Embed Size (px)
Citation preview
MECHANICAL INTEGRITY OF PRESSURISED SYSTEMS: AN ESSENTIAL ELEMENT OF LOSS PREVENTION
E Crooks C. Eng. F.I. Mech E*
Maintaining the mechanical integrity of a pressurised system is a constant objective of loss prevention and safety. Achieving this objective depends upon the skill and vigilance of all who are involved in the design, manufacture, installation and use of these systems. Important lessons can be learnt from the experiences of others who have been involved, not only in the dramatic and major disasters but, in the more common day to day incidents experienced on this type of plant. Health and Safety legislation throughout the years has kept pace with the changing nature of this technology but, in the final analysis, responsibility for loss prevention, not only in terms of property damage but more importantly in terms of human cost, rests with those who own and operate the plant.
(Key words: failure, legislation, loss prevention, mechanical integrity, pressurised systems, safety)
^Health and Safety Executive, Technology Division Magdalen House, Stanley Precinct, Bootle, Merseyside.
INTRODUCTION
The publication in the Loss Prevention Bulletin 071(1) of the Marsh and McLennan Protection Consultants review of the one hundred largest losses in the hydrocarbon - chemical industries (2) and their analysis of these incidents (3) provides a valuable insight into major accidents, their causes and consequences and the importance of mechanical integrity of pressurised plant. These references which cover the period between 1957 and 1986 show that over this thirty year period of the review there is an increasing number of losses which vary in cost to the economy of between $10,000,000 and $233,000,000 with a total loss amounting to $35,800,000,000. Significantly in this analysis the incident at Flixborough is recorded as the most expensive. Since then we have experienced Bhopal, the nuclear accident at Chernobyl and the major disaster in the North Sea involving the destruction of the Piper Alpha drilling and production platform with its tragic loss of life. Any lessons learned from these events and any actions which can be taken to reduce the extent of the financial losses and the human tragedy of loss of life or injury must be worthwhile and necessary in a caring society.
Apart from one or two notable exceptions, the report (3) suggests the extent of loss of life and injury in this industry is low. Only three out of 100 incidents are reported to have resulted in the death of people outside the boundary of the plants. One must question whether this
179
IChemE SYMPOSIUM SERIES No. 115
makes such events any more acceptable than other types of disaster which directly involve members of the general public. Incidents such as Abbeystead, Bradford City Football Club, The Herald of Free Enterprise and Kings Cross Underground have over the last few years attracted major public concern. Public perception of industrial accidents on the other hand is tempered by the extent of personal tragedy, the nature of the risk and the perceived danger. Dangers which are confined within the boundaries of the factory, even when the results are dramatic in terms of property loss may be acceptable provided those involved are few in numbers. This attitude may be illustrated by a recent event which involved a major fire and the disintegration of pressure plant with debris weighing many tonnes being blasted for great distances. The news which attracted greatest public interest was associated with a small radioactive source used in the instrumentation which was lost during the explosion and assumed to be deposited somewhere outside the plant perimeter fence.
