Embed Size (px)
Citation preview

ISSN 1759-5975 £7.50
FOR EXPERTS IN METALFORMING
2016 - EDITION 44
CBM EVENT UPDATENo time to waste in hunt for HS2 supply contracts
Page 6
FASTENERSA new market for GESIPA®
Page 13
FORGINGFocusing treatment to improve die surfaces
Page 15
SHEET METALMilton Keynes Pressings Group (MKP) has been awarded a prestigious supplier quality award by Caterpillar
Page 23
METAL MATTERS
Auto industry seminar brings members flocking
Page 8
METALLURGY FOR NON-METALLURGISTS
2017 COURSE DATES: MONDAY 13TH & TUESDAY 14TH FEBRUARY
THE METALLURGY FOR NON-METALLURGISTS PROGRAMME IS A TWO DAY COURSE DESIGNED FOR ANYONE WHO NEEDS TO KNOW MORE ABOUT METALS AND PROCESSES USED IN THEIR COMPANY.OUTLINE OF COURSE CONTENTS
• Metal properties• Metals structure• Ore smelting• Metals making & casting• Rolling and metal forming• Mechanical Testing and NDT• Hot & cold working/shaping/forming• Heat treatment• Metalalloyclassification• Corrosion
BUSINESS BENEFITSThe Metallurgy for Non-Metallurgists programme will enable participants to:
• communicate more effectively with technical colleagues• bebetterinformedandmoreefficientwhendealingwithcustomerenquiries• avoid mistakes caused by lack of understanding• understand the production, processing and testing of relevant metals and alloys• appreciate the properties and applications of relevant industrial alloys
PROGRAMME CONTENTCourses commence with delivery of core knowledge components and progress onto a series of extended knowledge modules.
PROGRAMME DELIVERYCourses take the form of participative workshops, led by an expert metallurgist with extensive metals industry experience. The content, length and structure of the course can vary according to individual company needs. Afolderofcoursematerialsissuppliedandallattendeeswillreceiveacertificate after completing the two day course.COSTCBM members £310 + vat per personNon Members £430 + vat per person
Places are limited, so to avoid disappointment reserve your place(s) now: contact Kirsi Lintula at the CBM on 0121 601 6350 or email: [email protected].
NATIONAL METALFORMING CENTRE, WEST BROMWICH, WEST MIDLANDS B70 6PY
FOR EXPERTS IN METALFORMING
TUESDAY 16TH & WEDNESDAY 17TH MAY • MONDAY 2ND & TUESDAY 3RD OCTOBER
President’s Review2: President’s review2: Diary Dates
CBM Membership3: Whats in it for you?4: Welcome to our new members
CBM Event4: How to Improve Tool & Die Life Event
CBM Event Update6: No time to waste in hunt for HS2 supply contracts8: Auto industry seminar bringsmembersflocking
Fastener10: Clever fastening by forming13: AnewmarketforGESIPA®
13: GESIPA® blind rivet nuts and blind rivet studs at body in white applications
Forging14: EUROFORGEmeeting15: Focusing treatment to improve die surfaces17: Extensive manufacturing processes19: SMS group delivers first fully automated 25-MN closed-die forging press with automatic walkingbeamtoPARSANinTurkey21: FutureForge to safeguard the UK’s forging industry
Sheet Metal 22: AP&T has received a transfer solution order from Denso Marston in Shipley22: ICOSPA meeting 2016 23: BALINIT® FORMERA is a PVD coating developed by OerlikonBalzersspecially for the forming of high-strength steels 23: MiltonKeynesPressingsGroup (MKP) has been awarded a prestigious supplier quality award by Caterpillar24: InternationalWorkshopSeries for 3D Metrology in Sheet Metal Forming Processes
Energy25: Metallurgical and Mineralogical Exemption25: ClimateChangeLevyonLPG25: Retrospective claim for relief entitlement
Health & Safety26: CBM H, S & E meeting – Autumn 2016
UK Metals Council Update27: UK Metals Council update for CBM
Business Support28: Poor performance, medical healthchecks&criminal recordchecks29: BuyingGroupfinds26% savings on overheads for new member
Training & Education30: Lean Manufacturing Experience31: Urgent action needed to support STEM teaching in schools
Membership Directory32: Fastener Manufacturer Members32: Forging Manufacturer Members33: Sheet Metal Manufacturer Members34: Cold Rolled Manufacturer Members34: Fastener Supplier Members35: Forging Supplier Members35: Sheet Metal Supplier Members36: Commercial Supplier Members
www.britishmetalforming.com 1
CBM STAFF
PresidentDavid Eales [email protected]
Chief ExecutiveGeraldineBoltonMCMI,Dip.OCR,MAAT,M.IIM [email protected]
Energy & Forging Sector SpecialistDr Ken Campbell F.Inst.F.T [email protected]
Sheet Metal and Cold Rolled SpecialistAdrianNicklinISME [email protected]
Health, Safety & Environment ConsultantMarkSuttonAIEMA,MRSPH [email protected]
AccountsLouise Ford [email protected]
Marketing & Communications ManagerKirsi Lintula BA(Hons), LBIPP [email protected]
Sales & Marketing AssistantRohima Begum BSc(Hons) [email protected]
Energy ConsultantKevinKirk [email protected]
PA to Chief ExecutiveLouise Campbell [email protected]
NMC Conferencing Supervisor Marie Jones [email protected]
ReceptionistJan Taylor Linda Ford [email protected]
CONTENTS
Confederation of British MetalformingNational Metalforming Centre, 47 Birmingham Road, West Bromwich, West Midlands B70 6PY.
Telephone: 0121 601 6350Enquiries:KirsiLintula,Marketing&CommunicationsManagerEmail:[email protected]:RohimaBegum,SalesandMarketingAssistantEmail:[email protected]:www.thecbm.co.uk
CBM METAL MATTERS EDITION 44
ISSN 1759-5975 £7.50
FOR EXPERTS IN METALFORMING
2016 - EDITION 44
CBM EVENT UPDATENo time to waste in hunt for HS2 supply contracts
Page 6
FASTENERSA new market for GESIPA®
Page 13
FORGINGFocusing treatment to improve die surfacesPage 15
SHEET METALMilton Keynes Pressings Group (MKP) has been awarded a prestigious supplier quality award by Caterpillar
Page 23
METAL MATTERS
Auto industry seminar brings members flocking
Page 8
METAL MATTERSEdition 44
Online now!for the latest news, events & features.

2
CBM PRESIDENT’S REVIEW
www.britishmetalforming.com
PRESIDENT’S REVIEW
I have previously mentioned the formation of Metals Council,soIampleasedtoreportthattheworkstreams
are now producing project outlines and we have had a review meeting. Through this the CBM has a better contact with government than ever before. They say they want a growing manufacturing sector. They appear to be listening to concerns about local supply in public contracts and the high electricity costs for industry so lets see what actually comesfromtheAutumnStatement.Theyareaskingforourtop five issues for Brexit negotiations and how government support can be better directed to improve productivity, so here is your opportunity.
National statistics show that UK productivity is lower than in many developed nations. One reason often quoted is the low take-upofautomationsowehaveincludedsomeworkingex-amples from our sector in this issue of Metal Matters to show what is already achievable. Beyond this you may have seen the “cobots”workingalongsideRobertDowneyJnrintheIronManfilms and thought them futuristic; last month I saw my first advertforasmallcobotintheUSA,sokeepanopenmind.
ThismonthI’vealsoseenarobotmakeprecisionlaserhard-ening of a stamping tool in less than a minute. This could be applied across our sector with real benefits and we will include it in our next Tool and Die day on February 9th.
Inparallel,wearecontinuingworkon best practise with tools and dies and are checking out some newconcepts with our hot forgers.
CBM is also promoting higher productivity through the MTC’s “walk the line” appraisals.Aswellas the individual company getting the feedback, our intention is tocollect background information.This will provide evidence to see how well we are doing as a sectoragainstourinternationalcompetitorsandidentifyquickwins for joint action. We will be choosing non-competitive issues to work on and already seven CBM companies haveregistered with MTC. The more we have, the better directed theanswerswillbeandIurgeyoutotakeitup.
Ifyouarelookingforwellqualifiedengineeringstaff,theMTC’snew training school near Coventry is in operation for mecha-tronics apprentices. They need companies to provide one week’sexperienceforthemandthenintheirthirdyear,MTCofferatrialandtakescheme.
Finally, thank you to Lean Engineering and Manufacturing(LEMA), one of our associate members, after I came backenthused from a half-day taster session bolting wheels on wooden SUVs. It’s a very practical approach to lean management training and a credit to them – you should try it!
David Eales, President of the Confederation of British Metalforming
• CBM Health, Safety & Environment Group Meeting - 02 February 2017• WIN EURASIA Metalworking Convention - 09 February 2017• CBM event: How to Improve Tool & Die Life Event 3 - 09 February 2017• CBM ‘Metallurgy for Non Metallurgists’ course - 13 February 2017• Lean Manufactruring Experience Half Day Workshop - 06 March 2017• CBM Executive Board Meeting - 08 March 2017• Lean Manufactruring Experience One Day Workshop - 20 March 2017• Fastener Fair Stuttgart 2017 - 29 March 2017
• Forge Fair 2017 - 04 - 06 April 2017 Cleveland Convention Centre, Cleveland Ohio• Vietnam Sheet Metal - 05 April 2017• Euroforge Meeting (Slovenia) - 06 April 2017• CBM Annual General Meeting - 26 April 2017• CBM Health, Safety & Environment Group Meeting - 27 April 2017• CBM ‘Metallurgy for Non Metallurgists’ course - 14 May 2017• European Industrial Fasteners Institute (EIFI) Meeting - 18 May 2017• Subcon Show 2017 - 06 June 2017• CBM Executive Board Meeting - 14 June 2017
• CBM Health, Safety & Environment Group Meeting - 06 July 2017• 12th International Conference on Technology of Plasticity - Cambridge - 17 September 2017• International Forging Congress, China - 17 September 2017• International Council of Sheet Metal Presswork Associations (ICOSPA) Congress China - 19 September 2017• CBM ‘Metallurgy for Non Metallurgists’ course - 02 October 2017• CBM Health, Safety & Environment Group Meeting - 19 October 2017• CBM Executive Board Meeting - 13 December 2017• MACH 2018 - 09 April 2018
FOR FURTHER DETAILS PLEASE VISIT: http://www.britishmetalforming.com/events.aspx
DIARY DATES

3
CBM is the leading trade association for UK manufacturers of fasteners, forgings, pressings and cold rolled products; the very buildingblocksofUKmanufacturing.CBMmembersprovidehighqualitycomponentstokeyindustrysectors;indeedvirtuallyevery manufacturing sector buys components from a CBM member company, most of which hold a range of third party quality accreditions.
In additions to CBM’s manufacturing companies, its associate members included suppliers of materials, equipment, consumables
and services, universities and research bodies – a true reflection of CBM’s support of a totally integrated metalforming community.
CBM MEMBERSHIP
www.britishmetalforming.com
CBM MEMBERSHIP…WHAT’S IN IT FOR YOU?
GOVERNMENT LOBBYING• Lobbying• Industrial strategy• Submissions to government
ENERGY• Climate Change Levy rebates• Energy services: measurement, ESOS audits, energyefficiencytrainingandworkshops
MEMBER PROMOTION• Enquiries• Buyers’ guide• CBM website• Exhibitions• MetalMattersmagazine
TECHNICAL SUPPORT• Expertknowledgeaboutfastener,sheetmetal/presswork
and forging techniques
HEALTH & SAFETY• Regular health, safety & environment group meetings• Accident statistics• Helpline• Private healthcare scheme• Occupational health services
TRAINING / SKILLS / ENGAGEMENT WITH SCHOOLS• Tacklingtheskillsagenda• Industry specific courses• Raise awareness of career potential within our industry
KNOWLEDGE TRANSFER• MonthlyMarketReports• Project opportunities with
Advanced Forming Research Centre (AFRC)• Regularnetworkingopportunities• Briefings and Seminars• MetalMattersmagazine• CBM website
OTHER BENEFITS• Members’ buying group• R&D tax claims• Business support helpline• Internationallinks• National Metalforming Centre• British Standards Institution
CBM MEMBERSHIP• Membership is available to companies who manufacture
in the UK, by metalforming processes, particularly those who are engaged in hot and cold forging, and the shaping, cutting and forming of sheet metal.
• Associate membership is available to companies and organisations who are allied to the manufacture of metal formed products but who are not eligible for full membership.
THE CBM – HELPING THE UK’S METALFORMING INDUSTRIES TO PROSPER AND GROW
CONTACT CBM NOW ON 0121 601 6350t: 0121 601 6350 • e: [email protected] • www.thecbm.co.uk
Confederation of British Metalforming • National Metalforming Centre • 47 Birmingham Road • West Bromwich • West Midlands B70 6PY

4
CBM MEMBERSHIP
www.britishmetalforming.com
WELCOME TO OUR NEW MEMBERSClevedon Fasteners
Clevedon Fasteners and trad-ing division Clevtec are based in Birmingham in the West Midlands. Together, the companies are building a reputation of excellence in the manufacture of cold forged and threaded fasten-ers, including Self Clinching Studs, Weld Bolts, Solid, SemiTubular,Self-PiercingrivetsandBolt-Lok™pinand collar fastening systems. The companies supply a diverse range of OEMs including the automotive, construction, electronics, HVAC and security sectors, and has many distributor partners worldwide.
Clevedon manufactures from ferrous and non-ferrous materials in diameter ranging from 0.80mm to 10mm and lengths from 1.2mm to 120.5mm depending on the material required, it’s form and diameter to length ratio. Products can be processed (heat treated or plated) to any commercially available finish. Our delivery performance is further helped by our in-house tool room facilities.
Wedealwithdiscreet,scheduledorblanketorders,deliveredbyweek,day(KanBan)oreventimeslot(Automotive).Onlineproofofdeliveryensuresdespatchesaretrackedefficientlytothe customer’s premises.
Clevedon welcomes technical questions and manufacturing challenges and have overcome some really demanding fastenerapplicationsbyworkinginpartnership,atthedesignstage,withourcustomers,leveragingourknowhowwiththeirdesign teams.
Ourexpertiseincoldforgingisun-surpassedinthemarketandwe have designed and developed customer specific product solutions that are both cost effective and superior in strength when compared to previous solutions.
The company has recently opened a new 15,000 sq. feet warehouse inWednesburywhichcurrentlyholdsstockof 70million parts. This new facility allows Clevedon and Clevtec to streamline processes and incorporates onsite packaging forbulkandsmallpackandopticalsorting.
Customer satisfaction is at the heart of our operation and this new warehouse allows us to improve our service and provide ex-stockdeliveryon70%oftheproductsinourrange.
www.clevedon-fasteners.co.uk
Take control of your cash flow
Managing cash flow is one of the biggest challenges businesses face. You may have to wait 60 days or even longer for custom-ers to pay you, yet you still have to pay your suppliers, employees and other overheads.The Confederation of British Metalforming has joined forces with URICA – the supply chain funding specialist. Our new partnership with URICA means we can offer you a member benefit that could help your business and your cash flow.
URICA has addressed the age old problem of late payments in supply chains by reinventing the way businesses pay suppliers and get paid by customers. URICA can put money in your supply chain so you can pay and be paid on your own terms.URICA is not invoice discounting, nor is it factoring. URICA offers a new way of doing business on your terms. Your customers get the credit termstheywant;yougetpaidasquicklyasyouwant;andyoucanpayyoursuppliersasquicklyastheyneed.You can reap all these benefits for a small fee.Because URICA is not invoice discounting there is no debt – so there are no personalguarantees.There isalsonorisk–
URICAtakesontheriskoflatepaymentornon-payment.Andthereisnocomeback–it’sasifyourcustomerhaspaidyoucash.To find out more about URICA’s supply chain funding solution:
• Visit urica.com where you can chat with a live adviser• E-mail [email protected] and someone will contact you• Call URICA on 0207 193 7616

