Embed Size (px)
Citation preview

R
Ma
QS
a
ARRAA
KASMMC
1
pemslenas
ortorg8wsf
0d
Materials Science and Engineering A 528 (2011) 3930–3934
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
apid Communication
icrostructure and mechanical properties of AZ91D magnesiumlloy prepared by compound extrusion
iang Chen ∗, Zhixiang Zhao, Dayu Shu, Zude Zhaoouthwest Technique and Engineering Institute, Chongqing 400039, PR China
r t i c l e i n f o
rticle history:eceived 20 July 2010eceived in revised form 12 January 2011ccepted 12 January 2011
a b s t r a c t
Based on conventional extrusion and equal channel angular extrusion (ECAE), a new severe plasticdeformation (SPD) method called compound extrusion is developed to fabricate fine-grained AZ91D mag-nesium alloys. The fine grain size of 6 �m is obtained as the accumulated strain increased to 9.146. TheAZ91D alloy treated by compound extrusion exhibits good mechanical properties, with a yield strength
vailable online 19 January 2011
eywords:Z91D magnesium alloysevere plastic deformationicrostructureechanical properties
of 202.2 MPa, a tensile strength of 323.1 MPa and an elongation to fracture of 14.8%. The good mechan-ical properties of AZ91D alloy treated by compound extrusion are due to grain refinement and to thehomogeneous distribution of intermetallic particles. The success in development of compound extrusionproves that compound extrusion can offer a good opportunity for the development of good mechanicalproperties of as-cast magnesium alloys.
© 2011 Elsevier B.V. All rights reserved.
ompound extrusion. Introduction
Over the last few years, magnesium alloys have becomeromising candidates for the replacement of some conventionalngineering metals because of the demand of lighter structuralaterials [1]. However, due to their hexagonal close-packed (HCP)
tructure and low stacking fault energy, they generally presentimited strength and ductility at ambient temperature [2,3]. Anffective way to minimize these disadvantages is to develop mag-esium alloys with fine-grained microstructures [4]. Equal channelngular extrusion (ECAE) is an effective method, which introducesevere strain repeatedly to a material.
At the present, some research [5–10] has been performedn the application of ECAE to magnesium and its alloys. Theesults of Zheng et al. [5] suggested that after eight-pass ECAE,he microstructure of the Mg–Zn–Y–Zr alloy consisted of grainsf about 3.5 �m having a low dislocation density. Kim et al. [6]eported that after eight-pass ECAE following route Bc, the meanrain size of as-extruded AZ61 alloy was refined from 24.4 �m to
.4 �m. Ding et al. [7] developed a multi-temperature ECAE process,hich could produce an ultrafine-grained AZ31 alloy having a grainize 0.37 �m. Figueiredo and Langdon [8] reported that the ECAEormed ZK60 alloy was measured as 0.8 �m after pressing through
∗ Corresponding author. Tel.: +86 023 68792286.E-mail address: [email protected] (Q. Chen).
921-5093/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2011.01.028
eight passes. Kulyasova et al. [9] reported the microstructure of theultrafine-grained AM60 alloy processed by ECAE. They suggestedthat for the lowest processing temperature, the mean grain size of10-pass ECAE formed alloy was small as 1 �m. Máthis et al. [10]suggested that the initial grain size of 40 �m decreased to 1.2 �mafter eight ECAE passes for AZ91 alloy.
Although ECAE was an effective method to refine grain sizesof magnesium alloys, ECAE has been used only in the laboratorybecause of its low productivity. For mass production, a new severeplastic deformation (SPD) called compound extrusion was pro-posed based on conventional extrusion and ECAE. The aim of thepresent study is to investigate the microstructure and mechanicalproperties of AZ91D alloy treated by compound extrusion.
