Embed Size (px)
Citation preview

MetalThermalInterface Materials• LiquidMetal• CompressibleMetal• Solder• TIMFluxes
86W/m•K
Products•Au/SnSolder•In/PbSolders•PureIndium•Informs•SMA-TIM•SACPb-FreeSolders

2 3
www.indium.com/TIM [email protected]
2 3
www.indium.com/TIM [email protected]
Metal Thermal Interface Materials RadicallyImprove:
•HeatDissipationEfficiencyinElectronicDevices
• ThermalConductivityforHighPowerDeviceswithPowerDensitiesinExcessof50W/cm2
•End-of-LifePerformanceattheThermalInterface–toAvoidFailuresCommonwithFluidicSolutionsSuchasGreases
•PortableDeviceBatteryPerformance–byReducingThermalResistanceandCoolingFanSize
• PortableDeviceUseProfile–byReducingHeatsinkSizeandMass
•CompliancewithRoHSWhileAccommodatingStepSolderingRequirements
Indium CorporationHasSolutionsfor:•Telecom
•Computing
•Semiconductors
•LEDs
•Photonics
•Medical•Cryogenics•Automotives•PowerDevices
Metal Thermal Interface MaterialsIntroduction Liquid
TypesofMetalTIMs: • Liquid • CompressibleMetal • Solderable • Low-MeltingAlloy
•IncreasedPowerDemands•ReducedPackageSize
Superior Thermal Conductivity
Problem:
Solved.
ApplicationsSomeApplicationsInclude:
•SemiconductorIntegratedCircuits
•PowerQFNs
•PowerDevicetoPCBAttach(TO220,etc.)
•Telecom
•Die-Attach(Photonics,MOSFETS,LEDetc.)
•LaserDiodes
Products•Au/SnSolder
• In/PbSolders
•PureIndium
•Informs
•Sn/PbSolders
•SACPb-FreeSolders
Packaging•TapeandReel
•Syringe
•Bottle
•CustomPackaging

2 3
www.indium.com/TIM [email protected]
2 3
www.indium.com/TIM [email protected]
Metal Thermal Interface MaterialsIntroduction Liquid
Indalloy® Alloys Liquid at Room TemperatureIntroductionSeveralverylowmeltingpointIndalloy® alloysareliquidatroomtemperature.Thesegallium-basedalloysarefindingincreaseduseinvariousapplicationsasareplacementfortoxicmercury,whichhasahighvaporpressureatroomtemperature.Thesealloyshavereducedtoxicityandlowervaporpressurethanmercury.
Excellent Thermal and Electrical ConductivityAlloysystemsthatareliquidatroomtemperaturehaveahighdegreeofthermalconductivityfarsuperiortoordinarynon-metallicliquids.Thisresultsintheuseofthesematerialsforspecificheatconductingand/ordissipationapplications.Otheradvantagesoftheseliquidalloysystemsaretheirinherenthighdensitiesandelectricalconductivities.
Wetting to Metallic and Non-Metallic SurfacesThesealloyswillwetmostmetallicsurfacesonceoxideshavebeensufficientlyremovedfromthesubstratesurface.However,galliumisveryreactivewithsomemetals,evenatroomtemperature.Athightemperatures,galliumdissolvesmostmetals,althoughanumber,includingNa,K,Au,Mg,Pb,NiandinterestinglyHg,areonlyslightlysolubleatmoderatetemperatures.1
Asstated,galliumiscorrosivetoallmetalsexcepttungstenandtantalumwhichhaveahighresistancetocorrosion.Columbium,titaniumandmolybdenumhaveresistancetocorrosionbutlessthantungstenandtantalum.2
Galliumandthegalliumalloys,likeindium,havetheabilitytowettomanynon-metallicsurfacessuchasglassandquartz.Gentlyrubbingthegalliumalloyintothesurfacemayhelpinducewetting.
Note:Thesealloysformathindulllookingoxideskinthatiseasilydispersedwithmildagitation.Theoxide-freesurfacesarebrightandlustrous.
ApplicationsTypicalapplicationsforthesematerialsincludethermostats,switches,barometers,heattransfersystems,andthermalcoolingandheatingdesigns.
Uniquely,theycanbeusedtoconductheatand/orelectricitybetweennon-metallicandmetallicsurfaces.
PackagingAlloysarepackagedinpolyethylenebottlesandshippedinaccordancewithapplicablefederalregulations.
Storage/Shelf LifeUnopenedbottleshaveaguaranteedone-yearshelflife.Itisrecommendedthat,asthealloyisremovedfromthebottle,thevolumebereplacedwithdryargon.Thiswillminimizethepossibilityofoxidationatthesurfaceofthealloy.Ifthealloyhasbeenstoredbelowitsmeltingpointandhassolidified,itshouldbere-meltedandthoroughlyshakenormixedbeforeuse.Careshouldbetakeninreheatingthealloyintheoriginalpackagingprovided.Temperaturesshouldnotexceed65.6°C.
1 .PergamonTextsinInorganicChemistryVolume12,TheChemistryofALUMINUM,GALLIUM,INDIUM,andTHALLIUMbyK.Wade&A.J.Banister,UniversityofDurham,PergamonPress,1975.
2.Lyon,RichardN.,ed.Liquid Metals Handbook.2nded.WashingtonDC:1952
Indalloy Number Type Liquidus Solidus Composition Density
lb/in3SpecificGravity
46L OrdinaryAlloy 7.6°C 6.5°C 61.0Ga/25.0In/13.0Sn/1.0Zn 0.2348 6.50
51 EutecticAlloy 10.7°C 10.7°C 62.5Ga/21.5In/16.0Sn 0.2348 6.50
60 EutecticAlloy 15.7°C 15.7°C 75.5Ga/24.5In 0.2294 6.35
77 OrdinaryAlloy 25.0°C 15.7°C 95Ga/5In 0.2220 6.15
14 PureMetal 29.78°C 29.78°C 100Ga 0.2131 5.904

4 5
www.indium.com/TIM [email protected]
4 5
www.indium.com/TIM [email protected]
Metal Thermal Interface MaterialsCompressible Metal–SMA-TIM Solderable Metal
IntroductionIndium’sSoft Metal Alloy Thermal Interface Materials (SMA-TIM)exhibitsuperiorthermalconductivity,compressibilityandeaseofapplication.SMA-TIMpreformsconstructedofindiumwithourheat-springprocessingtechnologyareahighlyeffectivechoiceforhigh-endcoolingdevices.
Specifications Typical Dimensions 25.4mm x 25.4mm x .05-.3mm (1" x 1" x .002"-.012") Application Pressure >20psi Alloy Purity Level 99.99% In Max. Operational Temp. 140°C Thermal Conductivity 86W/m•K
Compressed Interface ApplicationAnSMA-TIMmadeofindiumoffersuniformthermalresistanceatlowerappliedstressesincompressedinterfaces.Themalleabilityofindiumminimizessurfaceresistanceandincreasesheatflow.Ourpatentpendingheat-springtechnologywillfurtherreducethethermalresistance.
ReliabilityIndium’shigh-endthermalinterfacematerialsdeliversuperiorperformance.AsSMA-TIMproductsaremadeofmetal,theydonotexperiencepumpoutproblemsevenunderpowercycling.Theheat-springmaterial,whichdoesnotcontainsilicone,willconformtosurfaceirregularities,therebyreducingthermalresistancethroughthelifeoftheTIM.Duetoitssolidstate,theSMA-TIMalsoresistsbakeoutasshowninthediagrambelow.
Heat-Spring Baseline Thermal Grease

