone as seen in Fig. 2. This break is considered to
1.5
0.7
0.7
R0.15
1.6
0.35
t =0.4unit : mm
2.2 1.2
(b)
15 15 30
(a)
Φ12
Φ8
Fig. 1 Dimension of the specimens for (a) tensile test and (b) micro-tensile
test.
500µm
Middle Center Stud bolt
Base material
Edge
Fig. 2 Optical microstructure of the cross section appearance of the friction stud joint without zinc insert. (Torque ¼ 2:0 Nm).
(b) (c) (d)
(b)
500μm
(c)
Base material
Stud bolt
200μm 200μm 200μm
(a)
(d)
Middle Center Edge
Residual zinc
Twist breakResidual zinc
Fig. 3 Optical microstructures of the friction stud joint with zinc insert. (Torque ¼ 2:0 Nm) (a) Cross section appearance and (b)–(d)
magnified view of each area.
Microstructure and Mechanical Property of 5000 Series Aluminum Stud Joint with Zinc Insert Using Friction Welding 961

occur at the initiating during the friction stage because thefracture surface was flat and traces of rubbing were seen.Ductile fracture occurred at base material when the joiningwas achieved at the joint interface. Interfacial fracturebetween the stirred zone and the base material showedlaminar surface along the rotation direction.
The appearance of the fracture surface and its cross sectionof each joint was given in Figs. 6–8, respectively. In the jointwithout zinc insert, the fracture at the torque of 1.0 Nm wasmainly interfacial fracture (Figs. 6 and 7). At a torque of3.0 Nm, the joined area was larger than that of 1.0 Nmbecause the joining progressed with larger friction torque.The fracture mode was partly changed to ductile fracture.
In the joints with zinc insert, the surface of the joint withthe torque of 0.8 Nm was shiny as shown in Fig. 6. In thejoints with the torque of 1.0 and 3.0 Nm, as shown in Fig. 8,while the area of the interfacial fracture decreased, the ductilefractured region and twist break region increased as thejoining progressed. The twist break which generated from theedge of the joint interface increased into center, and finallythe joint fractured during the friction. This is the reason whythe joint strength decreases from the torque 3.0 to 4.0 Nm.
The obtained result indicates that zinc insert is effective tojoin at lower torque. However, the joint strength with zincinsert decreased at lower torque such as 2.0 Nm and 3.0 Nm.This is considered to be caused by the residual zinc at thejoint interface as seen in Fig. 3.
0
100
200
300 Te
nsile
str
engt
h, σ
/ MPa
Friction torque, T / Nm
1.0 2.0 3.0 1.0 2.0 3.00.8 3.7 4.03.5
Without zinc insert With zinc insert
Fig. 4 Tensile strength of the friction stud joints with/without zinc insert.
200μm
(c) (b) (a)
200μm 200μm
Fig. 5 SEM images of three types seen in the fracture surface of the joint. (a) Shear fracture at twist break area between stud bolt and
stirred zone, (b) ductile fracture at base material and (c) interfacial fracture between stirred zone and base material.
Friction torque (Nm)0.8 1.0 3.0 4.0 3.7
With
out z
inc
inse
rt
With
zin
c in
sert
1mm1mm 1mm 1mm 2mm
1mm 1mm
Unjoined Unjoined
Fig. 6 Microstructures of the fracture surface of the joints with/without zinc insert.
962 T. Nishida, T. Ogura, M. Fujimoto and A. Hirose

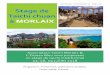
3.3 Micro-tensile testIn the section 3.2, the fracture surface observation showed
that several types of fracture occurred even in one frictionstud joint. To evaluate the mechanical property of eachregion in more detail, micro-tensile test was performed at thecenter, middle and edge area of the joint interface as shownin Fig. 9. Micro-tensile test of the specimens of the basematerial and the stud bolt was also performed. The result ofmicro-tensile test of each area is given in Fig. 10. In the jointswithout zinc insert, only the center area could be measured at1.0 Nm because the joined area was very small as shown inFig. 6. The strength showed lower than that of the basematerial and the stud bolt. As the joined area increased at3.0 Nm, the strength of the center and the edge area could bemeasured. The strength of each area increased up to that of
4.0Nm3.7Nm
3.0Nm1.0Nm
1mm
1mm 2mm
1mm
0.8Nm
1mm
Interfacial fracture Twist break Ductile fractureUnjoined
Fig. 8 Cross section appearances of the fracture surface of joints with zinc insert (base material’s side). The types of fracture are also
shown.
