Embed Size (px)
Citation preview

I
Quality Manual IJWT
QMOOIDocument No. Procedure Type Date Page
IJWT - QM-001 Quality Manual 5 ,Mav, 2012
lI
MULTI – SOLUTIONS ENGINEERING SERVICESi
I
I
Quality Manual
...,..,,_,..,
Prepared By: Checked By: Approved By:QAIQC Manager Managing Director

Quality Manual IJWT
QMOOIDocument No. Procedure Type Date Page
IJWT - QM-001 Quality Manual 5 ,Mav, 2012
SECTI O N
CONTENTSTITLE ISO-I T EM PAGE NO.
- Cover Page 01- Contents 02- Changes and Revision Statues 03- Distribution List 040 General 051 Quality System Requirements 1-1 121 Management Responsibility 5-0 122 Quality System 4-0 243 Contact Review 7-2 294 Document & Data Control 4-2-3 315 Purchasing 7-4 336 Customer Supplied Product 367 Product Identification and Traceability 7-5-7 378 Process Control 8-2-3 399 Control of Measuring, 8-2-4 4510 Inspection and Test Equipment 7-6 5111 Inspection and Test Statues 8-2-3 5512 Control of Non-Conforming Product 8-3 5613
14
Corrective ActionPreventive ActionHandling, Storage, Packaging and Delivery
8-5-28-5-35-5-7
6062
15 Quality Record 4-2-3 6316 Quality Audit 8-2-2 6617 Training 6-2-2 6918 Servicing 7-5 71
Quality System Procedure List 72

CHANGES AND REVISION STATUS
Date Revision No. Reason for Change Change Pages
DISTRIBUTION LIST
Copy No. Destination1 Managing Director2 Director Purchasing3 Director Human Resource4 Director Engineering5 Director Finance6 Procurement Manager7 Training manager8 Electrical Engineer9 Mechanical Engineer
10 Civil Engineer.11 QA/QC Manager

Section 0
0-0 GENERAL
QUALITY MANUAL APPROVALS
The Quality Manual is issued by M u l t i S o l u t i o n s E n g i n e e r i n g S e r v i c e s ( M S E S ) Quality Assurance Manager and approved by M S E S Managing Director and is being implemented since 05/05/2012. This Quality M a n u a l descri be the Quality Policy and Quality System requirement which is divided mainly into section.
The Managing Director of MSES testifies that this Quality Manual QM 001 describes the Quality Policy and Quality System relevant to projects activities of Multi Solutions Engineering Services (MSES)The Managing Director orders, therefore, that the instructions contained in the Manual be correctly applied by all Company Managements and Units and be demonstrable, according to contract and for every supply of products or services.

0.1 INTRODUCTION AND SCOPE
ABOUT MSESMSES was established in 2008 and have become one of the major Engineering
Companies in Ghana.Multi Solutions Engineering Services (MSES) is Located in Tema in the Greater Accra Region of Ghana .
Multi Solutions Engineering Services (MSES) i s i n t o E P C f o r e v e r y E n g i n e e r i n g i n s t a l l a t i o n s s u c h a s :
1. T h e r m a l P o w e r G e n e r a t i o n P l a n t s C o n s t r u c t i o n2. Piping Pressure Part and non pressure parts fabrication and installation.3. Tanks4. Vessels5. Vessels (non-pressure - pressurized).6. Structural Mounts, Modules, Ducts and Shapes.7. Insulation.
Including all related components, parts and appurtenances, and material inspection for all industries.
0.2 GENERAL INFORMATION
Company Name: - Trade Name : Multi Solutions Engineering Services Limited.- Starting Date : 2008
HEAD OFFICE- Community 18 Abattoir Road Tema. Ghana- Tel. No. : +233-244-562428- Fax No. : +233-303-403421
BRANCH OFFICE- Ghana Water Company Yard Ashiaman Round about.- Tel. No. +233-244-562428- Fax No. : +233-303-403421
RELATIONSHIP WITH BANKS1. Barclays Bank
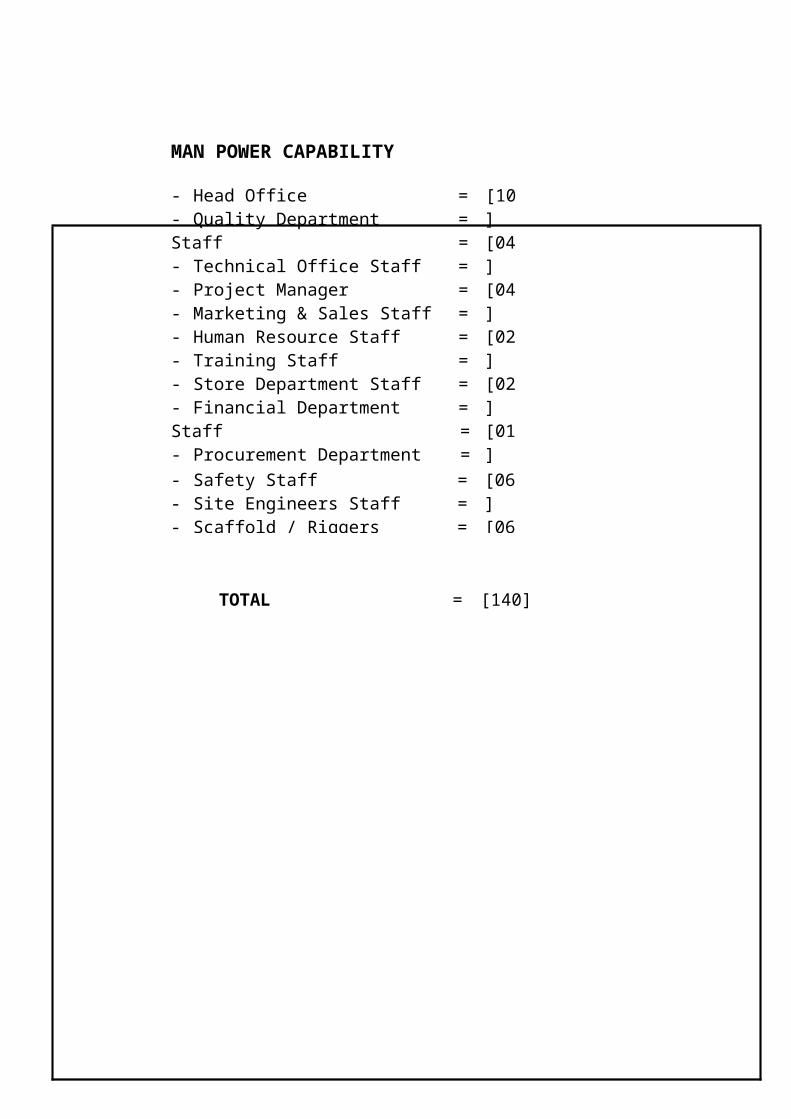
MAN POWER CAPABILITY
- Head Office- Quality Department Staff- Technical Office Staff- Project Manager- Marketing & Sales Staff- Human Resource Staff- Training Staff- Store Department Staff- Financial Department Staff- Procurement Department Staff- Welding and Welders Staff- Piping Fitters- Mechanical Staff- Electrical Staff-
==============
[10] [04] [04] [02] [02] [01] [01] [02] [03] [02] [45] [22] [12] [10]
- Safety Staff- Site Engineers Staff- Scaffold / Riggers Staff
===
[06] [06] [08]
TOTAL = [140]

0.3 DEFINITIONS
Term/Abbreviation DefinitionQuality The totality of features and characteristics of a product or service that
bear on its ability to satisfy stated or implied needs.
Quality Policy The overal l qual i ty intent ions and direct ion of an organizat ion as regards quality, as formally expressed by top management.
Quality System The organizational structure, responsibilities, procedures, processes and resources for implementing quality management.
QualityAssurance
All those planned and systematic actions necessary to provide adequate confidence that a product or service will satisfy given requirement for quality.
Quality Manual Document approved by the Company as in paragraph 0.1, in which all the activities of the quality system are concisely describe.
Quality Plan A document setting out the specific quality practices, resources and sequence of activities relevant to a particular product, service, contract or project.
Procedure A document in which macro activity of the organization related to the Quality System is described. The responsible Offices are identified with their duties and relative regulations.
Work Instruction A document in which the requirements of a specific activity/ process and the relevant methods of implementation are described.
ISO 9000, Series
International standards on quality system.

Term/Abbreviation Definition
ISO 9001, Quality Systems
Model f o r quality a s s u r a n c e i n d e s i g n /development, p r o d u c t i o n , installation and servicing
Verification A review to ensure that activities have been performed and documented in accordance with applicable requirements.As used in this Quality Manual, verification requires dated signature, initial, or stamp.
Review To examine documentation for the purpose of establishing acceptability to the r e q u i r e m e n t s of the function represented by the reviewer. Sign-off evidence of review is required on the documents or records traceable to the documents. As used in this manual, a review requires dated signature, initial, or stamp.
Tractability The ability to trace the history, application or location of an item or activity, or similar items or activities, by means of recorded identification.
Use-As-Is (Accepted by concession)
A non-conformance disposition, which allows an item or material that does not conform to, specified requirements to be used without further processing. As used in this manual this term is applied as follows:1) When non-conformance does not conform to MSES specified
requirements but complies with customer requirements. No Customer approval necessary.
2) When non-conformance does not conform to Customer requirements. Customer approval (Concession/Waiver) necessary.
Quality Audit A sys t emat i c and independen t examina t ion to de t e r m in e whe the r quality activities and related results comply with planned arrangements is implemented effectively and is suitable to achieve objectives.

Term/Abbreviation Definition
QualitySurveillance
The continuing monitoring and verification of the status of procedures, methods, conditions, processes, products and services, and analysis of records in relation to stated references to ensure that specified requirements for quality are being met.
QualityControl
The operational technique and activities that are used to fulfill requirements for quality.
Inspection Activities such as measuring, examining, testing, gauging one or more characteristics of a product or service and comparing these with specified requirements to determine conformity and quality of the item.
Hold Point A designated stopping place during or following a specified activity at which inspection or examination is required before further work can be performed.
Witness Point A manufacturing operation that is designate to be witnessed by a specified party. The specified part must be notified prior to performing the d e s i g n a t e d o p e r a t i o n . If the specified party is unable to be contacted or fails to be present, the operation may be performed without being witnessed.
QualityCommittee
Representatives of Company Management form it and the ManagingDirector acts as chairman. It has the following responsibilities:
- To decide the strategic courses, the goals and the planning of improvement initiatives.
- To verify the improvement projects progress and the individual parameters proceeding towards the planned improvements.
- To verify, at regular time, the adequacy of the Quality System and decide the eventual corrective actions.

Term/Abbreviation Definition
Specification/ Prescription
A document that prescribes the requirements with which the product or service has to conform. It can even be a document provided by the client.
Reliability The ability of an item to perform a required function under stated conditions for a stated period of time.
Non-Conformity The non-fulfillment of specified requirements.
SpecialProcesses
A process with particular technological content or the results of which cannot be fully verified by subsequent inspection and testing, but may become apparent only after the product is in use.