4 5
www.indium.com/TIM [email protected]
4 5
www.indium.com/TIM [email protected]
Metal Thermal Interface MaterialsCompressible Metal–SMA-TIM Solderable Metal
Properties Indalloy #4 Electrical Conductivity ('% of IACS) (1.72microhms-cm) 24 Thermal Conductivity (W/m•K) (@ 85°C) 86 Coefficient of Thermal Expansion (µin/µin per °C) (@20°C) 29 Density (lb/cu. in.) 0.2641 Mass Density (gm/cm3) 7.31 Tensile Strength (PSI) 273 Shear Strength (PSI) 890 Young's Modulus (PSI X 10x6) 1.57 %Elongation 22 to 41 Brinell Hardness (2mm ball, 4kg load) 0.9 Latent Heat of Fusion (J/g) 28.47 Melting Point (°C) 156.7
Material Safety Data SheetTheMSDSforthisproductcanbefoundonlineathttp://www.indium.com/techlibrary/msds.php
IntroductionThermal interface materialsareusefulforavarietyofapplications,butsolderthermalinterfacematerials(sTIM)areespeciallysuitedtohigh-enddevicecooling.Toimprovepackagereliability,itisespeciallyimportanttochoosetherightalloy.Indium,inparticular,shouldbeconsideredasasTIMbecauseofitshighthermalconductivity,compressibility(SMA-TIM),andeaseofapplication.
Specifications Max. Operational Temp. 125°C Standard Purity Level 99.99% Typical Size 25.4mm x 25.4mm x .05-.3mm (1" x 1" x .002"-.012")
ApplicationsIndiumPreformsmaybeusedinavarietyofprocesses.
•Compressed Between Two Surfaces Without Reflow (SMA-TIM) Soft Metal Alloy-TIM Theextrememalleabilityofindiumallowsittominimizesurfaceresistance–therebyincreasingheatflow.Thegraphbelowdemonstratesthisphenomenon.
•Soldered Between Two Surfaces (sTIM) Solder-TIM Usedtofurtherimprovethermalresistance,thisapplicationmayrequiretheuseofafluxtoreduceoxidesonsolderingsurfaces.
•Cold-WeldingAnotherprocessthatisusedtocreateathermalinterfaceinvolvesreflowingindiumpreformsontoeachsolderablesurface.Then,indium-coatedsurfacesshouldbecleanedandpressedtogethertoformafluxlesscold-weldsolderjoint.(SeetheApplicationNote:Etching Indium to Remove Oxidesformoreinformationaboutthisprocess.)
Storage and PackagingSMA-TIMPreformscomeinavarietyofpackagingoptions,includingtape&reelandcustomadhesivecarriersfordirect-attachtoheat-sinks.Tominimizeexcessivehandlingandoxidationduetoairexposure,itisrecommendedtokeepTIMpreformsintheiroriginalcontainerinacooldryplace.IndiumSMA-TIMs,whenexposedtoair,willself-passivatetoalevelofapproximately10nanometersandwillhaveausefullifeofatleastsixmonths.SMA-TIMscanalsobestoredinaninertatmospheresuchasnitrogen.

6 7
www.indium.com/TIM [email protected]
6 7
www.indium.com/TIM [email protected]
Metal Thermal Interface MaterialsSolderable Flux-Coated Preforms
Selecting DimensionsThelocationofthesolderjointandthevolumeofsolderneededwilldeterminethesizeandshapeofthepreform.Oncetheflatdimensions(diameter,length,width)havebeendetermined,thethicknesscanbeadjustedtoachievethedesiredvolumeofsolder.Generally,forthrough–holeconnections,add10–20%tothecalculatedvolumeforagoodfillet.Forpadtopadjoints,figureabout5%lesssurfaceareathanthepad.
EachSolderPreformshouldhaveaburrtolerancespecified.Youshouldstayasclosetostandardtolerancesaspossibletoavoidaddingcostandleadtimetoyourpreforms.
IndiumCorporationhasanextensivelibraryofsizesandshapesfromwhichyoucanchoose,orwecancreateaset–upspecificallyforyourapplication.Usinganexistingpreformsizecaneliminatetheadditionaltimeassociatedwithcreatinganewset–up.
IntroductionSolderPreformsareusedinavarietyofapplicationsthatrequirepreciseamountsofsolder.
Preformscomeinstandardshapessuchassquares,rectangles,washersanddiscs.Typicalsizesrangefrom.254mm(.010”)upto50.8mm(2”).Smallerandlargersizes,aswellascustomshapes,arealsoavailable.Dimensionscanbeheldtotighttolerancestoassurevolumeaccuracy.
Selecting AlloysAwideassortmentofalloysisavailableinliquidustemperaturesthatrangefrom47°Cto1063°C.Alloyscanbeindium–contained,gold-contained,lead–free,fusibleorstandardtin–lead,aswellasmanyothers.
1.Alloyselectionshouldbebasedonstrengthandotherrequiredphysicalproperties,aswellasthepreferredsolderingtemperatureandtheoperatingtemperatureofthedevicebeingsoldered.Ageneralruleistoselectanalloythatmeltsatleast50°Chigherthantheoperationaltemperatureofthepartbeingsoldered.
2.Next,considerthematerialsbeingsolderedandwhatsolderismostcompatiblewiththem.Forexample,tin–basedsolderswillscavengethegoldfromgold-platedparts,formingbrittleintermetallics,soindium-basedsoldersaregenerallyrecommendedinthesecases.
3.Metalsandalloyshavedifferentcharacteristicsthatcanaffecttheeasewithwhichtheycanbemadeintodifferentshapesandthicknesses.Itisimportanttoconsidertheshapeofthefinalpreforminthealloyselectionprocess.
4.Theoperatingenvironmentofthecompletedassemblyisalsoanimportantconsiderationforalloyselection.Willitoperateinveryhighorverylowtemperatures,orbesubjectedtovibration?Ifso,youneedtoselectanalloythatwillstanduptotheseconditions.
OurApplicationEngineerswillworkwithyoutodeterminethebestalloyforyourapplication.
Dimensional Specification RecommendationsWidth/length or diameter: Typical TolerancesUp to 2.54mm (0.100”) ± 0.051mm (± 0.002”) Over 2.54mm (0.100”) ± 0.127mm (± 0.005”)Thickness:Up to 0.025mm (0.001”) ± 0.005mm (0.0002”)
0.025mm (0.001”) to 0.050mm (0.002”) ± 0.0076mm (0.0003”)> 0.050mm (0.002”) to 0.254mm (0.010”) ± 0.0127mm (0.0005”)> 0.254mm (0.010”) to 0.508mm (0.020”) ± 0.0254mm (0.0010”)> 0.508mm (0.020”) to 1.27mm (0.050”) ± 0.0635mm (0.0025”)> 1.27mm (0.050”) ± 5%Burr Tolerances (Discs, Squares & Rectangles):≤ 1.27mm (0.050”) 0.050mm (0.002”)> 1.27mm (0.050”) to 12.7mm (0.500”) 0.076mm (0.003”)> 12.7mm (0.500”) 0.127mm (0.005”)Burr Tolerances (Washers & Frames):≤ 2.54mm (0.100”) 0.076mm (0.003”)When thickness ≥ 2/3 of I.D. 0.127mm (0.005”)

