Embed Size (px)
Citation preview
Ecole Nationale de l’Industrie Minérale
Rabat
MEMOIRE DE FIN D’ETUDES
Présenté
En vue de l’obtention du titre :
INGENIEUR D’ETAT
Par :
BENDEQ Youssef & CHERROUD Omar
Département :
Electromécanique
Sujet :
Etude Critique du système d’orientation de la roue pelle N 3
Jury :
Mr. CHARIF d’OUAZZANE Président du jury (E.N.I.M)
Mr. LEMYESSER Directeur du projet (E.N.I.M)
Mr. ZAOUI Membre de jury (E.N.I.M)
Mr. LEKTEF Parrain (OCP)
Année universitaire : 2010/2011
Dédicace
A mes très chers parents
A toute ma famille
A tous mes amis
Qu’ils retrouvent dans ce modeste travail, le
témoignage de mon amour et mon respect.
Omar
Dédicaces
A ma mère ;
A ma sœur, mes frères ;
A toute la famille ;
Aucun mot ne pourrait exprimer ma
reconnaissance et ma gratitude pour le soutien et l’amour
que vous n’avez cessé de me prodiguer ;
A tous mes amis
Je vous remercie pour votre agréable compagnie
Youssef BENDEQ
Remerciements
Nous tenons à exprimer notre profonde gratitude ainsi que toute notre
reconnaissance à notre encadrant de l’école, M. EL MEYESSER, qui nous a
fait bénéficier de son-savoir-faire, de ses conseils inestimables, de son entière
disponibilité et pour l’intérêt manifeste qu’il a porté à ce projet.
Nous tenons également à exprimer notre respect et remerciement à M.
LEKTEF notre parrain industriel à l’OCP qui n’a épargné aucun moyen pour
nous aider et soutenir, et aussi pour ses conseils précieux et sa disponibilité sans
faille.
Nous n’oublions pas de remercier toute l’équipe du service de la laverie
DAOUI ainsi que ceux du parc ELWFI pour leur dynamisme, leurs conseils et
les explications qu’ils nous ont fourni tout au long de notre projet de fin
d’études.
Nous adressons nos vifs remerciements à nos professeurs du département
électromécanique, ainsi qu’aux membres du jury qui nous honorent de leur
présence.
Enfin, nous remercions tous ceux dont nous n’avons pas cité le nom, et qui
ont participé de près ou de loin à l’élaboration de ce travail.
Résumé
Etant l’un des secteurs stratégiques du pays, l’exploitation du phosphate nécessite la
mise en évidence de tous les moyens. La disponibilité des équipements fait partie des moyens
les plus importants pour assurer une continuité de production. Ainsi, toute interruption dans le
processus de production fait subir au groupe OCP des pertes très importantes, dont la cause
principale est l’indisponibilité des équipements.
Dans ce cadre, notre projet de fin d’études, à la laverie Daoui, traite la disponibilité
d’une machine de reprise de phosphate. Plus particulièrement le système d’orientation qui
présente une défaillance de déboitement. Il s’agit de mener une étude qualitative qui met en
évidence la criticité de problème et ensuite en proposer des solutions adéquates.
La proposition d’adaptation d’un nouvel système d’orientation s’avère nettement
rentable au groupe, vu la possibilité technique d’adaptation d’une part. Par ailleurs la
réduction importante du temps d’arrêt fait de cette solution un investissement récupérable en
une courte durée.
Abstract
As one of the strategic sectors of the country, the phosphate mining requires the
identification of all means. Availability of equipment is one of the most important ways to
ensure continuity of production. Thus, any interruption in the production process is subjected
to the OCP group of very large losses; the main cause is the unavailability of equipment.
In this context, our graduation project, at the Laundromat Daoui, discusses the
availability of a machine for recovery of phosphate. More particularly; the rotation system
that has failed many times. We are conducting a qualitative study which highlighted the
criticality of the problem and then propose solutions.
The proposed adaptation of a new referral system is clearly profitable group, because of the
technical possibility of adapting. Moreover, the significant reduction of downtime makes this
solution an investment recovered in a short time.
Liste des tableaux
Tableau 1:Capacités des aires de stockage du parc El Wafi ............................................. 9
Tableau 2: Caractéristiques du système d’orientation .................................................... 16
Tableau 3:Exemple de notation relatif à un critère (sécurité) ......................................... 18
Tableau 4: Durée des arrêts des equipements du Parc .................................................... 21
Tableau 5 : Historique du déboitement de la couronne de la roue pelle N 3 .................. 23
Tableau 6:Grille de cotation de fréquence ...................................................................... 29
Tableau 7:Grille de cotation de gravité ........................................................................... 30
Tableau 8:Grille de cotation de la non-détection ............................................................ 31
Tableau 9: Grille de cotation de criticité ........................................................................ 32
Tableau 10: Actions amélioratrices ................................................................................ 35
Tableau 11 : Comparaison de l’encombrement des deux couronnes .............................. 43
Tableau 12 : Comparaison de la fixation des deux couronnes........................................ 43
Tableau 13 : Comparaison du centrage et de graissage des deux couronnes ................. 44
Tableau 14 : Caractéristiques de la denture des deux couronnes.................................... 44
Tableau 15 : Comparaison des pignons d’attaques des deux couronnes ........................ 45
Tableau 16 : Réducteurs des deux couronnes ................................................................. 45
Tableau 17 : Répartition des masses de la machine ........................................................ 47
Tableau 18 :Calcul de la force du phosphate distribué P1 .............................................. 48
Tableau 19 : Calcul de la force de reprise P2 ................................................................. 48
Tableau20 : Coefficients de frottement des roulements ................................................. 49
Tableau 21 : Facteur d’engrenage Fz .............................................................................. 50
Tableau 22 : Comparaison des efforts tangentiels sur les deux couronnes..................... 51
Tableau 24: Historique de la séparation des parties de la couronne ............................... 64
Tableau 25: Composants du capteur AT4 ....................................................................... 65
Tableau 26:Calcul du coût d’adaptation de la nouvelle couronne .................................. 68
Liste des figures
Figure 1 : Organigramme de l’OCP .................................................................................. 4
Figure 2: Organigramme de la direction des industries de khouribga .............................. 6
Figure 3: Schéma synoptique du parc El-Wafi ................................................................. 8
Figure 4 : Schéma de la roue-pelle RP3 (parc El-wafi) .................................................. 11
Figure 5: Diagramme Bête à cornes de la roue-pelle ...................................................... 12
Figure 6: Découpage fonctionel de la roue-pelle ............................................................ 13
Figure 7: Schéma du système d’orientation .................................................................... 15
Figure 8: Décomposition technico-fonctionnelle du processus ...................................... 19
Figure 9:Histogramme des arrêts mécaniques du Parc ELWAFI ................................... 21
Figure 10: Histogramme des arrêts mécaniques de la RP/3 ........................................... 22
Figure 11:Illustration du déboitement de la couronne .................................................... 23
Figure 12:Diagramme d’Ishikawa illustrant les causes d’un défaut de fonctionnement 34
Figure 13:Schéma de l’usure normale et l’usure avancée de la couronne d’orientation 39
Figure 14: Schéma illustratif du déboitement de la couronne ........................................ 40
Figure 15: Comparaison des surface de contact des deux couronne .............................. 42
Figure 16 : Plan d’assemblage de la RP3........................................................................ 47
Figure 17 : Représentation de la charge axiale résultante sur la machine ...................... 48
Figure 18 : Arbre d’entrainement Avant et après modification ...................................... 53
Figure 19 : Effort tangentiel et radial dans un engrenage ............................................... 54
Figure 20: Schéma du capteur de position ..................................................................... 59
Figure 21 : Compsition d’un capteur .............................................................................. 61
Figure 22: Schéma illustratif de la mise en position des capteurs .................................. 62
Table des matières
Introduction générale .................................................................................................... 1
Chapitre I: Présentation de l’organisme d’accueil ............................................................ 2
I. Groupe OCP en bref : ........................................................................................... 3
II. Activités du Groupe OCP ..................................................................................... 3
1. Organisation du Groupe OCP ........................................................................... 4
2. Divisions et services des industries de Khouribga (IDK) ................................ 5
3. Pôle Industries de Khouribga ........................................................................... 7
4. Présentation de secteur Daoui ........................................................................... 7
5. Description du Parc El WAFI ........................................................................... 8
CHAPITRE II : Mise en situation du projet ................................................................ 10
Introduction ................................................................................................................. 11
I. Description de la roue-pelle RP3 ....................................................................... 11
1. Initiation .......................................................................................................... 11
2. Fonction de la roue pelle N3 ........................................................................... 12
3. Caractéristiques de la roue-pelle RP3 ............................................................. 12
3.1 Description générale ................................................................................... 12
3.2 Fonctionnement et sous-systèmes de la roue pelle .................................... 13
3.3 Caractéristiques des sous-systèmes ............................................................ 14
II. Présentation su système d’orientation ................................................................ 15
1. Vision générale ............................................................................................... 15
2. Les caractéristiques du mécanisme ................................................................. 16
3. Description de la couronne ............................................................................. 17
III. Analyse de l’effet de dysfonctionnement de la roue-pelle ............................ 18
1. La méthode MERIDE ..................................................................................... 18
2. Application de la méthode au processus de lavage ........................................ 19
IV. Problématique ................................................................................................. 22
1. Données statistiques sur le déboitement du système d’orientation ................ 22
2. Problème de déboitement de la couronne ....................................................... 23
V. Cahier des charges .............................................................................................. 25
Conclusion .................................................................................................................. 25
Chapitre III : Analyse qualitative de la problématique ................................................... 26
Introduction : ............................................................................................................... 27
I. Etude AMDEC ................................................................................................... 27
1. Présentation de la méthode AMDEC .............................................................. 27
2. La méthodologie AMDEC .............................................................................. 28
3. Application de l’AMDEC pour le système d’orientation de la RP3 .............. 32
3.4 Initialisation de l’étude ............................................................................... 32
3.5 Découpage fonctionnel du système d’orientation ...................................... 33
3.6 Grille AMDEC ........................................................................................... 33
II. Diagramme arête de poisson/causes effets ......................................................... 34
1. Méthodologie .................................................................................................. 34
2. Application au système d’orientation ............................................................. 35
Conclusion .................................................................................................................. 36
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne ................. 37
Introduction ................................................................................................................. 38
I. Illustration de l’usure des chemins de billes ...................................................... 38
Possibilité d’adaptation ............................................................................................... 41
II. Choix du type de couronne ................................................................................. 41
1. Critères de choix ............................................................................................. 41
2. Etude comparative des deux types de couronne ............................................. 42
III. Vérifications par le biais d’un calcul approché RDM .................................... 46
1. Résistance à la rotation ................................................................................... 46
1.1 Calcul du couple moteur : .......................................................................... 46
1.2 Calcul du couple résistant .......................................................................... 47
2. Comparaison des charges tangentielles supportées par les deux couronnes .. 50
3. Vérification à la torsion de l’arbre d’entrainement ........................................ 51
4. Vérification à la flexion de l’arbre d’entrainement ........................................ 53
5. Vérification de la résistance des dents de la couronne : ................................. 54
IV. Recommandations .......................................................................................... 56
Conclusion .................................................................................................................. 56
Chapitre V : Mise en place d’un système de protection ................................................. 57
Introduction ................................................................................................................. 58
1. Définition ........................................................................................................ 58
2. Caractéristiques et avantages .......................................................................... 58
3. Utilisations ...................................................................................................... 58
4. Principe de fonctionnement ............................................................................ 59
5. Choix des détecteurs : ..................................................................................... 59
6. Adaptation : .................................................................................................... 60
7. Interrupteur de position électromécanique ..................................................... 60
Conclusion .................................................................................................................. 65
Chapitre VI : Etude technico-économique du sujet ........................................................ 66
Introduction ................................................................................................................. 67
1. Apport de la réalisation du projet ................................................................... 67
2. Etude technico économique de l’adaptation de la nouvelle couronne ............ 67
Conclusion .................................................................................................................. 70
Conclusion générale .................................................................................................... 71
Bibliographie : ............................................................................................................ 73
Annexes ........................................................................................................................ 1
Page | 1
Introduction générale
L’indisponibilité au sein de l’industrie cause d’énormes pertes, dont la plus importante
est celle de la renommée de la société à cause du non-respect des délais. Donc, la
connaissance des causes de cette indisponibilité des équipements assurant la pérennité de la
société s’avère indispensable.
Au groupe OCP, connu par son excellence en matière de politique de gestion et de
maintenance, et de sa vision stratégique d’amélioration, on ne cesse de fournir les efforts pour
mieux contrôler les pertes, et mettre en évidence sa place de « leader » mondiale dans le
domaine d’extraction et exploitation du phosphate.
Dans cet esprit de développement, et futurs ingénieurs que nous sommes, il nous a été
confié de résoudre un problème fréquent qui touche une machine critique au sein de l’OCP, à
savoir la roue pelle et par conséquent diminuer la durée d’arrêt de la machine. Cet engin
présente depuis sa date de mise en service un risque de déboitement de sa couronne
d’orientation. Nous procédons à la mise en évidence de la névralgie de la roue pelle dans le
procédé de lavage du phosphate, en présentant l’effet que peut causer l’arrêt de cette machine
sur la production et la sécurité du personnel et des biens. Nous mettons ensuite le point sur la
criticité du problème de déboitement de la couronne par le biais de l’analyse AMDEC.
Nous étudions par la suite la possibilité d’adapter un autre type de couronne à l’instar
des autres roues pelles disponibles au sein de l’OCP. Mais pour des exigences de sécurité, il a
été nécessaire de prévoir un système de renseignement ou de protection du système
d’orientation actuel contre l’apparition du problème de déboitement.
Enfin, une étude technico-économique s’avère nécessaire pour évaluer le cout
d’investissement ainsi que le gain procuré par le remplacement de la couronne actuelle.
Nous avons donc répondu à la possibilité de l’adaptation de la nouvelle couronne, en
faisant des vérifications nous avons toutefois établie quelques recommandations qui vont
contribuer à diminuer le risque de la réapparition de ce problème de déboitement.
Page | 2
Chapitre I: Présentation de
l’organisme d’accueil
Chapitre I: Présentation de l’organisme d’accueil
Page | 3
I. Groupe OCP en bref :
Le marché prodigieux du phosphate à travers le monde amène les géologues à
effectuer des recherches sur les terres marocaines.
C’est ainsi qu’en 1908 commence la prospection géologique qui conduit en 1972 aux
premiers indices de phosphates, dans la localité de OULED ABDOUN située à 120 Km de la
mer. Ce n’est qu’en 1919 que les études sérieuses des gisements prennent naissance classant
ainsi le gisement Marocain parmi les plus grands de la planète car il représente le 3/4 du
gisement mondial.
Le phosphate ainsi découvert demande une compagnie d’exploitation d’où la
naissance de L’OCP qui se fait par un dahir du 7 août 1920 réservant ainsi au Maroc tout droit
d’exploitation ainsi que le monopole des ventes.
II. Activités du Groupe OCP
Le Groupe Office Chérifien des Phosphates (OCP) est spécialisé dans l’extraction, la
valorisation et la commercialisation de phosphate et de ses produits dérivés. Chaque année,
plus de 23 millions de tonnes de minerais sont extraites du sous-sol marocain qui recèle les
trois-quarts des réserves mondiales.
Utilisé dans la fabrication des engrais, les phosphates proviennent des gisements de
Khouribga, Ben guérir, Youssoufia et Bouchra. Selon les cas, le minerai subit une ou
plusieurs opérations de traitement (lavage/flottation, séchage, calcination, flottation,
enrichissement à sec…etc.). Une fois traité, il est exporté ou livré aux industries chimiques du
Groupe, à JorfLasfar ou à Safi, pour être transformé en produits dérivés commercialisables :
acide phosphorique de base, acide phosphorique purifié, engrais solides.
Premier exportateur mondial de phosphate sous toutes ses formes, le Groupe OCP
écoule 95% de sa production en dehors des frontières nationales. Opérateur international, il
rayonne sur les cinq continents de la planète et réalise un chiffre d’affaires annuel de 1,5
milliard de dollars.
Moteur de l’économie nationale, le Groupe OCP joue pleinement son rôle d’entreprise
citoyenne. Cette volonté se traduit par la promotion de nombreuses initiatives, notamment en
faveur du développement régional et de la création d’entreprises.
Chapitre I: Présentation de l’organisme d’accueil
Page | 4
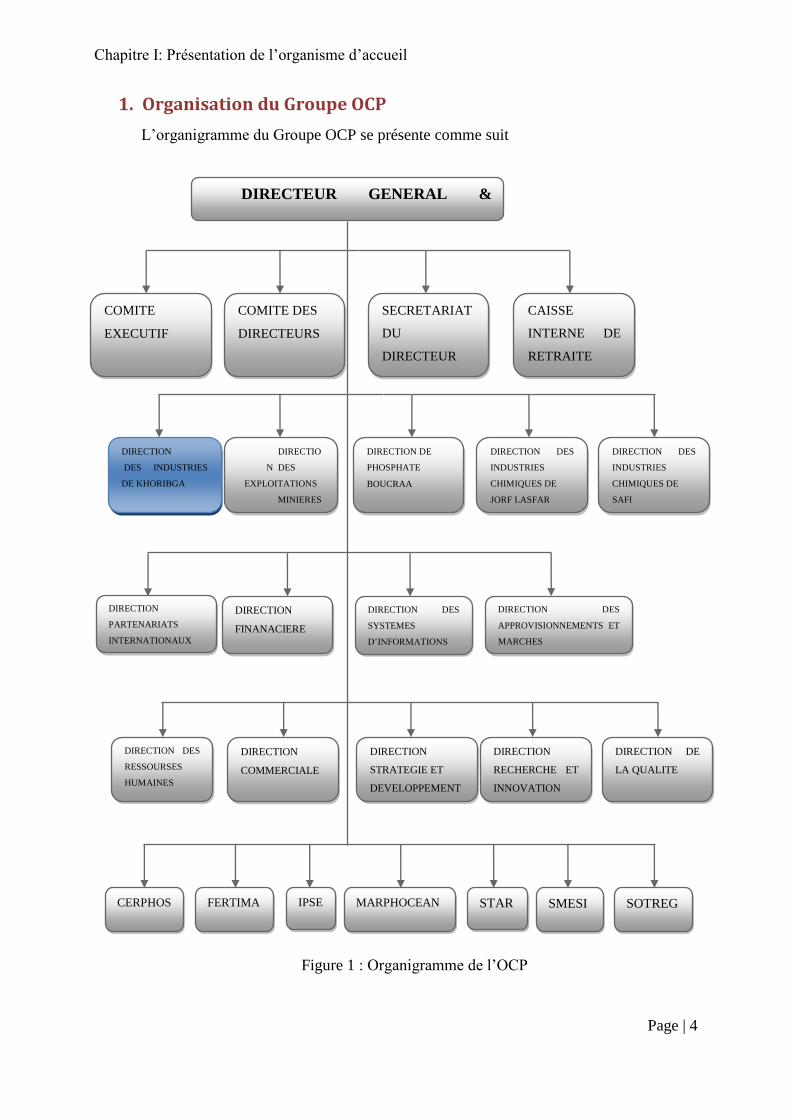
1. Organisation du Groupe OCP
L’organigramme du Groupe OCP se présente comme suit
Figure 1 : Organigramme de l’OCP
DIRECTEUR GENERAL &
COMMERCIAL
COMITE DES
DIRECTEURS
COMITE
EXECUTIF
SECRETARIAT
DU
DIRECTEUR
GENERAL
CAISSE
INTERNE DE
RETRAITE
SOTREG IPSE MARPHOCEAN STAR SMESI CERPHOS FERTIMA
DIRECTION
COMMERCIALE
DIRECTION DES
RESSOURSES
HUMAINES
DIRECTION
STRATEGIE ET
DEVELOPPEMENT
DIRECTION
RECHERCHE ET
INNOVATION
DIRECTION DE
LA QUALITE
DIRECTIO
N DES
EXPLOITATIONS
MINIERES
DE GANTOUR
DIRECTION
DES INDUSTRIES
DE KHORIBGA
DIRECTION DE
PHOSPHATE
BOUCRAA
DIRECTION DES
INDUSTRIES
CHIMIQUES DE
JORF LASFAR
DIRECTION DES
INDUSTRIES
CHIMIQUES DE
SAFI
DIRECTION
PARTENARIATS
INTERNATIONAUX
DIRECTION
FINANACIERE
DIRECTION DES
APPROVISIONNEMENTS ET
MARCHES
DIRECTION DES
SYSTEMES
D’INFORMATIONS
Chapitre I: Présentation de l’organisme d’accueil
Page | 5
2. Divisions et services des industries de Khouribga (IDK)
Divisions
L’OCP à Khouribga est représenté par l’exploitation minière de Khouribga (Pôle
Mine : PMK) à laquelle sont attachés cinq divisions : quatre à Khouribga et une à Casablanca.
DIRECTION PRODUCTION (IDK/P)
Chargée de l’extraction de phosphate de la zone Khouribga elle est très importante en
effectif du personnel et en matériel.
DIRECTION ADMINISTRATIVE (IDK/AK)
Chargé de tout ce qui est social et public concernant les relations humaines et
officielles de la zone de Khouribga.
DIRECTION LOGISTIQUE (IDK/L)
Elle s’occupe de la révision et entretien partiel ou général du matériel et sous-
ensemble des machines de la zone Khouribga.
DIRECTION TRAITEMENT & EMBARQUEMENT (IDK/T)
Division Daoui Oued Zen (IDK/TD)
Division Beni – Idi (IDKK/TB)
Division Embarquent Casa (IDK/TC)
Département Gestion du Flux (IDK/TF)
Cette direction opérationnelle chargée de traiter le phosphate extrait dans le but de
produire des qualités marchandes et des qualités spéciales, pour l'enrichir et l'acheminer vers
les embarquements de Casablanca pour l'exportation, ou vers la direction de JORF LASFAR
pour la valorisation du phosphate en acide phosphorique et en engrais. IDK/TG : Service
contrôle de gestion.
La Divion Daoui Oued Zen, lieu où nous avons effectué notre stage de compose des
services suivants :
IDK/TM/MG : Service de gestion de matériel
IDK/TM/S. Service d'approvisionnement et gestion des stocks
IDK/TA : Service du personnel
IDK/TS : Service de sécurité.

Chapitre I: Présentation de l’organisme d’accueil
Page | 6
les services
SERVICE ETUDE ET ANALYTIQUE (IDK/EA)
Chargé d’étudier et analyser les budgets d'investissement et de fonctionnement, et de
suivre l'évolution du produit jusqu'à la vente du phosphate
SERVICE MEDICAL (IDK/SM)
Elle prodigue les soins aux agents et membres de famille en charge.
SERVICE ACHAT LOCAUX (IDK/AD)
C’est le service responsable des achats au niveau local.
L’organigramme de la Direction des Industries de Khouribga se présente comme suit
Figure 2: Organigramme de la direction des industries de Khouribga
Direction de Production et de Site Khouribga
IDK
Direction du Port de Casablanca IDK/C
Division Exploitation
IDK/CE
Division Maintenance
IDK/CM
Diviion Gestion du Personnel
IDK/CP
Direction Production IDK/P
Division MEA
IDK/PE
Division Methodes et Planing
IDK/PP
Division Daoui-SidiChennane
IDK/PC
Division MAintenance
IDK/PM
Division Lahlalssa
IDK/PL
Division approvisionnement
IDK/PA
Division Développement des Installations Fixes
IDK/PI
Direction Traitement
IDK/T
Division Méthodes et Planing
IDK/TP
Division Beni Idir
IDK/TB
Division COZ
IDK/TZ
Division Daoui
IDK/TD
Division Laverie MEA
IDK/TE
Division Maintenance
IDK/TM
Division Approvisionnement
IDK/TA
Direction des Ressources Humaines IDK/H
Département Achats Site
IDK/AM
Département
Hygiéne, Sécurité et Environnement
IDK/SE
Direction Etudes IDK/ET
Département Gestion des Flux
IDK/FL
Direction Moyens Généraux
IDK/G
Chapitre I: Présentation de l’organisme d’accueil
Page | 7
3. Pôle Industries de Khouribga
A120 Km au sud-est de Casablanca, Khouribga constitue la plus importante zone de
production de phosphate du groupe OCP. Elle a permis la création de quatre agglomérations
regroupant plus de 200.000 habitants : Khouribga, Boudnib, Boulanouar et Hatta ne.
Le site minier comporte trois zones d’extraction. Le gisement est de type sédimentaire
et les réserves estimées à plus de 35 milliards de m3. Les premiers coups de pioche ont été
donnés en 1921 par la méthode souterraine. L’introduction de l’exploitation en « découverte »
a débuté en 1951. Elle concerne actuellement 7 niveaux phosphatés. La capacité de
production s’élève à 19 millions de tonnes par an.
Après son extraction, le phosphate épierré est stocké avant d’être repris pour alimenter
les usines de traitement. En fonction de sa teneur en BPL (Bon Phosphate of Lime), le minerai
est classé en quatre catégories :
Le phosphate haute teneur (HT).
Le phosphate moyenne teneur (MT).
Le phosphate basse teneur (BT)
Le phosphate très basse teneur (TBT)
Les phosphates HT et MT ont des teneurs en BPL = 68% et sont considérés comme des
produits marchands sans enrichissement. Par contre, les phosphates BT et TBT, doivent subir
un enrichissement avant leur utilisation dans la fabrication des qualités marchandes. Soit en
subissant un lavage ou un enrichissement à sec.
4. Présentation de secteur Daoui
Le secteur Daoui se compose essentiellement en ce qui concerne le traitement de
phosphate de :
La laverie (six chaines de lavage, deux lignes de broyage, deux unités de flottation).
