Embed Size (px)
Citation preview

http://web.mst.edu/~lekakhs/webpage%20Lekakh/
Methodologies of Inverse Simulation of Metallurgical Processes. A Review
Simon N. Lekakh
Missouri University of Science and Technology
223 McNutt Hall, 1400 N. Bishop Street, Rolla, MO 65409, USA
Synopsis
Inverse simulation is a powerful research technique with a long and successful history of modeling
metallurgical processes. However, the capabilities of this method are underestimated because only a few
‘ready to use’ simulation packages have an embedded in verse simulation option. Inverse simulation in
metallurgical research is not a standalone tool, but works in combination with other experimental and direct
simulation methods. There is no one unified rule for using inverse simulation for metallurgical research.
This article describes several approaches developed for obtaining transient properties of materials used in
metal casting processes, simulating steelmaking processes in the ladle, tundish and continuous caster, and
reconstructing solidification kinetics based on observed final cast structure. In each described case, the
Characteristic Functions were determined; these Characteristic Functions play a key role in inverse
optimization. In described cases, the combinations of direct CFD method and specially designed
experiments were used together with inverse simulations. This review shows a variety of practical
applications of inverse simulation in metallurgy, rather than providing detailed mathematical analysis of
these methods.
Key words: inverse simulation, metallurgical processes, ladle, tundish, caster, ceramic shell, solidification
Introduction
Inverse simulations are a powerful research technique for studying metallurgical processes as an
intermediate between direct numerical simulations and experimental methods. In direct simulations, the
governing equations, boundary conditions, and the properties are given at the start of modeling. Using the
direct simulation techniques a model output response is determined for a given set of initial conditions and
for selected input variables. The quality of the direct simulation is judged by its correspondence with
metallurgical experiment. However, in high temperature metallurgical processes, the disagreement of
simulated predictions with experimental measurement could be related to: (i) unknown phenomena which
were not considered in the basic model, (ii) poorly understood boundary conditions where high-temperature
gradient and multiple physicochemical interactions take place, and (iii) transient material properties
affected by a high-temperature process history. Therefore in some cases, the agreement between direct
simulation of metallurgical processes and experiment could be unsatisfactory.
In these conditions, an inverse simulation allows the investigator to obtain the best agreement between
modeled and experimental results. Inverse simulations are defined as the reverse of direct simulation
methodology, where the time history of output variables is prescribed before simulations and the inverse
simulation algorithm allows the investigator to determine the time history of the corresponding input
variables. In metallurgical processes, the inverse simulation approach is of practical value for a number of
reasons. This review provides several practical examples of inverse simulation techniques used by the
researches to obtain transient high temperature properties of materials used in metal casting processes, to
verify boundary conditions, to simulate steelmaking processes in the ladle, tundish, and continuous caster;
and to reconstruct solidification kinetics based on the observed final cast structure. In these cases, the
combination of direct CFD methods and specially designed experiments were used together with inverse
simulation. The goal of this review is to show rather a variety of practical applications of inverse simulation

in metallurgy than provide detailed mathematical analysis of this method. For those with particular interest
in general inverse simulation methodology, more information is available1-3). The paper is structured as
follows: each example has problem statement, used methodology, and illustrations of the results. In
conclusion, the described approaches were ’mapped’ together with the others used simulation and
experimental methods.
1. Thermal properties of solidified alloys
Problem statement. Casting simulation results are only useful to a metallurgy practice if they reflect the
real thermal properties of solidified alloys. A solidification path in multi-components industrial alloys could
be initially predicted by thermodynamic simulations assuming an equilibrium model (infinity diffusivity of
alloying elements in solidified alloy) or a Scheil model (restricted solid state diffusion). The real
solidification path is somewhere between these two extremes and depends on a cooling rate and melt
conditions. The two common laboratory methods (differential thermal analysis (DTA) and a differential
scanning calorimetry (DSC)) are used for determination of the liquidus and solidus temperatures and
enthalpy related properties (heat capacity and latent heat). However, these methods have problems with
detection of non-equilibrium solidus in high alloyed steels. DTA and DSC experiments do not replicate
industrial liquid treatment processes (non-metallic inclusions, gases, potential heterogeneous nucleation
sites) due used small re-melted specimen (<1 g).
Solidification characteristics of the real industrial alloy can also be determined from the cooling curves
obtained from the industrial castings. A single thermocouple method with Newtonian analysis4,5) or a two
thermocouples method with Fourier analysis6) were suggested. However, simplified analytical assumptions
of thermal field used in these methods decrease accuracy of the calculated solidification characteristics.