6 7
www.indium.com/TIM [email protected]
6 7
www.indium.com/TIM [email protected]
Metal Thermal Interface MaterialsSolderable Flux-Coated Preforms
Features• Eliminatestheneedformanualfluxing• Eliminatesexcessivefluxresidue• Increasesproductivity• Appliesfluxpreciselywhereitisneeded• Appliesauniformamounteverytime
IntroductionFluxCoatedPreformseliminatethecostlyproductionstepofseparatefluxingandincreasethroughputyields.FluxCoatingsforPreformsareavailableinno-cleanandrosin-basedchemistrieswithavarietyofactivitylevelstosuityoursubstratemetallizations.
Flux CoatingsIndiumCorporation’suniquecoatingprocesscancontroltheamountoffluxtotighttolerances.FluxCoatingsaremeasuredandappliedbyweightpercentage.Thecoatingsrangefrom1-3%andstandardtolerancesarecontrolledat+/-.5%.Coatingscanbeappliedtomostsizesandshapesofpreforms.
Using Flux-Coated Preforms In Soldering
Forcertainsolderingapplications,fluxcoatedpreformsmayofferthegreatestnumberofbenefitsoverothermoreconventionalformsofsolder.Forapplicationsotherthanactivedevicemanufacture,fluxcanbeincorporatedasanintegralpartofthepreformdesigntomeetcustomerneedsforthepreciseamountsofflux,easyautomation,andeliminationofcostlyseparatefluxapplications.
Ingeneral,fluxesshouldbeavoidedinactivedeviceassemblyduetothedifficultyinremovingthefluxresidueaftersoldering.Ifcareistakentoensurethejoiningsurfacesandthepreformsarethoroughlyclean,andifareducingatmosphereat350°Cisused,fluxcoatingisusuallynotnecessary.
FluxcoatedIndalloysoftsolderpreformseliminatethenecessityofmanuallyapplyingexternalliquidfluxesinoperationssuchasvaporphasesolderingofback-planewiringassembliesandcapacitormanufacture.Fluxcoatedpreformsaremanufacturedwiththeexactamountoffluxrequiredforthespecificapplication,providingahighdegreeofconsistencyfromonebondtoanother.Fluxpercentagescanbespecifiedbetween0.5%and3%byweightwithatoleranceof±0.5%.Themostpopularpercentagebeing1.0%byweight.
Indalloyfluxtypesareavailableinnon-activatedpuregumrosin(typeR),mildlyactivatedrosin(typeRMA)andfullyactivatedrosin(typeRA).RMAfluxeshaveasmallbuthighlyeffectiveamountofanactivatoraddedtoincreasefluxingactionovertheRtype.RAfluxescontainasmallamountofanaminehydrochlorideactivatorthatprovidessuperiorfluxingaction,ascomparedtoRandRMAtypefluxes.RAfluxfindsuseinsolderingassemblieswhereahighdegreeoffluxingactionisdesired,e.g.solderingtotarnishedcopperornickelplate.RSA,anenhancedversion,isalsoavailablefor
preformcoating.Thisfluxisthestrongestoftherosintypes.NC-7andNC-9fluxesarespeciallyformulatedRMAtypefluxesthat,alongwiththeRtypeflux,leavenonconductiveandnon-corrosiveresiduesthatcansafelybeleftonanassemblywithoutfearofcorrosion.However,foraestheticorvisualinspectionpurposes,thefluxresiduecanberemovedusingabipolarsolventtoremoveboththerosinportionandtheionizableactivatorportionoftheflux.Thisismostoftenaccomplishedusingvapordegreasingequipment.
Insummary,theuseofIndalloyfluxcoatedpreformscanresultinthefollowingadvantages:
1.Allfluxesusedtocoatpreforms,whenreflowedusingastandardSn63profile,passSIRtests.
2.Thepreciseamountoffluxandalloyaredeliveredtothesolderjoint.
3.Thecostlyproductionstepofseparatefluxingiseliminated.
4.Bondingisfasterbecausethefluxispositionedwhereitisrequired,nexttothesurfacestobejoined,unlikethecasewithflux-filledpreforms.
5.Becauselessfluxisused,postsoldercleaningiseasier.
6.Thefluxquantityisuniforminthicknessandconsistentinamountfrompiecetopiece.
7.Thedull,flux-coatedsurfaceisidealforIRreflow.
8.Sincethefluxonfluxcoatedpreformscontainsnosolvent,voidingistypicallylessthanwhenmanuallyapplyingliquidfluxtouncoatedpreforms.

8 9
www.indium.com/TIM [email protected]
8 9
www.indium.com/TIM [email protected]
Solderpreformsaremanufacturedsoldershapesthatcomeinstandardformssuchassquares,rectangles,discs,washersandframes.Theycanalsobemanufacturedwithcustomgeometries.Preformsprovideconsistentpart-to-partdimensionsthatresultinconstantsoldervolumes,therebyinsuringconsistencyinsolderassembly.Becausepreformsaremadewithauniformshapeandsize,automationoftheassemblyprocesscanbeeasilyimplemented,resultinginfasterproductionandreducedcosts.
Toolingdesignchangescanincreasecostsrapidly,especiallywhenexperimentingwithmultipleshapesandsizes.A“trialanderror”approachtodeterminingthebestpreformgeometryforanapplicationthatincludessolderscontainingpreciousmetalscanalsocreateunnecessaryexpenditures.Itisbesttodoallthepreformdesignhomeworkbeforecommittingtofinaltooling.Thisapplicationnotewillexploresomesimplewaystoarriveattheoptimumpreformsizeandshapewhilereducingcosts.Theprinciplesbelowcanbeusedinconcertwithoneanother.
1)Avoid using solder alloys that contain precious metals when determining the optimum preform geometryDeterminingthebestgeometrycanbedoneusingalessexpensivealloy.Forexample,iftheapplicationcallsforAu/Snsolder,use90Pb/10Snorsomeotherlowercostalloytooptimizepreformdimensionstodeterminetherequiredsoldervolumeforthejoint.Higherleadcontainingalloysarepreferredsincethedensityofleadisclosertogoldthantin.Iftheapplicationrestrictsthe2dimensionalshapeofthepreform,varyingthethicknessisagoodwaytoarriveattheappropriatevolumeofsolderrequired.
2)Cut preforms by hand from solder ribbon or sheet when prototypingChangestotoolingdesigncanaddcostandimpacttheoveralltotalcostofpreforms.Fabricatingsmallvolumesofpreformsmanuallycanbeaneconomicmethodofarrivingattheoptimumpreformshapeandsize.
Standardalloysandmanyspecialtysolderalloyscanbepurchasedinribbonorsheetforminwidthsclosetothatofonedimensionofthepreform.Usingasharpcuttinginstrument,suchasanX-Actoknife,cuttheexperimentalshapefromtheribbonorsheet.
3)Begin evaluations using thin solder materialsIftheproperpreformthicknessisinquestion,itisbesttobeginwiththethinnestpreformpossible.Iftheappropriatevolumeisnotimmediatelyachievedwithonepreform,theycanbestacked.Multiplepreformswillflowtogetherandfunctionasone.
Forexample,afterattemptingtouseapreformthatis.002”thick,itisevidentthatthevolumeofsolderprovidedbythepreformisinsufficient.Theamountofsoldercanbedoubledbystackingtwopreforms,whichwouldequatetohavingonepreformthatis.004”thick.Thesoldervolumecanbetripled,andevenquadrupleduntilthepropervolumeisachieved.Thisallowsfortheappropriatethicknessofasingleproductionpreformtobedetermined.
4)Use the simplest preform geometry possibleEngineeringchargesforintricatedesignscancostsubstantiallymorethanlesscomplexdesigns.Designthesolderlocationssothattheycanbeadequatelybondedusingsimplepreformgeometriessuchaswashers,frames,discs,rectangles,etc.
5)Determine from the solder supplier the sizes and shapes for which tooling existsAnimportantissueinanysolderingapplicationistheresultantvolumeofsolderatthejointafterreflow.Thesizeandshapeofthepreformaregenerallysecondaryconsiderations.Oftenexistingtoolingthatyieldsslightlydifferentxandydimensionsfromtheidealsizecanbeutilizedifthethicknessofthepreformisadjustedaccordinglytoproducethesamesoldervolume.
Forexample,thedesignofanapplicationcallsforasolderpreformintheshapeofa1.2”x1.2”square.Thesoldersupplierdoesnothavetoolingforthissizebuthasexistingtoolingfora1.0”x1.0”preform.Toavoidadditionaltoolingcoststhe1.0”x1.0”sizeisselectedandthepreformthicknessincreasedtoyieldthesamesoldervolume.
Metal Thermal Interface MaterialsSuggestions for Solder Preform Design Informs