SOME LESSONS TO BE LEARNED
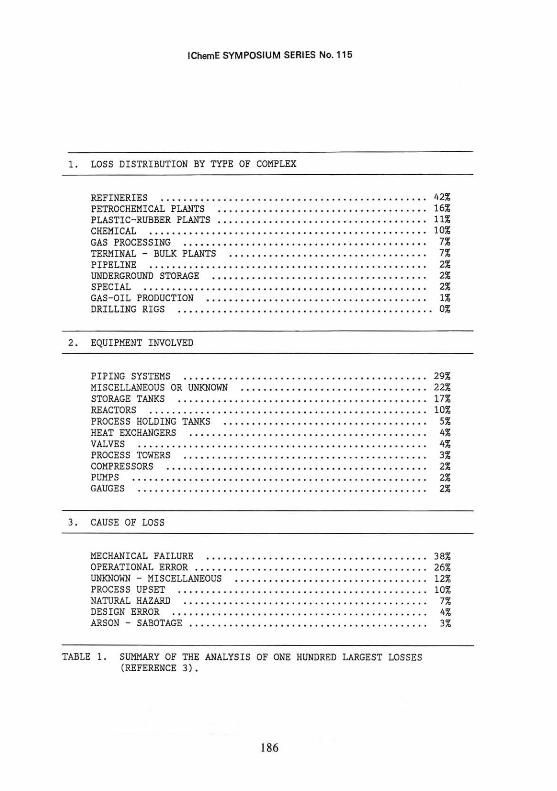
The importance of mechanical integrity of pressurised process plant and storage systems is clearly shown in Ref 2. Piping systems contributed to 29% of the incidents. Failures of piping, tubing, hoses, flanges, expansion joints and strainers are to be found. Many of the most dramatic events such as -FEYZIN in France were initiated from simple failures of piping components. Storage tanks, reactor vessels, process vessels and heat exchangers contributed to a further 36% of the incidents. Significantly, twenty-two events occurred when the plant was in a transient operational condition either during start up, shut down or on line maintenance. This, of course, indicates a very high incident rate for a relatively short period in the total life of the plant. Mechanical failure at 38% is identified as a major cause of accidents. This has implications for poor maintenance and inadequate inspection procedures. Operational error is identified as the next most significant cause at 26% of the total. A summary of these statistics is given in Table 1.
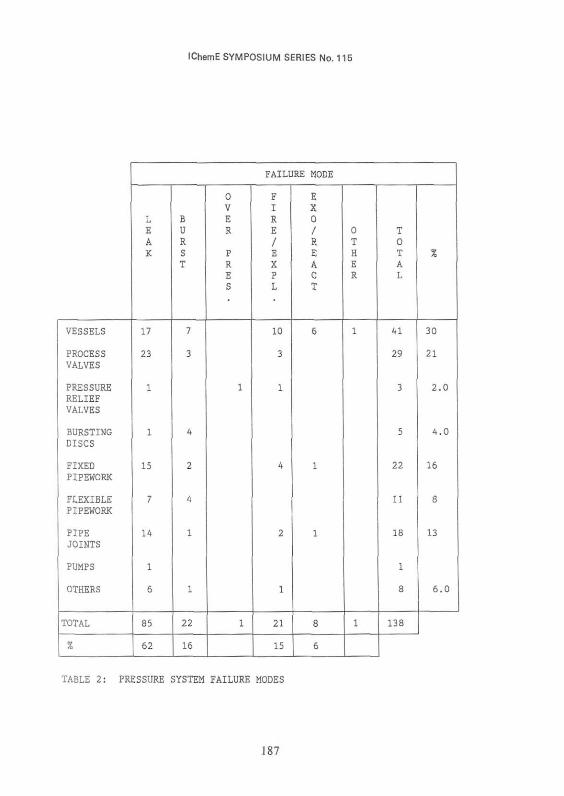
There is nothing unusual about such findings. Similar trends are to be found regularly in the more mundane accidents that are reported to the Health and Safety Executive. Analysis of these incidents shows a high incidence of mechanical failures which can be directly attributed to failure to maintain the plant in a safe condition or to poor systems of work and operator error in the control of the process (4) . A recent internal HSE study of accidents and dangerous occurrences involving pressurised systems in the chemical and process industries (5) derived data from 138 reports. The data are summarised in Tables 2, 3 and A. The following general observations are derived from Table 2.
(a) LEAKAGE is the dominant failure mode at (62%) of the total with the greatest occurrence upon pipework (26%) followed by process valves (17%) and vessels (12%).
(b) BURSTS are the next most significant failure mode (16%).
(c) PIPEWORK is the component most likely to fail at (37%) of the total followed by vessels (30%) and valves (23%).
