Embed Size (px)
Citation preview

1. IntroductionIn recent years, rubber/clay nanocomposites (RCNs)have become a research focus because of their highstrength, gas barrier, and flame resistance. Up todate, four processing methods, including in-situpolymerization intercalation [1], solution intercala-tion [2], melt intercalation [3–5], and latex com-pounding [6–8], have been developed for prepara-tion of RCNs. Among them, melt compounding isthe most practical method, because existing rubber
processing equipment can be used and no organicsolvent is needed.The dispersion state of organically modified clay(OMC) in the rubber matrix determines the finalproperties of the composite. There are many factorsthat impact the microstructure of RCNs prepared bymelt compounding. Previous studies have shownthat the type of intercalant [9–12], the compoundingconditions (shear stress and temperature) [13, 14],as well as the polarity of the rubber [15] have sig-
777
Micro-structural evolution of rubber/clay nanocompositeswith vulcanization processY-L. Lu1,2,3, F-Y. Ye1, L-X. Mao1, Y. Li1, L-Q. Zhang1,2,3*
1Key Laboratory of Beijing City on Preparation and Processing of Novel Polymer Materials, College of Polymer Scienceand Engineering, Beijing University of Chemical Technology, Beijing 100029, PR China
2Key Laboratory of Carbon Fiber and Functional Polymers, Ministry of Education, College of Polymer Science andEngineering, Beijing University of Chemical Technology, Beijing 100029, PR China
3Key Laboratory for Nanomaterials, Ministry of Education, College of Polymer Science and Engineering, BeijingUniversity of Chemical Technology, Beijing 100029, PR China
Received 31 December 2010; accepted in revised form 10 March 2011
Abstract. Brominated isobutyl-isoprene rubber/clay nanocomposite (BIIRCN) and ethylene-propylene-diene-monomerrubber/clay nanocomposite (EPDMCN) were prepared by melt blending. The micro-structural evolution of these two kindsof rubber/clay nanocomposites (RCNs) with vulcanization process was investigated using wide-angle X-ray diffraction(WAXD) and transmission electron microscope (TEM). The WAXD results revealed that the intercalated structure oforganically modified clay (OMC) changed throughout the whole curing process. The intercalated structure kept on chang-ing beyond the vulcanization stage of T90. The interlayer space of intercalated silicate in uncured BIIRCN is larger than thatin uncured EPDMCN. However, the intercalated structure for EPDMCN changed by a larger extent than that for BIIRCNduring the vulcanization process, and the interlayer space of the intercalated structure is larger in the cured EPDMCN thanthat in the cured BIIRCN. It was found that the intercalant (i.e., octadecylamine, ODA) for OMC could shorten the scorchtime of the curing reaction, and increase the curing rate, which was attributed to the further intercalation during vulcaniza-tion. TEM results indicated that the spatial distribution of OMC is much better in BIIR (a polar rubber matrix) than that inEPDM (a non-polar rubber matrix). The changes in spatial dispersion structure during vulcanization for EPDMCN andBIIRCN show different trends. In conclusion, the polarity of the rubber is the determining factor influencing the evolutionof both the intercalated structure and the spatial dispersion of clay during vulcanization.
Keywords: nanocomposites, organoclay, vulcanization, intercalated structure, spatial distribution
eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787Available online at www.expresspolymlett.comDOI: 10.3144/expresspolymlett.2011.76
*Corresponding author, e-mail: [email protected]© BME-PT

nificant impact on the dispersion state of OMC inthe rubber matrix. In addition, significant changesin the microstructure of RCNs also occur during thecuring process at high temperature and high pres-sure [16–18]. However, there is still some fuzzinessin the mechanism and reasons for this change inclay dispersion during the curing process until now.In particular, the microstructural evolution of RCNswith the vulcanization course has not been reported. In the present work, brominated isobutyl-isoprenerubber/clay nanocomposites (BIIRCN) and ethyl-ene propylene diene monomer rubber/clay nano -composites (EPDMCN) were prepared by melt inter-calation, and the evolution of both intercalationstructure and spatial dispersion of clay layers inthese two kinds of RCNs during vulcanizationprocess was studied. We observed some unexpectedphenomenon that might have provided us with anew idea to prepare well-dispersed rubber/clay nano -composites. At the same time, the role of inter-calants and the polarity of matrix rubber onmicrostructure evolution were discussed.
2. Experimental2.1. Materials and basic formulationBrominated isobutyl-isoprene rubber (BIIR, 2030)with the Br content of 2.0±0.3%, the unsaturationdegree of ~1.95% and the Mooney viscosity(ML125°C
1+8 ) of 32±4 was produced by Bayer, Ger-many. Ethylene propylene diene monomer rubber(EPDM, 4050) with ethylene content of 52%, eth-ylidene norbornene (ENB) content of 6.7 g/100 g,and the ML100°C
1+4 of ~45 was provided by Jilin Petro-chemical Company, China. The organically modi-fied clay (OMC, I.30P) with an initial basal spacingof 2.36 nm was purchased from Nanocor, USA.Pristine sodium montmorillonite (Na-MMT) was
supplied by Liufangzi Mining Co. Ltd, Siping City,Jilin Providence, China. Other materials and agentswere commercial products. In order to obtainorganic intercalant (i.e., octadecylamine, ODA)from the OMC (I.30P), some amounts of OMCwere subjected to 48 h Soxhlet extraction at 95°Cwith anhydrous ethanol. The residual extractionsolution of ethanol was evaporated at 100°C. Theobtained substance was pestled and dried to obtainODA. The formulations for rubber compounds usedin this work are listed in Table 1.
