Embed Size (px)
Citation preview

This content has been downloaded from IOPscience. Please scroll down to see the full text.
Download details:
IP Address: 134.151.40.2
This content was downloaded on 15/01/2014 at 09:14
Please note that terms and conditions apply.
Micro hot embossing of thermoplastic polymers: a review
View the table of contents for this issue, or go to the journal homepage for more
2014 J. Micromech. Microeng. 24 013001
(http://iopscience.iop.org/0960-1317/24/1/013001)
Home Search Collections Journals About Contact us My IOPscience

Journal of Micromechanics and Microengineering
J. Micromech. Microeng. 24 (2014) 013001 (23pp) doi:10.1088/0960-1317/24/1/013001
Topical Review
Micro hot embossing of thermoplasticpolymers: a review
Linfa Peng1, Yujun Deng1, Peiyun Yi1 and Xinmin Lai1,2,3
1 State Key Laboratory of Mechanical System and Vibration, Shanghai Jiao Tong University,Shanghai 200240, People’s Republic of China2 Shanghai Key Laboratory of Digital Manufacture for Thin-walled Structures, Shanghai Jiao TongUniversity, Shanghai 200240, People’s Republic of China
E-mail: [email protected]
Received 5 August 2013, revised 3 October 2013Accepted for publication 24 October 2013Published 12 December 2013
AbstractMicro hot embossing of thermoplastic polymers is a promising process to fabricate highprecision and high quality features in micro/nano scale. This technology has experiencedmore than 40 years development and has been partially applied in industrial production. Threemodes of micro hot embossing including plate-to-plate, roll-to-plate and roll-to-roll have beensuccessively developed to meet the increasing demand for large-area patterned polymericfilms. This review surveys recent progress of micro hot embossing in terms of polymericmaterial behavior, embossing process and corresponding apparatus. Besides, challenges andinnovations in mold fabrication techniques are comprehensively summarized and industrialapplications are systematically cataloged as well. Finally, technical challenges and futuretrends are presented for micro hot embossing of thermoplastic polymers.
(Some figures may appear in colour only in the online journal)
Nomenclature
PMMA polymethyl-methacrylatePDMS polydimethylsiloxanePC polycarbonatePP polypropyleneEP epoxyPT polythiopheneCOP copolyesterPAI polyamide/imidePS polystyrenePET polyethylene teraphthalatePA66 nylon 66PE polyethylenePMGI poly(dimethyl glutarimide)PEN polyethylene naphthalateCA cellulose acetatePI polyimide
3 Author to whom any correspondence should be addressed.
PEDOT poly(3,4-ethylenedioxythiophene)P2P plate-to-plateR2P roll-to-plateR2R roll-to-rollLIGA lithographyμEDM micro electric discharge machiningSCD single crystalline diamondDMC diamond micro chiselingTg glass transition temperatureθ indenter incline angled indentation depthr0 indenter radiusχ strain gradientσ0 yield stressσ yield stress with strain gradientG shear modulusM strain gradient plasticity modulusD bending stiffness with strain gradientD0 bending stiffnessh beam thickness
0960-1317/14/013001+23$33.00 1 © 2014 IOP Publishing Ltd Printed in the UK

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
l characteristic lengthυ Poisson’s ratioT operating temperatureη(T ) web shear viscosityH channel heightW channel widthP(t) applied pressuretfill filling timeL contact widthV web feed rate
1. Introduction
Micro hot embossing of thermoplastic polymers is a cost-effective replication technology to transfer microstructurepatterns from a master mold onto a polymeric substrate atproper pressure and temperature [1]. In both academia andindustry, micro hot embossing is regarded as one of the mostpromising processes to fabricate high-precision and high-quality features in micro/nano scale [2]. As early as 1970,hot embossing was first implemented to replicate hologrammotion pictures for television playback and a sequence ofholograms were successfully copied onto a vinyl tape by RCALaboratories in Princeton, USA [3]. Later on, Urich et al [4]employed this technique to fabricate grooves with a width of7 μm and a depth of 3.5 μm onto a poly(methyl methacrylate)(PMMA) substrate using glass fiber as embossing mold. Chouet al [5] from Princeton University pressed a mold onto a thinthermoplastic polymer film and created vias and trenches witha minimum size of 25 nm and a depth of 100 nm. Chou’s groupopened a way for hot embossing technology to be extended tonanostructuring methods.
As shown in figure 1, a typical micro hot embossingprocess is composed of four major steps [6, 7]: (1)heating the mold and substrate to molding temperature, (2)embossing microstructure patterns at embossing temperature,(3) cooling the mold and substrate to demolding temperature,and finally (4) demolding the component by opening the tools.Basically, thermoplastic polymers experience two stages ofdeformation in the whole process: one is a stress concentrationand strain hardening stage occurring in heating and embossingsteps, and the other is a stress relaxation and deformationrecovery stage which occurs in cooling and demolding steps[8]. Glass transition temperature Tg, forming pressure andholding time are the most important parameters for the microhot embossing process.
Three different forming principles of micro hot embossingcan be distinguished by the configuration of the molding tools:plate-to-plate (P2P), roll-to-plate (R2P) and roll-to-roll (R2R).The schematic of P2P hot embossing is illustrated in figure 2(a)which contains a mold plate with microstructures and asubstrate plate. The P2P mode is the most conventional methodof the hot embossing process, which is still widely used forthe industrial production of the compact disc (CD) and digitalversatile disc (DVD) as well as the laboratory fabricationof microparts due to high accuracy and controllability.Nevertheless, P2P hot embossing is a discontinuous batch-wisemode facing drawbacks of limited efficiency, high deformation
force and small replication area [9, 10]. R2P, characterized bya rotation cylinder and a flat plate, is proposed to meet theincreasing demand for large-area patterned polymeric films,such as flexible display, e-paper, flexible solar cell and soforth [11, 12]. Typically, there are two typical R2P modes:rolling a cylinder mold on a flat and solid substrate as shownin figure 2(b); and putting a flat mold directly on a substrate androlling a smooth roller on the flat mold as shown in figure 2(c).Through the R2P mode, the replication area can rise fromtens of square centimeters to several square meters. Comparedto the R2P mode, R2R hot embossing, characterized by tworollers with a polymer film in between as shown in figure 2(d),is the true destination of continuous and high throughputfabrication for patterned polymeric films [13–16]. As a matterof fact, the R2R manufacturing method has been previouslyused in many industrial fields, such as gravure printingand flexography printing which were traditionally used forprinting newspapers, magazines and packages. Nowadays,this technology has already been extended to the field ofmicro/nano-structure fabrication on polymer substrates [17].
Over the past four decades, micro hot embossingtechnology has achieved rapid and sustainable development. Alarge number of theories, technologies and apparatus have beendeveloped successively. Worgull [18] gave a comprehensivecompendium of micro hot embossing technology andexplained the underlying science appropriately. Heckeleet al [19] and Dumond et al [11] summarized the recentdevelopment of micro molding and continuous roller micro-and nanoimprinting technologies, respectively. Hansen et al[20] described the state-of-the-art in replication of surfacetexture and topography at micro/nano scale. The present paperwill cover a variety of micro hot embossing strategies, reviewpolymeric material behavior including size effects and surveyrecent progress in terms of embossing theories, experimentsas well as apparatus for P2P, R2P and R2R modes. In addition,two sections will be devoted to mold fabrication techniques andprocess applications, respectively. The technical challengesand future trends will finally be summarized for the micro hotembossing of thermoplastic polymers in the conclusions andoutlook section.
2. Polymeric material behavior and size effects
2.1. Polymeric material behavior
Thermoplastic polymers, enjoying the advantages of lowcost, light weight, low molding temperature and wide rangesof thermal, optical and chemical properties, are the mostpopular materials for the hot embossing process. Basically,thermoplastic polymers experience the glassy state, rubberystate and flow state in succession with the increase oftemperature, as illustrated in figure 3 [21, 22]. When theoperating temperature is below Tg, it is the glassy state inwhich the major contribution to the deformation comes fromthe elongation of atomic distance and the deformation is ideallyelastic [23]. As the temperature goes up, the thermoplasticpolymer enters the rubbery state in which it acts like anincompressible or approximately incompressible rubber. This
2

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
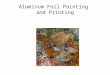
Figure 1. Schematic representation of a typical micro hot embossing process including four major steps: heating, molding, cooling anddemolding. Reused from [6]. Copyright 2008, with kind permission Springer Science and Business Media.
(a)
(b)
(c) (d)
Figure 2. Schematic diagrams of three modes of micro hot embossing: (a) P2P, (b) R2P—roller mold, (c) R2P—flat mold and smooth roller,and (d) R2R.
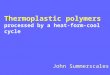
Figure 3. Polymeric material behavior of thermoplastic polymersversus temperature in three states: glassy state, rubbery state andflow state. Reused from [21]. Copyright 2009, with permission fromElsevier.
phenomenon can be explained by the fact that local motionof chain segments takes place and the modulus of the
material drops by several orders of magnitude. Nevertheless,entire chains are still fixed by the temporary network ofentanglements. The modulus stays relatively constant in therubbery state, and the deformation will recover after the releaseof loading [24]. Finally, with a further increase of temperature,the viscous liquid flow state is reached in which motion ofentire chains takes place and the polymer flows by chainsliding. The modulus and viscosity are further reduced in thisregion and the deformation is thus irreversible [21, 22].
2.2. Size effects of thermoplastic polymers
Generally speaking, size effect is a phenomenon that thematerial behavior and forming mechanism are different fromconventional manufacturing process due to the miniaturizationof features or the whole product. Up to now, size effectsin micro manufacturing process have been experimentallyobserved for both metallic materials and thermoplasticpolymers. For metallic materials, the mechanism of size effects
3

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(b)(a)
(d)(c)
Figure 4. Size effects of thermoplastic polymers: (a) tensile strength varies with thickness, (b) yield strength varies with thickness,(c) Young’s modulus varies with thickness. Reused with permission. (d) hardness increases with indentation depth. Reused from [31],Copyright 2010, with permission from Elsevier.
has been thoroughly investigated and understood [25, 26], andmany material constitutive models [27–29] as well as frictionmodels [30] considering the size effects have already beenestablished to describe the size-dependent effect. Even thoughthe interior microscopic structures of thermoplastic polymersare different from metallic materials, notable size effects havealso been observed by tensile tests, nanoindentation tests aswell as micro-bending tests. Some preliminary theories arealso developed to explain the corresponding size effects.
Firstly, tensile tests are employed to investigate thesize effects of polymeric materials under homogeneousdeformation. As shown in figures 4(a)–(c), Wang et al [31]observed that the tensile strength, yield strength and Young’smodulus of polythiophene (PT) films decreased rapidly as thefilm thickness increased. Few microcracks were observed infilms with thickness below 4–5 μm and were regarded as themain reason for the size effects. Similar trends of the stiffnessand strength were also found by Jansson et al [32] using tensiletests. Besides, Liu et al [33] also demonstrated thickness-dependent size effects for mechanical strength and Young’smodulus of polydimethylsiloxane (PDMS) membrane. Acritical transitional thickness of PDMS about 200 μm wasconcluded through various tensile tests. The authors attributedthese thickness-dependent size effects to shear stress duringfabrication, which was proportional to the thickness-inducedreordering of polymer chain coils to form stronger cross-linkednetworks.
Secondly, size effects are obviously observed innanoindentation tests. Lam et al [34, 35] found that thehardness of polycarbonate (PC) increased with the decrease
of indentation depth. Tatiraju et al [36] also observed anincrease of 70% in hardness by indentation experimentson polyamide/imide (PAI) polymer in the depth 1–30 μm.Afterwards, the influences of cross-link density and molecularof polymer on size effects were deeply investigated by Nikolovet al [37] and Lam et al [38]. In 2010, Han [39, 40] illustratedthat polymers containing aromatic rings in the molecularstructure exhibited depth-dependent hardness at depth rangesfrom several microns down to several nanometers, as shownin figure 4(d). In order to describe size-dependent behaviorin nanoindentation tests, Lam et al [35] developed a straingradient plasticity model on the basis of the kink-pair model forpolymer yield proposed by Argon [41]. Basically, statisticallyrandom kink pairs are formed along with geometricallynecessary kink pairs when the material is subject to yieldconditions and strain gradient. The strain gradient χ innanoindentation tests is related to the indenter geometry andthe indent size r0. More specifically, χ can be represented bythe following equation [35]:
χ ≡ tan θ
ro= tan2 θ
d, (1)
where θ is the indenter incline angle and d is indentation depth.A strain gradient plasticity law for glassy polymer
can be established based on Von Mises yield criterion asfollows [35]:
σ = σ0 + G√
Mχ, (2)
where σ0 is the conventional yield stress; σ is the yield stressconsidering strain gradient; G is the shear modulus and M is
4