180
IChemE SYMPOSIUM SERIES No. 115
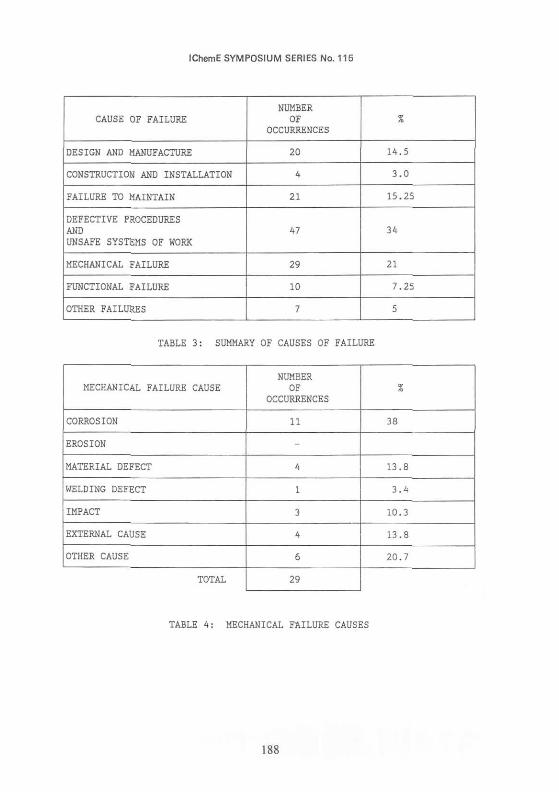
(d) The most significant causes of failure are derived from Tables 3 and A.
- DEFECTIVE PROCEDURES AND UNSAFE SYSTEMS OF WORK - (34%)
- MECHANICAL FAILURES - 21%
- FAILURE TO MAINTAIN - 15.25%
- DESIGN AND MANUFACTURE - 14.5%
(e) MECHANICAL FAILURE is due mainly to corrosion (38%).
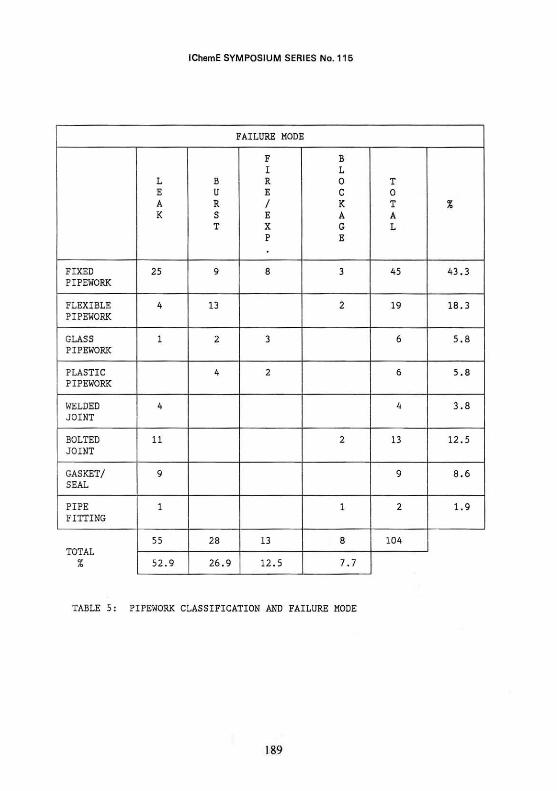
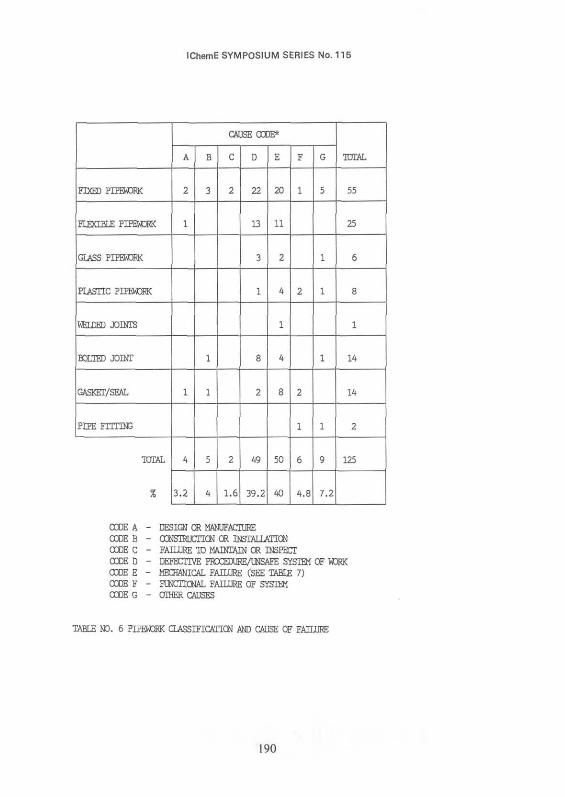
An earlier internal HSE study on pipework failures (6) and a recent publication (7) which incorporates the data in (6) confirms the critical importance of pipework as an initiator of major incidents. Tables 5, 6 and 7 summarise the data obtained from reference 6 which covers all pipework incidents reported in 1983. The following general observations are derived from these tables together with data obtained from a similar study of 1982 data which is contained within parenthesis.