Liaison sidi chennane liant la découverte sidi chennane avec Parc el Wafi.
Carreau TS.
Parc El WAFI (Stockage du produit lavé)
Unité de Criblage du produit de TS.
Chapitre I: Présentation de l’organisme d’accueil
Page | 8
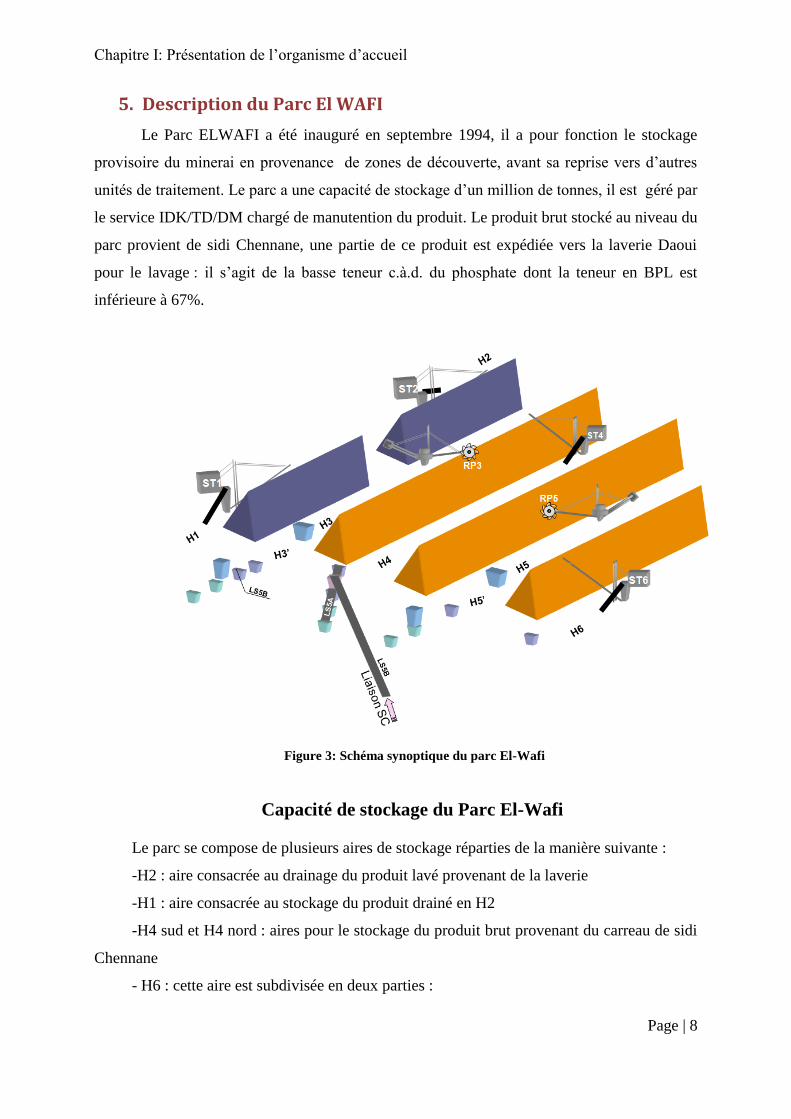
5. Description du Parc El WAFI
Le Parc ELWAFI a été inauguré en septembre 1994, il a pour fonction le stockage
provisoire du minerai en provenance de zones de découverte, avant sa reprise vers d’autres
unités de traitement. Le parc a une capacité de stockage d’un million de tonnes, il est géré par
le service IDK/TD/DM chargé de manutention du produit. Le produit brut stocké au niveau du
parc provient de sidi Chennane, une partie de ce produit est expédiée vers la laverie Daoui
pour le lavage : il s’agit de la basse teneur c.à.d. du phosphate dont la teneur en BPL est
inférieure à 67%.
Figure 3: Schéma synoptique du parc El-Wafi
Capacité de stockage du Parc El-Wafi
Le parc se compose de plusieurs aires de stockage réparties de la manière suivante :
-H2 : aire consacrée au drainage du produit lavé provenant de la laverie
-H1 : aire consacrée au stockage du produit drainé en H2
-H4 sud et H4 nord : aires pour le stockage du produit brut provenant du carreau de sidi
Chennane
- H6 : cette aire est subdivisée en deux parties :
Page | 9
- Une partie destinée au stockage des qualités spéciales lavées, transférées du stock
H2
- Une partie pour le produit brut de sidi Chennane.
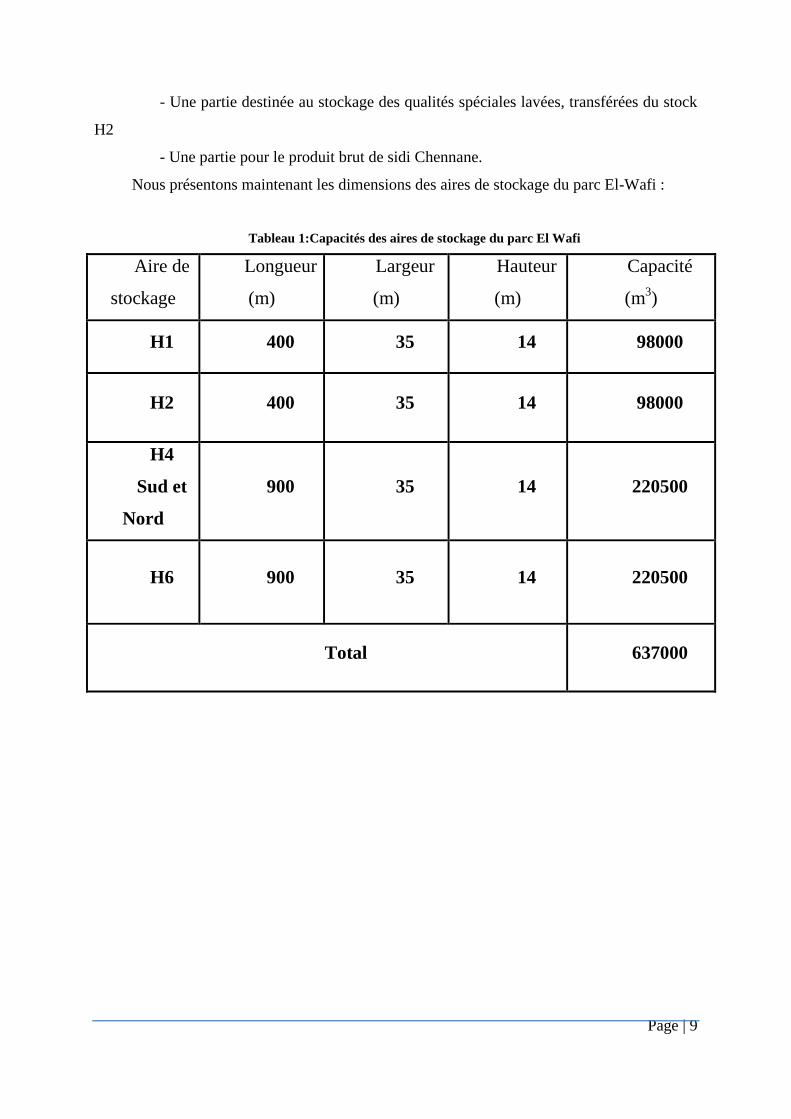
Nous présentons maintenant les dimensions des aires de stockage du parc El-Wafi :
Tableau 1:Capacités des aires de stockage du parc El Wafi
Aire de
stockage
Longueur
(m)
Largeur
(m)
Hauteur
(m)
Capacité
(m3)
H1 400 35 14 98000
H2 400 35 14 98000
H4
Sud et
Nord
900 35 14 220500
H6 900 35 14 220500
Total 637000
Page | 10
CHAPITRE II : Mise en situation du
projet
CHAPITRE II : Mise en situation du projet
Page | 11
Introduction
Ce chapitre a pour but la mise en situation du projet. Nous présentons dans un premier
temps la roue pelle, ses fonctions, ses mécanismes et leurs caractéristiques techniques. Par la
suite nous donnons un descriptif détaillé du système d’orientation de cette machine. Nous
allons tout de même mettre le point sur la criticité de cette machine dans le processus
d’exploitation du phosphates dans les différents sites de l’OCP, et ce à travers un diagnostic
par la méthode MERIDE. Une étude statistique par le biais des histogrammes vient évaluer la
criticité de notre problème de déboitement. Nous présentons également des données sur
l’historique de déboitements survenus sur la même machine pour conclure sur les enjeux que
peut engendrer la mise hors service de cet engin.
I. Description de la roue-pelle RP3
1. Initiation
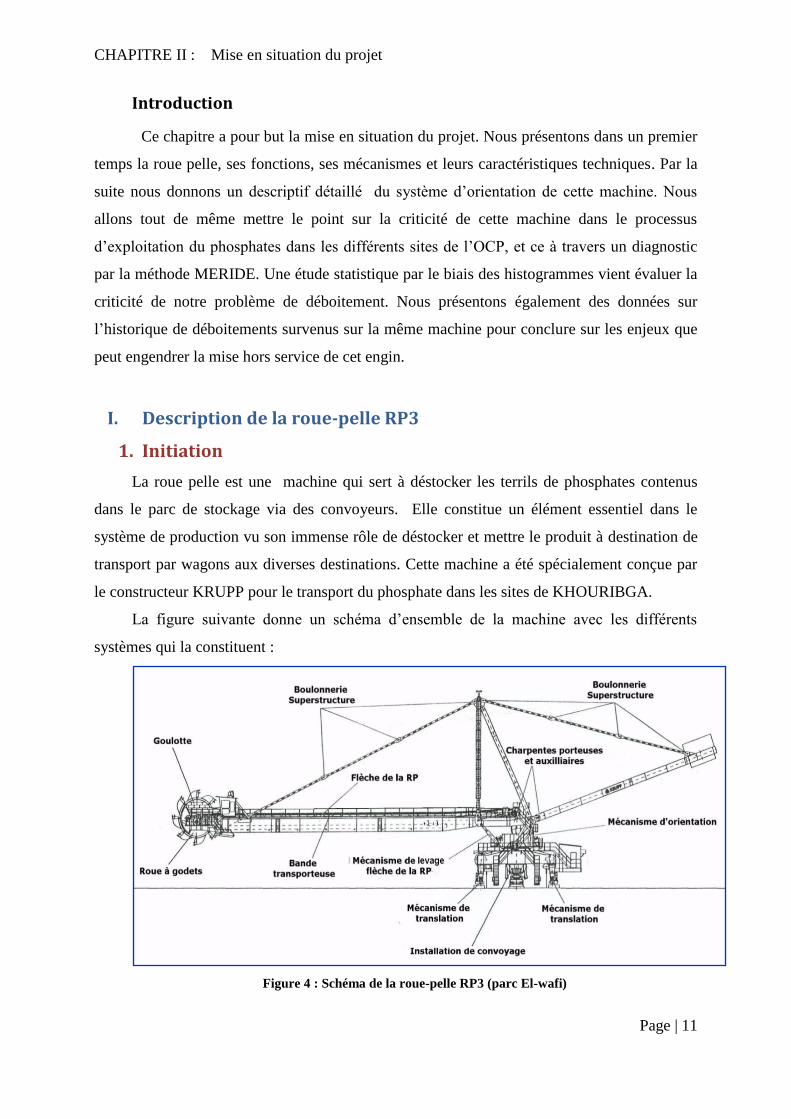
La roue pelle est une machine qui sert à déstocker les terrils de phosphates contenus
dans le parc de stockage via des convoyeurs. Elle constitue un élément essentiel dans le
système de production vu son immense rôle de déstocker et mettre le produit à destination de
transport par wagons aux diverses destinations. Cette machine a été spécialement conçue par
le constructeur KRUPP pour le transport du phosphate dans les sites de KHOURIBGA.
La figure suivante donne un schéma d’ensemble de la machine avec les différents
systèmes qui la constituent :
Figure 4 : Schéma de la roue-pelle RP3 (parc El-wafi)
CHAPITRE II : Mise en situation du projet
Page | 12
2. Fonction de la roue pelle N3
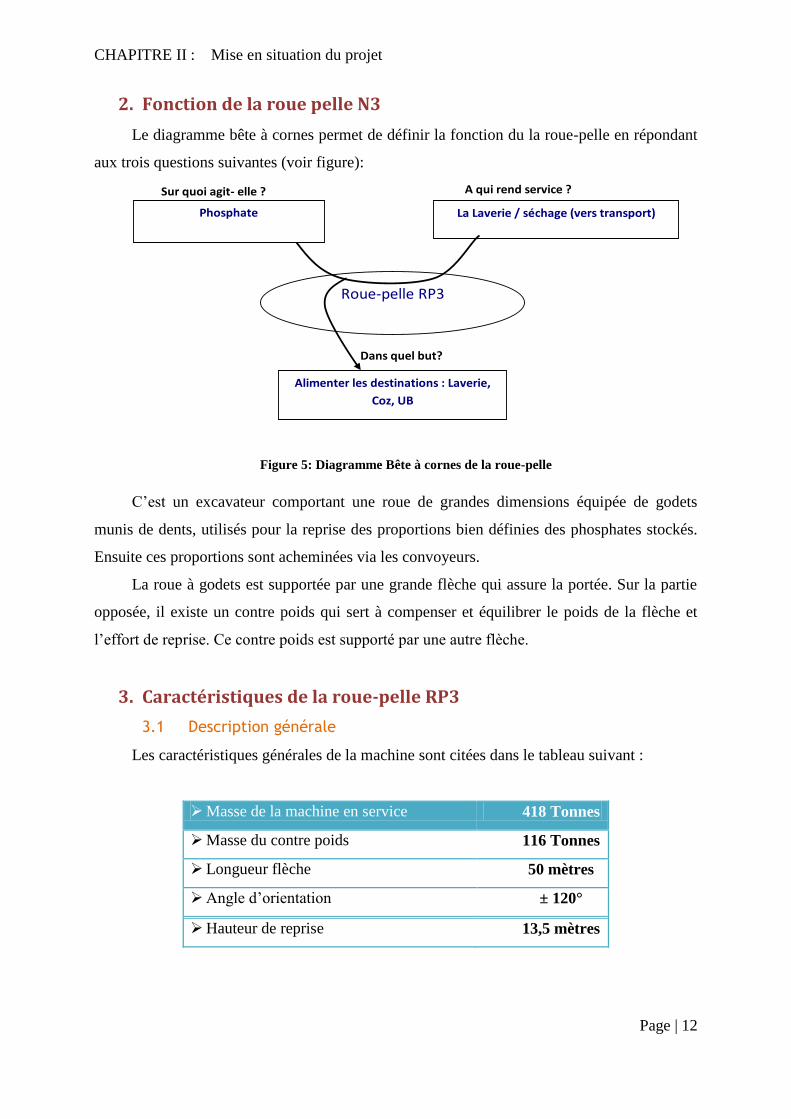
Le diagramme bête à cornes permet de définir la fonction du la roue-pelle en répondant
aux trois questions suivantes (voir figure):
C’est un excavateur comportant une roue de grandes dimensions équipée de godets
munis de dents, utilisés pour la reprise des proportions bien définies des phosphates stockés.
Ensuite ces proportions sont acheminées via les convoyeurs.
La roue à godets est supportée par une grande flèche qui assure la portée. Sur la partie
opposée, il existe un contre poids qui sert à compenser et équilibrer le poids de la flèche et
l’effort de reprise. Ce contre poids est supporté par une autre flèche.
3. Caractéristiques de la roue-pelle RP3
3.1 Description générale
Les caractéristiques générales de la machine sont citées dans le tableau suivant :
Masse de la machine en service 418 Tonnes
Masse du contre poids 116 Tonnes
Longueur flèche 50 mètres
Angle d’orientation ± 120°
Hauteur de reprise 13,5 mètres
Figure 5: Diagramme Bête à cornes de la roue-pelle
Sur quoi agit- elle ? A qui rend service ?
Roue-pelle RP3
Alimenter les destinations : Laverie,
Coz, UB
Phosphate La Laverie / séchage (vers transport)
Dans quel but?
CHAPITRE II : Mise en situation du projet
Page | 13
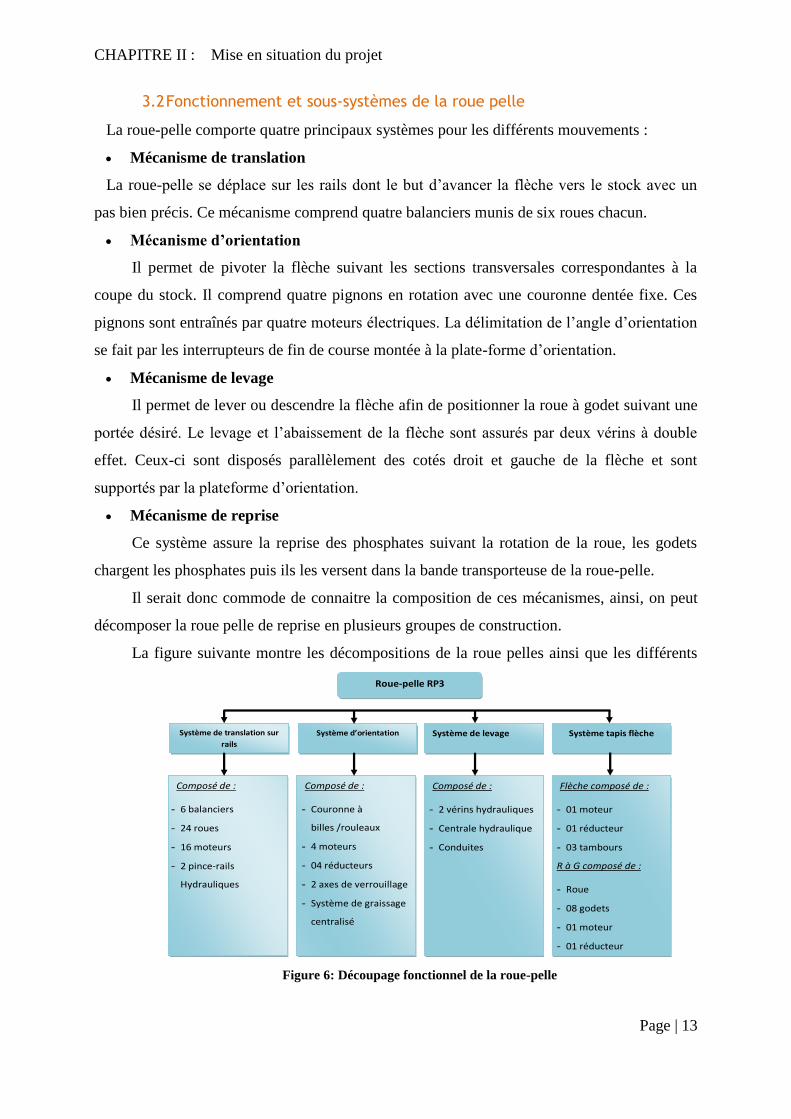
3.2 Fonctionnement et sous-systèmes de la roue pelle
La roue-pelle comporte quatre principaux systèmes pour les différents mouvements :
Mécanisme de translation
La roue-pelle se déplace sur les rails dont le but d’avancer la flèche vers le stock avec un
pas bien précis. Ce mécanisme comprend quatre balanciers munis de six roues chacun.
Mécanisme d’orientation
Il permet de pivoter la flèche suivant les sections transversales correspondantes à la
coupe du stock. Il comprend quatre pignons en rotation avec une couronne dentée fixe. Ces
pignons sont entraînés par quatre moteurs électriques. La délimitation de l’angle d’orientation
se fait par les interrupteurs de fin de course montée à la plate-forme d’orientation.
Mécanisme de levage
Il permet de lever ou descendre la flèche afin de positionner la roue à godet suivant une
portée désiré. Le levage et l’abaissement de la flèche sont assurés par deux vérins à double
effet. Ceux-ci sont disposés parallèlement des cotés droit et gauche de la flèche et sont
supportés par la plateforme d’orientation.
Mécanisme de reprise
Ce système assure la reprise des phosphates suivant la rotation de la roue, les godets
chargent les phosphates puis ils les versent dans la bande transporteuse de la roue-pelle.
Il serait donc commode de connaitre la composition de ces mécanismes, ainsi, on peut
décomposer la roue pelle de reprise en plusieurs groupes de construction.
