Embed Size (px)
Citation preview

A
kmsrhspa©
K
1
tipcifomeastmt
me
0d
Computers and Chemical Engineering 30 (2006) 1447–1463
Measurement and control of polymerization reactors
John R. Richards∗, John P. CongalidisE. I. du Pont de Nemours and Company, Experimental Station, Wilmington, Delaware 19880, USA
Received 9 February 2006; received in revised form 2 May 2006; accepted 16 May 2006Available online 25 July 2006
bstract
The measurement and control of polymerization reactors is very challenging due to the complexity of the physical mechanisms and polymerizationinetics. In these reactors many important variables, which are related to end-use polymer properties, cannot be measured on-line or can only beeasured at low sampling frequencies. Furthermore, end-use polymer properties are related to the entire molecular weight, copolymer composition,
equence length, and branching distributions. This paper surveys the instrumentation technologies, which are of particular interest in polymerizationeactors with emphasis on, for example, measurement of viscosity, composition, molecular weight, and particle size. This paper presents aierarchical approach to the control system design and reviews traditional regulatory techniques as well as advanced control strategies for batch,emibatch, and continuous reactors. These approaches are illustrated by focusing on the control of a commercial multiproduct continuous emulsionolymerization reactor. Finally, the paper captures some of the trends in the polymer industry, which may impact future development in measurement
nd reactor control.2006 Elsevier Ltd. All rights reserved.
; Em
Tssai&S
sceStt
ia
eywords: Process control; Polymerization reactors; Solution copolymerization
. Introduction
Consistent polymer properties are of paramount importanceo end-user manufacturers who must produce the polymer ints final form and shape for the intended application. Theseroperties are the result of complex polymer architecture andomposition formed in reaction and perhaps further influencedn isolation and extrusion processes. Producing consistent, uni-orm, and in-specification polymer for the end-user are the tasksf the polymer process measurement and control systems. Poly-er processes, whether batch or continuous, rarely run under
xactly specified conditions; disturbances move the processway from desired trajectories. However, in order to operateuch processes safely and in order to set the characteristics ofhe products optimally, a set of process manipulated variables
ust be kept constant or systematically modified over the dura-ion of the reaction or in the course of the various reaction steps.
Ray, Soares, and Hutchinson (2004) recently reviewed theain developments of polymer reaction engineering from the
arly days of polymer science to the current challenges of today.
∗ Corresponding author. Tel.: +1 302 695 4059; fax: +1 302 695 8805.E-mail address: [email protected] (J.R. Richards).
momc(pp
098-1354/$ – see front matter © 2006 Elsevier Ltd. All rights reserved.oi:10.1016/j.compchemeng.2006.05.021
ulsion copolymerization; Mathematical modeling; Reactor control
he purpose of this contribution is to discuss the various mea-urement and control techniques of importance to engineers andcientists designing and operating polymer reactors and associ-ted equipment. We have attempted to summarize and update thenformation already provided in our previous work (Congalidis
Richards, 1998; Richards & Congalidis, 2005; Richards &chnelle, 1988).
The framework for our discussion is the hierarchical approachummarized in Fig. 1, which has proved very useful in the suc-essful application of process control in a complex industrialnvironment as shown in an earlier review by Richards andchnelle (1988). It has been our own experience and learning
hat the same hierarchical approach is particularly important inhe control of polymer reactors.
Process knowledge, which is usually captured in an exper-mentally validated mathematical model, is the cornerstone ofsuccessful control strategy. This is particularly true for poly-erization reactors, where the in-depth knowledge of process
peration in terms of the effect of operating variables on poly-er properties can be used to great advantage in the design of the
ontrol system and can result in a much more straightforwardand therefore easy to maintain) strategy than would have beenossible otherwise. This point will be illustrated in Section 3 andarticularly by using the examples referred to in Figs. 2 and 3.

1448 J.R. Richards, J.P. Congalidis / Computers and C
wlkac(ttisopc
ntblpbecip
tnealm
2
mtdic
Fig. 1. The process control hierarchy (Richards & Congalidis, 2005).
The use of polymerization reactor modeling in conjunctionith control design was discussed by the authors in an ear-
ier publication (Congalidis, Richards, & Ray, 1989). Processnowledge together with the appropriate sensors, transmitters,nd analyzers are the prerequisites for the design of the basicontrol system to regulate pressure, temperature, level, and flowPTLF). Only when the elements of the regulatory control sys-em are in place and are properly designed and maintained canhe control engineer attempt, in increasing order of complex-ty, the implementation of more advanced regulatory control
trategies, multivariable model based control algorithms, andn-line scheduling and optimization strategies to compute setoints for the regulatory controls. In many instances advancedontrol applications have failed in an industrial environmentmiEp
Fig. 2. Solution copolymerization with re
hemical Engineering 30 (2006) 1447–1463
ot because the algorithms were necessarily faulty but becausehe basic regulatory control system performed poorly, eitherecause of inadequate design (leading to operation in an open-oop mode) or because one of the critical measurements (i.e. arocess analyzer) was poorly maintained. In other instances theasic regulatory control may have been in place but some of thelements of advanced regulatory control (for example cascadeontrol and ratio control) were not being implemented result-ng in degradation of reactor performance in terms of consistentolymer properties.
In this contribution we have attempted to cover control topicshat we believe should be of interest to a wide spectrum of engi-eers and scientists in the polymer industry. We have thereforelected to discuss all elements of the process control hierarchys they apply to polymer reactor control fully realizing that theower levels of control would be obvious to the academic com-
unity or to experienced industrial practitioners.
. Measurement techniques
The measurement technique to be chosen is principally deter-ined by the measured quantity and by the accuracy by which
he variable must be measured. The measuring instrument pro-uces a signal, which must be transformed in such a way thatt can be registered by an indicator or recorder and further pro-essed. This requirement is fulfilled directly by some measuring
ethods; however, in most cases a measurement transmitters operated between the sensor and the measurement device.lectrical signals are much more commonly used today thanneumatic signals. We will concentrate our discussions on the
cycle loop (Congalidis et al., 1989).

