Embed Size (px)
Citation preview
Mechanical and Chemical Enhancements for Appearance and Hand
Roy Bamford, Technical Director
Aurora Textile Finishing
Let’s face it, most nonwovens are not very fashionable, in fact, they are kind of boring. With that in mind, there is a myriad of applications and treatments to make these substrates more visually pleasing or otherwise have higher value. This paper will discuss two general types of enhancements to nonwoven webs. Those are, Chemical Applications and Mechanical Treatments. Chemical applications are treatments such as the addition of color, softeners or other performance enhancing products. The discussion here will be limited to water-based types of treatments. Most nonwovens are produced without color and are typically white. Some nonwovens can be manufactured with pigments in the melt, but these are few in number, due to the drawbacks of potential short runs or cleanup time. To improve efficiency of coloration other methods are necessary to consider. Further, the coloration topic addresses selected methods of application and this discipline is not limited to those presented here. Three methods of application to be discussed are pad dyeing, jig dyeing and jet dyeing. Pad dyeing is perhaps the simplest to perform. Emulsions of pigments and binders are applied to a nonwoven by dipping and extracting the web followed by drying. Typical applications of pigments and binders will give a range of color limited only to the pigments and the system itself. This system of application tends to make the web stiffer and harsher feeling and therefore lends itself to a limited number of end use products. For the case of acid dyeable fibers the pad application of dyes followed by proper pH treatment will give an end product which is comparatively soft. This class of dye tends to generally be of poor lightfastness or washfastness however the cost of such an application is advantageous. Over all, the pad application is considered cheap but the range of color is somewhat limited to paler colors. Jig dyeing is a dipping method, which can exhaust dyes onto