La figure suivante montre les décompositions de la roue pelles ainsi que les différents
éléments qui constituent chaque sous-système
Figure 6: Découpage fonctionnel de la roue-pelle
Roue-pelle RP3
Système de translation sur
rails
Système d’orientation Système de levage Système tapis flèche
Composé de :
- 6 balanciers
- 24 roues
- 16 moteurs
- 2 pince-rails
Hydrauliques
Composé de :
- 2 vérins hydrauliques
- Centrale hydraulique
- Conduites
Composé de :
- Couronne à
billes /rouleaux
- 4 moteurs
- 04 réducteurs
- 2 axes de verrouillage
- Système de graissage
centralisé
Flèche composé de :
- 01 moteur
- 01 réducteur
- 03 tambours
R à G composé de :
- Roue
- 08 godets
- 01 moteur
- 01 réducteur
CHAPITRE II : Mise en situation du projet
Page | 14
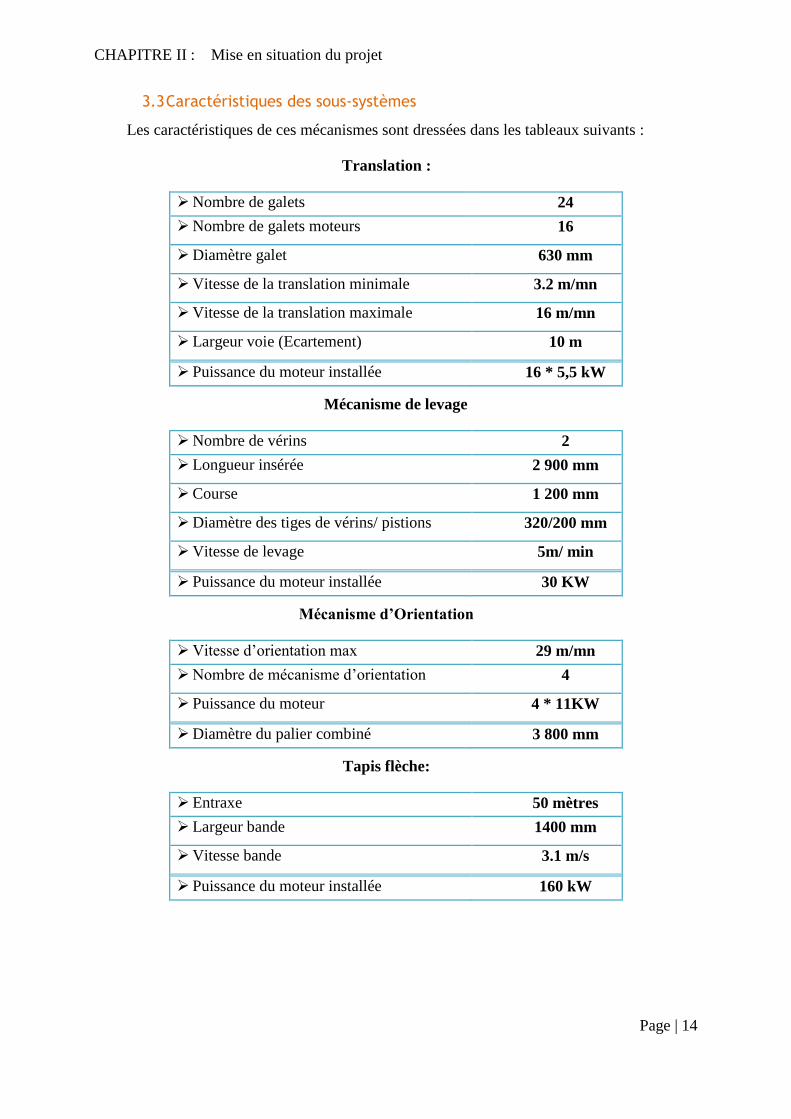
3.3 Caractéristiques des sous-systèmes
Les caractéristiques de ces mécanismes sont dressées dans les tableaux suivants :
Translation :
Nombre de galets 24
Nombre de galets moteurs 16
Diamètre galet 630 mm
Vitesse de la translation minimale 3.2 m/mn
Vitesse de la translation maximale 16 m/mn
Largeur voie (Ecartement) 10 m
Puissance du moteur installée 16 * 5,5 kW
Mécanisme de levage
Nombre de vérins 2
Longueur insérée 2 900 mm
Course 1 200 mm
Diamètre des tiges de vérins/ pistions 320/200 mm
Vitesse de levage 5m/ min
Puissance du moteur installée 30 KW
Mécanisme d’Orientation
Vitesse d’orientation max 29 m/mn
Nombre de mécanisme d’orientation 4
Puissance du moteur 4 * 11KW
Diamètre du palier combiné 3 800 mm
Tapis flèche:
Entraxe 50 mètres
Largeur bande 1400 mm
Vitesse bande 3.1 m/s
Puissance du moteur installée 160 kW
CHAPITRE II : Mise en situation du projet
Page | 15
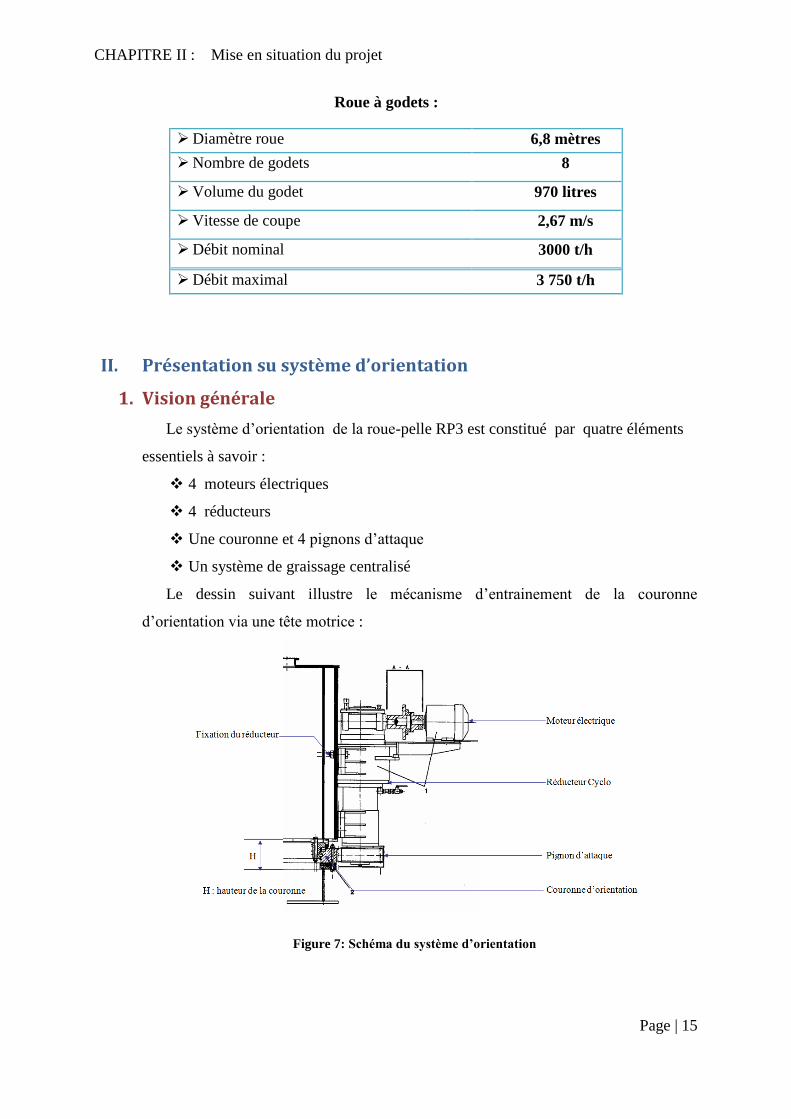
Roue à godets :
Diamètre roue 6,8 mètres
Nombre de godets 8
Volume du godet 970 litres
Vitesse de coupe 2,67 m/s
Débit nominal 3000 t/h
Débit maximal 3 750 t/h
II. Présentation su système d’orientation
1. Vision générale
Le système d’orientation de la roue-pelle RP3 est constitué par quatre éléments
essentiels à savoir :
4 moteurs électriques
4 réducteurs
Une couronne et 4 pignons d’attaque
Un système de graissage centralisé
Le dessin suivant illustre le mécanisme d’entrainement de la couronne
d’orientation via une tête motrice :
Figure 7: Schéma du système d’orientation
CHAPITRE II : Mise en situation du projet
Page | 16
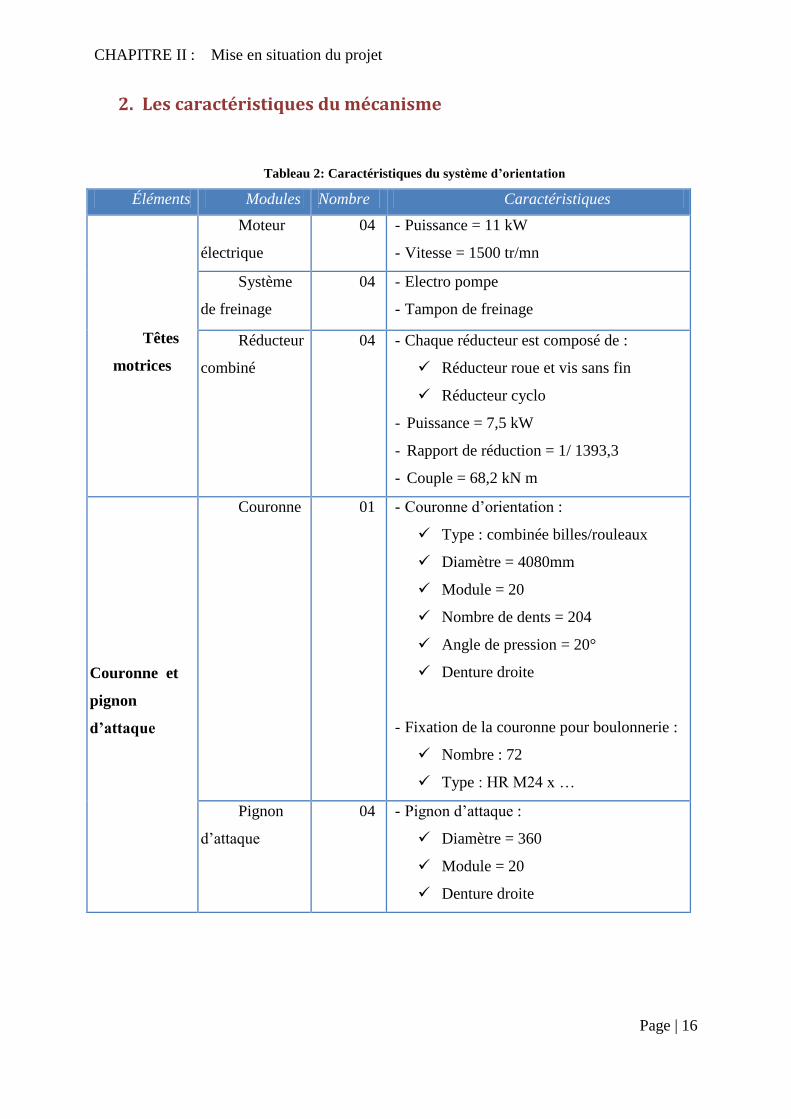
2. Les caractéristiques du mécanisme
Tableau 2: Caractéristiques du système d’orientation
Éléments Modules Nombre Caractéristiques
Têtes
motrices
Moteur
électrique
04 - Puissance = 11 kW
- Vitesse = 1500 tr/mn
Système
de freinage
04 - Electro pompe
- Tampon de freinage
Réducteur
combiné
04 - Chaque réducteur est composé de :
Réducteur roue et vis sans fin
Réducteur cyclo
- Puissance = 7,5 kW
- Rapport de réduction = 1/ 1393,3
- Couple = 68,2 kN m
Couronne et
pignon
d’attaque
Couronne 01 - Couronne d’orientation :
Type : combinée billes/rouleaux
Diamètre = 4080mm
Module = 20
Nombre de dents = 204
Angle de pression = 20°
Denture droite
- Fixation de la couronne pour boulonnerie :
Nombre : 72
Type : HR M24 x …
Pignon
d’attaque
04 - Pignon d’attaque :
Diamètre = 360
Module = 20
Denture droite
CHAPITRE II : Mise en situation du projet
Page | 17
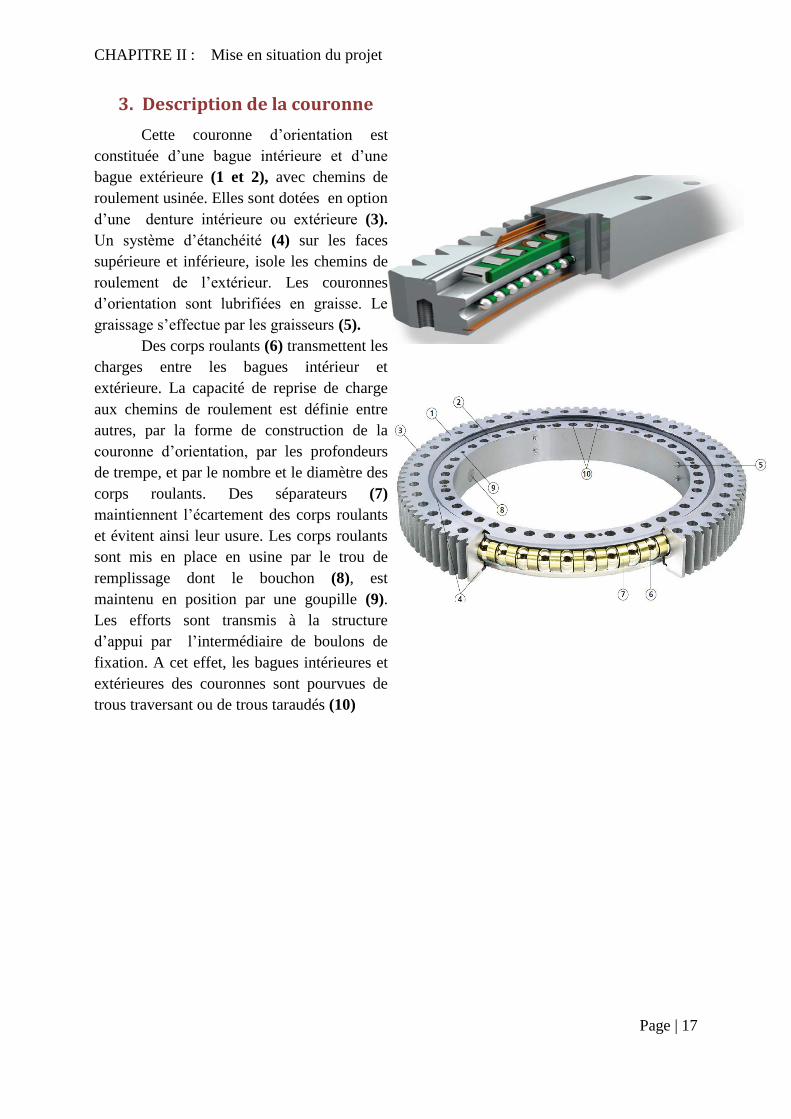
3. Description de la couronne
Cette couronne d’orientation est
constituée d’une bague intérieure et d’une
bague extérieure (1 et 2), avec chemins de
roulement usinée. Elles sont dotées en option
d’une denture intérieure ou extérieure (3).
Un système d’étanchéité (4) sur les faces
supérieure et inférieure, isole les chemins de
roulement de l’extérieur. Les couronnes
d’orientation sont lubrifiées en graisse. Le
graissage s’effectue par les graisseurs (5).
Des corps roulants (6) transmettent les
charges entre les bagues intérieur et
extérieure. La capacité de reprise de charge
aux chemins de roulement est définie entre
autres, par la forme de construction de la
couronne d’orientation, par les profondeurs
de trempe, et par le nombre et le diamètre des
corps roulants. Des séparateurs (7)
maintiennent l’écartement des corps roulants
et évitent ainsi leur usure. Les corps roulants
sont mis en place en usine par le trou de
remplissage dont le bouchon (8), est
maintenu en position par une goupille (9).
Les efforts sont transmis à la structure
d’appui par l’intermédiaire de boulons de
fixation. A cet effet, les bagues intérieures et
extérieures des couronnes sont pourvues de
trous traversant ou de trous taraudés (10)
CHAPITRE II : Mise en situation du projet
Page | 18
III. Analyse de l’effet de dysfonctionnement de la roue-pelle
Il est indispensable de bien évaluer l’existant dans le processus de production. Ainsi
que les risques que peut engendrer la mise hors service de certains équipements névralgiques
de la production. Pour atteindre cet objectif, nous avons eu recours à une méthode rigoureuse
d’analyse qui est MERIDE (Méthode d’évaluation des risques industriels de
dysfonctionnement de l’équipement).
1. La méthode MERIDE
La démarche de la méthode repose sur deux étapes :
L’estimation de la gravité des risques de dysfonctionnement des installations et
équipement :
Cette première phase de l’analyse MERIDE consiste à évaluer quantitativement et
qualitativement la gravité des conséquences des risques des défaillances pouvant survenir aux
différentes installations ou équipements du site. En premier lieu, il faut réaliser une
décomposition technico-fonctionnelle des installations de site, en restant au niveau le plus bas
des machines :
- Fonction
- Equipement
Après pour chaque équipement, on analyse les incidences d’un dysfonctionnement en
les notant de 1 (pas ou peu d’incidence) à 4 (incidence grave ou importante) selon les critères
principaux choisis en fonction des caractéristiques de production.
Exemple :
Tableau 3:Exemple de notation relatif à un critère (sécurité)
Notes
Critères
1 2 3 4
Incidence sécurité
Aucune
incidence
Risque
faible pour
machine
Risq
ue faible
pour homme
Risque
grave pour
homme/ou
machine
La note globale de gravité de risque est obtenue en multipliant toutes les notes les unes
par les autres. On obtient ainsi une échelle de gravité des effets de dysfonctionnement des
équipements. Dans cette échelle, les chiffres n’ont aucune signification, mais c’est la
relativisation entre eux qu’il faut examiner.
CHAPITRE II : Mise en situation du projet
Page | 19
Analyse globale d’évaluation des risques :
Cette étape a pour objectif d’établir une synthèse générale des notes de gravité.
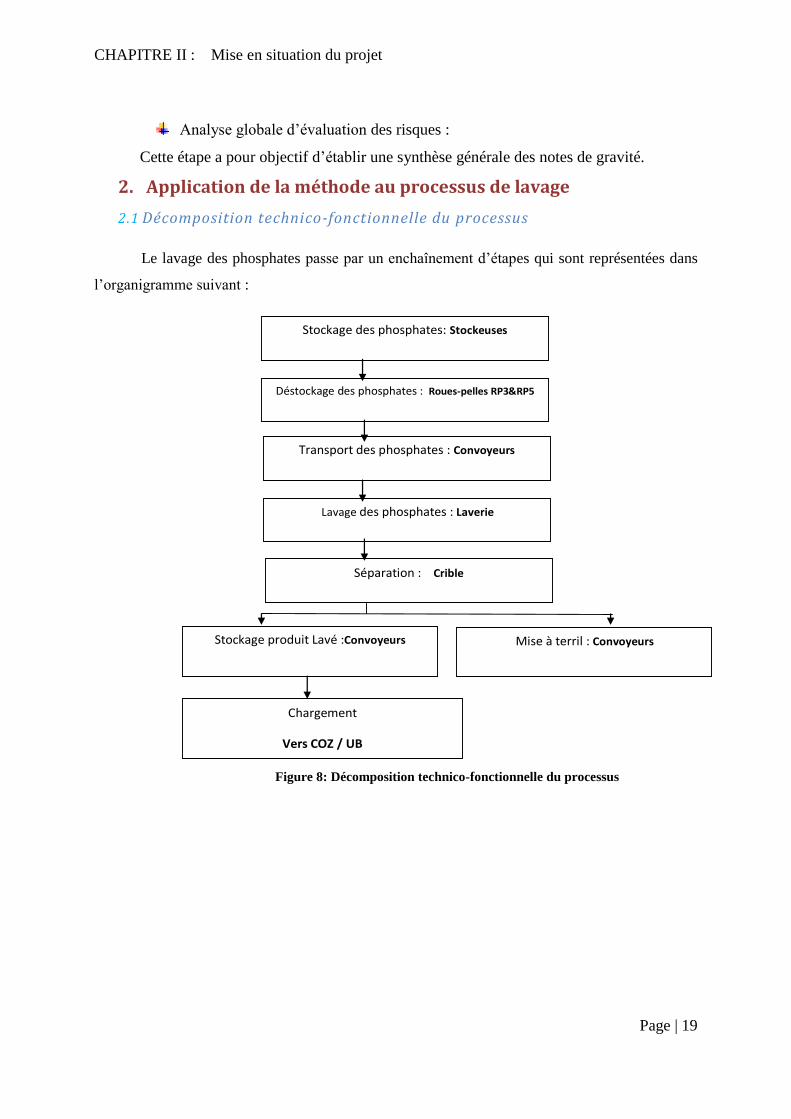
2. Application de la méthode au processus de lavage
2.1 Décomposition technico-fonctionnelle du processus
Le lavage des phosphates passe par un enchaînement d’étapes qui sont représentées dans
l’organigramme suivant :
Figure 8: Décomposition technico-fonctionnelle du processus
Séparation : Crible
Lavage des phosphates : Laverie
Transport des phosphates : Convoyeurs
Déstockage des phosphates : Roues-pelles RP3&RP5
Stockage des phosphates: Stockeuses
Mise à terril : Convoyeurs Stockage produit Lavé :Convoyeurs
Chargement
Vers COZ / UB
CHAPITRE II : Mise en situation du projet
Page | 20
2.2 Les critères de notation
Les critères de notation choisis sont :
- Incidences dysfonctionnement sur la qualité du produit
- Incidences dysfonctionnement sur la quantité et le délai de livraison
- Incidences sur la sécurité des hommes et machines
- Maintenance actuelle
- Documentation existante
- Etat des équipements
2.3 Tableau MERIDE
Le Tableau de notation da la gravité des dysfonctionnements et la fiche que nous avons
réalisée pour le processus d’exploitation du phosphate sont présentés respectivement dans le
tableau 1 et 2 dans les annexes.
Il est à noter que cette notation est faite en présence des agents de service maintenance de la
laverie et du parc ELWAFI.
2.4 Résultat d’analyse
Sur le tableau de notation de la gravité des dysfonctionnements, il s’avère bien que la
phase de déstockage, assurée par les deux roues pelles RP3 et RP5 (disponible au sein du
parc el Wafi), est la plus critique dans le processus de Lavage.
Nous allons présenter, dans la suite, des histogrammes concernant les arrêts
mécaniques du parc El Wafi ainsi que celui des anomalies détectées sur la RP3.
Histogramme d’arrêt des équipements du parc El-Wafi
Nous avons effectué une analyse des historiques sur les équipements du Parc El-Wafi
durant la période (Mars 2003 jusqu’à la fin de Novembre 2010). A partir les fichiers
statistiques des heures des arrêts mécaniques du parc El-Wafi nous obtenons le résultat
suivant :
CHAPITRE II : Mise en situation du projet
Page | 21
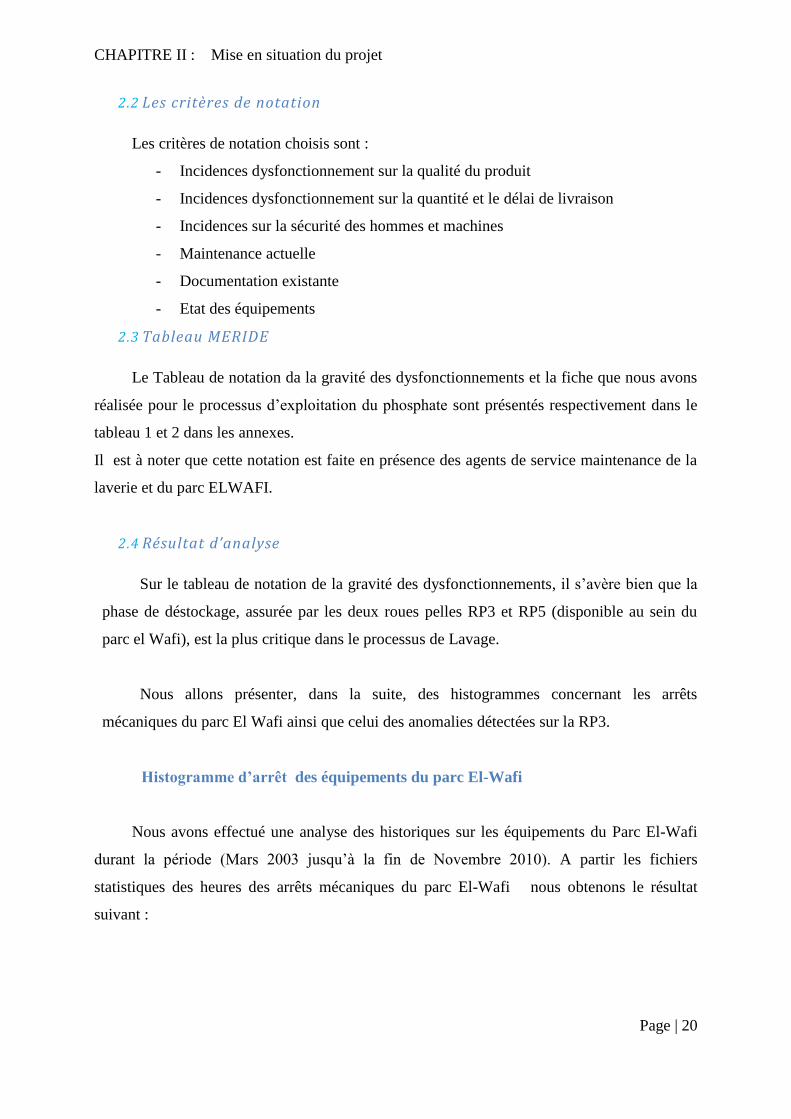
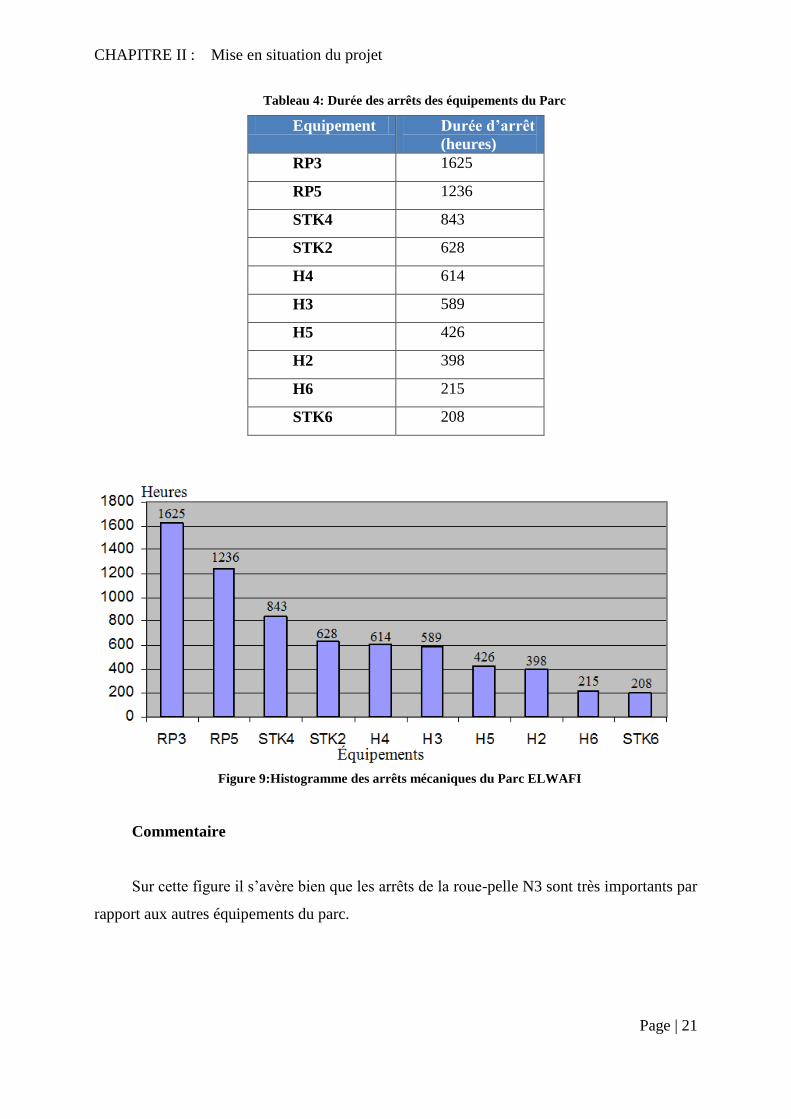
Tableau 4: Durée des arrêts des équipements du Parc
Equipement Durée d’arrêt
(heures)
RP3 1625
RP5 1236
STK4 843
STK2 628
H4 614
H3 589
H5 426
H2 398
H6 215
STK6 208
Commentaire
Sur cette figure il s’avère bien que les arrêts de la roue-pelle N3 sont très importants par
rapport aux autres équipements du parc.
(2001 – fin novembre 2006)
Figure 9:Histogramme des arrêts mécaniques du Parc ELWAFI
CHAPITRE II : Mise en situation du projet
Page | 22
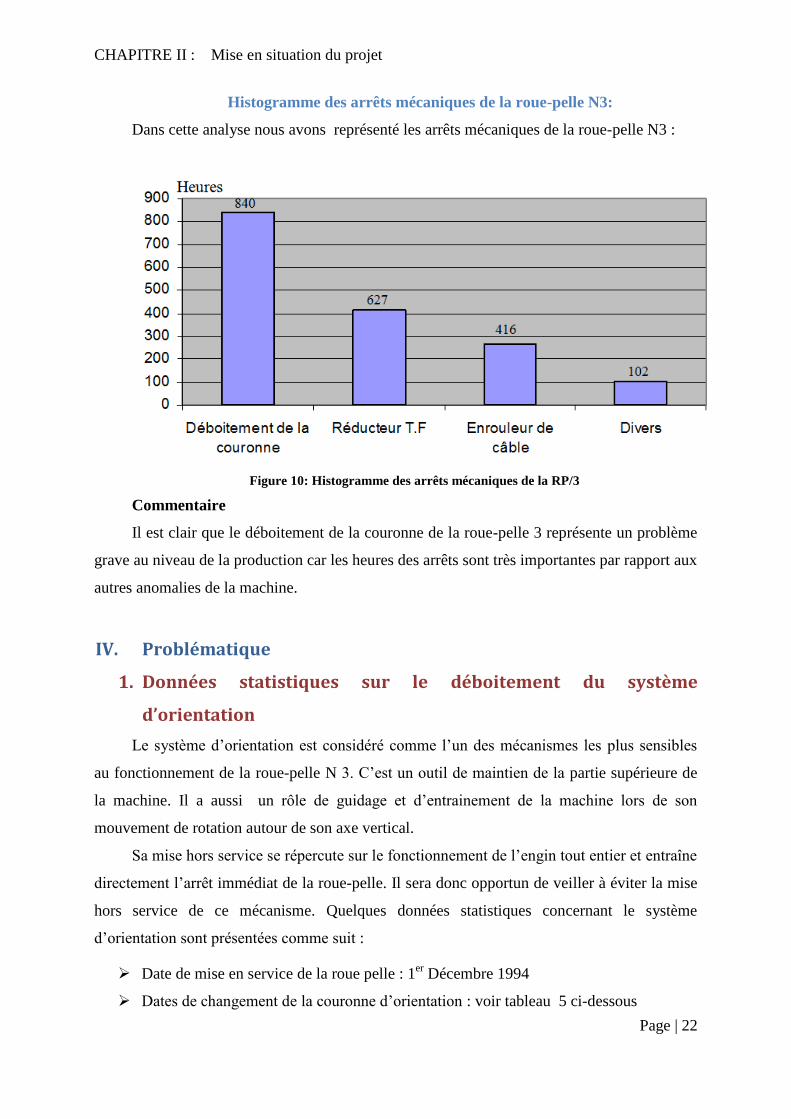
Histogramme des arrêts mécaniques de la roue-pelle N3:
Dans cette analyse nous avons représenté les arrêts mécaniques de la roue-pelle N3 :
Figure 10: Histogramme des arrêts mécaniques de la RP/3
Commentaire
Il est clair que le déboitement de la couronne de la roue-pelle 3 représente un problème
grave au niveau de la production car les heures des arrêts sont très importantes par rapport aux
autres anomalies de la machine.