J.R. Richards, J.P. Congalidis / Computers and Chemical Engineering 30 (2006) 1447–1463 1449
with r
mcdmg
moewt
2
ttaC
2
florit
cfbmctmt(
dlTrd
2
fcs(
Fig. 3. Emulsion terpolymerization process
easurement techniques that are more specific to polymer pro-esses. During a measurement stochastic errors can be intro-uced. The effects of process and measurement noise can beinimized by signal conditioning or filtering (Richards & Con-
alidis, 2005; Seborg, Edgar, & Mellichamp, 2004).All of the techniques to follow represent polymer measure-
ent state-of-the-art and are listed here due to either their noveltyr their frequent utilization, with multiple techniques presentven in a single installation. A summary table of on-line hard-are sensor classification techniques for polymerization reac-
ors can be found in Kammona, Chatzi, and Kiparissides (1999).
.1. PTLF measurements
Pressure, temperature, level, flow and weight are very impor-ant basic measurements for polymer processes. They formhe cornerstone for all control strategies both regulatory anddvanced. These measurements are reviewed in Richards andongalidis (2005) and Liptak (2003).
.2. Densitometry, dilatometry and gravimetry
The density of liquids is monitored by displacement andoat-type densitometers, hydrometers, and hydrostatic densit-
meters. More advanced instruments are oscillating Coriolis,adiation, vibration, and ultrasonic densitometers. Many of thesenstruments can be connected photometrically or mechanicallyo produce a usable electrical signal (Liptak, 2003).otac
ecycle loop (Congalidis & Richards, 1998).
Dilatometers measure the volume shrinkage during theourse of liquid polymerization reactions and are mainly usedor laboratory measurement of monomer conversion. They areased on the principle that polymers are denser than theironomers. As monomer is converted to polymer, volume
hanges are monitored by following the change in height ofhe solution inside a graduated capillary tube. Conversion is
onitored with a computer-linked photodetector that trackshe meniscus in the capillary and records the height changesRodriguez, Cohen, Ober, & Archer, 2003).
The percentage of total solids in a polymer sample can beetermined by the gravimetric method through moisture weightoss. The sample is loaded onto a pan and the weight determined.hen it is put into an oven at high temperature for a time to
emove all volatiles. It is then reweighed and the percent solidsetermined.
.3. Viscosity measurement
Viscosities are of interest in polymer technology in order toollow the course of a polymerization reaction or to monitorontinuously the quality of a product. Viscosity may be con-tant (Newtonian), shear thickening (dilatant), or shear thinningpseudoplastic) with shear rate. For polymer systems, solution
r melt, the viscosity can be related to the molecular weight ofhe polymer (Kammona et al., 1999; Liptak, 2003; Rodriguez etl., 2003). In most cases viscosity is measured by capillary vis-ometers or rotating viscometers. The capillary viscometer may
1 nd C
apAi2maDp
rcvictotfvoa
2
saacooio
2coqbtMhtppNruOist
c(u
tumdsmbvbm(e
cloiohp
tnaTcaaano
A(wa(pftbo(
airsf
2
450 J.R. Richards, J.P. Congalidis / Computers a
lso be employed in-line for monitoring of molecular weight inolymerizations as described in Vega, Lima, and Pinto (2001).n indirect method to obtain a measure of molecular size that
s quick and inexpensive is the Melt Indexer (Rodriguez et al.,003). The Melt Index is defined as the number of grams of poly-er extruded in 10 min through a capillary 2.1 mm in diameter
nd 8 mm in length at a certain temperature and pressure (ASTM1238). It is evident that the Melt Index varies inversely pro-ortionally to the polymer molecular weight.
Among the different possibilities to measure viscosities inotating viscometers, the coaxial cylinder apparatus is the mostommonly used in practice. The measurement of the angularelocity of the cup and the angular deflection of the bob makest possible to determine the viscosity (Liptak, 2003). Beside theoaxial device the cone-and-plate viscometer is also used. Inhis device, an inverted cone faces a solid plate and the apexf the cone just touches the plate. The measured liquid is inhe free gap. The viscosity of the measured fluid is computedrom the torque on the driving shaft (Liptak, 2003). The Mooneyiscometer, particularly used in the rubber industry, is a variantf the cone-and-plate viscometer, which restricts the sample todisc-shaped cavity (ASTM D1646) (Liptak, 2003).
.4. Measurement of composition
The composition of raw materials, finished products, andamples of the various steps of a reaction is normally measuredt the laboratory using the appropriate physical and chemicalnalytical methods. However, sampling and analysis are timeonsuming and, in many cases, the result of the analysis is onlyf current interest and too late for control decisions to be made. Inrder to monitor compositions continuously, one needs automat-cally functioning analytical instruments that can continuouslybtain the composition of a mixture.
Optical methods are common (Kammona et al., 1999; Liptak,003) as infrared spectrographic analysis (IR) permits in manyases to follow the appearance or the disappearance of oner more characteristic absorption frequency bands. These fre-uency bands correspond to frequencies of vibrations of theonds in the molecules. One must first analyze the spectrum ofhe IR radiation and then measure the corresponding frequencies.
ore recently the Fourier transform infrared technique (FTIR)as been used for faster data acquisition and handling than tradi-ional IR spectrographic analysis. IR and FTIR can be applied toolymer solutions or solid films for composition analysis and arearticularly useful for copolymer composition determination.ear IR spectroscopy has been used to control a polymerization
eactor to produce solution polymers with well-defined molec-lar weight (Othman, Fevotte, Peycelon, Egraz, & Suau, 2004).ptical analytical devices are also built for measuring radiation
n the ultraviolet (UV) and the visible spectral region, but thepectra absorption bands obtained here are usually so broad thathese devices are only of limited use.