Methodology. Commercial software Procast7) and Magmasoft8) have the special modules for inverse
simulation of industrial metal casting trial. The energy conservation equation is used for determination of
the value of latent heat (L) and the function of solid fraction (fs) vs temperature (T) or solidification time (τ)
for fixed values of solid and liquid heat capacities (c), casting-mold boundary conditions, and mold thermal
properties:
𝑝(𝑐 − 𝐿𝑑𝑓
𝑑𝑇)𝜕𝑇
𝜕𝜏= ∇(𝑘∇𝑇) (1)
The experimental cooling curve obtained from the casting T = Ψ(τ) is used to develop the Characteristic
Function, which could be cooling rate vs solidification time (dT/dτ = Θ(τ)) or cooling rate vs solidification
temperature (dT/dτ = Φ(T))9). The Φ(T)) function better indicates the solidification end. Inverse CFD
simulation was used to fit the experimental and the virtually simulated Characteristic Functions by varying
the latent heat (L) value and the incremental value of solid fraction ( df/dT).
Solidification path and thermo-physical properties. The solidification passes of three high alloyed
stainless steels and two nickel based alloys were determined from the several experimental cooling curves
obtained from each casting9). Initial material properties were generated using thermodynamic software and
this data set was modified using an interactive inverse method. The used method utilizes comparison
between the measured cooling rate with the corresponding simulated value to direct changes in the dataset,
until satisfactory agreement between simulated and measured Characteristic Functions was reached.
Authors9) mentioned that the presented iterative inverse method was more accurate than traditional
Newtonian and Fourier thermal analysis.
2. Optimization of interfacial metal-mold heat transfer coefficient (IHTC)
Problem statement. The casting simulation predictions are only as accurate as the material and processing
properties used as input. The casting experiments demonstrated the large variations of casting-mold
boundary conditions in different casting processes which cannot be accurately obtained from pure

theoretical models. A number of studies have been conducted to determine interfacial heat-transfer
coefficient (IHTC) between a solidified casting and a mold, which can be sand or permanent and poured
by gravity or assisted by low pressure or high pressure10,11) . IHTC play important role in productivity of
steel continuous casting process12). Analysis of effective IHTC (heff) having convection and radiation
components is based on the following equation:
q=heff (Tcasting-Tmold) (2)
where: q is in the heat flux, Tcasting and Tmold are the temperatures at the casting and mold surfaces.
Since many factors play role in heff, determining it accurate value is a very specific to a given casting shape
and the cast process.
Methodology. Inverse simulation is a common method to determine heff for the specific casting conditions.
For example, to study IHTC in low pressure aluminum casting process, a set of thermocouples was inserted
into the casting cavity and the wall of permeant mold to collect the thermal curves10). A OptCast module of
ProCAST finite-element simulation software7) was used to generate the virtual cooling curves (Tsim). These
Characteristic Function was used in inverse simulation of heff to minimize an objective error function (𝜑) by fitting the simulated (Tsim) and experimental (Texp) cooling curves:
𝜑 = ∑ ∑ (𝑇𝑠𝑖𝑚𝑀𝑗=1
𝑁𝑖=1 − 𝑇𝑒𝑥𝑝)2 (3)
where: N is the number of thermocouples and M is the number of time-steps.
Interfacial heat-transfer coefficient. The described method with some variations was used to determine
IHTC for different metal casting processes10,11). In low pressure process, a large difference between INTC
for concave and convex surface of aluminum casting solidified in permeant mold was observed10).
Knowledge about IHTC is critically important for continuous steel casting processes12,13). The overall heat
flux from the strand to the mold can be measured from the heat flux passed to cooling water. The mold
instrumented by thermocouples is used for the direct measurement of the local heat flux13,14). These
measured heat fluxes is used as Characteristic Function for inverse determination of IHTC values in
continuous casting processes.
3. Transient thermal properties of investment ceramic shells
Problem statement. Broadly used in metal casting, investment casting shells consist of amorphous silica
binder and ceramic aggregates. The shell is subject to the firing and pouring heating/cooling cycles during
the investment casting process. Amorphous silica binder devitrification and polymorphic transformations
in the aggregate affect the investment shell thermal properties and depend on thermal history. Reliable and
realistic thermal properties data for investment casting shell molds are required to correctly simulate casting
solidification and predict the shrinkage.
Methodology. Inverse simulations of casting trials have been used often to obtain the thermal properties of
cast alloys and mold materials, as well as the specific thermal conditions at the casting/mold boundary15,16).