2.2. Preparation of samplesThe rubber and OMC (or, Na-MMT and ODA) werefirst compounded uniformly on a two-roll mill(Zhanjiang Rubber and Plastic Machinery Factory,China) according to the formulation given inTable 1, and the other agents were gradually mixedinto the compound.Besides BIIRCN and EPDMCN, the neat BIIR andEPDM containing MMT or ODA compounds werealso prepared according to the formulation given inTable 1, in order to analyse the influence of OMCon vulcanization course of matrix. The rubber com-pounds were prepared by a 6 inch two-roll millblending in the following addition order of theingredients: the EPDM! ZnO! SA! additive.In this study, we used OMC, MMT, and ODA asfillers for EPDM in the amounts of 10, 7, and 3 phr,respectively.The vulcanization curves of the rubber compoundsat 150°C were examined by using a disc oscillatingrheometer (P3555B2, Beijing Huanfeng ChemicalTechnology and Experimental Machine Plant,China). Figure 1 shows the curing curves of BIIRCNand EPDMCN at 150°C. The curing times for dif-ferent curing stages, Ti (i.e., T10, T20, … T90, T100),
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
778
Table 1. Formulations for rubber compounds
aphr is the abbreviation of parts per hundreds of rubber
Materials Loading [phra]BIIRCN EPDMCN EPDM E-ODA E-MMT
BIIR 100 – – – –EPDM – 100 100 100 100Organoclay (OMC) 10 10 – – –ODA – – – 3 –Na-MMT – – – – 7Zinc oxide (ZnO) 5.0 5.0 5.0 5.0 5.0Stearic acid (SA) 2.0 2.0 2.0 2.0 2.0Tetramethyl thiuram disulfide (accelerator TMTD) 1.0 1.0 1.0 1.0 1.02-Mercapto benzothiazole (accelerator M) 0.5 0.5 0.5 0.5 0.5Sulfur (S) 1.8 1.8 1.8 1.8 1.8
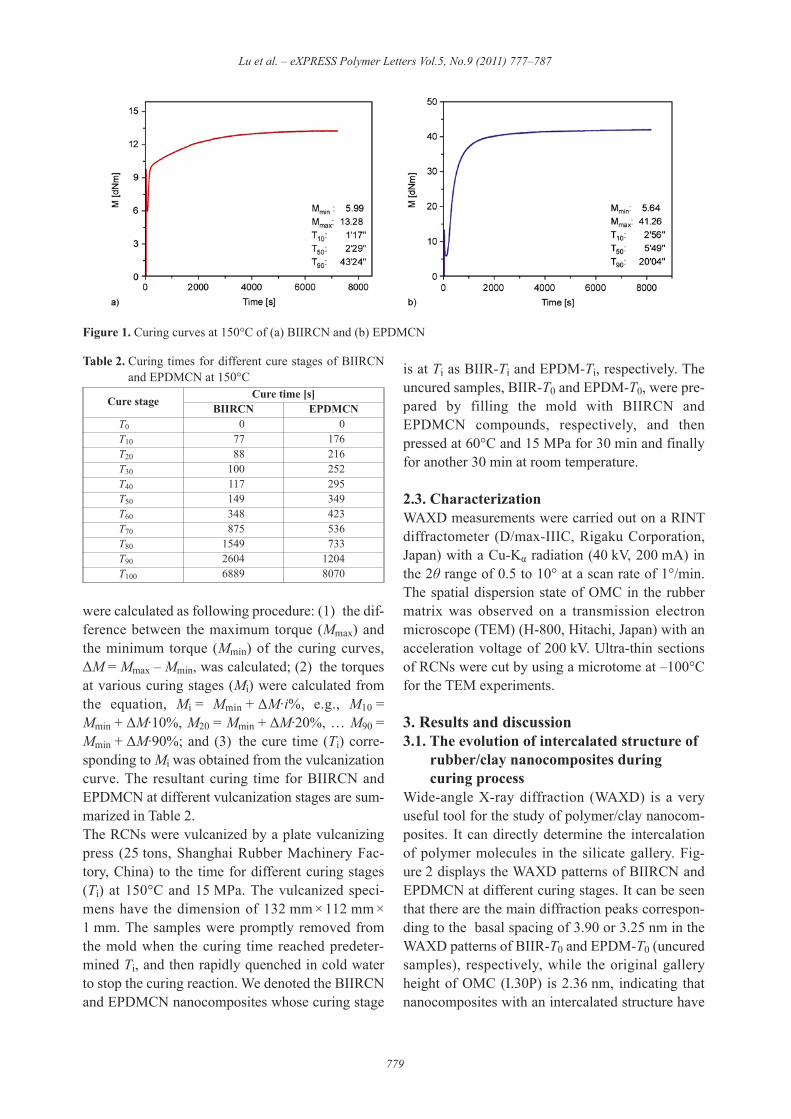
were calculated as following procedure: (1) the dif-ference between the maximum torque (Mmax) andthe minimum torque (Mmin) of the curing curves,"M = Mmax –#Mmin, was calculated; (2) the torquesat various curing stages (Mi) were calculated fromthe equation, Mi = Mmin + "M·i%, e.g., M10 =Mmin + "M·10%, M20 = Mmin + "M·20%, … M90 =Mmin + "M·90%; and (3) the cure time (Ti) corre-sponding to Mi was obtained from the vulcanizationcurve. The resultant curing time for BIIRCN andEPDMCN at different vulcanization stages are sum-marized in Table 2.The RCNs were vulcanized by a plate vulcanizingpress (25 tons, Shanghai Rubber Machinery Fac-tory, China) to the time for different curing stages(Ti) at 150°C and 15 MPa. The vulcanized speci-mens have the dimension of 132 mm$%$112 mm$%1 mm. The samples were promptly removed fromthe mold when the curing time reached predeter-mined Ti, and then rapidly quenched in cold waterto stop the curing reaction. We denoted the BIIRCNand EPDMCN nanocomposites whose curing stage
is at Ti as BIIR-Ti and EPDM-Ti, respectively. Theuncured samples, BIIR-T0 and EPDM-T0, were pre-pared by filling the mold with BIIRCN andEPDMCN compounds, respectively, and thenpressed at 60°C and 15 MPa for 30 min and finallyfor another 30 min at room temperature.
