Embed Size (px)
Citation preview

MEMS Pressure-Flow-Temperature (PQT)Sensor for Hydraulic Systems
Charles Groepper, Perry Y. Li , Tianhong Cui and Kim A. Stelson
Abstract The design, fabrication and testing of a multifunctional MEMS sensorfor use in hydraulic systems is presented. All sensing capabilities are packaged in asingle component that can be integrated into a hydraulic system, providing an accu-rate, low-cost, smaller and more efficient alternative to individual sensors. The PQTsensor measures pressure, flow and temperature. Temperature measurement uses apolysilicon thermister. Pressure measurement uses piezoresistive strain elements.Flow is calculated from the differential pressure measurement in an existing flowgeometry of the hydraulic system. Design is facilitated by CFD and FEM analysisand the MEMS fabrication and measurement calibration procedure are described indetail. Independent testing of each of component on the device showed each hasgood accuracy. The MEMS device was incorporated into a typical fluid power com-ponent, an elbow, demonstrating the practicality of the design.
Key words: Integrated sensor, smart hydraulics, flow bend sensor, dimensionalanalysis, computational fluid mechanics (CFD).
Charles Groeppercurrently at AT Instruments, formerly Unversity of Minnesota e-mail: [email protected]
Perry Y. Li (Corresponding author)University of Minnesota, e-mail: [email protected]
Tianhong CuiUniversity of Minnesota, e-mail: [email protected]
Kim A. StelsonUniversity of Minnesota, e-mail: [email protected]
1

2 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
1 Introduction
Many machines use hydraulics as a means of energy transmission to take advantageof hydraulics’ capability to deliver high power and high force or torque in smallpackages. Some examples include metal presses, injection molding machines, as-sembly line robots, construction and agricultural equipment, off-road vehicles andcranes. To control hydraulic machines accurately and to monitor machine health,real time measurements of pressure (P), flow (Q) and temperature (T) are needed.Pressure determines force or torque, flow determines speed and temperature deter-mines fluid viscosity and indicates system efficiency. Measuring these variables isespecially important for the emerging area of smart hydraulics where intelligentfunctions are achieved using sensing, control and diagnostics. Traditionally, themeasurement of P, Q, and T is accomplished by adding discrete sensing compo-nents to the fluid power system. This increases weight, size and cost of the system.In this paper, an alternative approach which integrates small, multifunction MEMSsensors into existing fluid power components to measure the pressure, flow andtemperature is described. While pressure and temperature sensing using MEMS de-vices is not new, an innovation is the use of pressure information in the existingflow geometry of the application to measure flow. In other flow measurement ap-proaches, additional devices are added to the flow path inevitably changing the flowand increasing pressure drop and inefficiency. For example, an orifice meter adds anorifice to the flow path and measures flow from the pressure drop; a turbine meteradds a turbine to the flow path and measures flow from the turbine speed; a Coriolisflow meter adds a vibrating flow bend and measures flow from the oscillating mo-tion of the bend. The approach here does not create additional pressure drops and ishence more energy efficient. Since the pressure-flow relation depends on fluid vis-cosity and density and both are functions of temperature, the effect of viscosity anddensity variation due to temperature changes can be compensated by incorporatingtemperature sensing into the system. By integrating the sensor into the hydraulicsystem, a lower cost and more compact solution is created. The sensor is also robustsince it does not rely on moving parts.
MEMS pressure and temperature sensing is a mature technology [1, 2, 3, 4, 5]and have found many applications. For example, ultra-high sensitive pressure sen-sors are used as tactile sensors for a robot hand in [6]; by combining with piezo-electric technology, pressure sensors can become self-powered [7] and implantablein medical equipment [8]. Low power and energy-efficient CMOS temperature sen-sors have been used for temperature compensation in MEMS frequency references[9], and for Radio Frequency Identification (RFID) tags [10]. Fully printed high-sensitivity multifunctional artificial whisker sensor have also been developed byintegrating strain and temperature sensors using printable nanocomposite ink [11].
In contrast, the development of MEMS based flow rate sensors for the macro-domain is lacking. Currently, the primary thrust of MEMS flow measurement re-search is for microfluidic systems and is not appropriate for macro scale flow rate intypical hydraulic systems. Examples include graphene and carbon nanotube basedapproaches in [12, 13] and the integrated sensor for detecting flow rate as well as

MEMS PQT Sensor for Hydraulic Systems 3
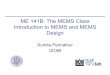
Fig. 1 A Pressure-Flow-Temperature Sensor integrated into a component
gas and liquid compositions in [14]. Other flow sensors use thermal and magneticeffects that are very restrictive to the choice of fluid and are inappropriate for typicalhydraulic applications [15].
The primary challenge with the proposed flow sensing method is the establish-ment of the pressure-flow correlations in the existing geometry of the application.In this work, we illustrate our sensor concept by utilizing a flow bend (or elbow)for flow measurement due to their presence in nearly all systems. Other geometriesthat can be used include sudden expansions and contractions that also have a rela-tionship between pressures at various locations and flow. In the literature, the useof elbows to measure flow dates from the early 1920s but focuses mainly on theuse of large elbows for measuring water flow in irrigation systems where turbulentflow conditions are expected [16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28]. Intypical hydraulic applications, the flow is laminar, and further research is needed toevaluate the use of an elbow for flow measurement in laminar flow. Since the designwill infer flow rate from the measurement of small pressure differences, a reliablecalibration scheme for the pressure-flow relationship is essential to achieve goodaccuracy.
In this work, piezoresitive strain type MEMS pressure sensors will be used forsensing absolute pressure and differential pressures (for measuring flow). Such sen-sors have previously been developed and are commercially available for both largeand small pressure ranges (e.g. 0-5000 Pa in [1] and 0-50 MPa in [29]). For tem-perature sensing, thermally sensitive semiconductor resistors will be used. Previouswork done by Steinhart and Hart [3] has characterized the temperature behavior ofsemiconductor resistors using a simple logarithmic polynomial curve fit calibrationequation. Following this approach will allow temperature measurement to be easilyintegrated into the sensor design.
The integrated pressure, flow, and temperature (PQT) sensing method is shownin Fig. 1. Development of the sensor follows these steps:

4 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
1. validate the flow rate measurement principle through the use of analysis, Com-putation Fluid Dynamics (CFD) and experiments;
2. develop a calibration procedure that takes into account the variation of the fluidviscosity and density with temperature.
3. design and fabricate a single die multifunction MEMS based sensor4. integrate the MEMS sensor into an assumed flow geometry and characterize the
resulting PQT sensor.
The remainder of this chapter is organized as follows. In section 2, the use of aflow elbow for flow measurement is confirmed by analysis, numerical computationand experiments. Section 3 presents two calibration approaches. The design andfabrication of the MEMS sensor is presented in section 4. Performance evaluation ofthe MEMS sensor integrated into a flow elbow is reported in section 5. Concludingremarks are given in section 6.
2 Using pressure difference across an elbow to measure flow
Most hydraulic systems include several flow bends in the flow path. In this section,we illustrate how a 90 �flow bend (i.e. an elbow), such as the one shown in Fig. 2 canbe used for flow rate measurement. First, the Euler equation based on simplifyingflow assumptions is presented in Section 2.1. This is followed by computationalfluid dynamics (CFD) analysis which allows for investigation of important designand flow features.
Fig. 2 A cross-section of an elbow flow conduit.