The experimental cooling curves obtained from the casting or the mold (or both) are used as the
Characteristic Function. Inverse CFD simulation by varying the thermal properties input is used to fit the
experimental and the virtually simulated cooling curves. This approach is relative simple; however, when
unknown cast material properties are inverse simulated from the experiment by postulating the mold
properties and the boundary conditions or vice versa, large uncertainties result. To avoid these possible
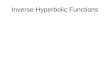
errors, the experiment must be designed carefully to minimize the number of unknown variables. An
example is the pouring of pure molten nickel16,17), with well documented thermal properties, into ceramic
shell mold to determine the transient thermal properties of the mold material (Fig. 1). The experiments were
improved by (i) covering the mold with low-conductivity ceramic fiber to decrease external heat flux, and

(ii), the thermal properties determined from a steady state laser flash method were used for stating input in
inverse simulations. CFD inverse simulation was done using the optimization module of MAGMASOFT®8).
Figure 1. Experimental and fitted inverse simulated cooling curves for casting (pure Ni) and a ceramic
shell mold [16].
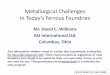
Thermal properties. Fig. 2 compares thermal property data for ceramic shell material obtained by the
inverse method and by laser flash diffusivity experiments16). It was observed that the thermal conductivity
values were fairly similar for the two methods; however, the inverse method determined higher values of
heat capacity than the laser flash method, due to the effect of reaction heat released during shell sintering
and devitrification. Combining the experimental results and those calculated using inverse simulation a
comprehensive thermal properties database for seven industrial shell systems was developed 16,17).
Figure 2. Comparison of heat capacity (Cp) and coefficient of thermal conductivity (K) of silica-based
ceramic investment shell determined by inverse simulation and laser flash methods [16].
4. Simulations of Steelmaking Processes
Problem statement. From a practical standpoint, the major objectives in the study of liquid steel
processing can be classified into three levels: (1) process understanding, (2) process design, and (3)
process control. Multi-phase CFD simulations have been intensively used to study the melt flow
phenomena and chemical reactions19); however, such CFD simulations are time-consuming and too slow
for application to on-line process control (Fig. 3). From the other side the Combined Reactors (CR)
approach considers melt flow between simplified reactors, such as an ideal Continuous-Stirred-Tank
Reactor (CSTR or Mixer) and Plug Flow Reactor (PF). These simulations can be solved using simple fast
0
200
400
600
800
1000
1200
1400
1600
0 200 400 600 800
Te
mp
era
ture
, 0C
Time, sec
Texp
TmodeledCasting
Ceramic shell
0
0.5
1
1.5
2
2.5
3
0
500
1000
1500
2000
2500
3000
0 200 400 600 800 1000 1200
K, W
/mK
Cp, J
/kg
K
Temperature, 0C
Cp (Laser Flash)
Cp (Inverse)
K (Laser Flash)
K (Inverse)

running algorithms. However, the arbitrary chosen CR parameters will provide not adequate simulation
results. In our studies, inverse simulation was used to optimize the CR architecture and parameters, based
on CFD simulated flow pattern in the ladle, the tundish, and the continuous caster20,21).
Figure 3. Complexity of experimental and simulation methods to study steelmaking processes versus
simulation time. Arrows show inputs/outputs used in inverse simulations of Combined Reactors [20].
Methodology. The melt flow pattern in a particular metallurgical vessel can be represented by the specific
Characteristic Function. It can be the Residence-Time Distribution (RTD) for continuous flow-through
vessels, e.g. tundish or continuous caster. The RTD curve is obtained by short time tracer injection into the
in-flow stream and measuring the resulting tracer concentration in the out-flow stream. For metallurgical
processes in a closed volume (e.g., ladle), the Mixing Curve was used as Characteristic Function. The short
time tracer injection at several points located near the ladle top was done at time zero and the Mixing Curve
was obtained by tracking tracer concentration at the middle and near the bottom of the ladle.
The suggested approach20,21) includes several steps:
-Step 1: Transient CFD modeling of the melt flow in a particular design of the metallurgical vessel.
Fluent 12.0 CFD software22) was used to solve 3-D transient multiphase turbulent melt flow in: (i) a ladle
with different locations of bottom Ar-plugs, (ii) several designs of a tundish, and (iii) a continuous caster.
-Step 2: Choice of an appropriate architecture of the CR for each vessel based on the CFD results, and
-Step 3: Inverse simulation to match the Characteristic Function (RTD or Mixing Curves) obtained
from CFD and CR. In the CR architecture the several parameters, such as the reactor volumes and the flow
rates between Mixers, Plug Flow Reactor (PF), and Recirculated Volume (RV), needed to be calculated.
