Embed Size (px)
Citation preview
Mechanical and Thermal Characterizations of Biobased Thermoset Resins from Soybean Oil Reinforced with Natural
Fiber Using Vacuum Injection Moulding Technique.
(MSc Thesis in Resource Recovery - Sustainable Engineering)
By:
Rima Ghoreishi
Mehdi Ehsani Fatmehsari
IN PARTIAL FULFILMENT OF THE AWARD OF MASTERS OF SCIENCE DEGREE IN
RESOURCE RECOVERY WITH SPECIALISATION IN SUSTAINABLE ENGINEERING
September 2010
2
Mechanical and Thermal Characterizations of Biobased Thermoset Resins from
Soybean Oil Reinforced with Natural Fiber Using Vacuum Injection Moulding
Technique.
Rima Ghoreishi
Mehdi Ehsani Fatmehsari
Master’s Thesis
Subject Category: Technology
Series Number: 4/2010
University of Boras
School of Engineering
SE-501 90 BORAS
Telephone +460334354640
Examiner: Mikael Skrifvars, University of Boras, Sweden.
Supervisor: Kayode Adekunle, University of Boras, Sweden.
Client: University of Boras, Sweden.
Date: September 2010
3
Preface
This final 30 credit points degree project, is the conclusive part of the Master programme in Resource
Recovery- Sustainable Engineering (120 credits) at the University of Borås.
The project was carried out at the Polymer Technology laboratory, University of Borås.
This research work has been quite challenging because it gave us the opportunity to think independently
and to be critically minded.
Our sincere appreciation goes to our supervisor, Kayode Adekunle for his availability and willingness to
put us through at all times and Professor Mikael Skrifvars for his support. I also want to thank Adib,
Jonas Hanson, Dan Åkesson, Haike Hilke, for their immense contribution towards the completion of this
research.
Borås 2010-09-16
_______________________
Professor Mikael Skrifvars
______________________
Kayode Adekunle
_______________________
Rima Ghoreishi
_______________________
Mehdi Ehsani Fatmehsari
4
Abstract
The aim of this research was to analyze the mechanical and thermal properties of composites and
hybrid composites prepared with four types of jute fibers and two different resins; biobased thermoset
resins acrylated epoxidized soybean oil (AESO) and mathacrylated anhydride modified soybean oil
(MMSO). The processing technique used was vacuum injection molding (VIM). Tensile and, flexural
testings and dynamic mechanical and thermal analysis (DMTA) were used to characterize the
composites’ properties. The results showed that the AESO composites have better tensile and flexural
properties. This may be due to the fact that the curing conditions were quite the same for both AESO
and MMSO composites but MMSO composites showed different behavior during curing step. They
were completely cured in a shorter time compared to AESO composites. Having equal curing time for
both resins’ composites can damage the structure of MMSO composites and hybrids. Tan delta peak for
the MMSO reinforced composites occurs at higher temperatures, compared to AESO reinforced
composites, which means better thermal properties for MMSO reinforced composites.
Key words: Soybean oil resin, jute fiber, AESO, MMSO, hybrid composite, flexural test
Tensile test, DMTA, vacuum injection molding.

5
Table of Contents
Preface........................................................................................................................................................ 3 Abstract...................................................................................................................................................... 4 Table of Contents ...................................................................................................................................... 5 1. Introduction........................................................................................................................................... 6 2. Experimental ......................................................................................................................................... 7
2.1 Materials ........................................................................................................................................... 7 2.2 Composite preparations .................................................................................................................... 8
2.2.1 Fibre treatment ........................................................................................................................... 9 2.2.2 Resin blending ........................................................................................................................... 9
3. Manufacturing techniques ................................................................................................................... 9 3.1 Vacuum injection molding................................................................................................................ 9 3.2 Vacuum injection molding of AESO.............................................................................................. 10 3.3 Vacuum injection molding of MMSO ............................................................................................ 11
3.3.2 Curing of the MMSO reinforced composites .......................................................................... 11 4. Characterization ................................................................................................................................. 12
4.1 Tensile testing ................................................................................................................................. 12 4.2 Flexural testing................................................................................................................................ 12 4.3 Dynamic mechanical thermal analysis (DMTA) ............................................................................ 13
5. Results .................................................................................................................................................. 13 5.1. Tensile test ..................................................................................................................................... 13
5.1.1 Tensile Modulus....................................................................................................................... 15 5.1.2 Tensile Strength ....................................................................................................................... 16
5.2 Flexural Test ................................................................................................................................... 17 5.2.1 Flexural Strength...................................................................................................................... 18 5.2.2 Flexural Modulus ..................................................................................................................... 19
5.3 Comparison of the mechanical properties of AESO and MMSO composites................................ 20 5.4 Dynamic mechanical thermal analysis results ................................................................................ 21
5.4.1 DMTA Results for AESO........................................................................................................ 21 5.4.2 DMTA Results for MMSO ...................................................................................................... 22
6. Discussion............................................................................................................................................. 24 7. References ............................................................................................................................................ 28

6
1. Introduction
In recent time the use of renewable materials is increasing e.g. biobased polymers and natural fibers are
being utilized instead of their synthetic counterparts. The aim of using renewable materials is to improve
sustainability. The emission of carbon dioxide, methane and other greenhouse gases is affecting the
environment by increasing the global warming, which is now being regulated according to the Kyoto
and the G8 protocols [1]. In one hand the production and disposal of oil based polymers and composites
produce hazardous emissions to the environment therefore the use of biobased polymers and composites
could decrease these emissions and increase sustainability [2]. On the other hand the costs of synthetic
fibers are higher than those of natural fibers [3, 4].
One industrial application of the biobased polymers is in the production of composites where the
biobased polymer acts as a matrix and the fiber acts as the reinforcement [2].
There are different types of biobased polymers and natural fibers; also there are different ways to
impregnate the natural fibers with biobased polymers [3, 5, 6]. Jute fibers have some advantages and
disadvantages, they are cheap and have renewable sources, low density and non-abrasive production
process [6] but they absorb high amounts of moisture which decreases the mechanical properties of the
composites [7, 8, 9]. The reinforcement of resin with fiber improves the mechanical and thermal
properties of the polymer [6, 10-12].
Soybean oil is the most abundant plant oil and it has been used extensively in industries [13-16]. In
order to make resin from soybean oil, the oil must be functionalized [17]. Epoxidized soybean oil (ESO)
is utilized as plasticizers and stabilizers [18]. In this experiment acrylated epoxidized soybean oil
(AESO) and mathacrylated anhydride modified soybean oil (MMSO) were used as matrix in the
composites preparations.
Vacuum injection molding (VIM) technique was used [19] to impregnate jute fibers with AESO and
MMSO. Composites made by this technique have vast applications in industry e.g. automotive industry
[19, 20, 22]. The VIM process was performed in bench scale. Under vacuum conditions, the resin was
injected into the fiber. The fiber reinforced the resin and produced a rigid composite [19, 21]. The
composite is called hybrid when different types of fibers are used [19, 20, 22].