2.3. CharacterizationWAXD measurements were carried out on a RINTdiffractometer (D/max-IIIC, Rigaku Corporation,Japan) with a Cu-K& radiation (40 kV, 200 mA) inthe 2! range of 0.5 to 10° at a scan rate of 1°/min.The spatial dispersion state of OMC in the rubbermatrix was observed on a transmission electronmicroscope (TEM) (H-800, Hitachi, Japan) with anacceleration voltage of 200 kV. Ultra-thin sectionsof RCNs were cut by using a microtome at –100°Cfor the TEM experiments.
3. Results and discussion3.1. The evolution of intercalated structure of
rubber/clay nanocomposites duringcuring process
Wide-angle X-ray diffraction (WAXD) is a veryuseful tool for the study of polymer/clay nanocom-posites. It can directly determine the intercalationof polymer molecules in the silicate gallery. Fig-ure 2 displays the WAXD patterns of BIIRCN andEPDMCN at different curing stages. It can be seenthat there are the main diffraction peaks correspon-ding to the basal spacing of 3.90 or 3.25 nm in theWAXD patterns of BIIR-T0 and EPDM-T0 (uncuredsamples), respectively, while the original galleryheight of OMC (I.30P) is 2.36 nm, indicating thatnanocomposites with an intercalated structure have
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
779
Figure 1. Curing curves at 150°C of (a) BIIRCN and (b) EPDMCN
Table 2. Curing times for different cure stages of BIIRCNand EPDMCN at 150°C
Cure stage Cure time [s]BIIRCN EPDMCN
T0 0 0T10 77 176T20 88 216T30 100 252T40 117 295T50 149 349T60 348 423T70 875 536T80 1549 733T90 2604 1204T100 6889 8070

been obtained by melt blending. BIIR is a polar rub-ber with a Br content of 1.8%, while EPDM is anon-polar rubber. According to the theory of poly-mer melt intercalation [19, 20], the higher the polar-ity of the polymer the higher the interactionbetween the polymer molecules and clay layers,facilitating intercalation of polymer chains intointer space of the silicate.In the wide-angle X-ray diffraction (WAXD) analy-sis, the gallery height of the clay is calculated by theBragg equation, Equation (1):
2dsin! = n", n =1, 2, 3, … (1)
where d is the interplanar spacing; 2! is the diffrac-tion angle or Bragg angle; n is the order of the dif-fracted beam; and " is the wavelength of the radia-tion. Because of the lower order degree of OMC,the width of the basal diffraction peak (001) is rela-tively large and the high order diffraction peaks off-set to a certain degree; and as a result the d values ofthe high order diffraction peaks and basal diffrac-tion peak are just approximate multiples. For exam-ple, aside from the basal diffraction peak located at3.90 nm, the reflection peaks at 1.93 and 1.28 nmwith descending intensity were observed in theWAXD pattern of uncured BIIRCN, and these tworeflection peaks have the relationship of approxi-mate multiples with the main diffraction peak.
Therefore, we attribute these two diffraction peaks(i.e., (002) and (003)) to the high order diffractionpeak of basal one (001). Similarly, other EPDMCNsamples at different curing stages (T10, T20, etc.)also show such high order diffraction peaks. Theseresults indicate that the intercalated structure ofclay in the rubber matrix have relative high orderdegree. As the curing reaction proceeds, the basaldiffraction (001) peaks for both of BIIRCN andEPDMCN undergo an obvious change. The inter-layer spaces (D001) corresponding to main diffrac-tion peaks for cured BIIRCN and EPDMCN weresignificantly higher than those for uncured nanocom-posites (i.e., T0 samples), indicating further interca-lation of rubber molecules during the curingprocess.In previous reports [16], it was speculated that themicrostructure of RCN could change only duringthe initial period of the curing course, when the vis-cosity of the system is still relatively low. However,our results show that even beyond the curing stageof T90, the intercalated structure of clay still changesapparently with increasing curing time. At the cur-ing time of T90, the vast majority of rubber chainshave formed a three-dimensional network structureby chemical crosslinking, but the crosslinking den-sity is not high, generally in the range of 10–4 to10–5 mol/cm3. There are the segments of rubber
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
780
Figure 2. WAXD patterns of (a) BIIRCN and (b) EPDMCN at different curing stages. All curves were shifted vertically forclarity.