This was done by building a CR mass conservation spreadsheet in Microsoft Excel with calculation of the
Characteristic Function for an arbitrary set of parameters (reactor volumes and flow rates). The optimization
of these parameters in inverse simulations was done by fitting the CR Characteristic Function (CiCR) to the
“true” CFD Characteristic Function ( CiCFD). A function (φ) was minimized (Eq. 4) with the built-in Excel
Solver:
𝜑 = ∑(𝐶𝑖𝐶𝐹𝐷−𝐶𝑖
𝐶𝑅)2 → 𝑚𝑖𝑛 (4)
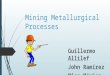
Ar-stirred ladle. CFD simulations were performed for a 100-ton ladle (1 m bottom radius (r), 1.2 m top
radius, and 3.4 m height) with different locations of bottom Ar-plugs (Fig. 4a): case A - one central plug
#1, case B – one plug #2 at 0.5r, and case C – two plugs #3 and #4 located on 0.5r and r apart20). To obtain

the general geometry of the melt streams and their flow rate, iso-values of vertical (Z-direction) velocity
(Vz) were plotted at different levels from the bottom at different Ar-flow rate (Fig. 4b). Based on observation
of the CFD simulated flow pattern (Fig. 4c), the architecture of the CR for the ladle was chosen as follows:
the Ar-gas driven rising plume (V0, Mixer), the top horizontal layer (V3, Mixer), the central recirculated
region (V2, Mixer), and the slow flow bottom layer (V1, Plug Flow), as shown in Fig. 4d. The values of the
independent parameters (reactor volumes and flow rate between them) were included in the inverse
simulation and varied to achieve similarity of the CFD and CR mixing curves (Fig. 4e).
(a) (b)
(c) (d) (e) Figure 4. (a) Plug locations on the ladle bottom, (b) maps of the negative (downward) melt Z-velocity
and geometry of the rising plume (empty area), (c) flow pattern (vector velocity) obtained from CFD
simulation, (d) adequate Combined Reactors (CR) architecture, and (e) fitting mixing curves at the
ladle bottom by inverse simulation of the optimal CR parameters (20 cfm Ar flow rate) [20, 21].
Once the melt flow in the ladle is described in optimized CR then it can be coupled with the thermodynamics
and kinetics of the metal-slag-gas reactions to calculate the refining processes in the ladle20). The predicted
steel de-S kinetics was in good agreement with the measured value23) and the chemistry of the melt at
different locations in the ladle can be easily simulated from the known melt flow rate between the reactors
(Fig. 5a). The calculated effect of ladle design (plug number and location) and process parameters (Ar-flow
rate) on the de-S kinetics is shown in Fig. 5b. The two-plug design is expected to give the fastest de-S
kinetics. Another interesting result is the predicted concentration differences in the different regions of the
ladle early in the process. The optimized CR approach for Ar-stirred ladle application has advantages when
compared to the other simulation methods because it can quickly provide a detailed picture of the effect of
process parameters on steel mixing, refining, and temperature distribution.
F03
F32
F20
F21
F10
V3 Mix
V2 Mix
V1 Plug
V0 Mix
V4 Slag
0
0.2
0.4
0.6
0.8
1
1.2
0 50 100 150 200
Rela
tive
co
nce
ntr
ati
on
Time, sec
CFD ( plug 1)
CR (plug 1)
CFD (plug 2)
CR (plug 2)
CFD (two plugs 3)
CR (two plugs 3)
Case A Case B Case C

(a) (b)
Figure 5. CR simulated de-S in 100 t ladle: (a) S distribution in the ladle during refining and (b) effect of
ladle plug design on melt desulfurization kinetics [20].
Tundish. CR inverse simulation was done for the single-strand tundish of 14 metric ton liquid steel capacity
(3 m long, 1 m wide and 0.8 m melt level) with 2.6 t/min melt flow rate21). Three tundish designs were
compared (Fig. 6a): Case A - no flow control devices, Case B - with flow control devices, and Case 3 - with
a bottom Ar mixing plug (4 CFM flow rate) under the SEN. The suggested CR structure consisted of a Plug
Flow volume in-line connected to two or three Mixers/Recirculated Volume (RV) pairs. This is a reasonable
CR representation of the CFD-visualized flow pattern, and inverse simulation was used to optimize the CR
parameters by fitting RTD curves (Fig. 6b).
(a)
(b)
Figure 6. (a) Tundish designs and vector map in central vertical plane and (b) CR architecture and RTD
curves [21].
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0 200 400 600 800
[S],
wt.
%
Time, sec
Top
Middle
Bottom
Bulk
Measured
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0 100 200 300 400 500 600
[S],
wt.
%
Time, sec
Plug 1 (bottom)
Plugs 3 & 4 (bottom)
Plug 1 (bulk)
Plug 3 & 4 (bulk)
0
0.4
0.8
1.2
1.6
0 0.5 1 1.5 2 2.5
C
θ
No flow control
Flow control
Ar mixing
Case A Case B Case C

Tundish design has a substantial effect on the flow pattern: poorly organized flow in the tundish without
flow control devices becomes mostly sequential flow with two easily recognized recirculation zones in the
tundish with flow control devices, and a vertical plume generated by Ar bubbles near the SEN with a poorly
organized flow pattern in the other parts of the tundish volume. Using inverse simulations, the tundish
design can be optimized based on formulated requirements, which could be a desired shape of the RTD
curve or the rate of inclusion removal.