MEMS PQT Sensor for Hydraulic Systems 5
2.1 Analytical relation
Consider the 2D center cross-section of the elbow with radius of curvature S andpipe radius r as shown in Fig. 2. Assume that the flow is inviscid and is uniformacross the radial cross section. Applying the momentum equation for a differentialfluid element in the direction normal to the streamline results in the Euler equationfor the pressure p(n) [30]:
1r
∂ p(n)∂n
=v2
n(1)
where n is the distance of the fluid element from the center of curvature and v is thefluid velocity. Assuming that the flow velocity v is uniform over the cross-section ofthe elbow, the flow rate is Q = pr2v. Eq.(2) can be integrated from the inner radius(n = S� r) to the outer radius (n = S+ r) to obtain:
Q = pr2
sP2 �P1
r ln⇥ S+r
S�r⇤ (2)
Despite the simplifying assumptions of inviscid flow and a constant velocity profileacross the pipe, Eq.(2) shows a clear dependence of the pressure difference betweenthe inner and outer radii of the elbow on flow rate. This suggests that the pressuredifference between the inner and outer radii can be used to measure flow rate.
2.2 CFD analysis
In this section, we present a CFD analysis of the flow in an elbow. In addition topressure profile versus flow relationships, effects of entrance and exit lengths, fluidviscosity and secondary flow can be studied. In this study, mapped brick meshesare used. This meshing method is known to offer fast solution times and controlover element placement. The meshes have also been refined sufficiently to ensureaccurate results. Approximately, 120,000 nodes are used. Computation is done usingthe ANSYS CFX software. The hydraulic fluid is Mobil DTE 25.
2.2.1 Pressure-Flow relation
A CFD computation was conducted on flow elbows with nominal sizes of 1/8”, 1/4”,and 3/8”. Their respective inner pipe radii r, are 5.2mm, 6.5mm and 8.35mm. Theirrespective radii of curvature S, are 7.3mm, 10.4mm and 11.2mm. Figure 3 shows thecomparison between the predictions from CFD and the simplified Euler equation (2)for the 1/8” elbow (results for the other two elbows are similar). Note that the maxi-mum flow is 15.3 lpm. Figure 3 shows that despite the simplifying assumption of theEuler equation, its prediction is quite close to that of the CFD. Experimental results

6 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
in Fig. 3 were obtained from a standard commercial cast iron elbow. The threadswere removed to ensure a smooth flow surface and pressure taps were drilled in theelbow using the smallest drill bit (1.6mm) that can be used without breakage. Boththe CFD and Euler equation predict pressure differences that are smaller than seenin the experiments. However, the strong trend of increasing pressure difference asflow increases is apparent in both experiments, the CFD computation and the Eulerequation. Error exists in estimating the pipe diameter. Also, the actual elbow in-cludes fittings immediately before and after the elbow that induce sudden expansionand contraction. These are not modeled in the simple analysis or the CFD whichhave assumed sufficient entry and exit lengths for fully developed flow to occur.This difference and other geometry differences highlight the importance of a robustcalibration scheme that uses experimental data.
0
2000
4000
6000
8000
10000
12000
14000
0 0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018
Pre
ssur
e D
iffer
ence
(Pa)
Flow rate (m3/min)
Pressure Difference as a function of Pipe Velocity for 1/8 '' Elbow
Experimental Euler CFX result
Fig. 3 Comparison between Euler equation, CFD and experimental pressure versus flow rate re-sults for a 1/8” elbow.
Fig. 4 A cross section of the commercial elbow used in the experiments represented in Fig. 3.

MEMS PQT Sensor for Hydraulic Systems 7
2.2.2 Entrance length
It is shown in [31] that the entrance length (in pipe diameters) required to establishfully developed flow at the elbow for the laminar flow regime is 0.06Re where Reis the Reynolds number. For a typical mid range Reynolds number of 650, an en-trance length of 40 pipe diameters is necessary. Such entrance lengths are usuallynot present and therefore, fully developed flow should not be expected in the bend inmost applications. CFD analysis is performed to determine the effect of reducing theentrance length. For each entrance length, a constant velocity profile (a worst casescenario) is assumed at the entrance. Fig. 5 shows that reducing entrance length re-duces the differential pressure between the inner and outer radii of the elbow. If theentrance length is only 2.5 pipe diameters, the differential pressure would be 20%lower than that of a fully developed case.
Observed Differential Pressure as a Function of Entrance and Exit Length for Re=645
2
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
0 5 10 15 20 25 30 35 40
Entrance/ Exit Length (# pipe diameters)
Nor
mal
ized
Pre
ssur
e (E
uler
Num
ber)
Constant Element Spacing Constant Number of Elements
Fully Developed
Fig. 5 Differential pressure between inner and outer radii normalized by 0.5rv2 at various entrancelengths. Reynold number of 650 is assumed.
2.2.3 Pressure/Velocity Distributions and Secondary Flow
Fluid viscosity affects the flow through a curved pipe by slowing down the fluid, thuscreating a non-uniform velocity profile (boundary layer). Also, momentum effectscreate the pressure difference between the inner and outer radii of the bend. The fluidin the stagnant boundary layer is subject to this pressure difference, and a secondaryflow is induced. The study of the magnitude and development of the secondary flowis important to determine the optimal location for the pressure taps in the elbow.

8 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
Placement of the taps in a recirculation zone or otherwise disturbed region willresult in erratic and unreliable behavior.
Fig. 6 shows the baseline pressure and velocity distributions on the cross sec-tional (symmetry) plane of the elbow. Here, a fully developed inlet velocity profile,with a Reynolds number of 550 is used. Notice that the velocity is clearly not uni-form in the elbow as assumed in Section 2.1. However, it is also clear that there is adistinct pressure differential between the inner and outer radii.
Fig. 6 Velocity distribution (left) and pressure distributions (right). Reynolds number is 550 andthe inlet velocity profile is uniform.
The z-direction (upward) velocity distributions at different cross-planes normalto the flow (as defined in Fig. 7) are shown in Fig. 8. The non-uniform flow withdifferent signs indicate a circulating secondary flow. Note that the magnitude of thesecondary flow increases towards the middle and latter portion of the elbow (in-creasing cross-plane angles). For example, at the 67.5 �cross-plane, the magnitudeof the z component of the velocity reaches 20% of the average bulk flow velocity.
Another way to view the secondary flow fields occurring in the elbow is throughthe use of vector plots. With a vector plot, the velocity of each node in the meshis represented by the magnitude and direction an arrow. A vector plot showing thevelocity on the 45�cut plane is shown in Fig. 9. The circulating secondary flow canbe clearly seen.
2.2.4 Pressure Tap Locations
The analysis so far has assumed that the pressure taps are located on the 45�cross-plane. This location does not provide the maximum differential pressure signal, butdoes allow the elbow to be used as a bi-directional meter. If bi-directional service isnot needed, more suitable pressure tap locations offering a higher differential outputsignal can be found. To perform the investigation, CFD was used to examine thepressure distributions along the walls of the elbow. From Fig. 10, it is evident that