7
Jute fibers do not have desirable mechanical and thermal properties on their own, but when
impregnated and then cured jute fibers’ range of applications increases [6, 12, 23- 25].
Many researches have been made on biobased composites prepared with various types of natural fibers
e.g. sisal, jute, coir and flax fibers; the production techniques and their properties as well as different
impregnation methods have been reported [1, 26, 27].
The objective of this research is to characterize the mechanical and thermal properties of AESO and
MMSO resins reinforced with jute fibers using a vacuum injection moulding technique.
2. Experimental
2.1 Materials
The following materials were used in this experiment:
• Reinforcements:
Three types of jute fabrics and a non-woven jute fiber were used as reinforcements (see table 1 and
figure 1).
Table 1. Reinforcements used in the composite preparation.
Reinforcement Dimension Surface weight (gr/m2) NW 17cm×17cm 810.7 W1 17cm×17cm 233.56 W2 17cm×17cm 322.50 W3 17cm×17cm 122.50
Non-woven Jute (NW) Woven Jute (W2)
Woven Jute (W1) Woven Jute (W3)
Figure 1. Pictures of the jute fibers used as reinforcement.
8
• Matrices and other reagents:
Matrix: Acrylated epoxidised soybean oil (AESO) and methacrylic anhydride modified soybean oil
(MMSO) were used for different fiber categories, the exact amount will be mentioned in the
experimental part, styrene (25 wt%) was used as a reactive diluent (supplied by Sigma-Aldrich,
USA), dibenzol peroxide (2 wt%) as a free radical initiator, dimethylaniline (0.3 wt%) as an
accelerator (supplied by Reichhold Adic Group Co.), sodium hydroxide pellets for fiber treatment
ESO (epoxidized soybean oil, supplies by Cognis Gmbh Germany), hydroquinone as a free radical
initiator, methachrylic acid (99%) as a co-monomer, methachrylic anhydride(94%) and N-
methylimidazol (99%) as a catalyst (supplied by Sigma-Aldrich Chemical Company, USA),
dichloromethane(99.5%)( supplied by Alfa Aesar Gmblt&Co. , KG).
2.2 Composite preparations The sequence showed in tables 2 and table 3 was used for the production of both the composites and
the hybrid composites.
Table 2. Composite laminate compositions.
Composite Name Number of Layers NW 2 W1 3 W2 3 W3 6
Table 3. Hybrid composite laminate compositions.
Name Number of layers NW W1 W2 W3
NW/W1
3
1
2
-----
-----
NW/W2
3
1
-----
2
-----
NW/W3
3
1
-----
-----
2

9
2.2.1 Fiber treatment
A solution of Sodium hydroxide (4 wt %) was used for fiber treatment. The treatment process consists
the following steps:
Soaking fibers in NaOH solution for one hour
Draining the NaOH solution
Fiber Washing with plenty of water
Using Litmus paper to check neutrality
Drying over night at room temperature
Post drying the fibers at 105 o C for about 2 hours in an oven
Ironing fibers to get proper alignments.
Fiber cutting (17cm×17cm)
2.2.2 Resin blending
Resin viscosity is an important parameter in vacuum injection molding process, therefore the
viscosity of AESO should be decreased in order to improve the diffusion of resin through the fiber
for a better impregnation. To decrease the viscosity, the resin was heated up in an oven at 60 o C for
8-10 minutes. The warm resin was mixed with Styrene (25wt %) as solvent, Dibenzol Peroxide (2wt
%) as an initiator and Dimethylaniline (0.3 wt %) as an accelerator. Different percentages of Styrene,
Dibenzol Peroxide and Dimethylaniline were blended to determine the optimum resin/initiator ratio
and acceptable cured condition. It was well mixed to give a homogenous solution. The resin
blending for MMSO was the same as the one for AESO.
3. Manufacturing techniques
3.1 Vacuum injection molding
Resins such as AESO and MMSO do not have appropriate mechanical and thermal properties. In order
to increase their performances, these resins could be reinforced with different kinds of reinforcements.
In this experiment, jute fibers (woven and non-woven) were used. A simple laboratory made vacuum
bag was constructed see Figure 2.

10
Figure 2. Schematic view of the vacuum bag.
The vacuum bag inlet was connected to a resin container and the outlet was connected to a vacuum
pump. The vacuum pump pressure is in the range of 200-300mmHg. During the injection process, the
resin flowed slowly into the fiber. At the end of the process, the fiber was totally impregnated with resin.
This equipment was just for one time use, therefore new equipment (vacuum bag) was constructed for
each sample.
3.2 Vacuum injection molding of AESO
Different combinations of reinforcements were impregnated and cured thermally. The impregnated
fibers (prepreg) were taken into the oven at 60 o C for 1 hour. To post cure the (prepreg), they were put
between two hot plates (170 o C) for 5 minutes. No pressure was used during the composite post curing
process, but for the hybrids, a pressure of 5 bar was used. The closer the sample to the heat transfer
surfaces, the better the polymer cross linking density.

11
3.3 Vacuum injection molding of MMSO
The whole vacuum injection molding process was the same for AESO and MMSO.
3.3.1 Synthesis of methacrylic and hydride modified soybean oil (MMSO) MMSO synthesize has two stages. The first stage takes approximately 12 hours and the second one
takes about 4 hours. The product of the first stage is MSO (Methachrylated Soybean Oil). MSO was
further modified to MMSO during the second step.
First step: 370g ESO was poured into a round bottom three neck flask and heated up using an oil
bath to 120 o C. A 0.32g Hydroquinone was added to the hot ESO and after mixing; 120g
methachrylic acid was added. Methachrylic acid acts as a monomer in the polymerization process.
A mechanical stirrer was used during the whole process. Because of the fact that the stirrer by
itself can not prevent gel formation, hydroquinone, which is a free radical inhibitor, was used.
After about 8 hours, 0.14g hydroquinone was added to the reaction mixture followed by 48 g
methachrylic acid. The reaction mixture’s color was brown and denser than before. After 4 hours,
the first stage was ready and the product named MSO.
Second step: A 417g MSO was diluted with dichloromethane. Approximately 250g
dichloromethane was added. The solution was stirred and heated up to 60 o C, then 0.46g
hydroquinone was added followed by a solution of 204g methachrylic anhydride and 2.06g N-
methylimidazol. N-methylimidazol acts as a catalyst to increase the reaction rate. At this point, the
temperature was fixed at 80 o C. After 4 hours, MMSO was ready.
3.3.2 Curing of the MMSO reinforced composites
MMSO was completely cured in the oven at 60 o C; therefore there was no need for MMSO composites
to be post cured between the hot surfaces at 170 o C. We wanted to compare MMSO and AESO
composites with each other, for this reason the same experimental conditions was needed. Therefore we
also put the MMSO composites between the hot surfaces at 170 o C for 5 minutes.