Continuous caster. The SEN design, casting mold geometry, and casting speed all have a significant
influence on steel quality through their effect on the flow pattern in the continuous caster. Melt flow pattern
is related to the occurrence of surface defects, slag entrainment, and other steel quality problems24). The
inverse simulation was used in an integrated CFD - CR approach to describe the melt flow in the mold for
a 1500 mm × 225 mm slab20). Modeling was done for ½-slab domain and square outports located on a
central symmetry plane (Fig. 7a). A combination of vertical (Vz) and horizontal (Vx) vector velocity
components (Vz/Vx = -0.2/1) were used to simulate the downwards velocity direction at the entrance outport
(Case A). The effect of Ar-injection in the SEN was investigated in Case B. The mold wall boundary
conditions included downward translational movement at 1.5 m/min casting speed. Coupling heat transfer
with turbulent melt flow was used to establish a flow pattern and the position of the iso-thermal surface
where dendrite coherency (DC) in the solidifying steel occurs. The dendrite coherency surface was chosen
for determination of the geometry of the liquid pool. The tracer was injected through the SEN and the
Characteristic Function for inverse simulation was the RTD curve detected at the dendrite coherency
surface.
Two specific melt rotation regions (upper and bottom rolls) can be clearly identified in both cases. Ar-
injection changed the flow patterns and transformed the shape of the RTD curve. Ar-injection also had a
large effect on the structure of the both regions, decreasing the depth of the incoming jet penetration and
raising it up to the edge of the mold. The suggested CR architecture has two Mixers and one RV. The inverse
simulated RTD curves (dashed curves) vs CFD simulation (solid lines) for both cases are shown in Fig. 7b.
SEN design had an effect on the shape and the volume of the liquid pool: the conventional SEN design with
downward outports (case A) has a large volume of Mixer 1 and the RV was only about 10% of the total
volume of the liquid pool. Ar-mixing significantly increase the RV and intensified the melt exchange
between the RV and the Mixers.
For the continuous casting process, the suggested approach can be used together with traditional post-
processing CFD analysis such as melt flow instability, turbulence, and meniscus surface geometry. There
are several possible practical applications of the integrated CFD-CR approach, such as qualitative
assessment of the effect of mold design on characteristic melt flow regions and dynamic prediction of
steel composition during grade transition (Fig. 7c)20,25).
The inverse simulation played a key important role in adequate representation of the melt flow in the
described metallurgical vessels (ladle, tundish, and continuous caster) and was used to achieve similarity
between the CFD and the Combined Reactors models. A link to the thermodynamic databases will allow
the investigator to simulate melt refining and can be used as an on-line fast-running algorithm for the
entire steelmaking process control.

(a)
(a) (c)
Figure 7. (a) CFD simulated vector velocity in vertical section of continuous casting mold, (b) CFD and
inverse optimized for Combined Reactor RTD curves at dendrite coherency iso-surface, and (c) predicted
effect of casting speed on the transitional length of strand (arrows) [20].
5. 2D-3D Particle Size Conversion
Problem statement. Knowledge of the real three-dimensional geometrical topology and chemical
composition of phases and non-metallic inclusions in alloys is important for advanced analysis of
metallurgical process and product property predictions. There are two possible ways to obtain the real three-
dimensional distribution of phases: (i) using ‘true’ three-dimensional instrumental methods and procedures,
or (ii) converting two-dimensional experimental statistics, obtained from a random section, into the real
three-dimensional data (Fig. 8). The true methods such as direct extraction or in-situ observation are used
only for research purposes because they are time-consuming and costly. In comparison to three-dimensional
techniques, an automated SEM/EDX analysis provides the precise morphological and chemistry statistics
of phases, porosity, and non-metallic inclusions using two-dimensional observations of polished random
sections26). The use of inverse simulation was suggested to convert two-dimensional statistics into three-
dimensional volume particle diameter distribution, assuming spherical particles27,28).
0
0.2
0.4
0.6
0.8
1
1.2
0 0.5 1 1.5 2 2.5
Ci
θ
Case A (CFD)
Case A (CR)
Case B (CFD)
Case B (CR)
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10
C
Length, m
DC (0.6 m/min)
RV (0.6 m/min)
DC (1.5 m/min)
RV (1.5 m/min)
Case A Case B
Mixer 1
RV 1
Mixer 2

Figure 8. Classification of methods used for three-dimensional microstructure characterization [27].