(a) LEAKAGE is the dominant failure mode with greatest occurrence on fixed pipework at 24% (26%) and bolted joints at 10.6% (12.1%). This accounts for 52.9% (67.3%) of all incidents.
(b) BURSTS are the next most significant failure mode at 26.9% (21.5%). This has the greatest occurrence upon flexible pipework at 12.5% (7.5%) of the total.
(c) Cause of failure is dominated by two factors, MECHANICAL FAILURE at 40% (38.5%) and DEFECTIVE PROCEDURES AND UNSAFE SYSTEMS OF WORK at 39.2% (38.5%).
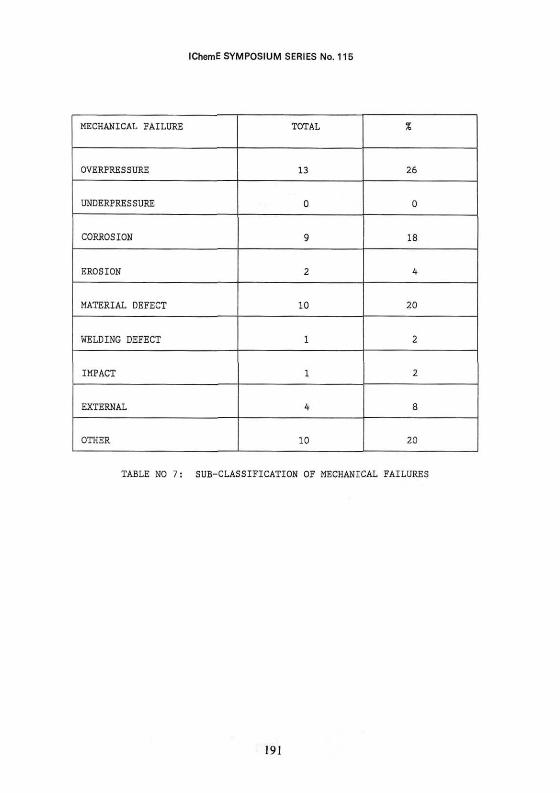
(d) The main cause of MECHANICAL FAILURE is spread evenly over nine classifications but OVERPRESSURE at 26% (35.7%), MATERIAL DEFECTS at 20% (14.3%) and CORROSION at 18% (19%) are the most significant.