chains having dozens of or even hundreds of repeat-ing units between cross-linking sites, which stillmaintain a high mobility. The high temperature ofthe curing process further enhances the activity ofthe molecular segments. Consequently, significantchanges in the intercalated structure of are still pos-sible at the later stages of the curing course.Aside from the (001) reflection peak, the higherorder reflection peaks can be observed in theWAXD patterns of some BIIRCNs and EPDMCNsat different curing stages. The appearance of thesehigh order diffraction peaks indicates that the inter-calated structure of the clay could maintain rela-tively high order degree, though the interlayerspace undergone large changes during the vulcan-ization course. In the WAXD patterns of someEPDMCNs at later curing stages of T70, T80 and T90,except for the main diffraction peak at low angles,the small diffraction peaks at high angles, corre-sponding to ~1.30 nm were observed. They are notthe higher order reflection peaks of the main dif-fraction peak because of the large deviations fromintegral multiples of the main diffraction peak. Theinterlayer space of ~1.30 nm is significantly smallerthan the initial interlayer space (2.36 nm) of OMC(I.30P), but is close to that for inorganic clay. Theseresults show that collapse of the intercalated struc-ture also occurred during the curing process ofEPDMCN [21], even formed some inorganic clay.To further study the changes in intercalated structureduring the curing reaction, we plotted the variation ofthe relative D001 values (normalized to the D001 val-ues for the uncured samples at T0) of OMC with thecuring stage, as shown in Figure 3. For both BIIRCNand EPDMCN, the interlayer space of OMC changessignificantly in the initial few seconds of the curingreaction, i.e., it increases first, reaches a maximum ata certain curing time, and then decreases. The basalinterlayer spacing (D001) gradually increases inBIIRCN, but decreases in EPDMCN during the latterperiod of the curing course. Previous studies showedthat the vulcanization reaction can make rubber mol-ecules intercalate into the silicate gallery, increasingthe interlayer space [22], but the vulcanization reac-tion can also facilitate the de-intercalation of inter-calants, resulting in collapse of the intercalated struc-ture–the reduction of interlayer space [21]. Highpressure during the curing process would ‘squeezeout’ the rubber molecules that had been intercalated
into the clay layers [23], thus reducing the interlayerspace. We believe that all these effects are presentand compete with each other during the curingprocess, leading to the complex phenomenon ofchanges in intercalated structure with increasing cur-ing time. Further studies are still needed to establishthe specific mechanisms involved. Another notewor-thy phenomenon is that the basal interlayer space(D001) of the intercalated structure is 4.54 nm aftervulcanization in the polar BIIR, significantly lessthan the corresponding value of 5.23 nm in the non-polar EPDM.We can draw the conclusion that the change in D001value is much larger in the non-polar EPDM systemthan in the polar BIIR system. In the polar BIIRsystem, the change in D001 value is less than 10%,while the increase in D001 value is over 80% in thenon-polar EPDM system.
3.2. Effects of OMC on the curing processThe influence of OMC on vulcanization reactionswas believed to be an important factor affecting themicrostructural change of RCNs during vulcaniza-tion. Most previous studies about the vulcanizationkinetic of RCNs indicted that addition of OMCwould considerably increase curing rate and cross-linking density of various rubber compounds,including NR [24, 25], ENR [26], BR [27, 28], SBR[29], EAR [30], NBR [31], and NBR/SBR blend[32]. On the other hand, some studies [12, 33] onEPDM/OMC systems shown that addition of OMCprolonged the optimum curing time and reduced the
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
781
Figure 3. The evolution of relative basal spacing (D001) ofintercalated silicate structure with curing course.The relative D001 is the ratio of D001 for the sam-ple at Tx curing stage to that at T0 curing stage,and D001 for T0 sample was set as one.