MEMS PQT Sensor for Hydraulic Systems 9
Fig. 7 Definition of the cross-planes.
the location of the outer pressure tap provides the greatest influence on the differ-ential pressure output signal. The optimum location for the outer tap is 55-60�withrespect to the inlet. For the inner tap, the strongest pressure signal is obtained at ap-proximately 80�. However, this is not a suitable location, as the flow separates fromthe wall at an angle of 45-50�. A more suitable location for the inner pressure tapis at the local minimum which occurs at an angle of approximately 25-30�from theflow inlet.
The finite diameter of the pressure tap introduces an error that is proportional tothe diameter and length of the tap and to the wall shear at the pressure tap locations[32]. For this reason, wall shear should also be evaluated to determine suitable pres-sure tap locations. Figure 11 shows the profiles of the wall shear magnitude for anelbow with fluid entering from the top. The standard 45�plane is in an area of lowwall shear, as are the pressure tap locations of 25�on the inner wall and 55�on theouter wall as suggested above to increase pressure signals. The worst locations forpressure taps from a wall shear standpoint would be on the outer radius immediatelyfollowing the elbow, and on the inner radius immediately preceding the elbow.
3 Elbow flow sensor calibration
In this section, we develop a calibration process for the elbow flow sensor. Althoughthe method is developed for an elbow, it can also be applied to other geometries thatinduce repeatable relationships between pressure difference and flow. The calibra-tion process must take into account temperature dependence, as temperature affectsthe fluid viscosity and density.
First, the density-temperature, and viscosity-temperature relationships of the hy-draulic fluid are obtained. For example, the experimentally obtained relationships

10 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
Fig. 8 Secondary flow characteristics as indicated by velocities in the Z-direction at various crossplanes. Here, the inside and outside of the elbow are respectively at the bottom and top of eachcircular section. The z-direction is horizontal from right to left.
for the DTE 25 hydraulic oil are shown in Fig. 12. Data provided by the manufac-turers can also be used if available and accurate. From Fig. 12 , it is seen that the fluiddecreases viscosity by three-fold with only a 20�C increase in temperature, whereasdensity decreases nearly linearly with temperature at a rate of approximately 2.5%per 20�C.

MEMS PQT Sensor for Hydraulic Systems 11
Fig. 9 Vector plot of the secondary flow field at 45�.
02000400060008000
1000012000140001600018000
0 10 20 30 40 50 60 70 80 90
Pressure
Angle From Inlet (degrees)
Pressure At Wall as a Function of Angle From Inlet
Inner Radius Pressure Average Pressure Outer Radius Pressure
Fig. 10 CFD computed pressure distributions on the outer and inner walls of a typical elbowgeometry

12 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
850
595
340
0 [Pa]
Fig. 11 Contour Map Showing Wall Shear Magnitude
0
0.02
0.04
0.06
0.08
0.1
0.12
20 25 30 35 40 45 50
Dyn
amic
Vis
cosi
ty P
a-s
Temperature (C)
Dynamic Viscosity as a function of Temperature
Manufacturer 60 RPM Room Temp 30 RPM
740
760
780
800
820
840
860
880
900
920
-10 15 40 65 90 115 140 165 190 215 240
Den
sity
(kg/
m3)
Temperature (C)
Density as a Function of Temperature for DTE 25 Oil
Experimental Data Manufacturers Specification
Fig. 12 Experimentally measured viscosity-temperature (left) and density-temperature relation-ships of Mobile 1 DTE 25 hydraulic oil
3.1 Dimensional analysis
The calibration schemes use the Buckingham Pi dimensional analysis. This ap-proach allows for compensation of all pertinent variables, which is necessary toaccount for temperature effects.
The basic theory of dimensional analysis states that [33]:
If an equation involving k variables is dimensionally homogeneous, it can be reduced toa relationship among k� r independent dimensionless products, where r is the minimumnumber of reference dimensions required to describe the variables.

MEMS PQT Sensor for Hydraulic Systems 13
For the case of laminar flow in an elbow, there are 3 reference dimensions (force-F,length-L, time-T) and 5 variables: 1) pressure difference DP, 2) density - r , 3) dy-namic viscosity µ , 4) flow velocity v, and 5) diameter D(= 2r), resulting in 5�3= 2dimensionless variables. Here, we have made the simplifying assumption that the ra-dius of curvature and pipe diameter are proportional to each other. One possible setof dimensionless variables is to have dependence on DP only in one variable (p1),dependence on v only in the other (p2), and dependence on r , µ and D in either p1or p2. With this in mind,
p1 :=DPrD2
µ2 =
✓rvD
µ
◆2·✓
DPrv2
◆= R2
e ·Eu (3)
p2 :=rvD
µ= Re (4)
where Re =rvD
µ is the Reynolds number, and Eu := DPrv2 is the Euler number. Notice
that p1 does not depend on velocity v as intended, although Re and Eu do depend onv individually.
The dimensional analysis is applied to the DP versus Q data collected at differenttemperatures such as in Fig. 13 where the dependence on temperature is clearlyseen. The relation between p1 and p2 (which is also the Reynolds number) is shownin Fig. 14. Note that the temperature dependence in Fig. 13 has been successfullycollapsed into a single curve.
0
2000
4000
6000
8000
10000
12000
14000
0 5 10 15
Diff
eren
tial p
ress
ure
(Pa)
Flow Rate (LPM)
Differential Pressure As a Function of Flow Rate
30 deg 53 deg
Fig. 13 Raw DP versus flow rate Q for a 3/8” elbow at two temperatures.
The relationship between p1 and Re in Fig. 14 can be characterized by a secondorder polynomial curve:
p1 =C1R2e +C2Re (5)

14 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
0.00E+00
2.00E+05
4.00E+05
6.00E+05
8.00E+05
1.00E+06
1.20E+06
1.40E+06
0 200 400 600 800 1000 1200
Pi 1
Pi 2 (Reynolds Number)
Pi 1 as a Function of Pi 2 (Reynolds Number)
Fig. 14 Calibration curve using p1 and Re as variables.
where C1 and C2 are obtained using least squares method. Rearranging and usingthe relationship v = 4Q/(pD2) results in the quadratic equation:
DP =16C1r(T )
p2D4 Q2 +4C2µ(T )
pD3 Q (6)
where density r and dynamic viscosity µ are temperature dependent. Given DP, theflow rate Q can be solved from (6) using the quadratic formula.
An alternative dimensionless variable to p1 in Eq.(3) is suggested by the inviscid,2D analytical Euler equation (2). Define the modified Euler number as:
p3 = Eumod :=DP
rv2 ln⇥R+r
R�r⇤ (7)
where R is the radius of curvature and r is the radius of the pipe. The analyticalEuler equation (2) would predict that Eumod = 1.
Substituting the experimental results in Fig. 13 into Eumod and Re in (7) and (4)gives the relation as shown in Fig. 15. Reciprocal of Re is plotted instead of Re toemphasize the Euler solution when the fluid is inviscid (i.e. µ = 0 ! 1/Re = 0).Although significant scatter is present, a distinct linear relation is seen. In particular,as 1/Re ! 0, Eumod does extrapolate to 1 as predicted. Thus, this curve is parame-terized as:
Eumod = 1+C3
Re(8)
where C3 is obtained from linear least squares. Substituttttting (4) into (8), we have:
DPrv2 ln
⇥R+rR�r
⇤ = 1+C3
µ
rvD
�(9)