ACHIEVING ACCEPTABLE LEVELS OF SAFETY
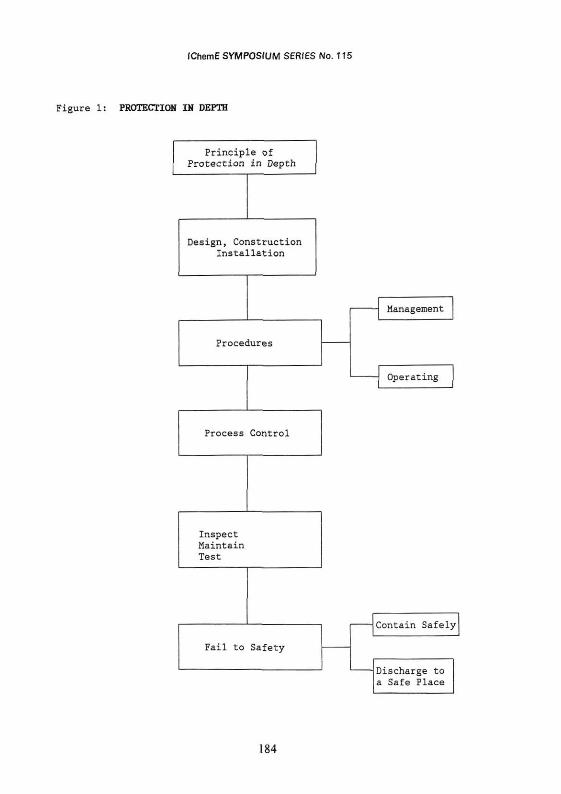
Safety is achieved by building a plant with adequate quality, operating it in accordance with well established and safe procedures and maintaining it and regularly inspecting it so that it continues to be fit for its intended purpose. The design of the plant must be such that it will achieve protection in depth against all foreseeable events that might put that plant at risk. The principle of protection in depth shown in Figure 1 encapsulates quality assurance processes at all stages from design conception up to the potential point of failure. In the event of such a failure; it should occur so far as is reasonably practical in a manner that does not place people at risk. Flixborough, for example, involved lack of quality in areas of design, management procedures, inspection and test which led to a failure of the pipework and the total destruction of the plant. Achieving acceptable levels of safety for pressure systems, therefore, depends upon the skill and constant vigilance of all who are involved in the design, the manufacture, the installation and commissioning and thereafter throughout the productive life of the plant.
181
IChemE SYMPOSIUM SERIES No. 115
LEGISLATION
The implementation of legislation to regulate the standards of safety on pressurised plant and the development of standards for design, and codes of practice for safe operations have developed alongside industry since the beginning of industrialisation in this country. Most recently the Control of Industrial Major Accident Hazard Regulations (CIMAH Regs) came into force in 1984. The principle objective of these regulations is the prevention of major accidents, of the type considered in this paper, arising from industrial activities and the limitation of the effects of such accidents. Duties are placed upon the manufacturer to provide evidence to show that he has:-
identified the major accident hazard
taken adequate steps to prevent such major accidents and to limit their consequences to persons and the environment
provided persons working on the site with information, training and equipment necessary to ensure their safety.
For certain defined industrial activities involving dangerous substances the Regulations require the manufacturer to prepare a written report or safety case which contains information specified in Schedules to the Regulations. Within the Schedule is a specific requirement to provide a description of the measures taken to prevent, control or minimise the consequences of a major accident. This requirement addresses the main objective of achieving acceptable levels of safety particularly in relation to mechanical integrity and covers such items as:-
plant design
engineering construction standards
inspection and testing
maintenance
control and protection systems.