cross-linking density of the composites. As shownby above experimental results, the intercalated struc-ture of clay in the EPDMCN had changed muchmore intensively than that in the BIIRCN during thecuring process. In this work, therefore, the EPDMsystem was selected as an example to discuss theeffect of OMC on curing process.The vulcanization curves presented in Figure 4 andthe corresponding curing parameters given inTable 3 show the effect of the intercalant (i.e.,ODA), pristine clay (i.e., Na-MMT) and OMC onthe curing reaction of EPDM. Compared with theneat EPDM compound, addition of Na-MMT short-ened the scorch time (T10), but obviously reducedthe CRI, indicating that Na-MMT could suppresscuring reactions. On the other hand, the addition ofODA not only shortened the scorch time of EPDMby more than 60%, but also increased the curingrate by about 12%, suggesting that ODA could accel-erate curing reactions. The OMC is comprised ofNa-MMT and ODA, so that the effects of OMC onvulcanization kinetic should be the combination ofthe effects of ODA. As shown in Table 3, EPDMCNexhibits reduced T10 compared to net EPDM, andthe middle value of CRI between those for E-ODAand E-MMT compounds. In addition, the CRI ofEPDMCN is closer to that for E-MMT, and smallerthan that of net EPDM.The inner part of the OMC interlayer is enrichedwith ODA molecules, which can promote the cur-ing reaction. Therefore, the crosslinking rate of therubber intercalated into the silicate gallery isexpected to be obviously higher than that of therubber outside the layers. For chemical equilibrium,a large number of rubber molecular chains outside
the layers would be driven to further intercalate intothe silicate gallery, participating in the crosslinkingreaction in the interlayer of OMC and expandingthe interlayer spacing of the OMC. It has beenreported [21] that ODA can react with curing agentsto form intermediate compounds. These compoundsmay migrate into the rubber matrix to take part inthe vulcanization process, thus the intercalantswould be extracted from the clay galleries, with aresultant confinement and even deintercalation. Forthe EPDMCN at later period of vulcanizationcourse in this study, the similar phenomenon hasalso been observed (see Figure 2).As shown in Figure 1, EPDMCN has higher curingrate (i.e., smaller value of T90–T10) and higher cross-linking density (i.e., higher value of Mmax –#Mmin)than BIIRCN, though they have the same com-pound recipes (see Table 1), likely due to relativelyhigh unsaturated degree of EPDM. Therefore, thecross-linking reactions in EPDMCN should bemore intense than those in BIIRCN. Thus the driv-ing force for further intercalation of rubber mole-cules into silicate gallery or the collapse of interca-lated structure caused by de-adsorption of inter-calant would be greater in EPDMCN. As a result,the interlayer spacing of intercalated silicate inEPDMCN changed with vulcanization course largerand more violently, also resulting in some collapsedstructures. In our previous studies on IIRCNs [17],we also found that when curing reaction is moresevere by raising the curing temperature, more col-lapses structure would be generated in the curednanocomposites.
3.3. The evolution of spatial dispersion oforganically modified clay during thecuring process
Transmission electron microscopy (TEM) is aneffective means to observe the morphology and
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
782
Figure 4. Curing curves of different EPDM compoundswith sulfur vulcanization system under 150°C
Table 3. Curing parameters of different EPDM compoundswith sulfur vulcanization system
aCRI is abbreviation of curing rate index, defined as 100/(T90 –#T10).b"M is the difference between Mmax and Mmin.
SamplesCuring parameter
T10[min]
T90[min]
CRIa
[min–1]Mmax
[dNm]Mmin
[dNm]!Mb
[dNm]EPDM 5.73 17.83 8.26 40.35 5.21 35.14E-MMT 2.68 20.88 5.49 39.45 4.38 35.07E-ODA 2.15 12.98 9.23 37.54 3.91 33.53EPDMCN 2.93 20.07 5.83 41.26 5.64 35.62

spatial dispersion of nano-clay in rubber matrix.TEM images of BIIRCNs and EPDMCNs at therepresentative curing times of T0, T10, T50, and T100were displayed in Figure 5 and 6 to reflect thechanges in spatial dispersion of clay in the matrixduring the entire curing process. In these figures,the lighter phase and the darker lines or phase rep-resent the rubber matrix and OMC, respectively.Figure 5 shows that the dispersion of clay is uni-form in BIIR-T0 (uncured BIIRCN). BIIR-T0 con-tains the least amount of clay aggregates, and thesize of the aggregates was the smallest (about 20 nmin thickness and 500 nm in length). The amount ofclay aggregates increases significantly in BIIR-T10.The dispersion state of the clay deteriorates withincreasing curing time. The amount and size of clayaggregates continue to increase in BIIR-T50 andBIIR-T100, with local appearances of micron-levelaggregates.
In the curing process of EPDMCN, the evolution ofclay dispersion is slightly different from that ofBIIRCN. As shown in Figure 6, the clay exists inthe form of granules, and large aggregates appear inEPDM-T0 (uncured EPDMCN). The dispersionstate of clay improved markedly in EPDM-T10. Theclay exists largely as fine filaments 10 nm in thick-ness and 160 nm in length. After T10, the dispersionstate deteriorates gradually. Flocculating aggregatesare formed by a large number of crystal lamellas inEPDM-T50, and the dispersion becomes non-uni-form. In EPDM-T100, the dispersion degree of claycontinues to decrease, with the appearance of largeflocculating clay aggregates.Our previous study on IIRCN [16] revealed that theeffect of high pressure on microstructure exhibittime dependence–subjecting to high pressure forshort time would not cause obvious change in themicrostructure of the nanocomposite. The result
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
783
Figure 5. TEM images of BIIRCN at various curing stages (%50 000): (a) T0, (b) T10, (c) T50 and (d) T100

shown in Figure 6 suggests that such time depend-ence for high pressure effect also exists in EPDMCN.As a result, in the initial stage of vulcanization (i.e.,before T10), curing reaction plays a major role ondispersion state of clay, which can drive rubbermolecules further intercalate into the silicate galleryand improve the spatial dispersion of clay. On theother hand, with the time for subjecting to highpressure increasing (i.e., in the later stage of vulcan-ization), the effect of high pressure becomes moreand more considerable, generating large flocculatesof intercalated silicate, though the interlayer spac-ing of which is larger than that in uncured nanocom-posite.In comparison of TEM morphology betweenBIIRCN and EPDMCN (Figure 5 and 6), the spatialdispersion of OMC in EPDMCN is clearly inferiorto that in BIIRCN. WAXD results (Figure 2) showthe interlayer space of the intercalated structure in
cured EPDMCN is obviously larger than that incured BIIRCN. These results suggested that theintercalated clay with the larger interlayer spacedoes not necessarily result in the better spatial dis-persion.