MEMS PQT Sensor for Hydraulic Systems 15
1
1.05
1.1
1.15
1.2
1.25
1.3
0 0.001 0.002 0.003 0.004 0.005 0.006
Mod
ified
Eul
er N
umbe
r
1/Re
Modified Euler Number as a Function of 1/Re
Fig. 15 Calibration curve using Eumod and Re as variables.
Rearranging and using the relationship v = Q/(pr2) results in the quadratic equa-tion:
DP =r(T )p2r4 ln
R+ rR� r
�Q2 +
✓C3µ(T )
2pr3
◆ln
R+ rR� r
�Q (10)
Thus, given DP, Q can be obtained by solving the quadratic equation (10). Oneadvantage of the method using Eumod and Re is that only one calibration parameter,C3, is needed, compared to two parameters, C1 and C2, if p1 and Re are used.
3.2 Calibrated elbow meter performance
To evaluate the performance of the calibration process, a precision machined elbowwas manufactured and the flow sensing methodology was applied and evaluated.The elbow was CNC machined from ANSI 1020 steel. It contains two flow chan-nels, one with an internal diameter of 1/4” (6.35mm) and the other with an internaldiameter of 3/8” (9.525mm). Both channels were machined with a radius to diam-eter ratio of unity, to allow for direct dimensionless comparisons. The tolerance onthe diameter is ±0.001” (±0.025mm). The elbow was designed such that the en-trance length could easily be adjusted using standard off-the-shelf pipe nipples. Fora nipple to be used in the apparatus, the only requirement was a reaming proce-dure to match the internal diameters to that of the billet elbow. One disadvantageto this method was the introduction of a sudden expansion/contraction region onlya few pipe diameters from the curvature. However, extensive CFD analysis showedthe addition of a sudden expansion/contraction region would have only a marginal

16 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
effect on the measured pressure differential. A three-dimensional rendering of theexperimental elbow is shown as Fig. 16.
The flow rate was measured with a JVA-60KG positive displacement gear meter(AW company), differential pressure was measured with a Senotec 0-5psi pressuregage, system pressure was measured with a BarksDale 425 pressure sensor, andtemperature was measured with K-type thermocouples.
Fig. 16 Render of the precision machined billet elbow.
The elbow meter was characterized in terms of its linearity, repeatability, and av-erage accuracy. With the exception of accuracy, they are reported as a percentageof the full scale capability of the meter. For the 1/4” (6.35mm) elbow, the full scalecapability is assumed to be 12.5LPM, while the 3/8” (9.525mm) channel is assumedto have a full scale capability of 15LPM. Linearity is defined as the maximum devia-tion from a straight line fit to the data. Performance of the elbow meter was evaluatedby showing its flow measurement as a function of the actual flow rate. Repeatabil-ity was calculated based on the standard error computed as:s =
pÂn
i=1 e2/(n�2)where ei is the error of the i� th sample and n is the number of samples.
When p1 and Re variables are used for calibration, for the 1/4” (6.35mm) elbowmeter, the performance curve is shown in Fig. 17. It exhibits a linearity of 1.7%and an average accuracy of 1.5% over a turndown range of 10:1. The linearity andaverage accuracy are improved to 1.5% and 1.3% respectively if the turndown ofthe meter is restricted to 8.0:1. For the 3/8” (9.525mm) elbow meter, it exhibits alinearity of 6.6% and an average accuracy error of 7.4% over a Reynolds numberrange of 25-350. If the turndown of this meter is restricted to 8.0:1, the linearity is6.6% and the average accuracy improves to 6.1%.
When Eumod and Re variables are used for calibration instead, for the 1/4”(6.35mm) elbow meter, the performance curve is shown in Fig.18. It exhibits a lin-

MEMS PQT Sensor for Hydraulic Systems 17
0
2
4
6
8
10
12
14
0 2 4 6 8 10 12 14 Elb
ow M
eter
Indi
cate
d Fl
ow R
ate
(LP
M)
Actual Flow Rate (LPM)
Elbow Meter Performance Using First Calibration Method
Fig. 17 Elbow meter performance curve using p1 and Re.
0
2
4
6
8
10
12
14
0 2 4 6 8 10 12 14
Elb
ow M
eter
Indi
cate
d Fl
ow R
ate
(LP
M)
Actual Flow Rate (LPM)
Elbow Meter Performance Using Second Calibration Method
Fig. 18 Elbow meter performance curve using Eumod and Re
earity of 3.0 % and an average accuracy of 2.0% over a turndown ratio of 10:1. If theturndown is restricted to 8.0:1, the performance of the meter improves with a linear-ity of 2.3% and average accuracy of 1.9%. For the 3/8 ” (9.525mm) elbow meter,it exhibits a linearity of 8.3% and an average accuracy of 9.1% with a turndownratio of 10:1 when calibrated with the second method. If the turndown is restrictedto 8.0:1, the linearity improves to 7.5% and the average accuracy improves to 8.4%.
These results are summarized in Table 1. It is apparent that using p1 and Re ascalibration variables exhibits better linearity and accuracy. This is especially true for

18 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
low flow rate as is evident in Fig. 18. It is also apparent that accuracies decrease withthe larger diameter elbow. This is due to the lower velocity and lower differentialpressure (signal level) for the same flow rate. This suggests that one should choosea smaller elbow in the application for flow monitoring if available.
Table 1 Elbow flow meter performanceElbow size 1/4” diameter 3/8” diameterTurndown ratio 10:1 8:1 10:1 8:1Calibration method p1, Re Eumod , Re p1, Re Eumod , Re p1, Re Eumod , Re p1, Re Eumod , ReLinearity 1.7% 3.0% 1.5% 2.3 % 6.6 % 8.3 % 6.6% 7.5%Average accuracy 1.5 % 2.0 % 1.3 % 1.9 % 7.4 % 9.1% 6.1 % 8.4 %Repeatability 1.13 % 1.42 % 1.20 % 1.37 % 2.78 % 2.39 % 2.68 % 2.31 %
Although the performance of the elbow meter is diminished when Eumod andRe are used as calibration variables, the method depends less on the fluid viscos-ity. Therefore, the method is expected to exhibit superior performance results withgreater uncertainty in the viscosity.
4 Fabrication
In this section, the design and fabrication of the integrated MEMS pressure, flowand temperature (PQT) sensor will be presented. Since flow is measured from dif-ferential pressure signals arising from fluid flow through the elbow geometry, theMEMS device must have the capability to measure gauge (system) pressure, differ-ential pressure, and fluid temperature.
To sense temperature, a resistor is incorporated on the device’s surface to func-tion as a thermister. Establishment of the temperature-resistance characteristics ofthis thermister will enable temperature measurement. The design of the pressuresensing aspects of the MEMS device is more complex. First, the mechanical aspectsof the sensor diaphragms will be considered. Once the diaphragm size and thick-ness has been established, consideration will be given to the optimum placement ofthe piezoresistive strain elements. The physical design of a MEMS device is closelycoupled with the design of the fabrication procedure. The design of the physicalcomponents of the sensor will be presented first, followed by the fabrication se-quence.
4.1 Thermister Design
The primary consideration in the design of a thermister is self-heating error, whichappears directly as uncertainty in the temperature measurement. Therefore, design

MEMS PQT Sensor for Hydraulic Systems 19
consideration needs to be given to both the power dissipated by the device, and heattransfer. Measurement of thermister resistance in the PQT application uses a Wheat-stone bridge (Fig. 19), with the thermister functioning as a single resistance element.The amount of energy dissipated by the thermister is a function of its resistance andthe bridge excitation voltage.
Fig. 19 Standard wheatstone bridge
In Fig. 19, if R4 is the thermister, and the bridge is initially balanced, the powerdissipated is a function of the thermister resistance and the excitation voltage. Abridge excitation voltage of 5V is used for the MEMS thermister. If the thermisterhas a nominal resistance of 10kW , the power is 0.625 mW. As a comparison, ther-misters used to measure blood perfusion dissipate 4mW of power, and can self heatto 3 or 4 degrees greater than ambient. This type of device is typically spherical, andnot in direct contact with the fluid [3]. In this application, the thermister is fabricatedon the surface of the device in a serpentine fashion, has a large surface area in directcontact with the fluid, and dissipates 85% less power. Therefore, self heating errorscan be assumed negligible compared to the expected change in temperature of thehydraulic fluid.
To simplify device fabrication, the thermister is built from doped polysilicon,the same piezoeresistive strain material used for pressure sensing. Polysilicon has apositive temperature coefficient of resistance (TCR) of 0.08%/ �C (at doping levelsof 1020cm3) [34]. Although other materials with order of magnitude higher TCRexist, they are more complicated to use in device fabrication.
4.2 Pressure Sensor Design
The functional principle for pressure sensing in the MEMS device can be seen inFig.20. A diaphragm is subject to a pressure, which causes a small deflection andstrain on the surface. This strain can be converted to an electrical signal through theuse of piezoresistors, or resistors whose resistance changes with applied strain. Thechange in resistance can then be converted to an output signal using a Wheatstone

