Embed Size (px)
Citation preview

Alro SteelMetals Industrial Supplies Plastics
888-888-ALROalro.com2 5 7 6
Toolox® 44 is a highly engineered quench & tempered pre-hardened tool and machine steel with measured and guaranteed mechanical properties. Toolox® 44 is delivered ready to use, no heat treating required, saving you valuable production time, reducing risks and lowering overall costs.
● Cold Work Tooling ● Machine Components ● Wear Components ● Guide Rails ● Plastic Molds ● Rubber Molds ● Press Forming ● Forging Dies ● Die Cast Dies
Applications ● Quench and tempered steel ● Ready to use, no additional heat treatment required ● Easy to machine with good dimensional stability ● High strength and toughness at elevated temperatures ● Double the toughness of comparable steels at the same hardness ● Excellent for etching, polishing and EDM ● Low residual stress, no stress relieving required ● Excellent substrate for surface treatments ● Supplied as (HR) plate, thickness 1” to 5-1/8”
Product Features
Toolox® 44Pre-hardened Steel 45 HRC with ESR Properties
Characteristics & Advantages
By working with a low carbon concept and a very high cooling rate, we have produced a steel that is two to three times tougher than comparable steels of similar hardness. The high hardness, in combination with excellent toughness, ensures lower tool wear and high levels of output when the tool is in service.
Toughness
Toolox has unique toughness and fatigue properties, which remarkably increase the lifespan of the tool or machine component. Thanks to its ultra-high cleanliness, the surface and not the steel is the critical question for the fatigue properties.
Fatigue
Toolox 44 has high strength and toughness at elevated temperatures, even with extended contact times. This heat resistance makes Toolox 44 excellent for tools and components working at high temperature.
High Temperature Properties
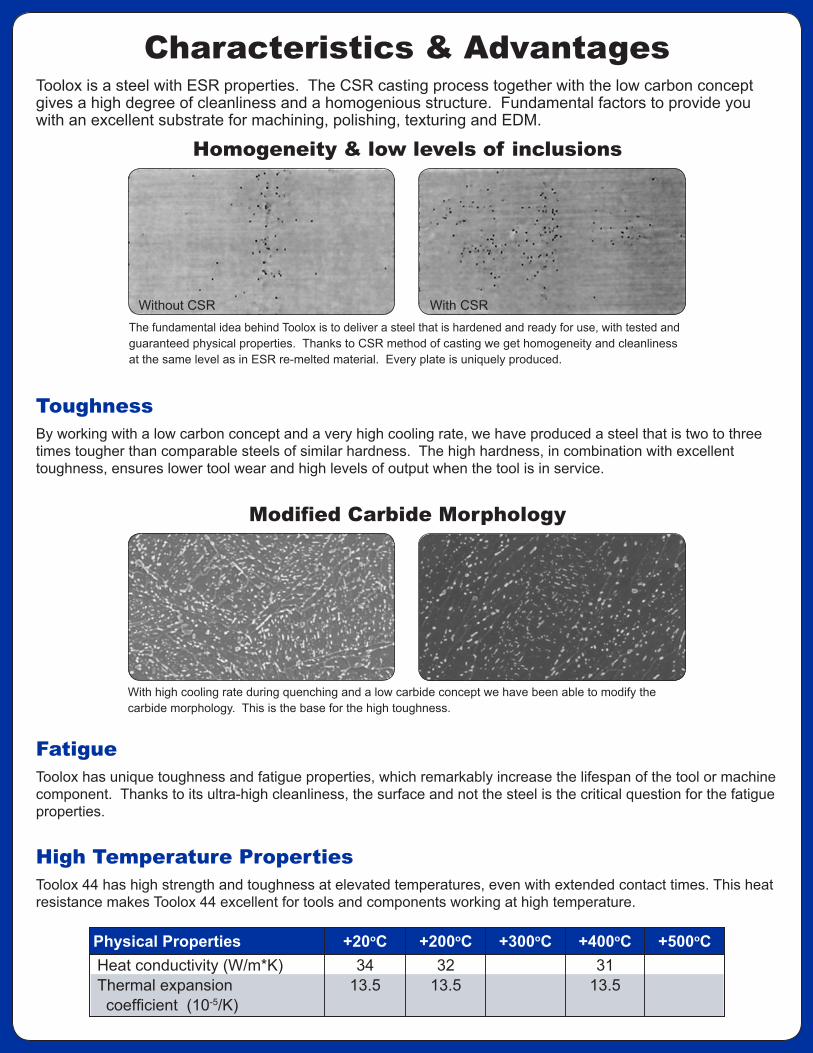
Toolox is a steel with ESR properties. The CSR casting process together with the low carbon concept gives a high degree of cleanliness and a homogenious structure. Fundamental factors to provide you with an excellent substrate for machining, polishing, texturing and EDM.