3.4. Impact of the polarity of rubber on themicrostructure of rubber/claynanocomposite
The above results demonstrate that the RCNs withdifferent polarity show different change trends inboth the intercalated structure and spatial dispersionof clay during the vulcanization process. The inter-layer space of BIIR-T0 is larger than that of EPDM-T0, while the interlayer space of cured EPDMCN islarger than that of cured BIIRCN and more variableduring the curing process. The spatial dispersion ofthe OMC is obviously better in the polar BIIR thanin the non-polar EPDM. The spatial dispersion dete-
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
784
Figure 6. TEM images of EPDMCN at various curing stages (%50 000): (a) T0, (b) T10, (c) T50 and (d) T100

riorates continuously with curing time in BIIRCN,while it improves from T0 to T10 before worseningwith further increasing in curing time in EPDMCN.The vulcanization curves of BIIRCN and EPDMCNgiven in Figure 1 reveal that the torque difference(i.e., Mmax –#Mmin) of EPDMCN is significantlyhigher than that of BIIRCN, and the optimum cur-ing time (i.e., T90) of the EPDMCN is significantlyshorter than that of the BIIRCN, indicating thatboth the crosslink density of the cured EPDM andits curing rate are much larger than those for theBIIRCN. If only the factor of the mobility of dis-persed clay layers in RCNs during vulcanizationprocess were considered, the microstructural changesfor EPDMCN would be smaller than those BIIRCN.However, the experimental results show that theopposite fact is true, suggesting that the polarity ofmatrix rubber might be a more significant factor onthe microstructural change than other factors.Using the polarity of rubber as the starting point, wepresent a preliminary explanation of the phenomenadisclosed in this study on base of the kinetics andthermodynamics of the intercalation of polymerchain into layered silicate. According to the theoryon melt polymer intercalation [19, 20], the polymermolecules with high polarity have strong interac-tion with the clay, and this strong interaction canoffset some of the entropy decrease caused by con-finement of intercalated polymer chains. From thepoint of view of thermodynamics, the intercalationof polymer with high polarity easily results in theintercalated structure with a larger gallery height.The intercalation of polymer molecules into the sil-icate gallery is a continuous process of destructionand reconstruction of the interaction between themolecules and the clay. The polar rubber macro-molecules have stronger interaction with OMC thannon-polar macromolecules, and this stronger inter-action is more difficult to be destroyed. From thepoint of view of kinetics, therefore, the energy bar-rier against intercalation for polar rubber is higherthan that for nonpolar rubber. In the process ofmechanical blending rubber with OMC, the strongexternal shear force can destroy the energy barrierfor intercalation, thus facilitating the intercalationprocess. At this time, the thermodynamic factorshould play dominant role in determining the inter-calation structure. As a result, the intercalated struc-ture in BIIRCN mixing compound exhibits larger
interlayer spacing than that in EPDMCN mixingcompound. Accordingly, the spatial dispersion stateof OMC in BIIRCN mixing compound is much bet-ter than that in EPDMCN. On the contrary, differentfrom the process of mechanical mixing, there is alack of external strong shear force during the vul-canization process to overcome the energy barrieragainst intercalation, so kinetics factors play agreater role in further intercalation. EPDM rubbermolecules have lower intermolecular forces withclay than BIIR molecules, so the energy barrier forthe destruction of the original structure to form thenew intercalated structure is smaller for EPDM sys-tem than in BIIR system, resulting in a larger inter-layer spacing of the intercalated structure in curedEPDMCN than in cured BIIRCN. Accordingly, thechange in spatial dispersion state of OMC duringvulcanization process in EPDMCN is more inten-sively than that in BIIRCN.
4. Conclusions(a) The intercalated structure of clay continuouslychanged throughout the curing process, and suchmicro-structural changes could occur even after thecuring time had reached T90. The intercalants ODAof organoclay could shorten the scorch time, andincrease the curing rate, so the impact of inter-calants on vulcanization kinetic was considered tobe primary cause for the evolution of intercalatedstructure.(b) Of the two uncured RCNs, uncured BIIRCNhas a larger interlayer spacing of the intercalatedstructure than uncured EPDMC. However, the oppo-site is true in the cured RCNs. The change in inter-calated structure during vulcanization is larger inEPDMCN than in BIIRCN. The spatial dispersionof clay in BIIR, a polar rubber, is superior to that inEPDM, a non-polar rubber. During the vulcaniza-tion process, the spatial dispersion state of clay inBIIRCN gradually deteriorates. In the case ofEPDMCN, the spatial dispersion of clay increasedfrom T0 to T10, followed by gradual deteriorationwith curing time.(c) For BIIRCN and EPDMCN, sulfur-curing reac-tions can cause further intercalation and increasethe interlayer space, but also possibly result in col-lapse of intercalated structure. High pressure hasnegative effects on the dispersion of clay. Thesefactors coexist and compete with each other during
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
785

vulcanization course, leading to complex micro-structural evolution behavior. The difference inmicrostructural evolution during vulcanizationbetween BIIRCN and EPDMCN is interpreted fromthe viewpoints of thermodynamics and kinetics,and the polarity of the rubber matrix is expected toplay a major role.(d) This work shows that the dispersion state ofrubber/clay nanocomposites obtained by the currentconventional vulcanization process is not the best.For instance, the dispersion state of clay in EPDMCNis the best at a certain intermediate stage of the cur-ing process, showing the potential for improvingthe clay dispersion through the optimization of cur-ing parameters. Our previous work [23] has demon-strated that the curing under low pressure canobtain RCN with better dispersion. However, highpressure is necessary for many rubber products inorder to adequately fill the mould with complexshape, improve product compactness, and reducedefects. We suggested that performing vulcaniza-tion of RCNs under altered pressure, that is usinghigh pressure at the beginning stage but reducingpressure at latter stage, may obtain the RCN withgood dispersion, the work on which is still ongoing.