Section 1
QUALITY SYSTEM REQUIREMENTS1 MANAGEMENT RESPONSIBILTY (5)
1.0 SCOPETo ensure that the responsibility of the Management as regards quality in the Company is clearly established and that the quality is defined and is periodically verified.
1.1 QUALITY POLICY (5-3)On the following page the quality policy adopted by the Management of:MULTI SOLUTIONS ENGINEERING SERVICES. And to be applied by all the Managements, Company Divisions and Units is shown.On the basis of the principles shown there, MSES objective is to carry out all the planned and systematic activities necessary to guarantee the maintenance and improvement of quality of products and services supplied:
- For satisfying Client requests in terms of characteristics, reliability, Completeness and delivery terms.
- To be in accordance with the laws and regulations applicable in terms of safety.- To ensure the preservation of the environment.- To optimize costs and improve internal efficiency. All this is carried out by:- An adequate organization (see paragraph 1.2).- Setting up and carrying out of a Quality System in accordance with InternationalStandards.
- A suitable Auditing and reporting structure.- Training and motivation of Managers, Middle Management and all personnel of
The Company to continuously improve the quality of their work.

QUALITY POLICY(s-3)
Quality has always been a point of reference in M S E S history. In today's extremel y competitive market there is an even greater need to constantly strive to satisfy the client, through understanding his needs, finding solutions to his problems, meeting his expectations and a continuous improvement of Company performances.
MSES is particularly careful to carry out projects and supply y services which respond to the agreed upon needs established in the contract and in accordance with the applicable standards; every plant constructed, as a result, a positive reference for future works.
In order to guarantee a high quality and reliability in projects and supplies a QUALITY SYSTEM is applied in MSES FOR GENERAL CONTRACTING & SUPPLY which covers every phase of the work; a description of this system is presented in the Quality Manuals of Company Organizations responsible for the different activities.
Quality involves every level of the company:
- The top Management, ultimately responsible, provides adequate r e s o u r c e s defines t h e organization of the work and promotes the importance of quality amongst all employees;
- The Unit managers, guarantee that the Quality System is actually known and applied in their area of responsibility;
- Each employee is responsible for the quality of his work and for customer satisfaction.
The Quality Assurance Manager has the necessary authority and freedom to verify with the assistance of the divisional Quality Assurance Offices that the System is correctly applied and to propose and implement any corrections he sees fit.
Managing Director

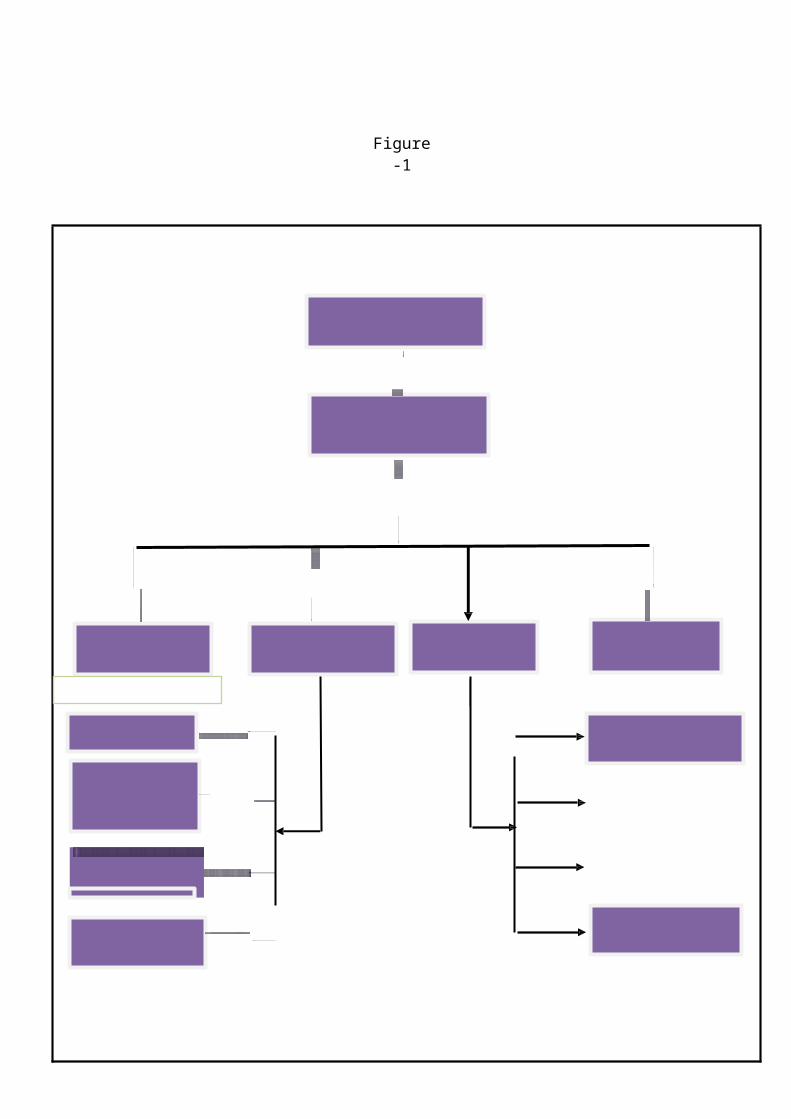
1.2 RESPONSIBILITIES (5)This section describes the organizational structure of MSES with the QualityAssurance system involvement and establishes the authority and responsibility for documenting and effectively implementing of the Quality Assurance system in accordance with ISO 9001.Figures, 1 and 2 illustrate the organizational structure, levels of authority, and lines of communication of MSES.1.2.1 FUNCTIONAL RESPONSIBILITIES
The principal responsibilities and authorities of personnel or organizationsfor activities related to the Quality Assurance System are described in the following paragraphs. Quality related responsibilities and authority of trained personnel not described in this section are described in other sections of this manual. Quality is achieved and maintained by those responsible for performing the work.
ManagingDirector
Has the overall responsibility and authority for participation and support of the Quality Assurance System including assessment of the effectiveness of the system. He has also defined the authority and responsibility of the management representative, also formulates the company’s Quality Policy.
Director Engineering
Has the responsibility and authority for sub-contractor of applicable manufacturing services and coordination with the service sub-contractor in accordance with customer requirements, SEA GULL procurement documents, procedures, and instructions.Responsible for establishing and promoting project plans, overall project cost and schedule control, control of interface with divisions, receipt and distribution of Customer document, and coordination of activities with Customers.He reports directly to Managing Director.
Mech, Civil, Inst & Elec Engineers
Has the responsibility and authority for Management of Erection Dept. assuring that applicable erection activities are performed in accordance with customer requirements, Quality Manual, Procedures and Instructions, also he shares in selection of new technological methods (Tools & Equipment) for erection works.He reports directly to the Director Engineering.
General Controller Manager
Has the responsibility and authority for management Human Resources, Financial, Procurement and Store Department; also he is responsible for all activities are performed in according with the company policy, quality manual, procedures and instructions.He reports directly to Managing Director.
FinancialManager
Has the responsibility and authority for preparing the financial planning and reviews financial activities for all the company.He reports directly to the General Controller Manager.
Marketing&Sales Dept.
Has the responsibility and authority for receiving the customer requirements, statues and reviews the tenders upon the company scope of work, also performing the offers and discussing the prices.He reports directly to the Managing Director.
ProcurementManager
Has the responsibility and authority for procuring the items and services (except for manufacturing services sub- contracted to a domestic vendor which is the responsibility of Project Manager), and coordination with applicable vendors in accordance with Customer requirements, Quality manual, procedures, and instructions.He reports directly to the General Controller Manager.
FabricationManager
Has the responsibility and authority for the management of the shop and is responsible for assuring that applicable fabrication activities are performed in accordance with the customer requirements, Quality manual, procedures, and instructions.He reports directly to the Managing Director.
Human Resources Manager
Has the responsibility and authority for performing and flow-up all administration instructions for the whale company.Performs and flow-up all employee’s affairs and performing company requirements of labors, also prepares contracts for new employees.He reports directly to the General Controller Manager.

MaterialManager
QA/QC Manager
- Has the responsibility and authority for receiving and maintains all materials, component, parts and products required for production/erection.Also has the responsibilities for supplies requirements to all departments and keeps appropriate records.- Has the responsibility and authority for keep suitable storage condition and suitable handling for all material, components, parts and products in all company storage.He reports directly to the General Controller Manager.
- Has the responsibility and authority for management of quality control and quality assurance department, also he responsible for all the activities are performed inAccordance with quality manual procedures and instructions.- Has the responsibility and authority to perform inspection and testing according to project quality plan.Also, Control quality document and quality report in all company departments.- Has the responsibility and authority for planning andmaintains the Quality Systems in the company, certified auditing the company Quality System, initiate corrective action and flow-up its implementation, takes action to maintain and calibrate inspection and test equipment, evaluates quality performance of sub-contractors, also he responsible for all Quality Control works in all the company projects works.He reports directly to the Managing Director.

Quality Assurance Manager
Has the responsibility and authority for assuring establishment of the Quality Assurance System and for verifying that activities affecting quality have been correctly performed and shall have sufficient authority, access to work areas, and organizational freedom to:Identify quality problems; initiate, recommend, or provide solutions to quality problems; verify implementation of solutions; and assure that further processing, delivery, installation, or use is controlled until proper disposition of a non-conformance, deficiency or unsatisfactory condition has been corrected. The Quality Assurance Manager is responsible for assuring that individuals responsible for verifying that activities are correctly performing the activities. The Quality Assurance Manager also has the responsibility to verify that the individual performing activities are provided with adequate resources and properly trained personnel for the performance of verification activities.Also, for documentation and maintenance of the Quality Assurance Program, Quality audits, vendor evaluation and the responsibility of the management representative.He reports directly to QA/QC Manager.
Head of Document And Data Control Office
Has the responsibility and authority to carry out procedures and work instructions for document and data control, controls document delivery to locations that need it according to document destruction list and with drawl of obsolete document, also he is responsible to prepare master lists of the Quality System Documents.He reports directly to Quality Assurance Manager.

Quality Control Manager
Has the responsibility and authority for preparation of the Quality Plan, and verifying that design, manufacturing, and installation activities shall be performed in accordance with Customer requirements, Quality manual, procedures, and instructions, also he is responsible for calibration of measuring, inspection and test equipments.He reports directly to QA/QC Manager.
Quality Control Engineer
Has the responsibility and authority to carry out all inspection and tests for fabricated and erected items at manufacturing plant, fabrications at sub-contractors, erection site to ensure the Quality of the product, assembly, construction and erection work.He participates in the follow-up non-conforming product report, follow-up performance of implementing inspection and test statues of product assembly, constructions and erection.He reports directly to Quality Control Manager.
Source&ReceivingQualityControlEngineer
Has the responsibility and authority for assuring that source verification, receiving inspection, and material supply activities shall be performed in accordance with the Customer requirements, MSES Technical requirements, Quality Manual, procedures, and Instructions.He reports directly to QA/QC Manager.
Maintenance& Utilities Manager
Has the responsibility and authority to plan and carry’s out periodical maintenance for equipments and tools.Has the responsibility to develop preventive maintenance system at Plant to comply with production plan.He reports directly to Project Manager.

Technical OfficeManager
Has the responsibility and authority for management the work in technical office at Plant.Has the responsibility and authority for assuring applicable design activities, fabrication drawing, detail drawing, erection drawing, shop bill, material requirement, job request and technical specifications document are performed in accordance with the Customer requirements, Technical requirements, Quality Manual, procedures, and instructions.He reports directly to Project Manager.
Design Engineer Has the responsibility and authority for conducting design in accordance with the customer requirements, technical requirement, Quality Manual, Procedures, and instructions and also responsible for releasing technical documents for manufacturing and procurement. He is also responsible for purchase requisition except for welding materials, which is the responsibility of the welding and/or QC Dept. He is also responsible for coordination with sub-contracted engineering vendors. He reports directly to Technical Office Manager.
Site Manager Has the responsibility and authority for order entry, scheduling and expediting the applicable construction activities in accordance with the Customer requirements, quality manual, procedures, and instructions.He reports directly to Project Manager.