the fiber web. Atmospheric jigs would be limited to non-polyester fibers that are dyeable at temperatures of less than 212 degrees F. Specialized pressure jigs are available and can color almost any web, provided the fiber itself, is dyeable by any of the conventional classes of dyes. This dyeing method will give a broader, more complete range of shades and generally provides better fastness than pad dyeing. One further advantage is that this method provides wrinkle-free handling of the web. The length of the piece to be dyed is a drawback in terms of efficiency of dyeing, as the batch times tend to be long. Jet dyeing is carried out in a pressure vessel. This type of equipment can achieve temperatures of 265 degrees F. This type of equipment moves the water and fabric very quickly and high liquor to fiber interchange is used to give good exhaustion and levelness of shade. Another advantage is the potential use of high-energy dyes, in the case of polyester dyeing. This makes it possible to address the high performance needs of the automotive industry and other sectors where good fastness is a necessity. The use of jets also makes it possible to color heavier more
robustly constructed nonwovens. Webs which, are mechanically entangled lend themselves to be handled by this type of equipment. These pressurized dye vessels have large capacities and can utilize short liquor ratios. This enables the dyer to maintain efficiency of through put while holding costs to a minimum. Some configurations of jets can handle webs gently enough to have the final dyed product look very similar to the original manufactured web, in terms of dimension and appearance. The web is generally wrinkle free and has a soft full hand. The use of this type of equipment brings better, higher performance dyes to the list of colorants, and facilitates dyeing polyester fibers using a minimum of dyeing auxiliaries. The color palate here is acceptably large and fastness is generally better than dyeing in other types of equipment. Additionally, these kinds of machines can dye multiple fiber blends in one bath, further