AcknowledgementsThis work was financially supported by New Star Programof Beijing Science and Technology (2006A15), NationalOutstanding Youth Science Fund (contract grant number:50725310) and Program for Changjiang Scholars and Inno-vative Research Team in University (PCSIRT, IRT0807).
References [1] Zhang Z., Zhang L., Li Y., Xu H.: New fabricate of
styrene–butadiene rubber/montmorillonite nanocom-posites by anionic polymerization. Polymer, 46, 129–136 (2005).DOI: 10.1016/j.polymer.2004.11.008
[2] Pramanik M., Srivastava S. K., Samantaray B. K.,Bhowmick A. K.: Rubber–clay nanocomposite by solu-tion blending. Journal of Applied Polymer Science, 87,2216–2220 (2003).DOI: 10.1002/app.11475
[3] Hasegawa N., Okamoto H., Kawasumi M., Kato M.,Tsukigase A., Usuki A.: Polyolefin-clay hybrids basedon modified polyolefins and organophilic clay. Macro-molecular Materials and Engineering, 280/281, 76–79(2000).DOI: 10.1002/1439-2054(20000801)280:1<76::aid-
mame76>3.0.co;2-#
[4] Varghese S., Karger-Kocsis J., Gatos K. G.: Melt com-pounded epoxidized natural rubber/layered silicatenanocomposites: Structure-properties relationships.Polymer, 44, 3977–3983 (2003).DOI: 10.1016/S0032-3861(03)00358-6
[5] Ramorino G., Bignotti F., Pandini S., Riccò T.: Mechan-ical reinforcement in natural rubber/organoclay nano -composites. Composites Science and Technology, 69,1206–1211 (2009).DOI: 10.1016/j.compscitech.2009.02.023
[6] Varghese S., Karger-Kocsis J.: Natural rubber-basednanocomposites by latex compounding with layeredsilicates. Polymer, 44, 4921–4927 (2003).DOI: 10.1016/S0032-3861(03)00480-4
[7] Wu Y-P., Jia Q-X., Yu D-S., Zhang L-Q.: Structure andproperties of nitrile rubber (NBR)–clay nanocompos-ites by co-coagulating NBR latex and clay aqueoussuspension. Journal of Applied Polymer Science, 89,3855–3858 (2003).DOI: 10.1002/app.12568
[8] Wu Y-P., Zhang L-Q., Wang Y-Q., Liang Y., Yu D-S.:Structure of carboxylated acrylonitrile-butadiene rub-ber (CNBR)–clay nanocomposites by co-coagulatingrubber latex and clay aqueous suspension. Journal ofApplied Polymer Science, 82, 2842–2848 (2001).DOI: 10.1002/app.2138
[9] Varghese S., Karger-Kocsis J.: Melt-compounded nat-ural rubber nanocomposites with pristine andorganophilic layered silicates of natural and syntheticorigin. Journal of Applied Polymer Science, 91, 813–819 (2004).DOI: 10.1002/app.13173
[10] Kim J-T., Oh T-S., Lee D-H.: Morphology and rheo-logical properties of nanocomposites based on nitrilerubber and organophilic layered silicates. Polymer Inter-national, 52, 1203–1208 (2003).DOI: 10.1002/pi.1249
[11] Kim J-T., Oh T-S., Lee D-H.: Preparation and charac-teristics of nitrile rubber (NBR) nanocomposites basedon organophilic layered clay. Polymer International,52, 1058–1063 (2003).DOI: 10.1002/pi.1110
[12] Zheng H., Zhang Y., Peng Z., Zhang Y.: Influence ofclay modification on the structure and mechanicalproperties of EPDM/montmorillonite nanocomposites.Polymer Testing, 23, 217–223 (2004).DOI: 10.1016/S0142-9418(03)00097-7
[13] Schön F., Thomann R., Gronski W.: Shear controlledmorphology of rubber/organoclay nanocomposites anddynamic mechanical analysis. Macromolecular Sym-posia, 189, 105–110 (2002).DOI: 10.1002/masy.200290000
[14] Gatos K. G., Thomann R., Karger-Kocsis J.: Charac-teristics of ethylene propylene diene monomer rubber/organoclay nanocomposites resulting from differentprocessing conditions and formulations. Polymer Inter-national, 53, 1191–1197 (2004).DOI: 10.1002/pi.1556
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
786

[15] Sadhu S., Bhowmick A. K.: Preparation and propertiesof nanocomposites based on acrylonitrile–butadienerubber, styrene–butadiene rubber, and polybutadienerubber. Journal of Polymer Science Part B: PolymerPhysics, 42, 1573–1585 (2004).DOI: 10.1002/polb.20036
[16] Liang Y-R., Ma J., Lu Y-L., Wu Y-P., Zhang L-Q., MaiY-W.: Effects of heat and pressure on intercalationstructures of isobutylene-isoprene rubber/clay nanocom-posites. I. Prepared by melt blending. Journal of Poly-mer Science Part B: Polymer Physics, 43, 2653–2664(2005).DOI: 10.1002/polb.20555