Welding ShopEngineer
Has the responsibility and authority for developing and/or controlling the applicable construction planning documents, applicable welding documents, welder qualification, and welding materials in accordance with the customer specification and this Quality Assurance System, He is responsible for releasing technical documents for procurement and for purchase requisition of welding materials. He is also responsible for welding equipment and applicable handling equipment and other processing equipment in accordance with procedures and instructions.He reports directly to Site Manager.
1.3 MANAGEMENT REPRESENTATIVE (5-5-2)MSES Management has nominated the QA/QC Manager for operations theirRepresentative for Quality. His responsibility is to make sure that:The Quality Policy is implemented and improvement programs are prepared and
done by the Managers of the Units involved, monitoring their development.
1.4 VERIFICATION RESOURCES AND PERSONNELWithin MS E S organization there is a Central Department for HumanResource and Procurement Departments.Human Resource and Procurement Managers are responsible to verify the Company requirements for Personnel and equipment also reports to the Managing Director for Quality is responsible of consistency of the Quality System acting in different organizational realities of MSES and with support of Quality Assurance Department more details are provided in procedure QEP-01-02a resources.
1.5 MANAGEMENT REVIEW (5-6)The scope of the review done by the Management is to carry out an evaluation of the state and general suitability of the Quality System, in relation to the quality policy and any new objectives, which might result from changes of the circumstances or organization.
This review, as far as projects activities are concerned, comes during a meeting of the Quality Committee (six months meeting).

The matters that may be taken into consideration, with also the participation of all the Unit Managers involved, are:- Changes in the internal organization.- Changes in market demand- Suitability of the Quality System enforcement- Results of internal or Client audits- Trend of quality levels- Trend of non-conformity- Adequacy of the quality organization- Training and motivation of Personnel towards quality.The results and conclusions, which resulted from the review done by, the Management is documented and has given rise to new objectives and specific improvement and development programs.Records of that reviews are maintained. Detailed results for scheduling; conducting and r e c o r d i n g r e v i e w s a r e p r o v i d e d i n p r o c e d u r e Q E P -01-01a, m a n a g e m e n t review.
1.6 The Corporate Quality Assurance Staff is responsible for checking the Quality System of MSES in relation to the policy and objectives established for the whole Department, and to ensure that periodical reviews are carried out.
Functional Organization Chart
Managing Director
Director Engineering
QA/QC Manager
General ControlManager
ProjectManager
Marketing & Sales Manager
See attached QA/QC Chart
HR Manager Site Manager
Material Control
Manager Technical Office
FinancialManager
Maintenance&Utility Manager
ProcurementManager
HSE
Figure -1
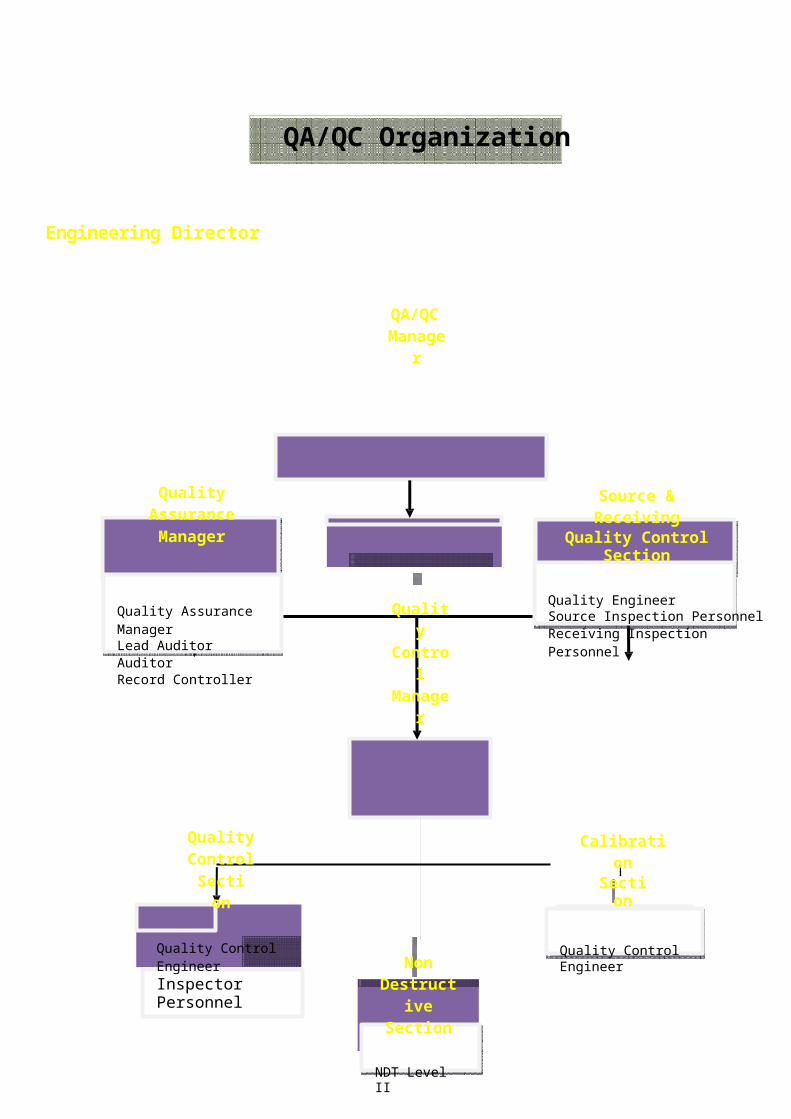
QA/QC Organization
Engineering Director
QA/QC Manager
Quality AssuranceManager
Source & ReceivingQuality Control Section
Quality Assurance ManagerLead AuditorAuditorRecord Controller
Quality Control
Manager
Quality EngineerSource Inspection PersonnelReceiving Inspection Personnel
Quality ControlSection
CalibrationSection
Quality Control EngineerInspector Personnel Non
Destructive Section
Quality ControlEngineer
NDT Level II Examination
Figure -2

2 QUALITY SYSTEM (4)
2.0 SCOPETo ensure that the Quality System relevant to projects activities of MSES FOR GENERAL CONTRACTING & SUPPLY is set up developed company policy on quality.
2.1 QUALITY SYSTEM CHARACTERISTICSMSES FOR GENERAL CONTRACTING & SUPPLY Quality System has been structured whilst keeping in mind:- The Company organization.- Various Customers and world market needs.- Legal safety regulations.- The technology of the products and services most frequently supplied.
The Quality System model adopted by MSES FOR GENERAL CONTRACTING & SUPPLY includes, as can be demonstrated upon request, all the requirements specified in the following standards:- ISO 9001- BS 5750 Part 1- EN 29001- UNI EN 29001
MSES’s Quality System is binding in its application for all the Company Managements a n d a l l t h e C o m p a n y U n i t s . Details of the System are documented and may be shown upon request “according to the relevant contract specification”.
2.2 QUALITY SYSTEM DOCUMENTATION
2.2.1 MSES QUALITY SYSTEM IS DEFINED IN THE FOLLOWING DOCUMENTS:
Quality Manual. This is the official, written document of the QualitySystem and it describes the principles, the organizational aspects and the procedures with which it is intended to carry out the Quality System established in each stage of every project, from the examination of the bid request to the start up of the installation and the end of the responsibilities connected to the order.
2.2.2 The Manual and the Quality System Procedures are submitted for the following approval, before being issued and used:-Quality Manual: the Managing Director and the QA/QC Manager.-Quality Assurance Procedures: according to the specific procedure for their issuing.These a p p r o v a l s , c o n t a i n e d in the documents, oblige the complete compliance of the relevant contents by all the Company Units involved.
2.2.3 The QA/QC Manager must control the operative running of the Manual and the Quality System Procedures, their correct interpretation and the relative application controls.
2.2.4 Every variation to the Quality Manual and Quality System Procedures are subject to the approval regulations defined in paragraph 2.2.2.
2.3 DISTRIBUTIO DOCUMENTS
N AND REVISION OF QUALITY SYSTEM
2.3.1 QUALITY MANUAL
2.3.1.1 Controlled Distribution:The present Quality Manual is officially distributed in MSES
Co. FOR GENERAL CONTRACTING & SUPPLY as perDistribution list.
The QA/QC Manager numbers each controlled copy, in relation toeach receiver and relative Units to which he/she belongs. TheControlled copies are subject to updating procedures.
The Copies of the Quality Manual forwarded to clients or otherexternal offices on the basis of contractual binds, are part of theofficial distribution and are therefore numbered, recorded andsubject to up-dating procedures for the duration of the contract only.
2.3.1.2 Other DistributionsThe copies of the Quality Manual, distributed for pre- qualification or during the offer phase for information purposes, are not numbered or recorded and therefore are not subject to up-dating (copies non controlled).
2.3.1.3 RevisionsThe Quality Manual is reviewed when it is felt that corrections should be made to it in order to adjust it to internal or external changes which have taken place.The changes made to the Manual are carried out by substituting the relevant sections (which are then issued in the subsequent revision index).Approval of the current Manual, the number of which is shown on the front cover page. The edition number of the Manual and revision index in section 0 is both updated at the same time any variation accrues in the other sections.The modified sections are given to holders of the controlled copies of the Manual (see paragraph 2.3.1.1) so that they can include them in their copy. It is responsibility of head ofdocument and data control to destroy the previous revision.
2.4 QUALITY SYSTEM PROCEDURES
2.4.1 INTERNAL DISTRIBUTIONThe Quality System Procedures are distributed to all the Units directly involved.
2.4.2 EXTERNAL DISTRIBUTIONThe Quality System Procedures are available for the Clients or theirrepresentatives to consult, but, being classified as internal documents of MSES FOR GENERAL CONTRACTING & SUPPLY; copies can be distributed only if it is specifically requested in the contract.
Procedure QEP-02-01a; Quality System documentation describes in detail each type of documents and issuing responsibility.