Methodology. Automated SEM/EDX analysis was used to obtain data for classified structural features (non-
metallic inclusions and graphite nodules) in ductile iron castings (Fig. 9a). For mono-size spheres, the
probability (P) of observing a circle with a radius r in a random two-dimensional slice is:
P(r1<r< r2) = 1
𝑅( 𝑅2 − 𝑟12 − 𝑅2 − 𝑟22)
(5)
It was assumed in inverse simulation that an arbitrary poly-sized volume spheres distribution (D3i) consisted
of k narrow overlapped normal distributions with fraction mi of each in the total particle population (∑mi=1).
These sphere distributions were ‘cut’ using Eq. 5 and the “visible” diameters D2i in a random section were
distributed into size classes. This virtual two-dimensional diameter distribution was chosen as a
Characteristic Function for inverse simulations. In the final step, the generated distribution of diameters D2i
for the arbitrary set of mi was compared and fitted to an experimentally measured distribution of particle
diameters D2exp by applying an inverse simulation. Because the shape of the distribution curve ψ(D3i)
depends on the selected bin size (ΔD3i), the independent from bin size Population Density Function (PDF)29)
(Eq. 6) was used in the weighted error function (φ’)30) (Eq. 7):
(PDF) = ψ(D3i/ΔD3i), mm-4 (6)
𝜑′ = ∑(𝑃𝐷𝐹𝑒𝑥𝑝
𝑖 −𝑃𝐷𝐹𝑠𝑖𝑚𝑖 )
2
𝐷𝑖𝑖 → min (7)
Graphite nodule distribution in ductile iron. Inverse simulation of three-dimensional graphite nodule
diameter distributions were used to determine the effect of cooling rate and inoculation on the volume PDF
in industrial castings30). The analysis revealed two different types of nodule size distribution in castings:
normal and abnormal consisted of two or three different graphite size nodule distributions (Fig. 9d).
Graphite nucleation and growth conditions both relate to the final three-dimensional nodule size
distributions in castings.

(a) (b)
(c) (d)
Figure 9. (a) Optical image of etched ductile iron microstructure in industrial 25 mm wall thickness
casting, (b) map of micro-features distribution obtained from automated SEM/EDX, (c) particle (non-
metallic inclusions and graphite nodules) two-dimensional diameter (D2) distributions, and (d) inverse
simulated three-dimensional particle diameter (D3) distribution functions (PDF) [30].
Non-metallic inclusions in steel. Cleanliness of high strength Mn-Al alloyed steel is a great concern
because of the intensive surface re-oxidation of the liquid steel. The reaction products can be formed by
multiple reactions with different Gibbs energy of formation and have diverse nucleation and growth
kinetics. The 3D size distribution of classified inclusions, obtained using the automated SEM/EDX ASPEX
system, showed27) that inclusion sizes inversely correlated to the Gibbs energy of formation: strong oxides
with more negative ΔG0 values had smaller inclusion sizes than sulfides and aluminum nitrides (Fig. 10).
Figure 10.Three dimensional distributions of different classes of non-metallic inclusion in high strength
steel alloyed by Al and Mn [27].
6. Reconstruction of Solidification Kinetics
Problem statement. Different simulation methods based on the classical nucleation and growth hypothesis
are used to describe the casting solidification. Only few experimental methods (in-situ X-ray radiography31)
and solidification interrupted by quenching32)) can deliver the real nucleation and growth rates in solidified
-3.5
-3.4
-3.3
-3.2
-3.1
-3
-2.9
-2.8
-2.7
-2.6
-2.5
-1.4 -1.2 -1 -0.8 -0.6 -0.4
Graphite
Inclusions
Y, mm
X, mm
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
Pro
ba
bil
ity,
1/m
m2
D2, µm
Graphite
Inclusions
Total
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
0 10 20 30 40 50 60
PD
F,
1/m
m4
D3, µm
Graphite
Inclusions
Total
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
0 2 4 6 8 10
Fre
qu
en
cy
3D diameter, µm
Mn-Si-Al-O
Mn-Al-O
Mn-S
Al-N

alloys and experimental data did not follow the classical models (Fig. 11). A method of structural
reconstruction of solidification kinetics in cast iron with spherical graphite based on inverse simulation was
suggested and tested for castings produced by different processes30).
Figure 11. Theoretical and experimental approaches used to study solidification kinetics in alloys [30].
Methodology. In the first step, the three-dimensional volume distribution of graphite nodules in ductile iron
was determined as described in the previous example. An automated SEM/EDX analysis was utilized to
separate non-metallic inclusions from small graphite nodules. This resulted in collected ‘clean’ distribution
of graphite nodule circles in polished casting sections, which was used to obtain a three-dimensional
diameter distribution. The delivered Volume Population Density Function (PDF) was used as a
Characteristic Function to reconstruct solidification kinetics.