12
4. Characterization
The composite laminate were cut and tested according to ISO standard for tensile, flexural and
dynamic mechanical thermal analysis (DMTA).
4.1 Tensile testing
The tensile testing was performed based on ISO 527-1 and ISO 527-4 using a Tinius Olsen UTM
(Universal Testing Machine) called H10KT (maximum capacity 10KN). The gauge length was 25mm
and the test speed was 10mm/min.At least 10 specimens (Fig. 3) were tested for every material.
Figure 3.Sketch of specimen for tensile testing.
4.2 Flexural testing
The three point flexural testing was performed based on ISO 14125 using a Tinius Olsen UTM
(Universal Testing Machine) called H10KT (maximum capacity 10KN). The span length was 64mm and
the test speed was 1 mm/min.At least 7 specimens (Fig. 4) were tested for every material.
Figure 4.Sketch of specimen for flexural testing.

13
4.3 Dynamic mechanical thermal analysis (DMTA)
The DMTA testing was performed using a DMA Q800 TA Instrument. One specimen was tested for
every material.
Figure 5. Sketch of specimen for DMTA.
5. Results
Using AESO and MMSO as biodegradable (renewable) and reinforced with natural fibers using a
vacuum injection molding process provides a good chance of making biodegradable composites. The
tensile, flexural and thermal properties of these composites were analyzed.
5.1. Tensile test
Tables 4 and table 5 Show the results of the tensile test for MMSO and AESO reinforced composites.
Table 4. Tensile properties of AESO reinforced composites.
Name Tensile Modulus (GPa)
Standard Deviation
Tensile Strength (MPa)
Standard Deviation
Composite NW (2-PLY) 1.3 0.32 9.4 1.78
Composite W1 (3-PLY) 0.52 0.14 9.2 1.1
Composite W2 (3-PLY) 0.62 0.12 9.1 0.73
Composite W3 (6-PLY) 1.1 0.31 9.2 1.66
HYBRID NW/W1 1.7 0.2 17 1.55
HYBRID NW/W2 2.0 0.58 17 3.84
HYBRID NW/W3 2.4 0.8 18 3.81

