Embed Size (px)
Citation preview

Metal AM in a Holistic Process Chain
TraCLight Workshop
Additive Manufacturing: Ready for the Future?
Dr.-Ing. Sven Donisi, Managing Director, Rosswag GmbH

Rosswag GmbH
Profile
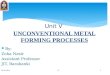
Edelstahl Rosswag
Biggest open-die Forge in Southern Germany
Rosswag Engineering
Construction, Development and Additive Manufacturing
Philosophy
Connection of our Strengths
Extensive Know-how and innovative Approach
Holistic and internal Process Chain
Edelstahl Rosswag
Integrated Process Chain
Ring rolling and open-die forging
Heat treatment
Postprocessing and Finishing
Quality Assurance and Testing
Unique Variety of Certifications
Special Approvals (e.g. HAF 604 NNSA)
Experience with challenging Certification
Processes
Annually over 30 Audits

Tradition and Innovation
Traditional Forming Processes
with a holistic and
company-internal Process
Chain
Complementing the Process
Chain and extending the
range of Services
Future-oriented manufacturing
Technologies
and innovative Products

Rosswag Engineering
Range of Services
Development, Design and Consulting
Qualification and Production of Metal Powders
Selective Laser Melting
Process Planning, Production and Quality Assurance
Development of the Company
Several Years of Experience with AM
Patents for Components and Processes
Pronounced Innovation Management
Team of over 10 Engineers

Efficiency Increase in Product Development
Savings Potential for Mold and Tool Costs
Experimental Planning with a great Diversity of Variants
Scrum in Product Development
Product Development Process
Design Tool / Form Prototype Validation
Design Prototype Validation Time Savings per Iteration
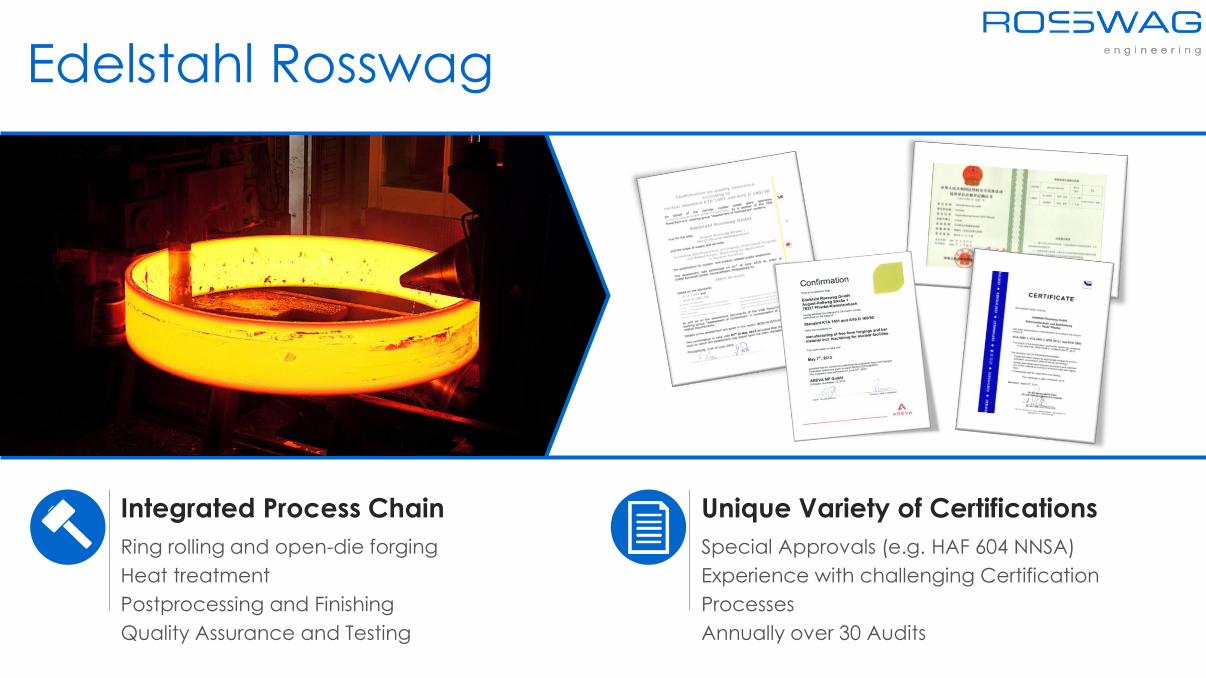
Freedom and Restrictions of Design
Functionally optimized Components in most Cases not possible with conventional Production Processes
Design of Component Influence on the Process Chain of Production
Ø 70% of total Costs are set during the Design Process
Design