improving efficiency. The negatives here include increased propensity to pilling and web deformation (in lightweight nonwovens). Batch sizes are small compared to any continuous type of operation. Cycle times in this equipment make the cost run higher, as well. Other chemical applications to be discussed are softeners, water repellants, flame-retardants and coatings. Softeners have many different chemistries and selecting the best one for the end use is a challenge. Nonwovens tend to be boardy, papery and harsh feeling substrates. Some of these webs are intended to feel just like that. When the need arises, there may be an opportunity to make the web have improved touch, hand or in the case of pile type of webs or writing effect. Softening these, chemically, can be an answer. The end use may demand that a lubricant be added to facilitate sewing or abrasion resistance. These or any other special finishes can be applied by padding. This is desirable, as it is a continuous operation meaning it is cost effective. Selection of the right chemistry is important here. Total add-on and the drying/curing conditions are important as well. We can pick the correct chemical mixture but, if we do not apply a sufficient amount or dry/cure it appropriately then the end result will be of poor quality. The use of silicone softeners on the man-made fibers is the best choice to improve the hand and feel of the web. These softeners impart ‘buttery’, or ‘greasy’, or ‘wet’ feel to the nonwoven. The molecular weight and type of functional groups on the polymer are what determines performance and hand. These products can improve the drape of the fabric, which, in the case of consumer goods is a selling point. There are hydrophilic types and hydrophobic types of these products. The former can help with water absorption; the latter will aid in water resistance and repellency. Current market chemistry shows there are fluorocarbon water repellants with silicone softeners built into the mix as a hand modifier. This product can feel soft and be repellant to water, oil and stains. Water repellants, in general, will