The refractive index (RI) of a mixture is a function of theomposition of the mixture and their respective refractive indicesKammona et al., 1999). Operational measuring instruments aresually differential refractometers or critical angle refractome-
etpc
hemical Engineering 30 (2006) 1447–1463
ers (Liptak, 2003). A differential refractometer is commonlysed as a concentration detector in the effluent of a gel per-eation chromatography (GPC) column for molecular weight
etermination. Raman spectroscopy is dependent on the colli-ion of incident light quanta with the molecule, inducing theolecule to undergo a change (Rodriguez et al., 2003). It is now
eing used to provide a means of studying pure rotational andibrational transitions in molecules. Raman scattering of lighty molecules may be used to provide chemical composition andolecular structure and is currently being applied to polymers
Elizalde, Leiza, & Asua, 2004; Kammona et al., 1999; Leffewt al., 2005; Reis, Araujo, Sayer, & Giudici, 2004).
Apart from optical methods, magnetic and electrical methodsan also be used for composition measurement. Examples of theatter are conductivity measurements (of ionic liquids, e.g. purityf boiler feeding water), ionization methods (e.g. the flame ion-zation detector in gas chromatographs or the photo-ionizationf gases with UV light as tracking measuring instrument ofydrocarbons in air), electrochemical potential methods (e.g.H measurements), and occasionally polarographic methods.
Nuclear magnetic resonance (NMR) is based on the principlehat when a hydrogen containing compound is in a strong mag-etic field and exposed to radio frequency signals, the compoundbsorbs energy at discrete frequencies (Rodriguez et al., 2003).his technique can be used to measure chain molecular structure,opolymer composition, and copolymer sequence lengths. It canlso deduce isotactic–atactic ratios and other structure variationss shown for example in Wyzgoski, Rinaldi, McCord, Stewart,nd Marshall (2004). Mass spectrometry and NMR are currentlyot in routine on-line process use but can be used to calibratether on-line methods.
Many methods depend on the separation of a fluid mixture.mong these the process gas chromatography (GC) stands out
Kammona et al., 1999). Suitable devices for online controlere developed from laboratory gas chromatographs and oper-
te very reliably. The principle of the GC is that a carrier gashelium) is passed over a tubular column of a fine solid. A sam-le is injected into the carrier gas stream and the gas effluentrom the column is run past a detector such as a flame ioniza-ion detector. Calibration is based on the fact that all conditionseing equal, a given hydrocarbon will require the same lengthf time to pass through the column to the detector (elution time)Liptak, 2003).
A mass spectrometer source produces ions and informationbout a sample may be obtained by analyzing the dispersion ofons when they interact with the sample using the mass-to-chargeatio. Sometimes mass spectrometers are used after a separationtep such as gas chromatography or liquid chromatography forraction identification.
.5. Surface tension
In emulsion polymerizations, particularly it may be of inter-
st to measure the surface tension of the emulsion. The surfaceension can give an indication of whether or not micelles areresent, which is important in particle nucleation above theritical micelle concentration (CMC) (Schork, 1993; Schork,
nd C
Da
2
maoa(2tptsaaFmim
ooanmhatob
twcw
2
ommshcnds
(tass
pipmste
nois
ntc1aAtmc
3
3
otmacIcpcfopi
3
ufihc
(
(
J.R. Richards, J.P. Congalidis / Computers a
eshpande, & Leffew, 1993). The online method used is usu-lly the bubble pressure method (Schork et al., 1993).
.6. Molecular weight distribution (MWD)
It is widely recognized that a reliable method of monitoringolecular weight distribution, and the various molecular weight
verages (Mn, Mw, and Mz) during the polymerization process isf importance to final polymer quality. Traditionally gel perme-tion chromatography (GPC) or size-exclusion chromatographySEC) have been used to determine MWD (Rodriguez et al.,003; Kammona et al., 1999). In GPC/SEC a polymer solu-ion is injected into one or more columns in series packed withorous particles. The packing has small pores and during elu-ion the polymer molecules may or may not, depending on theirize, penetrate into the pores. Therefore, smaller molecules haveccess to a larger fraction of pores compared to the larger ones,nd the chains elute in a decreasing order of molecular weights.or each type of polymer an empirical correlation exists betweenolecular weights and elution volumes. This can be used to cal-
brate the GPC/SEC, which allows the evaluation of averageolecular weights and molecular weight distributions.Direct column calibration for a given polymer requires the use
f narrow MWD samples of that polymer. The chromatogramsf these standards give narrow peaks and each standard is associ-ted with the retention volume of the peak maximum. There are aumber of polymers for which narrow MWD standards are com-ercially available. More recently triple-detector instruments
ave been designed, which include a differential viscometer,light-scattering instrument, and a differential refractometer
hat monitors the column effluent. A calibration curve can bebtained from this arrangement as long as all signals are cali-rated (Rodriguez et al., 2003).
For online purposes, the viscosity measures previously men-ioned in Section 2.3 have been used as a substitute for moleculareight averages in online control. Some vendors are commer-
ializing more rapid GPC/SEC instruments for online controlith some instruments already available.
.7. Particle size distribution (PSD)
The particle size distribution can have a fundamental effectn the physical properties of dispersions that are common poly-er products. The measurement of just the average particle sizeay not be sufficient. For example, the presence of different
ize populations resulting in a multimodal distribution couldave a strong influence on final properties and may need to beontrolled. There are several particle size measurement tech-iques used such as optical imaging, electron imaging, opticaliffraction and scattering, electrical resistance changes, sieving,edimentation, and ultrasonic attenuation (Liptak, 2003).
Optical (larger than 1 �m) and scanning electron microscopySEM) techniques literally give the clearest picture of a PSD. The
wo principal light scattering technologies commercially avail-ble are light scattering intensity measurement (also known astatic or Rayleigh scattering) and dynamic light scattering mea-urement (also known as quasi-elastic light scattering (QELS) orhemical Engineering 30 (2006) 1447–1463 1451
hoton correlation spectroscopy (PCS)). Dynamic light scatter-ng provides a relatively fast and simple method for submicronarticle sizing (Kammona et al., 1999). Turbidimetry, which is aeasure of the attenuation of a beam of light passing through a
uspended particle sample, has been used traditionally in indus-ry to obtain a measure of average particle size and even thentire PSD (Kammona et al., 1999).
Acoustic attenuation measurements can be made without theeed for sample dilution and can be used in the particle size rangef 10 nm–100 �m. As sound travels through a slurry or colloid,t is attenuated. The level of attenuation is related to the particleize distribution (Hipp, Storti, & Morbidelli, 2002a,2002b).