AM-Design
Focus on the Value and Function of the Component
Design Guidelines and Process Restrictions of AM Processes
Paying Attention to Postprocessing
Topology Optimization

Influencing Factors and Production Processes
Heat Treatment Process for Homogenization and Reduction of Residual Stresses
Mechanical Rework on functional Surfaces
Surface Postprocessing and Coating
Finishing Processes
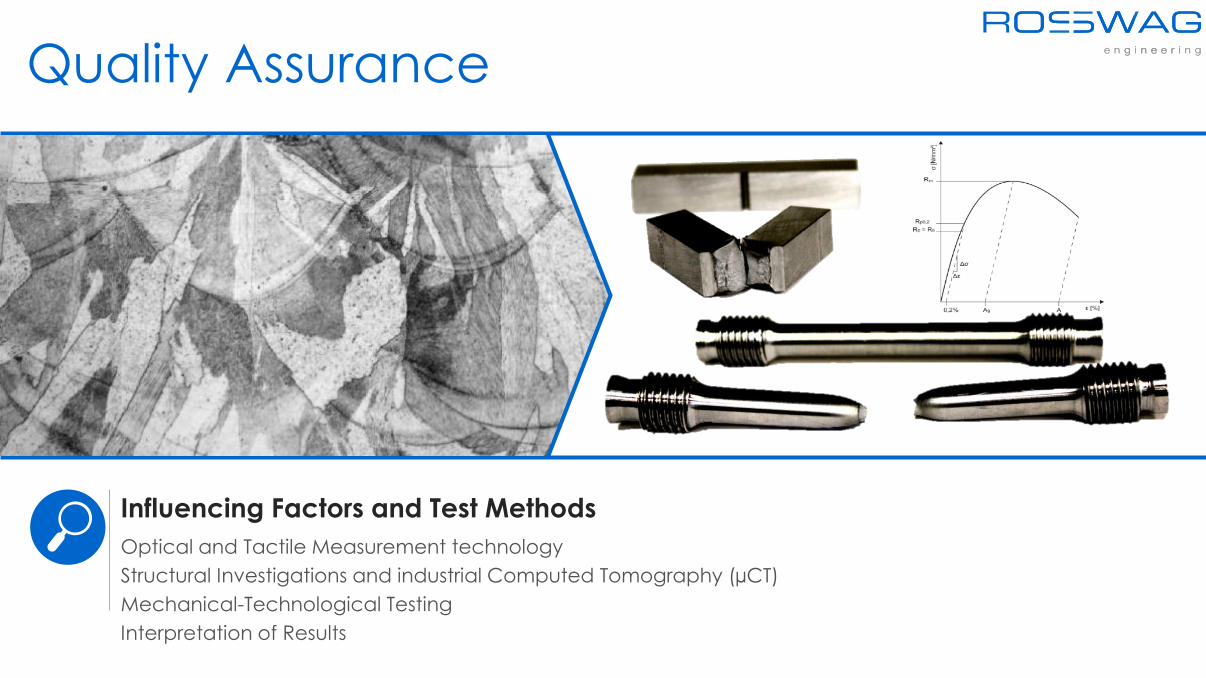
Influencing Factors and Test Methods
Optical and Tactile Measurement technology
Structural Investigations and industrial Computed Tomography (µCT)
Mechanical-Technological Testing
Interpretation of Results
Quality Assurance

Holistic Process Review
Multi-Dimensional link of Design, Material Development, Manufacturing Process, Postprocessing and
Quality Assurance
Overall Pptimum does not result from the Sum of the optimal individual Processes
Smoothing the Interfaces (CAX-Chain, Data Formats, Clamping Systems ..)
Process Linking
„Only the correct Combination of Production Processes, Materials and Quality Assurance Methods makes it possible to produce a good Component.“