14
Table 5. Tensile properties of MMSO reinforced composites.
Name Tensile Modulus (GPa)
Standard Deviation
Tensile Strength (MPa)
Standard Deviation
Composite NW (2-PLY) 0.41 0.60 4.12 0.86
Composite W1 (3-PLY) 0.88 0.41 8.32 2.76
Composite W2 (3-PLY) 1.03 0.76 9.84 2.98
Composite W3 (6-PLY) 2.44 0.92 18 3.33
HYBRID NW/W1 2.19 1.30 9.8 2.02
HYBRID NW/W2 1.90 0.89 17.5 1.18
HYBRID NW/W3 0.87 0.80 6.68 4.02
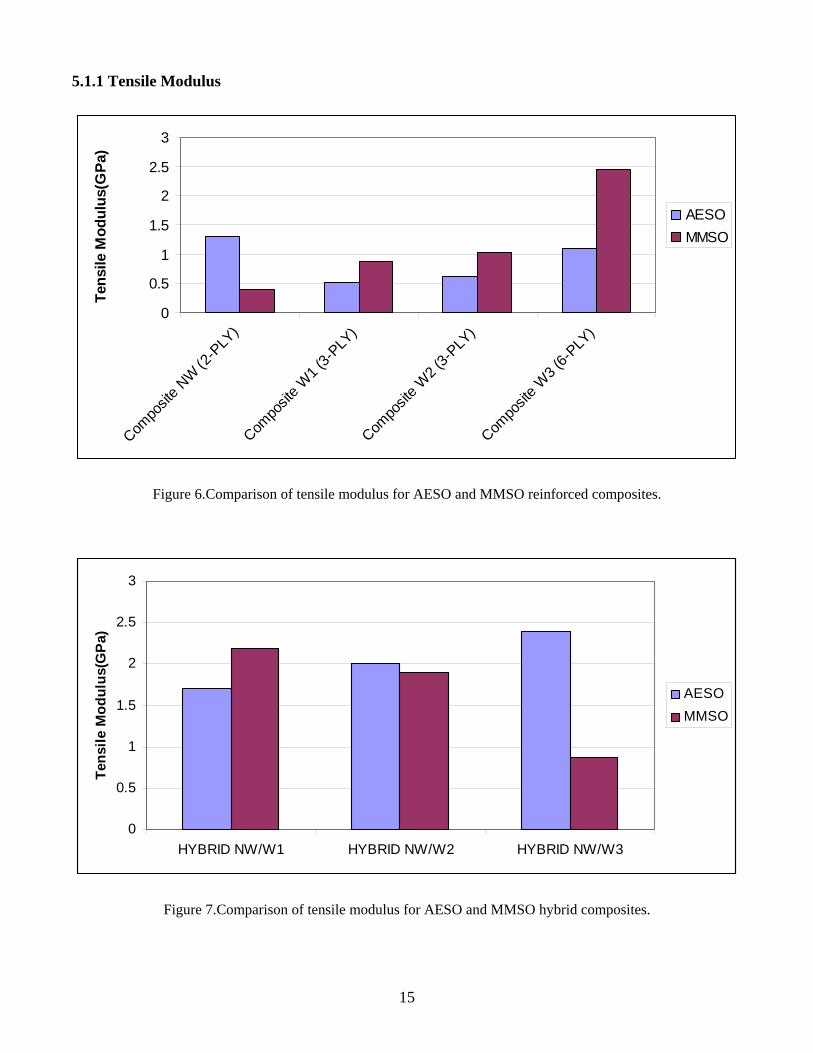
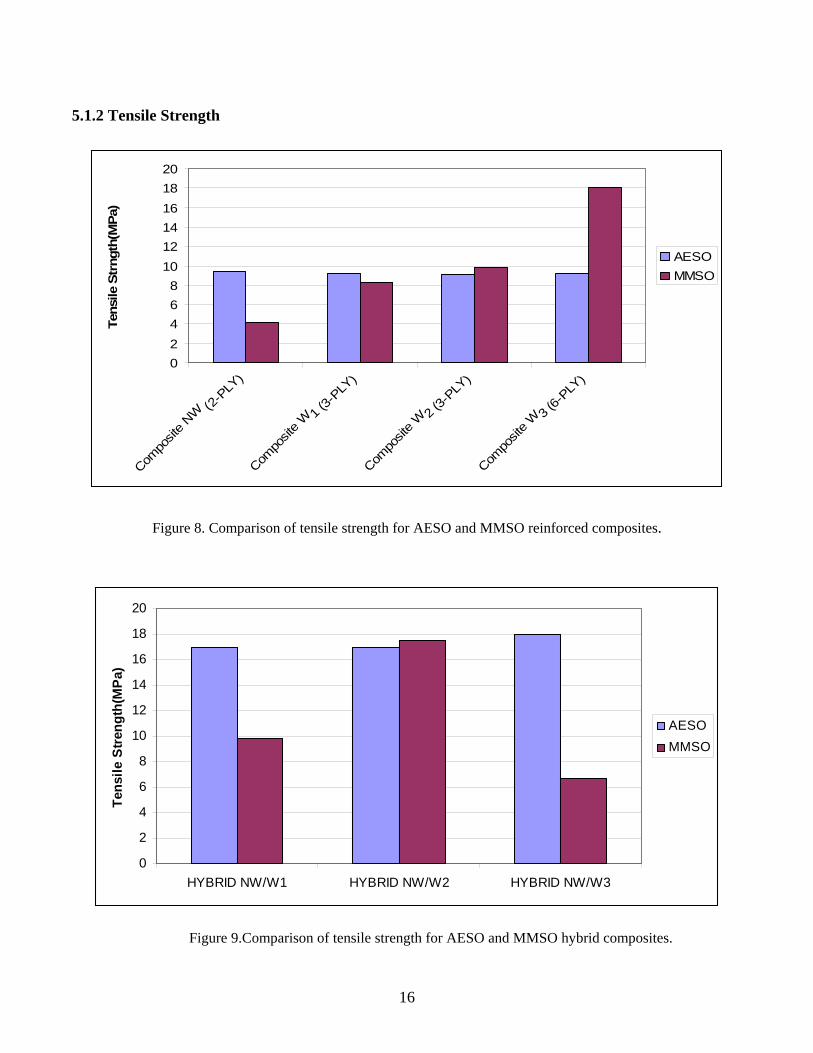
The tensile strength of the AESO reinforced composites varies between 9.1 and 9.4 MPa. The tensile
modulus of the AESO reinforced composites varies between 0.52 and 1.3 GPa.The tensile strength of
the AESO hybrid composites varies between 17 and 18 MPa. Whereas the tensile modulus of the AESO
hybrid composites varies between 1.7 and 2.4 GPa. The tensile strength of the MMSO reinforced
composites varies between 4 and 18 MPa. The tensile modulus of the MMSO reinforced composites
varies between 0.4 and 2.4 GPa.The tensile modulus of the MMSO hybrid composites varies between
0.87 and 2.4 GPa. The tensile strength of the MMSO hybrid composites varies between 6.7 and 17.5
MPa.As one can see, the tensile strength of the MMSO composites has a wider range compared to
AESO composites. MMSO composite W3 has the highest tensile strength among others (18 MPa).
Comparison of tensile modulus and tensile strength for AESO and MMSO reinforced composites and
hybrid composites are shown in the following sections.
15
5.1.1 Tensile Modulus
0
0.5
1
1.5
2
2.5
3
Compo
site N
W (2-P
LY)
Compo
site W
1 (3-P
LY)
Compo
site W
2 (3-P
LY)
Compo
site W
3 (6-P
LY)
Tens
ile M
odul
us(G
Pa)
AESOMMSO
Figure 6.Comparison of tensile modulus for AESO and MMSO reinforced composites.
0
0.5
1
1.5
2
2.5
3
HYBRID NW/W1 HYBRID NW/W2 HYBRID NW/W3
Tens
ile M
odul
us(G
Pa)
AESOMMSO
Figure 7.Comparison of tensile modulus for AESO and MMSO hybrid composites.
16
5.1.2 Tensile Strength
02468
101214161820
Compo
site N
W (2-
PLY)
Compo
site W
1 (3-
PLY)
Compo
site W
2 (3-
PLY)
Compo
site W
3 (6-
PLY)
Tens
ile S
trng
th(M
Pa)
AESOMMSO
Figure 8. Comparison of tensile strength for AESO and MMSO reinforced composites.
0
2
4
6
8
10
12
14
16
18
20
HYBRID NW/W1 HYBRID NW/W2 HYBRID NW/W3
Tens
ile S
treng
th(M
Pa)
AESOMMSO
Figure 9.Comparison of tensile strength for AESO and MMSO hybrid composites.