2.5 QUALITY PLAN (5-4)The MSES Quality Control Dept. utilizing the Customer contract and related documentation, including design, construction, and inspection requirements, shalldevelop the Quality Plan. The Quality Plan shall identify the scope of the activities to be performed for the specific ISO Customer contract.
Each involved MSES organization shall assign a person or persons to review their portion(s) of the Quality Plan to assure the applicable requirements have been include and/or referenced. The Quality Plan is the basic document used to plan, identify and implement design, construction and quality requirements described in this Quality Manual. The Quality Plan shall reference the implementing documents such as Design Plans, Procedures, and Instructions etc.
The Quality Plan Controls shall be described in an approved procedure and shall include as a minimum the following information:- Scope of activities- Customer contact- Customer Requirements- Customer and or MSES Design requirements- Manufacturing Requirements- Inspection and Test Requirements- Sub-Contractor Activities- Inspection Authorities- Statues Technique, if employed- Traceability Requirements, as appropriate- Certification or contract completion documentation
When the Quality Plan has been completed the reviewer’s comments and results shall be documented on the Quality Plan and forward to the Quality Control Dept. Manager by the reviewing organizations.
When all comments have been received the MSES Quality Control Dept. Manager as signed personnel shall review the comment with each dept.’s and incorporates or resolves these comments.
The Quality Plan shall be maintain as an active document and shall be revised in the same manner as the original.
The MSES FOR GENERAL CONTRACTING & SUPPLY Quality Control Dept. Manager shall maintain the controlled Quality Plan until the construction of the items in the customer contract has been completed. The Quality Plan and reference documents shall be reviewed by the MSES QA/QC Manager to assure completion of the items and contract. Upon completion of the customer contract the Quality Plan shall be signed by MSES QA/QC Manager, which shall indicate completion of the total contract.
More detail is provided in work instruction QEW-02-01a issuing Quality Plan.
Section 3
3.0 SCOPE
CONTRACT REVIEW (7-2-2)
This section defines the methods and controls used to review the Customer contract and its amendment documents to assure that all requirements can be met and to identify and resolve differences between the Tender and contract prior to the start of work.
3.1 PURPOSEThe review of Customer contract and its amendment requirements is performed as part of the order entry process for manufacturing order.
3.2 GENERAL3.2.1 CONTRACT REVIEWS SHALL BE PERFORMED:
(1) To ensure the requirements of Customer documents and contract arefully understood by all MSES applicable organization.
(2) To determine differences between the contract and tendering documents and clarify/resolve any conflicts or problems prior to the start of work.
(3) To establish that the personnel, facilities, cost etc., are available and within reason or that provisions can be made in order to meet contract requirements.
3.3 TENDER/CONTRACT REVIEWOn receipt of the Tender or contract from the Customer the Sales and MarketingManager shall forward these documents as follows:
3.3.1 All Tender or contract documents shall be transmitted to the ProjectsDepartment Manager for distribution to applicable MSES organizations.(Managing Director, QA/QC Department Manager, Project Manager andFinancial Manager) for review and comment on the Contract review sheet.For items to be procured from MSES Contractor Tender or contract documents shall be transmitted to the Projects Department Manager for distribution to applicable MSES organizations for review and comment.
3.3.2 Each involved MSES organization shall assign a person or persons to review their portion(s) of the Tender or contract documents for the applicable elements described below in accordance with the approved procedure.

1. Code, standard and design/technical specification requirements.2. Quality Plan requirements.3. Resource requirements such as manpower, equipment, facilities etc.4. Schedule5. Cost6. Unique or new design/process7. Ability to produce and inspect8. Differences between Tender and Contract9. Potential Problem Areas10. Other items specific to an Individual organizations work scope.
3.3.3 When the review has been completed the reviewer’s comments and results shall be documented on the Contract Review Sheet and forwarded to the Sales & Marketing Department Manager by the reviewing organization.
3.3.4 When all comments have been received the Sales and Marketing Dept. assigned personnel review the input with those organizations that require clarification or resolution for their comments.
3.3.5 For comments that cannot be resolved internally, the Sales and Marketing Department Manager shall contact the Customer in writing for clarification and/or resolution.
3.3.6 The Sales & marketing Department Manager ensures concurrence of all organizations involved in the Tender/Contractor review prior to start of MSES or Contractor work.
3.3.7 Changes to the Contract documents shall be reviewed and processed in the same manner as the original. Contract review documents and related records shall be maintained by the Sales & marketing Dept.
3.3.8 Detailed Results for schedule; conducting and recording the reviews and amendment are provided in procedure QEP-03-01a contract review.
Section 4
4.0 SCOPEDOCUMENT AND DATA CONTROL
To ensure that all documents which influence quality are examined for adequacy, approved for first issuing and for following revisions and distributed to all Units where the prescribed activity is due to take place.
4.1 DOCUMENT APPROVALS AND ISSUE
4.1.1 Univocal code, the subject dealt with and the issue date identify every document.
4.1.2 Every document issued is signed by the author and by the person responsible for reviews and approval of issue. The check includes thecontrol that the content is adequate for the scope of the document and inconformity with the relevant National and International standards.
4.1.3 The responsibility for drawings up, reviewing and approval are delegated to authorized people and Units and identified by the internal procedures relative to these documents. Only in cases of proven necessity, can someone approve a document other than the person established, as long ashe belongs to the same Unit and is well informed on the matter being dealt with; otherwise, an Units superior can b e delegated. Limited to approval, the client or control authority can be prescribed.
4.2 DOCUMENT CHANGES OR MODIFICATIONSEvery modification made is indicated in the document and is subject to the same regulations of drawing up, reviewing and approving foreseen for the originaldocument.
4.3 DOCUMENT DISTRIBUTIONS AND FILLING
4.3.1 The distribution lists, up-dated to the last modification made by document control office, guarantee the exact distribution and location of the current documents. Removal of reviews and obsolete copies comes under the responsibility of the document control office.
4.3.2 Any extra copies of documentation distributed (not on the official distribution list) are not subject to updating.
4.3.3 The original copy of every document is recorded and filed in the document control office, which responsible for issuing it or in another Unitspecifically destined for that.
4.3.4 On the basis of number and importance, the documents are filed so that they can be easily found also for the subject dealt with.
4.3.5 Depending on internal or contractual needs, the period the documents must be kept, and the filing of supplementary copies in especially protected archives against unauthorized manipulation or possible damage due to natural causes, is established.
4.4 CONTROL OF DOCUMENTS SUBMITTED TO THE CUSTOMER/USER OR FROM VENDOR
4.4.1 The Project Manager shall handle documents required to be submitted to the Customer. The Project Department Manager shall control the submittal status and Customer’s review status of documents as described in the approved procedure.
4.4.2 Documents required to be submitted to M S E S by the vendor for review and acceptance shall be obtained by the responsible department or sections (project department / technical office for engineering services and manufacturing department for manufacturing sub-contracted to domestic vendors and Quality Control Department for materials requisitioned to MSES Production). The responsible Department or Section shall transmit to the applicable Dept’s within M S E S . The Department shall document the status of acceptance by MSES on the Document Submittal checklist, which is responsible for obtaining the document required to be submitted. The control of documents submitted by the vendor shall be controlled in accordance with approved procedures.
4.4.3 Documents and drawings referenced in this Section of the Quality Manual are not revised by attachment of change notice. All documents shall be reissued as a controlled revision.
More detailed about Document and Data Control are provided in procedureQEP-04-01a document and data control.
Section 5
PURCHASING
5.0 SCOPETo ensure that the orders are accompanied by the necessary documentation to define the technical and qualitative needs and that they are conveyed to qualified suppliers.
5.1 ASSESSMENT OF SUB-CONTRACTORS
1. By following established criteria and using special questionnaires, Suppliers are inspected, in order to verify their capacity to satisfy MSES needs. During the control the following aspects are examined: financial, commercial, technical, facilities, the organization and the control procedures. Furthermore, the Supplier is checked for the importance he gives to quality and its correct perusal.2. The results obtained from any previous supplies (historical data) are reported and periodically analyzed.3. On the basis of the results of audits, site visits and/or on the basis of the historical data available, the list of approved suppliers (Vendor List) has been prepared and is used for the supply of specific and defined objects.4. The list of approved Suppliers is periodically up-dated and kept with the documentation proving supplier evaluation and rating.
5.2 PURCHASING DOCUMENTATIONIn order to satisfy the technical and qualitative needs prescribed, the purchasing documentation includes the order and specific attachments, that are integrating part of the order, like the Material Requisition. Purchasing documentation (order and relevant attachments), for all ordered material, contains:- Technical and quantities description.- Technical and qualitative requests regarding manufacturing, control, packaging
and shipment.- Eventual Quality System prescriptions for the supplier.- Any prescription relevant to inspections, tests and audits at the Suppliers for
supervision and witnessing and to verify the Quality System.- Prescriptions relative to drawing up, control, delivery and/or preservation of the
supply documentation, both technical and administrative.

5.3 ORDERING
1. The competent Technical Unit issues the Purchasing Requisition, including in it the relative reference documentation.
2. The competent Purchasing Unit, after having chosen a supplier capable of satisfying the prescriptions, transfers in the order the contents of the Purchasing Requisition.
3. The order, with the necessary purchasing documentation enclosed, is given to the Supplier after a check has been made that all the documentation is complete.
4. Any changes made to the order are checked and issued following the same rules foreseen for the basic order, which still apply.
5.4 VERIFICATION OF PURCHASED PRODUCT.
1. It is explicitly foreseen in the order, that M S E S , its Client (or its representatives), and any Control Authorities, can enter the Suppliers’ workshop, or that of its sub-suppliers, in order to verify at source that the purchased products are in conformity with the specified requirements.
2. The control carried out by the Client does not, however, release MSES from its responsibility to supply acceptable products, nor does it exclude the possibility of a subsequent refusal of what was supplied if found not to conform with the established contractual requirements.
5.5 VENDOR EVALUATIONS AND SELECTION1. The QA/QC Manager is responsible for survey, evaluation and approval of
MSES vendor before they are used for all activities.2. The vendors are qualified in accordance with an approval procedure, which
shall define the extent of control required by MSES. The vendor’s quality requirements shall be dependent upon the type of item being supplied and on records of the vendor’s previously demonstrated capability and performance.
3. MS E S vendors and their quality system shall be evaluated for their scope of activity. The effectiveness of their Quality Assurance System and their capability is evaluated by one of the following methods;
(1) Survey /Audit of the vendor and his Quality System at the location in accordance with an approval procedure. Audits are performed using the same controls described in accordance with section (17) Quality Audit.

(2) Acceptance o f a v e n d o r Quality System by a Third PartyOrganization such as ASME, ISO, API, TUV, etc.
(3) Past history evaluation of vendors Quality System by performing receiving inspection of the vendors products. This evaluation is controlled in accordance with an approved procedure.
(4) Customer approved vendors as long as documented evidence of method of approval is provided.
4. More detail is provided Purchasing Procedure QEP.05-01a and evaluation of sub-contractor QEP-05-02a.

Section 6
CUSTOMER SUPPLIED PRODUCT
6.0 SCOPETo ensure that any products supplied by the customer, and destined to become a part of the supply, are controlled, stored and kept in conformity with the needs specified.
6.1 OPERATIVE REGULATIONS
6.1.1 Objects supplied by the customer are received at the sites or warehouses, identified by means of the formalities in force, and accepted after the conditions of the packaging and the integrity of the objects have been checked.
6.1.2 If they are found not to conform upon receipt, or in subsequent work stages, to the accompanying documentation, they are treated according to the regulations in force (see section 13) control of non-conforming product.
6.1.3 Objects supplied by the customer, whilst waiting to be used stored and handled following the formalities indicated section 15 Handling, Storage Preservation, Packing and Delivery. A special registration allows knowing at any time, the list of material supplied by the customer handling, storage, preservation packaging and delivery under MSES charge.
6.1.4 More dialed are provided in procedure QEP-06-01a control of customer- supplied products.
6.3 PURCHASER SUPPLIED PRODUCTItems supplied by customer of purchaser shall be inspected and controlled in the same manner as items purchased by MSES. When MSES receives acontract from a customer, which includes the customer supplying items or materials, MSES shall establish a procedure to verify the storage and maintenance of the items. This procedure shall also include notification of the Customer if the items are lost, damage and/or found unsuitable for use.
More detail has been provided in procedure QEP-06-01a “Customer SuppliedProduct”.