tend to have a negative effect on the hand of nonwovens, as they will add solids to the web. This will further make for a boardy feel. Fluorocarbon type water repellants can be a good choice as these add a relatively small amount of solids to the nonwoven and still be effective. Keeping the add-on low will help maintain good touch, hand, and feel of the web. Flame retardant addition has a similar effect on the hand, in that the performance of the product is directly related to the amount of chemical added to the nonwoven. The better the performance the boardier and harsher the web can feel. There are some materials which can be applied by exhaustion and these tend to give the web better hand. These are more expensive to apply, as they require the use of dyeing equipment. The hand is generally the same or softer than
the starting material. There are also flame-retardant products on the market which, can be applied during a dye cycle, thus making the cost of such an addition dependant on the material itself. Since these are added while dyeing, there is no additional application cost. These materials are effective and can be designed to pass most of the existing tests in use today. Generally speaking, coatings applications will greatly alter the appearance and hand of nonwovens. Applying coatings will create an altogether new type of product web. Depending on the chemistry, the web characteristics could be just about anything that a woven can be. Existing nonwoven–coated products in the market are items such as tag and label stock, book construction webs, sign and banner products and furniture coverings, to name just a few. The desired hand of these can be varied, from stiff and papery to soft and drapey. The durability of the coating will tell us if the end product will be supple and soft to the touch or hard and boardy. Some printable-coated nonwovens exist in the market and inkjet or other type printers can use these. Any coated nonwoven product becomes dimensionally more stable than the original nonwoven and can then take on the characteristics of paper or other non-stretchable