Risks and Variety of Standards
No uniform Standards for Metal Powders and Production Equipment Failure of Process or Component
Short Period of Application Few Experiences Limited Base for Standardization
Pseudo-automatic Manufacturing Process with various influencing Variables
Great Dynamics in Process Development
Qualification Issue

Opportunities and Risks
Risk of Component Failure despite careful Process control and Testing
Difficult to identify the Cause of Failure Situation unclear by Law Warranty Issues
Early enforced Standards endanger further Development Check „Process Freeze“
Varying Component Properties due to material Anisotropy and local Defects
Market Launch

Bypass of the Qualification Issue
Production of loaded Geometry Elements using conventional Production Technology
Additive Construction for "uncritical" but complex Geometry Elements
Complementary Connection of the respective, process-related Advantages
Source: Hybrid Manufacturing Technologies
Hybrid for Interim Solution
Additive Structure
Convetional Base Body

ForgeBrid®
Additive Manufacturing of complex Geometries on high-strength, forged Basic Bodies
Optimization of the Joining Zone by Parameter Adjustment
Combination of Load Capacity and Functional Integration
Forge-SLM®-Hybrid
ForgedMicrostructure
Additive Microstructure
Joining Zone
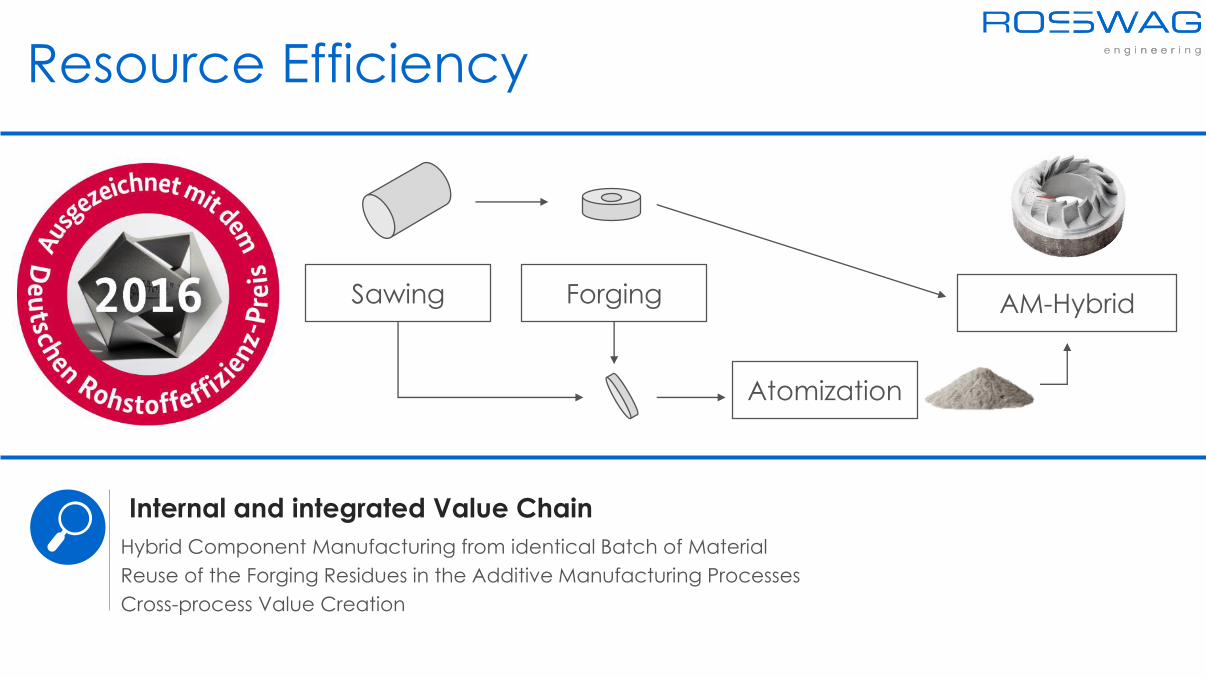
Internal and integrated Value Chain
Hybrid Component Manufacturing from identical Batch of Material
Reuse of the Forging Residues in the Additive Manufacturing Processes
Cross-process Value Creation
Resource Efficiency
Sawing Forging
Atomization
AM-Hybrid