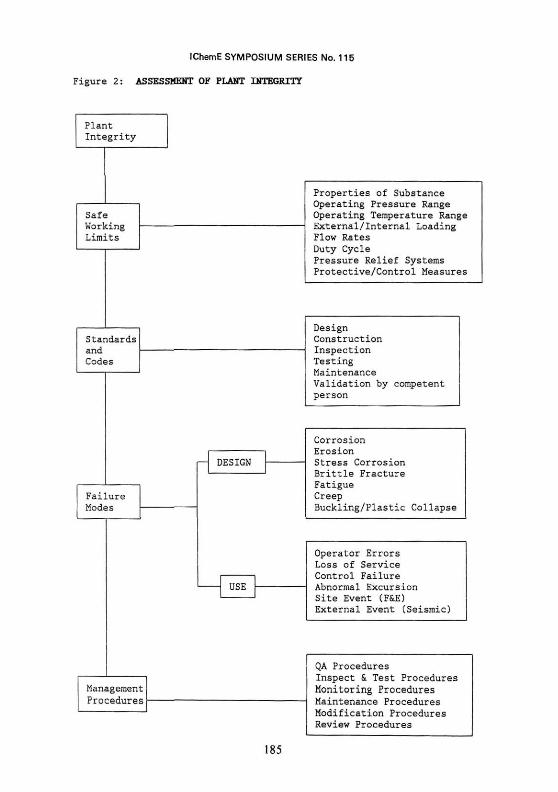
Consideration of such matters requires a thorough understanding of the plant and those areas which are most vulnerable to the sudden and unexpected event. The integrity of the plant requires a very careful assessment of the design of the plant and its management structure. Typically, this would involve consideration of a wide range of matters such as shown in Figure 2.
The CIMAH Regulations place specific duties upon the owners and operators of major installations that come within the scope of the Regulations. Other industries which are outside the Regulations must, nevertheless conduct their businesses in an equally safe manner as laid down by the general provisions of the Health and Safety at Work Act of 1974. This Act encompasses traditional legislation such as The Factories Act 1961 where, with respect to pressurised systems, strict statutory requirements are laid down for steam raising plant and compressed air receivers. There is nothing in the Act that deals in the same specific detail with the many types of process plant that have evolved with the rapid technological developments in the chemical industry.
182
IChemE SYMPOSIUM SERIES No. 115
Following the Flixborough incident in 1974 a Committee of Enquiry was setup to investigate the cause of the incident and make recommendations. This Committee noted with approval the coverage under The Factories Act of steam boilers and air receivers and proposed similar controls over other pressurised plant which was outside the specific requirements of the Factories Act.
This recommendation has led to the development of a new set of regulations, now nearing completion, to be called THE PRESSURE SYSTEMS AND TRANSPORTABLE GAS CONTAINERS REGULATIONS. These Regulations, whilst recognising the Flixborough Enquiry, have been formulated in the spirit of the Robins Report, published in 1972, which had been critical of the control of workplace safety by detailed legislative provisions. This, of course, was the basis for the Health and Safety at Work Act. The new Regulations will provide a framework of control by means of which the level of precaution can be matched to the degree of risk. The Regulations will thus enable outdated parts of the Factories Act and Gas Cylinder legislation to be revoked or repealed and to be replaced with general provisions which can be adapted to advances in technology.
The Regulations will be in two parts covering installed systems and transportable gas containers. Installed pressure systems will be subject to requirements which relate to the initial integrity of the pressure vessel and to the operational integrity of the pressure system as a whole.
Duties will be placed upon the supplier and installer of a pressure system for its initial integrity at Regulations 4-6. Duties will be placed upon the user of the system in consultation with the competent person to establish safe operating limits, establish a suitable scheme of examination and ensure that the system is examined accordingly at Regulations 8-9. Further duties will be placed upon the user regarding operation, maintenance and documentation at Regulations 11-13. Finally duties will be placed upon the competent person in carrying out the examination at Regulations 9-10.
CONCLUSIONS
The most probable cause of loss of containment of a process fluid from a pressurised system is either a failure of the mechanical integrity of the system or a deficiency in the operating procedures and safe working practices. Lessons learnt from worldwide major incidents and the more frequent but less dramatic dangerous occurrences confirm this view and provide indicators that should be applied to any loss prevention activity. Legislation may be introduced in response to the consequences of such events but responsibility for minimising the risks arising from any industrial activity remains primarily with those who create the hazard and the potential risk arising from it.