substrates. Resistance to chemical attack and abrasion are just two advantages that coating application to nonwovens provides. Negatives are cost of the coatings and that the web becomes more like paper or cardboard than a soft fabric-like substrate. Mechanical treatments or surface finishing are enhancements that do not add anything of substance to the web. Instead the nonwoven is mechanically altered to improve the hand, touch or some other specification. The discussion here is of some selected finishing techniques. By no means are these the only methods of enhancing the nonwoven materials. We will touch on the following. Calendering, compacting, sanding, embossing, pattern buffing, cross-brushing, napping, beaded roll calendering and high velocity impingement. Most of these methods are of a continuous type of operation and can therefore be accomplished with efficiency and are comparatively inexpensive to perform. Calendering is normally done to ensure smoothness and to provide a more uniform thickness to the web. Some spunbond nonwovens will soften slightly depending on the ‘crush’ effect from selected calendars. The drawbacks of this method include creating a shine or luster that is unwanted. Also, heat sensitive webs can become stiff and boardy. Compacting is similar to calendering in that the web can be made softer and more pliable. Compacting can minimize shrinkage if this is a specification that needs to be met. Compacting can loosen the bonds in the formation of the web thus making it feel softer. A drawback of compacting is that the web could have a 2-sided appearance from the mechanical action of the machine. The fibers could be raised or broken on one side of the web and thus look different from one side to the other. Another drawback could be that the surface may take on the appearance of an orange peel, ‘chattering’ is another way to describe it. Both these optical effects can be overcome by reducing the amount of overfeed applied to the web. Lastly, the tensile strength could be reduced to some extent. Sanding equipment improves the hand and touch by cutting the surface fibers and by beating the web to impart softness. This beating is similar to the action of a vacuum cleaner. The amount of cutting of the fibers is determined by the many variables such as, line speed, direction of rotation