2. Experimental procedure
The material used in the present study was a commercialMg–Al–Zn alloy, AZ91D, and was received as a commercially as-castbar. Its nominal composition was 9.0 wt.% Al, 1.0 wt.% Zn, 0.20 wt.%Mn, and balanced magnesium. For compound extrusion, the as-cast bar was cut into samples with a diameter of 39 mm and alength of 60 mm. The compound extrusion process was conducted
using a split die, fabricated from tool steel. The schematic repre-sentation of compound extrusion process was shown in Fig. 1. Itconsisted of conventional extrusion and modified ECAE. In the sec-tion of conventional extrusion die, the semi-angle of conical diewas �/4 and the extrusion ratio was 9:1. In the section of modi-
Q. Chen et al. / Materials Science and Engineering A 528 (2011) 3930–3934 3931
fitc1m3etifte
eppmp8bttoTif(wwbmcmaam
Fig. 1. A schematic drawing of compound extrusion.
ed ECAE die, it consisted of the conventional ECAE process andhe “C” shape ECAE process. Before compound extrusion, an as-ast bar and the compound extrusion die were held for 20 min at20 ◦C, and then were coated with a lubricant of colloidal graphiteixed with water. Then, they were heated to 300 ◦C and held for
0 min. During heating, heating jackets were put on the die and thextrusion temperature was controlled within ±5 ◦C of the settingemperature. During compound extrusion, the billet was insertednto the heated conventional extrusion die and stayed in the dieor approximately 5 min, to allow the billet to reach the targetingemperature. Extrusion speed was about 1 mm/s. After compoundxtrusion, the billet was quenched in cold water.
Samples for microscopic examination were cut parallel to thextrusion direction of the billet. After mechanical polishing, sam-les were etched for 3 s using a solution of 100 ml ethanol, 6 gicric acid, 5 ml acetic acid and 10 ml water. Grain sizes wereeasured using a mean linear intercept method. For each sam-
le, measurements were taken from the whole sectioned area with00 intercepts counted per sample. Five tensile samples of dog-one geometry with the 5 mm gauge length, 4 mm width, 2 mmhickness, and 2 mm shoulder radius with the gauge length parallelo the extrusion direction were extracted from the centre portionf the compound extrusion billets using linear cutting machining.ensile test was performed on Instron-5569 tensile machine, withnitial strain rate of 2 mm/min at room temperature. Note thator microstructure examination of different parts labelled pointsFig. 1), the bar was taken from the die different deformation stageshereas the mechanical properties of compound extruded barere obtained after complete process. The fracture was examined
y scanning electron microscopy (SEM). Measurements of Vickersicrohardness were made on the vertical extrusion direction of as-
ast and compound extruded alloys using a Matsuzawa MXT-�7e
icrohardness tester. For each measurement, a load of 200 g F waspplied for 15 s. Seven measurements were taken on each samplet randomly selected points and then averaged to give the Vickersicrohardness.
Fig. 2. Principle of ECAE with inside transient arc radius r and lateral transient arcradius R.
3. Results and discussion
3.1. Estimation of the strain in compound extrusion
Iwahashi et al. [11] have estimated the strain in ECAE. Theysuggested that the same strain was accumulated in each passagethrough the die, the strain after N cycles, εN was therefore given by
εN = N√3
[2 cot
(12˚+ 1
2�
)+�csc
(12˚+ 1
2�
)](1)
where N was the number of ECAE passes,˚ was the include angleand was the corner angle. Although Iwahashi et al. consideredthat N,˚ and exerted influences on εN, they neglected the effectof inside transient arc radius r and lateral transient arc radius R onεN.
In the present research, compound extrusion consisted of twosections: conventional extrusion and modified ECAE. In the sectionof conventional, accumulated strain ε′ was depended on extrusionratio � and was given by
ε′ = ln(l/l0
)= ln
(r20/r
21
)= ln� (2)
where l was the length of billet after extrusion, l0 was the originallength of billet before extrusion, r0 was the initial radius of billetbefore extrusion and r1 was the radius of billet after extrusion.