IV. Problématique
1. Données statistiques sur le déboitement du système
d’orientation
Le système d’orientation est considéré comme l’un des mécanismes les plus sensibles
au fonctionnement de la roue-pelle N 3. C’est un outil de maintien de la partie supérieure de
la machine. Il a aussi un rôle de guidage et d’entrainement de la machine lors de son
mouvement de rotation autour de son axe vertical.
Sa mise hors service se répercute sur le fonctionnement de l’engin tout entier et entraîne
directement l’arrêt immédiat de la roue-pelle. Il sera donc opportun de veiller à éviter la mise
hors service de ce mécanisme. Quelques données statistiques concernant le système
d’orientation sont présentées comme suit :
Date de mise en service de la roue pelle : 1er
Décembre 1994
Dates de changement de la couronne d’orientation : voir tableau 5 ci-dessous
CHAPITRE II : Mise en situation du projet
Page | 23
Tableau 5 : Historique du déboitement de la couronne de la roue pelle N 3
Date Nombre
de jours
Heures
de marche
Motif Durée
d’intervention
22/01/2003 2971 j 53478 h Déboitement de la couronne 20 Jours
26/08/2006 1312 j 23616 h Déboitement de la couronne 10 Jours
16/02/2010 1268 J 22824 h Début de déboitement 5 jours
Avant de pouvoir commenter le tableau, nous devons tout d’abord définir ce problème
de déboitement de la couronne.
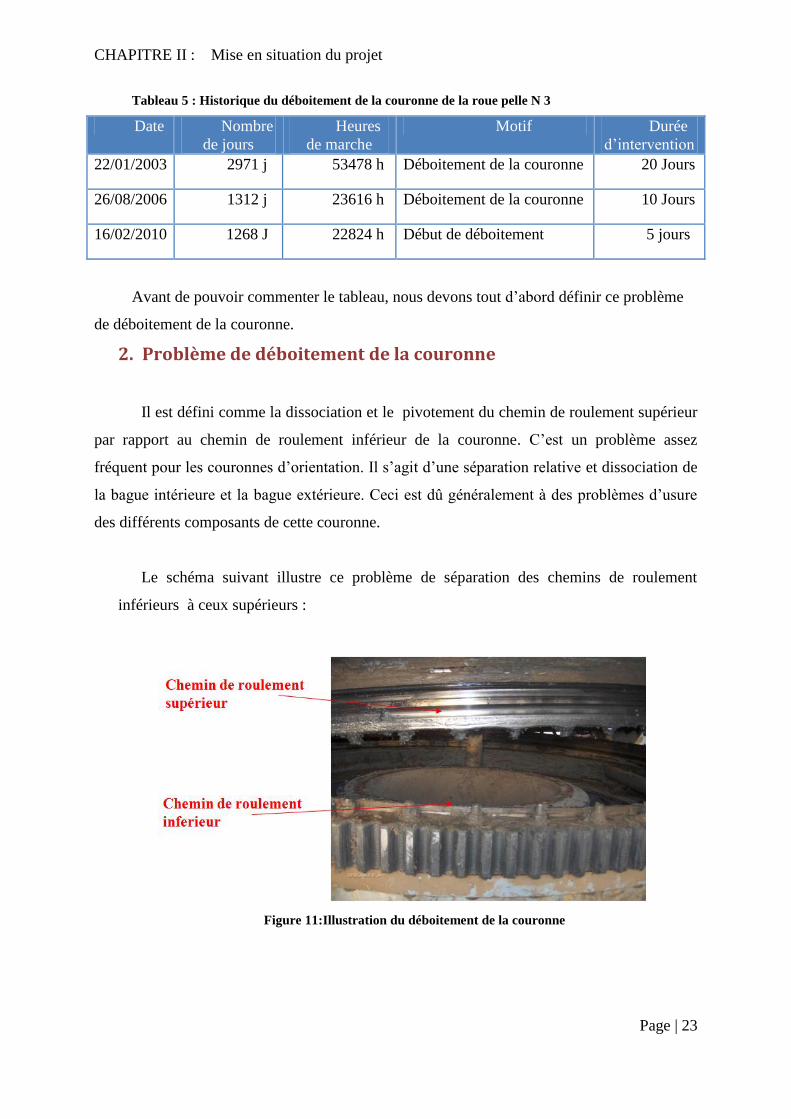
2. Problème de déboitement de la couronne
Il est défini comme la dissociation et le pivotement du chemin de roulement supérieur
par rapport au chemin de roulement inférieur de la couronne. C’est un problème assez
fréquent pour les couronnes d’orientation. Il s’agit d’une séparation relative et dissociation de
la bague intérieure et la bague extérieure. Ceci est dû généralement à des problèmes d’usure
des différents composants de cette couronne.
Le schéma suivant illustre ce problème de séparation des chemins de roulement
inférieurs à ceux supérieurs :
Figure 11:Illustration du déboitement de la couronne
CHAPITRE II : Mise en situation du projet
Page | 24
Commentaire du tableau N 5
Nous remarquons d’après les données citées dans le tableau précédant que le
déboitement de la couronne arrive une fois toutes les trois/quatre années. Alors que le
constructeur des couronnes avait décrit comme durée de vie 8ans dans les conditions
de marche normales. De ce fait, nous avons pu remarquer que ce système de
déboitement présente une défaillance ou anomalie et cause d’énormes pertes lors de
l’arrêt de la machine. A cela s’ajoute la sécurité du personnel et des biens qui est mise
en danger.
L’évaluation de la gravité de ce problème semble extrêmement intéressante. Une mise
en œuvre de ces deux éléments semble être utile dans ce sens :
La sécurité
Les dégâts matériels (en pièces de rechanges et dans la machine elle-même)
2.1 L’enjeu de la sécurité
Il est clair que l’enjeu de la sécurité est dorénavant l’une des priorités de chaque entité
opérant dans l’industrie. Un accident de travail peut coûter énormément à l’entreprise, voire
qu’il sera inchiffrable. C’est dans cette perspective que l’entreprise est appelée à mettre en
place une politique de sécurité et d’engager d’énormes efforts pour limiter au maximum la
gravité des accidents relevés. L’OCP n’en fait pas l’exception. En effet des mesures de
sécurité sont dorénavant une obligation pour les employés que pour les visiteurs des sites.
Au parc ELWAFI, comme sur d’autres sites de l’OCP, la sécurité du personnel constitue
l’une des priorités, et l’un des engins les plus critiques à ce point est la roue-pelle N 3. Le
problème de déboîtement de la couronne peut engendrer d’énormes risques dans ce sens.
Lors de l’apparition de ce problème de déboîtement de la couronne. Le système de
maintien de la partie supérieure de la roue-pelle est mis en danger vu que la couronne joue le
rôle de maintien, de guidage et d’entrainement de la partie supérieure de l’engin.
Du moment que la cabine de conduite se situe à l’extrémité du tapis flèche (au juste
voisinage de la roue à godets), le déboîtement de la couronne d’orientation peut engendrer un
accident mortel du conducteur et du personnel d’entretien présents sur la machine.
Cet enjeu est donc une priorité pour le groupe OCP ainsi que pour tout utilisateur de
l’engin. Des efforts sont alors à déployer pour lutter contre ce problème de déboîtement.
CHAPITRE II : Mise en situation du projet
Page | 25
2.2 L’enjeu des dégâts matériels
Les roues pelle disponibles au sein des sites de l’OCP font partie des superstructures.
La mise hors service par une cause de déboîtement engendre des pertes énormes. Il s’agit d’un
engin qui coûte des Millions de DH. Le problème de déboîtement entraîne la séparation de la
partie supérieure de la partie inférieure, causant ainsi des dégâts qui pourront s’avérer
irréparables. Alors il sera judicieux de pouvoir limiter l’effet du déboîtement pour une
pérennité et une durabilité des biens.
Après avoir élaboré notre problématique, nous allons exposer le cahier de charges
qu’on nous a demandé de respecter.
V. Cahier des charges
Nous allons présenter le cahier des charges qui nous a été confié :
1- Faire une étude de la situation actuelle et dégager la criticité du problème (chose que
nous avons essayé de faire dans la présente partie)
2- Mener une étude AMDEC du système d’orientation pour dégager les éventuelles
pannes et leurs causes, à savoir le défaut de déboitement de la couronne.
3- Etudie la possibilité d’adapter un autre type de couronne d’orientation à l’instar des
autres roues pelles de l’OCP.
4- Faire l’étude d’un système de contrôle ou de protection contre l’apparition de ce
problème
Conclusion
Ces enjeux sont, entre autres, des indicateurs puissants qui révèlent qu’en aucun cas il
sera tolérable de voir une roue pelle à l’arrêt suite à un problème de déboitement de la
couronne d’orientation. Donc une maitrise parfaite de la situation et des éléments clés de ce
mécanisme est nécessaire pour la suite. On sera ensuite amené à effectuer une étude détaillée
sur les différentes causes du problème de déboîtement de la couronne, ce qui revient à mettre
au plan les historiques des différentes pannes relevées au système d’orientation pour qu’une
étude AMDEC vienne mettre le point sur les réelles causes de ce problème et y amener
d’éventuelles propositions.
Page | 26
Chapitre III : Analyse qualitative de la
problématique
Chapitre III : Analyse qualitative de la problématique
Page | 27
Introduction :
Dans cette partie et comme nous l’avons signalé, nous allons effectuer une étude
AMDEC du système d’orientation pour dégager les défaillances les plus critiques. Nous
allons tout d’abord présenter la méthode AMDEC, ensuite nous allons effectuer un découpage
fonctionnel de notre système. Après avoir construit la grille AMDEC, nous présentons tout de
même le diagramme d’Ishikawa sur la défaillance la plus critique. Enfin nous présenteront les
recommandations à engager pour les autres anomalies relevées.
I. Etude AMDEC
1. Présentation de la méthode AMDEC
L’Analyse des Modes de Défaillance, leur Effets et leur Criticité (AMDEC) est une
méthode qui consiste à identifier d’une façon inductive et systématique les risques de
défaillance d’un système, puis d’estimer les risques liés à l’apparition de ces défaillances, afin
d’engager les actions correctives à apporter au dispositif.
L’AMDEC, par l’évaluation de la criticité des conséquences des défaillances, permet
de les classer par importance et de préparer un plan d’action visant à optimiser le moyen de
production et, ainsi, à réduire la criticité (actions sur la probabilité d’apparition de la
défaillance et/ou sur la gravité de la conséquence).
Les types d’AMDEC
Il existe principalement trois types d’AMDEC, qui sont :
1. AMDEC PRODUIT : Recherche des modes de défaillances du produit engagés par
sa conception.
Méthode : Etudier les plans d’un produit afin de détecter préventivement les situations
qui peuvent conduire à une fonction non réalisée ou mal réalisée.
2. AMDEC POCESS : Recherche des défauts engendrés par le procédé sur le produit.
Méthode : Recherche dans une gamme de fabrication l’ensemble des
situations qui peuvent engendrer des produits défectueux.
3. AMDEC MOYEN DE PRODUTION : concerne le moyen de production
(machine, équipement, etc.) et vise le (zéro défaut, zéro panne) en agissant sur les
causes.
Chapitre III : Analyse qualitative de la problématique
Page | 28
Or, l’objectif de notre travail c’est d’améliorer la disponibilité de la roue-pelle N
3 en améliorant la disponibilité de son système d’orientation. C’est dans cette
perspective qu’on va appliquer l’AMDEC MOYEN DE PRODUCTION à ce système
d’orientation de la roue-pelle N3.
Les buts de la méthode : AMDEC MOYEN DE PRODUCTION
Les objectifs visés en adoptant cette méthode sont :
Identifier les causes de défaillances
Identifier leurs effets
Hiérarchiser les défaillances par une notation
Apporter des actions correctives
Et ceci afin de :
Diminuer le taux de panne.
Augmenter la disponibilité (par l’amélioration de la fiabilité et de la
maintenabilité).
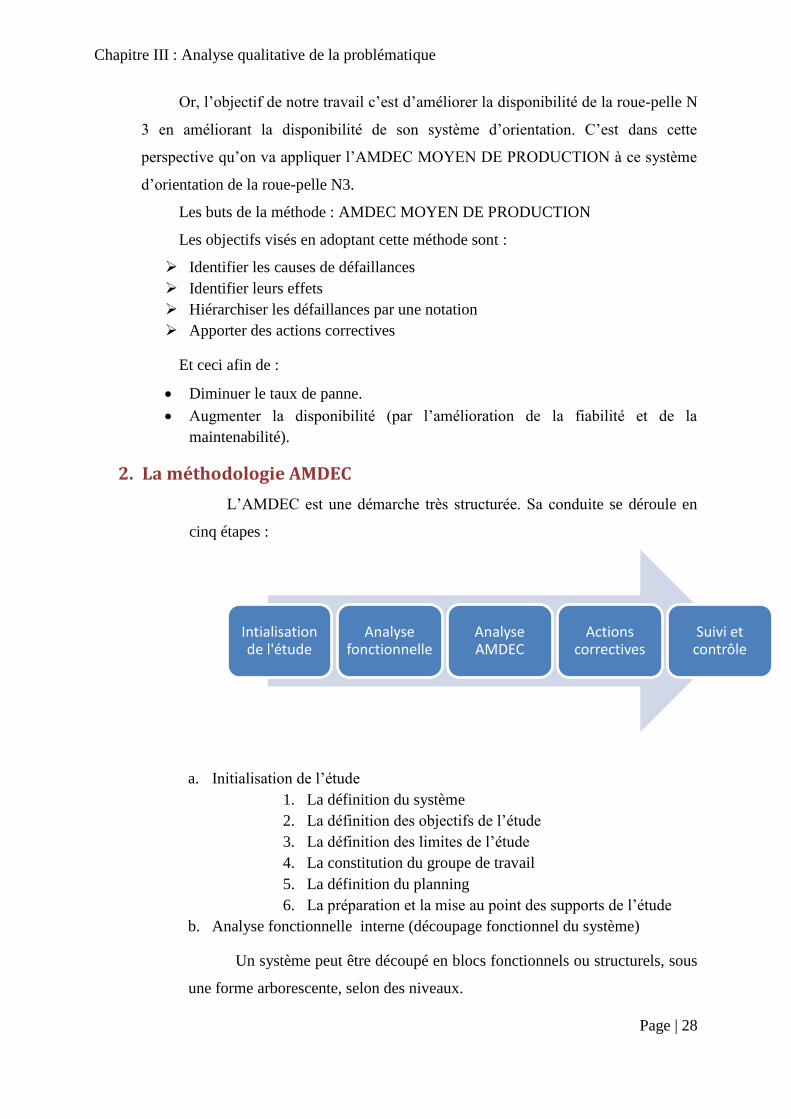
2. La méthodologie AMDEC
L’AMDEC est une démarche très structurée. Sa conduite se déroule en
cinq étapes :
a. Initialisation de l’étude
1. La définition du système
2. La définition des objectifs de l’étude
3. La définition des limites de l’étude
4. La constitution du groupe de travail
5. La définition du planning
6. La préparation et la mise au point des supports de l’étude
b. Analyse fonctionnelle interne (découpage fonctionnel du système)
Un système peut être découpé en blocs fonctionnels ou structurels, sous
une forme arborescente, selon des niveaux.
Intialisation de l'étude
Analyse fonctionnelle
Analyse AMDEC
Actions correctives
Suivi et contrôle
Chapitre III : Analyse qualitative de la problématique
Page | 29
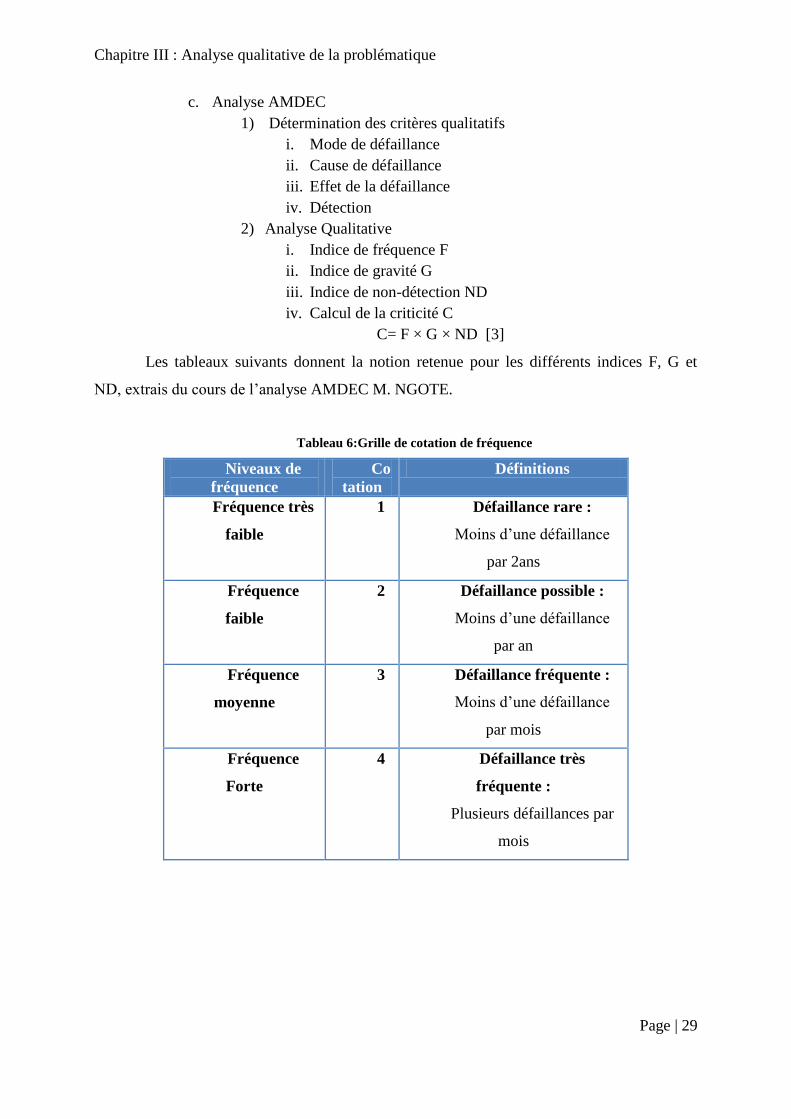
c. Analyse AMDEC
1) Détermination des critères qualitatifs
i. Mode de défaillance
ii. Cause de défaillance
iii. Effet de la défaillance
iv. Détection
2) Analyse Qualitative
i. Indice de fréquence F
ii. Indice de gravité G
iii. Indice de non-détection ND
iv. Calcul de la criticité C
C= F × G × ND [3]
Les tableaux suivants donnent la notion retenue pour les différents indices F, G et
ND, extrais du cours de l’analyse AMDEC M. NGOTE.
Tableau 6:Grille de cotation de fréquence
Niveaux de
fréquence
Co
tation
Définitions
Fréquence très
faible
1 Défaillance rare :
Moins d’une défaillance
par 2ans
Fréquence
faible
2 Défaillance possible :
Moins d’une défaillance
par an
Fréquence
moyenne
3 Défaillance fréquente :
Moins d’une défaillance
par mois
Fréquence
Forte
4 Défaillance très
fréquente :
Plusieurs défaillances par
mois
Chapitre III : Analyse qualitative de la problématique
Page | 30
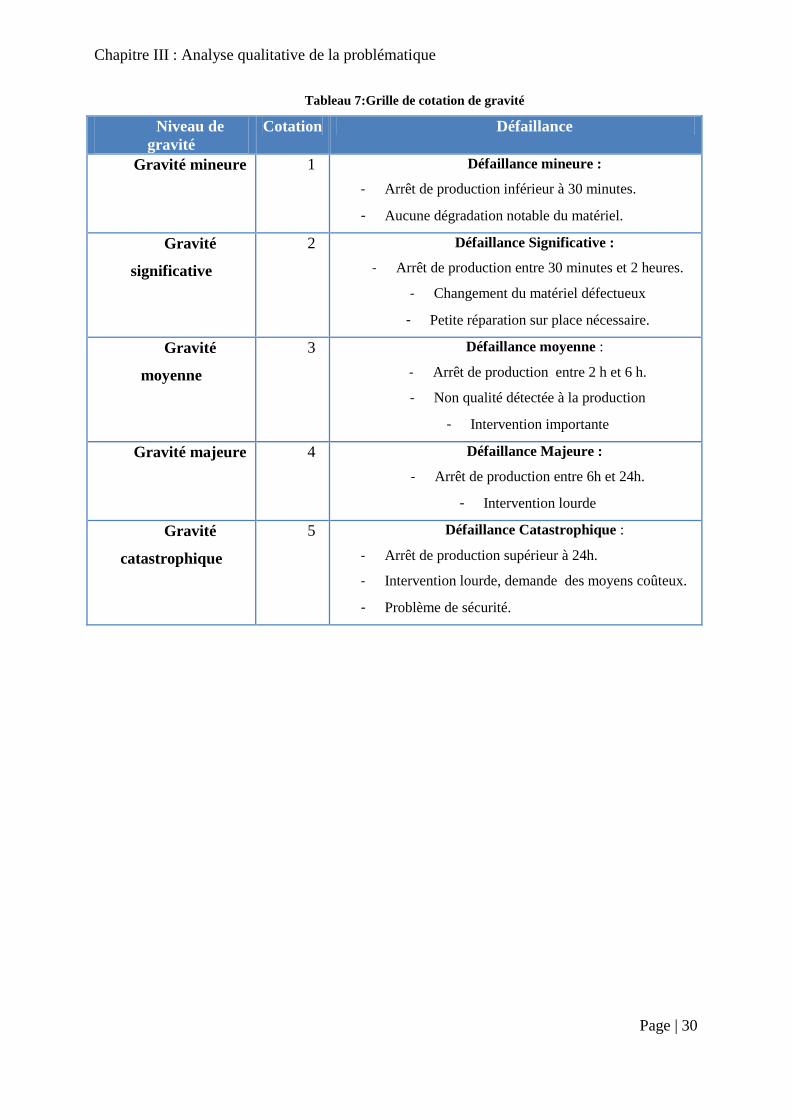
Tableau 7:Grille de cotation de gravité
Niveau de
gravité
Cotation Défaillance
Gravité mineure 1 Défaillance mineure :
- Arrêt de production inférieur à 30 minutes.
- Aucune dégradation notable du matériel.
Gravité
significative
2 Défaillance Significative :
- Arrêt de production entre 30 minutes et 2 heures.
- Changement du matériel défectueux
- Petite réparation sur place nécessaire.
Gravité
moyenne
3 Défaillance moyenne :
- Arrêt de production entre 2 h et 6 h.
- Non qualité détectée à la production
- Intervention importante
Gravité majeure 4 Défaillance Majeure :
- Arrêt de production entre 6h et 24h.
- Intervention lourde
Gravité
catastrophique
5 Défaillance Catastrophique :
- Arrêt de production supérieur à 24h.
- Intervention lourde, demande des moyens coûteux.
- Problème de sécurité.
Chapitre III : Analyse qualitative de la problématique
Page | 31
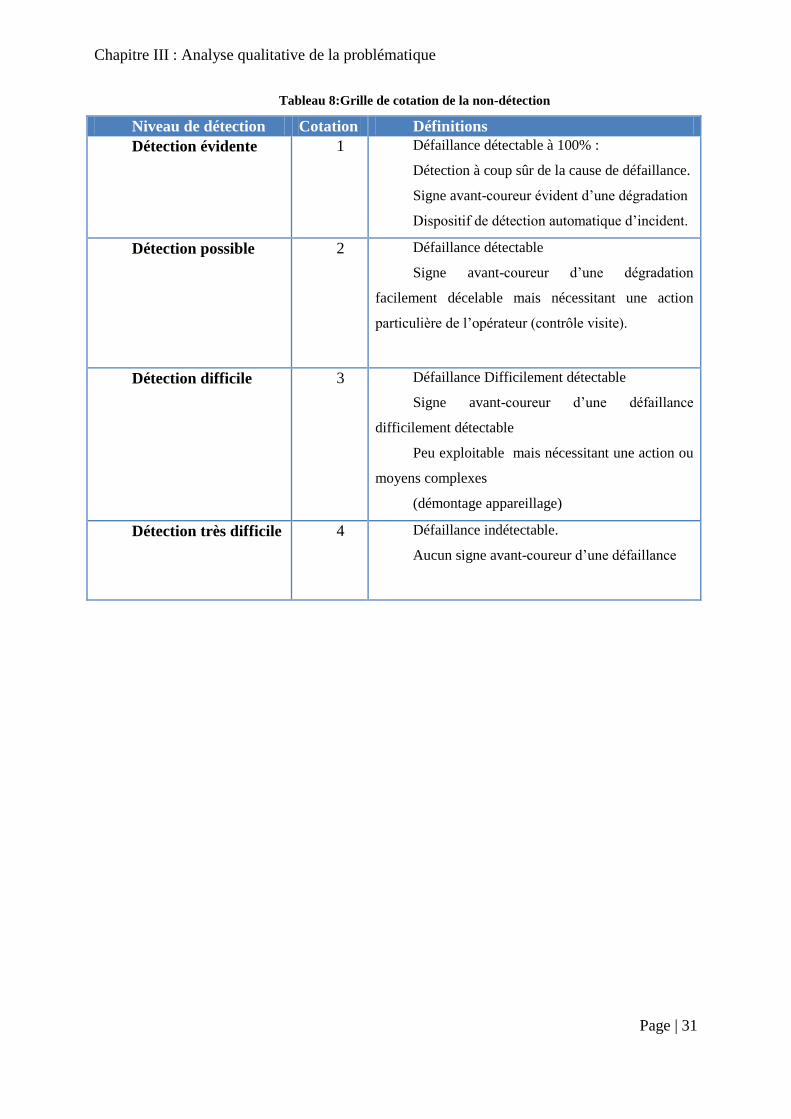
Tableau 8:Grille de cotation de la non-détection
Niveau de détection Cotation Définitions
Détection évidente 1 Défaillance détectable à 100% :
Détection à coup sûr de la cause de défaillance.