of the sanding roll and the tension of the web. Additionally the grit size of the abrasive can determine how aggressive the treatment is. The more coarse the grit the more fibers are cut. The downside here is that the web could be destroyed by over-aggressive treatments. Too much sanding reduces web strength. Other sanding equipment configurations are available and will produce different results but overall, the outlined enhancements will be similar. Trials need to be made to determine the best grit and line speed used to make the desired hand of the web. Nonwovens can be embossed if the desired effect is an end product that has a pattern. The pattern of the embossing roll determines the effect on the web. Embossing rolls can also be heated. This heat and the line speed of the machine can determine the permanence of the treatment. This kind of treatment can make the end product more abrasion resistant as well as more aesthetically pleasing. The thickness of the web can be controlled partially by embossing. By raising the heat in the emboss roll the web can be fused in selected areas which can be an advantage. Negatives here are that the embossing rolls are expensive and difficult to change. Foreign matter passing through the nip could easily damage these rolls. Pattern Buffing is a variation of sanding and is similar to embossing. Sandpaper rolls of varying grits are forced against a patterned roll carrying the web. The end result is that the web has thinner areas where the patterned roll has peaks. The pattern of this roll is thus transferred to the nonwoven. Using this technique, sculpted nonwovens are a real possibility. Further the sanded areas could be softer more absorbent or have higher absorbency or a higher pile than the untreated areas. This could be a marketing point for newly developed patterns. Nonwovens can be treated by cross brushing to