20 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
Fig. 20 Piezoresistive pressure sensor principle.
bridge. Through calibration, the bridge output signal is then related to the appliedpressure.
The differential pressure is typically much smaller than the system pressure. Thedifferential pressure sensor must therefore be much more sensitive than the systempressure sensor. To achieve the desired sensitivity with reasonable diaphragm di-mensions, the diaphragm must have a thickness on the order of microns. Thicknesscontrol of silicon diaphragms of this size is difficult; therefore an alternative materialis needed. Because cost is of importance, silicon dioxide has been selected for useas the diaphragm material. The required sensitivity of the system pressure sensor ismuch lower, as it is subject to a much higher pressure difference (⇠ 4.0MPa). Thisrequires a thicker diaphragm, which can easily be fabricated from the base siliconmaterial. Adjusting the thickness and size of the diaphragms would allow for designpressures other than those selected for this demonstration.
The use of potassium hydroxide (KOH) to etch the bulk of the silicon requiredthe diaphragms to be made square. Although circular diaphragms have better stressproperties than square diaphragms, the stress advantages do not outweigh the in-creased fabrication costs to etch a circular diaphragm.
The pressure sensing theory of operation suggests a logical design path. First, themechanical properties of the diaphragm need to be selected to maximize the strainat the surface, while providing a sufficient factor of safety against breakage. Afterthe diaphragms have been properly sized, the location and size of the piezoresistorsneeds to be selected to maximize the electrical output of the device. Once the sizeand location of the piezoresistors are established, the physical location on the die ofeach functional component of the device can be selected. Finally, the layout of thebonding pads and wire traces can be done.
Sizing of the diaphragms was done by modeling them as plates of fixed periph-ery. Since the governing differential equation for a plate of this type has no closedform solution, the Ritz energy method was used to approximate the solution. Thedisplacement of the differential sensor diaphragm (made of 2µm SiO2) can be seenin Fig. 21.

MEMS PQT Sensor for Hydraulic Systems 21
Fig. 21 Displacement of differential pressure sensor diagram given by Ritz Energy Method ap-proximation to a plate of fixed boundary conditions subject to maximum design pressure
Comparing with solution given by a full finite element analysis, it is found thatretaining only one term of the series expansion is adequate. The Ritz energy ap-proximation for the plate of fixed periphery allowed the strain at the surface of theplate to be known at any location on the surface. The strain at the top surface of thedifferential pressure diaphragm can be seen in Fig. 22. Since the fractional changein resistance of the piezoresistor is proportional to the applied strain, maximizingthe applied strain also maximizes the change in resistance.
The piezoresistors were designed in a serpentine fashion and allowed to vary inboth size and location on the surface of diaphragm. An illustration of such a resistorlayout can be seen in Fig. 23.
To maximize the output of the sensor, each of the variables of the piezoresistorsshown in Fig. 23 is systematically varied. The change in resistance is estimatedby area averaging. To reduce the number of variables in the solution domain, thelength the resistor extended off of the diaphragm, ls, is held constant at 100 µm.Similarly, the width of the spacing, ws, and the width of the resistor, wr, are heldconstant at 50µm, a size that could be easily and cheaply fabricated. The outputof a Wheatstone bridge of piezoresistors arranged in a full bridge pattern on thesurface of the system pressure diaphragm is shown in Fig. 24. A single turn resistorwhich gives the maximum resistor output results in substantially degraded signal tonoise ratios [35]. Therefore, a longer resistor with 2 turns and length, lp = 250µm ischosen. The pressure sensor model under predicts the output voltage. This is becausethe model considers only strain information on the diaphragm, and assumes the

22 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
Fig. 22 Strain in a single direction as a function of position on the top surface.
Fig. 23 Serpentine Resistor Layout
strain is zero at all locations off the diaphragm. The actual physical system doeshave strain off of the plate, resulting in a higher output signal.
A similar design procedure was followed for the design of the system pressuresensor. For this sensor, the diaphragm thickness is 90 µm. This requires the di-aphragm size to be 1.6mm. Because the diaphragm size is larger, 3 resistor turnsare used. After the piezoresistors are placed on the diaphragms, the die layout isdetermined. For simplicity, the pressure sensors are placed in the vertical center ofthe die, equidistant from the horizontal centerline. This location maximizes the seal-ing surface around the system pressure sensor. Large 1.1 x 1.1 mm contact pads are

MEMS PQT Sensor for Hydraulic Systems 23
Fig. 24 Bridge Output as a Function of Resistor Geometry
chosen to allow connection to the sensor without wire bonding equipment. The ther-mister is placed off center between two contact pads to simplify wire trace layout.Large 80 µm wide wire traces are used for the wiring of sensor so they can be seenwith the naked eye. The layout of the device is shown in Fig. 25.
Fig. 25 MEMS sensor component and contact pad layout on die.

24 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
Fig. 26 Fabrication sequence.
4.3 Sensor fabrication
Fabrication of the MEMS device uses standard deposition, lithographic and etch-ing techniques to reduce cost. A basic overview of the MEMS device fabricationsequence is given in Fig.26.
The fabrication process uses clean 525 µm thick [ 1 0 0 ] oriented double pol-ished wafers. The resistivity or doping of the base silicon does not affect the deviceperformance as all electrical aspects of the device are created with surface micro-machining on an insulating oxide layer.
Fabrication starts by wet oxidizing the base wafers to form a 2 µm thick layerof SiO2 on both sides. Wet oxidation is used because it is a faster process, andalso because the resulting films have much less residual stress than films producedby a dry oxidation process. However, dry oxidation processes result in higher filmqualities, and the factor of safety in the differential diaphragm design was selectedbased on the use of the wet process [36, pp.242-245, 345-349],[37, pp.388-441].
Following the oxidation of the wafers, a 5000A thick layer of in-situ dopedpolysilicon was deposited using a standard low pressure chemical vapor depositionprocess (LPCVD). The in-situ process was used in lieu of a separate doping pro-cess to reduce cost and to simplify fabrication. Moreover, in-situ doping using theLPCVD process can be tailored to deposit films with no residual stresses [38, pp.20-22]. A recrystallization post deposition annealing step was done to the polysilicon toreduce the sheet resistance. This process was performed in an inert N2 environmentto reduce the oxidation of the film. Following annealing, the polysilicon was maskedusing standard lithographic processes, and the bulk of the material etched away us-ing reactive ion etching (RIE). The etched material included that of the backside,where doped polysilicon was not needed. After etching, the wafer appeared as instep c of the fabrication sequence shown in Fig. 26.