Signe avant-coureur évident d’une dégradation
Dispositif de détection automatique d’incident.
Détection possible 2 Défaillance détectable
Signe avant-coureur d’une dégradation
facilement décelable mais nécessitant une action
particulière de l’opérateur (contrôle visite).
Détection difficile 3 Défaillance Difficilement détectable
Signe avant-coureur d’une défaillance
difficilement détectable
Peu exploitable mais nécessitant une action ou
moyens complexes
(démontage appareillage)
Détection très difficile 4 Défaillance indétectable.
Aucun signe avant-coureur d’une défaillance
Chapitre III : Analyse qualitative de la problématique
Page | 32
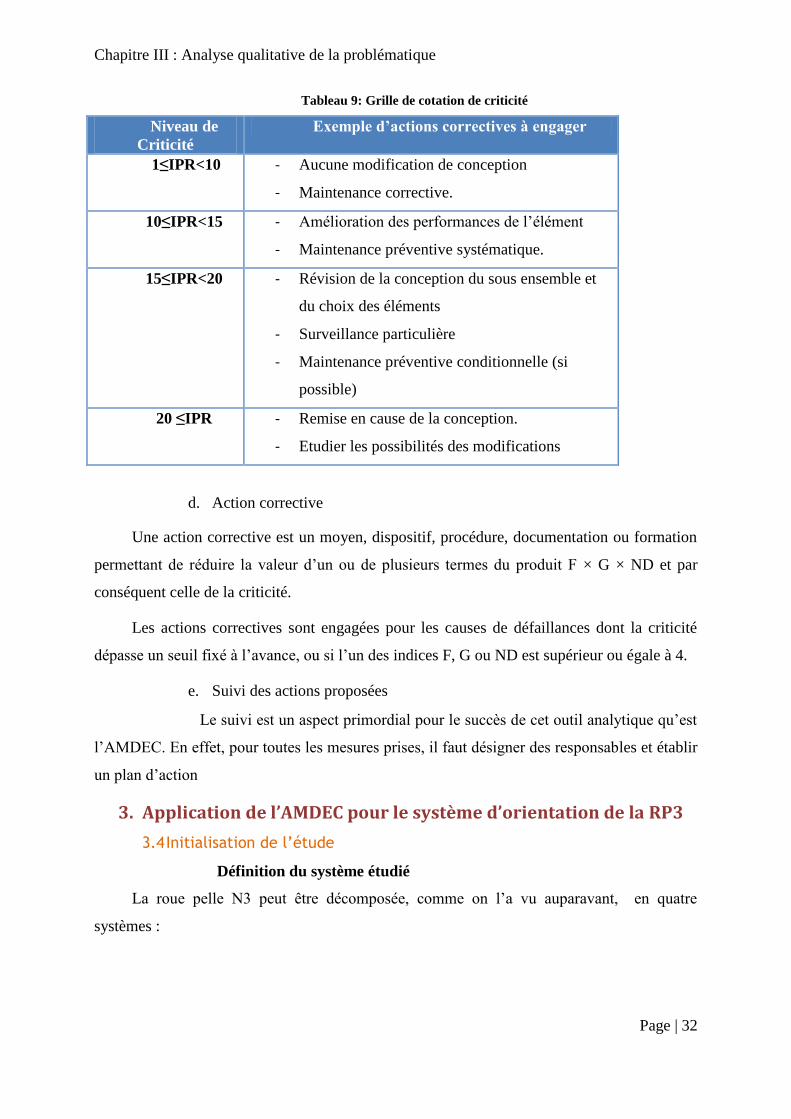
Tableau 9: Grille de cotation de criticité
Niveau de
Criticité
Exemple d’actions correctives à engager
1≤IPR<10 - Aucune modification de conception
- Maintenance corrective.
10≤IPR<15 - Amélioration des performances de l’élément
- Maintenance préventive systématique.
15≤IPR<20 - Révision de la conception du sous ensemble et
du choix des éléments
- Surveillance particulière
- Maintenance préventive conditionnelle (si
possible)
20 ≤IPR - Remise en cause de la conception.
- Etudier les possibilités des modifications
d. Action corrective
Une action corrective est un moyen, dispositif, procédure, documentation ou formation
permettant de réduire la valeur d’un ou de plusieurs termes du produit F × G × ND et par
conséquent celle de la criticité.
Les actions correctives sont engagées pour les causes de défaillances dont la criticité
dépasse un seuil fixé à l’avance, ou si l’un des indices F, G ou ND est supérieur ou égale à 4.
e. Suivi des actions proposées
Le suivi est un aspect primordial pour le succès de cet outil analytique qu’est
l’AMDEC. En effet, pour toutes les mesures prises, il faut désigner des responsables et établir
un plan d’action
3. Application de l’AMDEC pour le système d’orientation de la RP3
3.4 Initialisation de l’étude
Définition du système étudié
La roue pelle N3 peut être décomposée, comme on l’a vu auparavant, en quatre
systèmes :
Chapitre III : Analyse qualitative de la problématique
Page | 33
Système de translation
Système d’orientation
Système de levage
Système Tapis flèche
L’enjeu de la sécurité peut être, entre autres, l’un des facteurs incitant à limiter l’étude
sur le système d’orientation.
Objectifs de l’étude
Le but de cette étude est d’améliorer la disponibilité de la roue pelle en agissant sur le
système d’orientation. Et ce en réduisant d’une part le temps d’indisponibilité après
défaillance et en minimisant d’autre part le nombre de défaillance.
Limitation de l’étude
Notre étude sera faite uniquement sur le système d’orientation et traitera les différentes
pannes que connait ce système.
Constitution du groupe de travail
Nous avons constitué le groupe de travail avec les chefs d’ateliers des services
mécanique, électrique de la laverie, ainsi que d’autre personnel présent sur le parc ELWAFI.
La préparation et la mise au point des supports de l’étude
Nous avons collecté les différents documents qui peuvent nous aider à faire une étude
minutieuse pour ce système d’orientation à savoir :
Les dessins d’ensemble du système d’orientation
Le dossier maintenance (historique des pannes)
Les grilles AMDEC
Des barèmes de cotation de la criticité
L’analyse fonctionnelle
L’arborescence est l’une des méthodes de l’analyse fonctionnelle, elle est
utilisée pour décrire la structure matérielle d’une machine ou d’un système. La
décomposition du système d’orientation est donnée par la figure suivante :
3.5 Découpage fonctionnel du système d’orientation
La figure 1 dans les annexes représente la décomposition fonctionnelle de ce
mécanisme.
3.6 Grille AMDEC
Le tableau 3 dans les annexes présente la grille AMDEC de ce système.
Chapitre III : Analyse qualitative de la problématique
Page | 34
Afin de donner une idée sur les différentes causes qui agissent sur l’usure de la
couronne d’orientation, nous avons pensé à établir le diagramme d’Ishikawa pour cette
défaillance majeure relevée par notre étude AMDEC. Nous allons présenter cette
méthode, ensuite nous allons constituer notre diagramme.
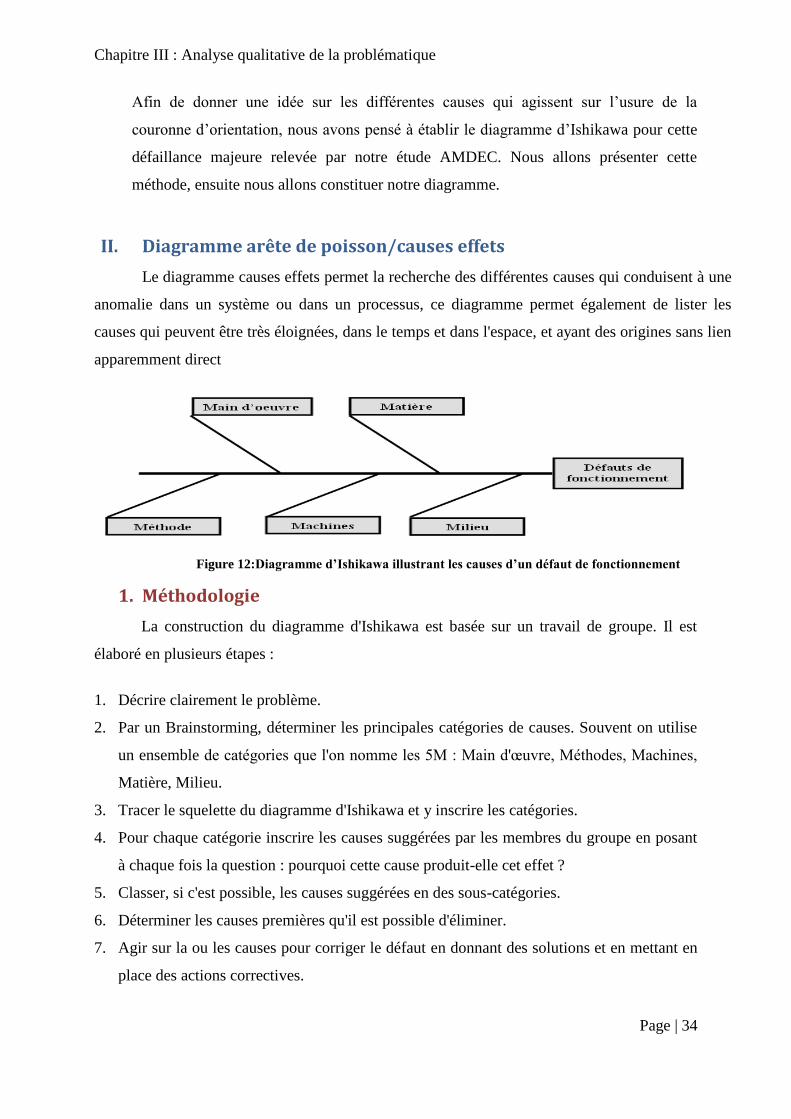
II. Diagramme arête de poisson/causes effets
Le diagramme causes effets permet la recherche des différentes causes qui conduisent à une
anomalie dans un système ou dans un processus, ce diagramme permet également de lister les
causes qui peuvent être très éloignées, dans le temps et dans l'espace, et ayant des origines sans lien
apparemment direct
1. Méthodologie
La construction du diagramme d'Ishikawa est basée sur un travail de groupe. Il est
élaboré en plusieurs étapes :
1. Décrire clairement le problème.
2. Par un Brainstorming, déterminer les principales catégories de causes. Souvent on utilise
un ensemble de catégories que l'on nomme les 5M : Main d'œuvre, Méthodes, Machines,
Matière, Milieu.
3. Tracer le squelette du diagramme d'Ishikawa et y inscrire les catégories.
4. Pour chaque catégorie inscrire les causes suggérées par les membres du groupe en posant
à chaque fois la question : pourquoi cette cause produit-elle cet effet ?
5. Classer, si c'est possible, les causes suggérées en des sous-catégories.
6. Déterminer les causes premières qu'il est possible d'éliminer.
7. Agir sur la ou les causes pour corriger le défaut en donnant des solutions et en mettant en
place des actions correctives.
Figure 12:Diagramme d’Ishikawa illustrant les causes d’un défaut de fonctionnement
Chapitre III : Analyse qualitative de la problématique
Page | 35
Dans notre cas, l'objectif est de réduire le temps d’arrêt du système d’orientation et plus
particulièrement la couronne d’orientation. Ce problème est dû à plusieurs causes qui peuvent
être classées en cinq types et qui seront détaillées dans le diagramme causes- effets du:
Système d’orientation (couronne) ;
2. Application au système d’orientation
Le diagramme d’Ishikawa réalisé pour l’usure de la couronne représenté dans La figure
3 en annexes.
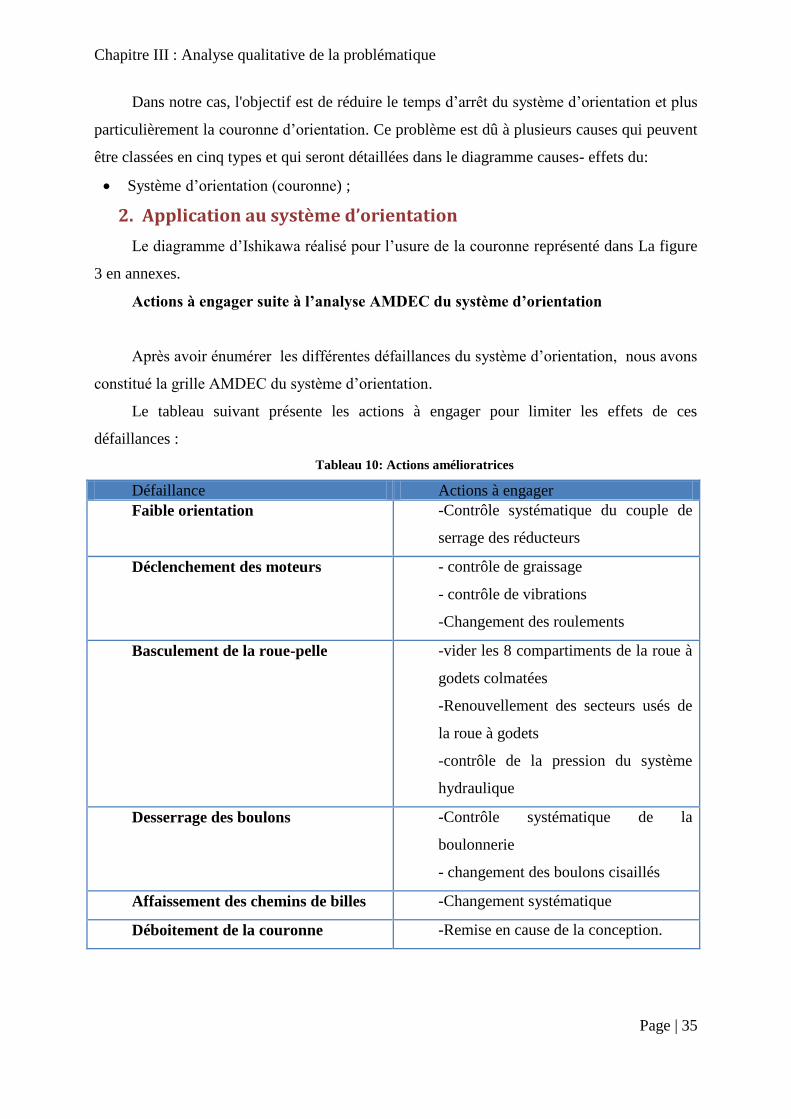
Actions à engager suite à l’analyse AMDEC du système d’orientation
Après avoir énumérer les différentes défaillances du système d’orientation, nous avons
constitué la grille AMDEC du système d’orientation.
Le tableau suivant présente les actions à engager pour limiter les effets de ces
défaillances :
Tableau 10: Actions amélioratrices
Défaillance Actions à engager
Faible orientation -Contrôle systématique du couple de
serrage des réducteurs
Déclenchement des moteurs - contrôle de graissage
- contrôle de vibrations
-Changement des roulements
Basculement de la roue-pelle -vider les 8 compartiments de la roue à
godets colmatées
-Renouvellement des secteurs usés de
la roue à godets
-contrôle de la pression du système
hydraulique
Desserrage des boulons -Contrôle systématique de la
boulonnerie
- changement des boulons cisaillés
Affaissement des chemins de billes -Changement systématique
Déboitement de la couronne -Remise en cause de la conception.
Page | 36
Le tableau ci-dessus montre les actions à prendre pour diminuer la gravité de ces
défaillances. Il est à noter que le problème de déboitement présente la criticité majeure et les
actions à engager pour cette défaillance seront traitées dans la suite de notre rapport..
Conclusion
Cette partie de notre sujet s’est focalisé sur l’étude du système d’orientation. Nous
avons mené une étude AMDEC de ce mécanisme de la roue pelle vu son immense importance
dans le fonctionnement de la roue-pelle ainsi que le problème de sécurité que peut engendrer
toute défaillance au niveau de ce système. Nous avons pu conclure que le problème de
déboitement de la couronne d’orientation présente la criticité la plus importante et nécessite
ainsi une intervention au niveau de la conception. La partie suivante de notre sujet vient
répondre à ce point en faisant une étude sur la possibilité d’adaptation d’un autre type de
couronne à l’instar des autres roues pelles.
Page | 37
Chapitre IV : Etude de la possibilité
d’adaptation d’une nouvelle couronne
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 38
Introduction
Après avoir mené l’analyse AMDEC dans la partie précédente, nous avons pu relever
que la défaillance majeure qui présente la criticité la plus élevée est celle du déboitement de
la couronne d’orientation. Nous serons en mesure de manifester dans la présente partie des
remèdes à ce défaut.
Nous allons entamer notre vérification de l’adaptation dans les étapes suivantes :
Illustrer la défaillance de l’usure du chemin inférieur des billes
Présenter notre solution de l’adaptation à travers les étapes suivantes :
Choix de la couronne à adapter
Comparaison dimensionnelle des caractéristiques des deux
couronnes
Vérification de la résistance à la rotation par le biais du calcul des
couples moteur et résistant
Evaluation et comparaison des charges tangentielles admissibles
pour les deux types de couronnes.
Vérification de la résistance de l’arbre d’entrainement à la torsion
Vérification de la résistance de de l’arbre à la flexion après
l’élongation prévue.
Vérification du phénomène des effets de bords sur la denture de la
couronne.
Nous allons ensuite pouvoir conclure sur la possibilité d’adaptation, en présentant les
éventuelles recommandations d’adaptation.
I. Illustration de l’usure des chemins de billes
Nous avons remarqué d’après cette analyse des défaillances que l’usure des chemins de
billes constitue une des causes les plus critiques dans ce mécanisme d’orientation.
Nous avons ainsi jugé judicieux d’expliciter ce problème d’usure à travers la figure
comparative suivante :

Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 39
Figure 13:Schéma de l’usure normale et l’usure avancée de la couronne d’orientation
Commentaire
En fonctionnement nominal décrit par le constructeur de la roue pelle, l’usure relevée
sur les chemins de billes fait partie des défaillances courantes et qui nécessite un contrôle
permanent avant d’atteindre la durée de vie de 8 ans. Or la deuxième figure présente une
défaillance inhabituelle à savoir l’usure ou la fissuration des chemins de billes. Cette
fissuration entraine la dégradation totale du matériau de la partie supérieure. Alors en
présence des charges de fonctionnement de la partie supérieure de la roue pelle, la couronne
d’orientation ne remplit plus sa fonction de maintien, causant ainsi la dissociation et le
pivotement du chemin de roulement supérieure par rapport au chemin de roulement inférieure
de la couronne.
La figure suivante présente une simulation de la dissociation de ces deux parties de la
couronne d’orientation :
Usure normale dans tous les sens Usure avancée causant le
déboitement
Bague
supérieure Bague
inférieure
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 40
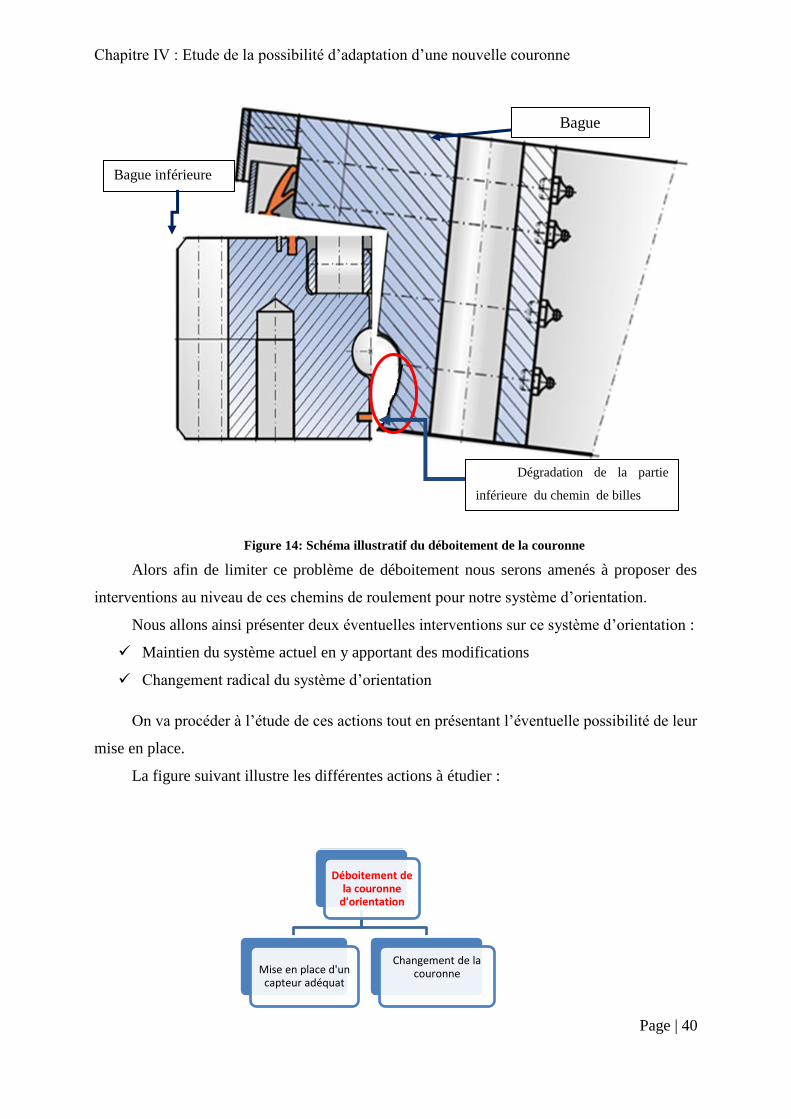
Figure 14: Schéma illustratif du déboitement de la couronne
Alors afin de limiter ce problème de déboitement nous serons amenés à proposer des
interventions au niveau de ces chemins de roulement pour notre système d’orientation.
Nous allons ainsi présenter deux éventuelles interventions sur ce système d’orientation :
Maintien du système actuel en y apportant des modifications
Changement radical du système d’orientation
On va procéder à l’étude de ces actions tout en présentant l’éventuelle possibilité de leur
mise en place.
La figure suivant illustre les différentes actions à étudier :
Déboitement de la couronne
d'orientation
Mise en place d'un capteur adéquat
Changement de la couronne
Dégradation de la partie
inférieure du chemin de billes
Bague
supérieure
Bague inférieure

Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 41
Dans le présent chapitre, nous allons traiter la possibilité de l’adaptation et du
changement de la couronne actuelle, tandis que l’apport au système actuel sera traité dans le
chapitre suivant où nous allons concevoir un capteur adéquat.
Possibilité d’adaptation
Suite aux deux incidents de déboîtement de la partie mobile de la couronne
d’orientation de la Roue-pelle H3 du parc El Wafi, survenus respectivement en date du
21/01/2003 et 26/08/2006, et celle du 16/02/2010. Il a été nécessaire de pouvoir limiter ce
problème. Notre objectif du choix de la solution a été bien entendu d’assurer la sécurité du
personnel et des biens, mais sans oublier de pouvoir atteindre la durée de vie nominale décrite
par le constructeur qui est 8 ans. Nous avons ainsi mené une étude sur la possibilité
d’adaptation d’un autre type de couronne à l’instar des autre roues pelle disponibles sur les
sites de l’OCP.
II. Choix du type de couronne
1. Critères de choix
Le critère le plus critique de notre choix a été d’assurer une couronne qui est moins
sujette au problème d’usure des chemins de roulements, cause essentielle du phénomène de
déboitement.
Pour satisfaire cet objectif, nous avons choisi la couronne à trois rangées pour les
critères suivants :
Durée de vie élevée (8ans décrite par le constructeur)
Forte capacité de reprise des charges axiales, cause principale du déboitement
Possibilité de logement de la couronne puisque les deux couronnes ont le même
diamètre.
Les deux couronnes ont le même nombre de boulons de fixation et nous n’aurons
besoin que d’utiliser les boulons de la nouvelle importée.