17
5.2 Flexural Test
Table 6.Flexural Properties of AESO reinforced composites.
Name Flexural Strength (MPa) Stan. dev. Flexural
Modulus (GPa) Stan. dev.
Composite NW (2-PLY) 13.7 1.6 0.83 0.13
Composite W1 (3-PLY) 25.4 12.2 1.37 0.69
Composite W2 (3-PLY) 18.4 3.17 0.54 0.07
Composite W3 (6-PLY) 7.7 4.7 0.48 0.33
HYBRID NWW1 26.5 3.14 1.5 0.18
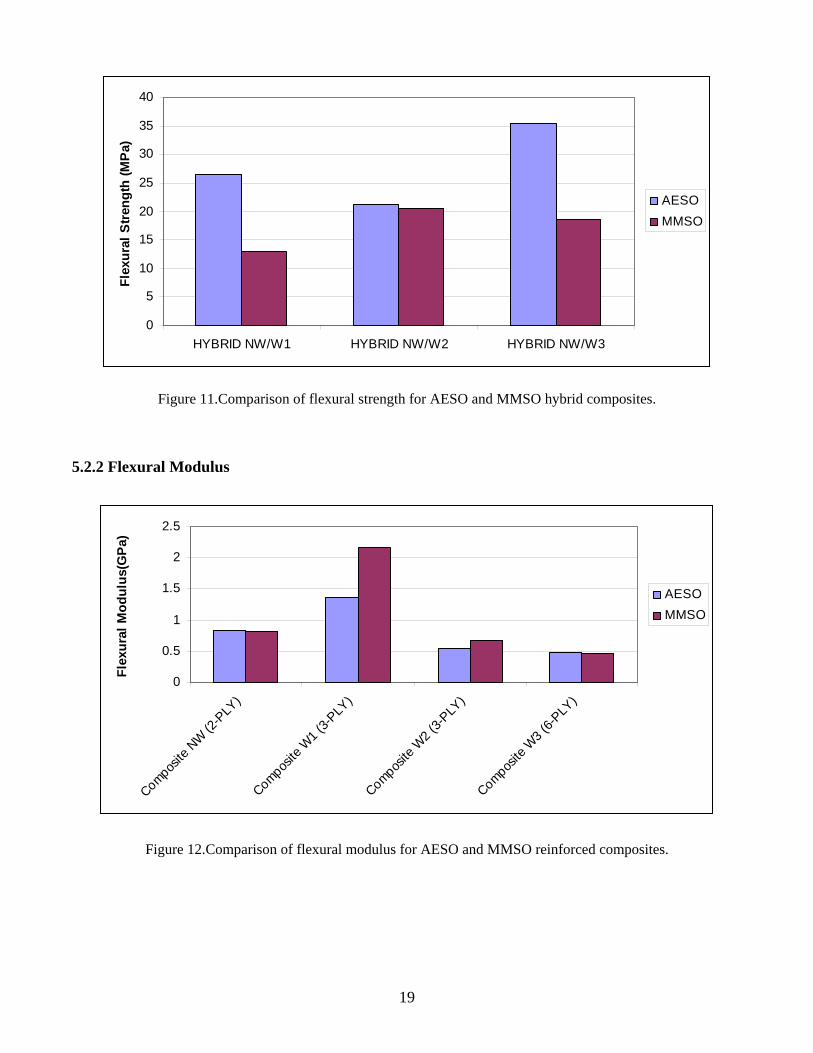
HYBRID NWW2 21.2 1.14 0.88 0.05
HYBRID NWW3 35.5 6 2.24 0.36
The flexural strength of the AESO reinforced composites varies between 7.7 and 25.5 MPa. The
flexural modulus of the AESO reinforced composites varies between 0.4 and 0.9 GPa.The flexural
strength of the AESO hybrid composites vary between 21 and 36 MPa. The flexural modulus of the
AESO hybrid composites vary between 0.8 and 2.3GPa.
Table 7. Flexural Properties of MMSO reinforced composites.
Name Flexural Strength (MPa) Stan. dev. Flexural Modulus
(GPa) Stan. dev.
Composite NW (2-PLY) 12.9 1.92 0.82 0.15
Composite W1 (3-PLY) 40 7 2.17 0.46
Composite W2 (3-PLY) 18.7 1.4 0.68 0.09 Composite W3 (6-PLY)
9.5 2 0.46 0.17 HYBRID NWW1
13 1 0.43 0.03 HYBRID NWW2
20.5 3.37 0.63 0.15 HYBRID NWW3
18.5 4.8 0.82 0.25

18
The flexural strength of the MMSO reinforced composites varies between 9 and 40 MPa. The flexural
modulus of the MMSO reinforced composites varies between 0.4 and 2.2GPa.The flexural strength of
the MMSO hybrid composites vary between 12 and 18.5 MPa. The flexural modulus of the MMSO
hybrid composites vary between 0.4 and 0.82GPa.
A figurative comparison of flexural modulus and flexural strength for AESO and MMSO reinforced
composites and hybrids are shown in the following sections.
5.2.1 Flexural Strength
05
1015202530354045
Composit
e NW (2
-PLY)
Composit
e W1 (3
-PLY)
Composit
e W2 (3
-PLY)
Composit
e W3 (6
-PLY)
Flex
ural
Str
engt
h(M
Pa)
AESOMMSO
Figure 10.Comparison of flexural strength for AESO and MMSO reinforced composites.
19
0
5
10
15
20
25
30
35
40
HYBRID NW/W1 HYBRID NW/W2 HYBRID NW/W3
Flex
ural
Str
engt
h (M
Pa)
AESOMMSO
Figure 11.Comparison of flexural strength for AESO and MMSO hybrid composites.
5.2.2 Flexural Modulus
0
0.5
1
1.5
2
2.5
Composite
NW (2
-PLY
)
Composite
W1 (
3-PLY
)
Composite
W2 (
3-PLY
)
Composite
W3 (
6-PLY
)
Flex
ural
Mod
ulus
(GPa
)
AESOMMSO
Figure 12.Comparison of flexural modulus for AESO and MMSO reinforced composites.