1mm 1mm
Interfacial fracture Twist break Ductile fracture
1.0Nm 3.0Nm
Fig. 7 Cross section appearances of the fracture surface of joints without zinc insert (base material’s side). The types of fracture are also
shown.
Center Edge
500μm
Middle
Fig. 9 A typical image of measured areas for micro-tensile test (with zinc insert, 3.0 Nm).
0
100
200
300
400
Tens
ile s
tren
gth,
σ/ M
Pa
(a) Center (b) R/2 (c) Edge
Without zinc insert With zinc insert
1.0Nm Base material
Stud bolt
(a) (a) (c) (a) (c) (c) (a) (b)
3.0Nm 1.0Nm 3.0Nm
Fig. 10 Micro-tensile strength of the joint cut from each area of the fiction
stud welded joint.
Microstructure and Mechanical Property of 5000 Series Aluminum Stud Joint with Zinc Insert Using Friction Welding 963

the base material and the stud bolt. In the joints with zincinsert, the strength of both the center and the edge area couldbe measured at 1.0 Nm. The strength of edge area was as highas base material’s one. At 3.0 Nm, the joined area was alsolarger than that of the same torque without zinc insert. Thestrength of each area was similar to the base material or studbolt’s one.
Regardless of zinc insert, all joints showed the higherstrength in the edge area than in the center area. Figure 11shows the fracture location of micro-tensile test specimen.The specimens with low strength, such as the center areaof 1.0 Nm with/without zinc insert, fractured at the jointinterface as shown in Fig. 11(a). On the other hand, thespecimens with high strength, such as the edge area of1.0 Nm with zinc insert and each area of 3.0 Nm with/without zinc insert, mainly fractured at the boundary betweenthe stud bolt and the stirred zone. These specimens showeddimple fracture.
4. Discussion
From the obtained results, the effect of zinc insert on thebondability of the joint and the friction stud welding processare discussed as follows.
4.1 Effect of zinc insertThe joint with zinc insert has larger joined area than that of
the joint without zinc insert, and it also showed higherstrength at 1.0 Nm as shown in Figs. 4 and 6. These resultsindicate that the area that metallurgical joining was achievedbecame larger by zinc insert at early stage of weldingprocess. Fuwano et al.16) found that the maximum temper-ature at the joint interface reached more than 700 K at A5052side during conventional friction welding of A2017/A5052.This is higher than the melting point of zinc (693 K).Moreover, according to the Al-Zn binary phase diagram17) asshown in Fig. 12, Al-Zn eutectic point (654 K) is lower thanaluminum melting point (933 K). Therefore, it is suggested
that Al-Zn eutectic reaction firstly occurs during friction, andthe oxide layer on the surface of the base material wasremoved easily. So the metallurgical joining begins earlierat the interface and the strength became larger than that ofjoint without zinc insert at the beginning of joining process(1.0 Nm) as shown in Fig. 4.
On the other hand, although zinc is exhausted as frictiontorque becomes bigger, it could not be exhausted completely.Micro-tensile test showed that residual zinc at the center areacauses the decrease of the joint strength (Figs. 10 and 11).Therefore, it is considered that the center area with residualzinc insert is harmful to the joint property. The thickness anddistribution initial zinc insert should be optimized to improvejoint property though the successful exhaust of zinc insert.
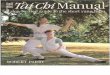
4.2 Friction stud welding processSchematic illustration of the joining process of the joint
using zinc insert is given in Fig. 13. The process of frictionstud welding in this study goes through five steps as describedbelow.(1) Wear (friction torque: 0.8 Nm, friction time: 0.38 s).