Section 7
PRODUCT IDENTIFICATION AND TRACEABILITY
7.0 SCOPETo ensure, when required by the technical and quality documentation, that for every material, component, product or installation, the relative construction process and qualitative status is known by means of the identification formalities applied in every stage of the construction, from acceptance to start up.
7.1 OPERATIVE REGULATION.
7.1.2 Where necessary, every object, constituted by a single piece, an element of a series, by a lot of pieces or by a whole, is identified and put relation with the technical and qualitative documentation, certifying its nature, characteristics and relative manufacturing and control plans.
7.1.3 Where traceability is a requirement specified in the contract, every single object or lot of objects can be identified univocally in order to recognize it amongst other identical products which were produced separately and in different conditions and at different times relevant documentation can also be shown in which manufacturing processes, tests and controls carried out are or listed.
7.1.4 Every object is physically identified, according to its type, by:- A mark (a punch, a stamp, a label, a plate etc.)- A fixed registration (labels etc.)- Physical separation.- An indirect method, based on documentation and special written
procedures.7.1.5 If registrations or marks on the object are used, it is guaranteed that these
types of identification will be clear, indelible, sufficiently protected and placed visibly in accessible areas.
7.1.6 Responsibility for recognizing the objects and to ensure identification according to the prescribed regulations, to control its maintenance, to intervene if the objects are not identified, or are identified irregularly, and to directly control these objects is delegated to qualified and authorized personnel.

7.2 IDENTIFICATION AND CONTROL OF ITEMS
7.2.1 The Material Control Unit for use in manufacturing shall release only accepted items. The accepted items shall be identified and marked by the
7.2.2 Vendor and/or M S E S the identification by maintained through all stages of production, delivery and installation in accordance with the accepted procedure.
7.2.3 The Quality Control Manager shall inspect the identification marking on the items to verify that correct and accepted items are released, record the original manufacturer or supplier identification markings on the forms/document, and sign off the applicability and acceptability of the items to be used including identification.
7.2.4 When the original identification markings are cut off or the material is divided into two or more parts, the identification number (heat/lot number and/or tagging of the material to be returned to inventory) shall be transferred to a location where the markings will be visible on the completed item by fabrication Shop prior to cutting in accordance with the cutting plan. The cutting plans including the part identification and cutting information shall be prepared by the Technical Office.
7.2.5 Where physical identification on the items is impractical or the space available for marking is insufficient, other appropriate methods such as physical separation may be utilized as defined on the documentation and in accordance with an approved procedure.
7.2.6 When identification markings may become obliterated or hidden during manufacturing processes such as machining of the surface, heat treatment, cleaning or coatings, the markings shall be transferred to a different designated location or identified on maps, charts or logs to maintain the identification by the Department responsible for those processes, the markings shall be remarked on the item. The Quality Control Personnel shall verify this activity and sign off the Documentation.
7.2.7 Identification markings shall be applied using materials and methods, which provide a clear and legible identification and do not detrimentally affect the function or service life of the item. Stamping, when used, shall be done with blunt-nosed continuous or blunt-nosed interrupted dot die stamps.

Section 8
8.0 SCOPEPROCESS CONTROL
8.0.1 CONSTRUCTION, ASSEMBLY AND COMMISSIONING PROCESSESTo ensure that all the processes of construction, assembly andCommissioning which directly influence the quality, are carried out under control and in conformity with the technical documentation of the project and of the process.
8.0.2 SPECIAL PROCESSESTo ensure that all the special processes are carried out and controlled by qualified personnel, using methods and equipment conforming with precise prescriptions, standards and regulations in force.
8.1 CONSTRUCTIONS, ASSEMBLY AND COMMISSIONING CONTROL
8.1.1 The means for construction, assembly and commissioning are chosen on the basis of their suitability to guarantee the correct execution of the process, and are periodically checked for their functionality, safety and the level of their performances.
8.1.2 The environment and working conditions (ecology and safety) are controlled and, at the same time, the necessary protections against external influences, which might alter the stages of the process, materials and components, are foreseen.
8.1.3 Construction, assembly and commissioning are planned and carried out according to construction, Assembly, Commissioning, inspection and test plans, in these documents the necessary operations to complete each phase of the work are sequentially listed with reference made to the technical documents (e.g. drawings), installation methods (e.g. work instructions) and to inspection and test prescriptions (e.g. check lists).
8.2 SPECIAL PROCESS CONTROL8.2.1 Specific Technical and / quality documentation describe how to carry out
the special processes. Furthermore, they explain how the personnel involved must be qualified to do the work, on the basis of the technicaland / or quality standards and codes recognized.

8.2.2 The qualifications of the personnel are certified in a certificate, given organizations or institutes, which are officially recognized, or by Company Managers on the basis of documented evidence. Any prescribed renewals must be foreseen with the same formalities and terms foreseen by these qualification certificates.
8.2.3 The special process qualification certificates and that of the personnel involved are registered, kept and periodically checked in order to review them in time.
8.2.4 For the conditions related to the control of the special processes, point 8.1.1 “construction, assembly and commissioning control” also applicable.
8.3 CONSTRUCTION PROCESSES8.3.1 The Quality Plan shall be developed by the QA/QC department
Manager and shall include a reference to the forms/document required for the construction of the item. The Quality Plan shall beutilized by the Quality Control Department to assure that all forms/document developed for constructions of the item have been completed.
8.3.2 The forms/document for Cutting, Manufacturing and Machining are documents used to assure the construction, materialmanufacturing and special process activities are accomplished inaccordance with specified requirements, correct sequence, suitable working environment and workmanship standards.
8.3.3 Using the Quality Plan, drawings, and procedures included in the applicable document list and drawing list, customer documents. The QA/QC Manager prepares the applicable documents and forms.
8.3.4 The forms/document makes reference to the drawings, procedures, and their applicable revisions, which are required to accomplish each operation on the forms/document. The drawings and procedures, which are distributed with the forms/document or distributed to the location where the work is performed, shallinclude qualitative, quantitative, environmental working conditions, workmanship standards and any other instructions to assure the performance of quality work.
i. Upon completion of forms/document preparation, the Manufacturing Engineer shall forward the forms/document to the Quality Control Engineer for review / approval includingverification of inspection, test and examinations operations.

8.3.5 When the forms/document complies with the requirements of the drawings, procedures, Customer document and the codes and includes the necessary Customer Hold/Witness Points, the applicable Quality Control Engineer approves the forms/document.
8.3.6 The Manufacturing Engineer shall issue the applicable forms/document to the Department or Shop with responsibility for performance of the work. The fabrication, machine Shops and Erection Department place the applicable forms/document and documents referenced on the forms/document in the working area available for use.
8.3.7 When Forms/document revisions are required, the Manufacturing Engineer shall cross out the entry and hand write the revision on the shop floor as necessary or reissue the Forms/document in its entirety. These entries shall be initiated and dated by the Manufacturing Engineer and Quality Control Department in accordance with an approval procedure.
8.3.8 Upon the completion of applicable construction or material manufacturing, completed forms/document and required reports shall be submitted to Quality Control department before final reviews. The Quality Control Department reviews the documents/forms for completeness and conformance to referenced drawings, procedures and customer document. When the review is acceptable, the forms/document and associated records shall be maintained in accordance with section 15 Control of Quality Records.

8.4 WELDING PROCESS
8.4.1 ALL WELDING shall conform to requirements of ASME Code Sect. IXand any additional Customer contract requirements.
8.4.2 WELDING PROCEDURE QUALIFICATIONS
(1) Welding/Fabrication Engineering prepares the draft Welding Procedure Specification (WPS) and all revisions there to for procedure qualification which shall include essential variables and nonessential variables and shall be qualified under the provisions of ASME Code Section IX, and/or Customer requirements.
(2) Test coupons for qualifying the WPS shall be welded under the supervision of the Welding Engineer. Welding data is recorded on a Procedure Qualification Record (PQR).
(3) Welding Engineer or an outside test laboratory shall perform testing of specimens and certification of test results. The outside test laboratory or Welding Engineer shall be required to certify the tests have been performed in accordance with a procedure and ASME Code Section IX. Test results shall be recorded on the PQR, which shall then be certified by the Quality Control Engineer.
(4) Based on the Project Quality Record, the Welding Engineer shall indicate the WPS with his dated signature.
(5) The qualified WPS and PQR shall be reviewed and approved by theQuality Control Engineer and then certified by the QA/QC Manager.

8.4.3 CONSTRUCTION WELDING
All welding shall be performed in accordance with one or more:(1) Qualified Welding Procedure Specifications, which are, referenced on
the applicable forms/document and which are available in an area adjacent to the work for reference by the welders.
(2) All welders shall be assigned only those welders who have been qualified under the provisions of applicable Customer document and ASME Code Section IX and whose names appear on the current Table of Certified Welders or Welding Operations.
(3) The welder identification code shall be recorded on the forms/documentor, if required by contract, stamped adjacent to the welding joint as Code requirement by each welder for each welding operation performed.
(4) The Quality Control Personnel shall monitor welding activities to assure that proper procedures, qualified welders and welding operators and accepted welding materials are used in accordance with approved procedure or instruction.
(5) The Quality Control Personnel shall perform inspection of the completed welds as required by instructions or procedures referenced on the forms/document.
8.4.4 TACK WELD(1) Qualified welders using qualified welding procedures referenced on the
forms/document shall do tack Welding.(2) Tack welds shall be ground smoothly so that they may be satisfactorily
incorporated into the final weld and examined visually by the Quality Control Personnel for defects.
(3) Tack welds found to be defective shall be removed completely.

8.4.5 HEAT TREATMENT
Heat treatment is performed by the heat treatment operations of the fabrication that are trained & qualified in accordance with procedures, which are referenced on the forms/document and meet Customer requirements. Heat treatment procedures are prepared by the operations Dept. and approved by the QA/QC Manager.8.45.1 Heat treatments shall be performed in temperature surveyed and
calibrated furnaces, or performed with a calibrated recorder and thermocouples in direct contact with the material or attached to blocks in contract with the material. Furnace and furnace equipment calibration shall be performed in accordance with approved procedure.
8.45.2 The Quality Control Personnel to assure compliance with the applicable procedures shall monitor heat treatment. Mentoring includes as applicable:(1) Furnace loading (including placement and identification
numbers of thermocouples).(2) Proper calibration of instruments and controls. (3) Heat treatment time and temperature.(4) Monitoring of the above activities shall be in accordance with
approved procedure.8.4.5.3 Upon completion of heat treatment, the Heat treatment
Operator/Quality Control Personnel shall complete the Heat Treatment Record and record the Item N° and applicable heat treatment record No. on the time-temperature recording. Heat Treatment Records shall include the equipment numbers, date, procedure number and revision, thermocouple identification number and placement and load.
8.4.5.4 The approved vendors used for heat treatment operations shall perform heat treatments operation shall perform heat treatments with procedures, which have been approved by MSES QA/QC Department and be required to submit a time-temperature recording and heat treatment record, which shall include information equivalent to that required by MSES Heat Treatment Record. The Quality Control Department shall be responsible for assuring by required surveillance the suitability of performance and calibration for subcontracted heat treatment and also responsible for performing receiving inspection.

