Embed Size (px)
DESCRIPTION
Since the mid 1950’s, FE Petro’s parent company, Franklin Electric, has been involved in the design and manufacture of submersible motors for use in pumping motor fuels. Building on this extensive history, FE Petro has contributed innovative product designs for submersible pumps throughout the 1990’s, and into the 21st Century.
Citation preview

MECHANICAL LINE LEAK DETECTOR MLD
PRECISION BUILT FOR LONG LIFEAND MAXIMUM FLOW RATES
The FE Petro STP-MLD leak detectoris a three position, pressure-sensing,
piston operated valve. It is designed tocontinuously monitor the pipingbetween the discharge of thesubmersible turbine pump andthe solenoid valve in a servicestation dispenser.
When the submerged turbine pump isturned on after the system pressure hasdropped significantly below the normal
static system pressure, approximately 3 GPH (at 10 psi) is metered through theSTP-MLD into the piping system. If a leakis present that equals or exceeds thisamount, as much product escapes fromthe system as is metered through theSTP-MLD. Under this condition, pressurecannot build up in the piping system.When a nozzle is opened, a poppet in theSTP-MLD moves to a position thatrestricts the flow to less than 3 GPM. Thisis the indication to the operator that a
leak is present. If there are no leaks,pressure rapidly builds in the systemforcing the STP-MLD to open to the full-flow position. In a system with no leaks,it takes approximately two to threeseconds for a complete test. No furtherline testing takes place until the linepressure drops significantly below thenormal static system pressure with thepump off.
OPERATING CHARACTERISTICS
MLDB001
1. The Tripped or BottomPosition
When the system pressure is less than1 psi, the piston and poppet are in the“bottom” or “tripped” position. In thisposition, product flows through thehorizontal hole in the poppet andaround the metering pin at a flow rate ofapproximately 2 to 3 GPM into thedelivery line when the submersiblepump is running. In normal operationthe piping remains full of fluid and whenthe submersible pump is turned on, theflow rate of less than 3 GPM allows thepressure to build rapidly, moving thepoppet to the leak sensing position.
2. Leak Sensing PositionIn this position, the system pressure hasincreased to approximately 12 psi. All theflow must travel around the meteringpin which limits it to approximately a 3GPH rate (at 10 psi). If there is a leak inthe system which will allow leakage toexceed this amount, the line pressurewill not build beyond this point and thevalve will remain in the leak sensingposition with the main flow blocked. Ifthere is an attempt to dispense while thevalve is in this position, the line pressurewill drop to less than 1 psi, the piston willrespond, and the poppet will return toPosition 1 where less than 3 GPM willflow to the dispensers. Leaks smallerthan 3 GPH will be indicated by the STP-MLD taking longer than three seconds toopen completely because some of theflow leaks out of the system and the restbuilds pressure. If there is no leakage inthe system, the small flow around themetering pin increases the line pressureand in approximately three secondsthe piston will move the poppet toPosition 3.
3. Non-Leak or Full FlowPosition
This position allows full flow. The poppetwill remain in approximately thisposition as long as the system pressureremains at about the pumping pressure.If the pressure in the system drops whenthe pump is turned off, either due tothermal contraction of the product ordue to a leak, the piston movesdownward and the poppet engages andseals inside the cage at about 3 psi, orapproximately 10 feet of head, ingasoline. Any time the pump is turnedon after the seal on the poppet is insidethe cage, a line test will be performed.
11/04
3760 Marsh RoadMadison, WI 53718, U.S.A.Tel: +1 608 838 8786 • Fax: +1 608 838 6433Tel: USA & Canada: 1 800 225 9787Tel: Mexico: 001 800 738 7610 Email: [email protected]: www.franklinfueling.com
The FE Petro Mechanical Line Leak Detector (MLD)FEATURES AND BENEFITS
The FE Petro MLD product line has unique constructionfeatures designed to provide maximum flow rates in busystations and long service life. Both are critical issues forprofitable station operation.