C’est dans cette lumière qu’on a décidé d’étudier la possibilité d’adapter une couronne
avec trois rouleaux dont deux sont horizontales et un vertical. La figure N 15 donne une
meilleure illustration de ce choix :
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 42
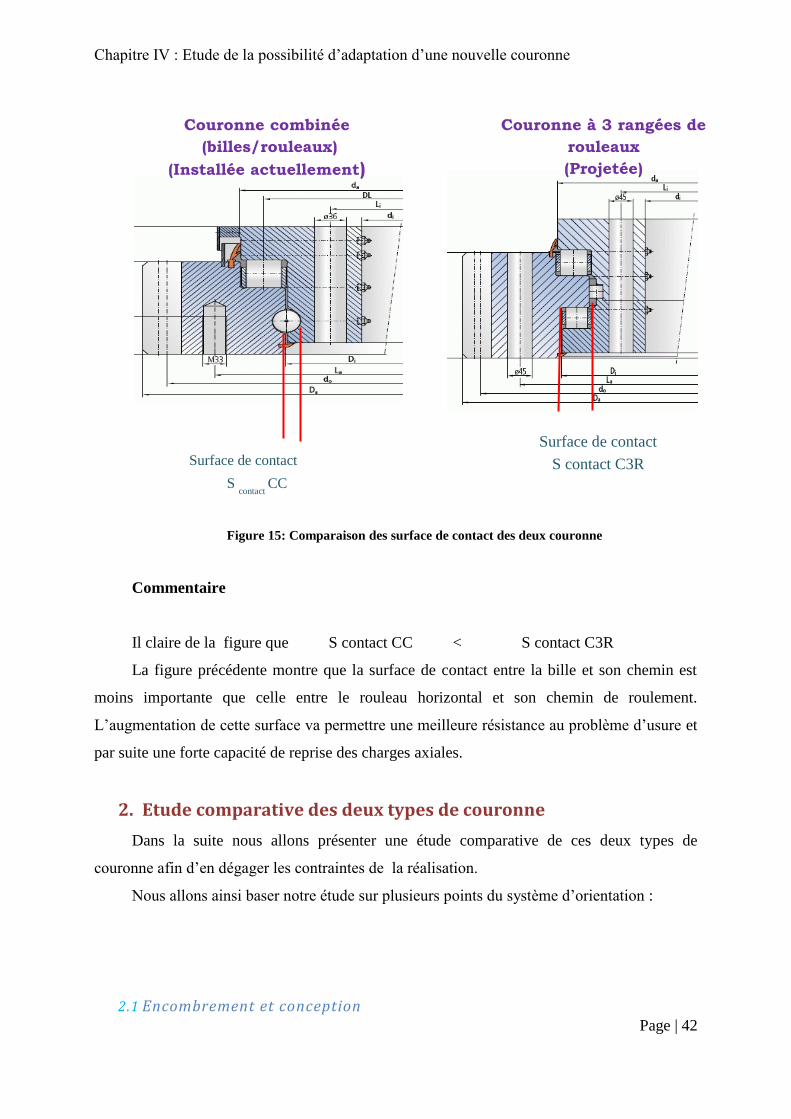
Figure 15: Comparaison des surface de contact des deux couronne
Commentaire
Il claire de la figure que S contact CC < S contact C3R
La figure précédente montre que la surface de contact entre la bille et son chemin est
moins importante que celle entre le rouleau horizontal et son chemin de roulement.
L’augmentation de cette surface va permettre une meilleure résistance au problème d’usure et
par suite une forte capacité de reprise des charges axiales.
2. Etude comparative des deux types de couronne
Dans la suite nous allons présenter une étude comparative de ces deux types de
couronne afin d’en dégager les contraintes de la réalisation.
Nous allons ainsi baser notre étude sur plusieurs points du système d’orientation :
2.1 Encombrement et conception
Surface de contact
S contact C3R Surface de contact
S contact
CC
Couronne combinée
(billes/rouleaux)
(Installée actuellement)
Couronne à 3 rangées de
rouleaux
(Projetée)
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 43
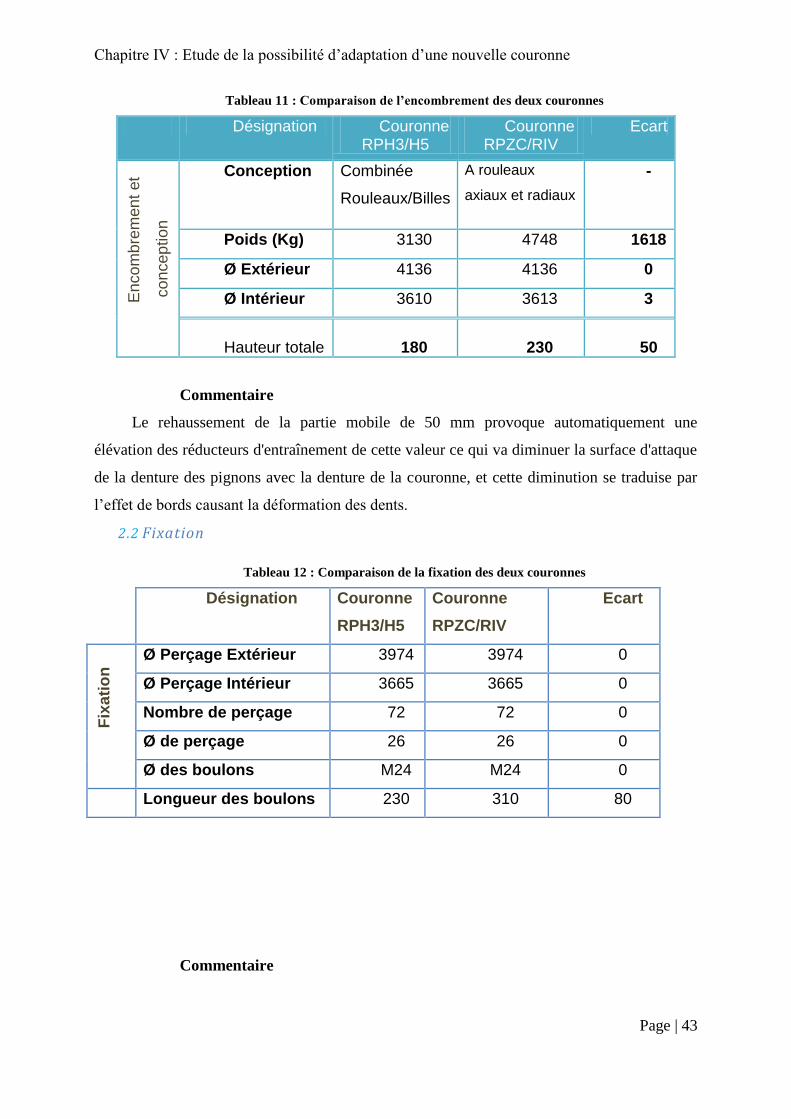
Tableau 11 : Comparaison de l’encombrement des deux couronnes
Désignation Couronne RPH3/H5
Couronne RPZC/RIV
Ecart E
nco
mb
rem
en
t et
co
ncep
tio
n
Conception Combinée
Rouleaux/Billes
A rouleaux
axiaux et radiaux
-
Poids (Kg) 3130 4748 1618
Ø Extérieur 4136 4136 0
Ø Intérieur 3610 3613 3
Hauteur totale
180
230
50
Commentaire
Le rehaussement de la partie mobile de 50 mm provoque automatiquement une
élévation des réducteurs d'entraînement de cette valeur ce qui va diminuer la surface d'attaque
de la denture des pignons avec la denture de la couronne, et cette diminution se traduise par
l’effet de bords causant la déformation des dents.
2.2 Fixation
Tableau 12 : Comparaison de la fixation des deux couronnes
Désignation Couronne
RPH3/H5
Couronne
RPZC/RIV
Ecart
Fix
ati
on
Ø Perçage Extérieur 3974 3974 0
Ø Perçage Intérieur 3665 3665 0
Nombre de perçage 72 72 0
Ø de perçage 26 26 0
Ø des boulons M24 M24 0
Longueur des boulons 230 310 80
Commentaire
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 44
Les trous de perçage et les boulons de fixation de la partie intérieure et
extérieure de la couronne sont de même type (M24, 72 trous Ø26) mais il y a une
différence de longueur des boulons de 80 mm.
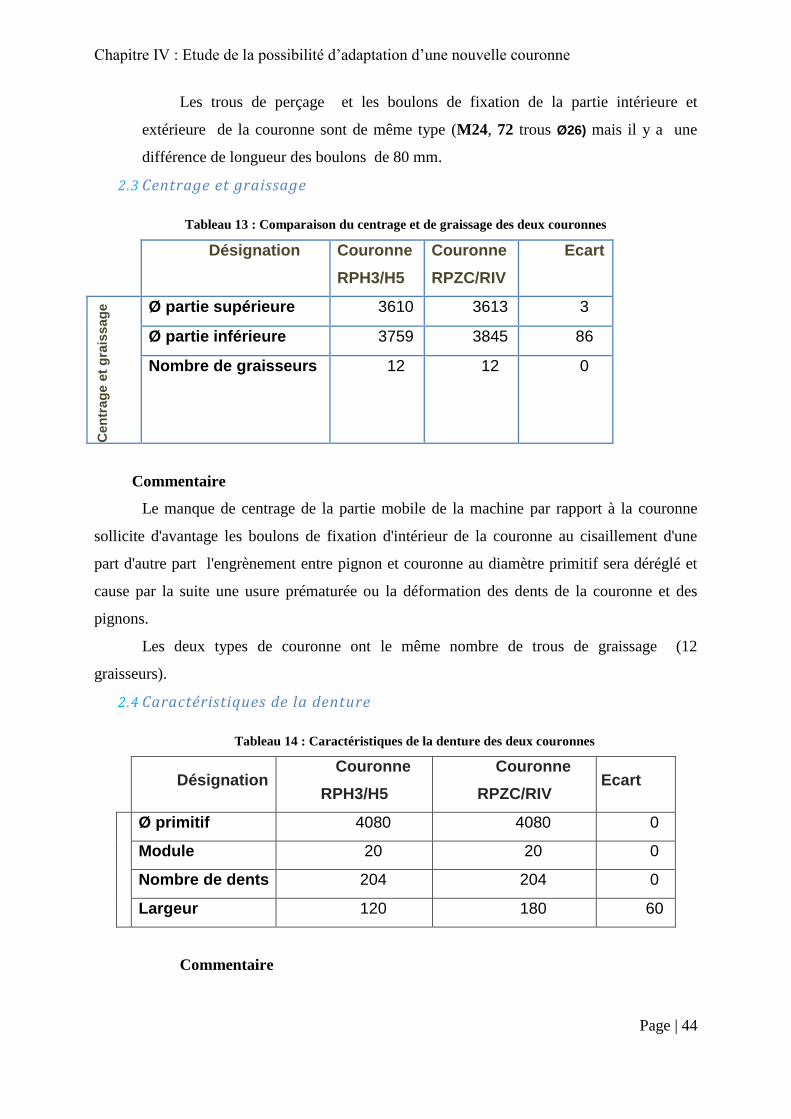
2.3 Centrage et graissage
Tableau 13 : Comparaison du centrage et de graissage des deux couronnes
Désignation Couronne
RPH3/H5
Couronne
RPZC/RIV
Ecart
Cen
trag
e e
t g
rais
sag
e
Ø partie supérieure 3610 3613 3
Ø partie inférieure 3759 3845 86
Nombre de graisseurs 12 12 0
Commentaire
Le manque de centrage de la partie mobile de la machine par rapport à la couronne
sollicite d'avantage les boulons de fixation d'intérieur de la couronne au cisaillement d'une
part d'autre part l'engrènement entre pignon et couronne au diamètre primitif sera déréglé et
cause par la suite une usure prématurée ou la déformation des dents de la couronne et des
pignons.
Les deux types de couronne ont le même nombre de trous de graissage (12
graisseurs).
2.4 Caractéristiques de la denture
Tableau 14 : Caractéristiques de la denture des deux couronnes
Désignation Couronne
RPH3/H5
Couronne
RPZC/RIV Ecart
Ø primitif 4080 4080 0
Module 20 20 0
Nombre de dents 204 204 0
Largeur 120 180 60
Commentaire
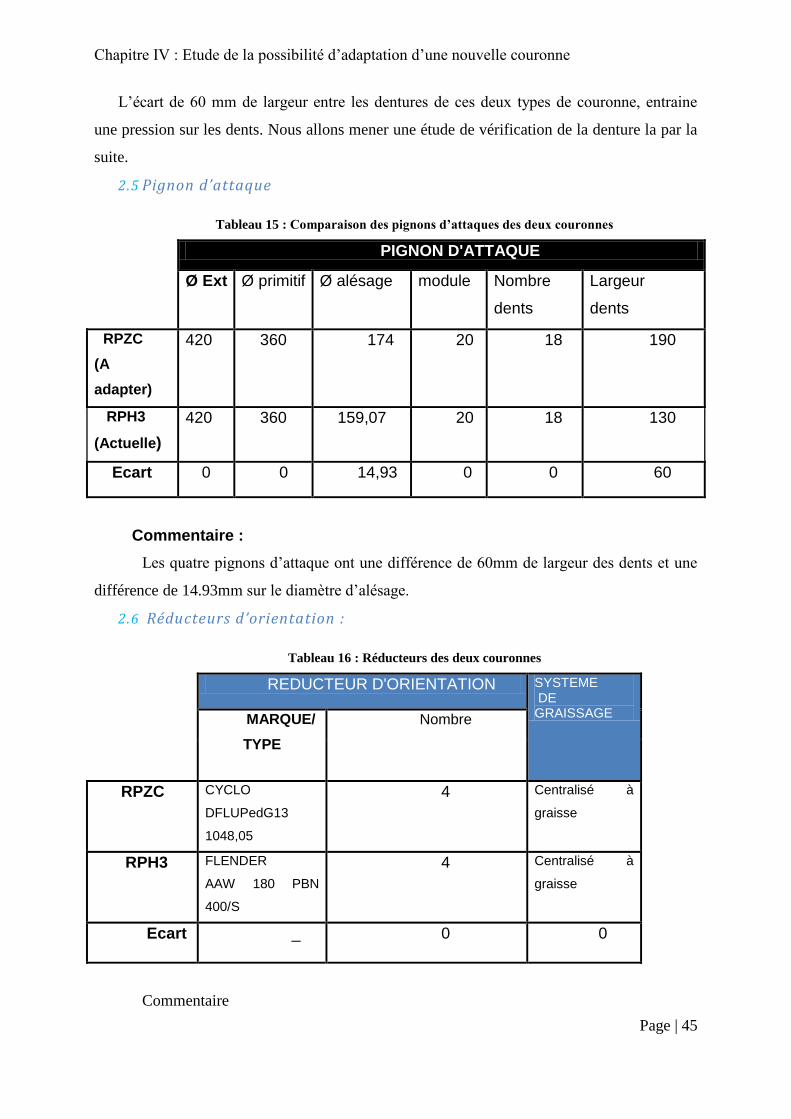
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 45
L’écart de 60 mm de largeur entre les dentures de ces deux types de couronne, entraine
une pression sur les dents. Nous allons mener une étude de vérification de la denture la par la
suite.
2.5 Pignon d’attaque
Tableau 15 : Comparaison des pignons d’attaques des deux couronnes
PIGNON D'ATTAQUE
Ø Ext Ø primitif Ø alésage module Nombre
dents
Largeur
dents
RPZC
(A
adapter)
420 360 174 20 18 190
RPH3
(Actuelle)
420 360 159,07 20 18 130
Ecart 0 0 14,93 0 0 60
Commentaire :
Les quatre pignons d’attaque ont une différence de 60mm de largeur des dents et une
différence de 14.93mm sur le diamètre d’alésage.
2.6 Réducteurs d’orientation :
Tableau 16 : Réducteurs des deux couronnes
REDUCTEUR D'ORIENTATION SYSTEME DE GRAISSAGE MARQUE/
TYPE
Nombre
RPZC CYCLO
DFLUPedG13
1048,05
4 Centralisé à
graisse
RPH3 FLENDER
AAW 180 PBN
400/S
4 Centralisé à
graisse
Ecart _ 0 0
Commentaire
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 46
Nous avons le même nombre de réducteurs et même système de graissage centralisé.
Nous allons étudier dans la partie suivante, des vérifications et des calculs après
l’adaptation de la nouvelle couronne. Nous allons entamer notre vérification par la
comparaison des couples moteur et résistant.
III. Vérifications par le biais d’un calcul approché RDM
1. Résistance à la rotation
1.1 Calcul du couple moteur :
Les données utiles pour le calcul sont :
- Le rapport de réduction du bloc réducteur (FLENDER
AAW 180 PBN 400/S):1 / 1393,3 (Relevé sur la fiche technique du réducteur)
- La vitesse de rotation du moteur : 1465 tr/mn (D’après la plaque signalétique du
moteur)
- La Puissance du réducteur : 7,5 kW (Relevé sur la fiche technique du réducteur)
- Diamètre primitif du pignon : 360 mm (Dessin du pignon)
Nous avons envisagé dans cette solution l’adaptation de la couronne à trois rouleaux à la
roue pelle N 3. Il revient à signaler que nous n’avons pas prévu de changements pour le
dispositif d’entrainement pour le moment.
Nous pouvons conclure alors que le couple moteur disponible sera toujours le même
pour les deux couronnes.
Evaluons le couple moteur :
La vitesse de rotation angulaire w = π* 1465/30 = 153,41 rad/s
Après la réduction w = 153,41 / 1393,3 = 1,05 tr / mn = 0,109 rad/s
Le couple moteur est donc C = P / w [1]
C = 7500 / 0.109 = 68,2 kN m
Ainsi le couple moteur disponible pour l’entrainement est de
Cm = 68,2 KN m
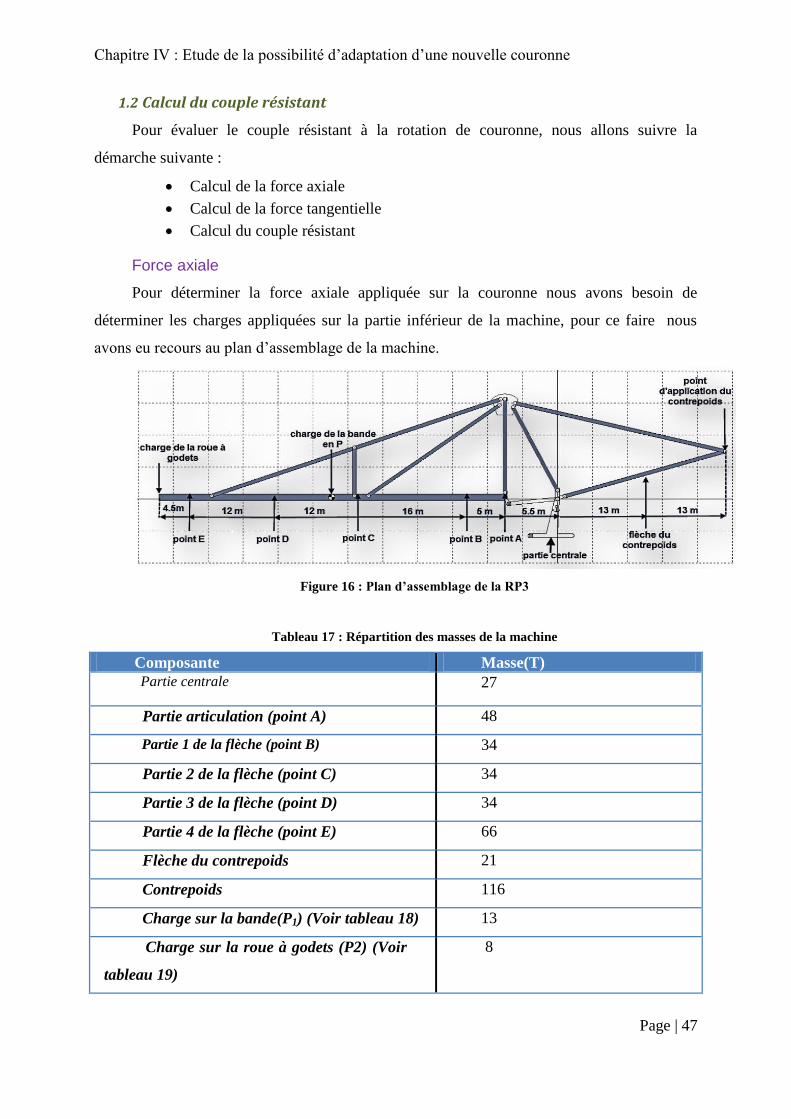
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 47
1.2 Calcul du couple résistant
Pour évaluer le couple résistant à la rotation de couronne, nous allons suivre la
démarche suivante :
Calcul de la force axiale
Calcul de la force tangentielle
Calcul du couple résistant
Force axiale
Pour déterminer la force axiale appliquée sur la couronne nous avons besoin de
déterminer les charges appliquées sur la partie inférieur de la machine, pour ce faire nous
avons eu recours au plan d’assemblage de la machine.
Figure 16 : Plan d’assemblage de la RP3
Tableau 17 : Répartition des masses de la machine
Composante Masse(T)
Partie centrale
27
Partie articulation (point A) 48
Partie 1 de la flèche (point B) 34
Partie 2 de la flèche (point C) 34
Partie 3 de la flèche (point D) 34
Partie 4 de la flèche (point E) 66
Flèche du contrepoids 21
Contrepoids 116
Charge sur la bande(P1) (Voir tableau 18) 13
Charge sur la roue à godets (P2) (Voir
tableau 19)
8
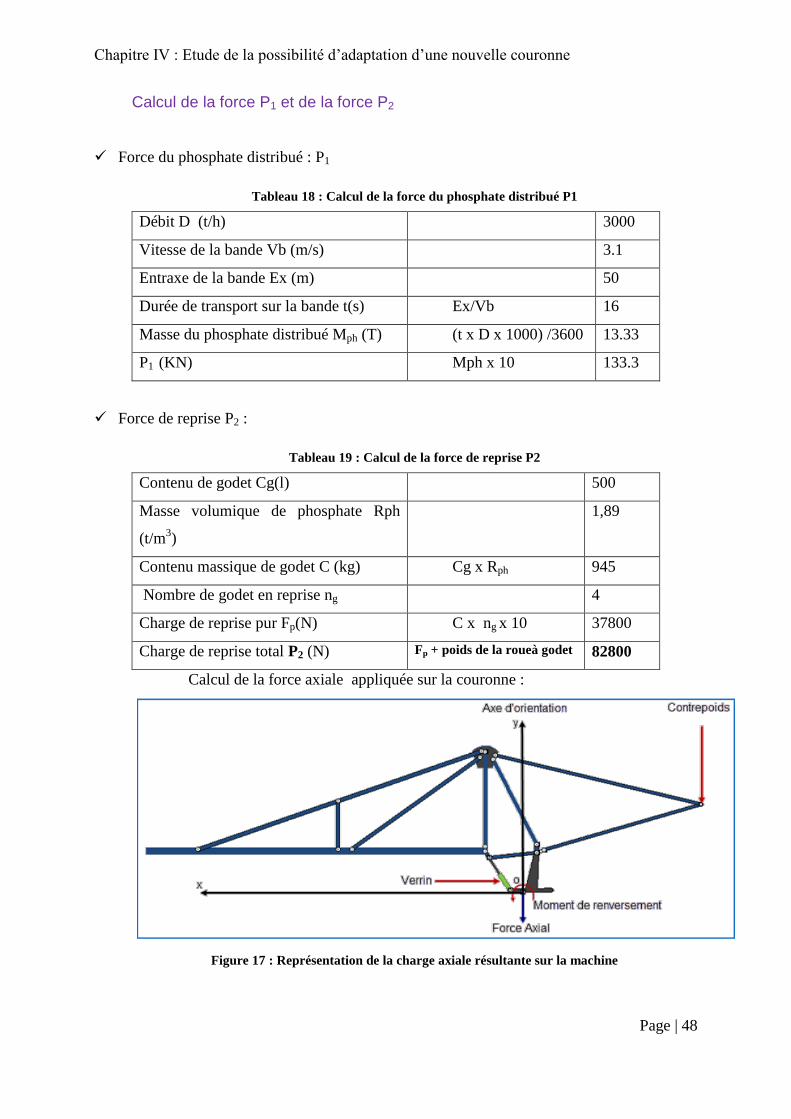
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 48
Calcul de la force P1 et de la force P2
Force du phosphate distribué : P1
Tableau 18 : Calcul de la force du phosphate distribué P1
Débit D (t/h) 3000
Vitesse de la bande Vb (m/s) 3.1
Entraxe de la bande Ex (m) 50
Durée de transport sur la bande t(s) Ex/Vb 16
Masse du phosphate distribué Mph (T) (t x D x 1000) /3600 13.33
P1 (KN) Mph x 10 133.3
Force de reprise P2 :
Tableau 19 : Calcul de la force de reprise P2
Contenu de godet Cg(l) 500
Masse volumique de phosphate Rph
(t/m3)
1,89
Contenu massique de godet C (kg) Cg x Rph 945
Nombre de godet en reprise ng 4
Charge de reprise pur Fp(N) C x ng x 10 37800
Charge de reprise total P2 (N) Fp + poids de la roueà godet 82800
Calcul de la force axiale appliquée sur la couronne :
Figure 17 : Représentation de la charge axiale résultante sur la machine
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 49
Le calcul de la force axiale donne :
Force axiale Fa :
Fa= ΣFi= (27+48+34+34+34+66+21+116+13+8)*10*10 3
Fa = 4010000 N = 4,0.1 MN
Force tangentielle et le couple résistant
Nous avons calculé la force tangentielle Ft appliquée sur les rouleaux de la couronne et
on a : Ft= µFa [1] avec µ : coefficient de frottement des rouleaux, ce coefficient a été donné
dans le tableau ci-dessous à partir des essais donnant des valeurs approximatives dans des
conditions de fonctionnement favorables et selon le type de roulement :
Tableau20 : Coefficients de frottement des roulements
Type de roulement µ
Roulement à rotule sur billes 0.001
Roulement à rouleaux cylindriques 0.0011
Roulement rigide à billes 0.0015
Roulement à rouleaux coniques 0.0018
Butée à billes 0.0013
Donc pour notre cas (roulement à rouleaux cylindriques), la valeur approximative de µ
est de 0.0011
Et par la suite Ft= 0.0011*4010000=4411,00 N
Et le moment de frottement des rouleaux rapporté sur les dents de la couronne est :
Mf=Ft*d0/2 [1]
Avec d0le diamètre primitif de la couronne.