5
CBM MEMBERSHIP
www.britishmetalforming.com
Carlo Salvi and Hatebur
Carlo Salvi and Hatebur are two leading manufacturers of cold and hot forming equipment who joined forces in 2016. Both companies are long established family businessesandmarketleadersintheirfield.Hatebur is a worldwide developer and distributor of hot and cold forming machines, the company was founded in 1930 and is 100%family-owned.Itcurrentlyemploysabout180employeesatitsofficesinSwitzerland,China,JapanandGermany.CarloSalvi is a worldwide developer, manufacturer and distributor of cold forming machines and ancillary equipment. The company was founded in 1939 and currently employs about 92 employees at its offices in Italy, China, the US and UK.
As a group we are at the forefront of innovation and development in the forging industry pushing the boundaries, we take great pride incustomer service and support and are able tooffer turnkeypackages fromcustomer concept through design to full production line installation including all ancillary equipment and tooling. For further information please visit www.carlosalvi.com or www.hatebur.com or telephone our UK offices on 01952 587 730.
Following the success of the July event we invite you to our third meeting at the CBM Headquarters (NMC). This is to continue with our efforts to improve tool & die life.We would welcome your attendance to not only listen but to contribute to the discussions based on your experiences in the field of cutting & forming metal.
- WHO SHOULD ATTEND: Anyonethatworkswithinpresswork,coldrolledandsheetmetalsectors – in fact any metalformer who uses power press tooling.
- WE HAVE SPEAKERS FROM:ROEMHELD - a leading innovator inworkholding and handlingsolutions. They offer an extensive range of die clamping and changing systems for press automation. They have years of experience in supplying die changing technology, hydraulic, mechanical, electro-mechanical and magnetic clamping elementsaswellasquickchangesystemsformachines,pressesand equipment. PHOENIX TOOLING AND DEVELOPMENT LTD - established in 1990 and has built up a well established reputation for high qualityprecisionpresstoolingbackedbyanindustryrecognisedstandard for customer satisfaction and service. Today Phoenix Tooling continues to lead the way in tool design and manufacture thanks to the company’s programme of continual investment.Talking about their experience ofmaking new press tools andwhat they expect from their customers to create a successful tooling introduction into mass production.
LASER APPLIED SURFACE ENGINEERING (LASE): Laser hardening is a heat treatment process which uses a high power laser beam to locally harden the surface of steel or cast iron components. Similar to induction hardening, laser hardening relies on the thermal mass of the component to quench the area to be treated. There is no need for quenching in water or oil to achieve the hardness you require. Lasers tend to produce harder surfaces to a shallower depth compared to other hardening processes. Thismakes laser hardening ideal for improving theperformance of intricate and high accuracy components. One major advantage of laser hardening is that it does not affect the surface finish. Typical examples include the edges of blankingand pressing dies, the edges of cams and gears.• Round table discussion on tooling standards,
all attendees to participate.• LatestupdateontheCBMSpokeoftheEliteCentreforManufacturingSkills(ECMS)toolmakingprocessestraining.
• Agenda items for next meeting.
- COSTCBM members: Free of charge Non Members: £25+vat/person
- REGISTRATION: From8.00-8.30amwithabreakfastrollandtea/coffee.To reserve a place please contact Kirsi Lintula at CBM on 01216016350oremailkirsi.lintula@thecbm.co.uk.Forfurtherinformation:PleasecontactAdrianNicklin, email:[email protected].
HOW TO IMPROVE TOOL & DIE LIFE EVENT THURSDAY 9 FEBRUARY 2017 (8.00 – 11.30AM)AT THE NATIONAL METALFORMING CENTRE, WEST BROMWICH, WEST MIDLANDS B70 6PY
CBM EVENTS

www.britishmetalforming.com6
CBM EVENT UPDATE
NO TIME TO WASTE IN HUNT FOR HS2 SUPPLY CONTRACTS
I was delighted by the attendance of our latest HS2 event, on rail infrastructure, which suggests we were
right to adopt a sectoral focus for such sessions.
The two-hour format was designed to give members the maximum amount of information in a relatively short period, whilstalsocreatingtimefornetworkingopportunities.
VanessaGood,HS2Ltd’sseniorsupplychainmanger,openedthe event with a very useful update on the £55 billion project which will be an engine of growth for our economy for the next 20 years.
Crucially,shemadeitclearthatfirmslookingtobenefitfromthe vast array of commercial opportunities on offer, must begin their pitch process without delay. By the time you read this, detailsofthefirstthree‘packages’ofenablingworksshouldhave been announced, which will together be worth some £900m.
Vanessaemphasisedthatsmallandmedium-sizedcompaniesshouldnotbedauntedbythesheerscaleofHS2.Around90%ofworkontheCrossrailprojectwenttocompaniesbased intheUK,andsomethinglike60%ofthatbusinesswaswonbySMEs.
It’s not just Tier One and Tier Two suppliers who will benefit, therewillbesignificantamountofworkawardedtoTierThree,FourandFivesuppliers,andtheyinturnwilllooktotheirownsupply chains.
Vanessa revealed that the first HS2 line - between London and Birmingham - will require an estimated 1.3m tonnes of steel, and there’ll be another 700,000 tonnes in the coming decade, so even one supply contract could transform a company’s fortunes.
Unfortunately, EU rules - which will still apply before Brexit is completed - mean HS2 Ltd can’t mandate that only British steel is used, but the good news is, as Vanessa made clear, that
she and her colleagues can ‘encourage’ Tier One contractors to cascade opportunities down their existing supply chains.
She also pointed out that the first step for any company wishing to winsupplyworkwithHS2istoregisteronwww.CompeteFor.comwhich is a free service. A majority of attendees at our event hadn’t been aware of that restriction, or even the existence of the portal, so Vanessa’s guidance was much appreciated.
Details on contract opportunities for HS2, and other public sectorprojects,areavailableviawww.gov.ukwhichisupdatedweekly, so again,members should registerwith that site toreceive the latest information.
Pleasingly, Vanessa stressed her desire to build a relationship with the CBM, and engage with member companies, so we will certainlybeaskinghertoreturnforanotherrailinfrastructureevent.
OursecondspeakerwasSureshPatel,abusinessenterprisemanager with Birmingham City Council, who specialises in identifying finance and grants for SMEs, and who secured £75m funding for the very successful Green Bridge SupplyChain Programme across the West Midlands.
continued on page 7 >>
by Geraldine Bolton, CBM chief executive
- Above: VanessaGood,HS2Ltdseniorsupplychainmanger

7
CBM EVENT UPDATE
www.britishmetalforming.com
<< continued from page 6
He also manages the £33m Business Growth Programme(BGP)whichassistedroughly1,000localcompaniesbetween2012 and 2015, to create just over 4,500 jobs, and was the catalyst for private sector investment of £87m.
Suresh is currently working to support SME supply chaincompanies in three LEP areas; Greater Birmingham andSolihull, theMarches, andStoke-on-Trent andStaffordshire,and has held talks with the Black Country LEP in a bid toextends his operational area.
Capital and revenue grants are available for a wide range of projects,and-likeVanessa-Sureshwasverywillingtoprovidehis contact details, should CBM members wish to learn more abouttheBGPinitiatives;theHS2SupplyChainProgramme,Green Bridge, Business Innovation Programme and TheBusiness Development Programme.
The final session saw DavidWoakes, group business devel-opment manager for Jonathan Lee Recruitment, who are based in Stourbridge, and specialise in the manufacturing and engineering sectors.
He said they’dplacedaround750people inpermanentworkduring the last year, with another 1,200 finding contracts on a project basis.
David reminded members that HS2 supply contracts could cover anything from coach and cab interiors, bogies and sub-systems to seat designs, lifting gear and social media programmes.
The new automated platform doors on the London Underground aresynchronisedbyeachtrain’sbrakingsystems,whichashepointed out, offered significant opportunities for designers and manufacturers of sophisticated electro-mechanical units.
His colleague, Philip Delaloye, a senior consultant in the company’s rail division, stressed the scope for employers to benefit from transferable skills, saying that (for example)design engineers often moved between JCB, Bombardier and Rolls-RoyceGasTurbines.
So much information was passed on, that I was impressed our membershadtheenergyforabusynetworkingsessionwhichended the event in buoyant fashion.
- Left: DavidWoakes,groupbusiness development manager, Jonathan Lee Recruitment
- Below : Philip Delaloye, senior consultant, rail division,
Jonathan Lee Recruitment
- Left: Suresh Patel, business enterprise manager, Birmingham City Council

8 www.britishmetalforming.com
CBM EVENT UPDATE
AUTO INDUSTRY SEMINAR BRINGSMEMBERSFLOCKING
THE CBM’S THIRD MARKET SECTOR EVENT, HELD AT MALVERN-BASED MORGAN MOTOR CO, AND FOCUSING ON SUPPLY CHAIN OPPORTUNITIES WITH THE AUTO INDUSTRY, PROVED THE MOST SUCCESSFUL YET.
Ourchiefexecutive,GeraldineBolton,wasdelightedbyboththeturn-out,andthecalibreofthespeakers
who attended the half-day session. “We recently started holding seminars focused on a single marketsector,somemberslookingtowinsupplychainworkunderstood all the processes they needed to follow, and were given the latest data from that sector,” she said.“Our HS2 event was extremely popular, but the turnout at Morganwasremarkable.Partly,itwasdowntothequalityofspeakers, but itwas also clear that SMEswhichhaveneverpreviouslypitchedforautomotivesectorworkarenowlookingto do so, as the industry’s output continues to set new highs.”Manufacturing specialist Rachel Eade, who has advised some 2,500 companies over the last 20 years, got the event underway by highlighting the array of supply opportunities on offer.“Weknow thiscountry ishome toeightmajorcarmanufac-turers,butitmightsurpriseyoutolearnthatwemakemoreengines than cars,” she said. “There is huge scope for poten-tial suppliers, not just for engine components and body shells, but for alloy wheels, plastic moulds and trim, seating and much more.
“IthinkSMEsshouldtrytowinworkfromtheOEMsandTierOne suppliers, but it’s crucial that they first thinkhow theirbusinesswould look to new clients. Have they got the rightappearance,thecorrectskill-sets,dotheyinvestinR&D,andare their finances solid, for example?”Worcester-basedSuperformhasworkedincollaborationwithMorgan Motor Co (MMC) on a range of projects since 1997, us-ing innovative new technology to dovetail with MMC’s tradition-al techniques. Its technical director, Dave Edwards, revealed that the man-ufacturer’s coach-built doors were fundamentally unchanged for 60 years, yet Superform’s talented designers were able to add such modern features as anti-intrusion beams and elec-tric windows.Morgan’s latest Aero 8 also features a dramatically redesigned - and eye-catching - rear section, made possible by the su-performing process, which allows aluminium alloys to be stretched several times their original dimensions at temper-atures between 450C and 500C.JLR’s supply chain and external engagement manager, Michael Mychajluk,said thatunderTata’sownership, the manufacturer had made a remarkable £12.4bn ofinvestments in the five years to March 2016. As a result, global sales in that period had increased by over 70% to over half millionunits a year. He also revealed that new invest-ment for JLR’s engine plant at i54,wouldtakespendingthereto£1bn.BringingenginesbacktotheUKhashelpedtheJaguarXEachieve55%ofitssupplyrequirementsfromtheUK,morethan any other volume auto OEM, using 120 Tier One suppliers and more than 200 with Tier Two status.
continued on page 9 >>
- Above: The Morgan Plus8
- The Morgan Aero8
- MichaelMychajluk,JLR supply chain
and external engagement manager