In the section of modified ECAE, only single pass processingwas considered for simplicity. The principle of modified ECAEis illustrated schematically in Fig. 2, where ˚ was the includeangle, was the corner angle, r was inside transient arc radiusand R was lateral transient arc radius. Note that problems withfriction at the die walls may be avoided by use of appropriatelubricants. Therefore, the present analysis assumes the die is fab-ricated as illustrated in Fig. 1 and the billet is lubricated so thatfrictional effects can be neglected. In Fig. 2, the shear strain is� = a′u/d′u, where a′u = a′t + tu = rc′ + as and d′u = ad = L. On the onehand, a′u can be obtained from the relationship ab′ = dc′, as+ sb′ =dr + rc′, rc′ = as+ sb′ − dr, rc′ = as+ (R− r)� , so that a′u = rc′ +as = 2as+ (R− r)� . On the other hand, as = adcot(� /2 +˚/2) anda′u = 2adcot(� /2 +˚/2) + (R − r)� . Therefore, the shear strain forsingle pass ECAE is given by
� = 2 cot(�
2+ ˚
2
)+ (R− r)�
L(3)

3932 Q. Chen et al. / Materials Science and Engineering A 528 (2011) 3930–3934
F xtrusip G. The
ε
t
ε
ig. 3. Optical microstructures of AZ91D magnesium alloy formed by compound eoint C; (d) 4.614, point D; (e) 6.427, point E; (f) 8.240, point F and (g) 9.146, point
The equivalent strain, εeq, is represented by
eq =
⎡⎢⎣
2(ε2x + ε2
y + ε2z + �2
xy+�2yz+�2
zx
2
)
3
⎤⎥⎦
1/2
(4)
In the present research, εx, εy, εz, �yz and �zx are 0. Therefore,he equivalent strain, εeq, can be expressed as
eq = 1√3
[2 cot
(�/2 +˚/2
)+ (R− r)�/L
](5)
on with different accumulated strains, (a) 0, point A; (b) 2.197, point B; (c) 2.801,location of point was labelled in Fig. 1.
According to Eq. (5), in the section of modified ECAE, the equiv-alent strain of single pass depends on not only the include angle˚ and the corner angle , but also inside transient arc radiusr, lateral transient arc radius R and the diameter of billet L.When the billet passes die “C”, the imposed strain of the billetincreases by �/
√3. In the present research, the inside transient
arc radius r, the lateral transient arc radius R and the diame-ter of billet L for compound extrusion are 13 mm, 26 mm and13 mm, respectively. According to Eqs. (2) and (5), the accu-mulated strains of point A, B, C, D, E, F and G are 0, 2.197(ln 9), 2.801 (ln 9 +
√3�/9), 4.614 (ln 9 + 4
√3�/9), 6.427 (ln 9 +
d Engineering A 528 (2011) 3930–3934 3933
7r
3
aMaospcwtacorgsriah(rmageWtpcmgldda
3
F
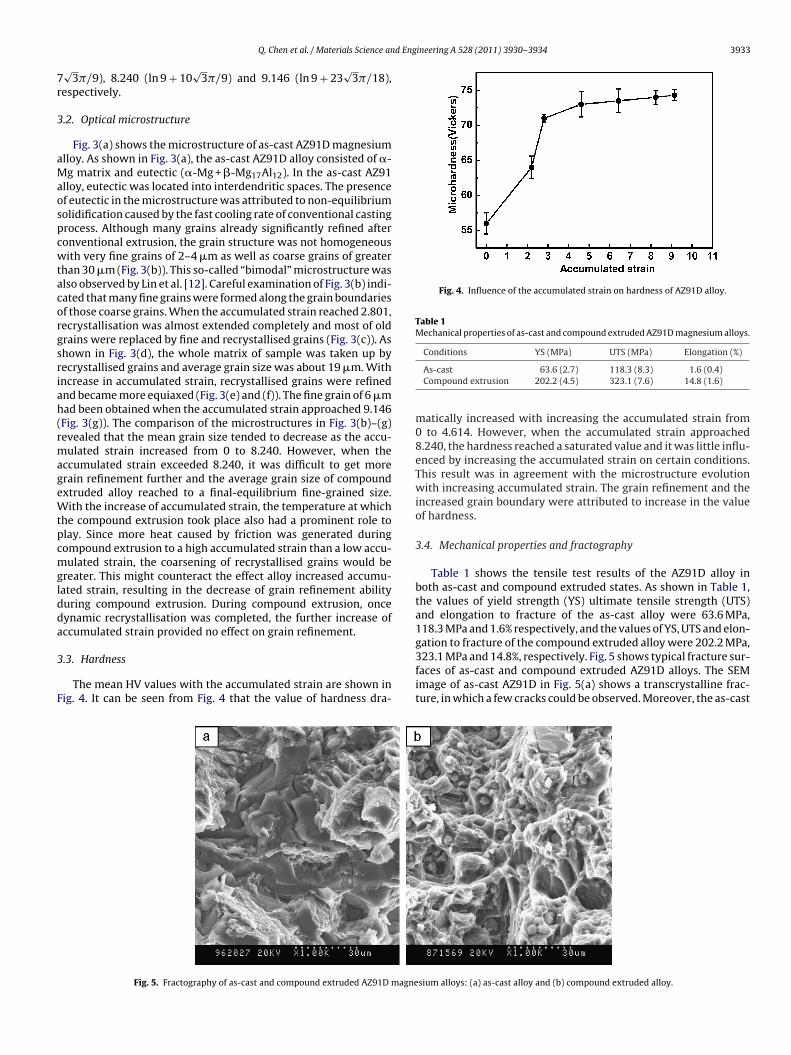
Fig. 4. Influence of the accumulated strain on hardness of AZ91D alloy.