Application numérique : Mf = 4411*(4080/2)= 8998,40 N.m
Or nous avons deux rangées de rouleaux qui supportent le moment de frottement.
Donc le moment devient Mft=Mf*2,00
Mf=17,99 KN.
Vérification de la rotation de la couronne
Le moment qui applique le pignon d’attaque sur la couronne est Cm = 68,20kN m
Et le moment de frottement qui résiste à la rotation est Mf=17,99 KN.m
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 50
Donc, le couple moteur est largement supérieur au couple résistant, l’effet de la
résistance à la rotation sera faiblement senti alors.
Conclusion :
Le problème du coincement de la couronne n’aura pas lieu après l’adaptation de la
couronne à trois rouleaux même si que le frottement a été augmenté par rapport au celui de
la couronne combinée billes /rouleaux, donc ce critère (la masse et le type de roulement)
n’aura aucune influence sur la rotation de la couronne.
2. Comparaison des charges tangentielles supportées par les deux
couronnes
a. Calcul des forces et comparaison
Nous allons dans cette partie évaluer les charges tangentielles Ft appliquées sur la
denture des deux couronnes pour les comparer avec les charges tangentielles maximales
décrites par le catalogue du constructeur. Pour ce calcul, nous aurons besoin du couple moteur
Cm, calculé auparavant, ainsi que du diamètre primitif du pignon Dp.
Cette force est donnée par la relation suivante :
Ft = Cm / (Dp/2) [1]
Application numérique Ft = 378,80 KN
Cet effort est calculé théoriquement, or en réalité la couronne subit souvent des chocs et
des vibrations ce qui augmente cet effort. Pour tenir compte de ce problème nous nous somme
référés au tableau N 21 :
Tableau 21 : Facteur d’engrenage Fz
Nous faisons appel aux techniciens responsables des ateliers mécaniques pour choisir la
valeur du coefficient Fz à prendre, la valeur optimale qu’on nous a recommandée était
Fz = 1.1
Pour obtenir la charge réelle, nous avons multiplié la charge théorique obtenue par le
coefficient Fz Ainsi nous avons eu le résultat suivant :
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 51
Ft (réelle) = Ft * Fz [4]
Ft (réelle) = Ft * 1.1 = 416,70 KN
Nous avons ensuite comparé cette valeur avec la charge maximale admissible décrite
par le constructeur de couronne qui est déduite de la figure présentée dans la figure N 3 en
annexe.
Donc on peut tirer que la charge tangentielle maximale que peut supporter la couronne
d’orientation combinées billes/rouleaux est de l’ordre de 450,00 KN.
Nous allons tout de même relever l’effort tangentiel maximal admissible pour la
couronne d’orientation à trois rouleaux décrit également par le constructeur. La figure
présentée dans la figure N 4 en annexe illustre ce point.
Donc on peut tirer que la charge tangentielle maximale que peut supporter la couronne
d’orientation à trois rouleaux est de l’ordre de 559,00 KN.
Interprétation
Tableau 22 : Comparaison des efforts tangentiels sur les deux couronnes
Effort tangentiel de
fonctionnement (KN)
Effort tangentiel
maximal admissible
(KN)
Rapport effort
Normal/ effort max
Couronne de la RP3
(Combinées billes /
rouleaux)
416,70 450,00 92,5 %
Couronne à adapter
(A trois rouleaux
416,70 559,0 74,5 %
Il est clair que les charges appliquées sur la couronne à trois rouleaux auront moins
d’effets sur la durée de vie que dans le cas de la couronne combinée billes/rouleaux.
Pour la couronne actuelle, nous sommes actuellement à 92,5 % de la charge maximale,
alors que pour celle projetée nous serons relativement éloignés de la valeur maximale
admissible (à 74,5 % de l’effort maximal).
Nous pouvons ainsi conclure que l’adaptation de la couronne à trois rouleaux présentera
une meilleure résistance que celle de la couronne actuellement. Par conséquent, la durée de
vie sera aussi améliorée.
3. Vérification à la torsion de l’arbre d’entrainement

Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 52
Introduction
Du moment que le couple moteur disponible au niveau du pignon d’attaque n’a pas
changé, nous avons envisagé de garder le même moteur et le même réducteur. Mais ceci
n’empêche pas de mener un calcul RDM pour s’assurer de la résistance de l’arbre à la torsion.
L’arbre du pignon d’attaque est sollicité à la torsion, donc il faut vérifier que la
contrainte de torsion τ est inférieure à la limite élastique de la torsion τe avec un
coefficient de sécurité convenable.
a. Expression de la contrainte de cisaillement :
La contrainte de cisaillement τ s’exprime par : τ=
[2]
Avec : Mt moment de torsion Io moment quadratique et R rayon de l’arbre
Pour un arbre de section circulaire de rayon R, le moment quadratique est donnée par
=
[2]
Calcul des contraintes :
Pour ce calcul, nous avons utilisé le logiciel RDM6 qui est un logiciel puissant pour
vérifier la résistance de notre arbre à a torsion.
Les données utiles pour ce calcul sont :
Couple moteur : 68200 N.m
Diamètre de l’arbre : D=159mm
Longueur de l’arbre : L=680mm
Par le biais de ce logiciel nous allons calculer le moment maximal de torsion.
Une prise d’écran qui montre le calcul du moment de torsion maximal est représentée
dans la figure N 7 en annexe.
Nous avons obtenu le moment de torsion maximal Mt=46,37KNm
Donc : τ =
=
L’application numérique de la formule précédente donne
τ = 7.3 Mpa
D’après la fiche technique de l’arbre que nous avons consulté, la contrainte maximale
de cisaillement est de
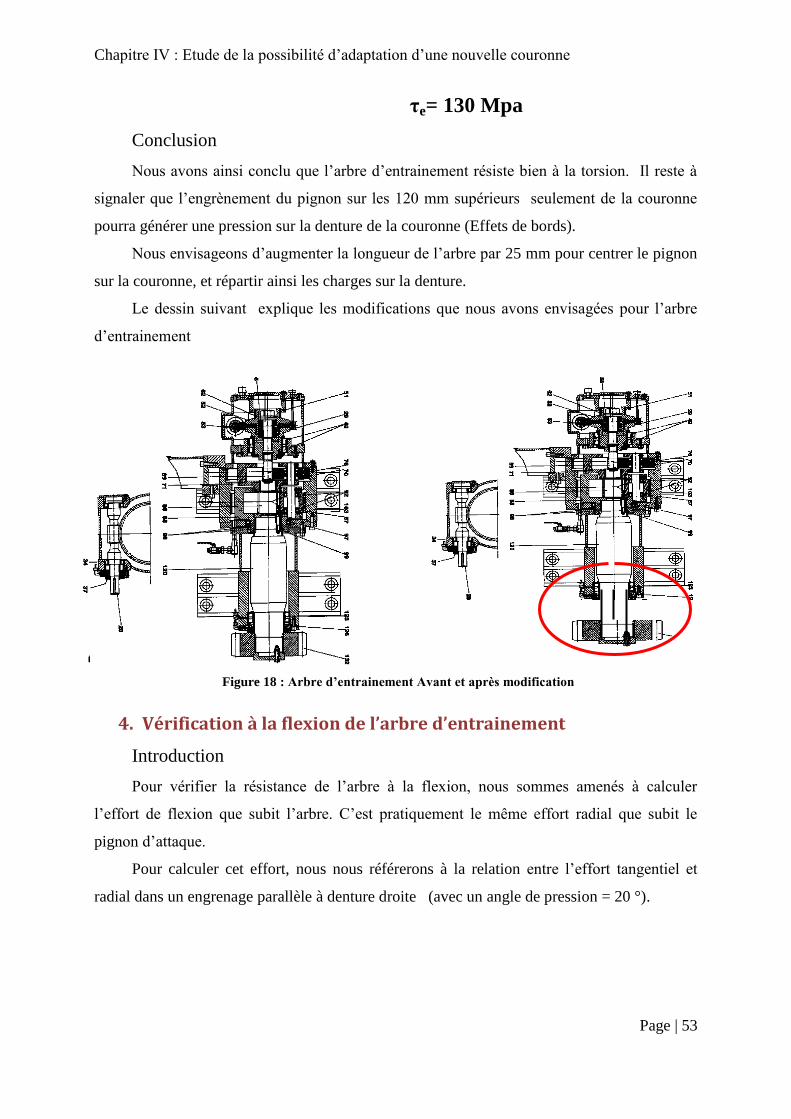
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 53
τe= 130 Mpa
Conclusion
Nous avons ainsi conclu que l’arbre d’entrainement résiste bien à la torsion. Il reste à
signaler que l’engrènement du pignon sur les 120 mm supérieurs seulement de la couronne
pourra générer une pression sur la denture de la couronne (Effets de bords).
Nous envisageons d’augmenter la longueur de l’arbre par 25 mm pour centrer le pignon
sur la couronne, et répartir ainsi les charges sur la denture.
Le dessin suivant explique les modifications que nous avons envisagées pour l’arbre
d’entrainement
4. Vérification à la flexion de l’arbre d’entrainement
Introduction
Pour vérifier la résistance de l’arbre à la flexion, nous sommes amenés à calculer
l’effort de flexion que subit l’arbre. C’est pratiquement le même effort radial que subit le
pignon d’attaque.
Pour calculer cet effort, nous nous référerons à la relation entre l’effort tangentiel et
radial dans un engrenage parallèle à denture droite (avec un angle de pression = 20 °).
Figure 18 : Arbre d’entrainement Avant et après modification
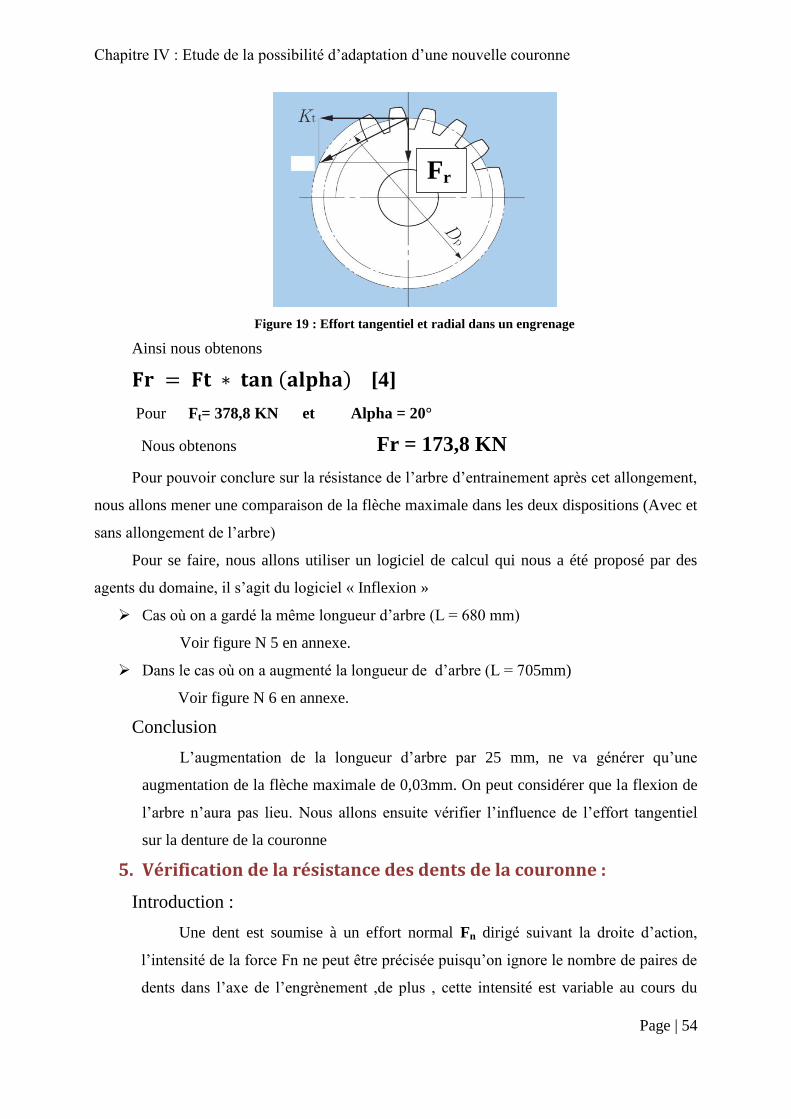
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 54
Figure 19 : Effort tangentiel et radial dans un engrenage
Ainsi nous obtenons
[4]
Pour Ft= 378,8 KN et Alpha = 20°
Nous obtenons Fr = 173,8 KN
Pour pouvoir conclure sur la résistance de l’arbre d’entrainement après cet allongement,
nous allons mener une comparaison de la flèche maximale dans les deux dispositions (Avec et
sans allongement de l’arbre)
Pour se faire, nous allons utiliser un logiciel de calcul qui nous a été proposé par des
agents du domaine, il s’agit du logiciel « Inflexion »
Cas où on a gardé la même longueur d’arbre (L = 680 mm)
Voir figure N 5 en annexe.
Dans le cas où on a augmenté la longueur de d’arbre (L = 705mm)
Voir figure N 6 en annexe.
Conclusion
L’augmentation de la longueur d’arbre par 25 mm, ne va générer qu’une
augmentation de la flèche maximale de 0,03mm. On peut considérer que la flexion de
l’arbre n’aura pas lieu. Nous allons ensuite vérifier l’influence de l’effort tangentiel
sur la denture de la couronne
5. Vérification de la résistance des dents de la couronne :
Introduction :
Une dent est soumise à un effort normal Fn dirigé suivant la droite d’action,
l’intensité de la force Fn ne peut être précisée puisqu’on ignore le nombre de paires de
dents dans l’axe de l’engrènement ,de plus , cette intensité est variable au cours du
Fr

Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 55
temps , ceci nous amène à faire une hypothèse simplificatrice à savoir une seule paire
de dents est en prise.
Par ailleurs la dent est soumise à la flexion et avec le temps, elle se casserait à
sa base par le phénomène de la fatigue.
a. Méthode de calcul à la flexion des dents de la couronne
Soit M : le module de la denture de la couronne,
Ft : la force tangentielle que subit une dent de la couronne.
Il faut assimiler la dent à une poutre de longueur L, et de largeur b avec :
L=2.25M [1]
Le moment d’encastrement est alors : Mf=Ft.L [1]
Et la contrainte maximale σmax est donnée par ;
σmax=
[1]
Avec b la largeur de la dent.
Nous devons vérifier que : σmax≤σe [2]
Avec σe la limite élastique du matériau
Calcul des contraintes
Nous avons comme données :
Ft=378300 N : Calculée dans la partie précédente
b = 190 mm : Largeur de la dent
M = 20 mm : Module
Donc nous avons obtenu σmax =
σmax =
Dons nous obtenons : σmax = 545 Mpa
Le matériau de la couronne, c’est un acier 45 SCD 6 traité, dont les
caractéristiques sont données comme suit :
Module de Young = 220000 MPa
Limite élastique = 1450.00 MPa
Donc nous remarquons que la relation σmax≤ σe est largement vérifiée (545Mpa≤1450Mpa)
Chapitre IV : Etude de la possibilité d’adaptation d’une nouvelle couronne
Page | 56
Conclusion
Les dents de la couronne sont donc vérifiées aux efforts de la flexion.
IV. Recommandations
De manière générale, nous pouvons conclure sur la possibilité d’adaptation de la
couronne à trois rouleaux sur la machine.
Cependant, il est conseillé de veiller à vérifier quelques conditions d’exploitation pour bien
prévoir tout défaut au niveau du système d’orientation. A savoir :
- La mauvaise application de la résine (défauts de planéité) lors de l’installation de la
couronne sur le camembert
- Le déséquilibre de la roue pelle suite aux déformations des rails
- Surcharge au niveau du système de reprise (roue à godets)
- Contrôle des boulons de fixation.
- Mauvaise reprise des phosphates, ce qui se répercute en forme d’une mauvaise
répartition des charges sur la couronne
Pour cela nous recommandons les actions suivantes :
Ouverture de la roue à godet pour colmatage des phosphates, cette action va diminuer le
tonnage du produit qui se constitue à l’intérieur des godets et par suite, il n’y aura pas un
surplus de charge sur la machine dû à ce colmatage.
Inspection régulière de l’état de la résine pour assurer la planéité de la couronne, et
éliminer l’influence d’un angle de positionnement.
Inspection régulière des dents de la couronne et des pignons d’attaque quand à une usure
éventuelle (tous les mois, d’après le manuel de constructeur)
Contrôle du couple de serrage des vis de la couronne d’orientation T = 950 Nm (Tous les
mois, d’après le manuel de constructeur).
Conclusion
Après avoir étudié la possibilité d’adapter cette couronne, nous avons conclu qu’il est
à priori possible de mettre en place cette couronne. Mais il reste à mener une étude
dimensionnelle plus profonde sur les conditions d’utilisation et pouvoir résoudre les
problèmes secondaires qui peuvent affecter le système d’orientation.
Page | 57
Chapitre V : Mise en place d’un
système de protection
Chapitre V : Mise en place d’un système de protection
Page | 58
Introduction
Le problème de déboitement de la couronne d’orientation représente un risque
majeur pour l’OCP car il engage l’enjeu de la sécurité du personnel et le dégât du matériel
donc l’installation des capteurs alertant le début de ce phénomène est indispensable.
1. Définition
Les capteurs mécaniques de position, appelés aussi interrupteurs de position, sont
surtout employés dans les systèmes automatisés pour assurer la fonction et détecter les
positions. On parle aussi de détecteurs de présence. Ils sont réalisés à base de microcontacts
placés dans un corps de protection et muni d'un système de commande ou tête de commande.
2. Caractéristiques et avantages
Les détecteurs de position ont des avantages
Sécurité de fonctionnement élevée : fiabilité des contacts et manœuvre positive
d'ouverture
Bonne fidélité sur les points d'enclenchement (jusqu'à 0,01 mm)
Séparation galvanique des circuits
Bonne aptitude à commuter les courants faibles, combinée à une grande
endurance électrique
Tension d'emploi élevée
Mise en œuvre simple, fonctionnement visualisé
Grande résistance aux ambiances industrielles
Ces capteurs détectent tout objet solide, ils se construisent à base d’une technologie de
deux fils électriques comme un interrupteur électrique.
3. Utilisations
Les plus significatives se rencontrent dans la mécanique, la machine-outil (usinage,
manutention, levage), l'agro-alimentaire et la chimie (conditionnement, emballage), sur des
types d'applications relevant de :
la détection de pièces machines (cames, butées, pignons)
la détection de balancelles, chariots, wagons
la détection directe d'objets
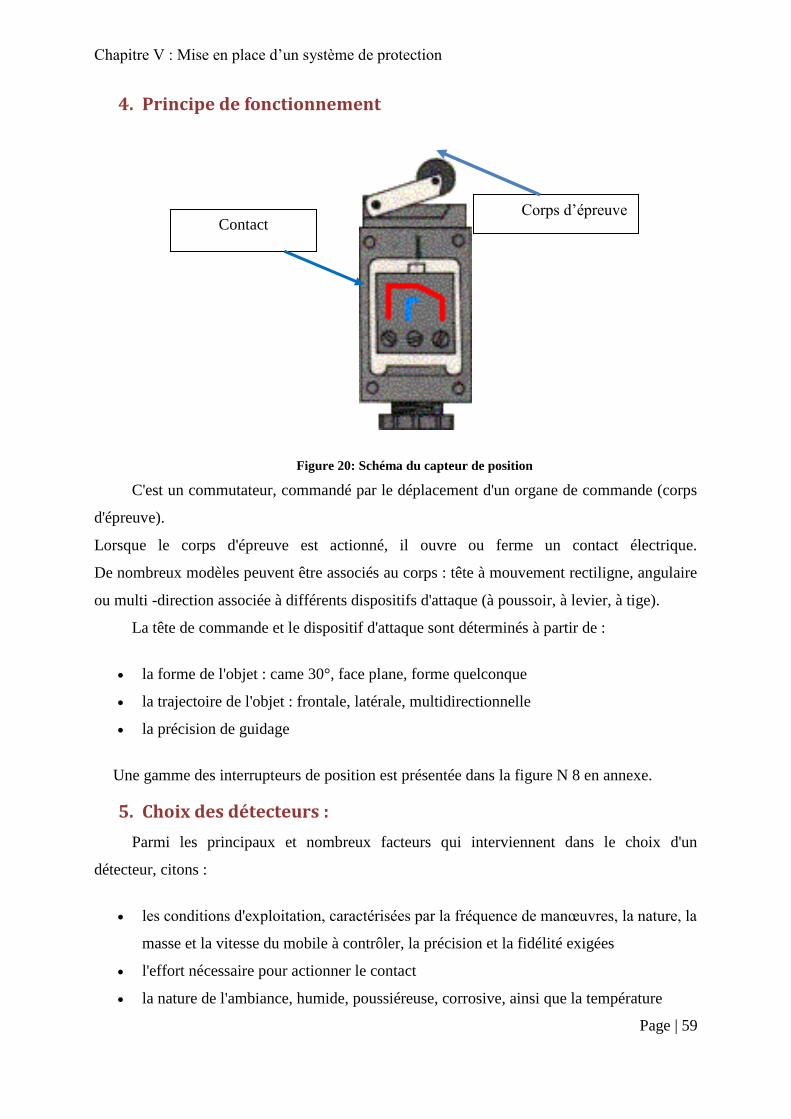
Chapitre V : Mise en place d’un système de protection
Page | 59
4. Principe de fonctionnement
Figure 20: Schéma du capteur de position
C'est un commutateur, commandé par le déplacement d'un organe de commande (corps
d'épreuve).
Lorsque le corps d'épreuve est actionné, il ouvre ou ferme un contact électrique.
De nombreux modèles peuvent être associés au corps : tête à mouvement rectiligne, angulaire
ou multi -direction associée à différents dispositifs d'attaque (à poussoir, à levier, à tige).
La tête de commande et le dispositif d'attaque sont déterminés à partir de :
la forme de l'objet : came 30°, face plane, forme quelconque
la trajectoire de l'objet : frontale, latérale, multidirectionnelle
la précision de guidage
Une gamme des interrupteurs de position est présentée dans la figure N 8 en annexe.
5. Choix des détecteurs :
Parmi les principaux et nombreux facteurs qui interviennent dans le choix d'un
détecteur, citons :
les conditions d'exploitation, caractérisées par la fréquence de manœuvres, la nature, la
masse et la vitesse du mobile à contrôler, la précision et la fidélité exigées
l'effort nécessaire pour actionner le contact
la nature de l'ambiance, humide, poussiéreuse, corrosive, ainsi que la température
Contact
électrique
Corps d’épreuve
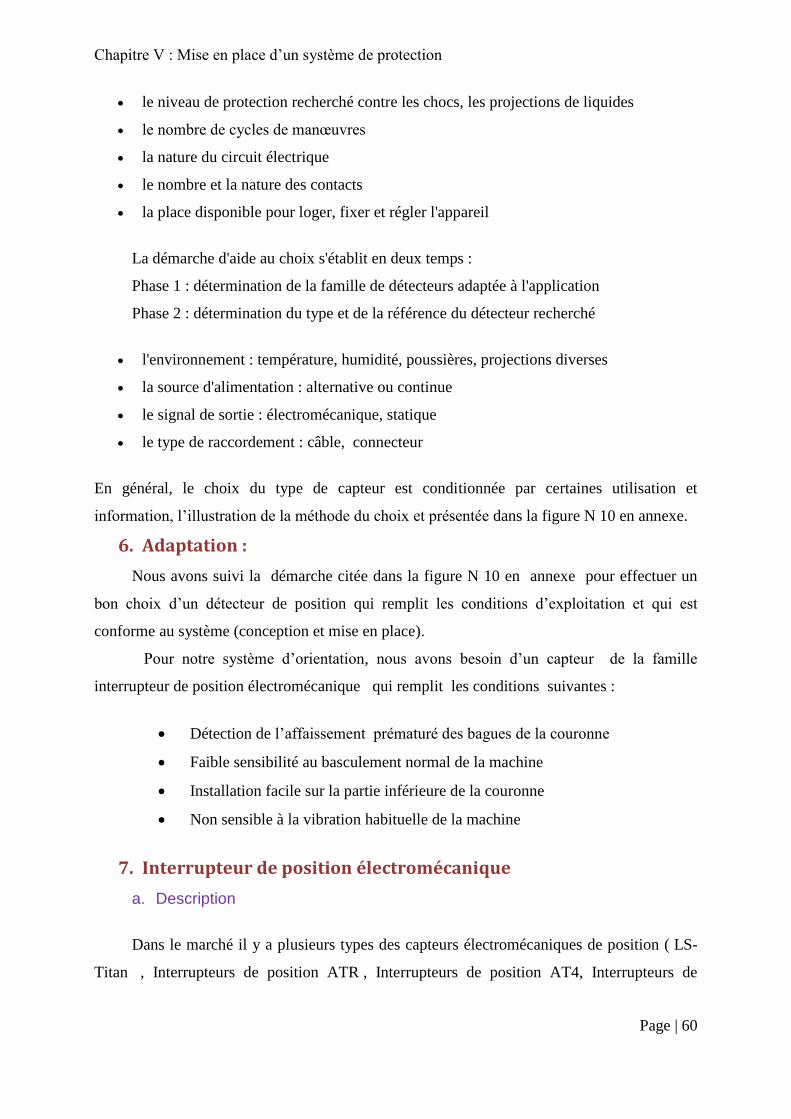
Chapitre V : Mise en place d’un système de protection
Page | 60
le niveau de protection recherché contre les chocs, les projections de liquides
le nombre de cycles de manœuvres
la nature du circuit électrique
le nombre et la nature des contacts
la place disponible pour loger, fixer et régler l'appareil
La démarche d'aide au choix s'établit en deux temps :
Phase 1 : détermination de la famille de détecteurs adaptée à l'application
Phase 2 : détermination du type et de la référence du détecteur recherché
l'environnement : température, humidité, poussières, projections diverses
la source d'alimentation : alternative ou continue
le signal de sortie : électromécanique, statique
le type de raccordement : câble, connecteur
En général, le choix du type de capteur est conditionnée par certaines utilisation et
information, l’illustration de la méthode du choix et présentée dans la figure N 10 en annexe.