9www.britishmetalforming.com
CBM EVENT UPDATE
<< continued from page 8... However, the general manager (automotive)of theSMMT’s IndustryForum,MikeDickinson,admitted that supplying automotive OEMs could initially seem a daunting task, and warned his audience about the heavyperceived administration burden which could be required.He said Automotive Manufacturers do need to demonstrate controlof thewholecycleofmakingvehicles; fromconcept,through to launch and beyond, into spares and warranties, and so as part of this the OEMs must prove they have control over the parts which are supplied to them. This requirement obviously cascades into the supply chain placing specific actions on suppliers. Mike revealed that OEMs typically take a common approachwhen considering acquiring parts from potential suppliers; makingassessmentsofthecompany,theproductandalsohowthe product can be realised, in terms of design, manufacture and supply.HestressedthatSMEslookingtowinsupplycontractswouldhave to assess those requirements, put in place detailed planstomakethemhappen,traintheirpeople,worktorobustprocesses and be able to prove to the OEMs that everything had beendonerightandallrisksidentifiedandmitigated.The key point is to understandCustomer requirements fullyandworktogethertoimplement.ThismayrequireafullQualityStandard Certification but equally depending on the identified riskmay well be supported through documentation of goodbusiness practice.Crowe Clark Whitehill’s national head of manufacturing,Johnathan Dudley, focused on the critical importance of having a strategic vision for growth, and of understanding precisely how it might be delivered.
“Most manufacturing SMEs need to ask themselves seriousquestions,” he said. “Why are they in business, where do they wanttogo,andwhatdoessuccesslookliketothem?Asanowner,youneedtoaskifyourfinancesarehealthy,yourmanagementinformation is reliable and your team is good enough?”
Johnathan also stressed that whilst gaining a competitive advantage was equally important, it could be gained in many operational areas; including people, premises, plant, marketingandsales,ITsystemsandqualitycontrolprocedures- not merely products and services.
Access to finance in a perennial issue for SMEs and RBS Bank’s head of manufacturing (Midlands), David Robinson, considered how commercial premises could be boughtwithoutimpactingonworkingcapital,andhowsuppliersmight afford new tooling for OEM or Tier One customers.
“We can make tooling finance available for manufacturersin the automotive supply chain, where there is a contractual obligation to pay for tooling,” he said.
“Theloanmustbeforthepurchaseofabespoketooltoproducea specific part, and must be repaid when the OEM pays for the tool.Thereisamaximumof80%ofthevalueofthetool,andtheloancanbetakenoutforupto56months.”
The government’s apprenticeship levy has proved controversial, especially among SMEs who consider the funding too demanding, and In-Comm Training and Business Services’ MD, GarethJones,lookedcloselyatissuessurroundingthelevy.
He explained the new apprenticeship standards, the sectors to which they will apply, outlined the various funding ‘caps’ and reminded members that the levy would be introduced on April 6th 2017, paid monthly through the PAYE system.
Garethsaidguidance foremployerswasavailablenow, fromHMRC, concerning levy contributions and payment processes. “Don’tletthelevydriveyourskillsagenda.Letyourskillsdrivethe levy,” he urged ... a very upbeat note on which to end a most informative event.
Event sponsors
“There is huge scope for potential suppliers,
not just for engine components and body shells,
but for alloy wheels, plastic moulds and trim,
seating and much more.”Rachel Eade,Manufacturing specialist
- Left: The Morgan arp10
10 www.britishmetalforming.com
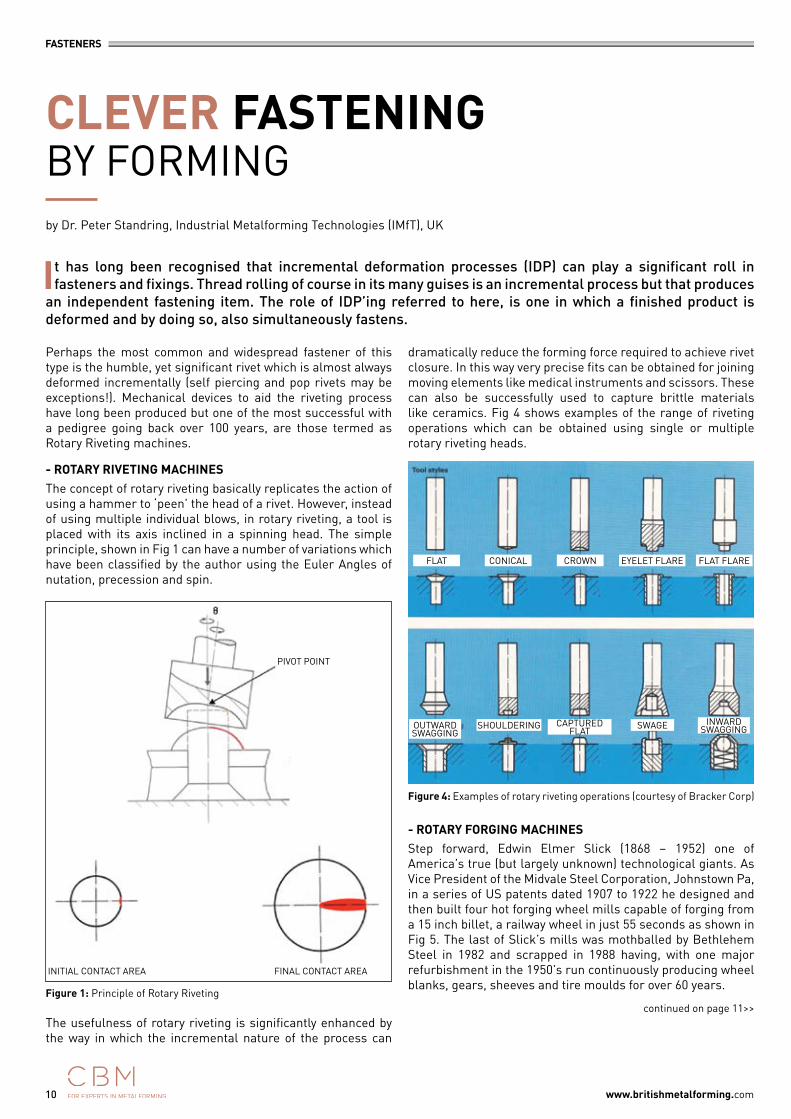
Perhaps the most common and widespread fastener of this type is the humble, yet significant rivet which is almost always deformed incrementally (self piercing and pop rivets may be exceptions!). Mechanical devices to aid the riveting process have long been produced but one of the most successful with a pedigree going back over 100 years, are those termed as Rotary Riveting machines.
- ROTARY RIVETING MACHINESThe concept of rotary riveting basically replicates the action of using a hammer to ‘peen’ the head of a rivet. However, instead of using multiple individual blows, in rotary riveting, a tool is placed with its axis inclined in a spinning head. The simple principle, shown in Fig 1 can have a number of variations which have been classified by the author using the Euler Angles of nutation, precession and spin.
Figure 1: Principle of Rotary Riveting
The usefulness of rotary riveting is significantly enhanced by the way in which the incremental nature of the process can
dramatically reduce the forming force required to achieve rivet closure. In this way very precise fits can be obtained for joining moving elements like medical instruments and scissors. These can also be successfully used to capture brittle materials like ceramics. Fig 4 shows examples of the range of riveting operations which can be obtained using single or multiple rotary riveting heads.
Figure 4: Examples of rotary riveting operations (courtesy of Bracker Corp)
- ROTARY FORGING MACHINESStep forward, Edwin Elmer Slick (1868 – 1952) one of America’s true (but largely unknown) technological giants. As Vice President of the Midvale Steel Corporation, Johnstown Pa, in a series of US patents dated 1907 to 1922 he designed and then built four hot forging wheel mills capable of forging from a 15 inch billet, a railway wheel in just 55 seconds as shown in Fig 5. The last of Slick’s mills was mothballed by Bethlehem Steel in 1982 and scrapped in 1988 having, with one major refurbishment in the 1950’s run continuously producing wheel blanks, gears, sheeves and tire moulds for over 60 years.
continued on page 11>>
CLEVER FASTENING BY FORMINGby Dr. Peter Standring, Industrial Metalforming Technologies (IMfT), UK
It has long been recognised that incremental deformation processes (IDP) can play a significant roll in fasteners and fixings. Thread rolling of course in its many guises is an incremental process but that produces
an independent fastening item. The role of IDP’ing referred to here, is one in which a finished product is deformed and by doing so, also simultaneously fastens.
PIVOT POINT
INITIAL CONTACT AREA FINAL CONTACT AREA
FASTENERS
FLAT CONICAL CROWN EYELET FLARE FLAT FLARE
OUTWARD SWAGGING
SHOULDERING CAPTURED FLAT
SWAGE INWARD SWAGGING
1111www.britishmetalforming.com
FASTENERS
<< continued from page 10
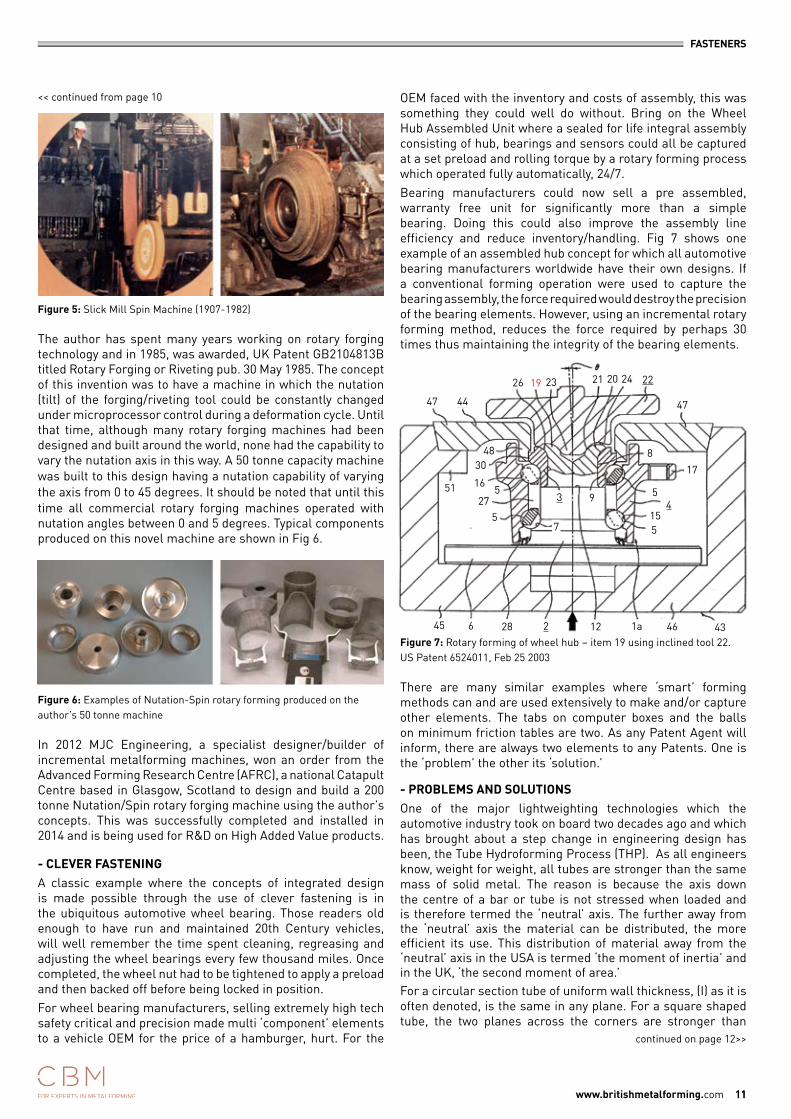
Figure 5: Slick Mill Spin Machine (1907-1982)
The author has spent many years working on rotary forging technology and in 1985, was awarded, UK Patent GB2104813B titled Rotary Forging or Riveting pub. 30 May 1985. The concept of this invention was to have a machine in which the nutation (tilt) of the forging/riveting tool could be constantly changed under microprocessor control during a deformation cycle. Until that time, although many rotary forging machines had been designed and built around the world, none had the capability to vary the nutation axis in this way. A 50 tonne capacity machine was built to this design having a nutation capability of varying the axis from 0 to 45 degrees. It should be noted that until this time all commercial rotary forging machines operated with nutation angles between 0 and 5 degrees. Typical components produced on this novel machine are shown in Fig 6.
Figure 6: Examples of Nutation-Spin rotary forming produced on the author’s 50 tonne machine
In 2012 MJC Engineering, a specialist designer/builder of incremental metalforming machines, won an order from the Advanced Forming Research Centre (AFRC), a national Catapult Centre based in Glasgow, Scotland to design and build a 200 tonne Nutation/Spin rotary forging machine using the author’s concepts. This was successfully completed and installed in 2014 and is being used for R&D on High Added Value products.
- CLEVER FASTENINGA classic example where the concepts of integrated design is made possible through the use of clever fastening is in the ubiquitous automotive wheel bearing. Those readers old enough to have run and maintained 20th Century vehicles, will well remember the time spent cleaning, regreasing and adjusting the wheel bearings every few thousand miles. Once completed, the wheel nut had to be tightened to apply a preload and then backed off before being locked in position.For wheel bearing manufacturers, selling extremely high tech safety critical and precision made multi ‘component’ elements to a vehicle OEM for the price of a hamburger, hurt. For the
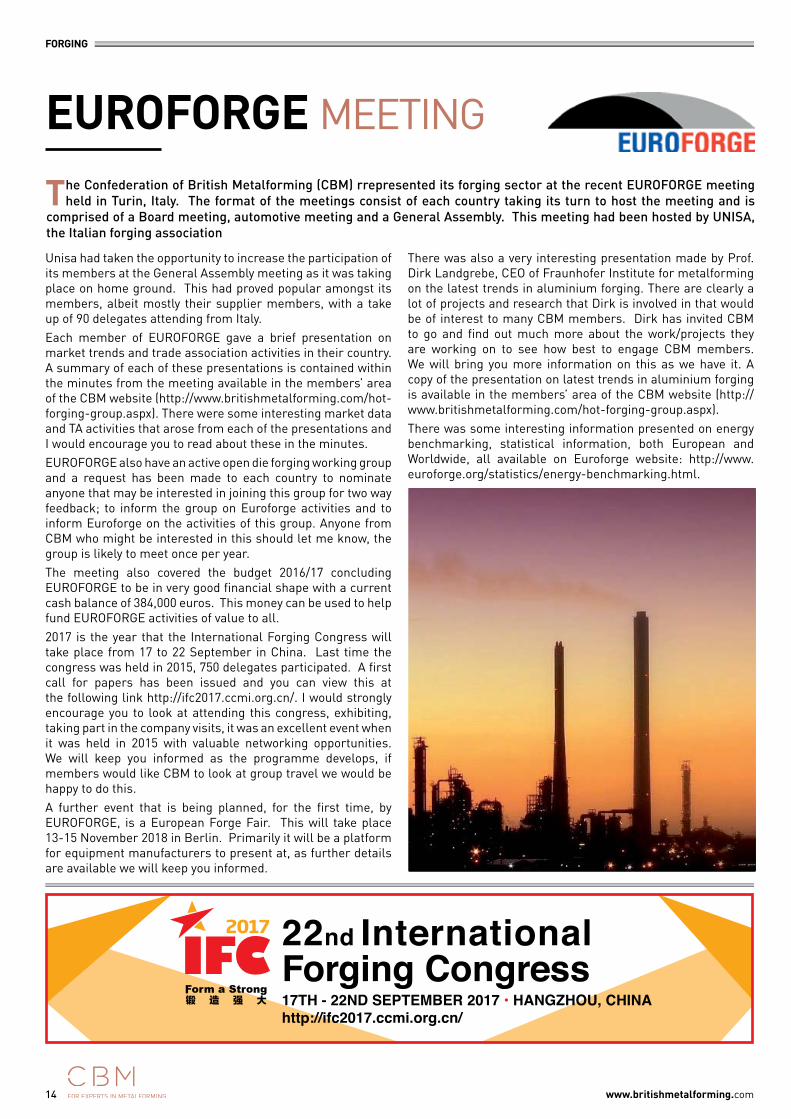
OEM faced with the inventory and costs of assembly, this was something they could well do without. Bring on the Wheel Hub Assembled Unit where a sealed for life integral assembly consisting of hub, bearings and sensors could all be captured at a set preload and rolling torque by a rotary forming process which operated fully automatically, 24/7.Bearing manufacturers could now sell a pre assembled, warranty free unit for significantly more than a simple bearing. Doing this could also improve the assembly line efficiency and reduce inventory/handling. Fig 7 shows one example of an assembled hub concept for which all automotive bearing manufacturers worldwide have their own designs. If a conventional forming operation were used to capture the bearing assembly, the force required would destroy the precision of the bearing elements. However, using an incremental rotary forming method, reduces the force required by perhaps 30 times thus maintaining the integrity of the bearing elements.
Figure 7: Rotary forming of wheel hub – item 19 using inclined tool 22. US Patent 6524011, Feb 25 2003
There are many similar examples where ‘smart’ forming methods can and are used extensively to make and/or capture other elements. The tabs on computer boxes and the balls on minimum friction tables are two. As any Patent Agent will inform, there are always two elements to any Patents. One is the ‘problem’ the other its ‘solution.’
- PROBLEMS AND SOLUTIONSOne of the major lightweighting technologies which the automotive industry took on board two decades ago and which has brought about a step change in engineering design has been, the Tube Hydroforming Process (THP). As all engineers know, weight for weight, all tubes are stronger than the same mass of solid metal. The reason is because the axis down the centre of a bar or tube is not stressed when loaded and is therefore termed the ‘neutral’ axis. The further away from the ‘neutral’ axis the material can be distributed, the more efficient its use. This distribution of material away from the ‘neutral’ axis in the USA is termed ‘the moment of inertia’ and in the UK, ‘the second moment of area.’For a circular section tube of uniform wall thickness, (I) as it is often denoted, is the same in any plane. For a square shaped tube, the two planes across the corners are stronger than
continued on page 12>>
47 44
26 19 23 21 20 24 22
47
817
54
15
9
5
43461a12
3
7
228645
527
516
4830
51

12
FASTENERS
www.britishmetalforming.com
<< continued from page 11....across the flat surfaces. In the case of a rectangular tube, just like a long plastic rule loaded at each end, it will buckle across its shortest dimension.Tubular constructions are often used in the design of automotive engine cradles, rear axles and space frames. CAE analysis of the in service application of such parts have revealed a requirement to have highly complex tube geometries which can maximise the load bearing conditions of such structures. Hence the automotive industry’s significant interest in the THP and their own in-house investment in making it work. It is not overstating the case to say that TH has introduced a step change into automotive structural design.A major ‘problem’ which TH introduced was how to fix/fasten often very irregular shaped tubes to a basically flat surface, say a bulkhead? Fig 8 shows illustrations of some typical TH’d parts.
Figure 8: Examples of Tube Hydroforming
The high performance requirements of TH’d products naturally mean that they are made from special purpose materials. Where complex shapes are produced, the sections of the tube will undergo different strains giving rise to the product having a range of different properties. Fig 9 shows a section of one end of a well known SUV front engine beam into which a cast node is fixed prior to assembly in the car. The other end has a square section and the distance between them of ~1.1 metres follows a stretched and shallow ‘S’ form with the usual shape contours including ‘crumple’ zones. The part is hydroformed from a 108mm drawn tube of 2mm wall thickness. It is bent to its approximate S form prior to being normalised and then hydroformed. Analysis of the formed part in eight regions have revealed variations: in wall thickness due to processing of -6 to +22%, tensile strength from ~350 to ~430 MPa and elongation from ~zero to ~23%. If a flange could be formed on the ends of the beam this could provide an integral bonded/riveted or spot welded solution giving rise to a simpler, lower cost joining solution?
Figure 9: Rotary forming of wheel hub – item 19 using inclined tool 22. US Patent 6524011, Feb 25 2003
Fig 9 also shows how it is possible to form a flange on the hydroformed tube end achieved in the ‘as received’ condition. The process used was a rotary forming/riveting approach using a forming force of under 5 tonnes. Despite the variation in material properties in the ‘as received’ hydroformed tube, no evidence of surface failure was found. This simple example demonstrates the significant advantages which an (IDP) approach to metalforming can have.
Further information on any of the aspects raised in the article and/or complete article can be obtained from Kirsi Lintula at CBM on 0121 601 6350 or email: [email protected].