Table 1Mechanical properties of as-cast and compound extruded AZ91D magnesium alloys.
Q. Chen et al. / Materials Science an
√3�/9), 8.240 (ln 9 + 10
√3�/9) and 9.146 (ln 9 + 23
√3�/18),
espectively.
.2. Optical microstructure
Fig. 3(a) shows the microstructure of as-cast AZ91D magnesiumlloy. As shown in Fig. 3(a), the as-cast AZ91D alloy consisted of �-g matrix and eutectic (�-Mg + �-Mg17Al12). In the as-cast AZ91
lloy, eutectic was located into interdendritic spaces. The presencef eutectic in the microstructure was attributed to non-equilibriumolidification caused by the fast cooling rate of conventional castingrocess. Although many grains already significantly refined afteronventional extrusion, the grain structure was not homogeneousith very fine grains of 2–4 �m as well as coarse grains of greater
han 30 �m (Fig. 3(b)). This so-called “bimodal” microstructure waslso observed by Lin et al. [12]. Careful examination of Fig. 3(b) indi-ated that many fine grains were formed along the grain boundariesf those coarse grains. When the accumulated strain reached 2.801,ecrystallisation was almost extended completely and most of oldrains were replaced by fine and recrystallised grains (Fig. 3(c)). Ashown in Fig. 3(d), the whole matrix of sample was taken up byecrystallised grains and average grain size was about 19 �m. Withncrease in accumulated strain, recrystallised grains were refinednd became more equiaxed (Fig. 3(e) and (f)). The fine grain of 6 �mad been obtained when the accumulated strain approached 9.146Fig. 3(g)). The comparison of the microstructures in Fig. 3(b)–(g)evealed that the mean grain size tended to decrease as the accu-ulated strain increased from 0 to 8.240. However, when the
ccumulated strain exceeded 8.240, it was difficult to get morerain refinement further and the average grain size of compoundxtruded alloy reached to a final-equilibrium fine-grained size.ith the increase of accumulated strain, the temperature at which
he compound extrusion took place also had a prominent role tolay. Since more heat caused by friction was generated duringompound extrusion to a high accumulated strain than a low accu-ulated strain, the coarsening of recrystallised grains would be
reater. This might counteract the effect alloy increased accumu-ated strain, resulting in the decrease of grain refinement abilityuring compound extrusion. During compound extrusion, onceynamic recrystallisation was completed, the further increase ofccumulated strain provided no effect on grain refinement.
.3. Hardness
The mean HV values with the accumulated strain are shown inig. 4. It can be seen from Fig. 4 that the value of hardness dra-
Fig. 5. Fractography of as-cast and compound extruded AZ91D magne
Conditions YS (MPa) UTS (MPa) Elongation (%)
As-cast 63.6 (2.7) 118.3 (8.3) 1.6 (0.4)Compound extrusion 202.2 (4.5) 323.1 (7.6) 14.8 (1.6)
matically increased with increasing the accumulated strain from0 to 4.614. However, when the accumulated strain approached8.240, the hardness reached a saturated value and it was little influ-enced by increasing the accumulated strain on certain conditions.This result was in agreement with the microstructure evolutionwith increasing accumulated strain. The grain refinement and theincreased grain boundary were attributed to increase in the valueof hardness.
3.4. Mechanical properties and fractography
Table 1 shows the tensile test results of the AZ91D alloy inboth as-cast and compound extruded states. As shown in Table 1,the values of yield strength (YS) ultimate tensile strength (UTS)and elongation to fracture of the as-cast alloy were 63.6 MPa,118.3 MPa and 1.6% respectively, and the values of YS, UTS and elon-
gation to fracture of the compound extruded alloy were 202.2 MPa,323.1 MPa and 14.8%, respectively. Fig. 5 shows typical fracture sur-faces of as-cast and compound extruded AZ91D alloys. The SEMimage of as-cast AZ91D in Fig. 5(a) shows a transcrystalline frac-ture, in which a few cracks could be observed. Moreover, the as-castsium alloys: (a) as-cast alloy and (b) compound extruded alloy.