Capillary hydrodynamic fractionation (CHDF) is a hydrody-amic method for measurement of nanometer-sized particles. Inhis method, slurry containing the particles is forced through aapillary. The measurable particle size range for CHDF is about5 nm–2 �m. For online control, these techniques must be evalu-ted for speed, reliability and sample dead time (Liptak, 2003).s in the MWD techniques, manufacturers are moving more
owards online implementation of the more recent methods, butany of these techniques still are practiced off-line in the pro-
ess analytical laboratory.
. Advanced regulatory control
.1. Controllers and actuators
Measurement instruments supply information on the currentperating conditions of a plant. These form the basis to controlhe process and to keep conditions constant so that the opti-
al quality results are obtained. For this purpose, controllersre used, which are devices that are designed to keep a spe-ific controlled variable constant despite outside disturbances.n the past, the large majority of controllers were continuousontrollers, but the digital controller has now become common-lace due to the widespread use of computers and distributedontrol systems. Digital signals are discrete in nature and ariserom sampling continuous measurements at equal time intervalsr they may arise from naturally discrete signals as, for exam-le, from analyzers. A more extensive discussion can be foundn Richards and Congalidis (2005).
.2. Polymer reactor control issues
The polymerization reactor is usually at the heart of the man-facturing process impacting both downstream processing andnal customer related polymer properties. The following factorsave contributed to the industrial significance of polymer reactorontrol:
1) The need to improve fixed asset productivity by optimizingreactor yield and uptime.
2) The trend towards shorter manufacturing campaigns for
the different polymer grades manufactured in the samereactor or towards more frequent on-line product transi-tions to reduce product inventories and hence workingcapital.
1 nd C
(
(
ToaifctmTrGEapcafino
(
(
(
(
(
(
motact2s1&O
452 J.R. Richards, J.P. Congalidis / Computers a
3) Global competition, which not only imposes tough require-ments for polymer grade uniformity, but also requires thatfor new polymer types the time to commercialization be asshort as possible.
4) Safety and environmental considerations regarding the sta-ble operation of a potentially thermally unstable reaction.
he measurement and control techniques discussed in the previ-us sections, many of which are generic in nature, are not alwaysdequate to meet practical considerations specific to a polymer-zation reactor, which pose additional challenges to the success-ul application of a control strategy. We will highlight severalontrol engineering techniques, some of which are known inhe literature as advanced control, which can be deployed to
eet some of the challenging aspects of polymer reactor control.hese techniques have been extensively discussed in literature
eviews (Congalidis & Richards, 1998; Dimitratos, Elicabe, &eorgakis, 1994; Dube, Soares, Penlidis, & Hamielec, 1997;mbirucu, Lima, & Pinto, 1996; Richards & Schnelle, 1988),nd in books (Schork, 1993; Schork et al., 1993). For exam-le, Dimitratos et al. (1994) reviewed the major issues related toontrol of emulsion polymerization. The authors point out thatlthough emulsion polymerization has been studied and usedor several decades, progress has been slow. The special focusn the Embirucu et al. (1996) survey was optimal control theory,onlinear control, adaptive control, and predictive control. Inur experience several issues specific to polymer reactors are:
1) Polymerization reactors are known both theoretically andexperimentally to exhibit multiple steady states (Adebekun,Kwalik, & Schork, 1989; Ray & Villa, 2000)and in somecases may also exhibit oscillations in terms of monomerconversion and polymer particle diameter (Meira, 1981).Furthermore, polymerization reactors can be highly exother-mic and may result in reactor thermal runaway unless aneffective control strategy is implemented. In the case wheremultiple steady states are present, as shown for example inthe case of polyethylene reactors by Villa, Dihora, & Ray(1998), the two stable steady states at very low and veryhigh monomer conversion respectively cannot be chosen asthe reactor operating point either for practical, economic, orfor safety reasons. It may be therefore necessary to choosethe unstable steady state at intermediate conversion as thereactor operating point. In this case the design of an appro-priate stabilizing closed loop reactor controller is essentialto smooth reactor operation.
2) As discussed previously, on-line measurements of poly-mer architecture such as composition, molecular weight anddegree of branching are not always available and for somepolymer systems may be simply unavailable. In many casesthe control engineer may have to rely on polymer propertiesinferred from infrequent laboratory analysis of reactor sam-ples or from laboratory analysis of the final polymer after
it has experienced significant post reactor processing thusintroducing large dead times in the control loop. For newspecialty polymer types, which are designed for specificapplications, the composition and molecular weight reactorPDOi
hemical Engineering 30 (2006) 1447–1463
control specifications may not be immediately available andare usually determined by lengthy trial and error processesinvolving product trials at the final customer as discussedby Leffew et al. (2005).
3) The relationship between reactor operating conditions suchas monomer conversion, temperature, residence time, poly-mer composition, and viscosity and the customer relatedfinal properties such as tensile strength, elongation at break,and processibility in an injection molding machine may notalways be well defined. Variability in the polymer isolationprocess and long term polymer structure changes such as“aging” may result in the fact that although in some casesthe reactor may be operating “on-aim” within well definedmanufacturing specifications, the final polymer may not pro-cess satisfactorily when delivered to the customer.
4) The control system for a polymerization reactor must be suf-ficiently robust to handle unmeasured disturbances, whichimpact polymer reactor operation. These disturbances typ-ically result either from trace amount of polymerizationinhibitors left over after monomer purification prior to thepolymerization reaction or from trace amounts of other com-pounds which may be present in a typical polymerizationrecipe and which may be affecting the reaction.
5) A polymerization reactor often produces several grades (interms of composition and viscosity) of the same polymerand therefore the control strategy must be easily adaptedto a multi-product plant and in some cases to on-line gradetransitions. In the case of a multi-product plant, it may benecessary to operate the reactor in terms of rather short cam-paigns in order to minimize finished product inventory andthus working capital. In these cases, the reactor control sys-tem must be designed in such a way as to achieve fast startupswhile minimizing off-specification polymer formation.