1313www.britishmetalforming.com
FASTENERS
A NEW MARKET FOR GESIPA®
GESIPA® IDENTIFIED AN OPPORTUNITY WITH THE CUSTOMER TO USE ITS AUTOMATIC BLIND RIVET FEEDING UNIT FOR SETTING SEALING PLUGS THUS DISCOVERING NEW MARKETS
The biggest automation and special purpose machine builders in the UK were looking for an automated machine
for setting of sealing plugs into viscous dampers. Viscous dampers are fitted to the front end of diesel engines to con-trol vibrations.The customer approached GESIPA®, to find out if it manufactures any automated machine that could be a solution for their requirement. GESIPA® is a blind fastener manufacturer and manufactures supporting tooling including automated and failsafe tools for setting blind rivets, rivet nuts and nut studs. In spite of not having any standard solution for the customer, to set sealing plugs, the technical team at GESIPA® suggested that customer here sends some samples so they can try and set them using the GAV, the automatic blind riveting unit.After the GAV proved successful in setting the sealing plugs into the application, GESIPA® invited the customer to visit their facility, the new customer demonstration room and the GAV in situ at its premises in Keighley. This newly built demonstration room successfully showcases the capabilities of what GESIPA® can offer .Tools to save time, reduce production cost and process control tools are all set up ready for viewing and demonstration in this dedicated area.The success of this project has not only led to a much stronger collaboration between the two and opened a new
market for GESIPA® but also demonstrated its approach to finding the best possible solutions to its customer’s assembly requirements.The GAV can be operated either manually or as a component in a robot-controlled system, riveting up to 40 rivets per minute depending on the type of application.With features like speed of the machine, ease of use and easily integrated into any machine build, the GAV brings excellent time and cost savings when used in various applications. With an option to be integrated with robotic systems or setting process monitoring via the GESIPA® interface that ensures rivet is set correctly, it is one of its kinds available in the market and was an excellent solution to the aforementioned customer requirement. To know more about GESIPA® and its products, visit www.gesipa.co.uk or email at [email protected].
GESIPA® BLIND RIVET NUTS AND BLIND RIVET STUDS AT BODY IN WHITE APPLICATION
A dvancements in materials and the “Industry 4.0” are challenging the joining technology of the automotive
industry. Requirements are the control of the setting processes and the fully automation and integration of the technology in the OEM operations. The purpose of these new requirements is to ensure high quality of all joints as well as fast and economic processes. With the focus on new materials in body- in- white applications and the light weighting advantages of using different materials together, the GESIPA® blind riveting technology provides many solutions for the joining of these different materials for example, a material mix of high-strength steel, light metal as well as carbon fibre materials.The rivet nut and rivet nut stud technology offers easier, neater and quicker installation process by one-way access to the riveting position. They can be fit at any stage of the build i.e. in body- in- white or as a secondary operation after the base material has been coated or treated. With high load bearing
capacity they provide guaranteed and secure joint creating high-class threads in thin and soft materials. No thermal emissions during the setting process provide a much cleaner application causing no deformation of the base material.For example, GESIPA® developed an aluminum blind rivet stud as a repair solution in the aluminum body, because the welding of aluminum in downstream processes is very difficult. The aluminum blind rivet studs offer a fast, easy and safe process for creating a fixing point in a thin material.To know more about GESIPA® and its products, visit www.gesipa.co.uk or email at [email protected].
14 www.britishmetalforming.com
FORGING
Unisa had taken the opportunity to increase the participation of its members at the General Assembly meeting as it was taking place on home ground. This had proved popular amongst its members, albeit mostly their supplier members, with a take up of 90 delegates attending from Italy. Each member of EUROFORGE gave a brief presentation on market trends and trade association activities in their country. A summary of each of these presentations is contained within the minutes from the meeting available in the members’ area of the CBM website (http://www.britishmetalforming.com/hot-forging-group.aspx). There were some interesting market data and TA activities that arose from each of the presentations and I would encourage you to read about these in the minutes. EUROFORGE also have an active open die forging working group and a request has been made to each country to nominate anyone that may be interested in joining this group for two way feedback; to inform the group on Euroforge activities and to inform Euroforge on the activities of this group. Anyone from CBM who might be interested in this should let me know, the group is likely to meet once per year. The meeting also covered the budget 2016/17 concluding EUROFORGE to be in very good financial shape with a current cash balance of 384,000 euros. This money can be used to help fund EUROFORGE activities of value to all. 2017 is the year that the International Forging Congress will take place from 17 to 22 September in China. Last time the congress was held in 2015, 750 delegates participated. A first call for papers has been issued and you can view this at the following link http://ifc2017.ccmi.org.cn/. I would strongly encourage you to look at attending this congress, exhibiting, taking part in the company visits, it was an excellent event when it was held in 2015 with valuable networking opportunities. We will keep you informed as the programme develops, if members would like CBM to look at group travel we would be happy to do this. A further event that is being planned, for the first time, by EUROFORGE, is a European Forge Fair. This will take place 13-15 November 2018 in Berlin. Primarily it will be a platform for equipment manufacturers to present at, as further details are available we will keep you informed.
There was also a very interesting presentation made by Prof. Dirk Landgrebe, CEO of Fraunhofer Institute for metalforming on the latest trends in aluminium forging. There are clearly a lot of projects and research that Dirk is involved in that would be of interest to many CBM members. Dirk has invited CBM to go and find out much more about the work/projects they are working on to see how best to engage CBM members. We will bring you more information on this as we have it. A copy of the presentation on latest trends in aluminium forging is available in the members’ area of the CBM website (http://www.britishmetalforming.com/hot-forging-group.aspx). There was some interesting information presented on energy benchmarking, statistical information, both European and Worldwide, all available on Euroforge website: http://www.euroforge.org/statistics/energy-benchmarking.html.
EUROFORGE MEETING
The Confederation of British Metalforming (CBM) rrepresented its forging sector at the recent EUROFORGE meeting held in Turin, Italy. The format of the meetings consist of each country taking its turn to host the meeting and is
comprised of a Board meeting, automotive meeting and a General Assembly. This meeting had been hosted by UNISA, the Italian forging association
1515www.britishmetalforming.com
FORGING
FOCUSING TREATMENT TO IMPROVE DIE SURFACESby Forging Die Material Plasma Nitriding | Advanced Heat Treat Corp.
The first-phase results are in concerning plasma nitriding as a way to modify tooling and mold materials to extend performance life
“PLASMA ENHANCED NANOSTRUCTURES …”IMPARTING HIGH SURFACE HARDNESS
Forging die failure is a multi-dimensional problem for forging operators, one that slows production, degrades
the quality of finished parts, increases the cost of tools and dies, and incurs the time and cost of equipment repairs, among various problems. According to Advanced Heat Treat Corp., a survey of forging operators recently reveled that as the batch sizes increase, machine set-up costs will go down but tooling costs will rise. Various thermal processes are used industrially to improve the wear-resistance of die tooling, and now optimizing the performance of forging dies is the technological challenge driving a research program that AHT has undertaken with The Ohio State University’s Manufacturing Research Group: “Plasma Enhanced Nanostructures for Improved Life of Forging Dies.”“Nitriding” is a heat-treating process in which nitrogen is diffused into a metal surface, e.g., a forging die face, to achieve a case-hardening effect. Low-carbon or low-alloy steel surfaces are typical, but the method is used on various other materials too, including medium and high-carbon steels, titanium, and aluminum. Whereas gas atmospheres are the standard medium for nitriding, AHT contends that the advantages of gaseous nit-riding processes can be surpassed by plasma nitriding (or ion nitriding), in which plasma is used as the heat-treatment medium, to achieve thermochemical case hardening on an industrial scale, to increase wear resistance, surface hardness, and fatigue strength. Plasma nitriding is a low-pressure process in which voltage is applied between the batch and the furnace wall. A glow discharge with a high ionization level (plasma) is generated around the parts. On the surface area that is directly charged by the ions, nitrogen-rich nitrides are formed and then decompose, releasing active nitrogen into the surface. This means that the need for shielding concerned areas can be addressed by covering them with a metal blanket. Typical applications for plasma nitriding include high-value forgings like gears, crankshafts, camshafts, cam followers,
valve parts, extruder screws, and pressure diecasting tools, as well as drivetrain and engine parts. For higher-alloy steels - like tool and die materials - plasma nitriding imparts a high surface hardness, which promotes high resistance to wear, scuffing, galling and seizure. Also, plasma nitriding allows modification of the surface according to the desired properties. Customized layers and hardness profiles can be achieved by adapting the gas mixture. Whether the desired results is a surface with low nitrogen, up to 20 microns thick, or a compound layer with high nitrogen contents and an add-on of carbonic gas (plasma nitro-carburation), plasma nitriding makes these results possible. According to AHT, in addition to forging, plasma nitriding is used to generate a hard case on surfaces to enhance performance of many tribological components. It noted the process has been applied to achieve advanced surface compositions for corrosion protection in aerospace materials, electronics and power systems. In addition, plasma nitride surfaces are being investigated for alternate power generation, e.g., as fuel cells, and in human implants. AHT and OSU announced their research program in August 2015, and they received $99,391 from the U.S. Small Business Administration (SBA) Small Business Innovation Research (SBIR) Program, and Defense Technical Information Center (DTIC) to carry out the project. Their research is focused specifically on using plasma to enhance nanostructures on die surfaces, and they contend the process may help to increase die life up to five times the current usage or service life. Phase I of the research was completed April 30. A summary of the Phase I findings was issued to the Missile Defense Agency for review, and copies of that summary are available from AHT. “We are very pleased with the results from Phase I and look forward to further developments with plasma enhanced nanos-tructures,” stated Mike Woods, AHT’s senior vice president. “We are confident that this new technology will not only provide ben-efits to the forging industry, but also tool-and-die, stamping, and other industries, as well.”
Property of Penton Media. Reprinted by permission.
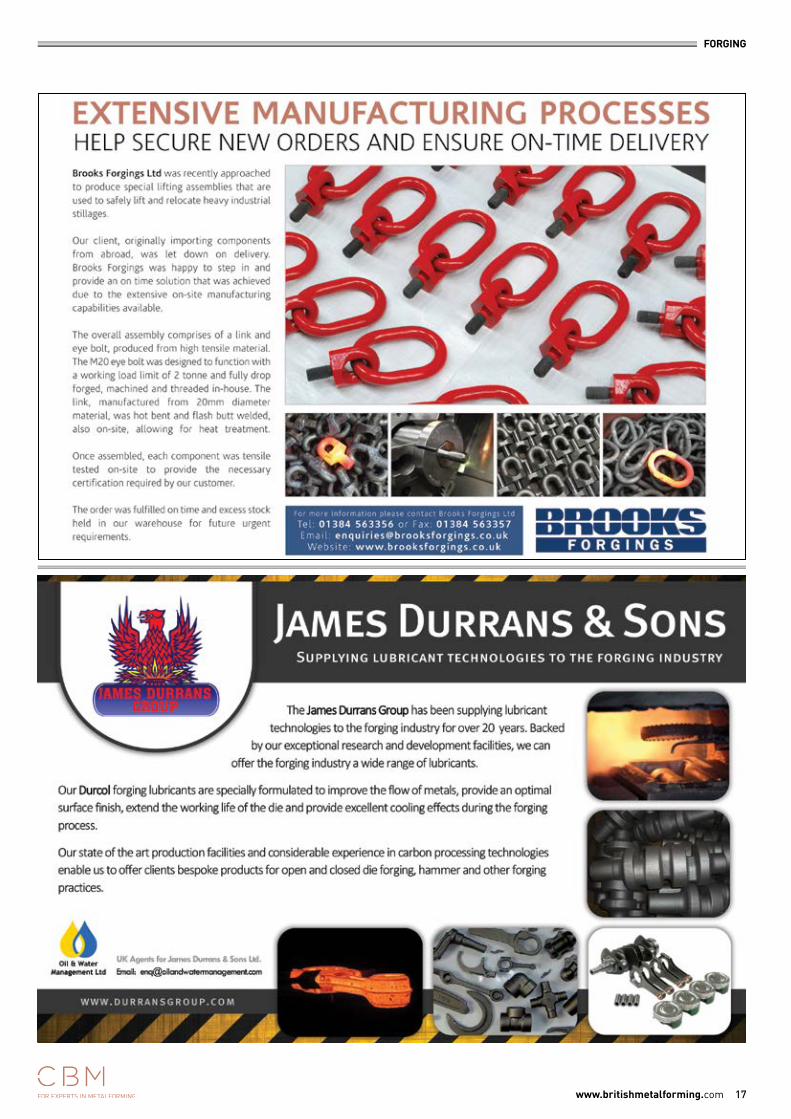
Left: “We are very pleased with the results from Phase I and look forward to further developments with plasma enhanced nanostructures,” according to AHT’s senior v.p. Mike Woods.
Above: Plasma nitriding is a low-pressure process in which voltage is applied between the batch and the furnace wall; a glow discharge with a high ionization level (plasma) is generated around the parts being treated.
Coefficient of FrictionThe below graphs present results of Pin-on Disk Tribometer test, showing the dynamic coefficient of friction of the treated samples against 440C stainless as a function of friction time.

17www.britishmetalforming.com
FORGING

LASCO machines and lines for the forming technology are used in industries such as:
automotive industryrailroad engineering aircraft industryshipbuildingmedical engineeringhousehold applianceshand tool industrymechanical engineeringagricultural machine engineeringrenewable energies power plant engineeringfittings and fixtures industryoff-shore industry mining
phone +49 95 61 / 6 42-0 www.lasco.com
Best quality is our ultimate ambition Our nearly comprehensive range of traditional machine tools for forming technology comprises hydraulic presses, die forging hammers, counterblow hammers as well as screw presses, pre-forming units, forging and cross wedge rolls, and automation of machines and lines, are the focus of the product programme today.
since 1863
LASCO offers a broad range of products and services for this large global market and a variety of applications.
LASCO_MetalMatters_FullPage_EuroBlech_e.indd 1 12.08.2016 10:21:08
1919www.britishmetalforming.com
FORGING
LASCO machines and lines for the forming technology are used in industries such as:
automotive industryrailroad engineering aircraft industryshipbuildingmedical engineeringhousehold applianceshand tool industrymechanical engineeringagricultural machine engineeringrenewable energies power plant engineeringfittings and fixtures industryoff-shore industry mining
phone +49 95 61 / 6 42-0 www.lasco.com
Best quality is our ultimate ambition Our nearly comprehensive range of traditional machine tools for forming technology comprises hydraulic presses, die forging hammers, counterblow hammers as well as screw presses, pre-forming units, forging and cross wedge rolls, and automation of machines and lines, are the focus of the product programme today.
since 1863
LASCO offers a broad range of products and services for this large global market and a variety of applications.
LASCO_MetalMatters_FullPage_EuroBlech_e.indd 1 12.08.2016 10:21:08
SMS GROUP DELIVERS FIRST FULLY AUTOMATED 25-MN CLOSED-DIE FORGING PRESS WITH AUTOMATIC WALKING BEAM TO PARSAN IN TURKEY
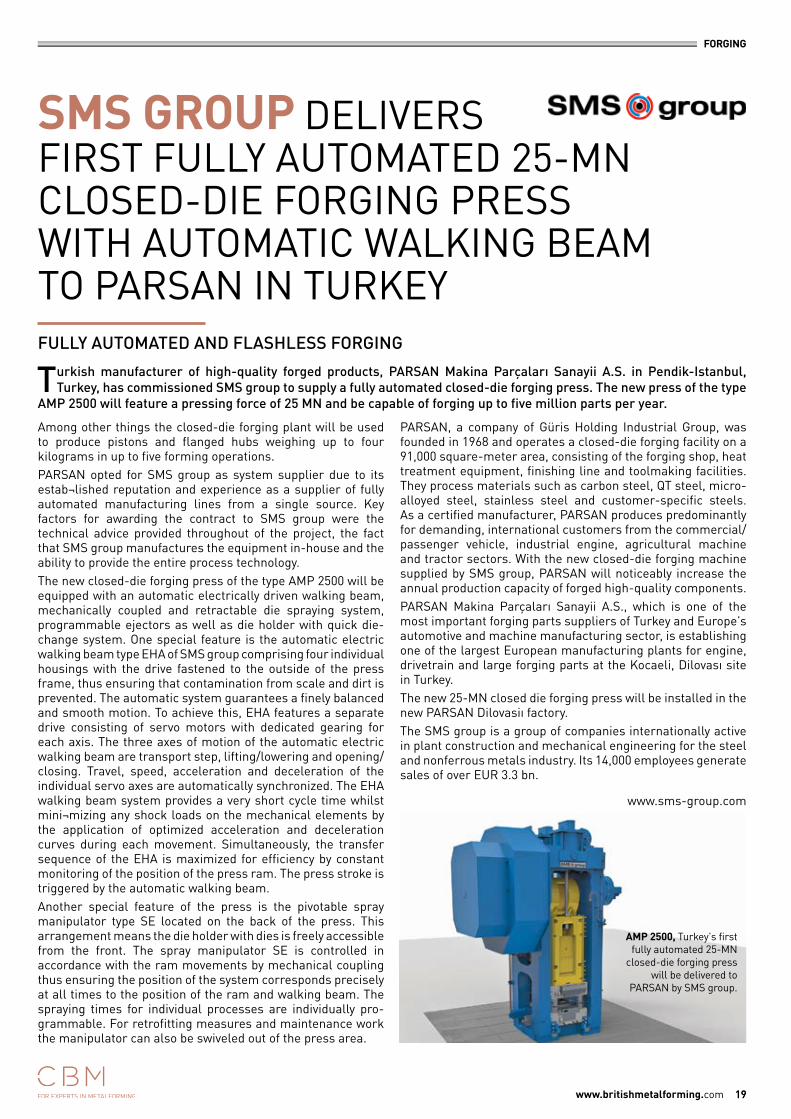
Turkish manufacturer of high-quality forged products, PARSAN Makina Parçaları Sanayii A.S. in Pendik-Istanbul, Turkey, has commissioned SMS group to supply a fully automated closed-die forging press. The new press of the type
AMP 2500 will feature a pressing force of 25 MN and be capable of forging up to five million parts per year.
Among other things the closed-die forging plant will be used to produce pistons and flanged hubs weighing up to four kilograms in up to five forming operations. PARSAN opted for SMS group as system supplier due to its estab¬lished reputation and experience as a supplier of fully automated manufacturing lines from a single source. Key factors for awarding the contract to SMS group were the technical advice provided throughout of the project, the fact that SMS group manufactures the equipment in-house and the ability to provide the entire process technology. The new closed-die forging press of the type AMP 2500 will be equipped with an automatic electrically driven walking beam, mechanically coupled and retractable die spraying system, programmable ejectors as well as die holder with quick die-change system. One special feature is the automatic electric walking beam type EHA of SMS group comprising four individual housings with the drive fastened to the outside of the press frame, thus ensuring that contamination from scale and dirt is prevented. The automatic system guarantees a finely balanced and smooth motion. To achieve this, EHA features a separate drive consisting of servo motors with dedicated gearing for each axis. The three axes of motion of the automatic electric walking beam are transport step, lifting/lowering and opening/closing. Travel, speed, acceleration and deceleration of the individual servo axes are automatically synchronized. The EHA walking beam system provides a very short cycle time whilst mini¬mizing any shock loads on the mechanical elements by the application of optimized acceleration and deceleration curves during each movement. Simultaneously, the transfer sequence of the EHA is maximized for efficiency by constant monitoring of the position of the press ram. The press stroke is triggered by the automatic walking beam. Another special feature of the press is the pivotable spray manipulator type SE located on the back of the press. This arrangement means the die holder with dies is freely accessible from the front. The spray manipulator SE is controlled in accordance with the ram movements by mechanical coupling thus ensuring the position of the system corresponds precisely at all times to the position of the ram and walking beam. The spraying times for individual processes are individually pro-grammable. For retrofitting measures and maintenance work the manipulator can also be swiveled out of the press area.
PARSAN, a company of Güris Holding Industrial Group, was founded in 1968 and operates a closed-die forging facility on a 91,000 square-meter area, consisting of the forging shop, heat treatment equipment, finishing line and toolmaking facilities. They process materials such as carbon steel, QT steel, micro-alloyed steel, stainless steel and customer-specific steels. As a certified manufacturer, PARSAN produces predominantly for demanding, international customers from the commercial/passenger vehicle, industrial engine, agricultural machine and tractor sectors. With the new closed-die forging machine supplied by SMS group, PARSAN will noticeably increase the annual production capacity of forged high-quality components. PARSAN Makina Parçaları Sanayii A.S., which is one of the most important forging parts suppliers of Turkey and Europe’s automotive and machine manufacturing sector, is establishing one of the largest European manufacturing plants for engine, drivetrain and large forging parts at the Kocaeli, Dilovası site in Turkey. The new 25-MN closed die forging press will be installed in the new PARSAN Dilovasiı factory.The SMS group is a group of companies internationally active in plant construction and mechanical engineering for the steel and nonferrous metals industry. Its 14,000 employees generate sales of over EUR 3.3 bn.
www.sms-group.com
FULLY AUTOMATED AND FLASHLESS FORGING
AMP 2500, Turkey’s first fully automated 25-MN
closed-die forging press will be delivered to
PARSAN by SMS group.

