Embed Size (px)
Citation preview

3
This eBook provides helpful information for both nonwoven fabric
mills and manufacturers of nonwoven medical apparel and products.
The information is intended to aid the selection of a moisture resistant
grades that will be most effective for each unique product.
Medical Moisture-Resistant Nonwovens
The Advantages of Moisture Repelling Nonwovens 5
A Wide Variety of Medical Applications 6
AAMI Rating for Protective Apparel and Drapes 8
Fluoropolymer-based vs. Silicone-based Repellents 10
The Challenges of Selecting the Best Repellents for Nonwovens 14
The Importance of Reliable Performance Evaluations 16
Primer of Testing Options for Nonwovens 18

4 5
The Advantages of Moisture Repelling Nonwovens
With today’s increasing number of hospital-acquired infections,
medical facilities are always looking for better ways to protect their
patients and staff. Nonwoven garments and products help provide
this protection.
When medical garments like gowns, drapes, bibs and masks are made
of repellent nonwoven fabrics, they provide a barrier of protection
from fluids that can carry infections.
In addition, disposable medical products like dressing, bandages,
tapes, bibs and pads must be able to repel fluids, oils, and alcohols.
These products play an important role in emergency response,
the operating room and many other healthcare environments.
To effectively guard against fluids, medical disposables are fabricated
from nonwoven fabrics that were coated with repelling agents as
rolled goods.
6 7
A Wide Variety of Medical Applications
Nonwovens are extensively used in the medical field. When coated with
repellents, nonwovens offer protection from the patient’s blood and
bodily fluids which prevents the spread of infections, diseases and cross-
contamination in medical and surgical environments.
The spread of infections and diseases is further hindered because fresh,
sterile garments and products are so readily available. Handling is minimized
and nonwoven products are inexpensive enough to be incinerated after each
use. They typically offer a higher level of quality and consistency versus
reusable products.
Because of these advantages, single use nonwoven materials are used for
dozens of healthcare products. Over 90% of healthcare facilities use
nonwoven drapes and over 85% use nonwoven gowns. Although
these synthetic materials may be hydrophobic, they still require chemical
coatings to improve their level of repellency.
• Surgical caps, gowns, masks,
and shoe covers (single-use)
• Orthopedic padding
• Bandages
• Drapes, wraps, packs
• Packaging
• Bed linen
Medical Applications
Benefits of Repellent Nonwoven Fabrics for Medical Products
• Surgical apparel repels blood and
other bodily fluids during emergency
medical and surgical procedures
• Coated bandages keep healing
wounds dry
• Bedding and drapes stay dry despite
constant contact with bodily fluids,
oils, and alcohols
• Patients, doctors, and responders
remain comfortable and protected
• Medical environment remains sterile
Many of the products are used only
once and then incinerated, and so
the growth and transfer of bacteria,
disease, and infection are inhibited.
8 9
AAMI Ratings for Protective Apparel and Drapes
As discussed previously, the healthcare industry depends on the
effectiveness of moisture barrier materials to protect people from toxins,
infection, and disease. Healthcare workers must choose products made
from nonwoven fabrics that offer the appropriate level of protection.
There is a standard that can be followed which classifies barrier
effectiveness, and covers all surgical gowns and other protective apparel,
as well as drapes and drape accessories. In 2004, the FDA recognized the
consensus standard American National Standards Institute/Association
of the Advancement of Medical Instrumentation (ANSI/AAMI)
PB70:2003 that describes liquid barrier performance and classification of
protective apparel and drapes intended for use in healthcare facilities.
The AAMI standard requires manufacturers to label
their fabrics based on the level of fluid repellency
they provide. It also specifies the test methods
and performance results necessary to verify and
validate the defined levels of protection.