[17] Lu Y-L., Li Z., Mao L-X., Li Y., Wu Y-P., Liang Y-R.,Zhang L-Q.: Impact of curing temperature on micro -structures and properties of isobutylene–isoprene rub-ber/clay nanocomposites. Journal of Applied PolymerScience, 110, 1034–1042 (2008).DOI: 10.1002/app.28690
[18] Lu Y-L., Liang Y-R., Wu Y-P., Zhang L-Q.: Effects ofheat and pressure on microstructures of isobutylene-isoprene rubber (IIR)/clay nanocomposites. Macro-molecular Materials and Engineering, 291, 27–36(2006).DOI: 10.1002/mame.200500319
[19] Vaia R. A., Giannelis E. P.: Polymer melt intercalationin organically-modified layered silicates: Model pre-dictions and experiment. Macromolecules, 30, 8000–8009 (1997).DOI: 10.1021/ma9603488
[20] Vaia R. A., Jandt K. D., Kramer E. J., Giannelis E. P.:Kinetics of polymer melt intercalation. Macromole-cules, 28, 8080–8085 (1995).DOI: 10.1021/ma00128a016
[21] Gatos K. G., Karger-Kocsis J.: Effects of primary andquaternary amine intercalants on the organoclay dis-persion in a sulfur-cured EPDM rubber. Polymer, 46,3069–3076 (2005).DOI: 10.1016/j.polymer.2005.01.095
[22] Usuki A., Tukigase A., Kato M.: Preparation and prop-erties of EPDM–clay hybrids. Polymer, 43, 2185–2189 (2002).DOI: 10.1016/S0032-3861(02)00013-7
[23] Liang Y-R., Lu Y-L., Wu Y-P., Ma Y., Zhang L-Q.:Pressure, the critical factor governing final microstruc-tures of cured rubber/clay nanocomposites. Macro-molecular Rapid Communications, 26, 926–931 (2005).DOI: 10.1002/marc.200500077
[24] Arroyo M., López-Manchado M. A., Herrero B.:Organo-montmorillonite as substitute of carbon blackin natural rubber compounds. Polymer, 44, 2447–2453(2003).DOI: 10.1016/S0032-3861(03)00090-9
[25] López-Manchado M. A., Arroyo M., Herrero B., Bia-giotti J.: Vulcanization kinetics of natural rubber–organoclay nanocomposites. Journal of Applied Poly-mer Science, 89, 1–15 (2003).DOI: 10.1002/app.12082
[26] Teh P. L., Mohd Ishak Z. A., Hashim A. S., Karger-Kocsis J., Ishiaku U. S.: Effects of epoxidized naturalrubber as a compatibilizer in melt compounded naturalrubber–organoclay nanocomposites. European Poly-mer Journal, 40, 2513–2521 (2004).DOI: 10.1016/j.eurpolymj.2004.06.025
[27] Kim M-S., Kim D-W., Chowdhury S. R., Kim G-H.:Melt-compounded butadiene rubber nanocompositeswith improved mechanical properties and abrasionresistance. Journal of Applied Polymer Science, 102,2062–2066 (2006).DOI: 10.1002/app.23738
[28] Kim M-S., Kim G-H., Chowdhury S. R.: Polybutadi-ene rubber/organoclay nanocomposites: Effect of organ-oclay with various modifier concentrations on the vul-canization behavior and mechanical properties. Poly-mer Engineering and Science, 47, 308–313 (2007).DOI: 10.1002/pen.20709
[29] Mousa A., Karger-Kocsis J.: Rheological and thermo-dynamical behavior of styrene/butadiene rubber-organoclay nanocomposites. Macromolecular Materi-als and Engineering, 286, 260–266 (2001).DOI: 10.1002/1439-2054(20010401)286:4<260::AID-
MAME260>3.0.CO;2-X[30] Mathew G., Rhee J. M., Lee Y-S., Park D. H., Nah C.:
Cure kinetics of ethylene acrylate rubber/clay nanocom-posites. Journal of Industrial and Engineering Chem-istry, 14, 60–65 (2008).DOI: 10.1016/j.jiec.2007.07.001
[31] Choi D., Kader M. A., Cho B-H., Huh Y-I., Nah C.:Vulcanization kinetics of nitrile rubber/layered claynanocomposites. Journal of Applied Polymer Science,98, 1688–1696 (2005).DOI: 10.1002/app.22341
[32] Essawy H., El-Nashar D.: The use of montmorilloniteas a reinforcing and compatibilizing filler for NBR/SBR rubber blend. Polymer Testing, 23, 803–807(2004).DOI: 10.1016/j.polymertesting.2004.03.003
[33] Ma Y., Wu Y-P., Wang Y-Q., Zhang L-Q.: Structureand properties of organoclay/EPDM nanocomposites:Influence of ethylene contents. Journal of AppliedPolymer Science, 99, 914–919 (2006).DOI: 10.1002/app.22247
Lu et al. – eXPRESS Polymer Letters Vol.5, No.9 (2011) 777–787
787





