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
Table 1. Size effects on the mechanical properties of polymeric materials.
Size effects
Feature size (μm) Testing methods Materials Properties Increasea Reference
4–65 Uniaxial tensile PT Young’s modulus 126% [31]30–350 Uniaxial tensile PDMS Young’s modulus 55% [33]30–350 Uniaxial tensile PDMS Tensile strength 316% [33]300–2500 Uniaxial tensile Starch Elongation 500% [32]540–6050 Uniaxial tensile COP Young’s modulus 16% [47]0.05–2.0 Nanoindentation EP Hardness 36% [34]0.05–2.5 Nanoindentation PC Hardness 36% [34]1.25–31 Nanoindentation PAI Hardness 70% [36]0.25–2.1 Nanoindentation PS Hardness 17–30% [48]0.02–7 Nanoindentation PS Hardness 46% [49]0.02–7 Nanoindentation PS Young’s modulus 78% [49]0.02–9.5 Nanoindentation PMMA Hardness 48% [49]0.02–9.5 Nanoindentation PMMA Young’s modulus 85% [49]0.02–9.5 Nanoindentation PC Hardness 72% [49]0.02–9.5 Nanoindentation PC Young’s modulus 103% [49]0.02–0.8 Nanoindentation PET Hardness 163% [50]0.02–0.8 Nanoindentation PET Young’s modulus 210% [50]0.01–0.4 Nanoindentation PA66 Hardness 110% [51]20–115 Micro bending EP Bending rigidity 120% [43]25–200 Micro bending PE Young’s modulus 90% [44]
a The percentage of maximum increase in mechanical properties based on experimental results.
the strain gradient plasticity modulus which can be obtaineddirectly from indentation data.
Finally, micro-bending tests are beginning to analyze thesize effects under inhomogeneous deformation. McFarlandand Colton [42] measured the stiffness of microcantileverbeams made of polypropylene (PP). It was found that theexperimental results of stiffness were at least four times higherthan those predicted by classical beam theory. Lam et al [43]found that the bending rigidity of micro-beams grew from 0.15to 0.35 GPa with the thickness decreasing from 120 to 20 μm.Later on, the microscopic mechanism of size effects in microbending of polymers was explored by Wei and Lam [44]. Itwas proved by analyzing the molecular rotation behavior thatthe increase in the effective elastic modulus was generatedby the increase of molecular rotations with strain gradient. Inaddition, Lam et al [45] conducted creep bending experimentswith EP beams to show that higher-order size dependence alsoexisted in time-dependent creep deflection when the beamswere thin. Besides, a strain gradient elasticity law was alsodeveloped to understand the size effects in micro-bending tests.In general, the elastic bending stiffness D considering straingradient can be written as [43]
D = D0
[1 +
(bh
h
)2], (3)
where D0 is the conventional bending stiffness, h is the beamthickness and bh was defined by Yang et al [46] as follows:
bh = l√
6(1 − υ), (4)
where l is the characteristic length and υ is Poisson’s ratio.As a result, according to equation (4), the bending stiffness
considering strain gradient is several times larger than theconventional one when the beam thickness h is close tomaterial characteristic length l.
Through decades of research and development,knowledge on temperature-dependent properties of polymerhas become increasingly systematic and integral. However,the size-dependent polymeric material behavior, which isvery important for the micro hot embossing process, hasnot been investigated in detail yet. As summarized intable 1, experimental results have definitely demonstrated theexistence of size effects for polymeric materials. Nevertheless,the mechanism of size effects is still not fully understooddespite the success of the mathematical higher order mechanicsmodel. Additionally, the influence of polymeric materialbehavior considering the size effects on the micro hotembossing process needs further investigation.
3. Plate-to-plate micro hot embossing
P2P hot embossing is a relatively mature technology forwhich corresponding apparatus is commercially available androutinely used in industry every day. Jenoptik MikrotechnikGmbH [52] is one of the pioneers providing a completemachine family suitable for microstructure pattern fabricationwith high aspect ratio. Wickert Press [53], EVGroup, SUSSMicroTec [54] and Karlsruhe Institute of Technology (KIT)[55], etc can also offer different categories of P2P microhot embossing machines. In contrast, process study of P2Phot embossing remains the focus of researchers, especiallythe filling and demolding process. Furthermore, severalinnovations such as rubber-assistance, ultrasonic-assistanceand gas-assistance have been proposed in micro hot embossingto improve the efficiency, uniformity and replication rate basedon the conventional P2P method.
5

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
3.1. Process study of P2P micro hot embossing
The deformation and filling behavior of thermoplasticpolymers during P2P micro hot embossing have beeninvestigated experimentally and numerically. Liu et al [56]investigated the filling stage on PMMA near Tg and found thatthe dual-peak deformation was the characteristic filling mode.Lee et al [57], Singh et al [58] and Lin et al [59] demonstratedthat the depth of replicated patterns increased in proportionto increasing forming temperature, load and holding time. Inaddition, Yang et al [60] explored the effect of temperature andpressure distribution on the uniformity of V-grooves embossedon a large-area polymeric plate. Besides experiments, finiteelement analysis (FEA) models have also been establishedfor deeper understanding of the filling process in microhot embossing [61, 62]. Viscoelastic [63, 64] and glass-rubber finite strain models [65] are the popular constitutivemodels for thermoplastic polymers. He et al [66] designedan access slot and block as the flow barriers to enhancepolymer filling. FEA results demonstrated that these designscould accelerate polymer filling speed and improve fillingefficiency. Zhang et al [67] drew the conclusion from FEAresults that the small duty ratio cavity filled more sufficientlythan the large duty ratio cavity. With the same cavity dutyratio, the inner cavity filled more quickly and sufficientlythan the outer cavity. More recently, Srivastava et al [68]developed a thermo-mechanically-coupled large-deformationisotropic elastic-viscoplastic theory for amorphous polymersin a temperature range which spanned their glass transitiontemperature. Based on this theory, Jena et al [69, 70] modeledthe fabrication process of microfluidic devices and found thatnumerical simulation was useful for carrying out numericalexperiments for estimating appropriate processing parameters.In addition, Jena et al [71, 72] investigated the effect ofpolymer chain orientation on pattern replication and producedhigh fidelity cyclic-olefin-copolymer (COC) microdevicesbased on a in-depth understanding of this effect.
Demolding-related defects, such as broken and distortedfeatures, are important issues limiting the wide applicationof micro hot embossing, especially in fabrication of patternswith high aspect ratio. These phenomena may be attributedto the fact that thermal contraction behavior of polymersis significantly different from that of the molds (usuallymetal or silicon). As a result, large thermal stress duringcooling is generated because of this mismatch, making itdifficult to separate micro features from molds. A systematicinvestigation of demolding mechanics has been carried outand the relationship between demolding, feature geometry anddemolding temperature has been reported. Dirckx et al [73]captured the relationship among feature geometry, materialproperties, demolding temperature and demolding toughnesssuccessfully. It was demonstrated that both adhesion andsidewall friction played an important role in demolding, withadhesion being degraded by thermal stress and friction beingexacerbated as the substrate cools down. Taylor et al [74]proposed a razor-blade test for estimation of the needed energyto separate the mold from the embossed polymeric part. It wasindicated that both amorphous silicon carbide and Teflon-likefluoropolymer coatings could reduce demolding energy by a
factor of about 10 compared to a bare silicon mold. Self-assembled n-octadecyltrichlorosilane was also used to coatSi mold for the reduction of adhesion between the mold andpatterned polymers [75, 76]. The problem of frictional contactduring demolding stage was simulated by Kabanemi et al [77].A modified Coulomb’s law of dry friction was used and thefriction was demonstrated to strongly influence the overalldeformation during cooling the inside mold.
Recovery, i.e. a release of stored imprint energy, mayoccur after separating the mold and substrate, as shown infigure 5. The intensity of this recovery strongly dependson the imprint and demolding temperature. Shan et al [78]studied polymer recovery in micro hot embossing using ananoindentation technique when the process temperature wasbelow Tg. Both instantaneous and retarded recoveries wereobviously observed. Bogdanski et al [79] investigated thestructure-size-dependent recovery of thin polystyrene (PS)layers and found that smaller structures imprint deeper, withminimum residual layer and no observable recovery, albeit therelatively low imprint temperature of only 140 ◦C. Besides,Takagi et al [80] revealed that the recovery of polymerdeformation occurred in the cooling step after demolding attemperature over Tg by numerical simulations. This numericalsimulation method, also enabling to analyze the impacts ofvarious parameters on the recovery phenomena in detail, wasexpected to be a powerful tool for the optimization of the hotembossing process cycle.
3.2. Innovative development of P2P hot embossing
There are still some unsolved problems that hinder the overallsuccess of P2P hot embossing, such as long cycle time forheating and cooling as well as low uniformity especially whenthe forming area is large. To solve these problems, rubberpad, ultrasonic vibration and gas pressure have been creativelyintroduced into P2P hot embossing recently.
(1) Rubber-assisted embossingRubber pad forming, also known as flexible forming, hasbeen applied to sheet metal forming due to the underlyingadvantages of flexibility of operation, the capability forcomplex parts, the protection of sheet surface by rubber,and low tooling costs [81, 82]. Nagarajan and Yao [83–85]have extended this technology to P2P hot embossing ofthermoplastic polymers. The thin thermoplastic film waspressurized between a hard mold surface and a rubberpad. As a soft counter-tool, the rubber pad deformedconformably to the hard mold surface, resulting inthe transfer of features from the hard surface and theformation of shell-type structures on the polymer films.The effects of major process and material parameters onthe pattern thickness uniformity and replicated patternheight were investigated by a series of experiments.The authors proposed several strategies to determinea feasible process window for achieving uniform shellpatterns in rubber-assisted embossing process based onthe experimental results.
6

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
Figure 5. Numerical simulation of demolding and recovery in the P2P hot embossing process. Reused with permission from the AmericanInstitute of Physics for the American Vacuum Society Copyright 2008.
(d)(c)
(a)
(b)
Figure 6. Principle and experimental device of ultrasonic-assisted P2P hot embossing: (a) schematic of conventional P2P hot embossing,(b) schematic of ultrasonic-assisted P2P hot embossing, (c) ultrasonic-assisted P2P hot embossing device, and (d) ultrasonic vibrationgenerator. Reused from [87], Copyright 2006, with kind permission from Springer Science and Business Media.
(2) Ultrasonic-assisted embossingUltrasonic vibration has been widely used inthermoplastic welding for decades. In recent years,this method has been applied in hot embossing as anauxiliary heating source. Figure 6(b) shows the principleof ultrasonic-assisted embossing. The ultrasonic energyis converted into heat through the intermolecular frictionat the interface of master mold and plastic plate due toasperities. The generated heat is sufficiently high to meltthermoplastic polymers and cause material flow to fill theinterface [86]. Compared with conductive or convectiveheat transfer in figure 6(a), ultrasonic heating is much
more effective and usually takes 1–2 s only. Moreover,the ultrasonic vibration is also beneficial to the release ofmold from the imprinted material during the demoldingstep.Mekaru’s research group [87] reported the precisiontransfer technology of atmospheric hot embossing byultrasonic vibration, as shown in figures 6(c) and (d).Both the contact force and the contact time weregreatly reduced by ultrasonic vibration. The authorsclaimed that the embossing effect of atmospheric hotembossing by ultrasonic vibration was comparable withthat of vacuum hot embossing. Similarly, Schomburg
7