2121www.britishmetalforming.com
Global forging is a $268 billion industry, but despite hundreds of years of tradition, development and metallurgical
knowledge, the sector’s future isn’t guaranteed.In fact, it’s at risk of being left behind other high-value manufacturing technologies if it doesn’t adapt.Facing intensified global competition, declining investments, and a market looking towards other materials, there’s many challenges ahead.However, one of the most-cited threats to the industry is also its biggest opportunities: the need for accelerated technological change.As an organisation which drives innovation, the Advanced Forming Research Centre (AFRC) at the University of Strathclyde is leading the way on technology to set new standards in forging.We’re developing the world’s most advanced hot forging research platform.Named, FutureForge, the machinery will be a highly-instru-mented, future manufacturing demonstrator incorporating a hydraulic press with open-die, closed-die & isothermal capability.The technical specifications are consistent with the AFRC’s approach to both industrial scale and industrially-representative equipment. It’ll be based on a 2,000-tonne hydraulic-press capable of operating in open-die and isothermal modes, able to process metal parts of around 600mm in diameter in closed-die mode and billets.Significantly, the project will combine Industry 4.0 instru-mentation, data capture, process control and analytics while offering a fully integrated next-generation manipulator.Ultimately, what we aim to establish is a digital future for forging. By making a major investment into this project, we’ll be well on the way to developing a concept of what a digitally-enabled, multi-purpose forge resembles.Our ambition is extremely far-reaching and unique among independent organisations. The potential benefits for the UK’s manufacturing sector as a whole cannot be overstated.We want to secure the UK’s position in high-end metallurgy and process development, continuing our lucrative supply chain industries in sectors such as gas turbines, aerospace and nuclear systems. In a globalised environment, there’s strong evidence that re-search intensity is linked to long-term growth, especially in the HVM sectors. As the Industry 4.0 movement establishes the conditions for a fourth industrial revolution based on cyber-physical systems, it’s essential that the UK sector doesn’t lag.
FutureForge investment is part of the UK’s strategy to devel-op and maintain excellent traditions in this area through this fourth industrial revolution. Sustaining international com-petitiveness in alloy development, FutureForge will provide a unique, independent, research environment, supporting the innovation process.The AFRC is keen to hear from industry as to how it sees the future of forging mapping out against a backdrop of digitalisation becoming more prominent.This conversation will help feed into our activity which is ultimately directed at helping the UK’s manufacturing sectors as a whole. In any revolution there are those who benefit and those who are displaced. The FutureForge, along with AFRC’s general technology strategy, are committed to ensuring the UK’s forging industry is in the first category.If you’d like to contribute to this journey, please get in touch with me at the AFRC.
FUTUREFORGE TO SAFEGUARD THE UK’S FORGING INDUSTRYBy Dr Michael Ward, Chief Techology Officer at the University of Strathclyde’s Advanced Forming Research Centre
FORGING

22
SHEET METAL
www.britishmetalforming.com
The Confederation of British Metalforming (CBM) had the pleasure of representing its UK sheet metal
press work members at the 51st International Council of Sheet Metal Presswork Association’s Presidents Council Meeting. The event which took place during September in Beijing, China was attended by 38 delegates representing 6 countries; France, Germany, UK, Japan, China and USA. The Confederation of Chinese Metalforming Industry are the current holders of the Presidency for 2016-2018. After this the UK has been asked to host the next three year Presidency. The CBM was represented by myself and Steve Morley from Sertec.The meeting contained a market report and trade association activity presentation from each country. A copy of each presentation can be found in the members’ area of the CBM website. Following this an update was given on the progress for the next International Sheet Metal Congress which will be held from 19-22 September 2017 in China. A copy of the first call for this congress is available from CBM. I would encourage CBM members to look at attending, presenting at this congress, the networking in your sector can be very valuable.
ICOSPA are trying to encourage inter company visits from one country to another. A number of these have already taken part where a country arranges visits to a number of its members for others to take part in and then reciprocal arrangements are made. This is something which CBM would encourage members to take part in and should let me know if you would be happy to open your doors, so that we can set up a mutual visit. This type of arrangement could also be used to share training placements. The meeting also contained a review of some industry data that is collected by ICOSPA and a summary of this data for each country can be found in the members’ area of the CBM website. Issues of energy costs and training seem to be common prob-lems across all members, and we are encouraging ICOSPA to take up initiatives around such issues. For further information about ICOSPA activities is available from CBM, please contact Geraldine Bolton on 0121 601 6350 or email [email protected].
AP&T has received a transfer solution order from Denso Marston in Shipley. The automation equipment from AP&T will be installed on a new mechanical press for the production of thermal cooling system parts. Operations start-up is planned for the beginning of 2017. The transaction also includes service and maintenance.
Denso Marston Ltd is part of the Denso Group. Among other things, the company manufactures radiators, oil coolers and intercoolers for off highway heavy duty equipment. The company, which already has a few automation solutions from AP&T, said the following about the transaction: “AP&T has been very responsive to our wishes this time as well, and has produced a technical solution that meets our specific needs extremely well.”
www.aptgroup.com
- Left: Martin Sahlman, Denso Marston Ltd in the UK has ordered a new transfer solution from AP&T for the production of thermal cooling system parts.
ICOSPA MEETING 2016 by Geraldine Bolton, CBM chief executive

2323www.britishmetalforming.com
SHEET METAL
MKP welcomed Martin Brett from Perkins Engines to their Bletchley based factory to pres`ent the Supplier Quality
Excellence Award for the second consecutive year. Achieving the Bronze award in 2015, MKP are one of only two UK based suppliers to be presented the Silver award in 2016.The award has been achieved by surpassing customer expectations in continuous improvement, quality and delivery performance, having supplied over 307,000 pressed, welded and fabricated components into Caterpillar Perkins.MKP are an established engineering company supplying metal pressings, welded assemblies and fine limit sheet metal components into many different industries. The group operates from two sites in Milton Keynes: a total of 100,000 sq ft. The company’s progress has been built on supplying excellent customer service and solving engineering and manufacturing solutions whilst remaining competitive in a global market place. The disciplines and accreditations required to be a first and second tier supplier into the automotive industry are employed throughout the organization for the benefit of all other sectors that MKP supply. MKP Group also incorporates the power press toolmaker,
Ryeland Toolmakers, and Maine Office, supplying prestigious filing and storage solutions for the work environment.
www.mkp.co.uk
MILTON KEYNES PRESSINGS GROUP (MKP) HAS BEEN AWARDED A PRESTIGIOUS SUPPLIER QUALITY AWARD BY CATERPILLAR
In automobile manufacturing, emissions constraints and improved passenger safety require ever lighter yet also more
stable vehicles, as a result more and more high-strength sheet steel is being processed. Studies show that the proportion of high-strength AHSS steel per car is expected to rise from 68kg in 2009 to 204kg by 2020. In light of this growth in production using a material that is difficult to process, we developed BALINIT® FORMERA. Oerlikon Balzers collaborated closely with the forming industry as well as with partner institutes, and tests were performed at selected customers to ensure real industrial production conditions.
The coating when used for the thermoforming of a 4 mm thick HSLA steel parts for car seats, gave a 6 times higher tool life than could be achieved with a competitor product, productivity was sig-nificantly improved by reducing downtime and saving costs. Following significant investment as part of its continuous improvement program to offer leading PVD coating solutions, our Milton Keynes facility is now able to offer BALINIT® FORMERA to the metal forming market in the U.K. This is in addition to our existing coating portfolio that includes BALINIT® LUMENA and BALINIT® TRITON, which have successfully been offered for many years as solutions for various different metal forming applications. For further information please call 01908 377277 or email [email protected] and we can arrange an appointment for you with one our technology experts.
www.oerlikon.com
BALINIT® FORMERA IS A PVD COATING DEVELOPED BY OERLIKON BALZERS SPECIALLY FOR THE FORMING OF HIGH-STRENGTH STEELS SO WHY WAS BALINIT® FORMERA DEVELOPED?
- Right: Martin Brett from Caterpillar
Perkins presenting award to MKP
Managing Director Mike Read
24 www.britishmetalforming.com
SHEET METAL
On 22 February 2017 the GOM Workshop “3D Metrology in Sheet Metal Forming Processes” will take place in
Coventry. The event is part of an international workshop series running between January and April 2017 at 20 different locations from Asia to America. The global GOM network established this event series to transfer process-related and metrological knowledge to design engineers, tool makers as well as specialists from research & development, production and quality assurance around the world. Measuring systems from GOM are used in stamping, bending, drawing, pressing, and forming process chains to guarantee consistent quality assurance: from determining the sheet metal properties, via accelerating tool-try-out and first article inspection, up to series-accompanying production control and trend analysis.GOM systems provide precise material parameters by determining the Forming Limit Curve (FLC) for design and simulation. During try-out, sheet metal parts are checked for shape and dimension as well as material defects: component geometry, spring-back, trimming, hole patterns, material thickness and forming limit analysis. For the series-
accompanying quality control, all measurement and inspection processes are automated.The free workshop is an industrial meeting platform for an exchange of knowledge and sharing experiences. In fourteen different countries, leading industrial companies show how integrating optical measuring systems into the entire process chain helps them shorten development times and improve production workflows. In addition, the GOM network introduces the latest developments in 3D metrology as well as in measurement and inspection software.
INTERNATIONAL WORKSHOP SERIES FOR 3D METROLOGY IN SHEET METAL FORMING PROCESSES
GOM Workshops on Sheet Metal Forming from January to April 2017 Brazil, China, Croatia, Czech Republic, France, Germany, India, Japan, Mexico, Portugal, Russia, Spain, UK, USA.
GOM Workshop “3D Metrology in Sheet Metal Forming Processes”22 February 2017 10:00 – 15:00GOM UK Ltd14 The Cobalt CentreSiskin Parkway EastCoventry CV3 4PE
Information & registration at: www.gom-workshop.com or [email protected]
2525www.britishmetalforming.com
Many members use LPG to either power their fork lift trucks or elsewhere within the facility. If you have a
bulk LPG tank you will in most cases be paying Climate Change Levey at a rate of £0.01251 per kg rising to £0.01272 per kg in 2017. Did you know this can be reclaimed in the same way as CCL on gas and electricity for LPG used within eligible areas? For companies who only have a CCA, the use of fork lift trucks is restricted to material movements directly before and after the metal forming or other eligible processes, i.e., directly associated activities.For companies who have also applied for metallurgical exemption, the scope includes “Qualifying Energy, i.e. energy consumed in:
• Receipt, quality control and storage of raw materials and other inputs.
• Handling of intermediary products.• Packaging, warehousing and dispatch of finished
products.• On-site conveyance of delivered materials, intermediary
products and finished products.For further help and guidance on claiming CCL rebates on your LPG consumption please contact our energy specialist [email protected]
CLIMATE CHANGE LEVY ON LPG
METALLURGICAL AND MINERALOGICAL EXEMPTION
The Metallurgical and Mineralogical Exemption from Climate Change Levy (met’ exemption) was brought into
law after the budget in April 2014. It allows for a broader spectrum of a company’s operations and facilities to be eligible for Climate Change Levy rebates. It also offers a higher maximum rebate from CCL of 100% on all energy consumed by the metallurgical processes and ancillary processes such as;
If any of the following examples have led to your energy supply being charged at the full rate of CCL:• a change of supplier• a change of ownership within a CCA • an administration oversight
In these cases there will not be an existing PP11 CCL Supplier Certificate in place and you may submit retrospective PP11 CCL Supplier Certificate to your energy supplier. You may seek any forgone relief entitlement up to maximum of 4 years.If you already have submitted a PP11 CCL Supplier Certificate to your energy supplier and have under-claimed your relief entitlement, you may be reimbursed by submitting a form CCL200X to HMRC.This does not apply to supplies for domestic or non-domestic charity use. You may seek retrospective claim for these supplies by submitting a VAT reduced rate certificate to your energy supplier.”For further information please contact Kevin Kirk at CBM on 0121 601 6350 or email [email protected].
- HANDLING• receipt, quality control and storage of raw materials and
other inputs• handling of intermediary products• packaging, warehousing and dispatch of finished products• on site conveyance of delivered materials, intermediary
products and finished products
- FACTORY SERVICES• laboratory services• quality control at all stages of manufacture• control rooms• engineering services• heating and cooling systems• compression systems• air and water distribution systems• waste treatment and abatement
- ON SITE-FACILITIES• administration• staff facilities• medical rooms• security• staff training• design and development• heating• inside and outside lighting
To take full advantage of this legislation new PP10 & PP1s need to be submitted after measuring the energy use in these qualifying energy areas. CBM offers its measuring service to members at a reduced rate of £300.00 per day and will include complimentary completion of PP10 & PP1s. The met exemption rebate can currently be backdated to April 2014.For more information and to book your visit by our energy specialist contact [email protected].
RETROSPECTIVE CLAIM FOR RELIEF ENTITLEMENT
ENERGY
26 www.britishmetalforming.com
HEALTH & SAFETY
- VISITSalop Design & Engineering Ltd, a tier two metal pressing and assembly supplier based in Shrewsbury, were pleased to welcome CBM members to tour the facilities and give feedback on their health & safety status, that is something that they constantly monitor and review, but to have a group with such keen eyes for detail was an opportunity too good to miss. They were met in the new, apprentice training centre, I.T.A.S. (In-Comm Training Academy Shropshire). This centre is a joint venture between Salop Design and In-Comm Training to secure the right training for engineering apprentices, to support all Shropshire businesses. It has been running for a little over twelve months, and has already got 30 apprentices training, and learning the skills they need for the future. They are learning and earning, and take this experience back to their employers sites.Attending members were greeted by Christopher Greenough, Commercial Director of Salop Design, and Gareth Jones, Managing Director of In-Comm. Members were told of the history of the site and the ambitious expansion plans at Salop. Christopher said: ‘Manufacturing is currently seeing a revival in the UK, and the Midlands is leading the way in this. There are great opportunities for forward thinking companies to take the lead and secure a good future for their workforce, grow their business and branch out into different markets.’
- MEETINGThe accident statistics for sheet metal, forging, fastener and cold rolled sectors were covered in the update (Jan – Sept) with 64 companies participating and covering 7434 employees over. Again the main focus of accidents was handling of objects, an area the CBM plan to expand in 2017.Jenny Skeldon from the HSE discussed the HSE’s current work plan for 2016/17 to target specific industries and focus on serious occupational health issues including Asthmagens & Carcinogens.The meeting continued with a follow up on HAVs theme, with no cure for HAVs work related injuries, Reactec’s presentation focused on their prevention and people monitoring tools. The Reactec Analytics Platform combines the HAVMETER and the HAVWEAR with a cloud based reporting platform to deliver a more practical and effective solution to assess and control risks from HAVS.
With driving considered to be a high hazard activity by the HSE, and with 25% of all road collisions involve people who were driving for work at the time (source HSE & DfT), driver training and monitoring are commonly overlooked in the health and safety systems of many companies. Adrian Hide from TTC talked about the law relating to work-related driving activities and best practice management of work-related road safety.
continued on page 27>>
CBM H, S & E MEETING – AUTUMN 2016
The CBM would like to thank everyone who attended the health and safety update held in October 2016. The well attended meeting started with a tour of Salop Design and Engineering Ltd.
FOR EXPERTS IN METALFORMING
FOR EXPERTS IN METALFORMING