MEMS PQT Sensor for Hydraulic Systems 25
The doped polysilicon piezoresistors were connected using gold contact traces.Past researchers have noted adhesion difficulty in the application of gold directly tosilicon dioxide. Therefore, a standard adhesion promoting 2000A thick chromiumlayer was deposited using electron beam evaporation prior to evaporation of a 3500Athick gold layer. Following deposition, a lithographic step masked the wire tracesand bonding pads, and the bulk of the gold, and chromium was wet etched fromthe wafer surface to form both the wire traces and the contact pads. Following golddeposition and patterning, the wafer now appears as in step e of Fig. 26, with alltopside fabrication is completed.
For ease of prototype fabrication, a timed etch stop technique was used to con-trol the thickness of each of the sensor diaphragms. Therefore, in order to size thethickness of the system pressure diaphragm correctly, and to etch through the waferfor the correct sizing of the differential pressure diaphragm, the etching of the dif-ferential cavity was started first. Prior to etching the base silicon material, a holewas created in the silicon dioxide on the backside to expose it. This was done usingbuffered oxide etch (BOE) solution and standard lithographic means. Upon creationof a window in the oxide, potassium hydroxide (KOH) was used for the bulk etchingof the Si. Since the silicon dioxide is being used as the masking layer for this etch,care was given to the KOH bath temperature and concentration to ensure sufficientselectivity [39, 40, 41].
Care was also needed to protect the previously fabricated topside features dur-ing the KOH etching of the backside. Through experimentation, a combination ofmechanical and chemical means is determined to provide sufficient protection. Me-chanical protection is provided with a plastic fixture with an o-ring which sealsthe topside features in a liquid tight chamber. Since a pinhole or diaphragm break-age would still result in KOH solution reaching the sensitive topside components,a chemical barrier was also applied [42] After bulk micromachining to form thepressure sensor diaphragms, the finished Si sensor component was to be anondi-cally bonded to Pyrex 7740 glass. This process has been successfully applied in thecommercial production of many sensors [43]. However, for the purpose of proto-type testing, an alternative, faster method was used. In this method, the finished Sisensor is bonded to a blank Si backing plate with allowance for the differential pres-sure signal using Loctite epoxy based adhesive. The epoxy is adequate for sealingagainst pressures that the sensor would see.
Several challenges were encountered during the fabrication of the MEMS PQTdevice. These challenges were substantial enough to slightly alter the planned fab-rication sequence and deserve mention.
The purpose behind fabricating prototype sensors was to demonstrate the feasi-bility of the integrated PQT concept. Therefore, fabrication issues such as repeata-bility among devices on a wafer were of low concern. This allowed cheaper masksfabricated from high resolution transparencies to be used. The fabrication of thesemasks limits the minimum usable feature size to 50µm, and the feature size varia-tion from device to device is not negligible. The advantage to using such masks isa very fast turnaround time, and ⇠ 66% saving compared to CNC produced masks.

26 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
All masks used in the fabrication of the prototype MEMS sensors were of the printedtransparency type.
Difficulty was found in the fabrication of the differential pressure sensor di-aphragm. Silicon dioxide has considerable compressive residual stress after depo-sition [36, 37]. During prototype fabrication, it was determined this residual stresswas high enough to cause breakage of the thin diaphragm once all of the siliconbacking material had been etched away. Several attempts were made to anneal andrelax this residual stress, however they were unsuccessful. Success in fabricating thisdiaphragm was found through a combination of deep reactive ion etching (DRIE)and silicon support. The technique was to follow the standard etching steps untilthere was approximately 40 m of material remaining. Then, DRIE was used to etchaway approximately 25µm of material, leaving 15 µm of material to support theSiO2 diaphragms. The use of the DRIE to finish etch allowed radii to be formed onthe corners in the pressure sensor cavities, which eliminated the sharp edge stressconcentrations that would ordinarily have been present if the KOH etch was fin-ished. The reduction in the stress concentration along with the support gained bythe remaining silicon material was sufficient to produce operational and sensitivedifferential pressure sensors.
During the initial phases of fabrication, connection difficulties between the Cr/Auwires and the piezoresistors were encountered. This difficulty resulted in very lowbatch yields, and operational sensors that produced very erratic output signals. Thedifficulty was traced to poor cleaning of the polysilicon layer before the e-beamevaporation of the Cr/Au layers. Since the polysilicon was both annealed, and pat-terned using standard lithographic techniques, there was a thin oxide and residualphotoresist present. An intermediate RIE etch prior to the evaporation of the Cr/Aulayers provided the necessary cleaning.
5 Sensor testing and evaluation
5.1 Thermister Evaluation
The performance of the thermister was characterized through comparison to a K cal-ibration thermocouple using an Analog Devices AD595 thermocouple signal condi-tioning chip. For the characterization tests, the MEMS PQT device and the thermo-couple were placed in an oil bath. The bath was heated and allowed to cool, whileboth the resistance of the MEMS PQT device and the temperature of the bath weremonitored.
An example calibration curve for several thermal cycles on a single sensor isshown as Fig. 27. Note the temperature-resistance characteristic is linear over thesmall temperature. Therefore, a Steinhart-Hart polynomial log fit is unnecessary.The temperature coefficient of resistance can be obtained from the trend line slopeindicated in Fig. 27. From this slope, a temperature coefficient of resistance for the

MEMS PQT Sensor for Hydraulic Systems 27
doped polysilicon used in the MEMS PQT device is calculated to be 0.08%/�C ,which matches the value given by [34].
8920 8930 8940 8950 8960 8970 8980 8990 9000 9010 9020
35 37 39 41 43 45 47 49 51
Res
ista
nce
(ohm
)
Temperature (C)
Resistance as a Function of Temperature
Test 1 Test2 Test3
Fig. 27 Thermister temperature resistance curve.
When the calibration curve shown in Fig. 27 is used, the performance of the ther-mister can be evaluated. The result is shown graphically in Fig. 28. The thermisterexhibits a linearity of 2.32%, a repeatability of 0.6%, and an overall accuracy of3.6%. The percentage accuracy of the device translates to a 1.5 �C uncertainty intemperature measurement with the device.
2025303540455055606570
20 30 40 50 60 70
Indi
cate
d Te
mpe
ratu
re (C
)
Actual Temperature (C)
Indicated Temperature vs Actual Temperature
Fig. 28 Thermister performance curve

28 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
5.2 Differential pressure evaluation
Testing of the differential pressure sensor required a holding fixture to be fabricated.There are two pressure taps in the fixture allowing for a differential signal to beapplied to the MEMS device.
A differential pressure signal was obtained by subjecting one side of the MEMSdifferential pressure sensor to atmospheric pressure, while the other side was sub-jected to the pressure generated by a variable head of hydraulic oil. The differentialpressure measurement was measured with a high accuracy Sensotec LVT differen-tial pressure transducer. The results of the offset corrected performance test can beseen in Fig. 29.
0
0.01
0.02
0.03
0.04
0.05
0.06
0 5000 10000 15000 20000 25000 30000 35000
Sen
sor O
utpu
t (Vo
ut/V
in)
Applied Pressure (Pa)
Differential Pressure Sensor Output as a function of Applied Pressure
Cycle 1 Cycle 2 Cycle 3
Fig. 29 Pressure-voltage characteristic of the differential pressure sensor
The linearity of the device was measured to be 0.38%, the repeatability 0.13%and the accuracy 3.58%. Further increases in the sensitivity through a reduction inthe amount of silicon support under the differential diaphragm resulted in undesir-able non-linear output characteristics.
Comparing the experimental results in Fig. 29 with the model prediction in Fig.24, it is seen that the model under predicted the device output. However, the resultsof the model were comparable to the sensor output, which validates the use of themodel for optimizing the output of the sensor.
5.3 System pressure evaluation
Performance testing of the system pressure component of the prototype MEMS de-vice was very similar to that of the differential pressure tests. For this test, the output