The method of structural reconstruction of solidification kinetics is based on the assumption that the
graphite nodule PDF uniquely reflects both nucleation rate (n = f(τ)) and a growth velocity (v = ψ(τ)) of
graphite nodules in ductile iron, where τ is a relative solidification time. The integrator generates an
arbitrary number of new graphite nodules in the remaining melt at each solidification time step (20 was
used in this study). These nodules were allowed to grow with velocity (v). A two-step growth model was
chosen: (i) free growth in the melt with constant velocity until Dcritical = 2 µm and (ii) parabolic decline
graphite growth, controlled by carbon diffusion through the austenite shell, for D > Dcritical. The integrated
particle distribution curve (PDFint) was compared and fitted to an experimental (PDFexp) by inverse
simulation. Several constraints taken from experimental measurements (volume of graphite phase and
maximal diameter) were applied to an inverse simulation. The integrator determined the time-dependent
rates of nucleation and nodule growth in a virtual ductile iron, which will ‘solidify’ with a structure similar
to that which was experimentally observed in a particular casting volume.
Solidification kinetics in ductile iron. The effect of melt inoculation by FeSi additions with active elements
(Ba, Ca) on reconstructed solidification kinetics was studied in laboratory heats with pouring vertical plates
of 15 mm wall thickness30). Inoculation had a large effect on the graphite nodule number per unit of volume
(5199 1/mm3 vs 1267 1/mm3) and the shape of the PDF curve. The non-modified melt had a bell-type PDF
curve while the modified PDF curve was bi-modal (Fig. 12a). The reconstructed solidification kinetics
indicated that inoculation promoted formation of a large second nucleation wave (Fig. 12b). It was shown
that the real ductile iron solidification kinetics significantly differ from those predicted by basic nucleation
models. Cooling rate and inoculation have large effects on the kinetics of graphite nodule nuclei formation
during solidification. It was proven that the observed bi-modal PDF function in inoculated SGI is related
to the second nucleation wave. This method provides insight into the nucleation process in SGI castings
and can be used as a tool for designing effective inoculant and process control. Knowledge of nucleation
parameters can also improve the simulation of casting solidification.
Experimental
Indire
ct
(Th
erm
al a
na
lysis
)
Dire
ct
in-s
itu
mic
ro-o
bse
rva
tio
n
Macro
-mo
de
l o
f ca
stin
g s
olid
ific
atio
n
Mic
ro-m
od
els
of
eu
tectic c
ell
Theoretical
Ato
mis
tic
mo
de
ls o
f n
ucle
atio
n
Structural reconstruction of solidification kinetics
Po
st
pro
ce
ssin
g (
mic
ro-s
tructu
re)
Ato
mis
tic m
ode
ls o
f cry
sta
l g
row
th
Inte
rru
pte
d s
olid
ific
atio
n

(a) (b)
Figure 12. 15 mm wall thickness plate cast from non-inoculated and inoculated ductile irons: (a) PDF of
graphite nodule and (b) the reconstructed nucleation rate [30].
7. Discussion and Conclusions
Inverse simulation in metallurgical research is not a unique standalone tool. This method works in
combination with other experimental and direct simulation methods. That is why there is no one unified
rule which states how to use inverse simulation in particular metallurgical research. The solution of inverse
problem of IHTC is usually very sensitive to measurement error of the input data. A small measured error
would result in a large error of the calculated heat flux. The modern measurement tools provide a high
precision of measured temperature; however, error could be associated with location of the thermocouple
in the wall with high temperature gradient. Therefore, the special inverse simulation algorithms have been
developed to overcome the difficulties of the inverse problem calculation. The accuracy of these algorithms
for inverse heat conduction problem in metallurgy is discussed elsewhere14).
In this article, the several approached were described and these approaches were ’mapped’ together with
the others simulation and experimental methods for each studied case (Fig. 3, 8, 11). In each described case,
the Characteristic Functions were determined; these play a key important role in inverse optimization. Table
1 summarizes the solved problems, used approaches and Characteristic Function for described cases.