6) A good understanding of the polymerization kinetics isessential in designing a robust and effective reactor controlstrategy. In most cases, the nature of the kinetics (free radicalversus condensation versus living polymerization) and thechoice of reactor type (batch versus CSTR, homogeneousversus multiphase) have a direct bearing on the distributionof the final polymer properties as shown by Ray (2003).
The discussion will be facilitated by focusing on the copoly-erization process shown in Fig. 2. The flowsheet captures many
f the elements of actual free radical copolymerization reac-or installations. This process, first discussed by Congalidis etl. (1989), has as of the time of this paper resulted in over 60itations, and has been used as a benchmark to test various con-rol and estimation schemes (BenAmor, Doyle, & McFarlane,004; Bindlish & Rawlings, 2003; Doyle, Ogunnaike, & Pear-on, 1995; Harris & Palazoglu, 1998, 2003; Lee, Han, & Chang,997, 1999; Lewin & Bogle, 1996; Ling & Rivera, 1998; Maner
Doyle, 1997; Maner, Doyle, Ogunnaike, & Pearson, 1996;gunnaike & Ray, 1994; Ozkan, Kothare, & Georgakis, 2003;
arker, Heemstra, Doyle, Pearson, & Ogunnaike, 2001; Regnier,efaye, Caralp, & Vidal, 1996). The main motivation stated by¨ zkan et al. (2003) in selecting this process as a benchmark ists complexity, hence its similarity to an industrial problem. The

nd C
cephstaatav
atT(tjuoumprtto(
ttaamflts
3
bpamrPs
aatftto
lbbrTwfcabrtab
3
dFbTtmFr
wp
q
Ei(
q
TgaRctbiia
(pfmun
J.R. Richards, J.P. Congalidis / Computers a
haracteristics of this reactor that are most relevant and inter-sting are that it is representative of a wide class of free radicalolymer reactors with recycle, exhibits multiple steady states, isighly nonlinear, is MIMO, and involves multiple sensor issuesuch as the necessity of online molecular weight and composi-ion measurements or their estimates and dead-time issues suchs gas chromatograph delays. However, the problem achievesll this without being overly complex. As will be discussed inhe subsequent sections, the implementation of various controllgorithms using multiple models on this process has provenery relevant in the area of polymerization reactor control.
As shown in Fig. 2, monomers A and B are continuouslydded with initiator, solvent, and chain transfer agent. In addi-ion, an inhibitor may enter with the fresh feeds as an impurity.hese feed streams are combined (stream 1) with the recycle
stream 2) and flow to the reactor (stream 3), which is assumedo be a jacketed well-mixed tank. A coolant flows through theacket to remove the heat of polymerization. Polymer, solvent,nreacted monomers, initiator and chain transfer agent flow outf the reactor to the separator (stream 4) where polymer, resid-al initiator, and chain transfer agent are removed. Unreactedonomers and solvent (stream 7) then continue on to a purge
oint (stream 8), which represents venting and other losses and isequired to prevent accumulation of inerts in the system. Afterhe purge, the monomers and solvent (stream 9) are stored inhe recycle hold tank, which acts as a surge capacity to smoothut variations in the recycle flow and composition. The effluentstream 2) recycle is then added to the fresh feeds.
Fig. 3 represents an actual industrial emulsion terpolymeriza-ion process described by Congalidis and Richards (1998), wherehe techniques of feedforward control, ratio and cascade control,s well as composition and viscosity feedback control, whichre discussed in subsequent sections, were successfully imple-ented by the authors. The emulsion polymerization processowsheet of Fig. 3 is very similar to the solution polymeriza-
ion process of Fig. 2, with the exception that water replaces theolvent and the reactor operates adiabatically.
.3. Feedforward control
The traditional PID feedback controller is very widely used,ecause it requires minimal process knowledge for its design. Inarticular, a mathematical model of the process is not requiredlthough it can be quite useful for appropriate tuning. Further-ore, if process conditions change, the PID controller can be
etuned to maintain satisfactory performance. A properly tunedID controller can be quite robust in maintaining good steadytate operation in the face of unmeasured disturbances.
However, since control action can only occur if a devi-tion occurs between the set point and the measured vari-ble, perfect control is not possible. Therefore, feedback con-rol fails to provide predictive control action to compensate
or the effects of known disturbances. A more serious limita-ion, which is particularly important for polymer reactor con-rol, is that the controlled variable cannot always be measurednline.ilpd
hemical Engineering 30 (2006) 1447–1463 1453
Feedforward control was developed to counter some of theseimitations. Its basic premise is to measure the important distur-ance variables and then take corrective compensatory actionased on a process model. The quality of control is directlyelated to the fidelity and accuracy of the process model.wo implementations of feedforward control will be discussed,hich are widely used in polymer reactor control, namely feed-
orward control design based on steady state models and ratioontrol. Furthermore, the powerful combination of feedforwardnd feedback control will be discussed, because it utilizes theest of both approaches since feedforward control works byeducing the effects of measured disturbances and feedback con-rol provides the necessary compensation for the effects of modelnd measurement inaccuracies as well as unmeasured distur-ances.
.3.1. Steady state model feedforward controlTo illustrate this approach the polymerization process
escribed by Congalidis and Richards (1998) is considered (seeig. 3). The presence of the recycle stream introduces distur-ances in the reactor feed which perturb the polymer properties.he objective of the feedforward control is to compensate for
hese disturbances by manipulating the fresh feeds in order toaintain constant feed composition and flow to the reactor.eedforward control of the recycle allows the designer to sepa-ate the control of the reactor from the rest of the process.
The feedforward control Eqs. (1) and (2) were obtained byriting component material balances around the recycle additionoint. For example for monomer A flow this balance is:
na3 = qna1 + ya2qn2 (1)
q. (1) is then solved for the fresh feed of monomer A since its desired to keep the target flow of monomer A to the reactorqna3) constant:
na1 = qna3 − ya2qn2 (2)
he recycle composition (ya2) is typically measured by onlineas chromatographs, which may have significant time delays. Iffaster response time of the analyzer is required, an Infrared oraman spectroscopy probe may be used. Recycle flow is typi-ally measured and controlled by manipulating the recycle valveo maintain the desired inventory in the hold tank. Any distur-ances in the recycle composition or flow will cause variationsn the fresh feed in order to keep the reactor feed constant. Sim-lar feedforward controllers are implemented for monomers Bnd C.