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(a)( f )
( g)
(h)
(b)
(c)
(d)
(e)
Figure 7. Schematic of the gas-assisted hot embossing process: (a) material preparation, (b) heating, (c) gas pressurizing, (d) cooling andgas out, (e) opening the chamber, reused from [96], Copyright 2010, with permission from Elsevier, ( f ) forming intra-stamp cavity, (g)pumping gas and embossing, and (h) demolding, reused with permission from [98].
et al [88] and Burlage et al [89] from RWTH AachenUniversity patterned the structured surfaces by ultrasonichot embossing on one or both sides of polymer films.They also evaluated the feasibility of combining ultrasonichot embossing with ultrasonic welding to create sealedstructures by welding a cover film on embossed structures.Liu et al [90] proposed to use the ultrasonic embossingmethod to fabricate double-sided surface-relief plasticdiffusers with various cross angles. The top mold wasdirectly machined on the vibration horn while thebottom mold was made onto two mild steel sheets. PETdiffusers with cross angles of 90◦ and greater–smallermicrostructure on both sides exhibited the best capabilityof light diffusion. Yu et al [91] reported using ultrasonicvibration energy to replicate microstructures on PMMAsheets, and the molding time could be significantlyreduced. Differently, Seo et al [92] applied ultrasonicvibration energy directly to fabricate micro-features onpolymer substrates, not only to raise the mold temperaturebut also to imprint the micropatterns on the polymer
substrates. For this purpose, the ultrasonic sonotrode wasdesigned to contain the micro-features on its tip, so that itsvibration characteristics directly affected the moldabilityof the micropatterns. In the aspect of theory, Lin and Chen[93, 94] simulated the polymer flow and the temperaturedistribution in the ultrasonic embossing process. It wasfound that the polymer tended to flow along the cavitysidewalls of the mold because of the higher temperatureat the cavity sidewalls.
(3) Gas-assisted embossingThe loading force of P2P hot embossing is typicallyapplied by hydraulic drive units or spindle drives. Itis difficult to guarantee homogeneous contact betweenmold and polymer foil over the whole embossing area,especially when the molding area is large. Recently, gaspressure was introduced as an acting load during moldingin the micro hot embossing process [95]. As shown infigures 7(a)–(e), a PC film was first placed on the heatingplate with the mold and seal film placing on it. Afterthe chamber was closed, the stacker was heated by a
8

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(b)(a)
Figure 8. Photographs of the R2P hot embossing device: (a) overview of R2P micro hot embossing system, (b) major components. Reusedfrom [103], Copyright 2010, with permission from Elsevier.
heating coil to soften the substrate and nitrogen gaswas introduced into the chamber to generate embossingpressure uniformly over the film. After that, the mold andsubstrate were cooled, and the nitrogen gas was expelledfrom the chamber. The chamber was opened and PCsubstrate was removed from the chamber [96]. Uniformembossing pressure over a large area was achieved byusing gas as the pressurizing agent.
Yang’s group [95–97] has done very comprehensivestudies on gas-assisted embossing and produced 300 × 300microlens array with a diameter of 150 μm and a pitchof 200 μm on PC film, under the condition of 150 ◦C,10–40 kgf cm−2 gas pressure and 30–90 s duration.Furthermore, Pedersen et al [98] and Senn et al [99] proposedsmart stamps for gas-assisted embossing, as presented infigures 7( f )–(h), so that both embossing and demoldingcould be well controlled. Gas-assisted hot embossing hasproven its potential for effectively fabricating uniformmicro/nano structures on large polymeric substrates [100].Cheng et al [101] conducted the nano-pillars with sub-wavelength structures by gas-assisted hot embossing. It isfound that the pillar height of nanostructure on PC film could beuniformly controlled by adjusting the temperature and pressureof the gas-assisted hot embossing process.
4. Roll-to-plate micro hot embossing
4.1. Apparatus development of R2P hot embossing
As shown in figures 2(b) and (c), the concept of R2P hotembossing was initially proposed by Tan et al [102] in 1998.In both methods, the roller temperature is set above Tg, whilethe temperature of the platform is below Tg. Therefore, onlythe area in contact with the roller has a higher temperature thanTg, making the polymer in that area molten and imprinted withpatterns. This is different from P2P hot embossing, where theentire polymer is imprinted simultaneously after heating aboveTg and the pressure is kept until the polymer has cooled down.Since then, R2P hot embossing has been proposed by severalinstitutes. As shown in figure 8, Lan et al [103] developed a
prototype of the R2P thermal imprint system with flat mold andsmooth roller similar to the principle in figure 2(c). It consistedof roller imprint unit, polymer holding and auto-releasing unit,control unit for process parameters input (temperature, speed,force, etc), and result data acquisition unit. The movable stage,supporting the flat mold, could move parallel to the samplesurface in one direction. Similar setups for R2P hot embossingwere also built by Guo et al [104] and Shan et al [105].
In addition, Youn et al [106] proposed a modified R2P hotembossing system based on the mechanism of an automaticstamp release to reduce the pattern distortion attributed to theshrinkage difference between stamp and substrate. As shownin figures 9(a) and (b), the system was mainly composed ofa air-cylinder-actuated roller press device, a one-axis movingstage and an automatic stamp release mechanism. The systemhad the capacity to replicate ultra-precision structures on anarea of 100 mm × 100 mm at the scanning speed range of 0.1–10 mm s−1. In addition, Lim et al [107] proposed a new conceptfor a R2P system which did not require the roll stamp andcould easily transfer patterns from a hard stamp onto a flexiblesubstrate, as shown in figures 9(c) and (d). The press rollercould move in vertical and horizontal directions to keep thestamp and substrate contact in a line-by-line manner. Flexiblesubstrate was fed from the supply roller to the withdrawalroller and maintained the tension force constant using a tensionroller. During the embossing process, the heat was transferredto stamp first and then to substrate when the press rollercontacted with the stamp. Subsequently, the substrate withmicrostructure patterns was cooled by compressed air afterthe embossing process.
4.2. Process study of R2P hot embossing
Different from P2P, molding and demolding steps of polymersubstrates are continuous in the R2P hot embossing process.Material flow behavior and forming theory are more complexand worthy of study. In 2010, Lan et al [103] investigatedthe cavity filling of polymer flow in R2P hot embossing. Ananalytical model based on Hertz contact pressure distributionand Navier–Stokes equation was established to predict the
9

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(a)
(b)
(c)
(d)
Figure 9. Configurations for modified R2P hot embossing: (a) schematic of R2P proposed by Youn et al, (b) setup developed by Youn et al,reused with permission from [106], (c) schematic of R2P proposed by Lim et al and (d) setup developed by Lim et al. Reused from [107],Copyright 2011, with permission from Elsevier.
Figure 10. Schematic of one-dimensional viscoelastic flow of a thick substrate material into an infinitely long channel of width W andheight H. Reused with permission from [11]. Copyright 2011, American Vacuum Society.
replication ratio as a function of process control parameters,e.g. imprinting pressure and rolling speed. Hereafter, thetheoretical model for filling time was derived by Dumond et al[11]. For R2P hot embossing, the filling time for a discretechannel on a roller mold can be adequately described as a one-dimensional squeezing flow of a viscoelastic material into theinfinitely long channel cavity of height H and width W (seefigure 10):
tfill = 6η(T ) · H2
P(t) · W 2, (5)
where η(T ) is the web shear viscosity at the temperature Tand P(t) is the time-dependent applied pressure.
For an ideal R2P embossing process, the filling time tfill
should be less than or equal to the contact width L divided bythe web feed rate V as follows [11]:
L
V� 6η(T ) · H2
P(t) · W 2. (6)
As a result, the feed rate can be obtained as [11]
V � P(t) · L · W 2
6η(T ) · H2. (7)
10

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(a) (b)
(c) (d)
Figure 11. Setups for R2R hot embossing: (a) R2R system with an induction heating coil inside the heating roller, reused with permissionfrom [109], Copyright 2012, AIP Publishing LLC, (b) lab-scale R2R machine with preheated conveyor by radiation of ceramic heater,reused from [110], Copyright 2009, with permission from Elsevier, (c) embossing roller with mounted silicon master, reused from [111],Copyright 2010, with kind permission from Springer Science and Business Media, and (d) hybrid extrusion rolling embossing with a singlescrew plastic extruder, resued with permission from [112].
Therefore, the maximum potential feed rate can be improvedtheoretically by reducing the web viscosity or channel aspectratio.
In the aspect of experimental research, Lim et al [107]embossed concentric circles with a width of 2.5 μm anda pitch of 6 μm. In addition, Lan et al [103] structureda micro square array with a height of 95 μm, width of200 μm and 110 μm on PC substrate by the R2P hotembossing process. According to experimental results, highertemperature, imprinting speed and loading pressure wereillustrated to result in a higher replication ratio since they couldprovide more sufficient polymer flow. Moreover, 1 mm thickpolyethylene terephthalate (PET) plastic plates and 100 μmthick cycloolefin resin films were used as imprint materials byYoun et al [106]. For given conditions of 700 N press force andTg + 50 ◦C roller temperature, complete filling for a 1 mm thickPET sample was achieved at the roller scan speed of 0.1 mms−1, whereas that for a 100 μm thick cycloolefin sample couldbe obtained at the speed of <2 mm s−1 with much betterreplication uniformity over the whole surface area. Besides,COC and PMMA were also embossed by Metwally et al [108].However, when embossing fine features with a width of 1 μmand a depth of 5 μm, the transferred depth was smaller thanthe height of the feature on the silicon mold, about 1 versus5 μm.
5. Roll-to-roll micro hot embossing
5.1. Apparatus development of R2R hot embossing
As presented in figure 2(d), a typical R2R hot embossingapparatus usually has two rollers: one is the patterned rollerwith embedded heater or infrared heater, and the otheris a smooth roller to support the substrate. As shown infigure 11(a), Yun et al [109] established a R2R hot embossingmachine with an induction heating coil inside the heatingroller. This design gave the R2R hot embossing system moreeven temperature distribution on the surface of the heatingroll. Besides, this design kept the working environment muchcleaner because there was no oil used as heating mediumand thus there was no possibility of a leakage comparedto the oiled heating roll. When the substrate was heated toTg by an induction roller, microstructures on the mold weresimultaneously transferred to substrate surfaces. In this way,the molding process became very sensitive to any variationof the feed speed. If the speed was slightly too high, Tg
would not be reached resulting in poor embossing results.In contrast, the polymer film would be molten and torn apart ifthe feed speed was slightly too low. To solve this problem,a preheating process has been proposed as a preliminarytreatment of polymer, prior to embossing. Yeo et al [110]placed a ceramic heater (Elstein) in the preheated conveyor unit
11