183
IChemE SYMPOSIUM SERIES No. 115
Figure 1: PROTECTION IN DEPTH
Principle of Protection in Depth
Design, Construction Installation
Procedures
Process Control
Inspect Maintain Test
Fail to Safety
Management
- Operating
Contain Safely
Discharge to a Safe Place
184
IChemE SYMPOSIUM SERIES No. 115
Figure 2: ASSESSMENT OF PLANT INTEGRITY
Plant Integrity
Safe Working Limits
Standards and Codes
Failure Modes
DESIGN
USE
Management
Procedures
Properties of Substance Operating Pressure Range Operating Temperature Range External/Internal Loading Flow Rates Duty Cycle
Pressure Relief Systems Protective/Control Measures
Design Construction Inspection Testing Maintenance Validation by competent person
Corrosion Erosion Stress Corrosion Brittle Fracture Fatigue Creep Buckling/Plastic Collapse
Operator Errors Loss of Service Control Failure Abnormal Excursion Site Event (F&E) External Event (Seismic)
QA Procedures Inspect & Test Procedures Monitoring Procedures Maintenance Procedures Modification Procedures Review Procedures
185
IChemE SYMPOSIUM SERIES No. 115
1. LOSS DISTRIBUTION BY TYPE OF COMPLEX
REFINERIES 42% PETROCHEMICAL PLANTS 16% PLASTIC-RUBBER PLANTS 11% CHEMICAL 10% GAS PROCESSING 7% TERMINAL - BULK PLANTS 7% PIPELINE 2% UNDERGROUND STORAGE 2% SPECIAL 2% GAS-OIL PRODUCTION 1% DRILLING RIGS 0%
2. EQUIPMENT INVOLVED
PIPING SYSTEMS 29% MISCELLANEOUS OR UNKNOWN 22% STORAGE TANKS 17% REACTORS 10% PROCESS HOLDING TANKS 5% HEAT EXCHANGERS 4% VALVES 4% PROCESS TOWERS 3% COMPRESSORS 2% PUMPS 2% GAUGES 2%
3. CAUSE OF LOSS
MECHANICAL FAILURE 38% OPERATIONAL ERROR 26% UNKNOWN - MISCELLANEOUS 12% PROCESS UPSET 10% NATURAL HAZARD 7% DESIGN ERROR 4% ARSON - SABOTAGE 3%
TABLE 1. SUMMARY OF THE ANALYSIS OF ONE HUNDRED LARGEST LOSSES (REFERENCE 3).
IChemE SYMPOSIUM SERIES No.115
VESSELS
PROCESS VALVES
PRESSURE RELIEF VALVES
BURSTING DISCS
FIXED PIPEWORK
FLEXIBLE PIPEWORK
PIPE JOINTS
PUMPS
OTHERS
TOTAL
%
L E A K
17
23
1
1
15
7
1A
1
6
85
62
B U R S T
7
3
A
2
A
1
1
22
16
0 V E R
P R E S
1
1
FAILURE MODE
F I R E / E X P L
10
3
1
A
2
1
21
15
E X 0 / R E A C T
6
1
1
8
6
0 T H E R
1
1
T 0 T A L
Al
29
3
5
22
11
18
1
8
138
%
30
21
2.0
A.O
16
8
13
6.0
TABLE 2 : PRESSURE SYSTEM FAILURE MODES
187
IChemE SYMPOSIUM SERIES No. 115
CAUSE OF FAILURE
DESIGN AND MANUFACTURE
CONSTRUCTION AND INSTALLATION
FAILURE TO MAINTAIN
DEFECTIVE PROCEDURES AND UNSAFE SYSTEMS OF WORK
MECHANICAL FAILURE
FUNCTIONAL FAILURE
OTHER FAILURES
NUMBER OF
OCCURRENCES
20
4
21
47
29
10
7
%
14.5
3.0
15.25
34
21
7.25
5
TABLE 3: SUMMARY OF CAUSES OF FAILURE
MECHANICAL FAILURE CAUSE
CORROSION
EROSION
MATERIAL DEFECT