When the friction stud welding starts, both stud bolt andbase material begin to wear. The friction surface enlargesperipherally and moves into the base material because of thecorn shaped tip of the stud bolt. The heat input time alsodiffers between the center and the edge area of the frictionsurface. So the lens shaped stirred zone (dashed line), formsin the stud bolt (Fig. 2). Zinc insert and oxide film at theedge area are removed due to the rotation of the stud bolt.However, the joining is not achieved because of the low heatinput at this stage. Therefore, the stud bolt and base materialseparate easily.(2) Start of joining (friction torque: 1.0 Nm, friction time:0.50 s).
Joining begins when the friction torque increases to around1.0 Nm. The joining is partly achieved from the edge area(dashed-dotted line), of which micro-tensile strength wasalmost equal to that of the base material (Fig. 10(c)). This iscaused by higher heat input at the edge area. At center area(dotted line), although the joining is achieved, the strengthwas lower because of lower heat input, as shown in the resultof micro-tensile test (Fig. 10(a)). As increasing heat input,
Joint interface
Base material
Stud bolt
Stirred zone
(b)
500μm
(a)
Fig. 11 Fracture location of the micro-tensile test specimen. (a) Fractured
at the interface of the joint (with zinc insert, 1.0 Nm, center) and (b)
fractured between the stud bolt and the stirred zone (with zinc insert,
3.0 Nm, middle).
Fig. 12 Al-Zn binary phase diagram.16)
964 T. Nishida, T. Ogura, M. Fujimoto and A. Hirose

zinc insert is gradually exhausted to outside of the stud boltand the strongly joined region increases to center. Whilestrength of the joint increases with friction torque, the twistbreak initiates from the edge area during friction. This twistbreak gradually grows toward the center area along theboundary between stud bolt and stirred zone, where micro-structures of the stud bolt were much plastically deformedwith increasing friction time.(3) Increase of tensile strength (friction torque: 3.0 Nm,friction time: 0.85 s).
When friction torque reaches a certain value (3.0 Nm inthis study), tensile strength becomes highest as shown inFig. 4. Fracture surface and its cross section appearance(Figs. 6 and 8) showed that the propagation of twist breakoccurs not along the boundary between the stud bolt and thestirred zone but inside the stirred zone. However, the resultof micro-tensile test shows that stirred zone is stronger thanthe boundary between the stud bolt and the stirred zone(Fig. 11(b)). This is considered that, when the friction studjoint is deformed, fracture initiates at center area (dottedline), and then propagates to edge area along the jointinterface before the twist break propagates. When thefracture from the center area is close to the twist break,shear stress occurs within stirred zone. Finally, the jointfracture through the crack passes inside the stirred zone.(4) Decrease of tensile strength (friction torque: 3.7 Nm,friction time: 1.12 s).
With friction torque bigger than a certain value, twist breakinitiated during friction is close to the center area. Therefore,the strength of the joint gradually decreases due to thedecrease of the joined area.(5) Fracture during friction (friction torque: 4.0 Nm, frictiontime: 5.70 s).
The twist break at the boundary between the stud bolt andthe stirred zone continues propagating and finally reaches tothe center area. Therefore, fracture occurs completely at theboundary during friction stage and the stud bolt and basematerial separate by itself.
5. Conclusions
In the aluminum stud joint with/without zinc insert usingfriction welding, microstructure observation was performedat the interface, and tensile test was conducted to evaluate themechanical properties. Micro-tensile test was also performedto evaluate the micro-scale mechanical properties at eacharea of the interface of joints. The obtained results aresummarized as follows.
(1) Zinc insert was effective to join at a lower torque andshorter friction time through Al-Zn eutectic reaction.
(2) Oxide film at the surface of both stud bolt and basematerial was sufficiently removed and joint was achieved.Lens shaped stirred zone at the stud bolt and the twist breakwere observed. Zinc insert was removed when friction torque
Wear (0.8 Nm)
Start of joinind (1.0 Nm)
Increase of tensile stregnth (3.0 Nm)
Decrease of tensile strength (3.7 Nm)
Fracture during friction (4.0 Nm)
Stud bolt
Base material
Stud bolt-stirred zoneinterface
Proc
ess
mod
el
Proc
ess
mod
el
Frac
ture
Fr
actu
re
Fracture surface Fracture surface Fracture surface
Fracture surface Fracture surface
Twist break
Twist break Friction surface
Residual zinc
Strongly joined region
Fig. 13 Schematic illustration of the friction stud welding process model and fracture location in this study.