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(b)(a)
Figure 12. Improved R2R hot embossing system: (a) schematic, (b) experimental setup. Reused from [113], Copyright 2010, withpermission from John Wiley & Sons, Inc.
to heat the substrate samples up to 250 ◦C by radiation. It wasfound that higher embossing pressure and applying preheat tothe polymer substrate improved the embossed channel depth.Similarly, Velten et al [111] preheated the polymer film bytwo metal plates with plate temperature of 130 ◦C. Once thetarget temperature was reached, the foil was moved to thewinding roll through the embossing unit. The Invar foil withflexible silicon chips was mounted on the embossing roller andserved as embossing master. Jiang et al [112] put forward ahybrid extrusion rolling embossing process which preheatedthe substrate smartly. As shown in figure 11(d), a single screwplastic extruder with a slit-die in front of the rollers wasinstalled so that the polymer film entered the roller micro-embossing unit immediately after the film was extruded. Theresidual heat from the film extrusion was used to pattern theweb by passing it through a conventional two-roller imprintingsetup with a draw reel.
Among the types of R2R hot embossing [109–112]reviewed above, the temperature of the mold is constantthroughout, and the embossing as well as demolding occur atthe same mold temperature. As a result, the polymer will startto reflow immediately after the mold and polymer separate,since there is no cooling phase to ‘freeze’ the polymer featureswith the mold in contact. This phenomenon is more severe athigher temperature. To circumvent this problem, Fagan et al[113] introduced two innovations into the classic R2R microhot embossing system, as shown in figures 12(a) and (b).Firstly, a conveyor ribbon mold and local inductive heatingwere introduced in order to solely heat only a local area of theribbon mold to transfer textures onto the substrate. Thereby, thepower consumption was less and the next cooling process wasmore efficient because heat did not accumulate in the conveyorroller mold elements. Secondly, the temperature gradient ofsubstrate during the forming and demolding process washighlighted. As the mold moved through the induction-heatingcoil, it was heated to the desired temperature and movedinto contact with the pressure roller, where it began to cool.After embossing, the mold was quickly cooled during theholding stage via forced convection where the temperatureswere desired to be just around Tg. Once the temperature of thefilm was well below Tg (40 ◦C below or more), the film was
lifted off the embossing roller and the microstructures werewell maintained.
With the increasing demand for double-sided micro-structured thermoplastic webs, some researchers have begun todevelop double-sided R2R hot embossing machines. Makelaet al [114] produced microstructures on both sides of a 95 μmthick and 50 mm wide cellulose acetate (CA) film by bothsequential and simultaneous approaches. The experimentalresults indicated that the sequential approach offered betterreplication in the first (upper) layer but the structures weredamaged in the second step. However, the final double-sided structure was better in the simultaneous approach.Liu et al [115] introduced an infrared (IR)-assisted R2Rembossing method to fabricate micro-features on double-sided flexible polymer substrates. A lab-scale R2R embossingfacility equipped with 500 Watt IR heaters was designed andbuilt to replicate the microstructures onto 500 μm thick PETand PC films in the experiments. Nagato et al [116] reported aniterative roller imprint of multilayered nanostructures throughuse of polymer bonding near Tg. The PMMA film wasimprinted using a nanostructured mold and heated rollers (firstlayer). Thereafter, the next imprinted thin film was thermallybonded on the backside of the first layer using other rollers.By this method, multilayered nanogap patterns with a pitch of800 nm and a depth of 300 nm were fabricated.
5.2. Process study of R2R hot embossing
The R2R micro hot embossing process is a real continuousbatch mode to transfer the microstructure patterns from theroller mold onto the substrate. Process parameters, e.g. rollertemperature, applied pressure, feed speed, etc, have greatinfluence on the formability of micro features. Makela et al[117] microstructured submicron-scale gratings on 95 μmthick CA film. Embossing speed from 0.2 to 20 m min−1 wasused to demonstrate a high volume process. The bestreplication was achieved at the speed of 0.2 m min−1 usinga pressure of 8 MPa and a temperature of 105 ◦C. In orderto optimize the R2R hot embossing, process parameterssuch as roller temperature, applied load and roller speedhave been explored in detail [118, 119] and the selected
12

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(a)
(b)
(c)
(d)
(e)
( f )
(g)
(h)
Figure 13. Micropatterns fabricated by the R2R micro hot embossing under different conditions: (a)–(d) different applied loads, (e)–(h)different roller speed. Reused from [118], Copyright 2008, with kind permission from Springer Science and Business Media.
results are presented in figure 13. A sustainable throughputof 3 m min−1 was achieved with accurate transcript ofthe dot shape of 10 μm by the load of 3 kN. Yeo et al[120] used the Box–Benhken design (BBD) [121] method forexperiment design to determine the relationship between inputparameters (roller temperature, applied pressure and preheattemperature) and the output response (normalized embosseddepth). The experimental results showed that lower patterndensity molds tended to achieve better replication at a lowerroller temperature of 110 ◦C (near Tg), coupled with higherpreheat temperature (105 ◦C) and high applied pressure (6bar). The authors attributed this phenomenon to the occurrenceof thermal reflow mechanism. Ng et al [122] investigated theinfluences of the rolling direction on the flow behavior ofpolymer. It was found that there was a directional effect wherethe pile-up was much higher at the trailing edge than that atthe leading edge. As for the double-sided R2R hot embossingprocess, Liu et al [115] found that molded microstructuresat the top side of the films exhibited superior replicability tothose at the bottom side when the embossing pressure wasapplied through a pneumatic cylinder at the top. Double-sided
microstructures of depth 150 μm and 20 μm were successfullyfabricated on both PET and PC films.
In order to understand the mechanism of R2P hotembossing, analytical and numerical models have beendeveloped to simulate the embossing process. Hao et al[123] from Northwestern University obtained two analyticalsolutions of rolling contact with adhesion. The first solutionwas a Hertz-type rolling contact between a rigid cylinderand a plane strain semi-infinite elastic substrate with finiteadhesion. The second solution was a rolling contact with aJKR singular adhesive traction. It was found by the theoreticalsolution that the friction resistance could be ascribed to theexistence of surface adhesion even if the external normal forcewas small. A 3D numerical model of R2R hot embossingwas first developed by Sahli et al [124] from the FEMTO-STInstitute to describe the flow of a polymer sheet in compressiondeformed at a constant temperature. Afterwards, the fillingrates for different cavity shapes, including triangle and circle,were further investigated with a 2D model [125]. It wasobserved that the values at the final filling time in the caseof a semicircular cavity were distinctly higher than that fora triangular cavity due to volume difference. Additionally,
13

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(b)(a)
(d)(c)
Figure 14. Micro hot embossing mold fabricated by diamond micro chiseling on a Nanotech 350 FG: (a) machine setup, (b) schematicwireframe image, (c) cube corner arrays with a structure size of 150 μm, (d) 200 μm. Reused from [128], Copyright 2012, with permissionfrom Elsevier.
Vijayaraghavan et al [126] investigated the effect of theroller mold on the embossing quality by a FEA model. Theimprint-gap decreased with increasing feature spacing until thespacing was equal to the feature width. When the workpiecewas deformed, the tighter feature spacing restricted the flowof material resulting in the material between features beingsqueezed to a lower height than the original.
6. Mold fabrication
Mold fabrication is one of the most crucial considerations inachieving high quality pattern replication. Generally speaking,the process of mold fabrication can be divided into direct-structuring methods and lithography (LIGA)-based methods.Each structuring method has different characteristics and istherefore suitable for different kinds of applications. Thesetechniques are widely used in the manufacture of imprintmolds because they are capable of creating permanent surfacepatterns on the nanoscale as well as on the micron scale.
Direct structuring methods to fabricate molds withmicrostructures consists of micro machining, micro electricdischarge machining (μEDM), laser structuring, electroplatingand so on. These methods possess the advantages of high
accuracy, easy operation and large-area fabrication, suitablefor the fabrication of metal molds, especially with large-area microstructures. Kim and Loh [127] adopted a singlecrystalline diamond (SCD) cutting tool to machine micropatterns such as successive V-grooves and micro-structuresof pyramid shape on nickel-plated mold steel and nickelalloy. Brinksmeier et al [128] developed the diamond microchiseling (DMC) process on a Nanotech 350 FG, as shown infigures 14(a) and (b), to machine full-cube retroreflectors byoverlapping a series of sharp-edged pyramidal microcavities.As presented in figures 14(c) and (d), two highly efficientretroreflective arrays with a structure size of 150 and 200 μmcovering an area of 10 mm × 10 mm were successfullydemonstrated on a nickel silver N37 mold. Je et al [129]machined precise micro prism patterns on large copper-plated roll mold with a diameter of 320 mm and a lengthof 1600 mm. The pitch, depth and shape angle were25 μm, 12.5 μm and 90◦, respectively. Ali et al [130]and Huang et al [131] used μEDM process to generatesubmillimeter-sized microstructure on copper and aluminummold, respectively. Cao et al [132] proposed a hybridmicrofabrication approach combining LIGA and parallel-μEDM, and successfully generated multiple micropatterns
14

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
Table 2. Comparison between the different methods for mold fabrication.
Technologies Feature geometry Feature size (μm) Materials Reference
Single crystalline V-grooves Depth 20, spacing 27 Nickel [127]diamond cutting tool
Micro pyramids Depth 20, spacing 35 Inconel 600Diamond micro chiseling Retroreflective arrays 150 and 200 Nickel silver N37 [128]Ultra-fine lathe Micro prism pattern Pitch 25, depth 12.5 Copper [129]Conventional EDM Microchannels Width 700, depth 1000 Beryllium copper [130]μEDM Microchannels Width 61.50, depth 49.61 Aluminum [131]Hybrid LIGA/parallel μEDM Array of micro Width 80, depth 230, Elemental Ta and SS304 [132]
gears with teeth internal diameter 690Femtosecond laser Anti-reflective structures Period 0.6–0.7, average height 0.2 Stainless steel [133]Femtosecond laser Microchannels Width 8, depth 12 AISI 304L [134]Layered laser ablation Microchannels Depth 100, width 200 Silicon [135]Ultrashort laser ablation Microspike arrays Diameter 20 Mold metal: NAK80 [136]Electroplating Microchannels Height 35 Copper [152]E-beam LIGA Anti-reflective structures Pitches 0.7,1.0 and 1.5 Silicon [137]E-beam LIGA Diffractive structures Lines and spaces 0.08 PMMA [138]E-beam LIGA Photonic crystal structures Lateral dimension 0.11, height 0.37 Nickel [139]UV LIGA Cone-like microstructures Height 25.9, tapered angle 34◦ Nickel [140]E-beam LIGA and UV LIGA Grating structures 0.2 nm and 20 Silicon and Ormocomp [151]X-ray LIGA Microchannels Lateral dimension 0.48, height 4.7 Nickel [144]Laser LIGA V-grooves Depths 44.5–281.8 PMMA [145]
with some geometrical complexity on elemental Ta and 304stainless steel. Femtosecond laser technology was applied byYao et al [133] and Choi et al [134] separately for the flat moldof anti-reflective film and microfluidics. Tanaka et al [135] andNoh et al [136] fabricated microstructures on mold metal bylaser ablation.
LIGA technology, including E-beam LIGA [137–139],UV-LIGA [140, 141], x-ray LIGA [142–144] and laser LIGA[145], is a stepwise microstructuring process, developedin the 1990s, and is interesting for industrial scalecommercialization. Basically, this technology includes thefollowing steps: seed layers of a conductive material are firstcoated onto the substrate surface for the followingelectroplating step. X-ray or UV sensitive polymers arethen deposited onto these layers. The irradiation step startsafter placing a mask possessing the desired patterns ontothe thick resist layer. After exposure, the polymeric reliefreplica of the mask patterns is obtained via the dissolutionof chemically modified material. The electroplating takesplace in an electrolytic cell, where an anode and a cathodeare plunged into an electrolytic bath [146]. In 2010, Zhanget al [147] fabricated plate molds with sub-10 nm featuresby hybrid nanoimprint-soft lithography without the need forvacuum, applied pressure or high temperature. The molds wereduplicated through coating and curing a UV-curable resist ontoa poly(dimethyl glutarimide) (PMGI) sacrificial mold that wassubsequently dissolved using an aqueous basic solution thatdid not swell the PDMS support. After the master mold wasfabricated on a rigid substrate using conventional lithographytechniques, the sheet molds including nickel film mold [148],LCP-Cu film mold [105, 149], ETFE film mold [150] weretransferred from the master mold. In addition, Wienhold et al[151] fabricated a hybrid silicon-polymer master stamp withnanometer-sized photonic resonator structures in silicon andmicrometer-sized fluidic basin structures made of Ormocomp.The grating structures were defined on silicon wafer by E-beamLIGA and reactive ion etching (RIE). Subsequently, aligned
photolithography and a second RIE step were used to definethe liquid-core waveguide height. Afterwards, a 20 μm thicklayer of Ormocomp was spin-coated onto the pre-structuredsilicon wafer and patterns were defined by UV LIGA. Table 2summarizes feature geometry, feature size and materials indifferent mold fabrication methods.
After lithography, the sheet mold is warped onto a roller,which has been proved to be the fastest and most convenientway to demonstrate continuous hot embossing. However, theproblem with thin-mold-wrapped rollers is that there is alwaysa seam on the roller surface, therefore resulting in periodicdiscontinuities in the imprinted patterns [153]. For manyapplications involving discrete devices, such as displays andmicrofluidic devices, pattern discontinuity is acceptable. Tomake a seamless roller mold, curved surface lithography hasbeen developed and widely used. As presented in figure 15,Lee et al [154] proposed an advanced approach for fabricatinga seamless roll mold based on cylindrical photolithographyisotropic chemical etching, and electropolishing. Hexagonallyarrayed concave microstructures with a near-semisphericalprofile were directly and seamlessly fabricated on a metalroller. The fabricated ball-shape microlenses had a footprintdiameter of 54 μm as well as a sag height of 20.5 μmand were hexagonally close packed with a filling ratio largerthan 91%. Huang et al [155, 156] combined stepped rotatinglithography and electroless nickel plating to fabricate a rollermold with microstructures on the surface. Microstructures withan average height of 1.1 μm as well as width of 23 and 45 μmhad been successfully fabricated on roller molds. In addition,Unno et al [157] and Taniguchi et al [158] produced a seamlessroll mold by direct writing with an electron beam onto a layerof resist material coated on a cylindrical substrate.
7. Industrial applications
Polymer components fabricated by micro hot embossing playan important role in various fields, due to the combination
15