2727www.britishmetalforming.com
UK METALS COUNCIL UPDATE FOR CBM
The UK Metals Council has representation from each of the ten trade associations within the UK Metals Forum, and the
chairs for the five work streams. The CBM is represented by CBM President David Eales.The five work streams are represented by their chairs:Innovation – Chris McDonald, The Materials Processing InstituteSupply Chain – Deidre Fox, Tata SteelSustainability – Ian Walsh, Saint Gobain PAM UK LtdTraining and Skills – Colin Leighfield, BF Wedge HoldingsCommunications – Alasdair Jackson, Recycling Lives
All of these work streams have met to discuss and identify what their priorities are for the Council.
The CBM has a seat available on all of these workstreams, CBM representatives are:Innovation – vacancySupply Chain – Mark AdamsSustainability – vacancyTraining and Skills – Adrian NicklinCommunications – vacancy
Work has been undertaken on the UK Metals Council web site – www.UKmetalscouncil.org. This site explains who the council are and what the work streams are covering. The site is also being developed to include members’ area with an access to view the papers and work being undertaken for each of the work streams; this will be an important feature to ensure visibility of what is happening is available.More information on the UK Metals Council can be obtained from Giles Willson, Manager for the UK Metals Council – Email: [email protected].
<< continued from page 26...
Continuing with our focus on an ageing workforce, Ged Robinson from Stadco Shrewsbury, showed us their pro-active activities held across their three events. With charities including Shropshire Wildlife Trust, Confide, Severn Hospice and MacMillan in attendance and offering medical indication testing for cholesterol, glucose, diabetes, respiratory saw over 72% of the 250 workforce in attendance.The final presentation from Michael Emery from Securus Health & Safety gave us an insight into the benefits of the IOSH Approved, Coaching for Safety course. Leading safety profes-sionals too advocate a coaching approach. They emphasise the importance of collaboration and balancing technical knowledge with complementary communication skills, empowering safety professionals to be the best they can be.
UK METALS COUNCIL UPDATE
• 2 FEBRUARY: National Metalforming Centre, West Bromwich
• 27 APRIL• 6 JULY• 19 OCTOBER
CBM HEALTH, SAFETY & ENVIRONMENT GROUP MEETINGS 2017:
For further information about CBM H, S & E group please contact Kirsi Lintula at CBM on 0121 601 6350
or email [email protected].
HEALTH & SAFETY
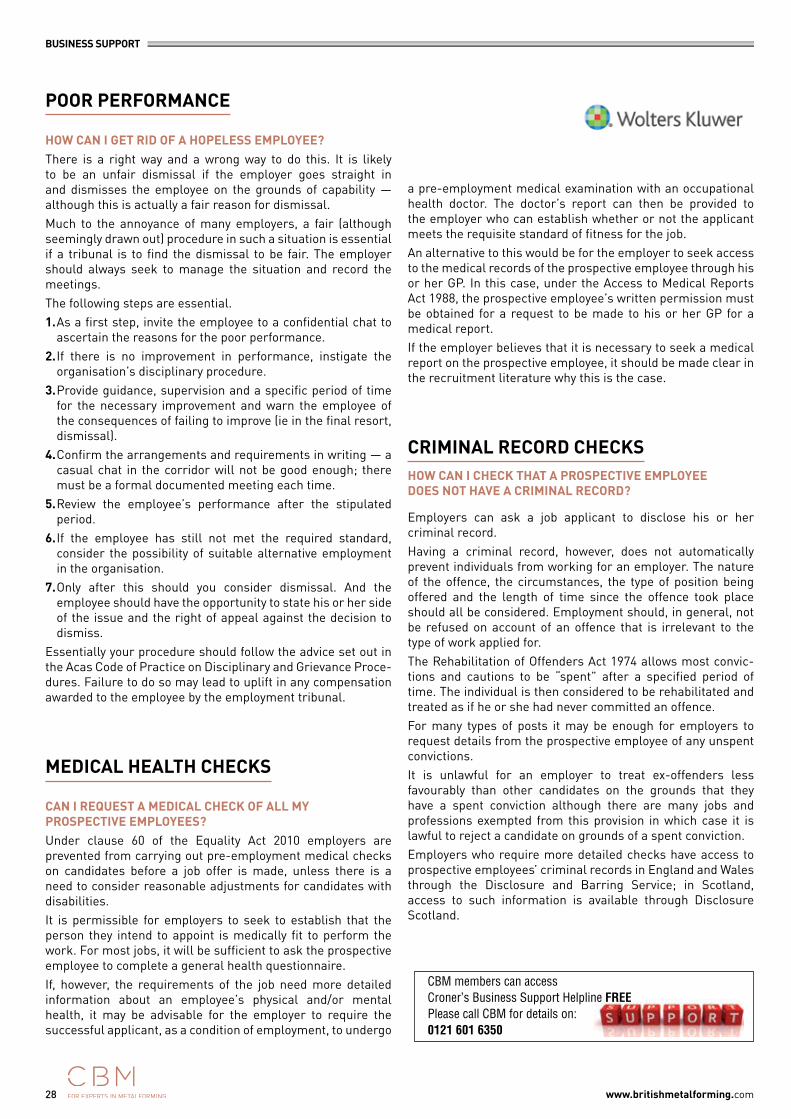
28 www.britishmetalforming.com
BUSINESS SUPPORT
POOR PERFORMANCE
HOW CAN I GET RID OF A HOPELESS EMPLOYEE?There is a right way and a wrong way to do this. It is likely to be an unfair dismissal if the employer goes straight in and dismisses the employee on the grounds of capability — although this is actually a fair reason for dismissal.Much to the annoyance of many employers, a fair (although seemingly drawn out) procedure in such a situation is essential if a tribunal is to find the dismissal to be fair. The employer should always seek to manage the situation and record the meetings.The following steps are essential.1. As a first step, invite the employee to a confidential chat to
ascertain the reasons for the poor performance.2. If there is no improvement in performance, instigate the
organisation’s disciplinary procedure.3. Provide guidance, supervision and a specific period of time
for the necessary improvement and warn the employee of the consequences of failing to improve (ie in the final resort, dismissal).
4. Confirm the arrangements and requirements in writing — a casual chat in the corridor will not be good enough; there must be a formal documented meeting each time.
5. Review the employee’s performance after the stipulated period.
6. If the employee has still not met the required standard, consider the possibility of suitable alternative employment in the organisation.
7. Only after this should you consider dismissal. And the employee should have the opportunity to state his or her side of the issue and the right of appeal against the decision to dismiss.
Essentially your procedure should follow the advice set out in the Acas Code of Practice on Disciplinary and Grievance Proce-dures. Failure to do so may lead to uplift in any compensation awarded to the employee by the employment tribunal.
MEDICAL HEALTH CHECKS
CAN I REQUEST A MEDICAL CHECK OF ALL MY PROSPECTIVE EMPLOYEES?Under clause 60 of the Equality Act 2010 employers are prevented from carrying out pre-employment medical checks on candidates before a job offer is made, unless there is a need to consider reasonable adjustments for candidates with disabilities.It is permissible for employers to seek to establish that the person they intend to appoint is medically fit to perform the work. For most jobs, it will be sufficient to ask the prospective employee to complete a general health questionnaire.If, however, the requirements of the job need more detailed information about an employee’s physical and/or mental health, it may be advisable for the employer to require the successful applicant, as a condition of employment, to undergo
a pre-employment medical examination with an occupational health doctor. The doctor’s report can then be provided to the employer who can establish whether or not the applicant meets the requisite standard of fitness for the job.An alternative to this would be for the employer to seek access to the medical records of the prospective employee through his or her GP. In this case, under the Access to Medical Reports Act 1988, the prospective employee’s written permission must be obtained for a request to be made to his or her GP for a medical report.If the employer believes that it is necessary to seek a medical report on the prospective employee, it should be made clear in the recruitment literature why this is the case.
CRIMINAL RECORD CHECKS HOW CAN I CHECK THAT A PROSPECTIVE EMPLOYEE DOES NOT HAVE A CRIMINAL RECORD?
Employers can ask a job applicant to disclose his or her criminal record.Having a criminal record, however, does not automatically prevent individuals from working for an employer. The nature of the offence, the circumstances, the type of position being offered and the length of time since the offence took place should all be considered. Employment should, in general, not be refused on account of an offence that is irrelevant to the type of work applied for.The Rehabilitation of Offenders Act 1974 allows most convic-tions and cautions to be “spent” after a specified period of time. The individual is then considered to be rehabilitated and treated as if he or she had never committed an offence.For many types of posts it may be enough for employers to request details from the prospective employee of any unspent convictions.It is unlawful for an employer to treat ex-offenders less favourably than other candidates on the grounds that they have a spent conviction although there are many jobs and professions exempted from this provision in which case it is lawful to reject a candidate on grounds of a spent conviction.Employers who require more detailed checks have access to prospective employees’ criminal records in England and Wales through the Disclosure and Barring Service; in Scotland, access to such information is available through Disclosure Scotland.

2929www.britishmetalforming.com
New member, Clevedon Fasteners Ltd, joined the CBM Buying Group in June this year. Wasting no
time, they have put their membership to good use and are already making savings. Formed in 1939, based in the West Midlands, they manufacture solid rivets, semi tubular rivets, fully tubular rivets, self-piercing rivets and a wide range of customer specific fasteners.The CBM Buying Group found savings in over 20 categories for Clevedon Fasteners. For example, by changing to the buying group nominated supplier, Clevedon will have made a massive 91% saving in Washroom Services.
Stationery is another category where Clevedon have seen a 29% saving simply by changing to our market-leading supplier.
Lynne James from Clevedon Fasteners said of her experience of the CBM Buying Group,
‘I found my account manager really helpful, the process is quite easy, positive and straight forward.’
A Further saving which has now been converted was found in Car Lease and a saving of 27% has been identified in Calibration.
Remember, saving with the buying group doesn’t always mean a change in your supplier. It can be possible, as Clevedon did with their telephones, to benchmark with your existing supplier and still make a saving.
If you would like to join the CBM Buying Group, or find out more details on how to save on your Overheads, Utilities and Consumables, please email [email protected], or you can visit www.independentbuyers.com/cbm/.
We can also arrange a free consultation, if you are interested please call 0870 755 2579 for further information.
BUYING GROUP FINDS 26% SAVINGS ON OVERHEADS FOR NEW MEMBER
CONFEDERATION OF BRITISH METALFORMING
MEMBERS BUYING GROUP
SUCCESS STORY
BUSINESS SUPPORT
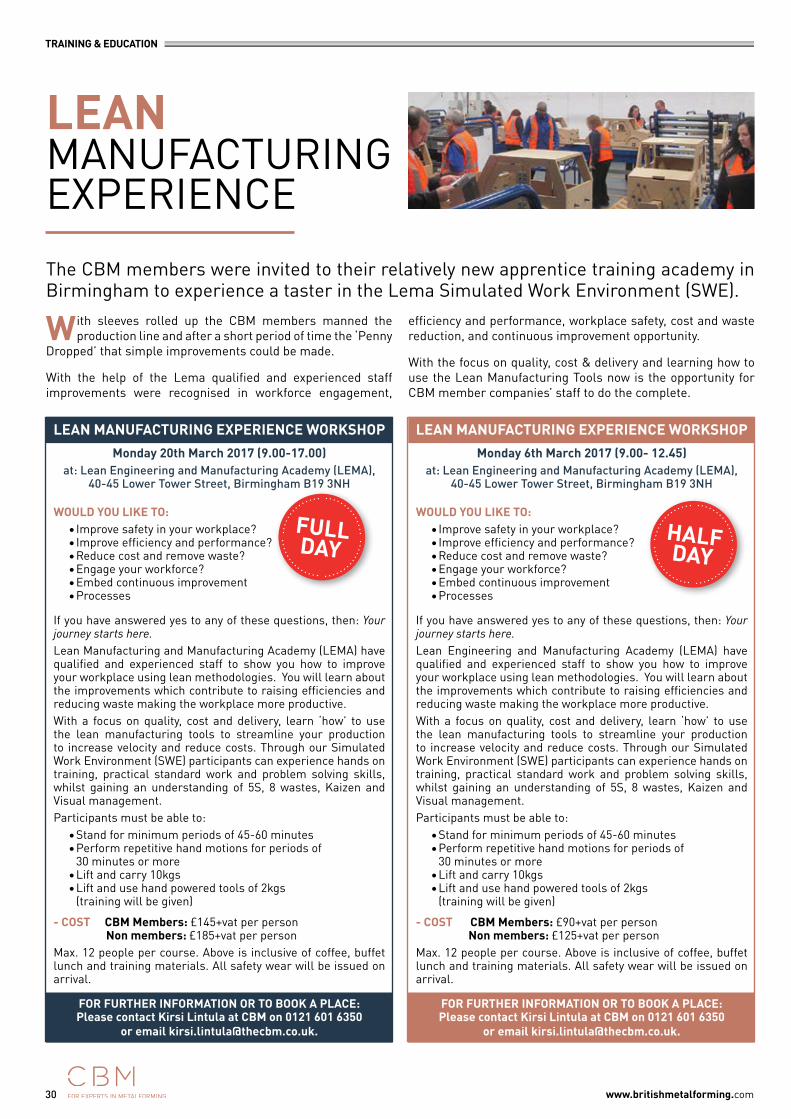
30 www.britishmetalforming.com
TRAINING & EDUCATION
With sleeves rolled up the CBM members manned the production line and after a short period of time the ‘Penny
Dropped’ that simple improvements could be made.
With the help of the Lema qualified and experienced staff improvements were recognised in workforce engagement,
efficiency and performance, workplace safety, cost and waste reduction, and continuous improvement opportunity.
With the focus on quality, cost & delivery and learning how to use the Lean Manufacturing Tools now is the opportunity for CBM member companies’ staff to do the complete.
LEAN MANUFACTURING EXPERIENCEThe CBM members were invited to their relatively new apprentice training academy in Birmingham to experience a taster in the Lema Simulated Work Environment (SWE).
LEAN MANUFACTURING EXPERIENCE WORKSHOP Monday 20th March 2017 (9.00-17.00)
at: Lean Engineering and Manufacturing Academy (LEMA), 40-45 Lower Tower Street, Birmingham B19 3NH
WOULD YOU LIKE TO:• Improve safety in your workplace?• Improve efficiency and performance?• Reduce cost and remove waste?• Engage your workforce?• Embed continuous improvement• Processes
If you have answered yes to any of these questions, then: Your journey starts here.Lean Manufacturing and Manufacturing Academy (LEMA) have qualified and experienced staff to show you how to improve your workplace using lean methodologies. You will learn about the improvements which contribute to raising efficiencies and reducing waste making the workplace more productive.With a focus on quality, cost and delivery, learn ‘how’ to use the lean manufacturing tools to streamline your production to increase velocity and reduce costs. Through our Simulated Work Environment (SWE) participants can experience hands on training, practical standard work and problem solving skills, whilst gaining an understanding of 5S, 8 wastes, Kaizen and Visual management.Participants must be able to:
• Stand for minimum periods of 45-60 minutes • Perform repetitive hand motions for periods of
30 minutes or more• Lift and carry 10kgs• Lift and use hand powered tools of 2kgs
(training will be given)
- COST CBM Members: £145+vat per person Non members: £185+vat per personMax. 12 people per course. Above is inclusive of coffee, buffet lunch and training materials. All safety wear will be issued on arrival.
FOR FURTHER INFORMATION OR TO BOOK A PLACE: Please contact Kirsi Lintula at CBM on 0121 601 6350
or email [email protected].
LEAN MANUFACTURING EXPERIENCE WORKSHOP Monday 6th March 2017 (9.00- 12.45)
at: Lean Engineering and Manufacturing Academy (LEMA), 40-45 Lower Tower Street, Birmingham B19 3NH
WOULD YOU LIKE TO:• Improve safety in your workplace?• Improve efficiency and performance?• Reduce cost and remove waste?• Engage your workforce?• Embed continuous improvement• Processes
If you have answered yes to any of these questions, then: Your journey starts here.Lean Engineering and Manufacturing Academy (LEMA) have qualified and experienced staff to show you how to improve your workplace using lean methodologies. You will learn about the improvements which contribute to raising efficiencies and reducing waste making the workplace more productive.With a focus on quality, cost and delivery, learn ‘how’ to use the lean manufacturing tools to streamline your production to increase velocity and reduce costs. Through our Simulated Work Environment (SWE) participants can experience hands on training, practical standard work and problem solving skills, whilst gaining an understanding of 5S, 8 wastes, Kaizen and Visual management.Participants must be able to:
• Stand for minimum periods of 45-60 minutes • Perform repetitive hand motions for periods of
30 minutes or more• Lift and carry 10kgs• Lift and use hand powered tools of 2kgs
(training will be given)
- COST CBM Members: £90+vat per person Non members: £125+vat per personMax. 12 people per course. Above is inclusive of coffee, buffet lunch and training materials. All safety wear will be issued on arrival.
FOR FURTHER INFORMATION OR TO BOOK A PLACE: Please contact Kirsi Lintula at CBM on 0121 601 6350
or email [email protected].
HALF DAYFULL DAY
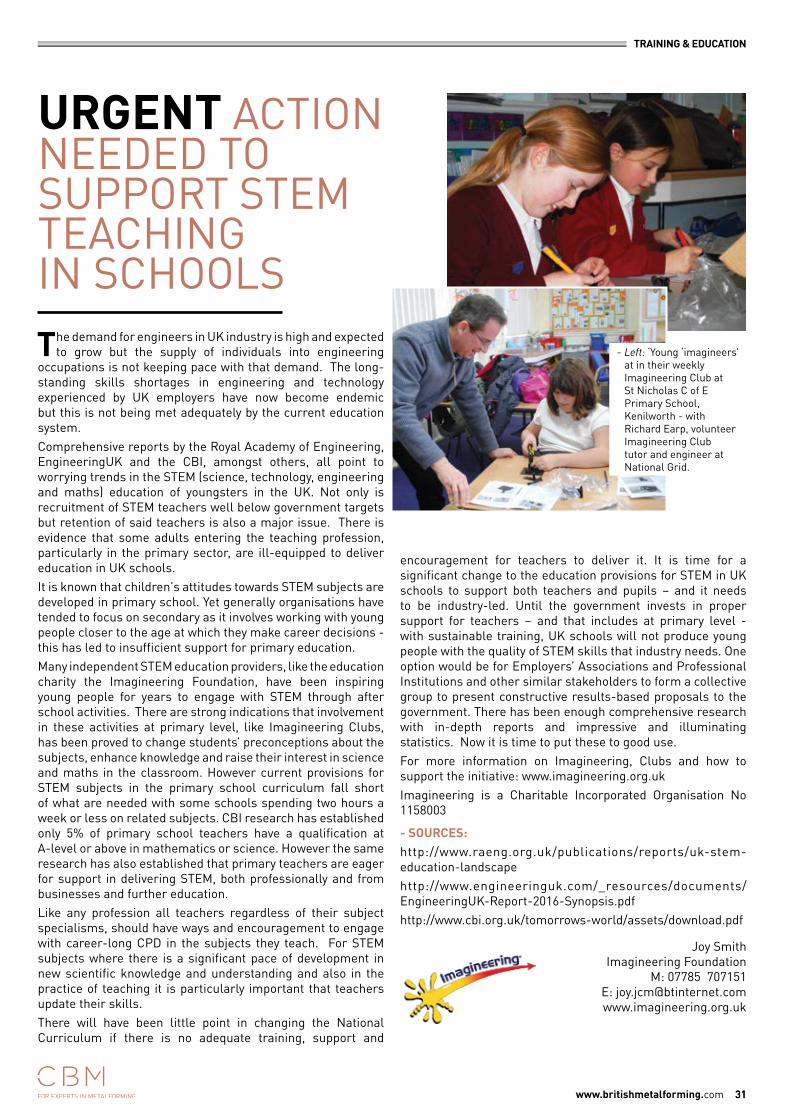
3131www.britishmetalforming.com
The demand for engineers in UK industry is high and expected to grow but the supply of individuals into engineering
occupations is not keeping pace with that demand. The long-standing skills shortages in engineering and technology experienced by UK employers have now become endemic but this is not being met adequately by the current education system. Comprehensive reports by the Royal Academy of Engineering, EngineeringUK and the CBI, amongst others, all point to worrying trends in the STEM (science, technology, engineering and maths) education of youngsters in the UK. Not only is recruitment of STEM teachers well below government targets but retention of said teachers is also a major issue. There is evidence that some adults entering the teaching profession, particularly in the primary sector, are ill-equipped to deliver education in UK schools. It is known that children’s attitudes towards STEM subjects are developed in primary school. Yet generally organisations have tended to focus on secondary as it involves working with young people closer to the age at which they make career decisions - this has led to insufficient support for primary education.Many independent STEM education providers, like the education charity the Imagineering Foundation, have been inspiring young people for years to engage with STEM through after school activities. There are strong indications that involvement in these activities at primary level, like Imagineering Clubs, has been proved to change students’ preconceptions about the subjects, enhance knowledge and raise their interest in science and maths in the classroom. However current provisions for STEM subjects in the primary school curriculum fall short of what are needed with some schools spending two hours a week or less on related subjects. CBI research has established only 5% of primary school teachers have a qualification at A-level or above in mathematics or science. However the same research has also established that primary teachers are eager for support in delivering STEM, both professionally and from businesses and further education.Like any profession all teachers regardless of their subject specialisms, should have ways and encouragement to engage with career-long CPD in the subjects they teach. For STEM subjects where there is a significant pace of development in new scientific knowledge and understanding and also in the practice of teaching it is particularly important that teachers update their skills.There will have been little point in changing the National Curriculum if there is no adequate training, support and
encouragement for teachers to deliver it. It is time for a significant change to the education provisions for STEM in UK schools to support both teachers and pupils – and it needs to be industry-led. Until the government invests in proper support for teachers – and that includes at primary level - with sustainable training, UK schools will not produce young people with the quality of STEM skills that industry needs. One option would be for Employers’ Associations and Professional Institutions and other similar stakeholders to form a collective group to present constructive results-based proposals to the government. There has been enough comprehensive research with in-depth reports and impressive and illuminating statistics. Now it is time to put these to good use.For more information on Imagineering, Clubs and how to support the initiative: www.imagineering.org.ukImagineering is a Charitable Incorporated Organisation No 1158003
- SOURCES:http://www.raeng.org.uk/publications/reports/uk-stem-education-landscapehttp://www.engineeringuk.com/_resources/documents/EngineeringUK-Report-2016-Synopsis.pdf http://www.cbi.org.uk/tomorrows-world/assets/download.pdf
Joy Smith Imagineering Foundation
M: 07785 707151 E: [email protected] www.imagineering.org.uk
URGENT ACTION NEEDED TO SUPPORT STEM TEACHING IN SCHOOLS
- Left: ‘Young ‘imagineers’ at in their weekly Imagineering Club at St Nicholas C of E Primary School, Kenilworth - with Richard Earp, volunteer Imagineering Club tutor and engineer at National Grid.
TRAINING & EDUCATION