Microstructure and Mechanical Property of 5000 Series Aluminum Stud Joint with Zinc Insert Using Friction Welding 965

increased, but could not be exhausted completely from theinterface.
(3) With bigger torque and longer welding time, theamount of residual zinc was reduced and high strength wasachieved. On the other hand, twist break between stirredzone and stud bolt increased during friction, and this causesthe decrease of the tensile strength of the joint after a certainamount of torque.
(4) Micro-tensile test showed that the strength at the edgeof the joint was higher than that at center area regardless ofzinc insert.
(5) From the obtained results, the friction stud welding ofthe present study was able to explain by five process; wearof stud bolt, start of joining, increase of tensile strength,decrease of tensile strength, and fracture during friction.
Acknowledgements
The author would like to thank Prof. F. Minami, Prof. M.Ohata and Dr. Y. Takashima of Osaka University for theirsignificant help with micro-tensile test. A part of this workwas supported by Priority Assistance for the Formation ofWorldwide Renowned Centers of Research—The GlobalCOE Program (Project: Center of Excellence for AdvancedStructural and Functional Materials Design) from theMinistry of Education, Culture, Sports, Science and Tech-nology (MEXT) and Grant-in-Aid for Young Scientists (B)No. 21760585, Japan.
REFERENCES
1) L. F. Mondolfo: Aluminum alloys: structure and properties, (Butter-
worths, Boston, London, 1976) pp. 806–819.
2) S. Koga, H. Nishida, S. Fukada, G. Nishiyama and K. Kitabayashi:
Kawasaki Jukou Giho 166 (2008) 34–37.
3) I. Samardzic, I. Kladaric and S. Klaric: Metalurgija 48 (2009) 181–186.
4) C. Menzemer, P. C. Lam, T. S. Srivatsan and C. F. Wittel: Mater. Lett.
41 (1999) 192–197.
5) Andreas W. E. Nentwig and Andreas Jenicek: Weld. Cutting 7 (1994)
36–40.
6) M. Rao and T. H. Hazlett: Weld. J. 49 (1970) 181s–188s.
7) N. Yamamoto, M. Takahashi, M. Aritoshi and K. Ikeuchi: Q. J. Jpn.
Weld. Soc. 23 (2005) 496–503.
8) M. Maalekian: Sci. Technol. Weld. Joining 12 (2007) 738–759.
9) M. Movahedi, A. H. Kokabi and H. R. M. Hosseini: Mater. Charact. 60
(2009) 441–446.
10) Z. Xu, J. Yan, B. Zhang, X. Kong and S. Yang: Mater. Sci. Eng. 415
(2006) 80–86.
11) T. Watanabe, Y. Tanaka, A. Yanagisawa, S. Onuma and S. Sato: Q. J.
Jpn. Weld. Soc. 10 (1992) 470–476.
12) T. Watanabe, Y. Tanaka, A. Yanagisawa, S. Onuma and S. Sato: Q. J.
Jpn. Weld. Soc. 10 (1992) 477–483.
13) K. Katoh and H. Tokisue: J. JILM 49 (1999) 553–558.
14) M. Kimura, M. Kusaka, K. Seo and A. Fuji: Sci. Technol. Weld.
Joining 10 (2005) 378–383.
15) M. Kimura, M. Kusaka, K. Seo and A. Fuji: Sci. Technol. Weld.
Joining 11 (2006) 209–215.
16) H. Fuwano, K. Katoh and H. Tokisue: J. JILM 50 (2000) 157–161.
17) T. B. Massalski, J. L. Murray, L. H. Bennett and H. Baker: Binary Alloy
Phase Diagrams, (Metals Park, Ohio: American Society for Metals,
1986) p. 185.
966 T. Nishida, T. Ogura, M. Fujimoto and A. Hirose