10 11
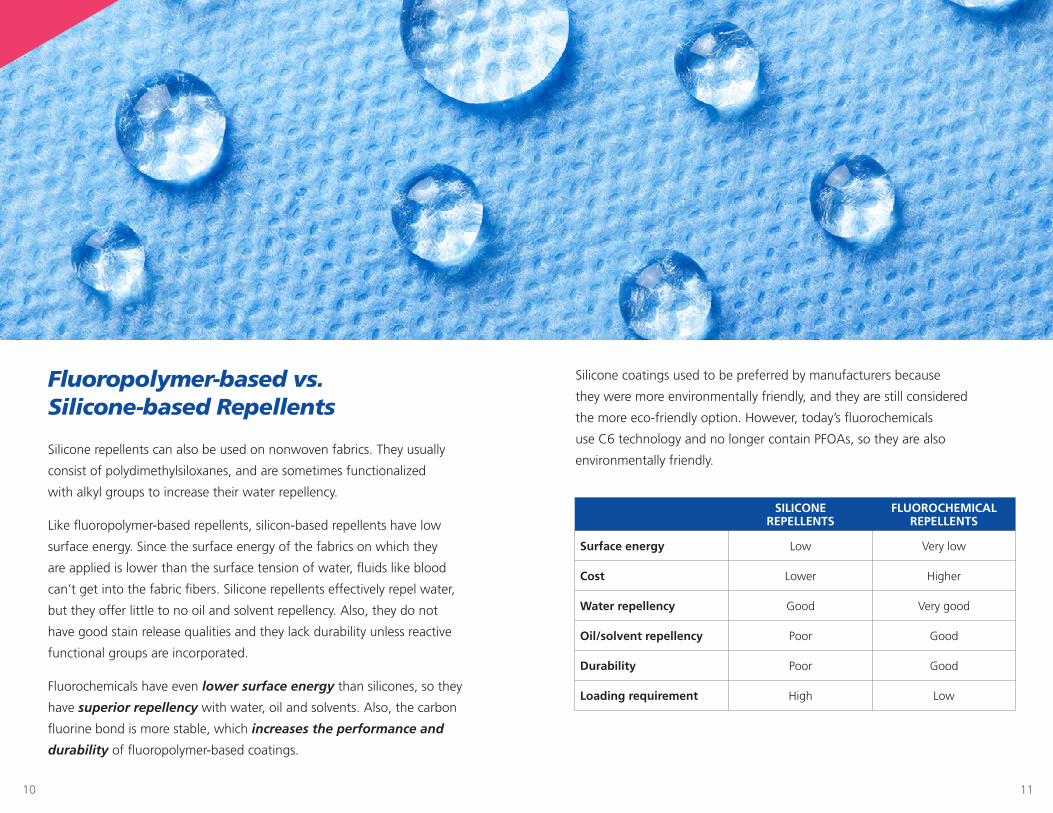
Fluoropolymer-based vs. Silicone-based Repellents
Silicone repellents can also be used on nonwoven fabrics. They usually
consist of polydimethylsiloxanes, and are sometimes functionalized
with alkyl groups to increase their water repellency.
Like fluoropolymer-based repellents, silicon-based repellents have low
surface energy. Since the surface energy of the fabrics on which they
are applied is lower than the surface tension of water, fluids like blood
can’t get into the fabric fibers. Silicone repellents effectively repel water,
but they offer little to no oil and solvent repellency. Also, they do not
have good stain release qualities and they lack durability unless reactive
functional groups are incorporated.
Fluorochemicals have even lower surface energy than silicones, so they
have superior repellency with water, oil and solvents. Also, the carbon
fluorine bond is more stable, which increases the performance and
durability of fluoropolymer-based coatings.
SILICONE REPELLENTS
FLUOROCHEMICAL REPELLENTS
Surface energy Low Very low
Cost Lower Higher
Water repellency Good Very good
Oil/solvent repellency Poor Good
Durability Poor Good
Loading requirement High Low
Silicone coatings used to be preferred by manufacturers because
they were more environmentally friendly, and they are still considered
the more eco-friendly option. However, today’s fluorochemicals
use C6 technology and no longer contain PFOAs, so they are also
environmentally friendly.

12 13
AAMI Standards of Protection
Level 1: Minimal Risk To be used, for example, during basic care, standard
isolation, cover gown for visitors, or in a standard
medical unit
Level 2: Low Risk To be used, for example, during blood draw, suturing,
in the Intensive Care Unit (ICU), or in a pathology lab
Level 3: Moderate Risk To be used, for example, during arterial blood draw,
inserting an intravenous (IV) line, in the Emergency
Room, or for trauma cases
Level 4: High Risk
To be used, for example, during long, fluid-intense
procedures, surgery, when pathogen resistance is
needed, or when infectious diseases are suspected
(non-airborne)
14 15
The Challenges of Selecting the Best Repellents for Nonwovens
Most manufacturers specify repellent coatings for their disposable
nonwoven products so they can repel liquids, release stains easier, or
both. However, selecting the best fluorochemical grade is challenging
because repellency and stain release are competing properties.
Fluorochemicals aid stain release by coating the fibers of the fabric so
the stain can’t hold onto the fibers. But this strong water repellency
becomes an issue when trying to remove stains that are already set in
the fabric fibers.
To remove a stain, water and detergent must be able to enter the fabric
to surround the stain. Highly water repellent surfaces prevent this from
happening.