Design Features:
� Piston design offers the maximum flow rate possible bykeeping flow restriction through the leak detector at aminimum. Piston has a full 15/8" (4. 1 cm) of travel tomove the leak detection poppet fully out of the flowpath when product is being pumped.
� Piston cylinder has 5.75 cubic inches (94.2 cc) ofvolume to help minimize nuisance tripping due tothermal contraction. This also reduces the number ofdaily line tests during thermal contraction periods andthereby extends the life of the leak detector.
Built-in precision to maximize life:
� Burnished Brass Cylinder Liner has an 8 to 24 micronfinish. The piston rod is polished stainless steel. Bothare designed to minimize friction by providing anextremely smooth surface to reduce wear of theTeflon� seals.
� Metering Pin is constructed of 416 stainless steel to minimize wear of the critical 3 GPH leak rate orifice.
Three MLD Models for the exact application*
• The MLD (blue in color) isdesigned for use in gasolineand alcohol blends and 100%alcohol applications usingridged pipe, or flexible pipewith a high modulus ofelasticity.
• The MLD-D (light tan in color) isdesigned for use in diesel fuel andkerosene applications only.
• The MLD-E (gray in color) is designedfor use with some flexible piping systemswith a low modulus of elasticity.
*Always follow MLD installation instructions in flexible piping systems to determine if model MLD-E (gray), thestandard MLD (blue), or MLD-D (tan) model is required todetect a 3 GPH line leak.
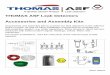
FLOW
BRASSPOPPET
FLOW
MLD shown in full flow position.Poppet fully out of flow stream.
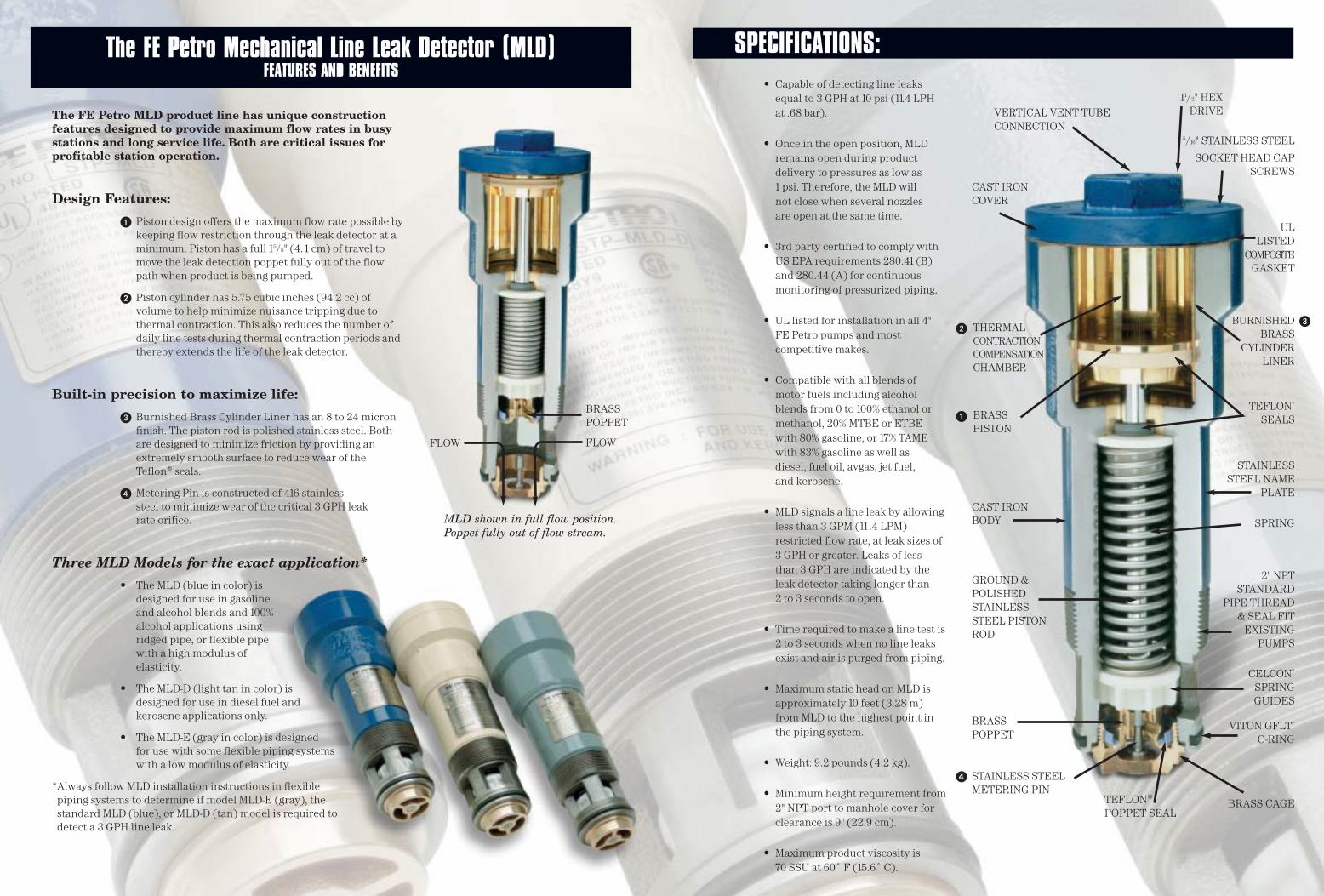
CAST IRONCOVER
THERMALCONTRACTIONCOMPENSATIONCHAMBER
BRASSPISTON