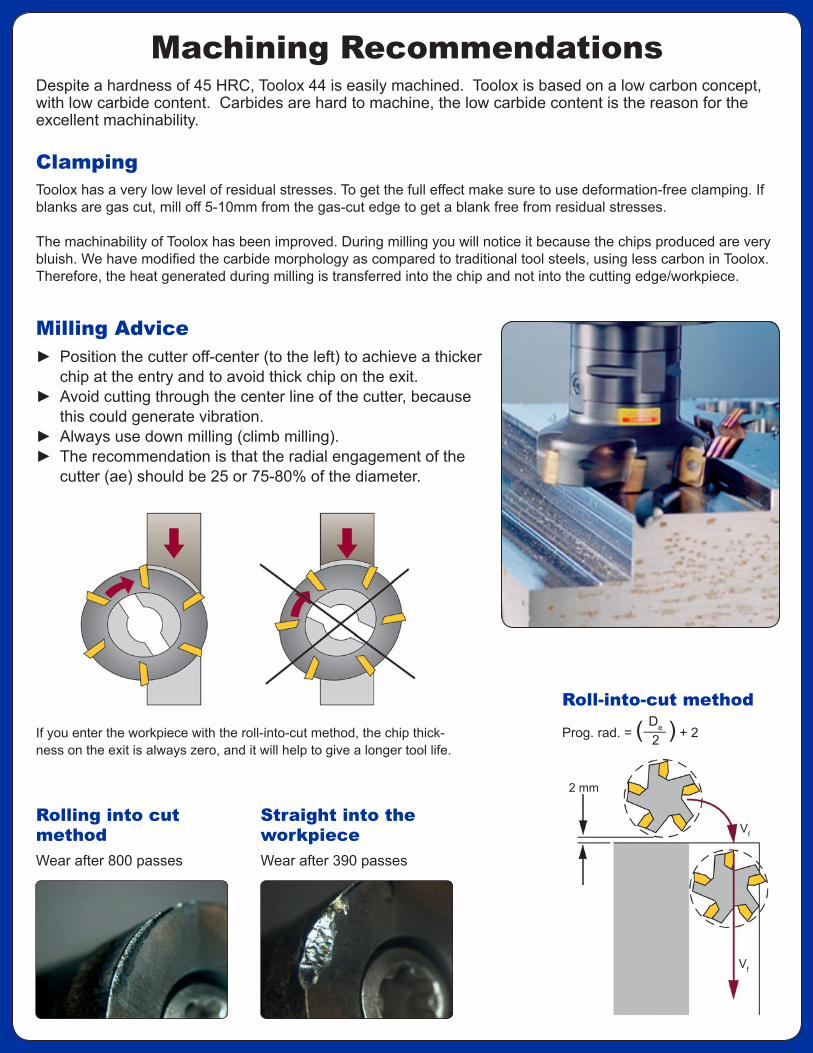
Modified Carbide Morphology
With high cooling rate during quenching and a low carbide concept we have been able to modify the carbide morphology. This is the base for the high toughness.
The fundamental idea behind Toolox is to deliver a steel that is hardened and ready for use, with tested andguaranteed physical properties. Thanks to CSR method of casting we get homogeneity and cleanliness at the same level as in ESR re-melted material. Every plate is uniquely produced.
Homogeneity & low levels of inclusions
Physical Properties +20oCHeat conductivity (W/m*K)Thermal expansion coefficient (10-5/K)
3413.5
+200oC32
13.5
+300oC +400oC31
13.5
+500oC
Without CSR With CSR

Toolox is delivered in a quenched and tempered condition. The high tempering temperature gives very low residual stress levels. Even after heavy machining Toolox doesnot require stress relieving.
Low Residual Stress
Thanks to the advanced CSR casting technology, Toolox is effectively free of segregation and has a very high level of cleanliness. This makes Toolox excellent for etching and polishing, and the EDM process works with no problemsat all.