8 9
www.indium.com/TIM [email protected]
8 9
www.indium.com/TIM [email protected]
Metal Thermal Interface MaterialsSuggestions for Solder Preform Design Informs
IntroductionInFoRMS®arepatentedfabricationsinwhichbraided,woven,orrandom-fibermetalornon-metalsubstratematerialsaresandwichedbetweenlayersofpureindiumorsolderalloy.Inthemanufacturingprocess,materialfromthesurfacelayerspassesthroughthesubstratematrixtocoldweldwherethemetalsmeetwithinthematrix.Theprocessproducesareinforcedindiumorsolderfabricationwithimprovedstrengthandhandlingcharacteristics.
Thelayersmayalsobeadheredtothesubstratewithoutcoldweldingattheinterfacesothesubstratecanflextoaccommodateshearorthermally-inducedforces.Anotheroption,wouldbetoadhereanouterindiumoralloylayertoonlyonesideofasubstrate.
Forsolderapplications,fluxmaybeincorporatedwithinthematrixorappliedasacoating.
Afterthelaminatingprocessiscomplete,partsarecutorpunchedintodiscs,washers,rectanglesandothershapestosuitspecificapplicationrequirements.Stripmaterialscanalsobeprovidedforcustomsizingbytheuser.
Product AdvantagesInformsofferdramaticallyimprovedhandlingwhencomparedtoconventionalsolderalloyorindiumsheet,foil,ribbonorlargepreformmaterials.InFORMSalsoofferincreasedtensileandcompressivestrengthviathesubstratematerialswhileretainingtheuniqueattributesoftheouterlayermetal(e.g.thesoftness,ductility,andotheradvantagesofindium).
ApplicationsInFoRMSprovideengineerswithanenhancedmaterialforthedevelopmentofnew,ortheimprovementofexisting,applications.Theycanbeusedincryogenicorvacuumseals,EMIandRFIshielding,groundstraps,stand-offs,thermalmismatchdevicesorbackplaneassemblywashers.Whileanumberofmetalsmaybeused,indiumshouldbeconsideredinmanyapplicationsbecauseofitsuniqueattributes.Forexample,Indiumreadilywetsglass,quartz,andglazed
ceramics.Whencomparedtoconventionalsolders,indium-basedsolderssignificantlyreducescavengingandleachingofgoldandotherpreciousmetals.
Substrates and outer Layer MetalsInFoRMScanbeproducedfromawiderangeofmetalandnon-metalsubstratesdependingontheneedsoftheapplication.InFoRMShavebeensuccessfullyproducedusingtinplatedcoppershieldingmesh,stainlesssteelmesh,andevenwovenandrandom-fiberfiberglasscloth.PleasecontactourTechnicalSupportEngineersifyouwouldlikeustoworkwithyoutodevelopsamplesforexperimentation,includingspecialsubstratematerials,layerthicknesses,orouterlayermetallizations.
Inapplicationswherethemetalmeetsinthesubstratematrix,metalsusedonouterlayersmaybedissimilaraslongastheyarecompatiblewitheachother.Wheretheapplicationdoesnotrequirecoldweldingoftheouterlayers,thelayersmayalsobedissimilar.Ineithercase,compatibilitywiththesubstratematerialmustbeconsideredinapplicationsdevelopment.Mostcompatibilityissuesaredocumentedinsoldertechnicalguides.However,ifinquestion,it’salwaysagoodideatocontactIndiumCorporationforadvice.Whensolderalloysarespecified,publishedtemperatureguidelinesareapplicable.
Dimensional SpecificationsInFoRMSareproducedinsheetformandcanbecutorpunchedintolargeuniqueshapesforapplicationssuchascryogenicorvacuumseals,orintosmallpreformsfortaskssuchascomponentassembly.Dimensionaltolerancescanbeheldtothosenormallyspecifiedforstandardsolderpreforms,butmayvarydependingonthepartsize,thickness,substrate,andouterlayermaterials.Pleasecontactusifyouhavespecialrequirements.
SummaryInFoRMSaddhandlingcapabilitytosoftandductileindiumandsolderalloys.Theyalsostrengthenandyetretain,theuniqueattributesofthemetalsselectedfortheouterlayers.InFoRMSoffercountlessopportunitiesforsolvingdifficultapplicationproblems.
Reinforced Indium and Solder Alloy Fabrications
Tape and Reel PackagingFlexibilityTape and Reelpocketsareavailableinawiderangeofsizestoaccommodatevariouspreformshapesandsizes.
Shelf LifeTheshelflifeofsolderpreformsisdependentonthealloycomposition.Pb-freealloys,andalloyswithleadcontentoflessthan70%,haveashelflifeof1-yearfromthedateofmanufacture(DOM).Alloyswithleadcontent>70%haveashelflifeof6-monthsfromtheDOM.
Technical SupportIndiumCorporation’sinternationallyexperiencedengineersprovidein-depthtechnicalassistancetoourcustomers.ThoroughlyknowledgeableinallfacetsofMaterialScienceasitappliestotheelectronicsandsemiconductorsectors,TechnicalSupportEngineersprovideexpertadviceinsolderproperties,alloycompatibilityandselectionofsolderpreforms,wire,ribbonandpaste.IndiumCorporationTechnicalSupportengineersprovideRapidResponsetoalltechnicalinquiries.
IntroductionSolderPreformsareusedinavarietyofapplicationsthatrequirepreciseamountsofsolder.Dimensionscanbeheldtotighttolerancestoassurevolumeaccuracy.Solderpreformsareavailableinavarietyofalloys,includingindium,gold,tin,lead,andmanyothers.
SolderPreformscomeinstandardshapes,suchassquares,rectangles,washers,anddiscs.Typicalsizesrangefrom0.010”(.254mm)upto2”(50.8mm).Smallerandlargersizes,aswellascustomshapes,arealsoavailable.
Tape and Reelpackagingofpreformsallowsforeasieruseinhighvolumeandautomatedmanufacturingenvironments.
ApplicationsTape and Reel Preformsofferadvantagesoverloose-packedpreformsinmanyapplications.Somecommonexamplesare:
•Automation–Tape and Reel PreformsallowforeasyusewithpickandplaceequipmentinSMTlines.Theycanbepreciselyplacedasfastasyourequipmentwillallow.
•SolderFortification–TherearecertaininstancesinSMTapplicationswheresimplyprintingpastedoesnotprovidesufficientsoldervolume.Ratherthanresorttostepstencilingordispensing,aplacedpreformcanbemoreefficientbygivingyouprecise,repeatablesoldervolume.

10 11
www.indium.com/TIM [email protected]
10 11
www.indium.com/TIM [email protected]
Benefits • Maintainsstandoff• Bridgesgaps• Addsstrengthtosolderjoints
IntroductionClad Solder Preformsaremanufacturedshapesthatdeliverapreciseamountofsolderwhilemaintainingand/orbridgingaparticulargap.Theyconsistofacopperlayerthatiscladononeorbothsideswithaspecifiedthicknessofsolder.Dimensionscanbeheldtotighttolerancestoassurevolumeaccuracy.Cladsolderpreformscomeinstandardshapesandsizessuchassquares,rectangles,washers,framesanddiscs.Typicalsizesrangefrom.254mmupto50.8mm.Smallerandlargersizes,aswellascustomshapes,arealsoavailable.
Alloys/Materials Typicalalloysinclude:• Sn62/Sn63• 96.5Sn/3.5Ag• Sn10• Otheralloysareavailableuponrequest.
ThecorematerialisOFHCCopper:• AnnealedPerASTM-B152• Fscale• TensileStrength35,000psimax.• Othercoppersareavailableuponrequest.
PackagingClad Solder Preformsarepackagedinformatssimilartostandardpreformsandtakeintoconsiderationthesizeandstrengthofthepreform.Commonpackingmethodsincludejars,boxes(stackorlayerpack)andtape&reel.Mostpackagescanbebackfilledwithargonuponrequest.
Whenpossible,wesuggestfillingeachpackagewiththequantityofcladsolderpreformsthatwillbeconsumedinoneshift.
Storage and Handling ProceduresClad Solder Preformsshouldbekeptintheirunopenedcontainerinacooldryplaceuntiltimeofuse,preferablyinanitrogendrybox.Afteropening,anyunusedpreformsshouldbestoredinthesesameconditions.
SafetyEating,drinkingandsmokingshouldbeavoidedwhilehandlingpreforms.Handsshouldbewashedimmediatelyfollowinguse.Ifpossible,preformsshouldbehandledwithprotectiveglovesorfingercots.
Applications• HeatSinkAttach• PinSoldering• 3DSoldering• JumperBridges• Connectors
Andothersolderingapplicationswherethefollowingpropertiesaredesired:•Strength•WearResistance•Formability•ElectricalProperties•ThermalProperties
Compatible Products • Clad Solder Preformscanbefluxcoatedwithanyofourstandardpreformfluxcoatings.
• IndiumCorporation’sliquidfluxesandTACfluxes.
MetalThermalInterfaceMaterials FluxesClad Solder Preforms Rosin/Resin Based Liquid Soldering Fluxes