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
(c)(a)
(d)(b)
Figure 15. An advanced approach for fabricating a seamless roll mold: (a) schematic diagrams of the step-and-rotated UV-exposure system,(b) cross-sectional view in detail, (c) photograph of the roller mold, and (d) the concave semispherical surface structures. Reused withpermission from [154].
Table 3. Potential application areas and typical examples of the micro hot embossing of thermoplastic polymers.
Application areas Application examples Polymer’s name
Optics applications: Light guide plates [60, 161, 162] and PMMA [4, 17, 60,micro-optics, able to collect, brightness enhancement films (BEF) [163] 161, 162, 168, 171,distribute, or modify the light, is for liquid crystal display (LCD) [160]. 172], COC [151],an effective method to shape and Secondary lenses for LED and OLED [164]. PET [163, 170], PCinfluence light with very small Fresnel lenses [165, 166], waveguide [4, 167] [164], Glassstructures and components and backlight device [17]. PBG08 [165],fabricated by the micro hot Anti-reflection films [168–170] and periodic Chalcogenide glassembossing process [159, 160]. triangular for gratings (PTGs) [171] for the [167], PVC [169].
enhancement of photovoltaic solar panels.Photonic resonators for optofluidic lasers[151] and solid-state lasers [172].
Biomedical applications: some Biochips [174, 175] and microfluidic chips PMMA [13, 122,polymeric materials, possessing [122, 131, 152] for medical diagnostics and 131, 152, 175, 178,excellent biocompatibility and drug delivery applications. Scaffolds in 180], PS [174, 176,biodegradable, can be fabricated tissue engineering [176] and tissue culture 177], PC [176],into various microstructures and substrates [177]. Cell culture medium COP [176],provide tailored [178, 179], DNA separation and detection COC [179].biofunctionalities [173]. [180] and micro needles [181].
MEMs applications: polymer Polymer electrophoresis micro-chip [69–72], PMMA [14, 16,MEMs devices, due to low cost, electrochemical sensor [183], polymer 182, 184, 186], CAsoftness, transparency and electrostatic comb driver actuator [182], [15], COCenvironment-friendly properties lotus structures [184], micro flow pumps [16, 69–72, 188],compared to traditional silicon [185–187], micro reactors [16] and PEDOT [183], PImaterial, are becoming an lab-on-a-chip devices [14, 15, 188]. [187].attractive research topic [182].
16

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
Table 4. A summary of recent achievements in micro feature fabrication through P2P, R2P and R2R hot embossing processes ofthermoplastic polymers.
Feature size
Embossing modes Feature geometry Lateral (μm) Height (μm) Aspect ratio Materials Reference
P2P Cuboids 0.5 and 20 1 and 25 2 and 1.25 PVC and PS [7]Channels 70 40 0.57 PMMA [8]Cavities 0.071–0.98 0.296 0.30–4.17 PMMA [56]Channels 50 30 0.60 PMMA [59]Line features 100 71 0.71 PMMA [61]Pyramid arrays 50 35.3 0.71 PMMA [66]Channels 100 37 0.37 COC [72]Channels 100 100 1.00 PMMA [73]Channels 100 50 0.50 PMMA [75]Channels 50 100 2.00 COC [76]Pyramids 100–530 260 0.49–2.60 PMMA [87]Microlens 150 35.88 0.24 PC [95]Nano-columns 0.1 0.26 2.60 PC [96]Microlens 150 25.15 0.17 PC [97]Line features 1.6 1 0.63 PS [99]Microlens 145 10.8 0.07 PC [100]Pin array 0.11 0.37 3.7 PMMA [139]Nano-columns 0.48 4.7 9.79 PMMA [144]
R2P Line features 0.07 0.04 0.57 PMMA [102]Square patterns 200 95 0.48 PC [103]Nanopillar 0.0283 0.0559 1.98 PC [104]Channels 50 25 0.50 PVC [105]Line features 0.8–5 1 0.20–1.25 PET [106]Channels 100 30 0.30 COC [108]
R2R Channels 95 30 0.32 COC [16]Line features 20–230 25 0.11–1.25 PEN [109]Channels 100 18 0.18 PMMA [110]Holes 0.5 1 2.00 COC [111]Microlens 210.4 12.89 0.06 PC [112]Sawtooth 30 30 1.00 PMMA [113]Microlens 1 0.159–0.196 0.159–0.196 CA [114]Line features 0.4 0.3 0.75 PMMA [116]Dot patterns 10 8 0.80 PET [118]Line features 25 26 1.04 PVC [119]Channels 50 30 0.60 PMMA [122]
of a wide range of behavior of polymers, low cost and highaccuracy. One of the major emerging applications for themicro hot embossing of thermoplastic polymers is thelarge area fabrication of optical components and structures.Biomedical applications like tissue engineering and drugdelivery are also attracting keen interest. Besides, applicationsin polymer MEMs devices have also been widely reported.Table 3 summarizes the potential application areas and typicalapplication examples.
8. Conclusions and outlook
With increasing demand for micropatterns on large substrates,the establishment of large-scale fabrication technology forsuch patterns has become a priority. This review has soughtto highlight some of the most important achievements inthe micro hot embossing process of thermoplastic polymers.Table 4 summarizes the feature geometry, feature sizeincluding lateral dimension and height, aspect ratio andmaterials of micro features fabricated by P2P, R2P and R2Rhot embossing processes.
Looking ahead to the future, it is clear that significantimprovements in throughput are still needed to make furtherinroads towards commercialization.
(1) P2P, R2P and R2R hot embossing processes have attractedgreat interest from both academia and industry. Eachprocess has its merits and demerits, and is suitable forvarious applications. In the long run, R2R, a continuousbatch mode and capable of achieving nanoscale structureson flexible substrates, is regarded as the most promisingtechnique. Sustainable throughputs of 3 m min−1 [118]have been reported and lots of mold fabrication methodshave been proposed and validated. With the advancementof mold fabrication technology and improvement ofthroughput capability, the R2R hot embossing processwill open a great gate for mass production in low-cost andhigh efficiency batch mode.
(2) The size effects of thermoplastic polymers have beenobserved by tensile tests, nanoindentation tests as wellas micro-bending tests. The size effects affect thematerial flow behavior and thereby have great influenceon microstructure qualities. However, the mechanismof the size effects for thermoplastic polymers hasnot been thoroughly understood and size-dependentconstitutive relations and their consequences on thematerial flow behavior are still unknown. Therefore,the fundamental understanding and modeling of size
17