20
0
0.5
1
1.5
2
2.5
HYBRID NW/W1 HYBRID NW/W2 HYBRID NW/W3
Flex
ural
Mod
ulus
(GPa
)
AESOMMSO
Figure 13.Comparison of flexural modulus for AESO and MMSO hybrid composites.
5.3 Comparison of the mechanical properties of AESO and MMSO composites An overall comparison of tensile and flexural properties of AESO and MMSO reinforced composites is
shown in Table 8 below.
Table 8. Comparison of the mechanical properties of AESO and MMSO composites.
Property Tensile Modulus (GPa)
Tensile Strength (MPa)
Flexural Modulus (GPa)
Flexural Strength(MPa)
Composite Name AESO MMSO AESO MMSO AESO MMSO AESO MMSO
Composite NW(2-PLY) 1.3 0.41 9.4 4.12 0.83 0.82 13.7 12.9
Composite W1(3-PLY) 0.52 0.88 9.2 8.32 1.37 2.17 25.4 40
Composite W2(3-PLY) 0.62 1.03 9.1 9.84 0.54 0.68 18.4 18.7
Composite W3(6-PLY) 1.1 2.44 9.2 18 0.48 0.46 7.7 9.5
Hybrid NW/W1 1.7 2.19 17 9.8 1.5 0.43 26.5 13
Hybrid NW/W2 2 1.9 17 17.5 0.88 0.63 21.2 20.5
Hybrid NW/W3 2.4 0.87 18 6.68 2.24 0.82 35.5 18.5
21
5.4 Dynamic mechanical thermal analysis results
5.4.1 DMTA Results for AESO
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0 50 100 150 200
Temperature (c)
Tan
Delta
AESO W1(3 PLY)AESO NW/W3AESO W2(3ply)AESO NW/W2AESO NW(2 PLY)AESO W3 (6ply)AESO NW/W1
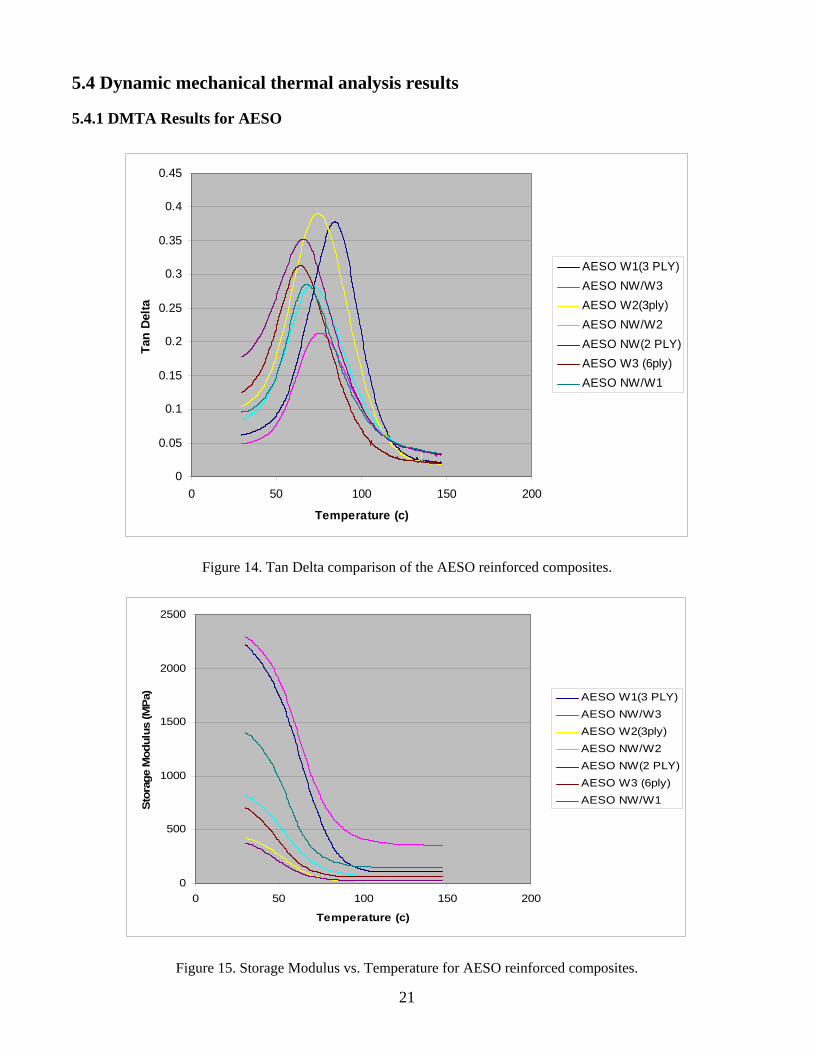
Figure 14. Tan Delta comparison of the AESO reinforced composites.
0
500
1000
1500
2000
2500
0 50 100 150 200
Temperature (c)
Stor
age
Mod
ulus
(MPa
) AESO W1(3 PLY)AESO NW/W3AESO W2(3ply)AESO NW/W2AESO NW(2 PLY)AESO W3 (6ply)AESO NW/W1
Figure 15. Storage Modulus vs. Temperature for AESO reinforced composites.

22
0
50
100
150
200
250
0 50 100 150 200
Temperature (c)
Loss
Mod
ulus
(MP
a) AESO W1(3 PLY)AESO NW/W3AESO W2(3ply)AESO NW/W2AESO NW(2 PLY)AESO W3 (6ply)AESO NW/W1
Figure 16. Loss Modulus vs. Temperature for AESO reinforced composites.
5.4.2 DMTA Results for MMSO
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0 50 100 150 200
Temperature (c)
Tan
Delta
MMSO W2(3 PLY)MMSO NW/W3MMSO W3 (6 ply)MMSO NW/W1MMSO NW(2 ply)MMSO W1 (3 ply)
Figure 17. Tan Delta comparison of the MMSO reinforced composites
23
0
500
1000
1500
2000
2500
3000
3500
0 50 100 150 200
Temperature (c)
Sto
rage
Mod
ulus
(MPa
)
MMSO W2(3 PLY)MMSO NW/W3MMSO W3 (6 ply)MMSO NW/W1MMSO NW(2 ply)MMSO W1 (3 ply)
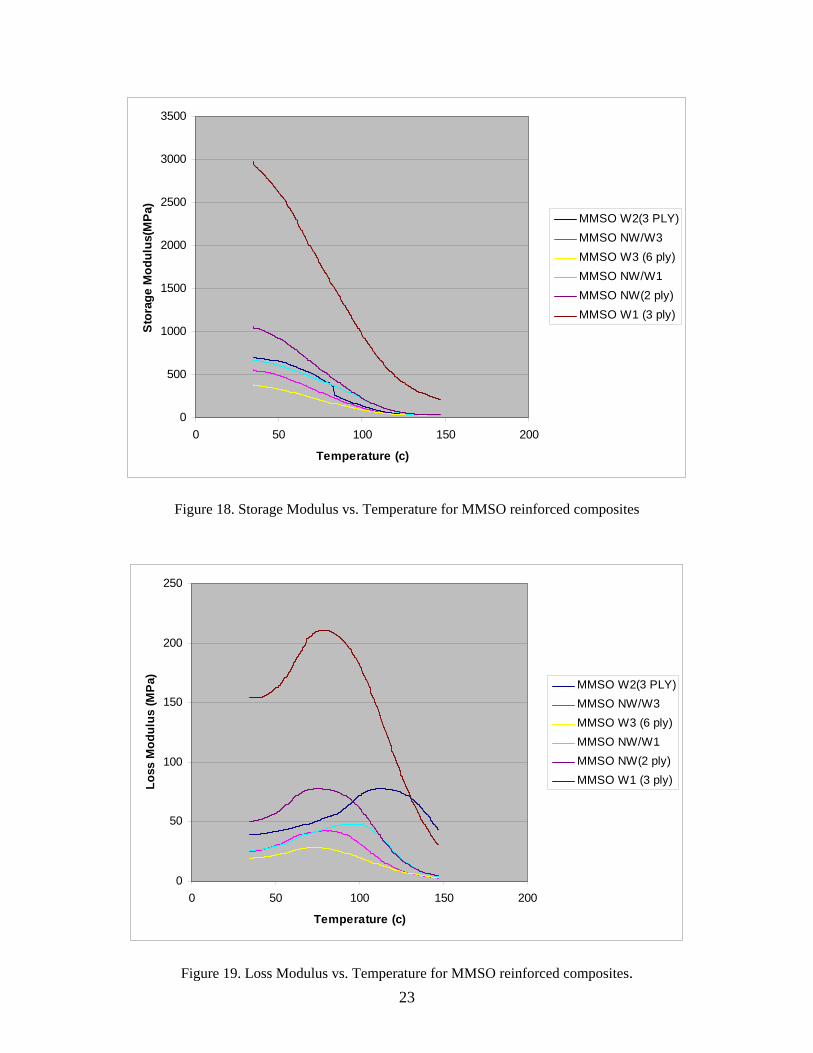
Figure 18. Storage Modulus vs. Temperature for MMSO reinforced composites
0
50
100
150
200
250
0 50 100 150 200
Temperature (c)
Loss
Mod
ulus
(MPa
)
MMSO W2(3 PLY)MMSO NW/W3MMSO W3 (6 ply)MMSO NW/W1MMSO NW(2 ply)MMSO W1 (3 ply)
Figure 19. Loss Modulus vs. Temperature for MMSO reinforced composites.