Section 9
9.0 SCOPECONTROL OF MEASURING
9.0.1 SUPPLY PHASEEnsure that materials, products and services purchased or however coming from external suppliers are in conformity with the relative purchasing documentation.
9.0.2 IN PROCESS PHASEEnsure that the components, parts of the product, the products or plants made through construction, assembly and commissioning are in conformity with the technical documentation of the process as well as with the quality specifications.
9.0.3 FINAL PHASEEnsure that the components, products and finished plant are in conformitywith the technical documentation and with the quality specifications, and satisfy the functioning and safety prescriptions.
9.1 RECEIVING INSPECTION AND TESTING CONTROLS BEFORE AND DURING THE SUPPLYParticular material or new products not yet experimented can be inspected, beforepurchasing, through specially requested samples supplied only for this scope. The result of these conditions the purchasing of these materials or products and the relative purchasing documentation.
At the beginning and during a supply, inspections and/or periodical audits at the suppliers work site can be carried out to control, during the preparation of the supply, that the prescribed quality conditions and/or Quality System established in the order are respected.
9.1.1 ACCEPTANCE TESTSAll materials, products or services purchased are subjected to the acceptance tests foreseen in the purchasing documentation. These checks are carried out at the relative suppliers work site in relation to existing facilities and according to requirements of the purchasing documentation.Acceptance tests are carried out after identification of the objects received, examination of the technical and quality documents prescribed (keeping inmind any hold points).
9.2 GENERAL
9.2.1 All required inspections and hold/witness points should be specified on the forms/document.
9.2.2 Inspection personnel in the Quality Control Department under QA/QC Manager shall perform inspection activities. The inspection personnel areindependent of those organizations performing the activities beinginspected.
9.2.3 Inspection procedures/instructions shall be prepared by the Quality Control Department, and reviewed by the Quality Control Manager, and approved by the QA/QC Manager. Inspection procedures/instructions shall include, qualitative and workmanship standards for inspection activities. The procedures/instructions shall describe the environmental conditionsrequired for the performance of the inspection activities.
9.2.4 Upon completion of the required inspection activity, the person performing the evaluation shall sign off the forms/document and/or record the required inspection report number on the forms/document showing the status of the inspection.
9.2.5 If items inspected do not meet acceptance criteria established by the documents referenced on the forms/document, they should be processed as described in section 12 non-conforming product.
9.2.6 The Quality Control Department Shall is responsible for scheduling and performing the monitoring of all quality affecting activities described in this manual, in accordance with an approved procedure.
9.3 IN-PROCESS INSPECTION
9.3.1 Qualified inspection personnel in accordance with job order and the applicable referenced documents on the forms/document shall perform in- Process inspections.
9.3.2 When items meet all acceptance criteria defined in the referenced documents on the job order, the Quality Control personnel shall indicate the acceptance status on the forms/document by signing and dating the forms/document, and if required by referenced documents, record the results of inspection on the appropriate inspection report form and document the identification of the inspection report on the job order.
9.3.3 Identification number of the calibrated instruments or special equipment used for the inspection shall be recorded on the job order or applicable inspection report.

9.4 FINAL INSPECTIONAll completed items shall be inspected for completeness, markings, adjustments,protection from damage, or other characteristics as required verifying quality and conformance of the items to requirements as specified on the job order. The referenced calibration instruments used shall also be verified.
9.4.1 The Quality Control department shall assure that all required Quality Assurance records have been collected, that all required manufacturing, inspection, testing and non-destructive examination have been completed, and that all non-conformances have been properly disposition. The completion of this verification shall be documented on the inspection forms/document by the Quality Control department with his dated signature.
9.4.2 When the Quality Control department has verified all forms/documents associated with an item, the Quality Plan relating to a Customer contract shall be signed off indicating verification that the item is complete and acceptance.
9.4.3 Modifications, repairs, or replacements of items performed subsequent to final inspection shall be controlled in accordance with section 12 and shall be re-inspected or re-tested as appropriate to verify acceptability and documented on the Non-Conformance Report.
9.5 NOTIFICATION FOR HOLD/WITNESS POINTS
The fabrication/machine and erection shop shall comply with MSES and customer Hold/Witness Points designated on the job order and provide for notification at the appropriate time (actual notification may be made by the Project Department Manager / Quality Control Department or Fabrication / Machine/Erection Shop Manager).
9.5.1 The Fabrication/Machine/Erection Shop shall not proceed with work beyond the designated Hold Points. The Customer consent to proceed with work beyond a specified Hold Point shall be recorded on the inspection forms/document by the fabrication/machine department or non-destructive examination Section Prior to continuation of work and in accordance with approved procedures.
9.6 CONTROL OF NON-DESTRUCTIVE EXAMINATION (NDE)9.6.1 NDE Personnel Qualification and Certification:
(1) Qualified and certified personnel in the Quality Control Department shall perform non-destructive examination activities. This Section is independent of those organizations performing the activity being examined.
(2) There shall be three basic levels of qualification (NDE Level I, II, and III). In the process of being qualified and certified to at least NDE Level I, an individual shall be considered as a trainee. A trainee shall work along with a certified individual and shall not conduct independently any examination, or write a report of examination results.
(3) The Quality Control Department Manager shall be responsible forcertifying all NDE personnel performing nondestructive examination.
(4) When there is any specific reason to question the performance of NDE personnel, NDE Level III or the Quality Control Manager may require re-qualification.
9.6.2 NDE PROCEDURES(1) Nondestructive examination procedures shall be prepared and
reviewed by applicable NDE Level II or III in accordance with USC requirements and contract requirements.
(2) The appropriate NDE Level III personnel/QA.QC Manager and/or the Customer if required shall approve NDE procedures, including revisions.
(3) The NDE procedure shall include the requirements of the CustomerDocuments.
(4) The applicability of the NDE procedure shall be designated on an appropriate NDE Map. For each weld joint/shape and the NDE Map.
9.6.3 PERFORMANCE OF NDE(1) NDE activities shall be performed by the qualified and certified
personnel by use of the qualified procedure referenced on the job order and by use of the appropriate NDE equipment which has been controlled in accordance with section 10 controls of measuring, inspection and test equipment.
(2) The results of NDE shall be documented on an appropriate NDEreport. NDE reports shall contain details necessary to ensure trace- ability to the procedure and equipment used for the individual examination has been met. The identity of NDE equipment used during examination is documented on the NDE report or job order.

(3) Certified NDE personnel who evaluate the actual results to verify that the examination has been performed in accordance with the applicable procedure shall prepare all NDE reports. An applicable NDE Level II / Level III personnel or QA/QC Manager approve all NDE reports.
(4) The responsible NDE personnel shall record the report number on the job order documentation and sign date the job order documentation only upon satisfactory completion of the examination and the Quality Control Department shall maintain the report.
(5) Unacceptable results shall be processed in accordance with section13 control of non-conforming product.
9.6.4 SUB-CONTRACT OF NDE• The QA/QC Department Manager shall be responsible for
sub-contract of NDE, if required.• The applicable QA/QC Department Manager shall be
responsible to verify that all personnel of the sub-contractor involved in the NDE have been qualified and certified in accordance with their written practice which meets the requirements of the MSES written practice “NDE Personnel
Certification Program”. The sub-contractor’s written practice shall be reviewed and accepted by QA/QC Manager.
Sub-contractor’s NDE personnel qualification and certification records shall be retained in accordance with written practice.
9.7 TEST CONTROL SCOPEThis section describes the responsibilities and controls for mechanical tests andpressure tests required to verify conformance of items to specified requirements.
9.8 TEST PROCEDURES AND PERFORMANCE9.8.1 All required tests a Hold/witness points should be specified on the job
order documentation.9.8.2 2. Test procedures and instructions are established and released for use as
specified in Section 4 Document and Data Control.9.8.3 Procedures and instructions for pressure tests shall be prepared by the QC
Engineer, reviewed the QA Manager, and approved by the QA/QC Manager.The procedures and instructions shall describe the environmental conditionsrequired for the performance of these test activities.

9.8.4 Test personnel shall be qualified and certified as specified in section 17 training and approved procedures.
9.10 RECORDS
1. Inspection and Test Records shall include item inspected, tested, date of inspection and testing, inspector, type of observation, results or connection with non-conformance.
2. Inspection and test records shall be maintained in accordance with Section 15Control of Quality Records.
9.11 NON-CONFORMANCES
Non-Conformances found during any inspection and testing operation defined on the job order documentation or during monitoring activities shall be handled as specified in section 12 Control of Non-Conforming Product.

Section 10
CONTROL OF MEASURING, INSPECTION AND TEST EQUIPMENT
10.0 SCOPEThis Section defines the control system to assure measuring, inspection and testequipment used for activities affecting quality are maintained, controlled, and calibrated at specified periods to maintain the required accuracy.
10.1 GENERAL REQUIREMENTS
• The QA/QC Manager shall have the responsibility to assure that measuring and test equipment used to perform measuring inspection, examination, test, or any calibration, and to control manufacturing operation have been calibrated, and are selected to be of proper type, range, accuracy and tolerance to specified requirements. This control also extends to such items as jigs, fixtures, templates or patterns, which may affect the quality of the item. Measurement and Test Equipment shall be used in a manner, which ensures that measurement uncertainty is known and is consistent with the required measurement capability.
• Measuring and test equipment shall be calibrated at specified intervals, or prior to use, in accordance with Paragraph 10.3 of this Section and approved procedures. The NDE section is responsible for calibration of NDE equipment. The Quality Control Manager responsible for calibration of heat treatment furnaces, temperature recording equipment, welding electrode baking holding ovens for calibration of all other measuring and test equipment used to verify compliance of manufacturing operations including jigs, fixtures, templates, or patterns which may affect the quality of the item.
• Each Department Manager responsible for calibration shall prepare written calibration procedures, which include the method and interval of calibration. The procedure shall be reviewed and approved by the QA/QC Manager. For NDE equipment the NDE Level II or QA/QC Manager shall review and approved with the calibration procedures.
• Each Department Manager shall be responsible for assuring that measuring and test equipment under their use are properly handled, stored preserved to maintain accuracy in accordance with approved procedure or instruction. Personnel shall be trained to assure that authorized adjustments to equipments are not performed.

• Employee owned equipment should not be used for manufacturing, inspection, examination or test.
• Calibration and control measures may not be required for rulers, tape measures, levels, and other such devices if normal commercial equipment provides adequate accuracy.
10.2 EQUIPMENT CONTROL
• All items of inspection, examination and test equipment used for construction shall be calibrated and as applicable adjusted to assure accuracy is maintained within required limits prior to release for use. The results of calibration shall be recorded on the applicable calibration record by the calibration personnel.
• An identification number shall be permanently marked (if practical) on equipment used in construction activities. If it is not practical to permanently mark, a label carrying the identification number is attached to the equipment or on the container of the equipment, which is traceable to the equipment.
• Prior to release for use, all measuring and test equipment, which has been calibrated, shall be identified with a calibration Label identifying the calibration expiration date. This label shall be affixed to the equipment. If it is impracticable to affix the label directly on such equipment, the label shall be placed on the container in which the equipment is maintained which is traceable to the equipment.
10.3 CALIBRATION CONTROL
10.3.1 CALIBRATION STANDARDS(1) Calibration shall be performed by comparison with higher accuracy
reference standards, which are traceable to national standards, were suchstandards exist.
(2) When standards traceable to national standards do not exist, calibration shall be performed in accordance with the Equipment manufacturer’s recommended standards, which shall be documented in an approved procedure. The basis for calibration shall be documented.
10.3.2 CALIBRATION(1) Calibration, so far as practical, shall be accomplished under controlled
environmental conditions.(2) Equipment shall be recalled for calibration in accordance with an
approved procedure or calibrated at the location of the equipment.
(3) Calibration shall perform by qualified personnel in accordance with a written approved procedure.
(4) All pressure test gages shall be calibrated against a standards dead weight tester or a calibrated master gage at least every 6 months or before use as required by the specification or Customer requirements.
(5) Impact Test machines shall be calibrated annually using specimens obtains from the National Institute of Standards and Technology. The temperature measuring devices used to measure specimen temperature shall be calibrated as required by specification or Customer requirements.
(6) Calibration is performed when accuracy of measuring and test equipment is suspect.
10.3.3 CALIBRATION RECORDS(1) The Quality Control Manager shall be responsible for maintaining all
the applicable Calibration records for measuring and testing equipment and NDE equipment under their respective control. The CalibrationRecords for each piece of equipment shall identify the calibration results and the serial number of calibration standard used.
(2) The Calibration Records for each piece of measuring and test equipment shall be reviewed and approved by Quality Control Manager, as applicable, before the equipment is released for use. For NDE equipment, the applicable NDE Engineer Level II or QA/QC Manager review and approve the calibration results.
(3) After approval of the calibration record, the responsible Department/Section shall attach a calibration label as specified in paragraph 10.3.3.
10.3.4 Calibration services may be subcontracted to a nationally recognized calibration agency or to the original equipment manufacturer.
10.3.5 If the Customer furnishes measuring & test equipment, which requires calibration control, it shall be maintained within MSES calibration control system.
10.3.6 MSES sub-contractors shall maintain a calibration control system equivalent to that described in this section.