6. Adaptation :
Nous avons suivi la démarche citée dans la figure N 10 en annexe pour effectuer un
bon choix d’un détecteur de position qui remplit les conditions d’exploitation et qui est
conforme au système (conception et mise en place).
Pour notre système d’orientation, nous avons besoin d’un capteur de la famille
interrupteur de position électromécanique qui remplit les conditions suivantes :
Détection de l’affaissement prématuré des bagues de la couronne
Faible sensibilité au basculement normal de la machine
Installation facile sur la partie inférieure de la couronne
Non sensible à la vibration habituelle de la machine
7. Interrupteur de position électromécanique
a. Description
Dans le marché il y a plusieurs types des capteurs électromécaniques de position ( LS-
Titan , Interrupteurs de position ATR , Interrupteurs de position AT4, Interrupteurs de
Chapitre V : Mise en place d’un système de protection
Page | 61
position/sécurité électroniques LSE-Titan avec point de commutation réglable,...), chacun a
ses propres caractéristiques de fonctionnement.
Parmi ces capteurs, nous avons choisi l’interrupteur de position AT4 qui est un
interrupteur de position d'une grande souplesse et résistance mécanique.
Les deux tailles de boîtier, les huit têtes de commande et la possibilité de régler le sens
d'attaque de la tête par rotation de 90° permettent de s'adapter au mieux aux différentes
situations pour détecter le début de notre problème de déboitement de la couronne
d’orientation. Associé à un degré de protection IP 65, cet interrupteur est parfaitement adapté
aux utilisations industrielles les plus sévères comme le cas de notre couronne d’orientation.
Les différentes combinaisons possibles de ce type de capteur sont présentées dans la
figure N 9 et le tableau N4 en annexe.
Choix des composants convenables pour AT4
Nous avons choisi deux capteurs AT4 pour déclencher l’alerte du début de
déboitement dans les deux sens de la machine ( sens du tapis-flèche et sens du contre poids ),
ce choix est judicieux car AT4 remplie toutes les conditions de l’exploitation et conforme
avec la conception du système d’orientation (adapté à toutes les applications exigeant un
faible encombrement et une grande robustesse). Chacun de ces deux capteurs constitué par :
Un boitier : (n° 1 dans la figure 20)
Le boitier étroit avec couvercle vissé :
Nombre de contacts : 1F/1O, 2F, 2O
Contacts à action brusque ou à action lente
Exécution en interrupteur électronique avec contacts à
action brusque (réglage individuel)
Exécution en transmetteur de signaux analogiques 4-20
mA
Exécution en transmetteur de signaux analogiques 0-10
V CC
Pour un degré de protection IP65, utiliser des presse-
étoupe V-M20avec filetage de 9 mm max. (n°4 dans la
figure 20)
1
3
4
2
Figure 21 : Composition
d’un capteur
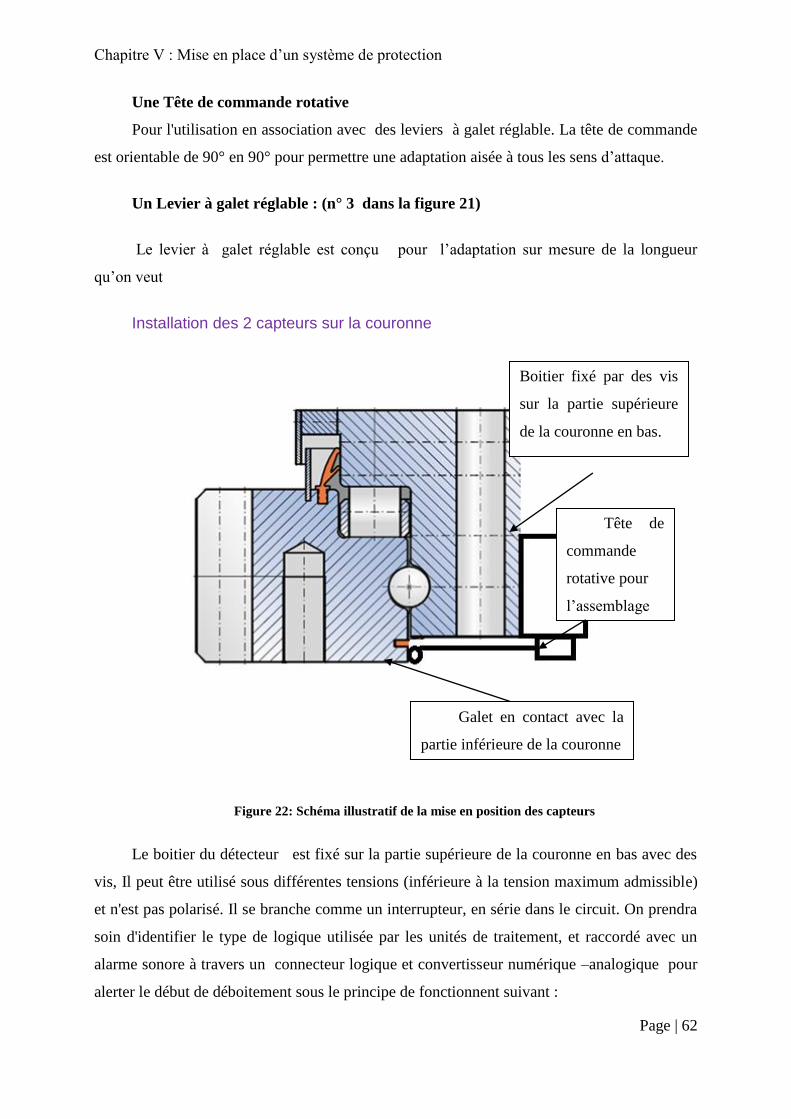
Chapitre V : Mise en place d’un système de protection
Page | 62
Une Tête de commande rotative
Pour l'utilisation en association avec des leviers à galet réglable. La tête de commande
est orientable de 90° en 90° pour permettre une adaptation aisée à tous les sens d’attaque.
Un Levier à galet réglable : (n° 3 dans la figure 21)
Le levier à galet réglable est conçu pour l’adaptation sur mesure de la longueur
qu’on veut
Installation des 2 capteurs sur la couronne
Figure 22: Schéma illustratif de la mise en position des capteurs
Le boitier du détecteur est fixé sur la partie supérieure de la couronne en bas avec des
vis, Il peut être utilisé sous différentes tensions (inférieure à la tension maximum admissible)
et n'est pas polarisé. Il se branche comme un interrupteur, en série dans le circuit. On prendra
soin d'identifier le type de logique utilisée par les unités de traitement, et raccordé avec un
alarme sonore à travers un connecteur logique et convertisseur numérique –analogique pour
alerter le début de déboitement sous le principe de fonctionnent suivant :
Boitier fixé par des vis
sur la partie supérieure
de la couronne en bas.
Tête de
commande
rotative pour
l’assemblage
de la tige
Galet en contact avec la
partie inférieure de la couronne
Chapitre V : Mise en place d’un système de protection
Page | 63
Principe de fonctionnement
Sensibilité du capteur
Le capteur électromécanique de position AT4 qu’on a choisi pour protéger la couronne
d’orientation contre le risque majeur du déboitement, est caractérisé par sa sensibilité de
déclenchement qui est réglable selon les conditions et les exigences de fonctionnement et qui
peut arriver à 0.01 mm. Ce capteur est branché avec un automate programmable selon le type
de logique de traitement des signaux numériques.
Unité de traitement
On prendra soin d'identifier le type de logique utilisée par les unités de traitement
(automate programmable)
Le type de logique entraînera
un câblage différent
un choix de détecteur PNP (pour une logique positive) ou NPN (pour une logique
négative)
Détecteur PNP
Le détecteur PNP ou NPN comporte un transistor. Pour comprendre le branchement, on
assimilera ce dernier à un contact électrique.
Lorsque qu'il y a détection, le transistor est
passant (contact fermé). Il va donc imposer le potentiel
+ sur la sortie S. La charge est branchée entre la sortie
S et le potentiel -. Ce type de détecteur est adapté aux
unités de traitement qui fonctionnent en logique positive.
EX : l'API TSX 17 fonctionne exclusivement en logique positive (pour mettre une
entrée automate aux 1 logiques, il faut lui imposer un potentiel de +24 volts)
Détecteur NPN
Chapitre V : Mise en place d’un système de protection
Page | 64
Lorsque qu'il y a détection, le transistor est passant (contact fermé).
Il va donc imposer le potentiel - sur la sortie S. La charge
est branchée entre la sortie S et le potentiel +. Ce
type de détecteur est adapté aux unités de traitement
qui fonctionnent en logique négative.
On prendra donc soin d'identifier le type de
logique utilisée par les unités de traitement (automate programmable)
EX : l'API PB15 fonctionne exclusivement en logique
négative (pour mettre une entrée automate au 1 logique,
il faut lui imposer un potentiel de 0 volts).
Seuil de déclenchement :
Le phonème de déboitement de la couronne est une séparation des deux parties de la
couronne inférieure et supérieure, donc pour prévoir le début de ce problème il faut fixer un
seuil de déclenchement du capteur et l’enregistrer dans la mémoire de l’automate
programmable, pour se faire nous avons eu recours à l’historique des trois derniers
déboitements :
Tableau 23: Historique de la séparation des parties de la couronne
Date Motif Séparation des deux
parties (mm)
22/01/2003 Déboitement de la couronne 10
26/08/2006 Déboitement de la couronne 8
16/02/2010 Début de déboitement 7
D’après ce tableaux la valeur minimale de séparation est 7 mm, pour des raisons de
sécurité nous nous sommes mis d’accord avec des agents expérimentés dans ce domaine de
prendre comme de seuil de déclenchement 6 mm. Cette valeur est une entrée pour l’API
(TSX 17 ou PB15), ce dernier reçoit un signal venant des capteurs AT4 indiquant que la
séparation est entrain de dépasser la valeur critique (6mm) alors l’API traite l’information et
donne un signal numérique alertant le début de déboitement. Cette démarche nécessite des
composantes électroniques citées dans le tableau N 24 :

Page | 65
Tableau 24: Composants du capteur AT4
Composants
Capteur AT4
Convertisseur numérique -analogique
Connecteur /câble
API TSX 17(cartes conclues)
Conclusion
Nous pouvons conclure alors que l’adaptation de ce capteur est possible avec le respect
des recommandations nécessaires.
Page | 66
Chapitre VI : Etude technico-
économique du sujet
Chapitre VI : Etude technico-économique du sujet
Page | 67
Introduction
Dans les chapitres précédents, nous avons étudié le problème de déboitement de
couronne d’orientation de la roue pelle N 3 au sein du site de la laverie Daoui. Ensuite nous
avons proposé une solution pour ce problème de déboitement. Il s’agit d’une adaptation d’un
autre type de couronne, à savoir la couronne à trois rangées de rouleaux. Cette solution va
bien entendu réduire l’effet de ce problème et va augmenter la disponibilité de cet
équipement. Dans la présente partie, nous allons esquisser une étude économique globale pour
évaluer la rentabilité de l’investissement à engager dans la solution.
1. Apport de la réalisation du projet
Nous avons présenté dans le 3éme
chapitre une analyse critique du système d’orientation
actuel. Nous avons bien souligné qu’il avait de nombreuses limitations et inconvénients; entre
autres: le système actuel manque de fiabilité à cause du déboitement répétitif de la couronne
actuelle de la roue pelle N3.
La remise à nouveau du système d’orientation actuel, par la concrétisation du projet
de remplacement de la couronne actuelle par celle du complexe OUD ZEM, est d’une grande
importance puisqu’il permettra d’assurer une meilleure fiabilité de l’équipement, d’augmenter
la durée de vie de la couronne.
La reprise du phosphate et son déstockage sont des points clés dans la Laverie. En
effet, l’arrêt de l’une des roues pelles cause l’arrêt de la production ce qui peut engendrer des
grandes pertes. La diminution du temps de l’arrêt de ces Unités peut être d’une grande utilité
puisqu’il permettra de diminuer les pertes en production.
2. Etude technico économique de l’adaptation de la nouvelle
couronne
Nous présentons successivement l’investissement à engager pour le remplacement de la
couronne actuelle par celle à trois rangées de rouleaux.
a. Investissement à engager pour l’adaptation
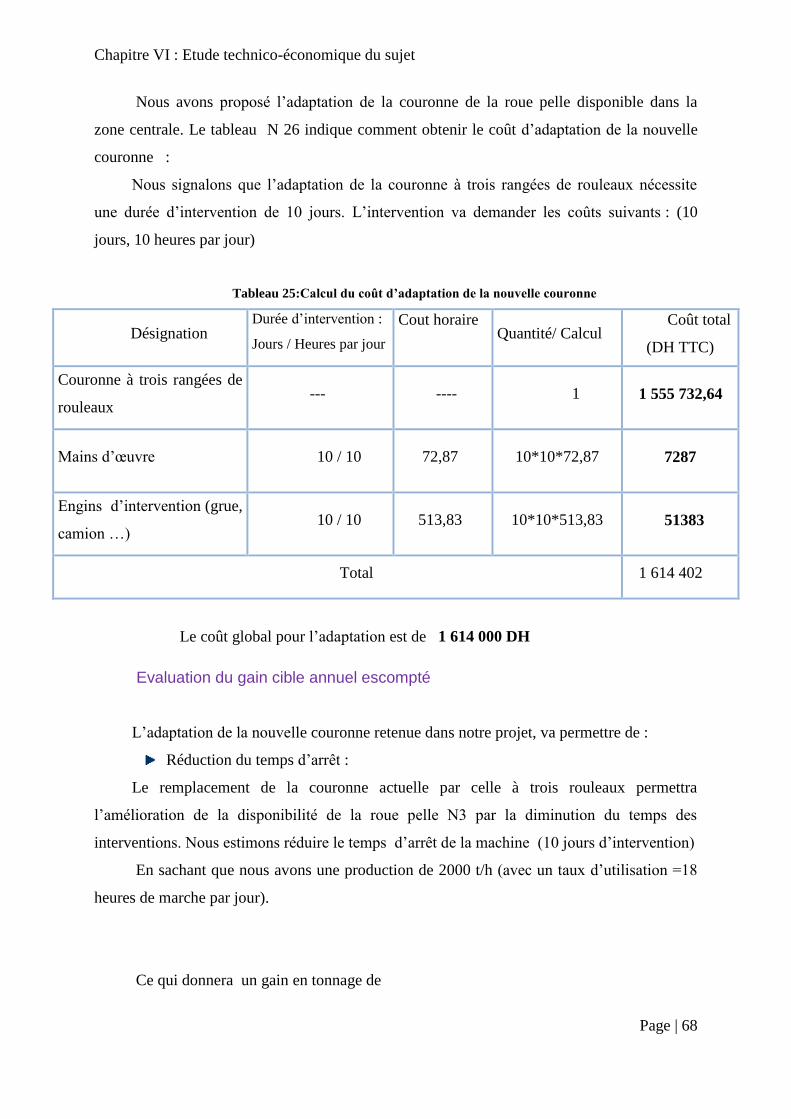
Chapitre VI : Etude technico-économique du sujet
Page | 68
Nous avons proposé l’adaptation de la couronne de la roue pelle disponible dans la
zone centrale. Le tableau N 26 indique comment obtenir le coût d’adaptation de la nouvelle
couronne :
Nous signalons que l’adaptation de la couronne à trois rangées de rouleaux nécessite
une durée d’intervention de 10 jours. L’intervention va demander les coûts suivants : (10
jours, 10 heures par jour)
Tableau 25:Calcul du coût d’adaptation de la nouvelle couronne
Désignation Durée d’intervention :
Jours / Heures par jour
Cout horaire Quantité/ Calcul
Coût total
(DH TTC)
Couronne à trois rangées de
rouleaux --- ---- 1 1 555 732,64
Mains d’œuvre 10 / 10 72,87 10*10*72,87 7287
Engins d’intervention (grue,
camion …) 10 / 10 513,83 10*10*513,83 51383
Total 1 614 402
Le coût global pour l’adaptation est de 1 614 000 DH
Evaluation du gain cible annuel escompté
L’adaptation de la nouvelle couronne retenue dans notre projet, va permettre de :
Réduction du temps d’arrêt :
Le remplacement de la couronne actuelle par celle à trois rouleaux permettra
l’amélioration de la disponibilité de la roue pelle N3 par la diminution du temps des
interventions. Nous estimons réduire le temps d’arrêt de la machine (10 jours d’intervention)
En sachant que nous avons une production de 2000 t/h (avec un taux d’utilisation =18
heures de marche par jour).
Ce qui donnera un gain en tonnage de
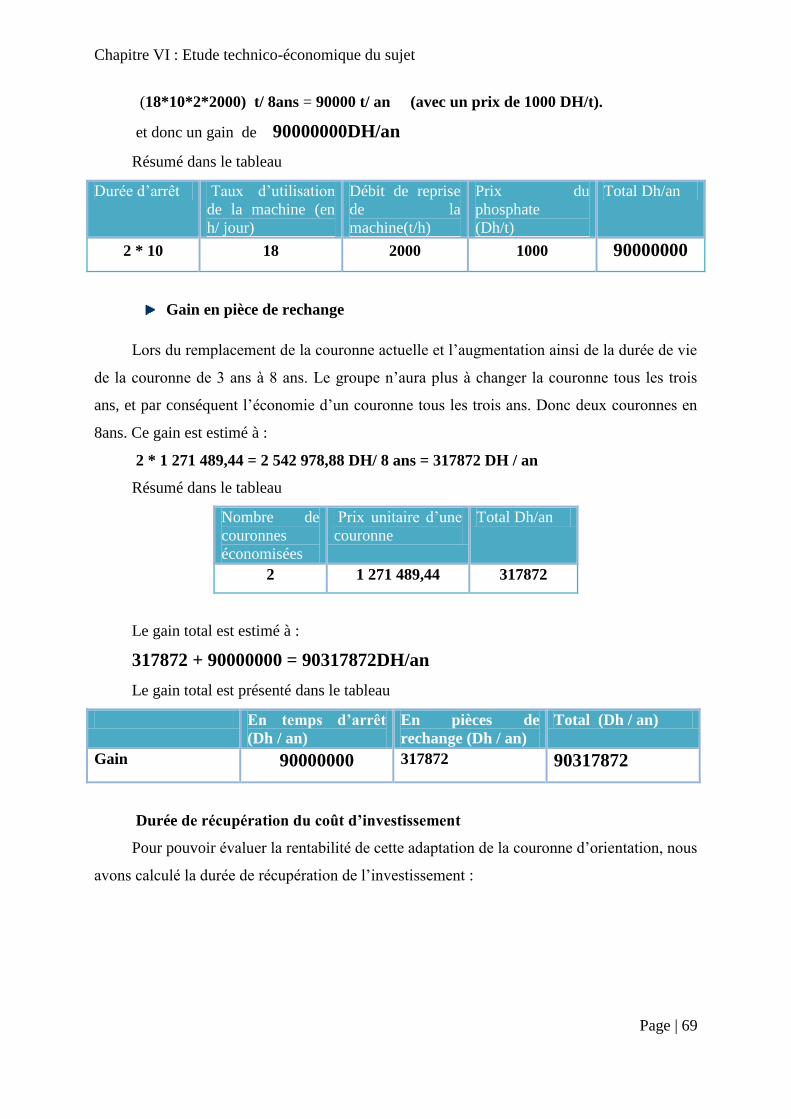
Chapitre VI : Etude technico-économique du sujet
Page | 69
(18*10*2*2000) t/ 8ans = 90000 t/ an (avec un prix de 1000 DH/t).
et donc un gain de 90000000DH/an
Résumé dans le tableau
Durée d’arrêt Taux d’utilisation
de la machine (en
h/ jour)
Débit de reprise
de la
machine(t/h)
Prix du
phosphate
(Dh/t)
Total Dh/an
2 * 10 18 2000 1000 90000000
Gain en pièce de rechange
Lors du remplacement de la couronne actuelle et l’augmentation ainsi de la durée de vie
de la couronne de 3 ans à 8 ans. Le groupe n’aura plus à changer la couronne tous les trois
ans, et par conséquent l’économie d’un couronne tous les trois ans. Donc deux couronnes en
8ans. Ce gain est estimé à :
2 * 1 271 489,44 = 2 542 978,88 DH/ 8 ans = 317872 DH / an
Résumé dans le tableau
Nombre de
couronnes
économisées
Prix unitaire d’une
couronne
Total Dh/an
2 1 271 489,44 317872
Le gain total est estimé à :
317872 + 90000000 = 90317872DH/an
Le gain total est présenté dans le tableau
En temps d’arrêt
(Dh / an)
En pièces de
rechange (Dh / an)
Total (Dh / an)
Gain 90000000 317872 90317872
Durée de récupération du coût d’investissement
Pour pouvoir évaluer la rentabilité de cette adaptation de la couronne d’orientation, nous
avons calculé la durée de récupération de l’investissement :
Chapitre VI : Etude technico-économique du sujet
Page | 70
Le retour d’investissement = Coût global d’investissement / Gain annuel global
= 1 614 402, 64 /90 317 872
= 6,52 jours = 7 jours
La durée de récupération de l’investissement est courte cela est dû à l’importance de la
roue pelle dans le processus de production
Conclusion
Nous pouvons conclure que ce projet est rentable puisque le gain est important et la
durée du retour d’investissement est courte (1 semaine).
Conclusion générale
Page | 71
Conclusion générale
Les incidents de déboitement de la couronne d’orientation de la roue pelle N 3, causent
l’arrêt de la machine et génèrent par suite d’énormes pertes en matière de production et en
pièces de rechange. L’arrêt de la machine pourrait également être accompagné d’un incident
grave sur la sécurité du personnel. C’est dans cette perspective qu’il a été indispensable de
pouvoir limiter l’effet de ce problème de déboitement.
Nous avons entamé ce projet par la mise en évidence de la névralgie des roues pelles
dans le processus de lavage, la description et la division en sous-systèmes de cette machine
par le biais d’analyse fonctionnelle. Ainsi, en s’inspirant de l’historique des pannes, Dégager
la défaillance majeure, qu’est le déboitement de la couronne.
Nous avons ensuite mené une étude AMDEC sur le système d’orientation. Pour se faire
nous avons évalué la criticité des différentes défaillances de ce système. Pour en dégager le
déboitement de la couronne comme défaillance la plus névralgique. Ensuite Nous avons
présenté le diagramme cause effet, du déboitement de la couronne pour mettre le point sur les
éventuelles causes du problème.
Après avoir dégagé le problème de déboitement de la couronne, il nous a été
recommandé de remettre en cause la conception de la couronne actuelle. Nous avons envisagé
de remplacer la couronne actuelle par celle à trois rangées de rouleaux disponible dans la zone
centrale. La comparaison des caractéristiques dimensionnelles des deux couronnes ne pose à
priori aucun problème de montage. Pour s’assurer du bon fonctionnement de la nouvelle
couronne, nous avons mené des vérifications RDM sur les éventuels problèmes qui pourront
avoir lieu. Nous avons ensuite conclu sur la possibilité d’adaptation avec quelques
recommandations.
Mais pour pouvoir limiter les incidents de sécurité sur le personnel de la roue pelle N3,
il nous a été confié de prévoir un système de contrôle qui renseigne sur le début de ce
problème. Nous avons envisagé alors la mise en place d’un capteur de position AT 4.
Ce dernier permettra de transmettre un signal alertant le début du déboitement de la
couronne actuelle.
Conclusion générale
Page | 72
Nous avons à la fin présenté l’étude technico-économique de cette adaptation. Il est clair
que la durée de retour d’investissement est extrêmement courte vu la réduction importante du
temps d’arrêt de la machine.
Comme perspectives d’exploitation, nous recommandons un respect rigoureux des
conditions d’utilisations de la machine instaurées par le constructeur après cette adaptation. Et
ce à travers des inspections régulières des différents composants de la roue pelles et la
vérification de la conformité avec les instructions d’exploitation normale.
L’adaptation pourrait également s’appliquer à la roue pelle N 5, disponible aussi au
niveau du parc EL WAFI, vu que les deux machines ont presque la même fonction et la même
construction. Et ce dans l’objectif d’éviter un éventuel défaut de déboitement.
Nous tenons tout de même à constituer un cahier de charge précis, contenant toutes les
informations et les spécifications d’utilisation. Ce document servira comme moyen de
renseignement lors de l’acquisition de nouvelles machines de ce type.
Bibliographie :
Page | 73
Bibliographie :
[1] Cours de conception mécanique
Monsieur ZAOUI, ENIM Département Electromécanique
[2] Cours de Résistance des matériaux 1 : Monsieur NAJJI, ENIM Département Electromécanique
[3] Cours AMDEC : Monsieur NGOTE, ENIM.
Manuel d’utilisation de la roue pelle N3 : Fabriquant KRUPP
Manuel de constructeur de couronnes IMO réf N° DV 205F
Webographie
www.stilelec.ac-aix-marseille.fr
www.moeller.fr
[4] www.ntn-europe.com
Support Logiciel
RDM 6
Inflexion

Bibliographie :
Page | 74
Page | 1
Annexes