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
effects on thermoplastic polymers is an important researchdirection in the future for the development of the microhot embossing process.
(3) There is a lot of ongoing research in process modelingand numerical simulation for P2P, R2P and R2Rhot embossing processes. However, the more complexrheological behavior and 3D geometries encounteredin the three types of micro hot embossing processneed the inclusion of nonlinear viscoelasticity in themodeling procedure, which is still a challenge for highWeissenburg number deformation [2]. Process modelingintegrating complex rheological behavior with size-dependent constitutive behavior remains the focus ofongoing efforts and future work.
(4) Process control is of great importance for micro hotembossing since the performance of thin film productswith microstructure patterns is not only decided bythe dimension of micro structure but also by internalphysical properties. However, many well-developedcharacterization protocols for conventional molding failin micro hot embossing applications because of theresolution problem. Process control and monitoring isa big issue for micro hot embossing and processingstructure–property relations need further investigation.
(5) Last but not least, with the demand for large polymer thinfilms in multi-layers with multi-functions, the integrationof micro hot embossing with other methods, e.g. UVlithography E-beam lithography, and x-ray lithography, isa trend in the future to balance the accuracy and productionefficiency.
Acknowledgments
This study was supported by National Natural ScienceFoundation of China (Grant Nos. 51235008 and 51121063),Program of Shanghai Subject Chief Scientist (no.13XD1402200) and Shanghai Science and TechnologyDevelopment Funds (no. 12QA1401500).
References
[1] Heckele M, Bacher W and Muller K 1998 Hotembossing—the molding technique for plasticmicrostructures Microsyst. Technol. 4 122–4
[2] Koc M and Ozel T 2011 Micro-Manufacturing: Design andManufacturing of Micro-Products (Hoboken, NJ: Wiley)
[3] Bartolini R, Hannan W, Karlsons D and Lurie M 1970Embossed hologram motion pictures for televisionplayback Appl. Opt. 9 2283–90
[4] Ulrich R, Weber H, Chandross E, Tomlinson W and Franke E1972 Embossed optical waveguides Appl. Phys. Lett.20 213–5
[5] Chou S Y, Krauss P R and Renstrom P J 1995 Imprint ofsub-25 nm vias and trenches in polymers Appl. Phys. Lett.67 3114–6
[6] Worgull M, Hetu J, Kabanemi K and Heckele M 2008 Hotembossing of microstructures: characterization of frictionduring demolding Microsyst. Technol. 14 767–73
[7] Kolew A, Munch D, Sikora K and Worgull M 2011 Hotembossing of micro and sub-micro structured inserts forpolymer replication Microsyst. Technol. 17 609–18
[8] Liu C, Li J, Liu J and Wang L 2010 Deformation behavior ofsolid polymer during hot embossing processMicroelectron. Eng. 87 200–7
[9] Lazzarino F, Gourgon C, Schiavone P and Perret C 2004Mold deformation in nanoimprint lithography J. Vac. Sci.Technol. B 22 3318–22
[10] Heidari B, Maximov I and Montelius L 2000 Nanoimprintlithography at the 6 in wafer scale J. Vac. Sci. Technol. B18 3557–60
[11] Dumond J J and Low H Y 2012 Recent developments anddesign challenges in continuous roller micro- andnanoimprinting J. Vac. Sci. Technol. B 30 010801
[12] Kololuoma T K, Tuomikoski M, Makela T, Heilmann J,Haring T, Kallioinen J, Hagberg J, Kettunen Iand Kopola H K 2004 Towards roll-to-roll fabrication ofelectronics, optics, and optoelectronics for smart andintelligent packaging Proc. SPIE 5363 77–85
[13] Liedert R, Amundsen L K, Hokkanen A, Maki M,Aittakorpi A, Pakanen M, Scherer J R, Mathies R A,Kurkinen M and Uusitalo S 2012 Disposable roll-to-rollhot embossed electrophoresis chip for detection ofantibiotic resistance gene mecA in bacteria Lab. Chip12 333–9
[14] Park S, Choi J, Amirsadeghi A, Lee J and Park S 2012 3Dnanomolding for lab-on-a-chip applications Lab. Chip12 4764–71
[15] Vig A L, Makela T, Majander P, Lambertini V, Ahopelto Jand Kristensen A 2011 Roll-to-roll fabricatedlab-on-a-chip devices J. Micromech. Microeng. 21 035006
[16] Metwally K, Robert L, Queste S, Gauthier-Manuel Band Khan-Malek C 2012 Roll manufacturing of flexiblemicrofluidic devices in thin PMMA and COC foils byembossing and lamination Microsyst. Technol. 18 199–207
[17] Makela T and Haatainen T 2012 Roll-to-roll pilotnanoimprinting process for backlight devicesMicroelectron. Eng. 97 89–91
[18] Worgull M 2009 Hot Embossing: Theory and Technology ofMicroreplication (Oxford: William Andrew Publishing)
[19] Heckele M and Schomburg W K 2004 Review on micromolding of thermoplastic polymers J. Micromech.Microeng. 14 R1–14
[20] Hansen H N, Hocken R J and Tosello G 2011 Replication ofmicro and nano surface geometries CIRP Ann.: Manuf.Technol. 60 695–714
[21] Lan S, Lee H J, Lee S H, Ni J and Lai X 2009 Experimentaland numerical study on the viscoelastic property ofpolycarbonate near glass transition temperature for microthermal imprint process Mater. Des. 30 3879–84
[22] Guo L J 2004 Recent progress in nanoimprint technology andits applications J. Phys. D: Appl. Phys. 37 R123–41
[23] Rubinstein M and Colby R H 2003 Polymer Physics (Oxford:Oxford University Press)
[24] Lin Y H 2011 Polymer Viscoelasticity: Basics, MolecularTheories, Experiments, and Simulations (Singapore:World Scientific)
[25] Fleck N, Muller G, Ashby M and Hutchinson J 1994 Straingradient plasticity: theory and experiment Acta Metall.Mater. 42 475–87
[26] Nix W D and Gao H 1998 Indentation size effects incrystalline materials: a law for strain gradient plasticityJ. Mech. Phys. Solids 46 411–25
[27] Peng L, Liu F, Ni J and Lai X 2007 Size effects in thin sheetmetal forming and its elastic–plastic constitutive modelMater. Des. 28 1731–6
[28] Lai X, Peng L, Hu P, Lan S and Ni J 2008 Material behaviormodelling in micro/meso-scale forming process withconsidering size/scale effects Comput. Mater. Sci.43 1003–9
18

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
[29] Peng L, Lai X, Lee H J, Song J H and Ni J 2009 Analysis ofmicro/mesoscale sheet forming process with uniform sizedependent material constitutive model Mater. Sci. Eng. A526 93–9
[30] Peng L, Lai X, Lee H J, Song J H and Ni J 2010 Frictionbehavior modeling and analysis in micro/meso scalemetal forming process Mater. Des. 31 1953–61
[31] Wang X S and Feng X Q 2002 Effects of thickness onmechanical properties of conducting polythiophene filmsJ. Mater. Sci. Lett. 21 715–7
[32] Jansson A and Thuvander F 2004 Influence of thickness onthe mechanical properties for starch films Carbohydr.Polym. 56 499–503
[33] Liu M, Sun J, Sun Y, Bock C and Chen Q 2009Thickness-dependent mechanical properties ofpolydimethylsiloxane membranes J. Micromech.Microeng. 19 035028
[34] Chong A C M and Lam D C C 1999 Strain gradient plasticityeffect in indentation hardness of polymers J. Mater. Res.14 4103–10
[35] Lam D C C and Chong A 1999 Indentation model and straingradient plasticity law for glassy polymers J. Mater. Res.14 3784–8
[36] Tatiraju R V S, Han C S and Nikolov S 2008 Size dependenthardness of polyamide/imide Open Mech. J. 2 89–92
[37] Nikolov S, Han C S and Raabe D 2007 On the origin of sizeeffects in small-strain elasticity of solid polymers Int. J.Solids. Struct. 44 1582–92
[38] Lam D C C and Chong A 2000 Effect of cross-link densityon strain gradient plasticity in epoxy Mater. Sci. Eng. A281 156–61
[39] Han C S and Nikolova S 2007 Indentation size effects inpolymers and related rotation gradients J. Mater. Res.22 1662–72
[40] Han C S 2010 Influence of the molecular structure onindentation size effect in polymers Mater. Sci. Eng. A527 619–24
[41] Argon A 1973 A theory for the low-temperature plasticdeformation of glassy polymers Philos. Mag. 28 839–65
[42] McFarland A W and Colton J S 2005 Role of materialmicrostructure in plate stiffness with relevance tomicrocantilever sensors J. Micromech. Microeng. 15 1060
[43] Lam D C C, Yang F, Chong A C M, Wang J and Tong P 2003Experiments and theory in strain gradient elasticity J.Mech. Phys. Solids 51 1477–508
[44] Wei W and Lam D C C 2010 Size-dependent behavior ofmacromolecular solids I: molecular origin of the sizeeffect Comp. Model. Eng. Sci. 64 213–26
[45] Lam D C C, Keung L H and Tong P 2010 Size-dependentbehavior of macromolecular solids II: higher-orderviscoelastic theory and experiments Comp. Model. Eng.Sci. 66 73–99
[46] Yang F, Chong A C M, Lam D C C and Tong P 2002 Couplestress based strain gradient theory for elasticity Int. J.Solids. Struct. 39 2731–43
[47] Karger-Kocsis J, Czigany T and Moskala E J 1997 Thicknessdependence of work of fracture parameters of anamorphous copolyester Polymer 38 4587–93
[48] Tjernlund J A, Gamstedt E K and Gudmundson P 2006 Anexperimental investigation of the relationship betweenmolecular structure and length scales in inelasticdeformation of an amorphous thermoplastic IUTAM Symp.on Size Effects on Material and Structural Behavior atMicron- and Nano-Scales pp 143–50
[49] Briscoe B, Fiori L and Pelillo E 1998 Nano-indentation ofpolymeric surfaces J. Phys. D: Appl. Phys. 31 2395
[50] Li X and Bhushan B 2000 Continuous stiffness measurementand creep behavior of composite magnetic tapes ThinSolid Films 377-378 401–6
[51] Shen L, Liu T and Lv P 2005 Polishing effect onnanoindentation behavior of nylon 66 and itsnanocomposites Polym. Test. 24 746–9
[52] Jenoptik Mikrotechnik GmbHwww.jenoptik.com/en-optical-systems
[53] WICKERT Presstech www.wickert-presstech.de[54] SUSS MicroTec www.suss.com[55] Karlsruhe Institute of Technology (KIT)
www.imt.kit.edu/english/285.php[56] Liu C, Li J, Liang Y, Peng J and Wang L 2010 Filling modes
of polymer during submicron and nano-fabrication nearglass transition temperature J. Mater. Process. Technol.210 696–702
[57] Lee C S, Kang C G and Youn S W 2010 Effect of formingconditions on linear patterning of polymer materials by hotembossing process Int. J. Precis. Eng. Manuf. 11 119–27
[58] Singh K and Dupaix R B 2012 Hot-embossing experimentsof polymethyl methacrylate across the glass transitiontemperature with variation in temperature and hold timesPolym. Eng. Sci. 52 1284–92
[59] Lin M C, Yeh J P, Chen S C, Chien R D and Hsu C L 2013Study on the replication accuracy of polymer hot embossedmicrochannels Int. Commun. Heat Mass 42 55–61
[60] Yang C H and Yang S Y 2013 A high-brightness light guideplate with high precise double-sided microstructuresfabricated using the fixed boundary hot embossingtechnique J. Micromech. Microeng. 23 035033
[61] Kiew C M, Lin W J, Teo T J, Tan J L, Lin W and Yang G2009 Finite element analysis of PMMA pattern formationduring hot embossing process IEEE/ASME Conf. on Adv.Intell. Mechatron. (AIM) pp 314–9
[62] Gaidys R, Narijauskaite B, Palevicius A and Janusas G 2012Numerical simulation of hot imprint process of periodicallamellar microstructure into polycarbonate Proc. SPIE8248 82480I-9
[63] Park J M, Kang T G and Park S J 2011 Numerical simulationof hot embossing filling stage using a viscoelasticconstitutive model Korea–Aust. Rheol. J. 23 139–46
[64] Taylor H, Hale M, Lam Y C and Boning D 2010 A methodfor the accelerated simulation of micro-embossedtopographies in thermoplastic polymers J. Micromech.Microeng. 20 065001
[65] Dupaix R B and Cash W 2009 Finite element modeling ofpolymer hot embossing using a glass–rubber finite strainconstitutive model Polym. Eng. Sci. 49 531–43
[66] He Y, Fu J, Zhao P and Chen Z C 2012 Enhanced polymerfilling and uniform shrinkage of polymer and mold in a hotembossing process Polym. Eng. Sci. 53 1314–29
[67] Zhang T, He Y and Fu J 2011 Finite element modeling ofpolymer flow during hot embossing with different moldstructures and embossing conditions Adv. Mater. Res.305 144–8
[68] Srivastava V, Chester S A, Ames N M and Anand L 2010 Athermo-mechanically-coupled large-deformation theoryfor amorphous polymers in a temperature range whichspans their glass transition Int. J. Plast. 26 1138–82
[69] Jena R K, Taylor H K, Lam Y C, Boning D S and Yue C Y2011 Effect of polymer orientation on pattern replicationin a micro-hot embossing process: experiments andnumerical simulation J. Micromech. Microeng. 21 065007
[70] Jena R K, Yue C Y, Lam Y C and Wang Z Y 2010 Highfidelity hot-embossing of COC microdevices using aone-step process without pre-annealing of polymersubstrate Sensors Actuator B 150 692–9
[71] Jena R K, Chester S A, Srivastava V, Yue C Y, Anand Land Lam Y C 2011 Large-strain thermo-mechanicalbehavior of cyclic olefin copolymers: application to hotembossing and thermal bonding for the fabrication ofmicrofluidic devices Sensors Actuator B 155 93–105
19