As shown in Ogunnaike and Ray (1994) and Congalidis et al.1989) the performance of the feedforward control allows for theerfect compensation of disturbances that can for example ariserom a step change in the purge ratio so that the reactor poly-er characteristics (e.g. composition and molecular weight) are
naffected. Naturally, perfect feedforward control will typicallyot be possible unless the recycle composition measurement is
nstantaneous (or the holdup in the recycle tank is significantlyarger than that of the reactor) and all other measurements areerfect. However, the implementation of feedforward controloes have the advantage that the reactor is decoupled from the
1454 J.R. Richards, J.P. Congalidis / Computers and Chemical Engineering 30 (2006) 1447–1463
rotiobs
3
wfiaatwms
feotsstdc
3
ibt
F&
fdrbdctvs
bftrqsarpmlrnc
4
4
vmipt
Fig. 4. Ratio control of monomer feeds (Richards & Congalidis, 2005).
ecycle stream and thus reduces the control problem to just thatf controlling the reactor. In our experience, we have seen con-inuous polymerization installations similar to the one shownn Figs. 2 and 3 where, in the absence of feedforward control,perators were making adjustments of monomer fresh feed flowsased on feedback from laboratory polymer composition mea-urements resulting in poor performance of the unit.
.3.2. Ratio controlRatio control is a form of feedforward control, which is
idely used in the chemical industry and has proven very use-ul in reactor control. As is evident from its name, its purposes to keep the ratio of two process variables at a given valuend hence it can be deployed when the objective is to maintaincertain proportion, or stoichiometry, of reactants to the reac-
or. Although the concept is fairly obvious, in our experiencee have seen that it has not been as extensively used in poly-er reactor control, especially in the case of reactors producing
pecialty polymers with complex polymerization recipes.Typically, flow controllers are designed for each of the reactor
eed streams (e.g. monomer, initiator, chain transfer agent) andach one of these controllers has a set point, which is dependentn the particular polymer being made. However, when ratio con-rol is implemented as shown in Fig. 4, one of the reactor feedtreams (monomer A in this case) is chosen as the referencetream. The measured flow rate of monomer A is then transmit-ed to the ratio station RC, which multiplies the signal by theesired ratio (typically determined by the polymer chemist) toalculate the set point for the flow controller of monomer B.
.4. Cascade control
Cascade control is also widely used in the chemical processndustries and especially in cases where there may be nonlinearehavior in the dynamics of the control loop. It also addresseshe main drawback of conventional feedback control namely the
omst
ig. 5. Conventional temperature control of an adiabatic polymerizer (RichardsCongalidis, 2005).
act that control action only occurs where the controlled variableeviates from the set point. Unlike feedforward control, whichequires that disturbances be explicitly measured and a modele available to calculate controller output, cascade control intro-uces an additional measurement and an additional feedbackontroller. The secondary measurement is typically located sohat it recognizes the upset conditions sooner than the controlledariable. The concept of cascade control has been used exten-ively for effective reactor temperature control.
In many instances polymerization reactors are operated adia-atically. In the case shown in Fig. 5 and in which only traditionaleedback control is used, measurement of the reactor tempera-ure is used to manipulate the heat exchanger flow to cool theeactor feed so that the reactor adiabatic temperature rise is ade-uate to remove the heat of polymerization. This conventionalcheme may do a satisfactory job of regulating reactor temper-ture but disturbances that occur in the feed line may result in aather sluggish response of the temperature controller. Polymerroperties are very sensitive to temperature excursions and inany cases, this sluggish response of the temperature control
oop may not be acceptable. Cascade control as shown in Fig. 6esolves the problem by introducing an additional measurementamely the temperature of the reactor feed and an additionalontroller.
. Advanced supervisory control
.1. Feedforward-feedback control
The combination of feedforward and feedback control pro-ides a very powerful practical strategy for the control of poly-er properties such as composition and molecular weight. Typ-
cally, it is still difficult to have online direct measurements ofolymer composition, so the control design has to incorporatehe available off line reactor sample composition measurements
btained at the laboratory typically using Infrared or nuclearagnetic resonance techniques. Similarly, despite advances inize exclusion chromatography/gel permeation chromatographyechnology (SEC/GPC), online SEC/GPC is not routinely avail-

J.R. Richards, J.P. Congalidis / Computers and C
able for most industrial polymer reactor control applications.Therefore, in many cases the control engineer has to rely on off-line measurements of molecular weight and incorporate themin the control strategy. Typically, measures of molecular weightused in control applications are the inherent viscosity and/or themelt index, the latter being very common in polyolefin produc-tion. Recent advances in capillary rheometry, as reported in thevendor literature, provide the capability of continuous measure-ment of melt index and viscosity during polymer productionusing on-line or at-line instrumentation. At-line instrumenta-tion refers to a manual measurement of a sample at the processline by using for example a portable instrument as contrastedwith automatic on-line sampling and off-line measurement atthe laboratory. It is also very important to establish appropriateset points and specifications for the inherent viscosity and meltindex by relating them to the underlying molecular weight dis-tribution as shown for example in Seavey, Liu, Khare, Bremner,and Chen (2003).