10 11
www.indium.com/TIM [email protected]
10 11
www.indium.com/TIM [email protected]
Flux RemovalSincethepostsolderresiduesoftypesRandRMAfluxesareconsiderednon-corrosive,non-conductiveandnon-hydroscopic,fluxremovalisnotusuallynecessary.Ifcleaningisdesiredthisisbestaccomplishedwithacommerciallyavailablefluxresidueremover.
BestpracticeistoalwaysremoveRAresiduesinelectronicsapplications.
Standard PackagingTheseliquidsolderingfluxesarepackagedin2differentsizeplasticcontainers:•1U.S.pint(0.473liter)•1U.S.gallon(3.785liter)
MetalThermalInterfaceMaterials FluxesClad Solder Preforms Rosin/Resin Based Liquid Soldering Fluxes
Features•SuitableforPin-GridArrayandstandardBallGridArrayapplications
•Excellentsolderabilitytoallcommonsurfacemetallizations
•No-cleanresidue•Canbeusedforprinting,dipping,andpintransferdeposition
•OffershighyieldsinBGAbumpingprocess•SuitableforbothPb-FreeorSn/Pbapplications
IntroductionBall Attach Flux NC-506isalowviscositythixotropicno-cleanfluxdesignedforuseinballattachmenttosubstrates(BGAmanufacturing).Itisespeciallyusefulinapplicationsrequiringsolderingtosurfacefinisheswithtenaciousoxides,suchasnickel.Itcanalsobeusedwhereverano-cleanballattachfluxisneeded,andissuitableforavarietyofdifferentdepositionmethods.
NC-506 Flux
Properties Value Test MethodFlux type Classification: ROL1 J-STD-004 (IPC-TM-650: 2.3.32 and 2.3.33)Typical Viscosity: 320kcps Brookfield HB DVII+-CP (5rpm)SIR (ohms, post cleaning): Pass (>109 after 7 days @ J-STD-004 (IPC-TM-650: 85ºC & 85% RH) 2.6.3.3 IPC-B-24Typical Acid Value: 103mg KOH/g Titration Typical Tack Strength: 250g J-STD-005 (IPC-TM-650: 2.4.44)Shelf Life: 6 months (-20°C to +5°C)* Viscosity change/ microscope examination All information is for reference only. Not to be used as incoming
product specifications.
All information is for reference only. Not to be used as incoming product specifications.
Flux #5R #5RMA #5RARosin/Resin Bas Heat Stabilized Resin Heat Stabilized Resin Heat Stabilized ResinSolderingTemperature Range
125ºC - 350ºC 125ºC - 350ºC 125ºC - 350ºC
MetallizationTo Be Soldered
Au, Ag, Pt, Pd, Clean Cu
Au, Ag, Pt, Pd,Clean Cu, Sn, Solder Plate
Ni, Rh, Cd, Brass, Bronze BeCu, Pb, Oxidized Cu
Activation None Added Mildly Activated Fully ActivatedSolids Content 47% 46% 44%Water Resistivity Extract (ohm-cm)
>100,000 >100,000 >50,000
Specific Gravity .90 .91 .88Boiling Point 84°C 84°C 84°CFlash Point 11°C 11°C 11°CIPN 84072 84032 84039
Thinner #8300 (Part Number 84041) - all fluxes

12 13
www.indium.com/TIM [email protected]
12 13
www.indium.com/TIM [email protected]
Benefits• Excellentcleanability,residuecanberemovedwithroomtemperaturewater
• Canbeusedforprinting,dipping,andpintransferdeposition
• OffershighyieldsinBGAbumpingprocess• Excellentsolderability• Wideprocesswindow• SuitableforSn/Pb,Pb-Free,andhighlead-containingapplications
• DesignedforFlip-Chipapplications
IntroductionWS-366 Interconnect Fluxisahighviscositypaste-typefluxdesignedforuseinBGAbumpingandboardlevelattachment.Itcanalsobeusedwhereverawater-solublefluxwithexcellentcleanabilityisdesired.
All information is for reference only. Not to be used as incoming product specifications.
Fluxless SolderingSomeapplicationsareverysensitivetotheuseofafluxduetothepostreflowresiduethatmaybepresent.Also,fluxmaybeaprobleminavacuumenvironmentorinanapplicationinwhichitmustbefreeofcorrosiveorvolatilematerials.
Ifgoldisusedfortheoutermetalizationonthepartstobejoined,acceptablewettingmaybepossiblewithouttheuseofaflux.Ifthisisnotpossible,areducingatmospheremaybeusedtoremovetheoxidesandresultinsufficientwetting.Belowaresuggestionsandhelpfulhintsforchoosingareducingatmospherethatfitsyourapplication.
•Commonreducingatmospheresare:88%nitrogen,12%hydrogen90%nitrogen,10%hydrogen95%nitrogen,5%hydrogen100%hydrogen
•Thehigherthereflowtemperaturethemoreeffectivetheoxidationremovalusingareducingatmosphere.Areflowtemperaturethatis350°Candaboveisthebestforoxideremoval.
•Nitrogenorargonissometimesusedinfluxlesssolderingbecauseitpreventstheformationofoxidesduringreflow.However,thesegasesdonotremovepreexistingoxidesonthemetalization,onlythehydrogencandothat.
Fluxlesssolderingisalsousedwhenjoiningthetwosubstratestogetherwherefluxresiduewouldbedetrimentaltotheoperationofthefinalproduct.Forexample,voidingduetofluxentrapmentcanresultinpoorperformancebecauseofredudedelectricalorthermalconductivity.
Inanapplicationwhereareducingatmosphereisnotpractical,twoormoremetalizationscanbejoinedusingfluxintheinitialpre-coatingofthesubstrates.Afterpre-coatingiscomplete,thefluxresiduecanberemovedusinganappropriatesolvent.Thecleanedpartscanthenbeassembledwithoutafluxandreflowedafinaltimetojointhem.Thismethodisespeciallyeffectivewhenfairlylargepiecesneedtobejoinedandfluxentrapmentcannotbetolerated.
Fluxes MetalThermalInterfaceMaterialsWS-366 Interconnect Flux Bonding Non-Metallic Materials
PropertiesFlux type Classification: H1Color: Amber to brownStencil Life: >8 hours at room temperatureShelf Life: 3 months at 0 to +30°CSIR (ohms, post cleaning): Pass (>109 after 7 days @ 85ºC & 85% RH) Typical Viscosity: Brookfield: 425 kcps at 5rpm Halide Content: <3% Cl equivalent Acid Value: 30-50 Tack Strength: 100-400g

12 13
www.indium.com/TIM [email protected]
12 13
www.indium.com/TIM [email protected]
ApplicationAuniquepropertyofindiumisthatitwillwetandbondtocertainnon-metallicssuchasglass,glazedceramics,mica,quartzandvariousmetallicoxides.
Metal/Alloy SelectionIndalloy#4(100%indium)andIndalloy#1E(52In48Sn)exhibitthebestwettingqualityonnon-metallics.Indalloy#3(90In10Ag)andIndalloy#290(97In3Ag)exhibitslightlylowerwettability,buthigherstrength,duetothehardeningeffectofthesilverpresent.
Surface PreparationBeforebonding,thoroughlycleanthenon-metallicsubstratewithastrongalkalinecleaner.Rinsewithdistilledwaterandrinseagainwithelectronicsgradeorganicsolvent,suchasacetone.Inthecaseofglass,quartzorglazedceramics,adhesionisenhancedbyheatingthematerialtoabout350°C,thencoolingtoabout200°C.
Bonding ProcedureApplyindiumtotheheatednon-metallicusinganindium-platednickelfeltapplicator.Rubgentlyuntilthenon-metalliciscoatedwithathinfilmofindium.
Tobondtwonon-metallicsubstratestogether,precoateachsurfacewithindiumasdescribedabove.Bringthetwoprecoatedsubstratesincontactwitheachotherandreflowat20-30°Covertheliquidustemperatureofthesolderusedtoprecoat.
Tobondanon-metallicsubstratetoametallicsubstrate,precoatthenon-metallicsurfacewithindiumasdescribedabove.Precoatthemetallicsurfacewiththesameindiumalloyasusedonthenon-metallicsurface,usinganappropriateflux.Completelyremovethefluxresidue.Bringthetwoprecoatedsurfacesincontactwitheachotherandreflowat20-30°Covertheliquidustemperatureofthesolderusedtoprecoat.
Inmostcases,ultrasonicenergy,likethatgeneratedbyanultrasonicsolderingironorpot,iseffectiveinpromotingwettingofthesurface.Bondstrengthsof400-700PSIaretypicalofthistechnique.
Thefollowinglistoffouralloysarerecommendedforbondingnon-metallicmaterials.Themeltingtemperaturesandsomeofthepropertiesoftheindividualalloysarealsolisted.
Ap
plication N
otesFluxes MetalThermalInterfaceMaterialsWS-366 Interconnect Flux Bonding Non-Metallic Materials
Using Indium and High Indium Alloys
E= Eutectic, MP= Melting Point
IndalloyNumber Liquidus Solidus
TensileStrength
PSI
ElectricalConductivity% of IACS
ThermalCoefficient
of Expansionµ in/in/°C@20°C
ThermalConductivity
W/m•K@85°C
Composition
# 1E 118°C E 1720 11.7 20 34 52In 48Sn
# 3 237°C 143°C 1650 22.1 15 67 90In 10Ag
# 4 157°C MP 273 24.0 29 86 100In
# 290 143°C E 800 23.0 22 73 97In 3Ag