10.4 DISCREPANCIES IN MEASURING OR TESTING EQUIPMENT
10.4.1 Equipment identified as discrepant shall be tagged “DO NOT USE” byQuality Control Manager.
10.4.2 When equipment is found to be out-of calibration by the responsible organization, the Quality Control Department Shall receives written notification. The equipment shall be subjected to recalibration activity and if determined to still be within the established tolerance, the equipment release for use if the equipment is not within the established tolerance, the Quality Control Department shall review the applicable past records as listed on the forms/document to identify all items, which were checked with the discrepant equipment since the previous valid calibration. The Quality Control Department lists the items on the NCR and shall determine whether re-inspection or retesting is necessary and his determination shall be documented on the NCR. The NCR shall be handled in accordance with section 13 of this Manual.
10.4.3 Equipment, which has been used after the due date of recalibration, has expired shall be considered discrepant and evaluated as described in paragraph 10.4.2.
10.4.4 Items checked with the discrepant equipment shall be considered un- acceptable until it has been established that all applicable requirements have been met. In the event an item has been shipped, the QA/QC Manager shall notify which was inspected with equipment not within the established calibration tolerance the Customer.
10.4.5 Equipment, which is consistently found to be out of calibration shall be repaired and recalibrated, or replaces by the responsible Department/Section Equipment shall be recalibrated whenever accuracy is suspect.

Section 11
INSPECTION AND TEST STATUS
11.0 SCOPETo ensure a constant knowledge flow as regards the statues of inspection andtesting of the different objects, in order to avoid construction, assembly and use of those not in conformity or that have not passed the inspections and tests prescribed and careless or incorrect use of components, products and plants which have become operative.
11.1 OPERATIVE REGULATIONS
The complete execution of the prescribed inspections and tests, the results and final clearance for use in the foreseen following stage, are controlled and demonstrated by filling in the control documentation of the object in question. Through the records, the person responsible for clearing the products found conform can be traced.
11.1.1 Acknowledgement of the state of inspections and testing of the different objects can also be assured by means of physical separation and/or identification by special marks on those controlled, whilst waiting for
controls or if in conformity.
11.1.2 Notice of how to handle or use the components, products and plants which are in operation is given on special marks and, if necessary, through special prescriptions referred to be these marks.
More detailed has been given in procedure QEP-11-01a

Section 12
CONTROL OF NON-CONFORMING PRODUCT
12.0 SCOPETo ensure that the nonconformities found in materials, components, products andplants are quickly and clearly identified, solved by decisions made in harmony with the technical, quality and contractual requirements and finally the description and conclusion documented.
12.1 NON-CONFORMITY REVIEW AND DISPOSITION12.1.1 Every nonconformity connected to materials, components, products and
plants, as soon as it is found, is described completely and precisely in a special form.
12.1.2 At the same time, when the quality control inspector found object not to confirm is clearly marked, and when possible isolated, every other operation on it is suspected.
12.1.3 The technical office, which issued the specifications, is responsible for decisions regarding non-conformity, except for cases where it is not serious or particularly complicated.
12.1.4 The decision can foresee:a) Acceptance of the nonconformity “accepted by concession” “Us-As-Is”b) Transfer to another use. c) Repair/re-workd) Scrap / Return to vendor.
All this is documented with the methods to follow and any justifications are indicated.
12.1.5 If the decision requires a deviation from the specifications resulting in a modification of the project, the deviation is subjected to the rules foreseen and the prescribed approvals. For particular internal or contractual requirements, the deviation can be cause of corrective action, which requires the Technical Office, MSES Quality Department and other Managers to be involved. If required by contract, the Project Manger is responsible for informing the Client about any deviations made (see section13) corrective and preventative action.
12.2 DISPOSITION AND EVALUATION
12.2.1 Upon the receipt of the initial NCR, Quality Control Engineer shall be responsible for determining the organization with responsibility for evaluation and disposition.
12.2.2 If the Quality Control Engineer determines that the design of the item is not affected then the NCR shall be disposition by the responsible organization(s). If design review for manufactured items is required, Quality Control Engineer shall submit the NCR to the Technical Office Manager for disposition.
12.2.3 If the responsible department dispositions the NCR “ Use-As-Is”, Repair/Rework, Scrap or Return to Vendor for manufactured items the following requirements shall be followed:
(1) Use-AS-Is ( concession )If the NCR is disposition * “Use-As-Is”, the Technical Office Manager shall provide a technical justification and if required by contract the NCR shall be submitted to the Customer for approval, by the responsibleDepartment.If the NCR is written against a deviation of a more stringent MSES requirement but complies with the customer requirements the NCR does not require Customer approval.
(2) Repair/ReworkIf the NCR is disposition “Repair/Rework” the Technical OfficeManager shall provide disposition instructions with technical justification and return the NCR to the Operation Manager via QA/QC Manager and final disposition shall be processed.
(3) Scrap/Return to vendorIf the NCR is disposition “Scrap/Return to vendor” the inspection personnel shall replace the “HOLD” Label with a “REJECTED” Labeland remove the item from the production or receiving inspection area for disposal or transport to the vendor.

(4) Transfer to another useIf the NCR is disposition transfer to another use the Technical OfficeManager shall provide a Technical justification for the new product / items which can be used and submit it to Operation Works Manager & QA/QC Manager, the inspection personnel shall remove the Hold Label to take the item for an other product as cleared in NCR.
12.2.4 All recommended approved dispositions on NCR should be reviewed by the Quality Control Engineer and approved by the QA/QC Manager to assure compliance with the Customer requirement.
12.2.5 The approved disposition shall be implemented by using the NCR. Repaired items shall be examined in accordance with applicable procedures and with the original acceptance criteria unless the non-conforming item disposition has established alternate acceptance criteria that comply with the standards and/or customer requirements.
12.2.6 Non-conforming items found during receiving inspection shall be released for use only after the non-conformance disposition is implemented and the results have been accepted by the inspection personnel, except as provided for in a conditional release.
12.2.7 Non-Conforming items shall be returned to the manufacturing sequence, as described on the forms/document, only after the disposition has been implemented and the items accepted by the MSES QA/QC Department.
12.2.8 Upon completion of non-conformance, the QA/QC Department shall close it out in the NCR Logs in accordance with approved procedures.
12.2.9 The completed NCR and associated records shall be maintained in accordance with section 15 “Control of Quality Records”

Section 13
CORRECTIVE AND PREVENTIVE ACTION (8-5-2)
13.0 SCOPE:This Section describes the responsibilities and controls used to assure that qualityrelated problems such as failures, malfunctions, deficiencies, deviations, defective material and equipment, and other non-conformances, are promptly identified and corrected as soon as practical.
13.1 COMPANY POLICYEstablishing documented procedures for implementing corrective and preventive action, corrective and preventive action taken to eliminate the causes of non- conformity shall be to a degree appropriate to the magnitude of problems and risks encountered.Processes, work operations, quality records, and customer complaints are analyzed to detect any sources of potential quality problems. Causes of non-conformities are investigated so that appropriate corrective and preventive action can be taken to prevent recurrence and to continuously improve our quality system. Controls are applied to insure that corrective and preventive actions are implemented and that they are effective, information of action taken is submitted for management review.
13.2 FOLLOW UP13.2.1 Each corrective or preventive action is followed up by the Quality
Assurance Manager to determine i f the correct ive act ion has been implemented and if it is effective.
13.2.2 The process of issuing corrective or preventive action request and the follow u p i s r e g u l a t e d b y p r o c e d u r e Q E P -13-01a, C o r r e c t i v e a n d Preventive Action.
13.3 OPERATIVE REGULATION13.3.1 For every non-conformity found, the characteristic aspects are
identified and the possibility to eliminate the relative causes and findthe solution to the non-conformities is verified.
13.3.2 By means of the periodical information obtained through rectification of non-conformities and irregularities, which occurred during the productive processes or in the activities prescribed by the QualitySystem and characterized by a seriousness frequency are highlighted.

13.3.3 For all the more serious non-conformities and repetitive errors highlighted, responsibility and the Unit involved are identified, after which, the necessary corrective action is proposed and requested and the relative compliant Units are informed order to obtain their approval.
13.3.4 Approval corrective action can usually involve variations to the project, purchasing, process work, audit, Quality Records construction, control etc, and intervention on personnel, with the result, having eliminated the cause of disturbance, of improving the productive process and correctly following the Quality System.
13.3.5 A special control carried out by the responsible guarantees:- Management of the corrective actions requested, especially those
requested by the Client.- Preventive approval (even by the client) of the corrective action
requiring deviations or any variations to the contract specifications.- Application of the corrective action.
All activities connected to corrective actions are documented, communicated to the Managers and kept in order to prove that the negative situations found have been corrected.
More detail has been provided in procedure QEP-13-01a “Corrective andPreventive Action”

Section 14
HANDLING, STORAGE, PACKAGING AND DELIVERY (5-5-7)
14.0 SCOPETo ensure that when handling, storage, packaging and delivery activities are involved, the components, materials, products or parts are not damaged, lost or deteriorated.
14.1 GENERAL INFORMATION14.1.1 As regards the necessary protective measures, special prescriptions describe
relevant protection rules to be followed during handling, storing, packagingand delivery from the moment it was received to when it is incorporated in the plant to which it was destined, or however, until MSES responsibility ceases.
14.1.2 Objects received at sites or warehouses are accepted after the conditions of the protection, integrity have been verified and positive execution of the controls prescribed have been carried out, and after being identified according to the regulations in force.
14.2 HANDLINGFor all handling the lifting and moving equipment is all ratified for the limits to which it will be used. It is periodically re-checked according to the laws in force and special prescriptions define how it shall be used.More detail has been provided in procedure QEP-14-01a “Handling and Storage”.
14.3 STORAGE14.3.1 In order to define how objects shall be stored, the following points are
taken into consideration: environmental conditions (space, temperature,humidity etc), the period of time foreseen, any unusual events (fire,flooding, etc), necessary protection (against tampering, thefts, vandalism, etc.) segregation (nonconforming articles) and the need for inspection and maintenance.
14.3.2 When necessary, during storage, periodical inspections are carried out in order to guarantee protections are maintained, the prescribed regulations are respected and to verify that objects stored are in good condition and functional.