Table 1. List of the described inverse simulated metallurgical processes, used approaches and
Characteristic Function
Simulated process Model for inverse
simulation
Joint
method
Characteristic
Function
Optimization
method
Transient thermal
properties
CFD, Magmasoft Experimental Cooling curves
(casting and mold)
Riemann and
gradient errors
Ladle steel refining Combined Reactors
(Excel)
CFD (Fluent) Mixing curve (ladle
bottom)
Least squared
Tundish Combined Reactors
(Excel)
CFD (Fluent) RTD (tundish exit) Least squared
Continuous caster Combined Reactors
(Excel)
CFD (Fluent) RTD (iso-temperature
surface of dendrite
coherency)
Least squared
2D-3D particle size
conversion
Set of normal
distributions
(Excel)
Experimental Two-dimensional
nodule diameter
distribution
Weighted least
squared
Reconstruction of
solidification
kinetics
Nucleation and
growth kinetics
(Excel)
Experimental Volume Particle
Distribution Function
(PDF)
Weighted least
squared
1.E+03
1.E+04
1.E+05
1.E+06
0 20 40 60 80 100
PD
F,
1/m
m4
D3, µm
Not inoculated
Inoculated
10
100
1000
10000
100000
0 0.2 0.4 0.6 0.8 1
dn
/dt
Solidification time (relative)
Not inoculated
Inoculated

Acknowledgement
I would also like to show my gratitude to co-authors Dr. David Robertson and Dr. Mingzhi Xu of the
published articles described in this review. Great thank you Dr. Mark Schlesinger for technical comments.
Literature
1) M. Rappaz, M. Bellet, M. Devfille: Numerical Modeling in Materials Science and Engineering,
V. 32, Springer-Verlag Berlin (2003).
2) O.M. Alifanov: Inverse Heat Transfer Problems, Springer, Berlin (1994).
3) D. Murray-Smith: Math. Comput. Simul., 53(2000), 239.
4) D. M. Stefanescu, G. Upadhya, D. Bandyopadhyay: Metall. Trans. A, 21A(1993), 977.
5) S. Lekakh, V. Richards: AFS Proceedings, 115(2011), paper 11-042.
6) E. Fras, W. Kapturkiewicz, A. Burlielko, H. F. Lopez: AFS Trans., 101(1993), 505.
7) Procast, OptCast Module, ESI Group, www.esi-group.com.
8) MAGMASOFT® Version 4.4, MAGMA, Frontier Module Manual, www.masgmasoft.com
9) K. D. Carlson, C. Beckermann: Int J Cast Metal Res, 25(2012), 75.
10) J. Hines: Metall. Mater. Trans. B, 35B(2004), 301.
11) S. Das, A. J. Paul, Metall. Trans. B, 24B(1993), 1079.
12) J. K. Brimacombe, K. Sorimachi: Metall. Trans. B, 8B(1977), 489.
13) A. Krasilnikov, D. Lieftucht, F. Fanghänel, M. Klein, J. Laughlin, M. Reifferscheid: AIST Tech.
Proceedings, v2(2016), 1411.
14) H. Zhang, W. Wang, L. Zhou: Metall. Mater. Trans. B, 46B(2015), 2015.
15) A. S. Sabau, S. Viswanathan: AFS Transactions, 112(2004), 469.
16) M. Xu, S. Lekakh, S., V. Richards: AFS Proceedings, (2014), paper 14-020.
17) M. Xu, C. Mahimkar, S. Lekakh, V. Richards: CFD Modeling and Simulation in Materials,
Warrendale, PA: TMS–AIME (2012), 235.
18) MAGMASOFT® Version 4.4, MAGMA frontier Module Manual (2005).
19) N. Andersson, A. Tillander, L. Jonsson, P. Jonsson: Steel Res. Int., 83(2012),1039.
20) S. Lekakh, D. Robertson: AISTech Proceedings, (2014),1881.
21) S. Lekakh, D. Robertson: ISIJ Int. 53(2013), 622.
22) Ansys Fluent 12.0. User’s Guide, Ansys, Inc. (2009).
23) L. Jonsson, D. Sishen, and P. Jonsson: ISIJ Int., 38(1998), 260.
24) L. Hibbeler, B. Thomas: AISTech Proceedings, (2013), 1215.
25) X. Huang and B. G. Thomas: Metall Trans B, 27B(1996), 617.
26) M. Harris, O. Adaba, S. Lekakh, R. O’Malley, V. Richards: AISTech Proceedings, (2015), 3315.
27) S. Lekakh, V. Thapliyal, K. Peaslee: AISTech Proceedings, (2013), 1061.
28) S. Lekakh, M. Harris: Int. J. Metalcast, 2(2014), 41.
29) M. Van Ende, M. Guo, E. Zinngrebe, B. Blanpain, and I. Jung: ISIJ Int., 53(2013),1974.
30) S. Lekakh: ISIJ Int., 56(2016), 812.
31) K. Yamane, H. Yasuda, A. Sugiyama, T. Nadira, M. Yoshita, K. Morishita, K. Uesugi, T.
Takeuchi, and Y. Suzuki: Metall. Trans. A, 46A(2015), 4937.
32) G. Alonso, D. M. Stefanescu, P. Larranaga, and R. Suarez: Int. J. Cast Metal Res., Published
online: 06(2015). http://dx.doi.org/10.1179/1743133615Y.0000000020
08/25/2018