To resolve this problem, formulators incorporate monomers with
hydrophilic characteristics into the fluoropolymer, but this lowers
dynamic water repellency.
Stain release isn’t as much of
an issue in the medical industry
because most nonwoven products
are single-use, but applications
requiring stain release require
performance testing to select
the best grade.
Repellent chemical suppliers like AGC work hand in hand with
manufacturers and mills to figure out which grade is best for their specific
application. For example, we set up the fabric treatment process in the
lab so we can treat fabrics using the same conditions as our customers.
We typically use a size press equipped with roller pressure and speed
adjustments.
We also dry fabrics the same way as the mills, using a tentor drying
oven with two-stage temperature controls and adjustable dwell time.
Reproducing their processes with their fabric samples lets us recommend
the optimal treatment conditions, which takes the guesswork out the
manufacturing process.
16 17
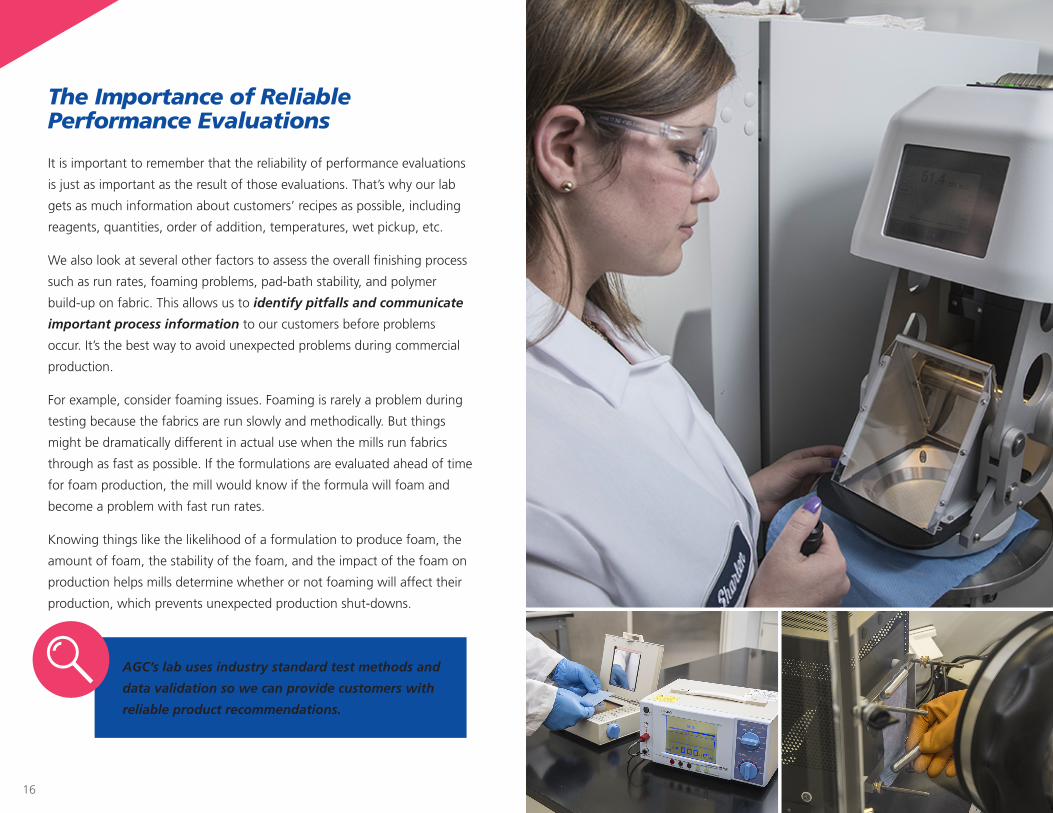
The Importance of Reliable Performance Evaluations
It is important to remember that the reliability of performance evaluations
is just as important as the result of those evaluations. That’s why our lab
gets as much information about customers’ recipes as possible, including
reagents, quantities, order of addition, temperatures, wet pickup, etc.
We also look at several other factors to assess the overall finishing process
such as run rates, foaming problems, pad-bath stability, and polymer
build-up on fabric. This allows us to identify pitfalls and communicate
important process information to our customers before problems
occur. It’s the best way to avoid unexpected problems during commercial
production.
For example, consider foaming issues. Foaming is rarely a problem during
testing because the fabrics are run slowly and methodically. But things
might be dramatically different in actual use when the mills run fabrics
through as fast as possible. If the formulations are evaluated ahead of time
for foam production, the mill would know if the formula will foam and
become a problem with fast run rates.