We may return to the polymerization process shown in Fig.3 and follow the discussion in Congalidis and Richards (1998)as well as the concept of the process control hierarchy shown inFig. 1. It is very important to use process understanding (typ-ically captured in dynamic simulations using experimentallyvalidated models) in the design of the control system for poly-mer composition and molecular weight. Polymerization reactionmodeling showed for this specific case, which is however typi-cal of a wide class of continuous polymer reactors in practice,that the reactor temperature control is crucial because inher-ent viscosity is extremely sensitive to temperature variations.As discussed in the preceding section cascade control can beeffectively deployed to control reactor temperature within verytight specification limits. Achieving good reactor temperaturecontrol can become particularly challenging in multi productsemibatch polymerization reactors, because physical propertiesof the reactor contents vary from run to run and within a runand the standard PID controllers used in a cascade design maynot be able to perform satisfactorily over the entire range of
Fig. 6. Cascade temperature control of an adiabatic polymerizer (Richards &Congalidis, 2005).
ocoeaaiicptlpocnAamco
tiwlcdtstvecmIfaseoc
h3ocfpsi
(
hemical Engineering 30 (2006) 1447–1463 1455
peration required. In these cases more advanced temperatureontrol strategies based on adaptive control (Seborg et al., 2004)r model based control can be effectively used as shown forxample by Chylla and Haase (1993) for an industrial reactornd by Defaye, Regnier, Chabanon, Caralp, and Vidal (1993) forlaboratory scale one. Another example of model based control
s given by Othman et al. (2004) where a model for the mon-toring of both the average polymer molecular weight and theoncentration of monomer in the reactor was developed with theartial least-squares calibration technique applied to NIR spec-ra. On the basis of a process model, a nonlinear input-outputinearizing geometric approach was then applied to control theolymer molecular weight by manipulating the inlet flow ratef the monomer. Moreover, adaptive cascade control strategiesan provide better temperature control performance without theeed for retuning versus a traditional PI cascade control system.daptive control strategies were discussed by Tyner, Soroush,
nd Grady (1999) for jacketed stirred tank reactors in whichultiple products are produced and the overall heat-transfer
oefficient is unknown and can vary significantly as a resultf fouling.
An additional difficulty in the control of polymer proper-ies is that in some cases the control problem is multivariablen the sense that there are interactions between the moleculareight and composition loops and therefore when a manipu-
ated variable is chosen to control molecular weight it may affectomposition. It is important to use process knowledge to vali-ate the selection of manipulated variables. For example, forhe polymerization reactor shown in Fig. 3 process simulationshowed that one way to decouple polymer quality control is toake advantage of the fact that polymer composition is naturallyery sensitive to changes in reactor feed composition but inher-nt viscosity is relatively insensitive to reactor feed compositionhanges. As discussed in Congalidis et al. (1989) there exists auch more formal approach for feedback control system design.
t consists of creating an approximate linear multivariable modelrom the nonlinear polymer reactor model using step test datand then using the techniques of relative gain array (RGA) andingular value decomposition analysis (SVD) (as described forxample in Seborg et al. (2004)) to determine the best pairingsf controlled and manipulated variables for robust multi loopontrol.
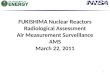
A typical control strategy for polymer composition, whichas been successfully implemented for the reactor shown in Fig., is illustrated in Fig. 7. The measurements used are the flowsf the fresh monomer feeds, the recycle flow, the monomeromposition of the recycle feed and the total monomer reactoreed provided by two on-line gas chromatographs, and theolymer composition provided by laboratory analysis of reactoramples. The supervisory control consists of three levelsmplemented in a cascade fashion:
1) Feedforward controller, previously discussed, which main-
tains total monomer feed rate and monomer A feed compo-sition at the appropriate set points for the specific polymergrade being produced. The feedforward controller can beeasily extended to many monomers by specifying the total
1456 J.R. Richards, J.P. Congalidis / Computers and Chemical Engineering 30 (2006) 1447–1463
mpos
(
(
Icebpscu
sptisogvidp
4
cmTfis
Fig. 7. Copolymer co
monomer reactor feed rate and the feed composition for themonomers.
2) Gas chromatograph feedback controller, which uses thevelocity algorithm for digital PID control, to calculate flowcorrection factors for the monomers from the gas chromato-graph measurement of the actual monomer feed composi-tion. This controller provides the necessary integral actionso that the offset between the actual reactor monomer feedcomposition and its set point, which may be caused byflowmeter inaccuracies or other unmeasured disturbances,is minimized.
3) Polymer composition feedback controller, which updatesthe set points for the reactor monomer feed compositionbased on the laboratory analysis of a reactor sample. Thiscontroller thus provides the necessary integral action so thatthe offset between the measured composition of the reactorsample and the polymer grade composition is minimized.
t is important to note that these feedforward and feedbackontrollers have been designed hierarchically in the sense thatach level in the structure will not activate unless the levelselow it are functioning properly (as in Fig. 1). Furthermore, in
ractice extensive data validation checks must be incorporatedo that robust performance can be assured even when the gashromatograph or laboratory analysis measurements may benavailable or faulty.puvo
ition control strategy.
The control of inherent viscosity shown in Fig. 8 uses theame approach as the composition control. Depending on theolymer grade being manufactured the initiator or the chainransfer agent may be used to control emulsion viscosity. Annherent viscosity feedback controller adjusts automatically theet point of the monomer to transfer agent ratio controller basedn the measured viscosity value and provides the necessary inte-ral action so that the difference between the reactor inherentiscosity and the polymer grade inherent viscosity specifications minimized. As in the case of composition control, extensiveata and controller output checks have been incorporated in theractical implementation to provide robust performance.
.2. State estimation techniques
In the design of the composition and viscosity feedbackontrollers it is very important to establish whether the poly-er reactor dynamics need to be taken explicitly into account.he choice of sampling frequency balances the requirements
or good quality control versus the need to minimize analyt-cal costs. Usually, when the reactor residence time is muchhorter than the sampling frequency, integral control is appro-
riate, because the interval of time between measurements issually sufficient for the effect of an adjustment to a processariable set point to be complete within this interval of time. Inther cases the sampling dead time introduced by the periodic
J.R. Richards, J.P. Congalidis / Computers and Chemical Engineering 30 (2006) 1447–1463 1457
scosit
ams
pm(aotjp
cfpM&rmttoac(t
lstRwe
4
smeestatbftib
Fig. 8. Inherent vi
nalysis of polymer concentration, polymer composition, andolecular weight may necessitate the incorporation of on-line
tate estimators of polymer properties.Reaction calorimetry aims to measure heat released from a
olymerization in order to infer monomer conversion and poly-erization rate (as reviewed for example in Kammona et al.