MEMS PQT Sensor for Hydraulic Systems 29
signal of the MEMS device was compared to a commercially available Barksdalepressure transducer. To avoid breakage of the differential pressure diaphragms dur-ing the tests, a high pressure hydraulic signal was applied to both sides of the testfixture and MEMS device.
Figure 30 shows the performance of the system pressure measurement. Systempressure measurement exhibited a linearity of 0.75%, a repeatability of 0.33%, andan accuracy of 4.2% when the turndown was restricted to 10:1. The performance iscomparable to commercially available pressure transducers. Slightly degraded per-formance was noted when measuring small pressure signals outside of the turndownrange.
-0.01
0
0.01
0.02
0.03
0.04
0.05
0.E+00 5.E+05 1.E+06 2.E+06 2.E+06 3.E+06 3.E+06 4.E+06
Sens
or O
utpu
t (Vo
ut/V
in)
Applied Pressure (Pa)
System Pressure Sensor Output as a Function of Applied Pressure
Cycle1 Cycle2 Cycle3
Fig. 30 Pressure Voltage Characteristic of System Pressure Sensor
The results of the tests of the three sensors: thermister, differential pressure sen-sor, and system pressure sensor are summarized in Table 2.
Table 2 MEMS Device Performance SummaryMEMS Device Thermister Diff. Pressure System PressureLinearity 2.32% 0.38% 0.75%Accuracy 3.6 % 3.58% 4.2%Repeatability 0.60% 0.13% 0.33%

30 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
5.4 Sensor integration into elbow geometry
Integration of the MEMS device into a typical fluid power component is necessaryto prove the validity of the integrated PQT concept. The design is shown in Fig. 31.This design incorporates a standard 1/4 ” (6.35mm) flow bend with a curvature todiameter ratio of unity, and the MEMS device. The overall dimensions are 25mm⇥25mm⇥ 30mm. The cavity housing the MEMS sensor in the example is 18mm⇥18mm⇥6mm. Pressure taps are placed at 55 �on the outer radius and at 25 �on theinner radius for increased signal sensitivity.
Fig. 31 A machined elbow with pressure taps into which the PQT sensor is to be integrated.
Integrating the MEMS device into the fixture shown in Fig. 31 allows all sensingaspects of the device to be tested simultaneously. Since the temperature and systempressure sensor have already been evaluated in the previous sections, the remainingtask is to evaluate flow sensing of the sensor. Application of the calibration pro-cedure developed in section 3 to the design shown in Fig. 31 results in the flowperformance curves using the two different sets of calibration variables as shownin Fig.32. Note that Fig.32 contains experimental data collected at temperatures of27.2 �C, 34.1 �C, 41.3�C and 43.5�C. Linearity, accuracy and repeatability usingthe 2 calibration methods are summarized in table 3.
Table 3 MEMS Device Flow Performance SummaryCalibration variables p1, Re Eumod , ReLinearity 2.83% 5.3%Accuracy 2.8 % 6.0 %Repeatability 0.92% 1.26%
From Fig. 32, both calibration methods are able to collapse data from differenttemperatures onto a single curve. From table 3, calibration method using p1 and Re

MEMS PQT Sensor for Hydraulic Systems 31
0
2
4
6
8
10
12
14
0 2 4 6 8 10 12 14
PQT
Indi
cate
d Fl
ow R
ate
(LPM
)
Actual Flow Rate (LPM)
(Pi_1, Re) method
0
2
4
6
8
10
12
14
16
0 2 4 6 8 10 12 14
PQT
Indi
cate
d Fl
ow R
ate
(LPM
)
Actual Flow Rate (LPM)
(Eu_mod, Re) method
Fig. 32 PQT flow rate performance curves: Top: using p1 and Re as calibration variables; Bottom:using Eumod and Re as calibration variables.
as calibration variables shows better performance than the method that uses Eumodand Re as calibration variables. This result is consistent with the result in section 3.
6 Conclusions
The design of a low cost, multifunction MEMS sensor for use in fluid power systemswas presented. The sensor measures system temperature, system pressure, and adifferential pressure for calculating flow rate.
Temperature sensing with the device was accomplished by incorporating a ther-mister into the design. For fabrication simplicity, polysilicon was used as the ther-

32 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
mister material. Although this material does not exhibit large resistance temperaturecharacteristic of other materials, the fabrication simplicity gained justified its use.
Pressure sensing with the device was accomplished by using piezoresistive strainelements arranged in a full bridge fashion. A simple fixed plate diaphragm modelwas used to optimize both the mechanical diaphragm properties and the placementof the piezoresistors on the diaphragm surface.
Flow sensing with the device was accomplished by sensing the difference in pres-sure at two locations in an existing hydraulic flow path of the application. Thiseliminate the need for additional elements in the flow path and is more energy ef-ficient. Two calibration methods were developed based on dimensional analysis todetermine the differential pressure-flow relations that compensate for viscosity anddensity variation due to temperature changes. The method that uses p1 and Re ascalibration variables is more accurate than the method that uses Eumod and Re.
Independent testing of each of component on the device showed each has goodfunctionality and performance characteristics. The uncertainty in the temperaturemeasurement was determined to be 1.50C, while the linearity of the system pressureand differential pressure measurements of the device were determined to be 0.13%and 0.75% respectively. The MEMS device was incorporated into a typical fluidpower component proving the validity of the integrated PQT sensor. The linearityof the flow portion of the integrated PQT concept was determined to be 2.83%.Further details of this work can be found in [44].
Acknowledgements The work was supported by a grant from the National Fluid Power Associ-ation’s (NFPA) Cooperative Network for Research. The authors would like to thank Wei Xue andYi Liu from the University of Minnesota for their helpful discussions and instruction during thefabrication of the device.
References
1. G. Bistue, J. G. Elizalde, I. Garcia-Alonso, S. Olaizola, E. Castano, F. J. Gracia, and A. Garcia-Alonso. A micromachined pressure sensor for biomedical applications. Journal of Microme-chanics and Microengineering, 7:244–246, 1997.
2. M. Boillat, B. Van Der Schoot, and B. Droz. A high-precision piezoresistive flow sensor formicrodosing applications. Sensors, 17(9), September 2000.
3. M. Chevroulet. A pressure sensor for a smart barometer. Sensors, 17(5), May 2000.4. W. Eaton and J. Smith. Micromachined pressure sensors: Review and recent developments.
Smart Materials and Structures, 6:530–539, 1997.5. C. Fung, R. Harris, and T. Zhu. Multifunction polysilicon pressure sensors for process control.
Sensors, 16(10), October 1999.6. J.A. Muntjes, J. Hafner, M. Gortz, and W. Mokwa. Studies on thinned flexible integrated
capacitive pressure sensors in tactile sensor arrays for the use in robotics and prosthetics. InSolid-State Sensors, Actuators and Microsystems (TRANSDUCERS EUROSENSORS XXVII),2013 Transducers Eurosensors XXVII: The 17th International Conference on, pages 1460–1463, June 2013.
7. Feng-Ru Fan, Long Lin, Guang Zhu, Wenzhuo Wu, Rui Zhang, and Zhong Lin Wang. Trans-parent triboelectric nanogenerators and self-powered pressure sensors based on micropat-terned plastic films. Nano Letters, 12(6):3109–3114, 2012. PMID: 22577731.