Knowing things like the likelihood of a formulation to produce foam, the
amount of foam, the stability of the foam, and the impact of the foam on
production helps mills determine whether or not foaming will affect their
production, which prevents unexpected production shut-downs.
AGC’s lab uses industry standard test methods and
data validation so we can provide customers with
reliable product recommendations.
18 19
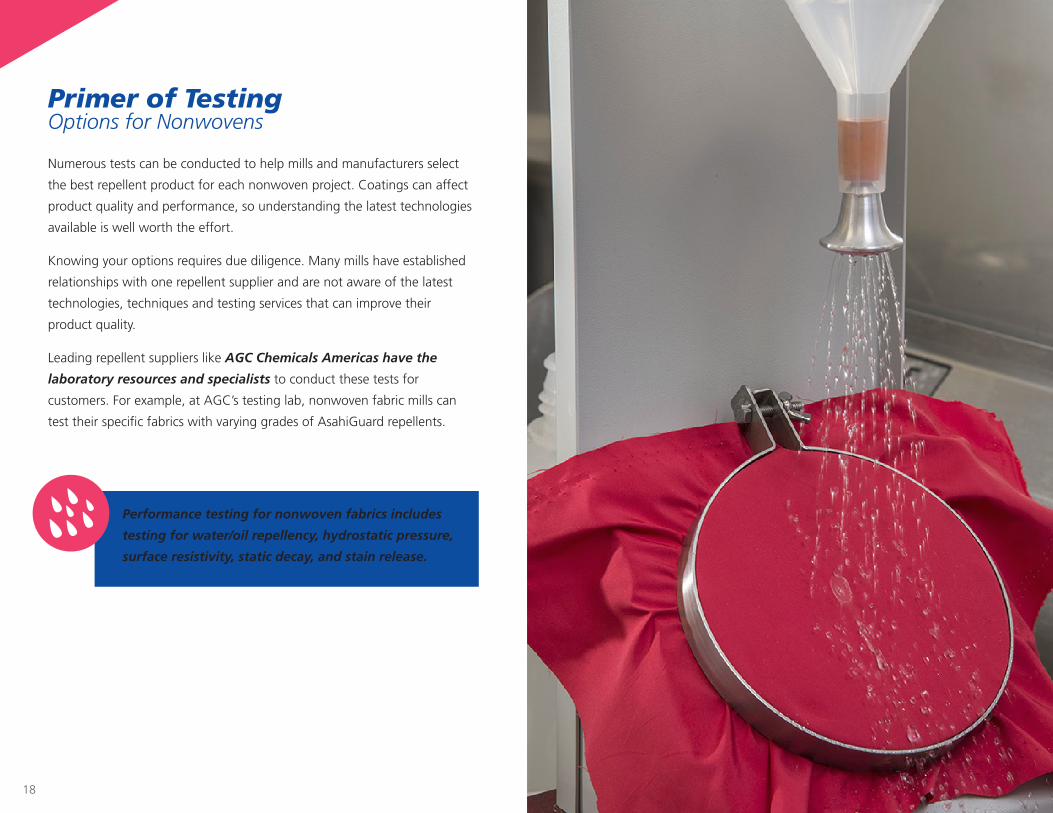
Primer of Testing Options for Nonwovens
Numerous tests can be conducted to help mills and manufacturers select
the best repellent product for each nonwoven project. Coatings can affect
product quality and performance, so understanding the latest technologies
available is well worth the effort.
Knowing your options requires due diligence. Many mills have established
relationships with one repellent supplier and are not aware of the latest
technologies, techniques and testing services that can improve their
product quality.
Leading repellent suppliers like AGC Chemicals Americas have the
laboratory resources and specialists to conduct these tests for
customers. For example, at AGC’s testing lab, nonwoven fabric mills can
test their specific fabrics with varying grades of AsahiGuard repellents.
Performance testing for nonwoven fabrics includes
testing for water/oil repellency, hydrostatic pressure,
surface resistivity, static decay, and stain release.