Etching, Polishing & EDM
The effective quenching used when producing Toolox gives the possibility to use a low alloy content compared to regular tool and machine steel. This gives Toolox better weldability and makes it easier to cut.
Welding & Gas Cutting
Characteristics & Advantages
888-888-ALROalro.com2 5 7 6
Inclusions Toolox® 44Inclusion size (equivalent dia.)Area fractionAspect ratio
6 micron0.015%
1.2
Mechanical Properties +20oCHardness (HBW)Hardness (HRC)Yield Strength RP0.2 (MPa)Tensile Strength RM (MPa)Elongation, A5, (%)Impact toughness, Charpy-V (J)
450~45
1,3001,450
1330
+200oC
1,1501,380
1060
+300oC
1,120
80
+400oC
1,060
80
+500oC
930
Chemical composition Toolox® 44CSiMnPSCrMoVNi
CEIIWCET
0.32%0.6 - 1.1%
0.8%Max 0.010%Max 0.002%
1.35%0.80%0.14%
Max 1.0%0.94 - 0.980.55 - 0.57
Machining RecommendationsDespite a hardness of 45 HRC, Toolox 44 is easily machined. Toolox is based on a low carbon concept,with low carbide content. Carbides are hard to machine, the low carbide content is the reason for the excellent machinability.
Toolox has a very low level of residual stresses. To get the full effect make sure to use deformation-free clamping. If blanks are gas cut, mill off 5-10mm from the gas-cut edge to get a blank free from residual stresses.
The machinability of Toolox has been improved. During milling you will notice it because the chips produced are very bluish. We have modified the carbide morphology as compared to traditional tool steels, using less carbon in Toolox. Therefore, the heat generated during milling is transferred into the chip and not into the cutting edge/workpiece.
Clamping
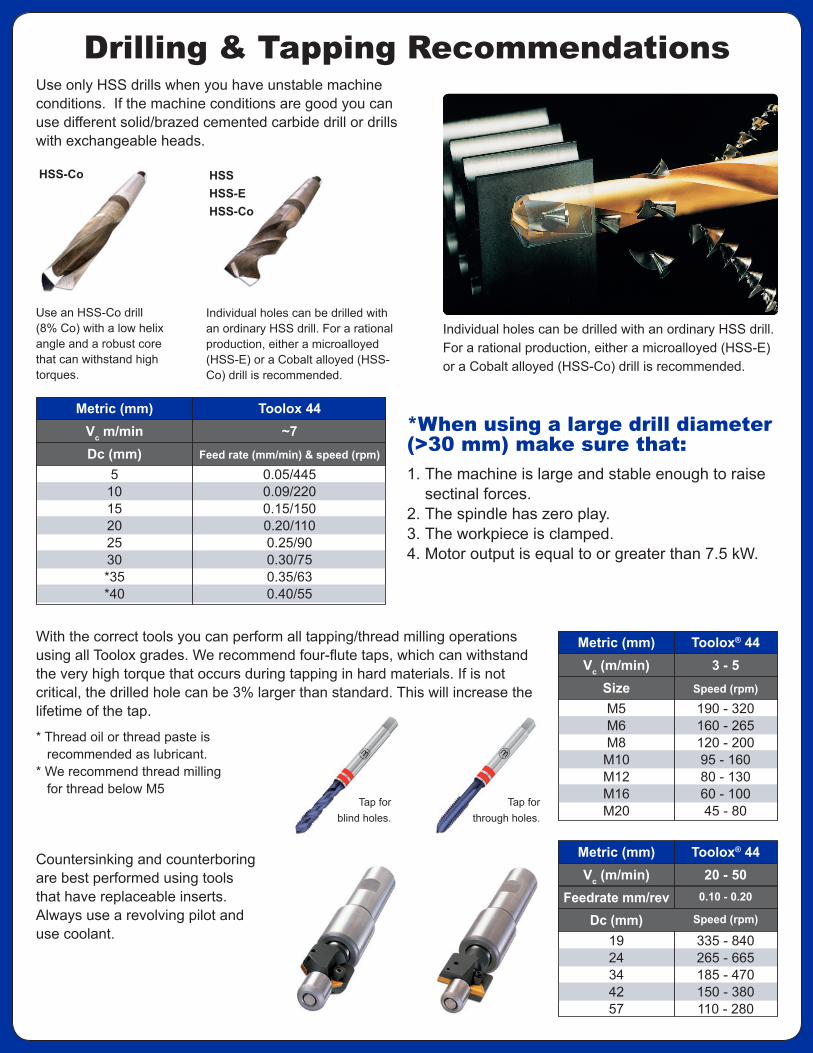
► Position the cutter off-center (to the left) to achieve a thicker chip at the entry and to avoid thick chip on the exit.