15
15
www.indium.com/TIM [email protected]
14
www.indium.com/TIM
Contactareainathermalinterfaceisakeyconsideration,especiallyinreal-worldapplicationsinvolvingsurfacesthatarenotideal.
Typicalflip-chipdiesurfacesonlaminatepackagescanvary.001”/.4”(1cm),andthesameistruewithliddedcomponents.Mostofthisvariationoccursbecauseofstressesimpartedduringtheattachmentofthedieorpackage.Ontheheatsinkside,manufacturingmethodsvary–asdoessurfaceplanarity.Thefirstpartofplanningthedesiredthicknessofyourthermalinterfacematerial(TIM)istodetermineastack-updimensionoftolerances.Takeintoaccountmaximumsurfacevariationsatambientconditionsandduringoperationaltemperatures(includingburn-in)tocompensatefortheleastidealassemblythatispossiblefromyourprocedure.
Assemblycanalsoincreasethegapbetweentheheatgeneratingcomponentandthelidorheatsink.Forinstance,ona1cmdie,1°ofmisalignmentcreatesagapof.007”(RefertoFig.#2).Misalignmentneedstobefilledwithathermalinterfacematerialforproperconduction.
Finally,itisimportanttomakesurethereissomeTIMbetweenthetwointerfacedsurfacesattheclosestpoint.Itmaybenecessarytoadd.001”ofsTIMthicknesstothepreviouslyestimatedstack-upthickness.Evenanideallyflat,alignedinterfaceshouldhavea.001”sTIMbondline.
Suggested Preform Thickness(1cm x 1cm interface)
For Worst Case Bondline Thickness
Metal Thermal Interface MaterialsDesigning a sTIM Etching Indium to Remove Oxides
Fig.#1Heatsink/BoardWarpFig. Fig.#2CompoundWarp/Alignment
Lessroughness,lesscurvature,smallerareaandreducedCTEwillenableathinnerbondline.
Ap
plication N
otes
Die Curvature(µm) Lid Curvature (µm) Misalignment (µm) Suggested Thickness (µm)
10 10 10 60-90
10 10 30 80-100
10 30 30 90-110
30 10 30 90-110
10 10 50 100-130
10 30 50 110-140
30 10 50 110-140
30 50 80 180-200
50 50 80 200-230

15
15
www.indium.com/TIM [email protected]
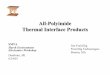
Indium Cold Welding
Theformationofmetaloxidesonindiumisself-passivating.Athicknessof80-100Angstromsofoxideisallthatwillformonthesurface.Priortousingindiuminasealingorcoldweldingapplication,itisrecommendedthatthisoxidelayerberemoved.Hereistherecommendedprocedureforoxideremoval:
1.Degreasetheindiumwithanorganicsolvent,suchasacetone,toremoveanyorganiccontaminantsthatmaybeonthesurface.
2.Mildlyetchtheindiumsurfacesinasolutionof5-10%hydrochloricacid(byvolume)atroomtemperaturefor1to5minutes,dependingonoxidethickness,untilsurfaceappearsbright.Thiswillremovethe80-100Angstromsofoxidethatformonthesurface.
3.ThoroughlyrinsetwiceinDIwater.
4.Rinseoffthewaterwithacetone(preferred)orisopropylalcohol.
5.Blow-drywithdrynitrogen.
Note:Becausethisprocedureslightlyetchesthemetallicsurface,exposingalargersurfaceareatooxidation,onlytheindiumthatisgoingtobeusedimmediatelyshouldbecleanedbythisprocedure.Returnanyunused,etchedindiumtostorageundernitrogenorargon.
Indiumhastheuniqueabilitytocoldweldtoitself.Ifthesurfaceshavebeencoatedwithindium(minimum0.002”-0.003”),theycanbejoinedbyfollowingthisprocedure:
1.Degreasetheindiumwithanorganicsolvent,suchasacetone,toremoveanyorganiccontaminantsthatmaybeonthesurface.
2.Mildlyetchtheindiumsurfacesinasolutionof5-10%hydrochloricacid(byvolume)atroomtemperaturefor1to5minutes,dependingonoxidethickness,untilsurfaceappearsbright.Thiswillremovethe80-100Angstromsofoxidethatformonthesurface.[Indiumisself-passivatingandwillformanoxidelayerthatisonly80-100Angstromsthick.Theoxide,onceremoved,willreformtothe30-40Angstromslevelimmediatelyandtothe80-100Angstromslevelinabout3days.Thisoxidelayerreducesindium’sabilitytocoldweld.]
3.ThoroughlyrinsetwiceinDIwater.
4.Rinseoffthewaterwithacetone(preferred)orisopropylalcohol.
5.Blow-drywithdrynitrogen.
6.Amildpressureisallthatisusuallyrequiredtojointheindiumsurfacestogether.
7.Usecautiontoproperlyaligntheindiumbeforejoining,astheywillnoteasilyseparatewithoutdamagingthejoint.Theywillsticklikecontactcement.
Pure indium ribbon with normal oxide layer of 80-100 Å (formed at room temperature in ambient conditions).
Indium ribbon being etched in the hydrochloric acid solution for 1 minute to remove oxide layer.
Etched indium ribbon wound back on itself and cold-welded to form a loop.
Metal Thermal Interface MaterialsDesigning a sTIM Etching Indium to Remove Oxides
Ap
plication N
otes