24
6. Discussion
Table 9 shows Overall comparison for mechanical and thermal properties of AESO and MMSO
reinforced composites and hybrid composites.
Table 9. Overall comparison for mechanical and thermal properties of AESO and MMSO reinforced composites
and hybrid composites.
Tensile Flexural DMTA Sample
Matrix Modulus Strength Modulus Strength Tan
Delta Storage Modulus
AESO NW (2-PLY) MMSO
AESO W1 (3-PLY) MMSO
AESO W2 (3-PLY) MMSO
AESO W3 (6-PLY) MMSO
AESO NW/W1 MMSO AESO NW/W2
MMSO No data available for the MMSO sample.
AESO NW/W3 MMSO
: Higher values for tensile, flexural and DMTA test results.
The curing conditions for AESO and MMSO samples were exactly the same, but MMSO samples
were completely cured during the first step (in the oven at 60 degrees centigrade for one hour), therefore
the post curing step did not affect the MMSO composites and hybrids. The cured AESO samples had a
better appearance compared to MMSO samples; they had smooth surfaces and were bonded together
more tightly. This can affect the mechanical and thermal properties of the MMSO samples.
Blending AESO and MMSO with styrene increases the resin stiffness and mechanical properties.
Blending is done by hand; therefore it affects the resin properties. More blending time leads to a more
homogenous resin. It is recommended that blending is done by a mechanical agitator with a certain
speed in a certain time in order to have the same resin for each sample.
25
Water affects the properties of the fibers. Natural fibers that were used in this experiment absorb water
very quickly; therefore they have to be dried in an oven directly before use. Although all the fibers were
dried, they may differ in water content. It is better to move the oven close to the working area to make
sure that no moisture is absorbed after drying.
Residence time in vacuum injection molding is an important issue; it may have positive or negative
effects on composite/hybrid properties. In this experiment different residence times were observed
during the injection molding process. The vacuum pump pressure was the same for all samples but the
number of layers, type of reinforcements and matrix and the platform conditions were slightly different;
therefore the injection time was different for each sample. There should be a certain injection time for
the composites depending on many factors such as vacuum pressure, viscosity of the resin, etc. So it is
recommended that the vacuum injection molding process takes place in an equipment where the vacuum
pressure could be regulated.
The tensile modulus values for MMSO reinforced composites W1, W2 and W3 are higher than the
ones for the same AESO composites, which means that MMSO resin shows better binding properties in
reinforced woven composites. The tensile modulus value for the non-woven MMSO reinforced
composite is lower than the one for the non-woven AESO reinforced composite.
The non-woven AESO composite has the highest tensile modulus among other AESO reinforced
composites which may indicate that bi-axial woven fabrics decrease the tensile modulus values in AESO
reinforced composites. The tensile modulus value for non-woven MMSO reinforced composite is the
lowest among other MMSO composites which may be as a result of inappropriate curing conditions.
In both AESO and MMSO reinforced woven composites, W2 and W1 show quite similar tensile
modulus. The composite W3 shows better tensile modulus when compared to composites W2 and W1.
This may be because of the fact that the distance between the adjacent roving wefts and warps in W3
fabric is much longer than the distance in W2 and W1.
The NW/W3 AESO reinforced hybrid composite shows the highest tensile modulus among all AESO
hybrid composites whereas the NW/W1 MMSO hybrid composite has the highest tensile modulus
among the MMSO hybrid composites. This may be due to the good binding properties of MMSO resin.

26
The tensile strength for all AESO reinforced composites are quite the same but it follows an increasing
pattern for MMSO reinforced composites. One can conclude that the MMSO reinforced composites
behave positively to different reinforcement while different fibre reinforcement did not have
considerable effects on the AESO composites. The same happens for AESO hybrid composites but the
NW/W3 MMSO hybrid composite has lower tensile strength than NW/W1 and NW/W2. The reason
may due to the fact that W2 jute fabric has a more compact weaving structure than the W1 jute fabric
and the W1 jute fabric has a more compact weaving structure than the W3 jute fabric.
The flexural strength results for AESO and MMSO composites follow quite the same pattern. The NW
composite has low flexural modulus in both AESO and MMSO composites. The W3 composite has the
lowest flexural modulus. The distance between the warp and weft in this type of fabric is more than the
one in other fabrics which can cause voids in the final composite and therefore affecting the flexural
modulus properties negatively. The flexural modulus for W1 composite is higher than the one for W2
which indicates that a better bonding was achieved between layers of W1 jute fabrics. The more distance
between warp and weft, the better flexural strength for AESO hybrid composites.
The results for MMSO hybrids are not reliable in this part because of the inappropriate curing
conditions. MMSO hybrids have lower flexural strength compared to AESO reinforced composites. This
may be as a result of improper curing conditions or that AESO shows a better bonding with
reinforcements compared to MMSO.
The distance between the warp and weft in this type of fabric is more than the one in other woven
fabrics causing voids in the final composite and therefore affecting the flexural modulus properties. The
flexural modulus for W1 hybrid composite is higher than the one for W2 which may be as a result of a
better bonding between layers of W1 fabrics. One can say that the flexural strength for MMSO
reinforced composites is roughly higher than the ones for AESO composites, showing better flexural
properties in MMSO.
The NW/W1 AESO reinforced hybrid composite has a higher flexural modulus than the NW/W2
AESO composite. The W2 jute fabric is more packed than the W1. Packed warp and weft may inhibit
bonding. The NW/W3 for the AESO composite has the highest flexural modulus. The distance between
warp and weft in the W3 fabric is longer than the one in other woven fabrics, causing better flexural
modulus properties. The pattern which MMSO hybrid composites follow on the flexural modulus chart