► Avoid cutting through the center line of the cutter, because this could generate vibration.
► Always use down milling (climb milling). ► The recommendation is that the radial engagement of the
cutter (ae) should be 25 or 75-80% of the diameter.
Milling Advice
If you enter the workpiece with the roll-into-cut method, the chip thick-ness on the exit is always zero, and it will help to give a longer tool life.
Rolling into cut methodWear after 800 passes
Straight into the workpieceWear after 390 passes
2 mm
Vf
Vf
Prog. rad. = ( ) + 2De___2
Roll-into-cut method
Drilling & Tapping Recommendations
Dc (mm) Feed rate (mm/min) & speed (rpm) 5
1015202530*35*40
0.05/4450.09/2200.15/1500.20/1100.25/900.30/750.35/630.40/55
Vc m/min ~7Metric (mm) Toolox 44
Use only HSS drills when you have unstable machine conditions. If the machine conditions are good you can use different solid/brazed cemented carbide drill or drills with exchangeable heads.
Use an HSS-Co drill (8% Co) with a low helix angle and a robust core that can withstand high torques.
HSS-Co
Individual holes can be drilled with an ordinary HSS drill. For a rational production, either a microalloyed (HSS-E) or a Cobalt alloyed (HSS-Co) drill is recommended.
HSSHSS-EHSS-Co
Individual holes can be drilled with an ordinary HSS drill. For a rational production, either a microalloyed (HSS-E) or a Cobalt alloyed (HSS-Co) drill is recommended.
1. The machine is large and stable enough to raise sectinal forces.2. The spindle has zero play.3. The workpiece is clamped.4. Motor output is equal to or greater than 7.5 kW.
*When using a large drill diameter (>30 mm) make sure that:
With the correct tools you can perform all tapping/thread milling operations using all Toolox grades. We recommend four-flute taps, which can withstand the very high torque that occurs during tapping in hard materials. If is not critical, the drilled hole can be 3% larger than standard. This will increase the lifetime of the tap.
Size Speed (rpm) M5M6M8
M10M12M16M20
190 - 320160 - 265120 - 20095 - 16080 - 13060 - 10045 - 80
Vc (m/min) 3 - 5Metric (mm) Toolox® 44
* Thread oil or thread paste is recommended as lubricant.* We recommend thread milling for thread below M5
Feedrate mm/rev 0.10 - 0.20
1924344257
335 - 840265 - 665185 - 470150 - 380110 - 280
Vc (m/min) 20 - 50Metric (mm) Toolox® 44
Dc (mm) Speed (rpm)
Countersinking and counterboring are best performed using tools that have replaceable inserts. Always use a revolving pilot and use coolant.
Tap forblind holes.
Tap forthrough holes.
PennsylvaniaPhiladelphiaPittsburghYork
OhioAkronColumbusDaytonToledo
North CarolinaCharlotteGreensboro
FloridaBoca RatonClearwaterJacksonvilleMiamiOrlandoPompano BeachSarasotaTampa
IllinoisAuroraBloomingdaleBolingbrookChicagoElk Grove VillageUniversity Park
WisconsinMilwaukeeOshkosh
OklahomaTulsa
MissouriSt. Louis
New YorkBuffalo
IndianaFt. WayneIndianapolisMuncie
Michigan AlpenaAnn ArborBattle CreekBay CityCadillacClareCharlotte
LivoniaMadison HeightsNilesPottervilleTroyWarren
DetroitFlintGrand RapidsGraylingJacksonKalamazooLansing
KentuckyLouisville
MetalsPipeTube
PlateSheet Structural
GratingExp. Metal
AlloyAluminumBrassBronzeCarbon SteelCast IronCopperStainlessTool Steel
Bar
Your One Stop Shop for Metals, Industrial Supplies & Plastics
Industrial SuppliesAbrasivesBrushesCoolantCutting ToolsDie Supplies
GagingGrindingHand ToolsMachineryMaintenance
Material HandlingMRO SuppliesSandingTool HoldingWork Holding
Note: The symbols ® & ™ indicate a registered trade name.