17
17
www.indium.com/TIM [email protected]
16
www.indium.com/TIM
Metal Thermal Interface Materials
MaterialIndalloy Number
Thermal Conductivity
W/m•K at 300K
Thermal Conductivity
W/m•K at 85C
Liquidus (C) MP/E
Solidus (C)
Diamond 1300-2400 SiC 611 Ag 429 Cu 401 Au100 200 318 1064 MP Au 317 Beo 250 Al 240 AlN 200 W 180 Zn 116 Ni 91 Fe 84-90 In100 4 82 86 156.7 MP In97 Ag3 290 73 143.3 E 143.3Sn100 128 73 232 MP Pd 72 Pt 72 In90Ag10 67 In90 Ag10 3 67 237 143Sn 66 Sn91 Zn9 201 61 199 E 199Au80 Sn20 182 57 57 280 E 280Sn77.2 In20 Ag2.8 227 54 187 175
Sn62.5 Pb36.1 Ag1.4
104 50 179 E 179
Sn63 Pb37 106 50.9 50 183 E 183Sn60 Pb40 109 49.8 49 191 183Sn62 Pb36 Ag2 49
Sn50 Pb50 116 46.7 48 212 183Sn70 Pb18 In12 9 45 167 154
Pb60 Sn40 130 44 238 183Au88 Ge12 183 44 44 356 E 356Sn40 Pb60 43.6 In80 Pb15 Ag5 2 43 154 149
Pb70 Sn30 141 40.5 41 257 183In70 Pb30 204 38 175 165Pb80 Sn20 149 37.4 37 280 183Pb100 170 35 35 327 MP In52 Sn48 1E 34 118 E 118In50 Sn50 1 34 125 118
Sn96.5 Ag3.5 121 33 33 221 E 221
Sn60 Bi40 281-338 30 170 138
MaterialIndalloy Number
Thermal Conductivity
W/m•K at 300K
Thermal Conductivity
W/m•K at 85C
Liquidus (C) MP/E
Solidus (C)
In60 Pb40 205 29 181 173Sn95 Sb5 133 28 28 240 235Pb88 Sn10 Ag2 228 27 290 267
Au96.76 Si3.24 184 27 363 E 363
Pb90 Ag5 Sn5 155 25 292 MP
Pb92.86 In4.76 Ag2.38
6 25 300 MP
Pb90 Sn10 159 35.8 25 302 275Pb89.5 Sn10.5 242 25 302 275
Pb90 In5 Ag5 12 25 310 290
Pb92.5 In5 Ag2.5 164 25 310 300
Sb 24 Pb37.5 Sn37.5 In25 5 23 181 134
Pb97.5 Ag1.5 Sn1 165 23 309 E 309
Pb95 Sn5 171 35.2 23 312 308Pb94.5 Ag5.5 229 23 365 304
In50 Pb50 7 35 22 210 184Pb95 In5 11 21 313 300Bi58 Sn42 281 19 138.3 E 138.3Pb60 In40 206 19 231 197Pb75 In25 10 18 260 240Pb81 In19 150 17 275 260Alloy 42 15.6 Bi52 Pb30 Sn18 39 13 96 E 96
Boron Nitride filled Silicone
6
Bi55.5 Pb44.5 255 4 124 E 124
Solver Filled Phase Change
3.0 - 8
Ag - Filled Die Attach 1.3 - 5
Molding Compounds 0.6 - 0.7
BT Epoxy 0.19 FR-4 0.11 Air 0.03
Typical Indium ApplicationsIndium,the49thelement,wasdiscoveredinGermanyin1863.In1934,IndiumCorporationofAmericawasthefirsttobegincommercialdevelopmentofindium,andisstilltheleadingrefiner,fabricator,andmarketerofthisversatilesilver-whitemetal.Indiumisusedinawidevarietyofapplications,basedonitsuniqueattributes.
SolderingWhenindiumisincludedinsoldercompositions,manyadvantagesarerealized.Comparedtoconventionaltin-leadsolders,indiumalloysexhibitlowercrackpropagationandimprovedresistancetothermalfatigue.Indiumwillreducegoldscavengingthatcanoccurwith
tin-basedsolderongoldorgold-platedparts.Itsductilitywillallowsomematerialswithdifferentcoefficientsofthermalexpansiontobejoinedtogether.Inspiteofthemetal’ssoftness,itcanstrengthenmaterialsitisalloyedwith.
BondingTheuniquepropertiesofindiummakeitanidealbondingmaterial,especiallywhenbondingnon-metalssuchasquartz,glass,andglazedceramics.Indiumcanalsobecoldweldedtoitself.Iteasilydeformsunderpressureandwillfillvoidsbetweentwosurfaces,evenatcryogenictemperatures.
Low-Temperature AlloysIndiumisalsothebasisformanylowmeltingpointfusiblealloys.Thesealloysareoftenusedtoholdproducts,suchaseyeglasslensesorturbineblades,whiletheproductsarebeingworkedon.Thenthealloycanberemovedwithminimalheat,keepingtheproductfrombeingdamaged.Indiumisalsousedwithgalliumtocreatealloysthatareliquidatroomtemperature.
Thin FilmsThinfilmsofindium-tinoxide(ITO)onclearglassorplasticfunctionastransparentelectricalconductorsand/
orinfraredreflectors.TypicalusesofthinfilmsofITOincludeLCDflatpaneldisplays,touchscreenCRT’s,ELlampsanddisplays,EMIshields,solarpanelsandenergyefficientwindows.AircraftandautomobilewindshieldsarecoatedwithITOfordemistinganddeicing.Otherindiumchemicalsareusedinalkalinebatteries,replacingtoxicmercurycompounds.
High-Purity IndiumHigh-purityindium(99.9999and99.99999)isusedinIII-Vcompoundsemiconductorssuchaslaserdiodes.
Tech
nical Sp
ecificatio
ns

17
17
www.indium.com/TIM [email protected]
Metal Thermal Interface Materials
Indium,the49thelement,wasdiscoveredinGermanyin1863.In1934,IndiumCorporationofAmericawasthefirsttobegincommercialdevelopmentofindium,andisstilltheleadingrefiner,fabricator,andmarketerofthisversatilesilver-whitemetal.Indiumisusedinawidevarietyofapplications,basedonitsuniqueattributes.
SolderingWhenindiumisincludedinsoldercompositions,manyadvantagesarerealized.Comparedtoconventionaltin-leadsolders,indiumalloysexhibitlowercrackpropagationandimprovedresistancetothermalfatigue.Indiumwillreducegoldscavengingthatcanoccurwith
tin-basedsolderongoldorgold-platedparts.Itsductilitywillallowsomematerialswithdifferentcoefficientsofthermalexpansiontobejoinedtogether.Inspiteofthemetal’ssoftness,itcanstrengthenmaterialsitisalloyedwith.
BondingTheuniquepropertiesofindiummakeitanidealbondingmaterial,especiallywhenbondingnon-metalssuchasquartz,glass,andglazedceramics.Indiumcanalsobecoldweldedtoitself.Iteasilydeformsunderpressureandwillfillvoidsbetweentwosurfaces,evenatcryogenictemperatures.
Low-Temperature AlloysIndiumisalsothebasisformanylowmeltingpointfusiblealloys.Thesealloysareoftenusedtoholdproducts,suchaseyeglasslensesorturbineblades,whiletheproductsarebeingworkedon.Thenthealloycanberemovedwithminimalheat,keepingtheproductfrombeingdamaged.Indiumisalsousedwithgalliumtocreatealloysthatareliquidatroomtemperature.
Thin FilmsThinfilmsofindium-tinoxide(ITO)onclearglassorplasticfunctionastransparentelectricalconductorsand/
orinfraredreflectors.TypicalusesofthinfilmsofITOincludeLCDflatpaneldisplays,touchscreenCRT’s,ELlampsanddisplays,EMIshields,solarpanelsandenergyefficientwindows.AircraftandautomobilewindshieldsarecoatedwithITOfordemistinganddeicing.Otherindiumchemicalsareusedinalkalinebatteries,replacingtoxicmercurycompounds.
High-Purity IndiumHigh-purityindium(99.9999and99.99999)isusedinIII-Vcompoundsemiconductorssuchaslaserdiodes.
Phy
sical Co
nstan
ts
StructureFacecenteredtetragonalat25°C: a=0.32525nmandc=0.49465nm
Mass CharacteristicsAtomicweight: 114.82
Density:
°C gm/cc 20 7.30 164 7.026 194 7.001 228 6.974 271 6.939 300 6.916Volumechangeonfreezing,2.5%contraction
Thermal PropertiesMeltingpoint: 156.6°CBoilingpoint: 2080°CCoefficientofthermalexpansion: Linear,24.8µm/m•Kat20°C
Specificheat:
°C J/kg•K 25 233 127 252 156.63 (solid) 264 156.63 (liquid) 257 227 256 327 255 427 254Latentheatoffusion: 28.47kJ/kgLatentheatofvaporization: 1959.42kJ/kgThermalconductivity: 83.7W/m•Kat0°C
Vaporpressure:
°C kPa 1215 0.1013 1421 1.013 1693 10.13 2080 101.3
Electrical PropertiesElectricalresistivity:
°C nΩ-m 3.38 K — Super conducting 20 84 154 291 181 301 222 319 280 348
Electrochemicalequivalent: Valence3,396.4µg/CElectrodepotential: In0gIn3++3e,0.38VElectronegativity: 1.7Pauling’s
Magnetic PropertiesMagneticsusceptibility,Volumetric:7.0x10-6mks
Nuclear PropertiesNaturalisotopedistribution:
Mass Number % 113•115 4.3 115 95.7
ThermalneutroncrosssectionFor2.2km/sneutrons: absorption,190±10b; scattering,2.2±0.5bValencesshown: 3also2and1Atomicradius/Goldschmidt: 0.157nmAtomicnumber: 49Photoelectricworkfunction: 4.12eVElectronicstructure: Kr4d105s25p1Firstionizationenergy: 133k-cal/g-mole
Mechanical PropertiesTensilestrength:
K MPa 295 1.6 76 15.0 4 31.9
Compressivestrength: 2.14MPaHardness: 0.9HBElasticmodulusat20°C: 12.74GPaintensionPoisson’sat20°C: 0.4498Bulkmodulus: 35.3GPaTensilemodulus: 10.6GPa