impart extra softness, and if the web has any pile characteristics this pile can be lifted to improve the touch and writing effect. This also tends to give the web loft and a slightly thicker feel. The brushes on this type of unit are comparatively soft and are therefore less aggressive to the nonwoven. This means the change imparted by this type of treatment is not dramatic, however, it is an improvement. Napping is another method of raising or aligning pile on fabrics. Nonwovens can respond the same way to this treatment. This equipment can be quite aggressive and may well reduce the strength of the web as well as create distortion within the web. Additionally, the web is stretched along the machine direction so the width could be reduced during processing. Care needs to be given here to select the appropriate wire and energy settings for the machine before committing production to this method of enhancement. Of the newer machinery on the market to mechanically soften fabrics, one U. S. manufacturer offers a unit which, uses beaded rolls in contact with soft rubber to give the nonwoven lots of flex to soften the web. The principal is to give the nonwoven lots of bends and flexes very rapidly, thus imparting softness. The web is then carried over a series of breaker bars and finally over an abrasive roll to achieve the desired effect. The flexing along with increased surface area improves the touch and hand of the nonwoven. This unit has variable line speed and through put is dependent on the integrity of the web. There is a European machine manufacturer who makes a unit that can soften fabrics by rapidly moving the web in a heated chamber. This motion can cause the web to change direction rapidly
and in a heated condition this fabric will soften. This unit can treat continuous lines of fabric or be set up to batch the goods for extended treatment. The unit can be connected to a pad for the addition of chemical softeners, during processing. Soft webs made on this equipment are dramatically improved over the untreated web. The unfortunate downside here is that this type of equipment