3 nd Eng
AiAIoaeatatwtgctacaAsg
4
aSto
934 Q. Chen et al. / Materials Science a
Z91 alloy contained coarse brittle intermetallic particles, whichn-homogeneously distributed in the microstructure. Therefore,Z91D alloy exhibited a little plastic deformation before fracture.
t can be seen from Fig. 5(b), tiny and uniform dimples can be obvi-usly observed on the fracture surface of the compound extrudedlloy, corresponding to refined and equiaxed grains after compoundxtrusion. Comparison of Fig. 3(b)–(g) also shows that the higherccumulated strain gives a finer recrystallised grain size. The higherhe accumulated strain, the greater the overall grain boundarynd sub-grain boundary area. Since grain boundaries were effec-ive obstacles to dislocation motion, and since fine-grained alloyould have a higher density of grain boundaries per unit volume,
he strength of AZ91D alloy remarkably increased with decreasingrain size. The remarkably improved ductility was obtained in theompound extruded alloy because more fine grains contributed tohe macroscopic deformation and the stress concentrations wereccordingly reduced and spread over a wider area. Moreover, theompound extrusion process not only refined the grain size, butlso changed the morphology and amount of intermetallic particles.s shown in Fig. 5(b), the breakage of intermetallic particles intomaller parts which facilitated the dislocation motion. Therefore,ood ductility was obtained for compound extruded AZ91D alloy.
. Conclusions
By means of the new SPD method called compound extrusion,s-cast AZ91D magnesium alloy has been successfully applied toPD up to the accumulated strain of 9.146 without the introduc-ion of any significant damage. The fine grain of 6 �m has beenbtained after compound extrusion. Both the strength and the duc-
[[
[
ineering A 528 (2011) 3930–3934
tility of the alloy are improved significantly after the processing dueto grain refinement and to the homogeneous distribution of inter-metallic particles. Furthermore, the value of hardness of AZ91Dalloy increases obviously with increasing the accumulated strainfrom 0 to 8.240. However, the value of hardness increases a littlewith further increasing accumulated strain.
Acknowledgements
The authors are grateful for the support from the Natural Sci-ence Foundation of China (NSFC) under Grant No. 51005217. Dr.Chen is grateful for the support from China Postdoctoral ScienceFoundation Grant No. 20100480677.
References
[1] K.N. Braszczynska-Malik, J. Alloys Compd. 477 (2009) 870–876.[2] S.M. Fatemi-Varzaneh, A. Zarei-Hanzaki, M. Haghshenas, J. Alloys Compd. 475
(2009) 126–130.[3] G. Ben Hamu, D. Eliezer, L. Wagner, J. Alloys Compd. 468 (2009) 222–229.[4] X.S. Huang, K. Suzuki, A. Watazu, I. Shigematsu, N. Saito, J. Alloys Compd. 470
(2009) 263–268.[5] M.Y. Zheng, S.W. Xu, K. Wu, S. Kamado, Y. Kojima, Mater. Lett. 61 (2007)
4406–4408.[6] W.J. Kim, C.W. An, Y.S. Kim, S.I. Hong, Acta Mater. 51 (2003) 3293–3307.[7] S.X. Ding, C.P. Chang, P.W. Kao, Metall. Mater. Trans. A 40A (2009)
415–424.[8] R.B. Figueiredo, T.G. Langdon, Mater. Sci. Eng. A 430 (2006) 151–156.
[9] O. Kulyasova, R. Islamgaliev, B. Mingler, M. Zehetbauer, Mater. Sci. Eng. A 503(2009) 176–180.10] K. Máthis, J. Gubicza, N.H. Nam, J. Alloys Compd. 394 (2005) 194–199.11] Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto, T.G. Langdon, Scripta Mater. 35
(1996) 143–146.12] J. Lin, Q. Wang, L. Peng, H.J. Rovenc, J. Alloys Compd. 476 (2009) 441–445.





