Section 15
15.0 SCOPEQUALITY RECORD (8-2)
To ensure that all data concerning quality are completely recorded, kept with adequate precautions and easily available to give, at any given moment, documented evidence of the quality and all activities which guarantee the quality supplied.
15.1 QUALITY DATA RECORDING15.1.1 As regard the mandatory technical and quality documentation, the reports
and the Control Certificates (documentation which demonstratesinspection) quote: the identification of the object inspected inspectionand tests carried out and the results obtained, identification of the person who did the inspection, the date and the decision made.
15.1.2 When requested the demonstrative inspection documentation is checked and signed by authorized personnel and a copy is sent to the Units involved.
15.2 QUALITY DOCUMENTATION KEEPING15.2.1 Responsibilities for collection, filing and keeping of quality records are
defined.15.2.2 Quality Records are field in order to be easily found.15.2.3 Keeping period of quality record is stated by considering the
requirements of maintenance or reconstruction or for determination ofthe causes of inefficiency and safety while running of the product or ofthe plant to which records refer to. When contractually requested, or stated by regulations in force, keeping period is agreed with the client and responds to said regulations.
15.2.4 The records are filed in rooms protected against their deterioration, lost, theft or destruction, unless they are duplicated and kept in another sufficiently separate place.
15.2.5 On the basis of what agreed in the contract and in accordance with the terms established copy of the quality records regarding the product or plant supplied and relevant conformity with the specifications of the contract, is given to the client.

15.2.6 Records shall provide information to permit trace-ability and identification (Item no.) between the record and the item or activity to which it applies and to demonstrate the achievement of the required quality and the effective operation of the quality system.
15.2.7 Customers and their representatives shall have controlled access to quality records pertinent to their contracts.
15.3 RECORDS GENERATION, ACCUMULATION AND RECEIPTEach Department/Section has the responsibility to generate and receive records for which they are responsible and to assure the records comply with the following:(1) The records are legible (original or reproducible copy), accurate, and
identifiable and completed appropriate to the product involved.(2) The records are generated in accordance with this Manual, and are either
stamped, initialed or signed and dated by responsible Quality Control personnel.
Upon completion of a contract, the Quality Control Engineer shall verify that all required records have been generated and accumulated as defined in this manual.
15.4 STORAGE15.4.1 The Quality Assurance records shall be filed and indexed and access
controlled by each responsible Department in accordance with anapproved procedure QEP-15-01a “Control of Quality Records”
15.4.2 The field records shall be transferred and stored in steel file cabinets or on shelves in containers at the Quality Assurance Record Center operated by the Quality Assurance Department. The entrance of the Record Center shall remain locked except when the Quality Assurance Department personnel is present, and the record center shall be maintained in a manner to assure that records are readily retrievable and the possibility of loss, damage or deterioration is minimized.
15.4.3 The Special processed records such as radiographs shall be stored in a manner to prevent damage from excessive light, moisture, temperature and physical damage.
15.4.5 Quality Records shall be retained by MSES in accordance with approved procedure. After designated period the Quality Assurance Department may continue maintenance or offer the records to customer and if receiving rejection, they may be destroyed at discretion of the QA Department Manager.
15.5 RETRIEVAL OF RECORDS
15.5.1 The originating Department or Section Personnel, QA/QC Department personnel, customers and their representatives may review the Quality Assurance records stored in the Record Center under controlled conditions.
15.5.2 The request for review of stored records shall be made to the Quality Assurance Department. The assigned records custodian of the Quality Assurance Department shall perform the following:(1) Maintain a list of those persons designated by the Quality
Assurance Department Manager who have access to the records.(2) Maintain the log for all records removed from the center. (3) Place the returned records to their correct location.
More detail about the records has been provided in procedureQEP-15-01a “Control of Quality Records”.
Section 16
QUALITY AUDIT (8-2-2)
16.0 SCOPETo ensure that a planned and exhaustive system of quality audits is used and documented to:- Periodically verify that the Quality System is put into practice in order to give
an objective estimation of how the conditions foreseen in the Quality Manual Procedures, specifications and prescriptions are being respected.
- Determine the adequacy of the Quality System in relation to the establishedobjectives conformity with the Company Quality Policy and so begin the necessary corrective or improvement actions.
16.1 COMPANY POLICYEstablishing documented procedures for planning and implementing internal quality audits to verify whether quality activities and related results comply with planned and to determine the effectiveness of the quality system arrangements. Identified non-conforming conditions are brought to the attention of the responsible manager to take the necessary corrective action.
16.2 GENERAL INFORMATIONIn order that the Quality System can increasingly satisfy the needs prescribed for quality, the results obtained, the rules and regulations followed, the investments made in developing and carrying out the Quality System, are periodically audited. In order to do this, the audit activity foresees:- Carrying out audits and analysis of the quality data obtained.- The people responsible being constantly informed on the results obtained and their involvement in the necessary decisions.- Starting up improving actions.
16.3 TYPES OF AUDITThe audits can be internal or external to MSES.
16.3.1 EXTERNAL AUDITSExternal audits are carried out on suppliers, in order to check their QualitySystem and to verify the guarantees they can offer.
16.3.2 INTERNAL AUDITSInternal audits are carried out in Units and Sites of MSES in order to control that the Quality System is applied and its validity.Through the internal audits the following is verified:- Availability, respect and any difficulty in applying the Quality System
and relative documentation, as well as the completeness and how it corresponds to the objectives established.
At the same time, for projects with specific quality requirements, theFollowing is assured:
- All the prescribed quality activities are considered and defined by theQuality System or in any special variant (specific Quality Plans).
- The established Quality System is applied.
16.4 PREPARATION FOR AUDIT
16.4.1 The Quality Assurance Department Manager assigns audit personnel who have been qualified and certified in accordance with an approved procedure.Audit personnel shall be independent of any direct responsibility for performance of activities, which they will audit. Personnel having direct responsibility for performing activities being audited shall not be involved in the selection of audit team, which contains one, or more audit personnel with a lead auditor appointed to lead the team.Activities, which are the responsibility of the Quality Assurance Department Manager, shall be audited by a qualified and certified lead auditor who does not reported to the Quality Assurance Department Manager. Company managing director shall designate this lead auditor.
16.4.2 The lead auditor shall, prior to commencing the audit, concur that the assigned auditors collectively have experience or training commensurate with the scope, complexity, or special nature of the activities to be audited. This concurrence shall be documented on the audit plan.
16.4.3 Audit personnel shall have sufficient authority and organizational freedom to make the audit process meaningful and effective.
16.4.4 Audit checklist or procedure is prepared by the Quality AssuranceDepartment and approved by the Quality Assurance Manager.

16.5 AUDIT EXECUTION
16.5.1 The audits are carried out according to a planned program or by special events on the basis of:- The kind of activity (procedure) of the Unit to be audited.- Results of previous audits.- Trend of the non-conformities.- Significant o r g a n i z a t i o n a n d p r o c e d u r e v a r i a t i o n s i n
t h e a r e a s involved in the Quality System.- Need for qualification of suppliers.- Need to control the corrective or improvement actions prescribed
(Follow-up)
16.5.2 The audits are carried out on the basis of pre-established criteria, using special questionnaires, by a team coordinated by the Quality Assurance Manager.
16.5.3 A report is issued for every audit carried out, in which weak points and non-conformities found are listed and the necessary corrective actions are requested and suitable improvements are proposed. The results of the audit are discussed with the Unit Manager and then documented.
16.5.4 The audit reports are sent to the Area or Unit Managers involved.
16.6 FOLLOW-UPWhen Non-conforming conditions are identified, the manager responsible for the affected area or activity is requested to propose and implement a corrective action. Implementation and effectiveness of the action is verified by a follow-up audit. Conducting of Audits and Follow-ups are governed by procedureQEP-16-01a “Internal Quality Audits”.

Section 17
TRAINING (6-2-2)
17.0 SCOPE- To ensure adequate training at all levels, in order to motivate and involve all
MSES Personnel in the application of the Quality System.
- To ensure, furthermore, the necessary training to personnel responsible for activities more directly related to Quality.
17.1 COMPANY POLICY17.1.1 The Company establishes documented procedures for identifying training
needs and provides training for all company personnel performing activities affecting quality. Personnel performing specific assigned tasks arequalified. Appropriate training records are maintained.
17.1.2 Special courses are periodically held in order to give all personnel the necessary elements to contribute to obtaining the required quality. In particular, these courses are held for Managers, to ensure that they fully understand the Quality System and verification techniques, for technical staff to increase their contribution to accomplish the Quality System, and for the operative personnel to guarantee the correct use of the instruments and techniques to improve quality, to correctly understand the technical documentation used, and for a correct approach to safety problems in the work.
17.1.3 Experience and training requirements as well as qualification and certification of the professional capacity of personnel carrying out processes, tests or special controls are defined and satisfied.
17.1.4 The training courses are held by internal personnel or, on the basis of the level of specialization required, by qualified trainers from external organizations when specified, the supporting documentation requested is kept.
17.2 PROVIDING TRAINING17.2.1 The Company provides orientation training to all new employees. Other
types of training are provided as required.

17.3 TRAINING RECORDSThe company prepares and maintains records of all internal and external training provided to employees, according to procedure QEP-17-01a Control ofQuality Records.

Section 18
SERVICING (7-5)
18.0 SCOPE- This section describes the after-sales services requirements defined by the
customer contract documentation.- The project department manager to determine the feasibility of performing
these activities at the customer’s location or providing replacement items or other assistance by MSES personnel shall evaluate the after-sales contract requirements. Shall be each department’s responsibility to establish specific contract related procedures to assure control of this activity.
18.1 OPERATIVE REGULATIONS18.1.1 Every product or plant is accompanied, when applicable, by instructions
regarding assembly; start up, running, maintenance and a list of spareparts suggested. The competent Technical Office/Project DepartmentManager prepares these instructions.
18.1.2 The control, measuring and testing equipment used to measure by service personnel are included in the testing cycle of the instrumentation.
18.1.3 Reporting of breakdowns and requests for repair by the client are sent on to the people responsible for servicing, who ensure as soon as possibleand certainly within the time limits established by the contract, the proper actions.
18.1.4 Service support shall be provided in accordance with customer requirements.
Systems shall exist for the prompt handling of customer complaints.
Fabrication Manager is responsible for servicing and repair of company’sproducts.Request for servicing are handled by sales and marketing department in a manner similar to orders for new products. Sales and Marketing/Project Department Manager determines what the warranty status of the request is and forwards a service order to the Fabrication Department Manager.
18.2 RECORDSProject Department Manager/Sales and Marketing Department Manager conductsContract reviews and make a record of each service. Procedure QEP-18-01a“Provides more details about servicing”.

QUALITY SYSTEM PROCEDURE LISTQEP-01-01a Management ReviewQEP-01-02a ResourcesQEP-02-01a Quality System DocumentationQEP-03-01a Contract ReviewQEP-04-01a Document and Data Control QEP-05-01a Evaluation of Sub-Contractors QEP-05-02a PurchasingQEP-06-01a Control of Customer-Supplied Product QEP-07-01a Product Identification and Traceability QEP-08-01a Process Control for Steel StructureQEP-08-02a Process Control for Sheet Metal and equipmentQEP-08-03a Process Control for ErectionQEP-09-04a MaintenanceQEP-10-01a Receiving Inspection and TestingQEP-10-02a In-process Inspection and Testing for Steel StructureQEP-10-03a In-process Inspection and Testing for sheet metal and equipment QEP-10-04a Final Inspection and Testing for MSES* Quality Control QEP-11-01a Inspection, Measuring and Test EquipmentQEP-11-01a Inspection and Test StatusQEP-12-01a Control of Non-conforming ProductQEP-13-01a Corrective & Preventive ActionQEP-14-02a Handling During Fabrication Processes QEP-14-03a Handling During Erection Processes QEP-14-02a Storage and PreservationQEP-15-01a Control of Quality RecordsQEP-16-01a Internal Quality AuditsQEP-17-01a Training





