ABSAcetal Acrylic Delrin® Extren® Fiberglass Grating
Makrolon®
NylonNyloil®PEEKPhenolicsPlexiglas®
Polycarbonate
Polypropylene PTFEStarboard®
TIVAR®
UHMWUrethaneVivak®
Plastics
J6-16
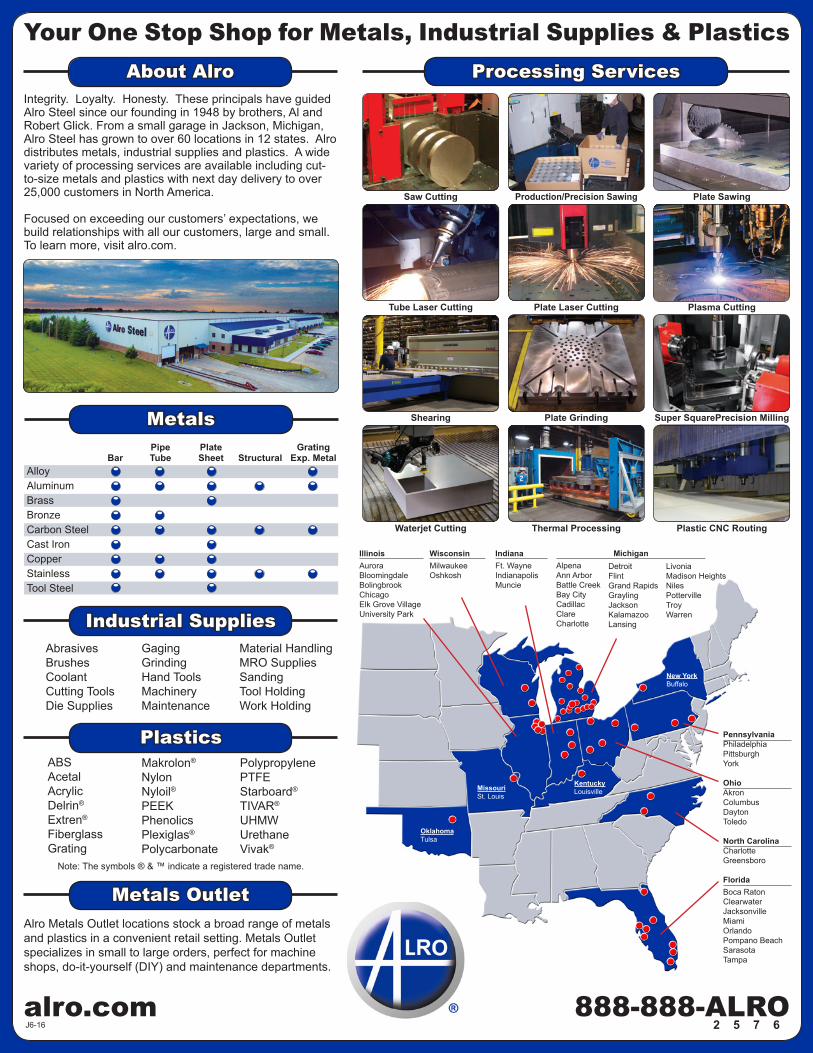
About AlroIntegrity. Loyalty. Honesty. These principals have guided Alro Steel since our founding in 1948 by brothers, Al and Robert Glick. From a small garage in Jackson, Michigan, Alro Steel has grown to over 60 locations in 12 states. Alro distributes metals, industrial supplies and plastics. A wide variety of processing services are available including cut-to-size metals and plastics with next day delivery to over 25,000 customers in North America.
Focused on exceeding our customers’ expectations, we build relationships with all our customers, large and small. To learn more, visit alro.com.
Metals OutletAlro Metals Outlet locations stock a broad range of metals and plastics in a convenient retail setting. Metals Outletspecializes in small to large orders, perfect for machine shops, do-it-yourself (DIY) and maintenance departments.
Production/Precision Sawing
Plate Grinding
Tube Laser Cutting
Saw Cutting
Plate Laser Cutting Plasma Cutting
Thermal Processing Plastic CNC RoutingWaterjet Cutting
Super SquarePrecision Milling
Plate Sawing
Shearing
Processing Services
888-888-ALROalro.com2 5 7 6





