is expensive to purchase, so many yards need to be processed to make such a purchase worthwhile. In conclusion, as these treatments provide some measure of enhanced appearance and hand employing more than one of these techniques may be necessary to achieve a marketable product. Further, the order in which these treatments are applied is critical as well. One application may negate the benefits of something which, has already been successfully done. Applying these many kinds of treatments to nonwovens can add value and versatility to today’s nonwoven materials.

Mechanical & Chemical Enhancement For Appearance and Hand
a Division of Meridian Industries, Inc.
Introduction
Chemical ApplicationsSurface Finishing Techniques
Chemical Application
• Softeners• Water Repellants• Flame Retardants• Colors• Coatings
Color
• Pigment Dyeing• Jig Dyeing• Jet Dyeing
Coating
• Dip Coating• Knife Coating• Gravure Coating
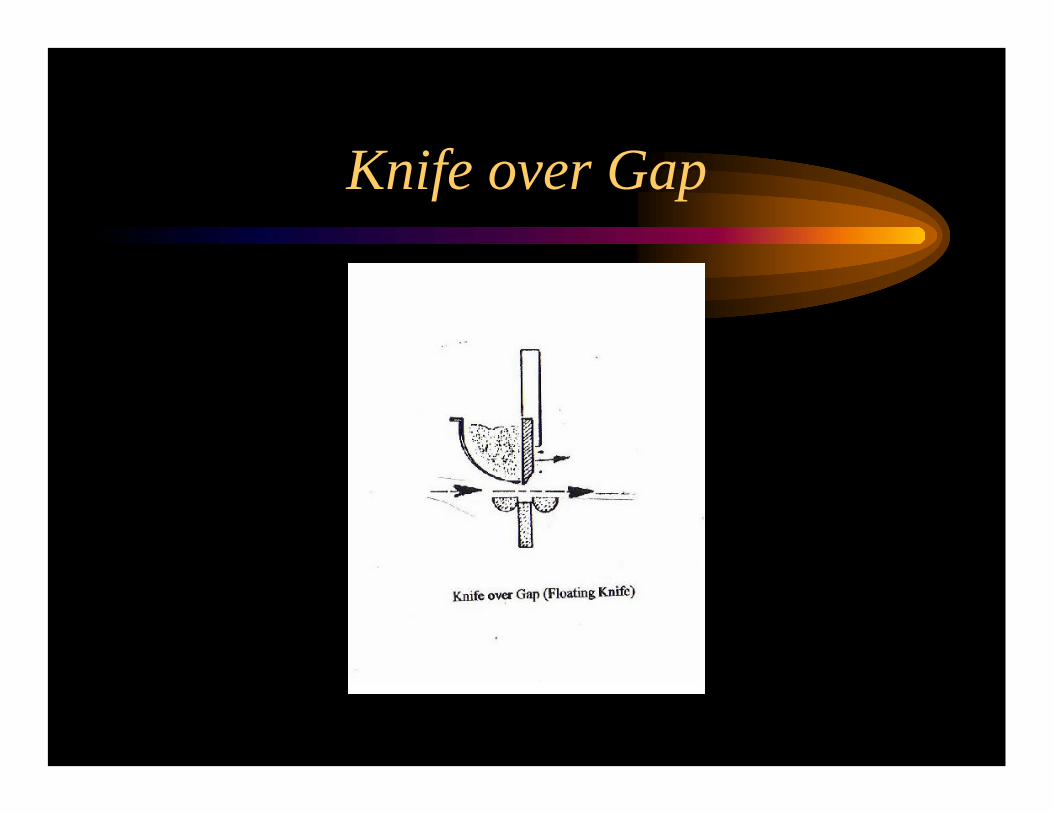
Knife over Gap
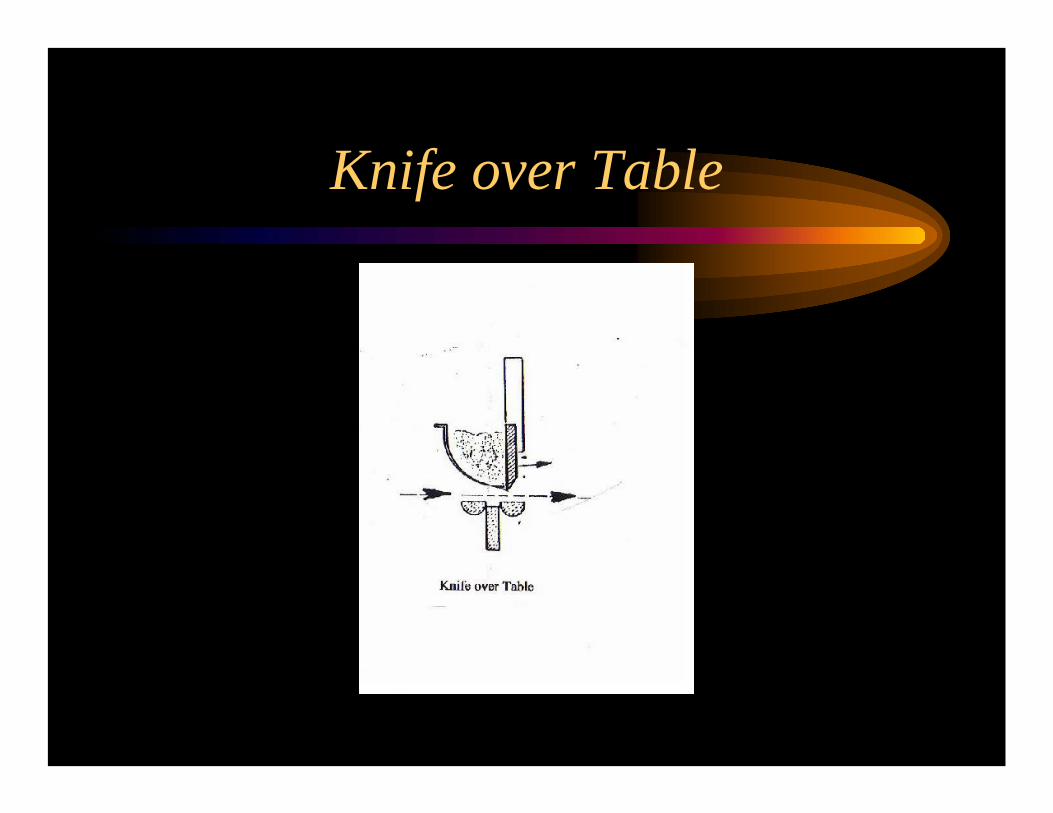
Knife over Table
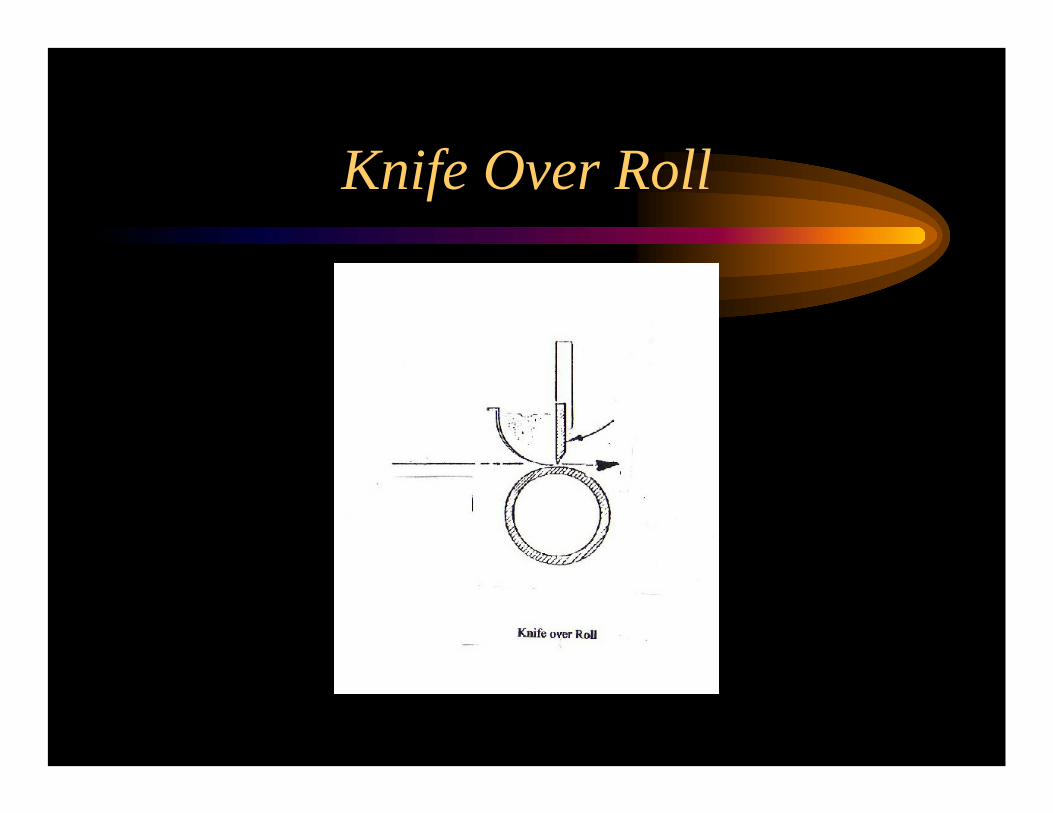
Knife Over Roll
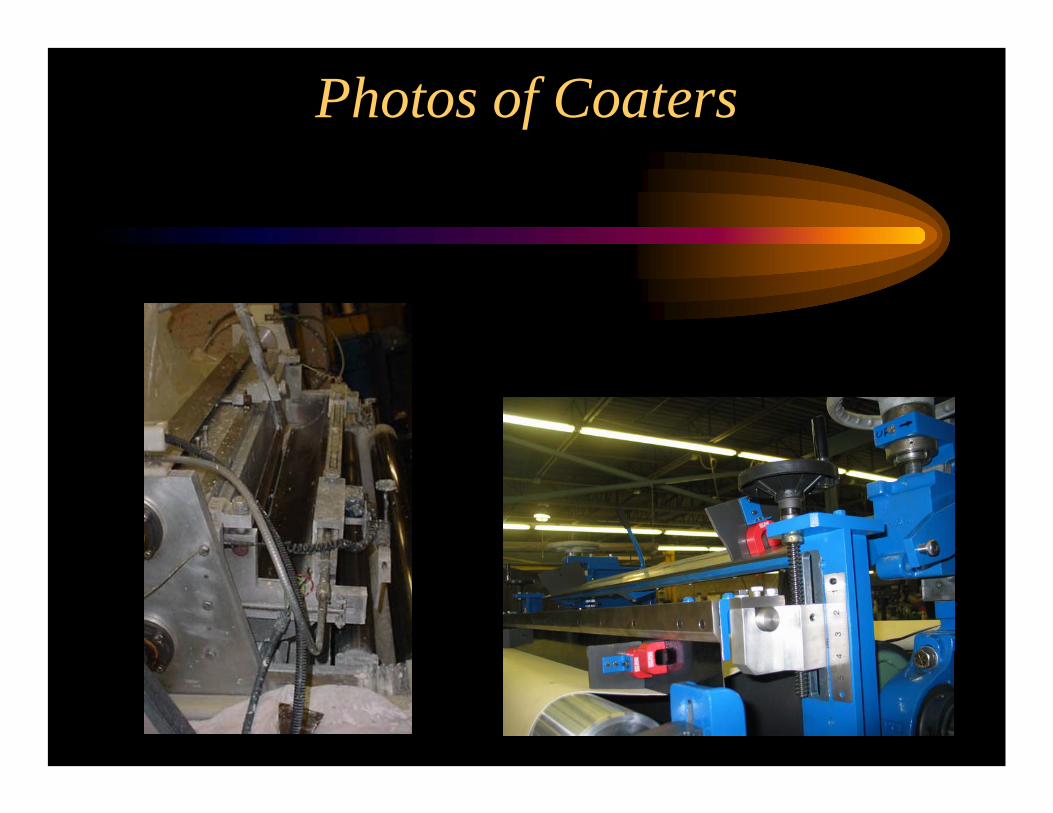
Photos of Coaters

Surface Finishing Techniques
• Calendering• Compacting• Sanding• Embossing• Pattern Buffing• Cross Brushing• Napping
• Beaded Roll Calendering
• High Velocity Impingement
Calendering & Compacting
• Crushing and changing the bonds in the web

Photo of Calendar
Sanding
• Cutting into the surface to expose the fibers by passing it over rotating sandpaper rollers
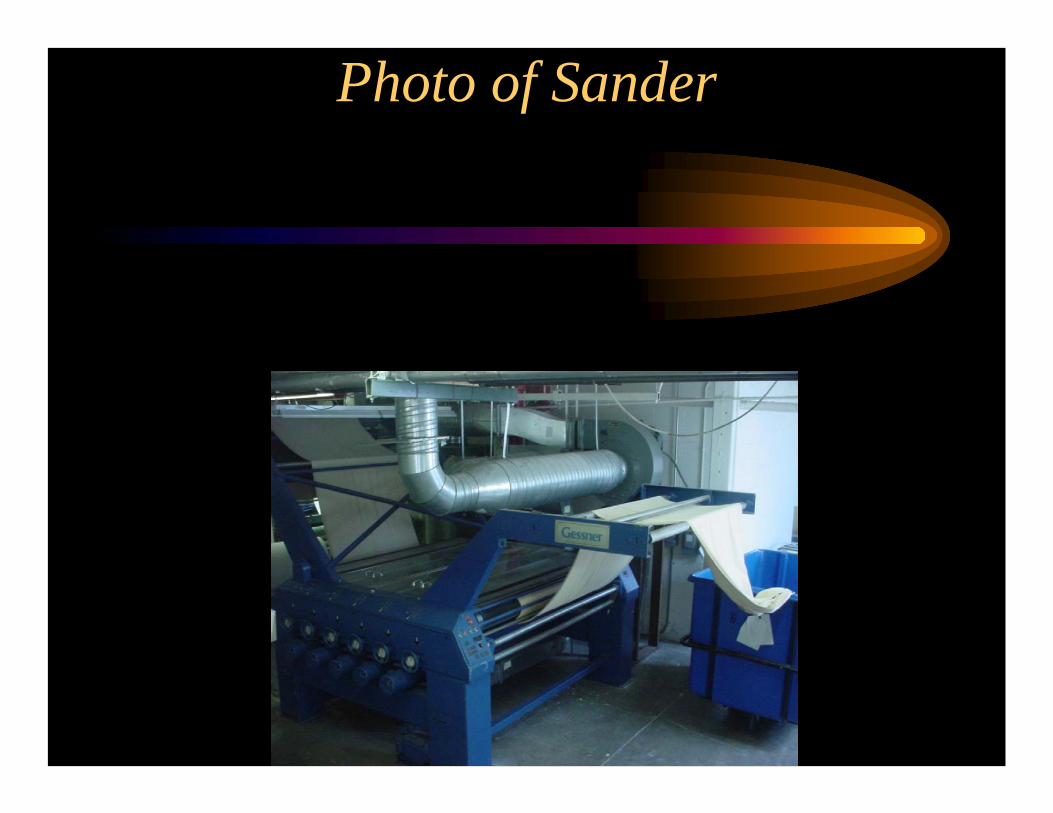
Photo of Sander
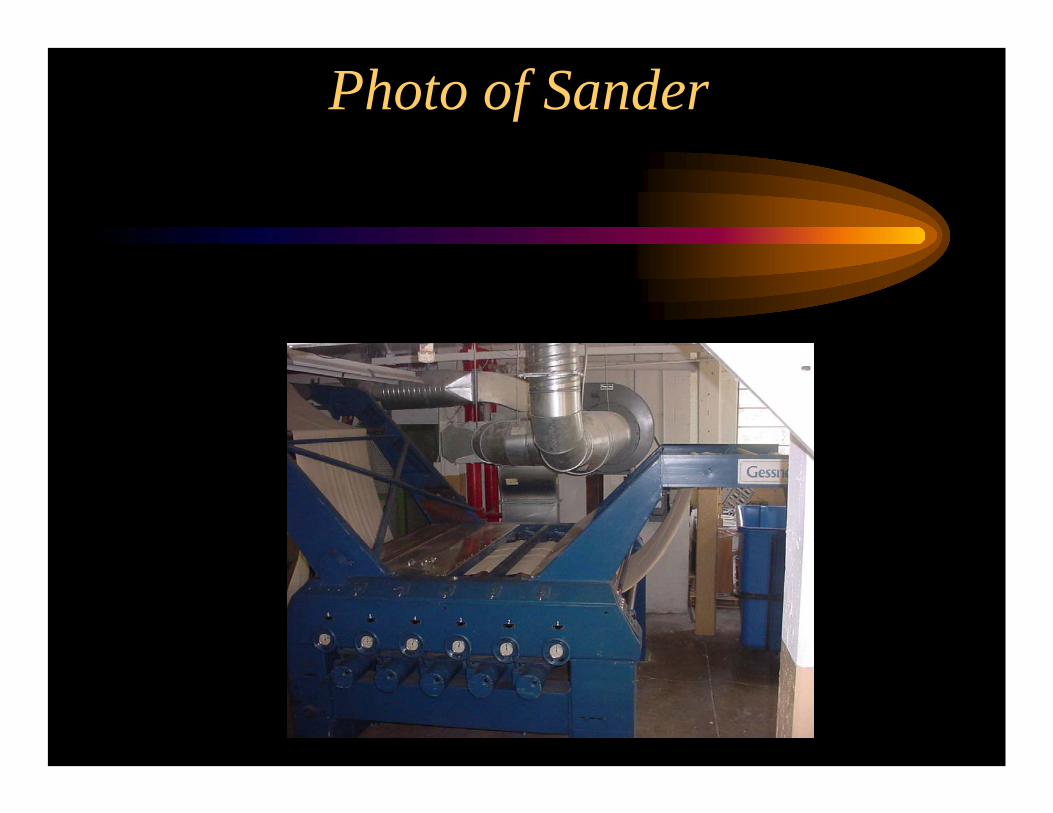
Photo of Sander
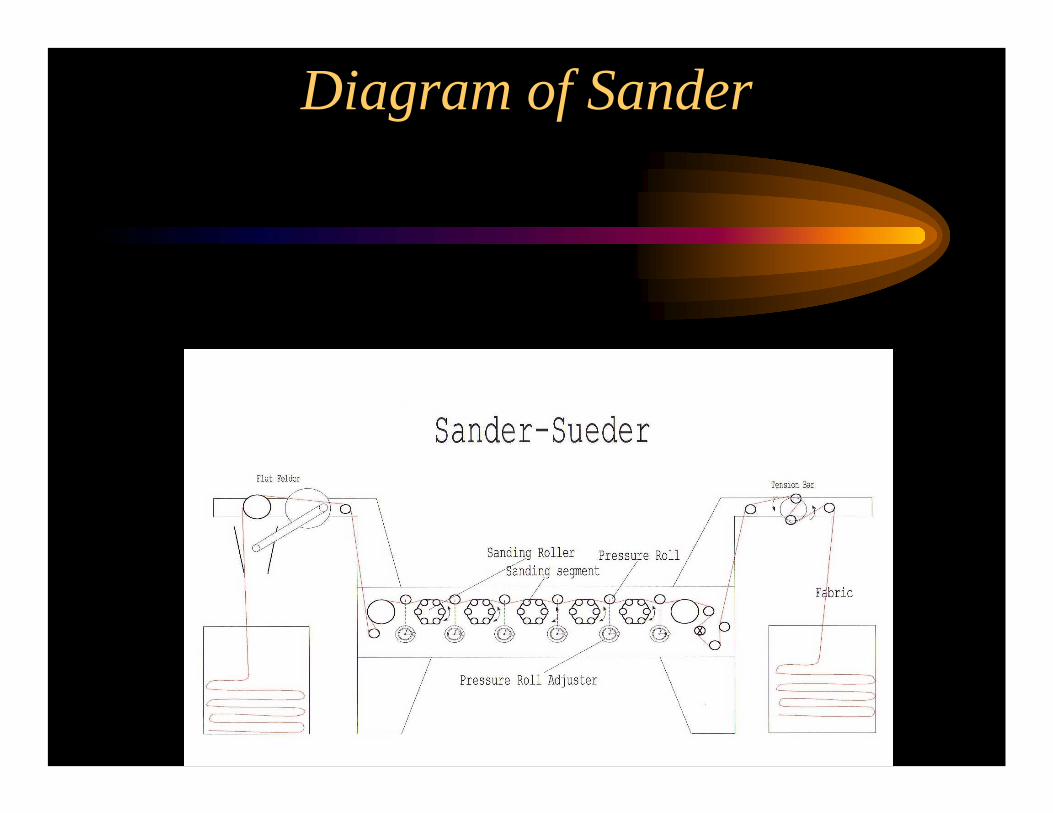
Diagram of Sander
Embossing
• Reforming or reshaping the surface by passing it between an engraved roll and a backing roll under pressure
Sculpting (Pattern Buffing)
• Using the sanding process in patterns rather than across the entire web
Cross Brusher
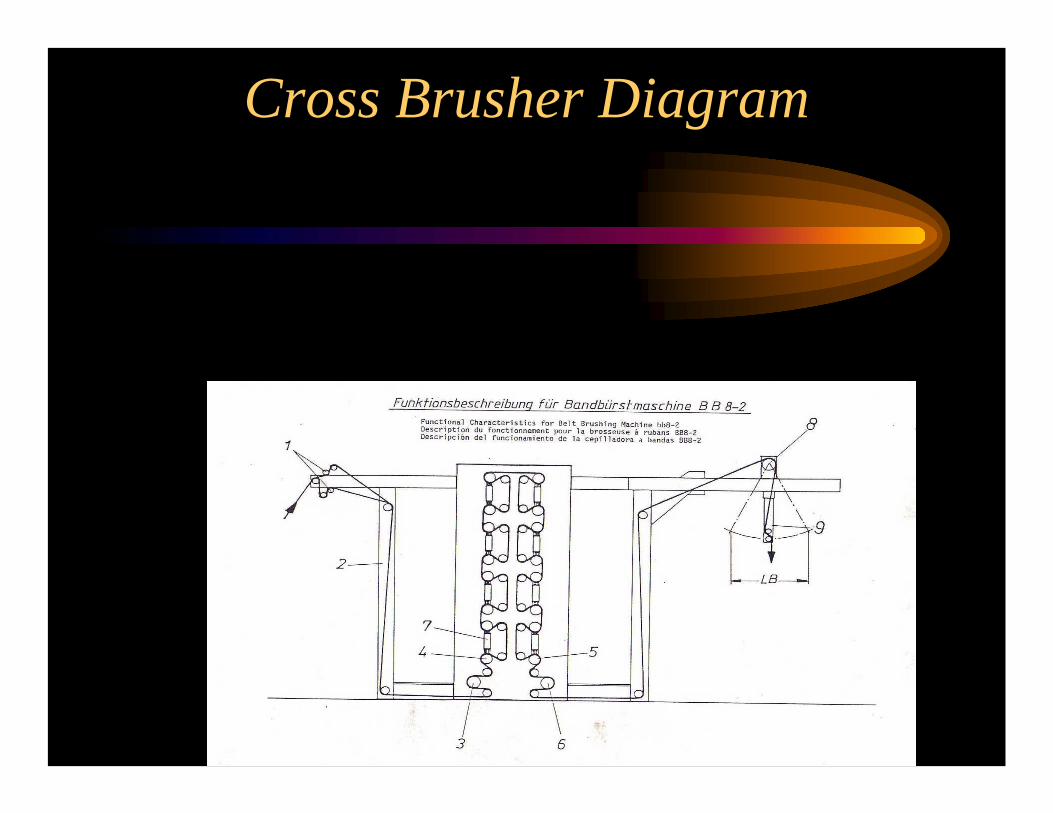
Cross Brusher Diagram
Conclusion
• Applying these traditional textile technologies to non - wovens can add value and versatility to today’s new materials