Current Field of Issues
Strongly varying Quality and only rudimentary Standardization
Limited Selection of Materials and Alloys
Low Availability of Parameter Sets for special Applications
Variety of Influencing Factors by the Metal Powder Quality on the Quality of the AM Part
Powder Materials

Powder Testing and Influencing Factors
Chemical Composition, Foreign Body and Hollow Particle Analysis
Particle Size Fractionation and Particle Shape Bulk Density and Flowability
Residual Moisture and Oxygen Consumption
Processability in the AM Process
Quelle: Retsch
Powder Qualification

Optimization for AM Requirements
Close Coupled Atomization
Hot Gas Atomization
High Output Rate due to narrow Particle Size Distribution in the AM-compatible Range
Low Satellite Formation
Quelle: Indutherm
Metal atomization
Melt
Melting Pot
Gas Flow
Metal Drops
Metal Powder
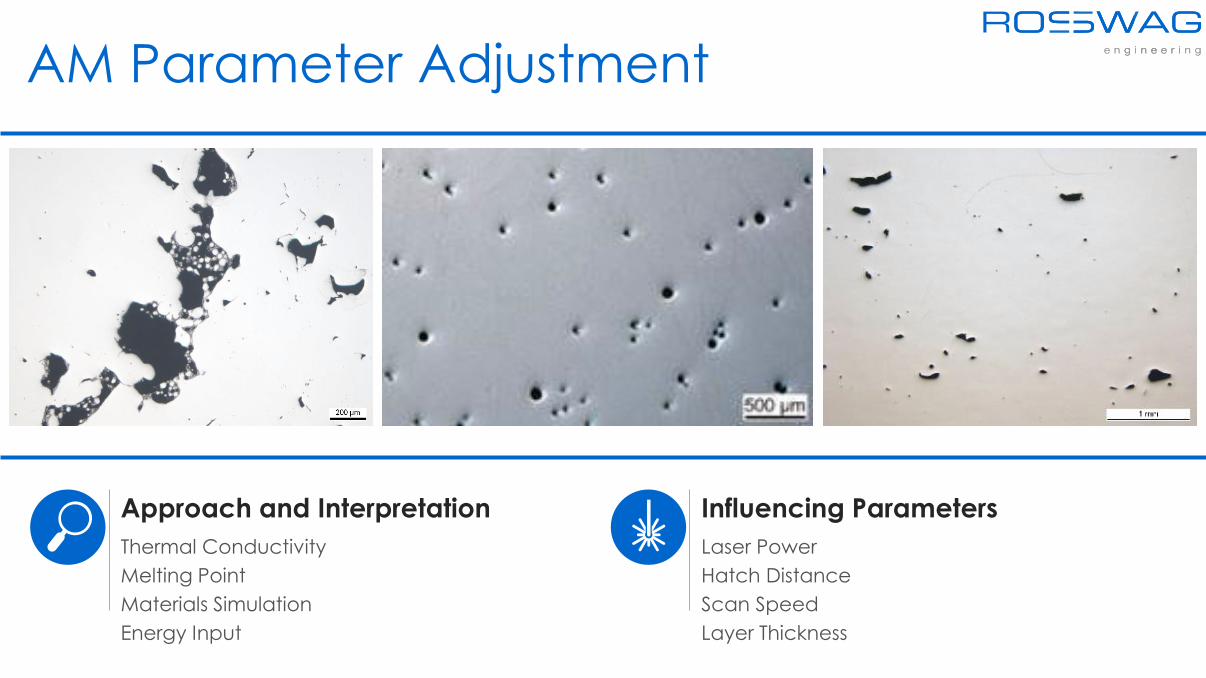
AM Parameter Adjustment
Approach and Interpretation
Thermal Conductivity
Melting Point
Materials Simulation
Energy Input
Influencing Parameters
Laser Power
Hatch Distance
Scan Speed
Layer Thickness

AM Special Materials
Development of new Materials Systems and Special Alloys for AM Applications
Gradation of Component Properties in the Microstructure
Amorphous metal structures by high Self-Quenching Rates in the AM Process
Added Value in the Material - not only in the Part
Material Development

Thank Youfor your attention
Dr.-Ing. Sven Donisi, Managing Director, Rosswag GmbH