18 19
www.indium.com/TIM [email protected]
18 19
www.indium.com/TIM [email protected]
TechnicalSupport
Technical Support—When You Need It. Youhavechallenges,opportunities,andnewprocessestoaddress.Indium’stechnicalexpertiseisavailableinseveralforms:
Indium’s Process Simulation Lab Capabilities:•StencilPrinting
•PrecisionSyringeDispensing
•FullyAutomated3DSolderPasteInspection
•ComponentPlacement
•ForcedAirConvectionandInfraredReflow
•WaveSoldering
•X-RayAnalysis
•AcousticMicroscopeInspection
•Temperature-Humidity-BiasTesting(SIR&ECM)
•MechanicalStrengthTesting
•TG/DTA&DSCAnalysis
•WettingBalanceTesting
•ThermalCycling
•AndMore...
Indium’s Process Simulation Lab providesApplicationsEngineerswiththetoolstoworkwithyouandindustrypartnersondesignedexperimentstofullycharacterizeSMTassemblymaterialsandtheiruseinleading-edgetechnologyapplications,including:
•SolderPasteResponse-To-PauseTestingandTransferEfficiencyCalculations
•VoidingAnalysisandCharacterizationonBGAandCSPComponentsUsingSolderPaste,EpoxyFlux,andNo-FlowUnderfillMaterialsinMicroVia-In-PadApplications
•FeasibilityStudiesforNewTechnologiesandMaterials
•ReflowProfileOptimization
online Support:• Powerful,Interactive,OnlineTechnicalKnowledgebase
• http://knowledge.indium.com
• Available24/7
• Customer-RatedAnswers
Phone and Email:• PersonalService• CustomizedInformation• SeeTechnical Support Directory
Training Workshops:• GeneralorSpecificTraining• YourSiteorOff-Site• CustomizedtoMeetYourNeeds
Site Visits:• TotalFocusonYOURIssues
• SpotlightonYourProcess

18 19
www.indium.com/TIM [email protected]
18 19
www.indium.com/TIM [email protected]
nS SMTACERTIFIED
nG GREENBELTCERTIFIED
nB BLACKBELTCERTIFIED
ConfidentialityIndiumCorporationrecognizestheimportanceofconfidentialityinthedesignofsolutions.Asatrustedpartner,ourengineerswillworkwithyoutohelpyoufindtherightsolutionforyourassemblyproblems.Wecanhelpyoufindtherightalloyforperformanceandthebestsolderformforeaseofassembly.
TechnicalSupportDirectory North AmericA
n DavidSbiroli Tel: +13158534900x7531 nSMANAgER Of TEcHNIcAL SERvIcES Fax: +13158531000
n ChrisAnglin Tel: +13158534900x7556 nSTEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
(HQ-BASED)
n EricBastow Tel: +13158534900x7504 nSTEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
SOUTHEAST U.S.
n EdwardBriggs Tel: +13158534900x7594
TEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
NORTHEAST U.S.
n IvanCastellanos Tel: +523334414009 nSTEcHNIcAL SUPPORT ENgINEER Fax: +523336705106
MEXIcO
n JimHisert Tel: +13158534900x7592TEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
(HQ-BASED)
n BrandonJudd Tel: +13158534900x7689TEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
SOUTHwEST/ROcky MOUNTAINS U.S.
n FrankKomitskyJr.,Ph.D.,PE Tel: +13158534900x7539MARkET MANAgER Fax: +13158531000
n RonaldC.Lasky,Ph.D.,PE Tel: +15089302242 nS
SENIOR TEcHNOLOgIST Fax: +15085335678
n Ning-ChengLee,Ph.D. Tel: +13158534900x7613
vIcE PRESIDENT TEcHNOLOgy Fax: +13158531000
n ChristopherNash Tel: +13158534900x7521TEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
MIDwEST U.S.
n JamesSlattery Tel: +13158534900x7541vIcE PRESIDENT, TEcHNIcAL SUPPORT, Fax: +13158531000
METALS & cHEMIcALS
n PaulSocha Tel: +13158534900x7570PRINcIPAL APPLIcATIONS ENgINEER Fax: +13158531000
n KarthikVijayamadhavan Tel: +13158534900x7519 nSTEcHNIcAL SUPPORT ENgINEER Fax: +13158531000
wESTERN U.S. Mobile: +13155341360
n AmandaWhittemore Tel: +13158534900x7599APPLIcATIONS ENgINEER Fax: +13158531000
AsiA PAcific
n RichardBrooks Tel: +18175283697MANAgER of Technical Services Fax: [email protected] nB
n Yong-KwangChia Tel: +6562688678 nS
TEcHNIcAL MANAgER Fax: [email protected] Mobile: +6598427593 nG
n Sze-PeiLim Tel: +60122896560 nSAREA TEcHNIcAL MANAgER Fax: +6562685646 [email protected]
n SeharSamiappan Tel: +6045871766 nS
ASSISTANT TEcHNIcAL MANAgER Fax: [email protected] Mobile: +60124839314 nG
n DamianSanthanasamy Tel: +60174652071nSTEcHNIcAL ENgINEER Fax: [email protected] Mobile: +60174165814 nG
n MarioScalzo Tel: +6563050139 nSTEcHNIcAL SUPPORT ENgINEER Fax: +6562685646 [email protected] nB
n GraceSoh Tel: +6593366389 nSTEcHNIcAL ENgINEER Fax: [email protected] nG
chiNA
n GulfGuo Tel: +86(0)13606213516TEcHNIcAL MANAgER [email protected]
n WisdomQu Tel: +86(0)13506264715TEcHNIcAL SERvIcE ENgINEER [email protected]
n AndyWei Tel: +86(0)13609620615TEcHNIcAL SERvIcE ENgINEER [email protected]
n MartinWen Tel: +86(0)13923708051TEcHNIcAL SERvIcE ENgINEER [email protected]
n AaronYan Tel: +86(0)13812739985TEcHNIcAL SERvIcE ENgINEER [email protected]
n DerekWang Tel: +86(0)13812799637TEcHNIcAL SERvIcE ENgINEER [email protected]
euroPe
n MichaelFenner Tel: +441908580401TEcHNIcAL PROJEcTS MANAgER Fax: [email protected]
n DavidMcKee Tel: +441506412087nScONTINENTAL PcBA SPEcIALIST Fax: [email protected]
n CristianTudor Tel: +40723171398nSTEcHNIcAL SUPPORT ENgINEER Fax: [email protected]
n GrahamWilson Tel: +441908580401 APPLIcATIONS ENgINEER Fax: +441908580411 [email protected]

Singapore
Clinton,NYUSA
Liuzhou,PRC
MiltonKeynes,UK
Utica,NYUSA
Shenzhen,PRC
Clinton,NYUSA
Chicago,ILUSA
Suzhou,PRC
Chicago, USA ★★★★
★★
Clinton, NY, USA
Milton Keynes, UK
★★★
★
Suzhou, China
Liuzhou, ChinaShenzhen, China
Singapore
Torino, Italy
Utica, NY, USA
LocationsWorldwide
FormNo.98310(A4)R0
www.indium.com [email protected]
ASIA: Singapore: +65 6268 8678 CHINA: Suzhou, Shenzhen, Liuzhou: +86 (0)512 628 34900EUROPE: Milton Keynes, Torino: +44 (0) 1908 580400USA: Utica, Clinton, Chicago: +1 315 853 4900