CAST IRONBODY
GROUND &POLISHEDSTAINLESSSTEEL PISTONROD
BRASSPOPPET
STAINLESS STEELMETERING PIN
TEFLON�POPPET SEAL
BRASS CAGE
VITON GFLT�
O-RING
CELCON�
SPRINGGUIDES
2" NPTSTANDARD
PIPE THREAD& SEAL FIT
EXISTINGPUMPS
SPRING
STAINLESSSTEEL NAME
PLATE
TEFLON�
SEALS
BURNISHEDBRASS
CYLINDERLINER
ULLISTED
COMPOSITEGASKET
5/16" STAINLESS STEEL
SOCKET HEAD CAPSCREWS
SPECIFICATIONS:• Capable of detecting line leaks
equal to 3 GPH at 10 psi (11.4 LPHat .68 bar).
• Once in the open position, MLDremains open during productdelivery to pressures as low as1 psi. Therefore, the MLD will not close when several nozzles are open at the same time.
• 3rd party certified to comply withUS EPA requirements 280.41 (B)and 280.44 (A) for continuousmonitoring of pressurized piping.
• UL listed for installation in all 4"FE Petro pumps and mostcompetitive makes.
• Compatible with all blends ofmotor fuels including alcoholblends from 0 to 100% ethanol ormethanol, 20% MTBE or ETBEwith 80% gasoline, or 17% TAMEwith 83% gasoline as well asdiesel, fuel oil, avgas, jet fuel,and kerosene.
• MLD signals a line leak by allowingless than 3 GPM (11 .4 LPM)restricted flow rate, at leak sizes of3 GPH or greater. Leaks of lessthan 3 GPH are indicated by theleak detector taking longer than2 to 3 seconds to open.
• Time required to make a line test is2 to 3 seconds when no line leaksexist and air is purged from piping.
• Maximum static head on MLD isapproximately 10 feet (3.28 m)from MLD to the highest point inthe piping system.
• Weight: 9.2 pounds (4.2 kg).
• Minimum height requirement from2" NPT port to manhole cover forclearance is 9" (22.9 cm).
• Maximum product viscosity is70 SSU at 60˚ F (15.6˚ C).
�
�
�
�
VERTICAL VENT TUBECONNECTION
11/2" HEXDRIVE