20 21
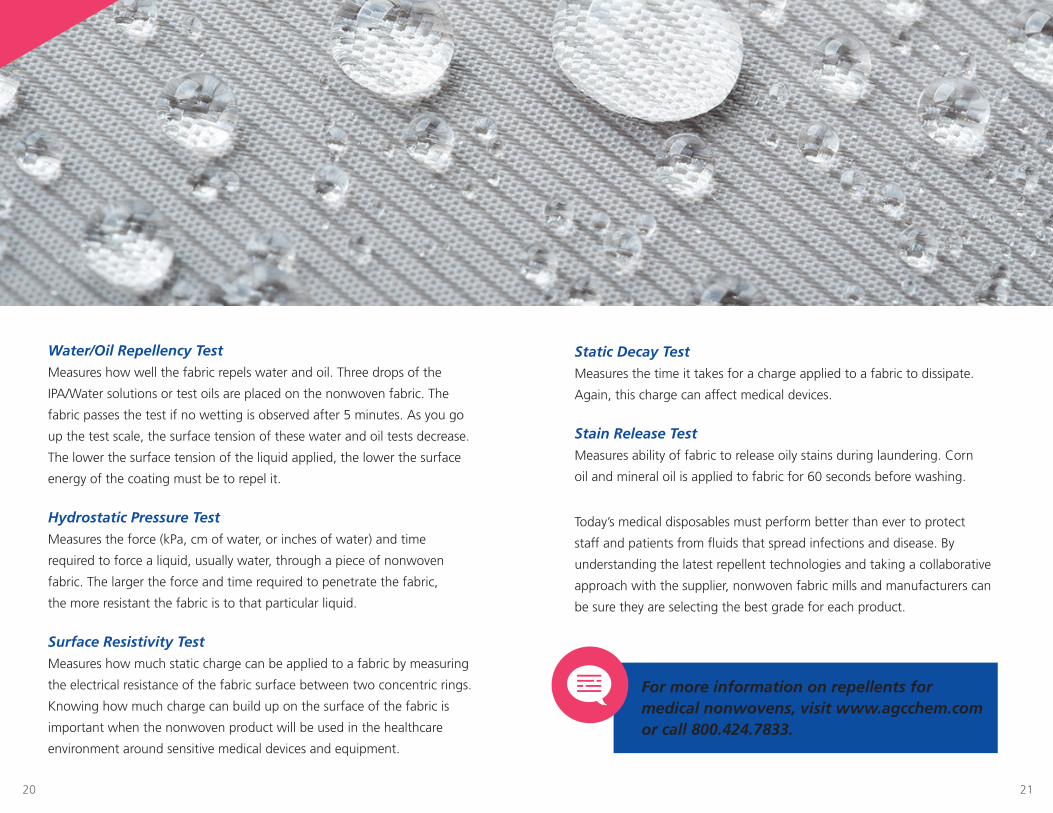
Water/Oil Repellency Test
Measures how well the fabric repels water and oil. Three drops of the
IPA/Water solutions or test oils are placed on the nonwoven fabric. The
fabric passes the test if no wetting is observed after 5 minutes. As you go
up the test scale, the surface tension of these water and oil tests decrease.
The lower the surface tension of the liquid applied, the lower the surface
energy of the coating must be to repel it.
Hydrostatic Pressure Test
Measures the force (kPa, cm of water, or inches of water) and time
required to force a liquid, usually water, through a piece of nonwoven
fabric. The larger the force and time required to penetrate the fabric,
the more resistant the fabric is to that particular liquid.
Surface Resistivity Test
Measures how much static charge can be applied to a fabric by measuring
the electrical resistance of the fabric surface between two concentric rings.
Knowing how much charge can build up on the surface of the fabric is
important when the nonwoven product will be used in the healthcare
environment around sensitive medical devices and equipment.
Static Decay Test
Measures the time it takes for a charge applied to a fabric to dissipate.
Again, this charge can affect medical devices.
Stain Release Test
Measures ability of fabric to release oily stains during laundering. Corn
oil and mineral oil is applied to fabric for 60 seconds before washing.
Today’s medical disposables must perform better than ever to protect
staff and patients from fluids that spread infections and disease. By
understanding the latest repellent technologies and taking a collaborative
approach with the supplier, nonwoven fabric mills and manufacturers can
be sure they are selecting the best grade for each product.
For more information on repellents for medical nonwovens, visit www.agcchem.com or call 800.424.7833.

22
About AGC & AsahiGuard Recognized by the industry for its advanced fluorine chemistry technologies,
AGC Chemicals Americas developed AsahiGuard AG-E600, a high-performance,
PFOA-free repellent with improved environmental and biological profiles.
AsahiGuard has proven safe and effective for use in nonwoven medical textiles,
and poses no danger to humans, animals, materials, or the environment. It also
meets the most stringent international regulatory requirements. In fact, AsahiGuard
is commonly used at the cutting edge of healthcare, due to its resistance to alcohol,
water, and other fluids encountered in the healthcare industry. AGC maintains a
corporate vision to “Look Beyond,” and so anticipates new global requirements
and creates value for its customers by continuously innovating technologies and
improving customer service.
AGC Chemicals Americas, Inc.55 E. Uwchlan Avenue, Suite 201Exton, PA 19341USA
www.agcchem.com