MEMS PQT Sensor for Hydraulic Systems 33
8. A. Kim, C.R. Powell, and B. Ziaie. A generic packaging technique using fluidic isolation forlow-drift implantable pressure sensors. In Solid-State Sensors, Actuators and Microsystems(TRANSDUCERS), 2015 Transducers - 2015 18th International Conference on, pages 476–479, June 2015.
9. M. Shahmohammadi, K. Souri, and K.A.A. Makinwa. A resistor-based temperature sensorfor mems frequency references. In ESSCIRC (ESSCIRC), 2013 Proceedings of the, pages225–228, Sept 2013.
10. K. Souri, Youngcheol Chae, and K. Makinwa. A cmos temperature sensor with a voltage-calibrated inaccuracy of 0.15c from 55 to 125 c. In Solid-State Circuits Conference Digest ofTechnical Papers (ISSCC), 2012 IEEE International, pages 208–210, Feb 2012.
11. Shingo Harada, Wataru Honda, Takayuki Arie, Seiji Akita, and Kuniharu Takei. Fully printed,highly sensitive multifunctional artificial electronic whisker arrays integrated with strain andtemperature sensors. ACS Nano, 8(4):3921–3927, 2014. PMID: 24580035.
12. Rong Xiang He, Peng Lin, Zhi Ke Liu, Hong Wei Zhu, Xing Zhong Zhao, Helen L. W. Chan,and Feng Yan. Solution-gated graphene field effect transistors integrated in microfluidic sys-tems and used for flow velocity detection. Nano Letters, 12(3):1404–1409, 2012. PMID:22324366.
13. J.C. Lotters, J. Groenesteijn, E.J. van der Wouden, W. Sparreboom, T.S.J. Lammerink, and R.J.Wiegerink. Fully integrated microfluidic measurement system for real-time determination ofgas and liquid mixtures composition. In Solid-State Sensors, Actuators and Microsystems(TRANSDUCERS), 2015 Transducers - 2015 18th International Conference on, pages 1798–1801, June 2015.
14. Pengfei Li, Nan Lei, Debra A. Sheadel, Jie Xu, and Wei Xue. Integration of nanosensors intoa sealed microchannel in a hybrid lab-on-a-chip device. Sensors & Actuators: B. Chemical,166-167(Complete):870–877, 2012.
15. J. G. Webster. Mechanical Variables Measurement. CRC Press, Boca Raton FL, 2000.16. H. Addison. The use of pipe bends as flow meters. Engineering, pages 227–229, 1938.17. W. Dean. Note on motion in a curved pipe. Philosophical Magazine Letters, 4(20):208–223,
1927.18. W. Dean. The streamline motion of fluid in a curved pipe. Philosophical Magazine Letters,
5(30):673–695, 1928.19. W. Dean. Fluid motion in a curved channel. Proceedings of the Royal Society London,
A121:402–420, 1928.20. R. Einhellig, C. Schmitt, and J. Fitzwater. Flow measurement opportunities using irrigation
pipe elbows. In Proceedings of the ASCE Specialty Conference - Hydraulic Measurementsand Experimental Methods, 2002.
21. J. Eustice. Flow of water in curved pipes. Proceedings of the Royal Society of London,84(568):107–118, 1910.
22. W. Lansford. Use of an elbow in a pipe line as a means of measuring the flow of water. Bulletinof Associated State Engineering Societies, 9(2), 1934.
23. W. Lansford. The use of an elbow in a pipe line for determining the rate of flow in the pipe.Bulletin of the Univ. of Illinois Engrg. Experiment Sta. Urbana Ill, (289):5–33, 1936.
24. A. Levin. A flow metering apparatus. pages 239–254, 1914.25. S. Nishiyama et al. Hydraulic design of bypass flow meter using the bend pipe. In Proceedings
of the International Conference on Agriculteral Engineering, pages 247–254, 1999.26. D. Taylor and M. McPherson. Elbow meter performance. Journal American Water Works
Association, pages 1087–1095, 1954.27. G. Taylor. The criterion for turbulence in curved pipes. Proceedings of the Royal Society of
London, 124(794):243–249, 1929.28. D. Yarnell and F. Nagler. Flow of water around bends in pipes. Transactions of the ASCE,
100:1018–1043, 1935.29. Y. Matsuoka, Y. Yamamoto, K. Yamada, S. Shimada, M. Tanabe, A. Yasukawa, and
M. Hidetoshi. Characteristic analysis of a pressure sensor using the silicon piesoresistanceeffect for high pressure measurements. Journal of Micromech. Microeng., 5:25–31, 1994.

34 C. Groepper, P. Y. Li, T. Cui and K. A. Stelson
30. R. W. Fox and A. T. McDonald. Introduction to Fluid Mechanics. John Wiley and Sons, NewYork, NY, 5th edition, 1998.
31. B. R. Munson, D. F. Young, and T. H. Okiishi. Fundamentals of Fluid Mechanics. John Wileyand Sons, New York, NY, 4th edition, 2002.
32. R. Shaw. The influence of hole dimensions on pressure measurements. Journal of FluidMechanics, 7(4):550–564, 1960.
33. E. Buckingham. On physically similar systems: Illustrations of the use of dimensional equa-tions. 4:345–376, 1914.
34. M. Madou. Fundamentals of Microfabrication. CRC Press LLC, Boca Raton, Florida, 2002.35. B. Bae, B. R. Flachsbart, K K. Park, and M. A. Shannon. Design optimization of a piezoresis-
tive pressure sensor considering the output signal-to-noise ratio. Journal of Micromechanicsand Microengineering, 14:1597–1607, 2004.
36. S. Alexandrova, A. Szekeres, and K. Christova. Stress in silicon dioxide films. PhilosophicalMagazine Letters, 58(1):33–36, 1988.
37. C. Yu, P. Flinn, and J. Bravman. In-situ measurement of viscous flow of thermal silicondioxide thin films at high temperature. In Proceedings of the 1997 Material Research SocietySymposium, number 446, pages 261–266, 1997.
38. D. Oei and S. Mccarthy. The effect of temperature and pressure on residual stress in lpcvdpolysilicon films. In Proceedings of the 1992 Material Research Society Symposium, number276, pages 85–90, 1992.
39. G. Kovacs, N. Maluf, and K. Peterson. Bulk micromachining of silicon. Proceedings of theIEEE, 86(6):1536–1551, 1998.
40. A. Merlos, J. Santander, MD M. D. Alvarez, and F. Campabadal. Optimized technology forthe fabrication of piezoresistive pressure sensors. Journal of Micromechanics and Microengi-neering, 10:505–510, 2000.
41. H. Seidel, L. CSEPREGI, A. HEUBERGE, and H H. BAUMGARTEL. Anisotropic etcingof crystalline silicon in alkaline solutions. parts 1 and 2. Journal Electrochemical Society,137(11):3612–3635, 1990.
42. K. Ruben, T. Flaim, and C. Li. Polymeric protective coatings for mems wet-etch process.In Proceedings of SPIE: Micromachining and Microfabrication Process Technology, number5342, 2004.
43. A. Mirza and A. Ayon. Silicon wafer bonding: Key to mems high volume manufacturing.Sensors, December 1998.
44. Charles Groepper. Integrated Pressure, Flow and Temperature Sensing for Fluid Power Sys-tems. Master’s thesis, Department of Mechanical Engineering, University of Minnesota, 2006.