WELDING DEFECT
IMPACT
EXTERNAL CAUSE
OTHER CAUSE
TOTAL
NUMBER OF
OCCURRENCES
11
-
4
t-i
3
4
6
29
%
38
13.8
3.4
10.3
13.8
20.7
TABLE 4: MECHANICAL FAILURE CAUSES
188
IChemE SYMPOSIUM SERIES No. 115
FAILURE MODE
FIXED PIPEWORK
FLEXIBLE PIPEWORK
GLASS PIPEWORK
PLASTIC PIPEWORK
WELDED JOINT
BOLTED JOINT
GASKET/ SEAL
PIPE FITTING
TOTAL %
L E A K
25
4
1
4
11
9
1
55
52.9
B U R S T
9
13
2
4
28
26.9
F I R E / E X P
8
3
2
13
12.5
B L 0 C K A G E
3
2
2
1
8
7.7
T 0 T A L
45
19
6
6
4
13
9
2
104
%
43.3
18.3
5.8
5.8
3.8
12.5
8.6
1.9
TABLE 5: PIPEWORK CLASSIFICATION AND FAILURE MODE
189
IChemE SYMPOSIUM SERIES No. 115
FIXED PIPEWORK
FLEXIBLE PIPEWORK:
GLASS PIPEWORK
PLASTIC PIPEWORK
WELDED JOINTS
BOLTED JOINT
GASKET/SEAL
PIPE F T T m C
TOTAL
%
CAUSE CODE*
A
2
1
1
4
3.2
B
3
1
1
5
4
C
2
2
1.6
D
22
13
3
1
8
2
49
39.2
E
20
11
2
4
1
4
8
50
40
F
1
2
2
1
6
4.8
G
5
1
1
1
1
9
7.2
TOTAL
55
25
6
8
1
14
14
2
125
CODE A - DESIGN OR MANUFACTURE CODE B - CCNSTHUCTION OR INSTALLATION CODE C - FAILURE TO MAINTAIN OR INSPECT CODE D - DKbEL'nVE PROCEDURE/UNSAFE SYSTEM OF WORK CODE E - MECHANICAL FAILURE (SEE TABLE 7 ) CODE F - FUNCTIONAL FAILURE OF SYSTEM CODE G - OTHER CAUSES
TABLE NO. 6 PIPEWORK CLASSIFICAnON AND CAUSE OF FAILURE
IChemE SYMPOSIUM SERIES No. 115
MECHANICAL FAILURE
OVERPRESSURE
UNDERPRESSURE
CORROSION
EROSION
MATERIAL DEFECT
WELDING DEFECT
IMPACT
EXTERNAL
OTHER
TOTAL
13
0
9
2
10
1
1
4
10
%
26
0
18
4
20
2
2
8
20
TABLE NO 7 : SUB-CLASSIFICATION OF MECHANICAL FAILURES
191
IChemE SYMPOSIUM SERIES No. 115
REFERENCES
1. Loss Prevention Bulletin No. 071 The Institution of Chemical Engineers.
2. MANUELLE FRED A. 1986 Marsh and McLennan Protection Consultants One Hundred Largest Losses - A Thirty Year Review of Property Damage Losses in Hydrocarbon - Chemical Industries.
3. GARRISON WILLIAM G. OCTOBER 1987 Marsh and McLennan Protection Consultants A Thirty Year Review of One Hundred of the Largest Property Damage Losses in the Hydrocarbon - Chemical Industries Tenth Edition and Analysis.
A. ROBINSON B J. Health and Safety Executive Loss Prevention Bulletin 078 A Three Year Survey of Accidents and Dangerous Occurrences in the UK Chemical Industry.
5. CROOKS E. 1986 Health and Safety Executive Internal Communication An Assessment of the Marcode Data Bank
6. CROOKS E. 1985 Health and Safety Executive Internal Communication Pipework Failures in the Chemical Industry An Analysis of Accidents and Dangerous Occurrence Reports.
7. BLYTHING K W AND PARRY S T. 1988 Safety and Reliability Directorate, UKAEA Pipework Failures - A Review of Historic Incidents H.M.S.O ISBN N° 0853563004.
192