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
[72] Jena R K, Chen X, Yue C Y and Lam Y C 2011 Rheological(visco-elastic behaviour) analysis of cyclic olefincopolymers with application to hot embossing formicrofabrication J. Micromech. Microeng. 21 085029
[73] Dirckx M E and Hardt D E 2011 Analysis andcharacterization of demolding of hot embossed polymermicrostructures J. Micromech. Microeng. 21 085024
[74] Taylor H, Boning D and Iliescu C 2011 A razor-blade test ofthe demolding energy in a thermoplastic embossingprocess J. Micromech. Microeng. 21 067002
[75] Saha B, Tor S B, Liu E, Hardt D E and Chun J H 2011Hot-embossing performance of silicon micromold coatedwith self-assembled n-octadecyltrichlorosilane SensorsActuator B 160 207–14
[76] Saha B, Liu E, Tor S, Khun N, Hardt D and Chun J 2010Replication performance of Si-N-DLC-coated Simicro-molds in micro-hot-embossing J. Micromech.Microeng. 20 045007
[77] Kabanemi K, Marcotte J P, Hetu J F, Worgull Mand Heckele M 2009 Numerical simulation of athermoviscoelastic frictional problem with application tothe hot-embossing process for manufacturing ofmicrocomponents Int. Polym. Process. 174–84
[78] Shan X, Liu Y and Lam Y 2008 Studies of polymerdeformation and recovery in micro hot embossingMicrosyst. Technol. 14 1055–60
[79] Bogdanski N, Wissen M, Mollenbeck S and Scheer H-C 2007Structure size dependent recovery of thin polystyrenelayers in thermal imprint lithography Microelectron. Eng.84 860–3
[80] Takagi H, Takahashi M, Maeda R, Onishi Y, Iriye Y,Iwasaki T and Hirai Y 2008 Experimental and numericalanalyses on recovery of polymer deformation afterdemolding in the hot embossing process J. Vac. Sci.Technol. B 26 2399–403
[81] Dirikolu M H and Akdemir E 2004 Computer aidedmodelling of flexible forming process J. Mater. Process.Technol. 148 376–81
[82] Peng L, Hu P, Lai X, Mei D and Ni J 2009 Investigation ofmicro/meso sheet soft punch stampingprocess—simulation and experiments Mater. Des.30 783–90
[83] Nagarajan P and Yao D 2009 Rubber-assisted micro formingof polymer thin films Microsyst. Technol. 15 251–7
[84] Nagarajan P and Yao D 2011 Uniform shell patterning usingrubber-assisted hot embossing process: I. ExperimentalPolym. Eng. Sci. 51 592–600
[85] Nagarajan P and Yao D 2011 Uniform shell patterning usingrubber-assisted hot embossing process: II. Process analysisPolym. Eng. Sci. 51 601–8
[86] Liu S J and Dung Y T 2005 Hot embossing precise structureonto plastic plates by ultrasonic vibration Polym. Eng. Sci.45 915–25
[87] Mekaru H, Nakamura O, Maruyama O, Maeda Rand Hattori T 2007 Development of precision transfertechnology of atmospheric hot embossing by ultrasonicvibration Microsyst. Technol. 13 385–91
[88] Schomburg W K, Burlage K and Gerhardy C 2011 Ultrasonichot embossing Micromachines 2 157–66
[89] Burlage K, Gerhardy C and Schomburg W 2012 Ultrasonichot embossing and welding of micro structuresMicromech. Microactuators 2 113–23
[90] Liu S J and Huang Y C 2009 Manufacture of dual-sidesurface-relief diffusers with various cross angles usingultrasonic embossing technique Opt. Express 20 18083–92
[91] Yu H W, Lee C H, Jung P G, Shin B S, Kim J-H, Hwang K-Yand Ko J S 2009 Polymer microreplication usingultrasonic vibration energy J. Micro/Nanolith. MEMSMOEMS. 8 021113
[92] Seo Y-S and Park K 2012 Direct patterning of micro-featureson a polymer substrate using ultrasonic vibrationMicrosyst. Technol. 18 2053–61
[93] Lin C H and Chen R 2006 Ultrasonic nanoimprintlithography: a new approach to nanopatterning J. Micro/Nanolithogr. MEMS MOEMS. 5 011003
[94] Lin C H and Chen R 2007 Effects of mold geometries andimprinted polymer resist thickness on ultrasonicnanoimprint lithography J. Micromech. Microeng. 17 1220
[95] Hocheng H, Wen T T and Yang S Y 2008 Replication ofmicrolens arrays by gas-assisted hot embossing Mater.Manuf. Process. 23 261–8
[96] Wu J T, Yang S Y, Deng W C and Chang W Y 2010 A novelfabrication of polymer film with tapered sub-wavelengthstructures for anti-reflection Microelectron. Eng.87 1951–4
[97] Chang C Y, Yang S Y, Huang L S and Chang J H 2006Fabrication of plastic microlens array using gas-assistedmicro-hot-embossing with a silicon mold Infrared. Phys.Technol. 48 163–73
[98] Pedersen R H, Hansen O and Kristensen A 2008 A compactsystem for large-area thermal nanoimprint lithographyusing smart stamps J. Micromech. Microeng. 18 055018
[99] Senn T, Waberski C, Wolf J, Esquivel J P, Sabate Nand Lochel B 2011 3D structuring of polymer parts usingthermoforming processes Microelectron. Eng. 88 11–6
[100] Wu J T, Chang W Y and Yang S Y 2010 Fabrication of anano/micro hybrid lens using gas-assisted hot embossingwith an anodic aluminum oxide (AAO) templateJ. Micromech. Microeng. 20 075023
[101] Cheng F S and Hsue A W J 2012 Sub-wavelength structures(SWSs) on the polycarbonate film for antireflection byusing gas-assisted hot embossing Adv. Sci. Lett. 8 573–7
[102] Tan H, Gilbertson A and Chou S Y 1998 Roller nanoimprintlithography J. Vac. Sci. Technol. B 16 3926–8
[103] Lan S, Song J H, Lee M G, Ni J, Lee N K and Lee H J 2010Continuous roll-to-flat thermal imprinting process forlarge-area micro-pattern replication on polymer substrateMicroelectron. Eng. 87 2596–601
[104] Guo C, Feng L, Zhai J, Wang G, Song Y, Jiang L and Zhu D2004 Large-area fabrication of a nanostructure-inducedhydrophobic surface from a hydrophilic polymer Chem.Phys. Chem. 5 750–3
[105] Shan X, Jin L, Soh Y C and Lu C W 2010 A polymer-metalhybrid flexible mould and application for large area hotroller embossing Microsyst. Technol. 16 1393–8
[106] Youn S W, Ogiwara M, Goto H, Takahashi M and Maeda R2008 Prototype development of a roller imprint system andits application to large area polymer replication for amicrostructured optical device J. Mater. Process. Technol.202 76–85
[107] Lim H J, Choi K B, Kim G H, Park S Y, Ryu J H and Lee J J2011 Roller nanoimprint lithography for flexible electronicdevices of a sub-micron scale Microelectron. Eng.88 2017–20
[108] Metwally K, Queste S, Robert L, Salut R and Khan-Malek C2011 Hot roll embossing in thermoplastic foils usingdry-etched silicon stamp and multiple passesMicroelectron. Eng. 88 2679–82
[109] Yun D, Son Y, Kyung J, Park H, Park C, Lee S and Kim B2012 Development of roll-to-roll hot embossing systemwith induction heater for micro fabrication Rev. Sci.Instrum. 83 015108
[110] Yeo L P, Ng S H, Wang Z, Wang Z and De Rooij N F 2009Micro-fabrication of polymeric devices using hot rollerembossing Microelectron. Eng. 86 933–6
[111] Velten T, Bauerfeld F, Schuck H, Scherbaum S,Landesberger C and Bock K 2011 Roll-to-roll hot
20

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
embossing of microstructures Microsyst. Technol.17 619–27
[112] Jiang L T, Huang T C, Chiu C R, Chang C Y and Yang S Y2007 Fabrication of plastic microlens arrays using hybridextrusion rolling embossing with a metallic cylinder moldfabricated using dry film resist Opt. Express 15 12088–94
[113] Fagan M D, Kim B H and Yao D 2009 A novel process forcontinuous thermal embossing of large-area nanopatternsonto polymer films Adv. Polym. Tech. 28 246–56
[114] Makela T, Haatainen T, Majander P, Ahopelto Jand Lambertini V 2008 Continuous double-sidedroll-to-roll imprinting of polymer film Japan. J. Appl.Phys. 47 5142
[115] Liu S J, Huang C C and Liao C T 2012 Continuousinfrared-assisted double-sided roll-to-roll embossing offlexible polymer substrates Polym. Eng. Sci. 52 1395–401
[116] Nagato K, Sugimoto S, Hamaguchi T and Nakao M 2010Iterative roller imprint of multilayered nanostructuresMicroelectron. Eng. 87 1543–5
[117] Makela T, Haatainen T and Ahopelto J 2011 Roll-to-rollprinted gratings in cellulose acetate web using novelnanoimprinting device Microelectron. Eng. 88 2045–7
[118] Ishizawa N, Idei K, Kimura T, Noda D and Hattori T 2008Resin micromachining by roller hot embossing Microsyst.Technol. 14 1381–8
[119] Shan X, Soh Y, Jin L and Lu C 2010 Large area micro rollerembossing using low cost flexible mould fabricated frompolymer–metal film Symp. on Design Test Integration andPackaging of MEMS/MOEMS (DTIP) pp 316–9
[120] Yeo L, Ng S, Wang Z, Xia H, Wang Z, Thang V, Zhong Zand De Rooij N 2010 Investigation of hot roller embossingfor microfluidic devices J. Micromech. Microeng.20 015017
[121] Box G E P and Behnken D W 1960 Some new three leveldesigns for the study of quantitative variablesTechnometrics 2 455–75
[122] Ng S and Wang Z 2009 Hot roller embossing formicrofluidics: process and challenges Microsyst. Technol.15 1149–56
[123] Hao S and Keer L 2007 Rolling contact between rigidcylinder and semi-infinite elastic body with sliding andadhesion J. Tribol.: Trans. ASME 129 481–94
[124] Sahli M, Malek C K and Gelin J C 2009 3D modelling andsimulation of the filling of cavities by viscoelastic polymerin roll embossing process Int. J. Mater. Form. 2 725–8
[125] Sahli M, Gelin J and Barriere T 2010 Numerical modelling ofthe polymers replication in micro-cavities by the rollembossing process Int. J. Mater. Form. 3 607–10
[126] Vijayaraghavan A, Hayse-Gregson S, Valdez Rand Dornfeld D 2008 Analysis of process variable effectson the roller imprinting process Trans. NAMRI/SME36 113–20
[127] Kim G D and Loh B G 2011 Direct machining of micropatterns on nickel alloy and mold steel by vibrationassisted cutting Int. J. Precis. Eng. Manuf. 12 583–8
[128] Brinksmeier E, Glabe R and Schonemann L 2012 Diamondmicro chiseling of large-scale retroreflective arrays Precis.Eng. 36 650–7
[129] Je T J, Jeon E C, Park S C, Choi D S, Whang K Hand Kang M C 2011 Improvement of machining quality ofcopper-plated roll mold by controlling temperaturevariation Trans. Nonferr. Met. Soc. 21 s37–41
[130] Ali M Y and Mohammad A S 2009 Effect of conventionalEDM parameters on the micromachined surface roughnessand fabrication of a hot embossing master microtoolMater. Manuf. Process. 24 454–8
[131] Huang M S, Chiang Y C, Lin S C, Cheng H C, Huang C F,Shen Y K and Lin Y 2012 Fabrication of microfluidic chip
using micro-hot embossing with micro electrical dischargemachining mold Polym. Adv. Technol. 23 57–64
[132] Cao D M, Jiang J, Yang R and Meng W J 2006 Fabrication ofhigh-aspect-ratio microscale mold inserts by parallelμEDM Microsyst. Technol. 12 839–45
[133] Yao T F, Wu P H, Wu T M, Cheng C W and Yang S Y 2011Fabrication of anti-reflective structures using hotembossing with a stainless steel template irradiated byfemtosecond laser Microelectron. Eng. 88 2908–12
[134] Choi H W, Bong S, Farson D F, Lu C and Lee L J 2009Femtosecond laser micromachining and application of hotembossing molds for microfluid device fabricationJ. Laser Appl. 21 196–204
[135] Tanaka H and Wood R J 2010 Fabrication of corrugatedartificial insect wings using laser micromachined moldsJ. Micromech. Microeng. 20 075008
[136] Noh J, Lee J H, Lee S Y and Na S 2010 Fabrication ofrandom microspikes on mold metal by ultrashort laserablation for hydrophilic surface Japan. J. Appl. Phys.49 106503
[137] Chen J Y and Sun K W 2010 Enhancement of the lightconversion efficiency of silicon solar cells by usingnanoimprint anti-reflection layer Sol. Energ. Mater. Sol. C.94 629–33
[138] Gorelick S, Vila-Comamala J, Guzenko V, Mokso R,Stampanoni M and David C 2010 Direct e-beam writing ofhigh aspect ratio nanostructures in PMMA: a tool fordiffractive x-ray optics fabrication Microelectron. Eng.87 1052–6
[139] Schelb M, Vannahme C, Kolew A and Mappes T 2011 Hotembossing of photonic crystal polymer structures with ahigh aspect ratio J. Micromech. Microeng. 21 025017
[140] Chung C K, Sher K, Syu Y and Cheng C 2010 Fabrication ofcone-like microstructure using UV LIGA-like for lightguide plate application Microsyst. Technol. 16 1619–24
[141] Xuelin Z, Gang L, Ying X, Yuhua G and Yangchao T 2006Fabrication of PMMA microchip of capillaryelectrophoresis by optimized UV-LIGA process J. Phys.:Conf. Ser. 34 875
[142] Lee B K, Kim J H, Kim D S, Chang S S and Kwon T H 2010Microfabrication of a nickel mold insert by a modifieddeep x-ray lithography process and its application to hotembossing Microelectron. Eng. 87 2449–55
[143] Lee B-K and Kwon T 2010 Development of separatedmicromold system for an efficient replication of highaspect ratio microstructures Microsyst. Technol.16 1385–92
[144] Mappes T, Worgull M, Heckele M and Mohr J 2008Submicron polymer structures with x-ray lithography andhot embossing Microsyst. Technol. 14 1721–5
[145] Chung C K, Syu Y J, Wang H Y, Cheng C C, Lin S Land Tu K Z 2013 Fabrication of flexible light guide plateusing CO2 laser LIGA-like technology Microsyst. Technol.19 439–43
[146] Julien G, Thierry C and Patrice M 2007 Microinjectionmolding of thermoplastic polymers: a review J.Micromech. Microeng. 17 R96–109
[147] Zhang J, Cui B and Ge H 2011 Fabrication of flexible moldfor hybrid nanoimprint-soft lithography Microelectron.Eng. 88 2192–5
[148] Han J, Choi S, Lim J, Lee B and Kang S 2009 Fabrication oftransparent conductive tracks and patterns on flexiblesubstrate using a continuous UV roll imprint lithographyJ. Phys. D: Appl. Phys. 42 115503
[149] Zhong Z and Shan X 2012 Microstructure formation viaroll-to-roll UV embossing using a flexible mould madefrom a laminated polymer–copper film J. Micromech.Microeng. 22 085010
21