FASTENERS
32 www.britishmetalforming.com
MEMBERS - MANUFACTURING
MEMBERSHIP DIRECTORY
ABBEY FORGED PRODUCTS LTD (: 0114 231 2271 Yorkshire S6 1ND www.theabbeygroupuk.com
AKS PRECISION BALL EUROPE LTD (: 0191 587 0000 County Durham SR8 2PP www.aksball.com
BAE SYSTEMS GLOBAL (: 03300 461 616 COMBAT SYSTEMS MUNITIONS LTD Tyne & Wear NE37 1PA www.baesystems.com
BEDFORD STEELS (: 01246 299 100 Yorkshire S4 7YS www.bedfordsteels.co.uk
BIFRANGI UK LTD (: 01522 585 800 Lincolnshire LN2 5DT www.bifrangi.co.uk
BROCKHOUSE GROUP LTD (: 0121 556 1241 West Midlands B70 0SN www.brockhouse.co.uk
BROOKS FORGINGS LTD West Midlands B64 5QJ
Established in 1960, are one of the UK’s leading manufacturers of Forged and Machined components. With our extensive in house manufacturing capabilities we are able to produce standards and specials to suit customer specific requirements.
t: 01384 563 356f: 01384 563 357
CASCADE (UK) LTD (: 0161 438 4010 Greater Manchester M11 2DD www.cascorp.com
CERRO EMS LTD (: 0121 772 6515 West Midlands B9 4DS www.cerro-ems.com
CHAPMANS AGRICULTURAL LTD (: 0114 285 6000 South Yorkshire S6 2FH www.chapmans-uk.com
CRAMLINGTON PRECISION FORGE LTD (: 01670 716 811 Northumberland NE23 1WA www.cpfl-tvs.com
CROSBY PREMIER STAMPINGS LTD (: 01384 353 120 West Midlands B64 6AJ www.premierstampings.co.uk
DONCASTERS BLAENAVON LTD (: 01495 790 345 Gwent NP4 9XG www.doncasters.com
FORGING
RCF BOLT & NUT LTD (: 0121 522 2353 West Midlands DY4 8RF www.rcfboltnut.co.uk
SMITH BULLOUGH (: 01942 520 250 Lancashire WN2 4HD www.smithbullough.com
SPS TECHNOLOGIES (T.J. BROOKS DIV.) (: 0116 274 4886 Leicestershire LE4 9HX www.spstech.com
A.M.C. UK FASTENERS LTD (: 01536 271 920 West Midlands NN17 5XZ www.amcukfasteners.co.uk
ALCOA FASTENING SYSTEMS (: 01527 525 719 & RINGS (REDDITCH) Worcestershire B98 7TD www.mckechnieaerospace.com
AVDEL UK LTD (: 01925 811 243 Cheshire WA1 4RF www.stanleyengineeredfastening.com
BARTON COLD-FORM (UK) LTD (: 01905 772 021 Worcestershire WR9 0LP www.bartoncoldform.co.uk
BROOKS FORGINGS LTD West Midlands B64 5QJ
Established in 1960, are one of the UK’s leading manufacturers of Forged and Machined components. With our extensive in house manufacturing capabilities we are able to produce standards and specials to suit customer specific requirements.
t: 01384 563 356f: 01384 563 357
CIRTEQ LTD (: 01535 633 333 West Yorkshire BD20 8QP www.cirteq.com
CLEVEDON FASTENERS LTD (: 0121 378 0619 West Midlands B75 7DG www.clevedon-fasteners.co.uk
COOPER & TURNER LTD (: 01142 560 057 Yorkshire S9 1RS www.cooperandturner.co.uk
Gesipa Blind Riveting Systems Ltd West Yorkshire BD21 4JU
• Special designed blind rivets• Rivet nut and rivet nut studs • Tooling with process control (fully automatic or manual)
t: 01535 212 200e: [email protected]
www.gesipa.com
GRIFF CHAINS LTD (: 01384 569 415 West Midlands DY2 0ED www.griffchains.co.uk
HENROB LTD (: 01244 837 220 Flintshire CH5 2NX www.henrob.com
JCS HI-TORQUE LTD (: 01787 376 212 Suffolk CO10 2YH www.jcshi-torque.co.uk
LEGGETT & PLATT (: 01282 814 054 COMPONENTS EUROPE LTD Lancashire BB18 6JA www.leggett.com
LEGGETT & PLATT COMPONENTS (: 01226 707 500 EUROPE LTD South Yorkshire S72 7GH www.leggett.com
33www.britishmetalforming.com
MEMBERS - MANUFACTURING
DONCASTERS PRECISION FORGINGS LTD (: 0114 285 8100 South Yorkshire S6 2FR www.doncasters.com
GEORGE DYKE LTD (: 0121 526 7138 West Midlands WS10 8LP www.george-dyke.co.uk
HENRY WILLIAMS LTD (: 01325 462 722 County Durham DL1 2NJ www.hwilliams.co.uk
KIMBER (: 01384 414 500 West Midlands B64 5QZ www.kimbermills.co.uk
KOYO BEARINGS (EUROPE) LTD (: 01226 733 200 South Yorkshire S75 3TA www.koyo.eu
METTIS AEROSPACE LTD (: 01527 406 400 Worcestershire B97 6EF www.mettis-aerospace.com
MILLS FORGINGS LTD (: 02476 224 985 Warwickshire CV1 2BJ www.millsforgings.co.uk
MSI-FORGING DIVISION (: 01302 366 961 South Yorkshire DN4 8DH www.msi-forge.com
PADLEY & VENABLES LTD (: 01246 299 100 Yorkshire S18 2XT www.padley-venables.com
PANDROL UK LTD (: 01909 476 101 Nottinghamshire S81 7AX www.pandrol.com
PEGLER YORKSHIRE GROUP LTD (: 0113 270 1104 Yorkshire LS10 1RT www.yorkshirefittings.co.uk
SMETHWICK DROP FORGE KIDDERMINSTER (: 01562 823 451 Worcestershire DY11 7QE www.sdf-auto.co.uk
SMITH BULLOUGH (: 01942 520 250 Lancashire WN2 4HD www.smithbullough.com
SOLID SWIVEL LTD (: 01384 636 421 West Midlands B64 7BL www.solidswivel.co.uk
SOMERS FORGE LTD (: 0121 585 5959 West Midlands B62 8DZ www.somersforge.com
SOUTH WALES FORGEMASTERS (: 029 2081 0341 Cardiff CF15 7YF www.swforgemasters.co.uk
SPECIAL QUALITY ALLOYS LTD (: 0114 243 4366 Yorkshire S9 3XN www.sheffieldqualityforge.com
SPROMAK LTD (: 0151 480 0592 Merseyside L36 6AN www.spromak.co.uk
STOKES GROUP West Midlands DY2 0SE
Established in 1908, Stokes now forms part of one of the world’s pre-eminent forging groups. We are a direct supplier to: Jaguar Land Rover, Ford and Volvo and you can also find Stokes forged parts on Audi, Volkswagen and even McLaren cars. In addition to our UK manufacturing base, we have sister forging plants in: Spain, Germany, Lithuania, Asia, Middle and South America, supported by a much envied centre of technical excellence in Spain. For your high volume precision forged requirements, talk to the experts.
t: 01384 342 550 f: 01384 342 551
TECOMET (: 0114 285 5881 Yorkshire S6 2AN www.symmetrymedical.com
TINSLEY BRIDGE GROUP (: 0114 2211 111 Yorkshire S9 1TG www.tinsleybridge.co.uk
3M HEALTHCARE (: 01200 421 140 Lancashire BB7 1NX www.3M.com/uk
AGA RANGEMASTER LTD (: 01926 457 400 Warwickshire CV31 2AD www.rangemaster.co.uk
AISIN EUROPE MANUFACTURING (UK) LTD (: 0121 421 5688 West Midlands B32 3BZ www.aisin.com
APS METAL PRESSINGS LTD (: 0121 523 0011 West Midlands B19 3AR www.apsmith.co.uk
ARCELORMITTAL TAILORED BLANKS (: 0121 558 8464 BIRMINGHAM LTD West Midlands B66 2BA www.automotive.arcelormittal.com/tailoredblanks
ARLINGTON AUTOMOTIVE NE LIMITED (: 01325 300 777 County Durham DL16 6UJ www.arlingtonindustriesgroup.com
BAKER & FINNEMORE LTD (: 0121 236 2347 West Midlands B3 1SN www.bakfin.com
BERCK LTD (: 0121 553 2726 West Midlands B70 7DP www.bercklimited.co.uk
BISLEY (FC BROWN) (: 01633 637 383 Gwent NP19 4PW www.bisley.com
CARLTON LASER SERVICES LTD (: 0116 233 9990 Leicestershire LE4 9LN www.carltonlaser.co.uk
CHARTER AUTOMOTIVE (: 01543 414 541 West Midlands WS7 3GJ www.charterautomotive.com
CIRTEQ LTD (: 01535 633 333 West Yorkshire BD20 8QP www.cirteq.com
COVPRESS ASSEMBLY LTD (: 02476 671 400 West Midlands CV5 6UF www.uyt.ltd.uk
COVPRESS HOLDINGS (: 02476 691 000 Warwickshire CV5 6RT www.covpress.com
DONCASTERS BRAMAH (: 0114 251 2102 South Yorkshire S20 3GB www.doncasters.com
DRB ENGINEERING LTD (: 0121 359 4566 West Midlands B19 3TE www.drbengineering.com
EATON (: 01795 889 146 Kent ME12 1LP www.enclosures-crouse-hinds.uk.com
EATON COOPER (: 01302 321 541 LIGHTING AND SAFETY LTD South Yorkshire DN2 4NB www.cooper-is.com
EDEN (A TRADING DIVISION OF (: 08707 259 656 THE MARMON GROUP LIMITED) Glamorgan CF44 9YN www.eden-industries.co.uk
EU-MATIC DIV. OF MULTIMATIC LTD (: 024 7667 3333 Warwickshire CV5 6UB www.multimatic.com
FELLOWS (RICAL GROUP) (: 01902 576 400 West Midlands WV2 4HL www.ricalgroup.com
FUTABA-TENNECO UK LTD (: 01282 433 171 Lancashire BB12 6HJ www.futaba-tenneco.co.uk
GDC GROUP LTD (NEWRY) (: 02830 264 621 County Down BT34 2QU www.gdcgroup.co.uk
GDC GROUP LTD (PORTADOWN) (: 0283 8333 131 County Armagh BT63 5HU www.gdcgroup.co.uk
W. H. TILDESLEY LTD (: 01902 366 440 West Midlands WV13 2AN www.whtildesley.com
WYMAN GORDON LINCOLN LTD (: 01522 525 492 Lincolnshire LN2 5XY www.wyman-gordon.com
WYMAN GORDON LTD (: 01506 446 200 West Lothian EH54 5BZ www.wyman-gordon.com
SHEET METAL