27
is totally different from the pattern AESO hybrids follow, which may be a result of unsuitable curing
conditions.
For MMSO composites and hybrid composites tan delta peak occurs at higher temperatures (over
110 o C) compared to AESO composites and hybrid composites (less than 100 o C). The peak in tan delta
diagram shows the glass transition temperature, up to this temperature, the polymer has elastic behavior
but at this temperature, the polymer starts to show viscoelastic behavior. This means better thermal
properties for MMSO composites and hybrid composites. The storage modulus for the AESO reinforced
composites was maximum in composite NW/W3 which show that these hybrid composites have
superior mechanical properties.
28
7. References
1. Adekunle K. F., Akesson D., Skrifvars M. Biobased composites prepared by compression moulding using a novel thermoset resin from soybean oil and a natural fiber reinforcement. Journal of applied polymer science, Volume 116, 2010, Page 1759-65.
2. Oksman K., Skrifvars M., Selin J. F. Natural fibers as reinforcement in polylactic acid (PLA)
composites. Composite Science and Technology, Volume 63, Issue 9, 2003, Pages 1317-24.
3. Khot S.N., Lascala J.J., Can E., Morye S.S., Williams G.I., Palmese G.R., Kusefoglu S.H., Wool R.P. Development and application of triglyceride-based polymers and composites. . Journal of applied polymer science, Volume 82, Issue 3, 2001, Pages 703-23.
4. Dweib M.A., Hu B., O’Donnell A., Shenton H.W., Wool R.P. All natural composites sandwich
beams for structural applications. Composite Structure, Volume 63, Issue 2, 2004, Pages 147-57.
5. Bledzky A.K., Reihmane S., Gassan J. Properties and modification method for vegetable fibers
for natural fibers composites. Journal of applied polymer science, Volume 59, Issue 8, 1996, Pages 1329-36.
6. Bledzky A.K, Gassan J. Composites reinforced with cellulose based fibers. Progress in Polymer
Science, Volume 24, Issue 2, 1999, Pages 221-74.
7. Gilchrist M.D., Kinloch A.J., Matthews F.L. Osiyemi S.O. Mechanical performance of carbon fiber and glass fiber reinforced epoxy I-beams : I. Mechanical Behavior. Compos. Sci. Technol. Volume 56, 1996, Pages 37-53.
8. Seif M.A., Khashaba U.A., Rojas-Oviedo R. Rediual stress measurements in CFRE and GFRE
composites missiles shells. Composite structures, Volume 79, 2007, Pages 261-69.
9. Sanariya M.R., Godhani D.R., Baluja S., Parsania P.H. Synthesize and characterization of epoxy resins based on 1,1’- Bis (4-hydroxyphenyl) cyclohexane and 1,1’-Bis(3-methyl-4-hydroxy-phenyl) cyclohexane. J. Polym. Mater. Volume 15, Pages 45-49.
10. Venkata Reddy G., Shobha Rani T., Chowdoji Rao K., Venkata Naidu S. Flexural, compressive
and interlaminar shear strench properties of kapok/glass composites. Journal of Reinforced Plastics and Composites (in press), 2008.
11. Tran Vinh Dieu, Lethiphai, Phan Minh Ngos, Nguyen Huytung, Lephuong Thao, Lehong Hong
Quang. Study on preparation of polymer composites based on polypropylene reinforced by jute fibers. JSME International journal series A, Volume 47, Issue 4, 2004, Pages 547-50.
12. Torres F.G., Cubillas M.L. Study of interfacial properties of natural fiber reinforced polyethylene.
Polym Testing, Volume 24, Issue 6, 2005, Pages 694-98.
13. Eren T., Kusefoglu S.H., Wool R.P. Polymerization of maleic anhydride-modifies plant oils with polyols. Journal of Applied Polymer Science, Volume 90, Issue 1, Pages 197-202.
29
14. Jiang Z., Chandrashekhara K., Flanigan V., Kapila S. Curing and mechanical charachterisation of
a soy-based epoxy resin system. Journal of Applied Polymer Science, Volume 91, Issue 6, Pages 3513-18.
15. Lu J., Khot S., Wool R.P. New sheet molding compound resins from soybean oil. i. Synthesize and
characterization. Polymer, Volume 46, Issue 1, Pages 71-80.
16. Scala J.L., Wool R.P. Property analysis of triglyceride-based thermosets . Polymer, Volume 46, Issue 1, Pages 61-9.
17. Falk B., Crivelo J.V. Synthesize and modification of epoxy- and hydroxyl- functional micro
spheres. Journal of Apllied Polymer Science, Volume 97, Issue 4, Pages 1574-85.
18. http://chemicalland21.com/industrialchem/plasticizer/ Accessed on: 10-03-2010
19. Hayes B.S., Gilbert E.N., Seferis J.C. Scaling complications of dual temperature cure resin prepreg systems in airplane part manufacture. Composite part A: Applied Science and manufacturing, Volume 31, 2000, Pages 717-25.
20. Matthews F.L., Rawlings R.D. Composite materials: Engineering and science. Woodhead
Publishing Ltd. And CRC Press, Cambridge U.K., Second Edition, 1999, Page 470.
21. Celements L.L. Hybrids: composites diversity at its best. Composites Fabrication, 2001, Page 36.
22. Vennet R.M., Williams J.G., Lo K.H., Ganguly P.Economic Benefits of using composites for offshore Development and Operations. Composite Material for offshore Operations, Volume 2, 1999, Page 3.
23. Mishra S., Mohanty A.K., Drzal L.T., Misra M., Parija S., Nayak S.K., Tripathy S.S., Studies on
Mechanical Performance of Biofibre /Glass Reinforced Polyester Hybrid Composites. Compos Sci. Technol, Volume 63, Issue 10, 2003, page 1377-1385.
24. Idicula M., Neelakantan N.R., Oomamen Z., Joseph K., Thomas S., A Study of the mechanical
properties of Randomly Oriented Short Banana and Sisal Hybrid Fiber Reinforced Polyester Composites.J.Appl.Polym.Sci, Volume 96, Issue 5, 2005, page 1699-1709.
25. Hornsby P.R., Hinrichsen E., Taverdi K., Preparation and Properties of Polypropylene
Composites reinforced with wheat and Flax straw fibres: part 1, Fibre Characterization. J Mater Sci, Volume 32, Issue 2, 1997, Page 443-49.
26. Herrmann A.S., Nickel J., Riedel U., Construction materials based upon biologically renewable
resources from components to finished parts. Polym Degradation and stability, Volume 59, Issue (1-3), 1998, Page 251-61.
27. Williams G.I., Wool R.P., Composites from Natural Fibres and Soy Oil Resins. Appl Compos
Mater ,Volume 7, Issue 5, 2000, Page 421-32.