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
[150] Ahn S H and Guo L J 2009 High-speed roll-to-rollnanoimprint lithography on flexible substrate andmold-separation analysis Proc. SPIE 7205 72050U
[151] Wienhold T, Breithaupt F, Vannahme C, BroknerChristiansen M, Dorfler W, Kristensen A and Mappes T2012 Diffusion driven optofluidic dye lasers encapsulatedinto polymer chips Lab. Chip 12 3734–9
[152] Nugen S R, Asiello P and Baeumner A 2009 Design andfabrication of a microfluidic device for near-single cellmRNA isolation using a copper hot embossing masterMicrosyst. Technol. 15 477–83
[153] Chang C Y, Yang S Y and Chu M H 2007 Rapid fabricationof ultraviolet-cured polymer microlens arrays by soft rollerstamping process Microelectron. Eng. 84 355–61
[154] Lee Y C, Chen H W and Hsiao F B 2012 Fabrication ofseamless roller mold for continuous roller imprinting ofmicrolens array films J. Microelectromech. Syst.21 316–23
[155] Huang T C, Wu J T, Yang S Y, Huang P H and Chang S H2009 Direct fabrication of microstructures on metal rollerusing stepped rotating lithography and electroless nickelplating Microelectron. Eng. 86 615–8
[156] Wu J T, Lai H C, Yang S Y, Huang T C and Wu S H 2010Dip coating cooperated with stepped rotating lithographyto fabricate rigid microstructures onto a metal rollerMicroelectron. Eng. 87 2091–6
[157] Unno N and Taniguchi J 2011 Fabrication of the metal nanopattern on plastic substrate using roll nanoimprintMicroelectron. Eng. 88 2149–53
[158] Taniguchi J and Aratani M 2009 Fabrication of a seamless rollmold by direct writing with an electron beam on a rotatingcylindrical substrate J. Vac. Sci. Technol. B 27 2841–5
[159] Worgull M, Schneider M, Heilig M, Kolew A, Dinglreiter Hand Mohr J 2010 Replication of optical components by hotembossing Proc. SPIE 7716 771604
[160] Shieh H P D, Huang Y P and Chien K W 2005 Micro-opticsfor liquid crystal displays applications J. Disp. Technol.1 62–76
[161] He Y, Zhang T, Fu J and Chen Z C 2010 Experimental studyon the fabrication of the light guide plate with hotembossing method Appl. Mech. Mater. 37 448–52
[162] Wu C H and Lu C H 2008 Fabrication of an LCD light guideplate using closed-die hot embossing J. Micromech.Microeng. 18 035006
[163] Jones V W, Theiss S, Gardiner M, Clements J and Florczak J2009 Roll to roll manufacturing of subwavelength opticsProc. SPIE 7205 72050T
[164] Gale M T, Gimkiewicz C, Obi S, Schnieper M, Sochtig J,Thiele H and Westenhofer S 2005 Replication technologyfor optical microsystems Opt. Laser. Eng. 43 373–86
[165] Kujawa I, Kasztelanic R, Waluk P, St↪epien R, Harasny K,
Pysz D, Klimczak M and Buczynski R 2013 Fresnel lensfabrication for MidIR optics and fiberoptic technique byusing hot embossing process Proc. SPIE 8698 869804
[166] Peng H, Ho Y L, Yu X-J, Wong M and Kwok H-S 2005Coupling efficiency enhancement in organic light-emittingdevices using microlens array-theory and experimentJ. Disp. Technol. 1 278–82
[167] Han T, Madden S, Bulla D and Luther-Davies B 2010Production of low loss highly nonlinear chalcogenide glasswaveguides by hot embossing OSA Conf. on Adv.Photonics and Renewable Energy paper HThB3
[168] Chen J Y and Sun K W 2011 Nanostructured thin films foranti-reflection applications Thin Solid Films519 5194–8
[169] Han K S, Lee H, Kim D and Lee H 2009 Fabrication ofanti-reflection structure on protective layer of solar cellsby hot-embossing method Sol. Energ. Mater. Sol. C93 1214–7
[170] Liu S-J and Chen W-A 2013 Nanofeatured anti-reflectivefilms manufactured using hot roller imprinting andself-assembly nanosphere lithography Opt. Laser Technol.48 226–34
[171] Dey R, Bordatchev E V, Tauhiduzzaman M and Reshef H2012 Optical simulation and fabrication of periodictriangular gratings for the enhancement of photovoltaicsolar panels Proc. SPIE 8256 82561Z
[172] Vannahme C, Klinkhammer S, Lemmer U and Mappes T2011 Plastic lab-on-a-chip for fluorescence excitation withintegrated organic semiconductor lasers Opt. Express19 8179–86
[173] Lee L J 2006 Polymer nanoengineering for biomedicalapplications Ann. Biomed. Eng. 34 75–88
[174] Truckenmuller R and Giselbrecht S 2004Microthermoforming of flexible, not-buried hollowmicrostructures for chip-based life sciences applicationsIEE Proc.: Nanobiotechnol. 151 163–6
[175] Kricka L J, Fortina P, Panaro N J, Wilding P,Alonso-Amigo G and Becker H 2002 Fabrication ofplastic microchips by hot embossing Lab Chip2 1–4
[176] Giselbrecht S, Gietzelt T, Gottwald E, Guber A E,Trautmann C, Truckenmuller R and Weibezahn K F 2004Microthermoforming as a novel technique formanufacturing scaffolds in tissue engineering (CellChips)IEE Proc.: Nanobiotechnol. 151 151–7
[177] Giselbrecht S, Gietzelt T, Gottwald E, Trautmann C,Truckenmuller R, Weibezahn K F and Welle A 2006 3Dtissue culture substrates produced by microthermoformingof pre-processed polymer films Biomed. Microdevices8 191–9
[178] Schneider P, Steitz C, Schafer K H and Ziegler C 2009 Hotembossing of pyramidal micro-structures in PMMA forcell culture Phys. Status Solidi A 206 501–7
[179] Jeon J S, Chung S, Kamm R D and Charest J L 2011 Hotembossing for fabrication of a microfluidic 3D cell cultureplatform Biomed. Microdevices 13 325–33
[180] Lee G B, Chen S H, Huang G R, Sung W C and Lin Y H2001 Microfabricated plastic chips by hot embossingmethods and their applications for DNA separation anddetection Sensors Actuator B 75 142–8
[181] Han M, Kim D K, Kang S H, Yoon H-R, Kim B-Y, Lee S S,Kim K D and Lee H G 2009 Improvement inantigen-delivery using fabrication of a grooves-embeddedmicroneedle array Sensors Actuator B137 274–80
[182] Amaya S, Dao D V and Sugiyama S 2009 Development ofpolymer electrostatic comb-drive actuator using hotembossing and ultraprecision cutting technologyJ. Micro/Nanolith. MEMS MOEMS 8 043065
[183] Kafka J, Larsen N B, Skaarup S and Geschke O 2010Fabrication of an all-polymer electrochemical sensor byusing a one-step hot embossing procedure Microelectron.Eng. 87 1239–41
[184] Worgull M, Heckele M, Mappes T, Matthis B, Tosello G,Metz T, Gavillet J, Koltay P and Hansen H N 2009Sub-μm structured lotus surfaces manufacturingMicrosyst. Technol. 15 1327–33
[185] Komatsuzaki H, Suzuki K, Liu Y, Kosugi T, Ikoma R,Youn S-W, Takahashi M, Maeda R and Nishioka Y 2011Flexible polyimide micropump fabricated using hotembossing Japan. J. Appl. Phys. 50 06GM9
[186] Saito H, Komatsuzaki H, Ikoma R, Komori T, Kuroda K,Kimura Y, Fukushi Y, Maenosono H, Koide S, Satano Mand Nishioka Y 2013 Fabrication of electroosmotic flowpump on polymethylemethacrylate substrate using hotembossing Key Eng. Mater. 538 125–8
22

J. Micromech. Microeng. 24 (2014) 013001 Topical Review
[187] Saito H, Komatsuzaki H, Ikoma R, Komori T, Kuroda K,Kimura Y, Fukushi Y, Maenosono H, Koide S, Satano Mand Nishioka Y 2013 Electroosmotic flow pump ontransparent polyimide substrate fabricated using hotembossing Appl. Mech. Mater.300-301 1356–9
[188] Bilenberg B, Hansen M, Johansen D, Ozkapici V,Jeppesen C, Szabo P, Obieta I M, Arroyo O,Tegenfeldt J O and Kristensen A 2005 Topas-basedlab-on-a-chip microsystems fabricated by thermalnanoimprint lithography J. Vac. Sci. Technol. B23 2944–9
23