34 www.britishmetalforming.com
MEMBERS - MANUFACTURING
COLD ROLLED
AISIN EUROPE MANUFACTURING (UK) LTD (: 0121 421 5688 West Midlands B32 3BZ www.aisin.com
GROVE METAL SECTIONS LTD (: 01902 601 697 West Midlands WV13 3RN www.grovems.com
HADLEY INDUSTRIES PLC (: 0121 555 1300 West Midlands B66 2PA www.hadleygroup.com
STEWART FRASER LTD (: 01233 625 911 Kent TN24 8DR www.stewartfraser.com
VOESTALPINE METSEC PLC (: 0121 601 6000 West Midlands B69 4HF www.metsec.com
GESTAMP TALLENT LTD (AYCLIFFE) (: 01325 313 232 County Durham DL5 6EP www.gestamp.com
GESTAMP TALLENT LTD (CANNOCK) (: 01543 466 664 Staffordshire WS11 1LY www.gestamp.com
GESTAMP TALLENT LTD (LLANELLI) (: 01554 772 233 Carmarthenshire SA14 8EU www.gestamp.com
GLEN DIMPLEX HOME APPLIANCES (: 0844 248 4466 Merseyside L35 2XW www.gdha.com
GRORUD GROUP LTD (: 01207 590 471 County Durham DH8 8JA www.grorud.com
GROVE METAL SECTIONS LTD (: 01902 601 697 West Midlands WV13 3RN www.grovems.com
G-TEKT EUROPE MANUFACTURING LTD (: 01452 610 022 GLOUCESTER) Gloucestershire GL3 4AJ www.takao.co.uk
G-TEKT EUROPE MANUFACTURING LTD (: 01495 307 190 (GWENT) Gwent NP23 5SD www.takao.co.uk
GUALA CLOSURES UK LTD (: 0141 777 2000 Lanarkshire G66 1ST www.globalcap-group.co.uk
H V WOODING LTD (: 01303 264 471 Kent CT21 6HG www.hvwooding.co.uk
HADLEY INDUSTRIES PLC (: 0121 555 1300 West Midlands B66 2PA www.hadleygroup.com
HT BRIGHAM & COMPANY LTD (: 01675 463 882 West Midlands B46 1JQ www.htbrigham.co.uk
J L FLOAT LTD (: 01922 455 677 West Midlands WS9 8UF www.jlfloat.com
JCS HI-TORQUE LTD (: 01787 376 212 Suffolk CO10 2YH www.jcshi-torque.co.uk
KIYOKUNI EUROPE LTD (: 01952 292 920 Shropshire TF2 9TY www.kiyokuni.co.uk
KMF (PRECISION SHEET METAL) LTD (: 01782 569 060 Staffordshire ST5 7UF www.kmf.co.uk
LEONARDT LTD (: 01746 861 203 Shropshire WV16 6NN www.leonardt.com
METAL ASSEMBLIES LTD (: 0121 500 5616 West Midlands B70 9DD www.metalassemblies.co.uk
MIKING LTD (: 0191 415 5919 Tyne & Wear NE37 3JD www.mi-king.co.uk
MILTON KEYNES PRESSINGS LTD (: 01908 271 940 Buckinghamshire MK2 3EF www.mkp.co.uk
MULTIFORMS (RICAL GROUP) (: 01384 569 283 West Midlands B64 7AL www.ricalltd.com
NICHOLL FOOD PACKAGING LTD (: 01543 460 400 Staffordshire WS11 QXA www.advantapack.com
NORTHERN AUTOMOTIVE SYSTEMS LTD (: 01873 832 263 Monmouthshire NP7 0EB www.nasuk.com
PRESSLITE (: 0121 327 1428 West Midlands B6 7QT www.sertec.co.uk
PRESSPART MANUFACTURING LTD (: 01254 584 126 Lancashire BB1 5RF www.presspart.com
RITTAL-CSM LTD (: 01752 207 600 Devon PL6 7EZ www.rittal-csm.co.uk
SALOP DESIGN & ENGINEERING LTD (: 01743 440 904 Shropshire SY1 3LB www.salopdesign.co.uk
SANKEY LAMINATIONS LTD (: 01902 693 000 West Midlands WV14 9NE www.kienle-spiess.com
SAS INTERNATIONAL (SCOTLAND) (: 01655 882 555 Ayr KA19 7AZ www.sasint.co.uk
SAS INTERNATIONAL (WALES) (: 01656 664 600 Glamorgan CF31 3XU www.sasint.co.uk
SERTEC LTD (: 01675 463 361 West Midlands B46 1JX www.sertec.co.uk
SERTEC TUBE AND PRESSINGS (BHAM) (: 0121 706 0330 West Midlands B11 2BF www.sertec.co.uk
SPS AEROSTRUCTURES LTD (: 0115 988 0000 Nottinghamshire NE15 0DP www.spstech.com
STADCO CASTLE BROMWICH (: 0121 382 3120 West Midlands B24 9GZ www.stadco.co.uk
STADCO POWYS (: 01691 648 561 Powys SY22 5DH www.stadco.co.uk
STADCO SHREWSBURY (: 01743 445 541 Shropshire SY1 3AS www.stadco.co.uk
STADCO TELFORD (: 01952 222 111 Shropshire TF1 7LL www.stadco.co.uk
STEEL & ALLOY PROCESSING LTD (: 0121 553 5292 West Midlands B70 6BZ www.steelalloy.co.uk
STEWART FRASER LTD (: 01233 625 911 Kent TN24 8DR www.stewartfraser.com
STOCKFIELD METAL SPINNERS LTD (: 0121 440 1333 West Midlands B12 9DJ www.stockfield.com
SWANN-MORTON LTD (: 0114 234 4231 Yorkshire S6 2BJ www.swann-morton.com
TAURUS ENGINEERING (RICAL GROUP) (: 01903 761 188 WEST SUSSEX BN15 8TA www.taurusengineering.co.uk
THE REGENT ENGINEERING CO (: 0121 526 6060 (WALSALL) LTD West Midlands WS10 8XB www.regenteng.com
TITAN STEEL WHEELS (: 01562 850 561 West Midlands DY10 3SD www.titansteelwheels.com
UYS LTD (: 01865 334 300 Oxfordshire OX4 2BW www.uys.ltd.uk
VOESTALPINE METSEC PLC (: 0121 601 6000 West Midlands B69 4HF www.metsec.com
VOESTALPINE ROTEC LTD (: 01455 620 300 Leicestershire LE10 3BS www.voestalpine.com/rotec
WALSALL PRESSINGS CO LTD (: 01922 721 152 West Midlands WS1 4JW www.walpres.co.uk
WHITTAN STORAGE (: 0800 169 5151 SHROPSHIRE TF7 4LN www.link51.co.uk
WILLIAM KING LTD (: 0121 500 4121 West Midlands B70 9DR www.williamking.co.uk
WILLIAM MITCHELL (RICAL GROUP) (: 0121 558 2694 West Midlands B66 1NY www.william-mitchell.co.uk
35www.britishmetalforming.com
MEMBERS - SUPPLIERS
AJAX TOCCO INTERNATIONAL LTD (: 0121 322 8000 West Midlands B8 1BG www.ajaxtocco.co.uk
BRODER METALS GROUP LTD (: 0114 232 9240 Yorkshire S35 9TG www.broder-metals-group.com
CARLO SALVI UK LTD - HATEBUR (: 01952 587 730 Shropshire TF7 4PF www.carlosalvi.com
FNSTEEL LTD (: 07969 099 041 West Midlands B91 1JF www.fnsteel.com
HEAT TREATMENT 2000 LTD (: 0121 526 2000 West Midlands B70 9PQ www.heattreat2000.co.uk
NATIONAL MACHINERY UK LTD (: 0121 585 9846 West Midlands B63 3HY www.nationalmachinery.eu
THE BIFURCATED & TUBULAR RIVET COMPANY (: 01296 314 300 Buckinghamshire HP20 1DQ www.bifandtub.co.uk
ALTAIR ENGINEERING (: 01926 468 600 Warwickshire CV32 4JG www.altairengineering.co.uk
AP&T UK (: 0045 762 53201 Denmark www.aptgroup.com
BAUROMAT UK LTD (: 01684 575 757 Shropshire TF3 3AT www.bauromat.co.uk
BOWERS & JONES LTD (: 01902 732 110 Staffordshire WV10 7QZ www.bowersjones.com
DAYTON PROGRESS LTD (: 01926 484 192 Warwickshire CV8 1NP www.daytonprogress.co.uk
DREHER AUTOMATION (: 0049 7454 881 640 Germany www.dreher.de
HAUCK HEAT TREATMENT UK LTD (: 0121 327 2020 West Midlands B6 7EE www.hauckht.co.uk
IMPRESSION TECHNOLOGIES (: 020 3667 3593 West Midlands CV5 9PF www.impression-technologies.com
INSTITUTE OF SHEET METAL ENGINEERING (: 0789 149 9146 West Midlands WV6 7UQ www.isme.btck.co.uk
OERLIKON BALZERS COATING LTD (: 01908 377 277 Buckinghamshire MK7 8AT www.balzers.com
TECHNOTRANS GRAPHICS LTD (: 01206 224 200 Essex CO4 9QX www.technotrans.co.uk
THE BIFURCATED & (: 01296 314 300 TUBULAR RIVET COMPANY Buckinghamshire HP20 1DQ www.bifandtub.co.uk
TOTAL METAL PRODUCTS (: 01600 719 422 Gwent NP25 3LX www.totalmetalproducts.com
WHISTON INDUSTRIES LTD (: 01384 560 606 West Midlands B64 5JY www.whistonindustries.com
FASTENERS
FORGING
SHEET METAL
AJAX TOCCO INTERNATIONAL LTD (: 0121 322 8000 West Midlands B8 1BG www.ajaxtocco.co.uk
BHARAT FORGE (: 01562 720 396 Middlesex www.bharatforge.com
CARLO SALVI UK LTD - HATEBUR (: 01952 587 730 Shropshire TF7 4PF www.carlosalvi.com
DIELIFE LTD (: 01642 221 133 North Yorkshire TS2 1JW www.dielife.com
DREHER AUTOMATION (: 0049 7454 881 640 Germany www.dreher.de
FORGE TECH SERVICES (UK) LTD (: 07789 502 850 West Midlands B71 3QW www.forgetechservices.com
HENKEL LTD (: 01442 278 017 Hertfordshire HP2 4 RQ www.henkel.com
INTERPOWER INDUCTION LTD (: 01675 477 700 West Midlands WS8 6LH www.interpowereurope.com
JAMES DURRANS AND SONS Yorkshire S36 9QU
• Suppliers of all types of forging lubricants• UK based manufacturing facilities and Technical support• 10 day delivery time on most lubricants
Contact: t: 01226 370 000Steven Sherry, Sales Manager www.durrans.co.uk
KESPAR ENGINEERING LTD (: 01902 353 848 West Midlands WV14 7EG www.kespar.co.uk
LASCO UK AGENT (: 01902 672 491 West Midlands DY3 1DA
MICAS SIMULATIONS LTD (: 01865 775 412 Oxfordshire OX4 2ER www.micassimulations.co.uk
PAUL KIRK FORMING LTD (: 01522 693 646 Lincolnshire LN6 7HE www.pkforming.com
PRESSTRADE GMBH (: 01788 890 055 Northamptonshire www.presstrade.com
SCHMOLZ BICKENBACH (: 0121 544 1923 West Midlands B69 2NY www.schmolz-bickenbach.com
SMS GROUP (: 01606 551 421 Cheshire CW7 3RS www.sms-group.com
TIMET UK LTD (: 0121 356 1155 West Midlands B6 7UR www.timet.com
36 www.britishmetalforming.com
2020 HEATING LTD/ 2020 SOLAR PV (: 01386 802 020 Worcestershire WR8 9LW www.2020solarpv.com
ADVANCED FORMING RESEARCH CENTRE (: 0141 534 5200 Renfrew PA4 9LJ www.strath.ac.uk/afrc
BG STEELS LTD (: 01433 631 999 Derbyshire S32 5RE www.bgsteels.co.uk
BRIT LED LTD (: 01246 580 994 Derbyshire S41 8TA www.brit-led.co.uk
E4ENVIRONMENT (: 01743 343 403 Shropshire SY4 1BP www.e4environment.co.uk
ECI SOFTWARE SOLUTIONS (: 0333 123 0333 Cambridgeshire PE27 4AA www.ecim1.eu
EMSC (UK) LTD (: 0114 257 6200 South Yorkshire S35 1QP www.powerstar.com
IN-COMM TRAINING (: 01922 457 686 AND BUSINESS SERVICES LTD West Midlands WS9 8UG www.in-comm.co.uk
JONATHAN LEE RECRUITMENT LTD (: 01384 397 555 West Midlands DY8 14Z www.jonlee.co.uk
LEAN EDUCATION AND (: 01562 720 569 DEVELOPMENT GROUP OF COMPANIES West Midlands DY6 0NW www.leadlimited.co.uk
COMMERCIAL
MEMBERS - SUPPLIERS
All rights reserved. No part of this publication may be reproduced in any form or by any means, electronic or mechanical, including photocopying, recording or any information storage or retrieval system without the express prior written consent of the Publisher. ISSN 1759-5975 Metal Matters Magazine is published by The Confederation of British MetalformingEvery effort has been made to ensure the accuracy and reliability of material published in this magazine. The Confederation of British Metalforming and its agents do not accept any responsibility for the views or claims made by contributors in the advertising or editorial content.
© The Confederation of British Metalforming 2016
For £50 per issue (discounts are available for a series of bookings) you can increase the amount of space that you have in the directory.
The space includes 3 bullet points with a maximum of 45 words, plus you logo in full colour.
For further details or to feature in the membership directory, please call Kirsi Lintula on 0121 601 6350 or email [email protected]
WHY NOT MAXIMISE YOUR EXPOSURE BY GIVING YOUR LISTING THAT EXTRA SOMETHING AND STAND OUT FROM THE REST?
LEAN ENGINEERING & (: 0121 359 0242 MANUFACTURING ACADEMY West Midlands DY9 0NW www.lemacademy.co.uk
PETROFER UK PLC (: 01952 580 100 Shropshire TF7 4PW www.petrofer.com
PILZ AUTOMATION TECHNOLOGY (: 01536 460 766 Northamptonshire NN18 8TJ www.pilz.co.uk
PUNTER SOUTHALL HEALTH & PROTECTION (: 01274 588 862 Yorkshire BD17 7HE www.pshp.co.uk
R & D TAX CLAIMS LTD (: 0845 003 0140 Shropshire SY2 6LG www.rdtaxclaims.co.uk
ROYAL BANK OF SCOTLAND (: 0121 710 3365 West Midlands B3 2BA www.rbs.co.uk
SOUND ADVICE SAFETY & HEALTH LTD (: 01925 838 350 Cheshire WA1 4RZ www.soundadviceltd.co.uk
TOTAL UK LTD (: 01977 636 303 London NW1 2FD www.total.co.uk
UDDEHOLM UK LTD (: 0121 552 5511 West Midlands 369 2BN www.uddeholm.co.uk
ULTRA FACILITIES SERVICES (: 0121 555 1300 West Midlands B66 2PA www.ultrafacilitiesservices.com
URICA LTD (: 0207 193 7616 London WCIN 3AR www.urica.com
METALLURGY FOR NON-METALLURGISTS
2017 COURSE DATES: MONDAY 13TH & TUESDAY 14TH FEBRUARY
THE METALLURGY FOR NON-METALLURGISTS PROGRAMME IS A TWO DAY COURSE DESIGNED FOR ANYONE WHO NEEDS TO KNOW MORE ABOUT METALS AND PROCESSES USED IN THEIR COMPANY.OUTLINE OF COURSE CONTENTS
• Metal properties• Metals structure• Ore smelting• Metals making & casting• Rolling and metal forming• Mechanical Testing and NDT• Hot & cold working/shaping/forming• Heat treatment• Metalalloyclassification• Corrosion
BUSINESS BENEFITSThe Metallurgy for Non-Metallurgists programme will enable participants to:
• communicate more effectively with technical colleagues• bebetterinformedandmoreefficientwhendealingwithcustomerenquiries• avoid mistakes caused by lack of understanding• understand the production, processing and testing of relevant metals and alloys• appreciate the properties and applications of relevant industrial alloys
PROGRAMME CONTENTCourses commence with delivery of core knowledge components and progress onto a series of extended knowledge modules.
PROGRAMME DELIVERYCourses take the form of participative workshops, led by an expert metallurgist with extensive metals industry experience. The content, length and structure of the course can vary according to individual company needs. Afolderofcoursematerialsissuppliedandallattendeeswillreceiveacertificate after completing the two day course.COSTCBM members £310 + vat per personNon Members £430 + vat per person
Places are limited, so to avoid disappointment reserve your place(s) now: contact Kirsi Lintula at the CBM on 0121 601 6350 or email: [email protected].
NATIONAL METALFORMING CENTRE, WEST BROMWICH, WEST MIDLANDS B70 6PY
FOR EXPERTS IN METALFORMING
TUESDAY 16TH & WEDNESDAY 17TH MAY • MONDAY 2ND & TUESDAY 3RD OCTOBER
ISSN 1759-5975 £7.50
FOR EXPERTS IN METALFORMING
2016 - EDITION 44
CBM EVENT UPDATENo time to waste in hunt for HS2 supply contracts
Page 6
FASTENERSA new market for GESIPA®
Page 13
FORGINGFocusing treatment to improve die surfaces
Page 15
SHEET METALMilton Keynes Pressings Group (MKP) has been awarded a prestigious supplier quality award by Caterpillar
Page 23
METAL MATTERS
Auto industry seminar brings members flocking
Page 8