1999), Moritz (1989) and McKenna, Othman, Fevotte, Santos,nd Hammouri (2000)). Careful measurement and balancingf mass and energy flows are necessary for success of thisechnique. For example, the commercial Mettler-Toledo RC1acketed reactor acts as a calorimeter supplying mass balance,olymerization heat generation, and transport data.
On-line estimation may also be accomplished using first prin-iples polymerization kinetic models implemented online in theorm of an extended Kalman filter (EKF) as illustrated for exam-le in (Ellis, Taylor, & Jensen, 1994; Kammona et al., 1999;cAuley & MacGregor, 1991; Othman et al., 2004; Park, Hur,Rhee, 2002). For example, Othman et al. (2004) estimated the
eaction rate and molecular weight using a NIR in-line measure-ent of the monomer concentration. It should be pointed out that
he choice of techniques for online estimation of polymer proper-ies is still an active area of research and is very much dependentn the specifics of the polymer chemistry and available online
nd offline instrumentation. In another example, where the pro-ess model (Congalidis et al., 1989) was used, BenAmor et al.2004) applied an industrial real-time optimization package forhe nonlinear model predictive control (NLMPC) of a simu-lvlr
y control strategy.
ated polymer grade transition. A receding horizon estimationcheme and, separately, a Luenberger observer were designedo reconstruct unmeasured states. In the study by Bindlish andawlings (2003), the process model (Congalidis et al., 1989)as again used to develop an extended Kalman filter for state
stimation.
.3. Model predictive control (MPC)
The previously discussed single loop and appropriately cho-en multi loop feedforward and PID feedback control strategiesay not be adequate for the effective control of polymer prop-
rties particularly in the case when the polymerization reactorxhibits strongly nonlinear dynamic behavior or when there aretrong interactions between the controlled variables or whenhere are constraints on the manipulated variables. From thedvanced process control techniques such as internal model con-rol (IMC), inferential control, and adaptive control that haveeen developed by the academic process control communityor these tough multivariable control problems, model predic-ive control has reached the stage where it is having a significantmpact on industrial practice. Linear MPC algorithms are rapidlyecoming imbedded in the Distributed Control System software
ibraries, which facilitates their use. As reported in a recent sur-ey (Qin & Badgwell, 2003), by the end of 1999 there were ateast 4500 industrial MPC applications worldwide, mainly in oilefineries and petrochemical plants.
1458 J.R. Richards, J.P. Congalidis / Computers and C
Fo
mMtdctq
Fp(fItvcsepscn
bIlaapomoduptptirI
spo
ftpcwtambnAomtnqg
tpidOdctamitttalams
ttatfaradpw
ig. 9. MPC block diagram (Seborg et al., 2004). Material used by permissionf John Wiley & Sons, Inc.
One of the earlier implementations of MPC is linear dynamicatrix control (DMC). A simulation study was carried out byeziou, Deshpande, Cozewith, Silverman, and Morrison (1996)
o assess the performance of DMC for an ethylene-propylene-iene polymerization reactor. Closed-loop simulation resultsonfirmed the potential of the multivariable DMC techniqueo reduce off-specifications during changes in EPDM productuality setpoints, production rate, and catalyst activity.
The structure of MPC is shown in the block diagramig. 9 (Seborg et al., 2004). A mathematical model of therocess is used to predict the current values of the outputcontrolled) variables. The model is usually implemented in theorm of a multivariable linear or nonlinear difference equation.t is typically developed from data collected during special plantests consisting of changing an input variable or a disturbanceariable from one value to another using a series of stephanges with different durations or more advanced protocolsuch as the pseudorandom-binary sequence described in Seborgt al. (2004). The residuals (i.e. the difference between theredicted and actual output variables) serve as a feedbackignal to the prediction block and are used in two types ofontrol calculations that are performed at each sampling instant,amely set point calculations and control calculations.
A unique feature of MPC is that inequality constraints cane incorporated in both the set point and control calculations.n practice, inequality constraints arise as a result of physicalimitations on plant equipment such as pumps, control valves,nd heat exchangers. The set points for the control calculationsre typically calculated from an economic optimization of therocess based on a steady state process. Typical optimizationbjectives can include maximizing a process function, mini-izing a cost function, or maximizing a production rate. The
bjective of the control calculations in the control block is toetermine a sequence of control moves (changes in the manip-lated variables) so that the predicted response moves to the setoint in an optimal manner for example by following a referencerajectory. The calculated control actions are implemented as setoints to regulatory control loops. For a detailed explanation of
he different design choices that are necessary for the effectivemplementation of design of the MPC controller the reader iseferred to Seborg et al. (2004) and Ogunnaike and Ray (1994).t is also essential to point out that the quality of MPC is veryd
tt
hemical Engineering 30 (2006) 1447–1463
trongly dependent on the availability of a reasonably accuraterocess model that can capture the interactions between input,utput, and disturbance variables.
Although MPC control has become an established technologyor tough control problems in petrochemical plants its applica-ion in polymer reactor control is currently transitioning fromurely academic studies using simulated examples to appli-ations in industrial reactors. One of the difficulties for theidespread use of MPC control in polymer reactors could be
hat the embedded MPC modules inside the major DCS pack-ges are variants of the linear MPC algorithm. However, theost significant benefits from MPC for polymer reactors would
e derived from applying nonlinear MPC due to severe processonlinearities exhibited for example during product transitions.s an example, BenAmor et al. (2004) described the applicationf an industrial real-time optimization package to the nonlinearodel predictive control of a simulated polymer grade transi-
ion. The NLMPC algorithm was formulated by using orthogo-al collocation to integrate the model equations and sequentialuadratic programming to solve the resulting nonlinear pro-ramming problem.
As expected, academic researchers have been prominent inhe application of nonlinear MPC in polymer reactors. For exam-le, referring to the polymerization process previously describedn Fig. 2 and discussed in Congalidis et al. (1989), several aca-emic researchers as for example in Maner and Doyle (1997),
¨ zkan et al. (2003), and Bindlish and Rawlings (2003) haveesigned and implemented nonlinear MPC controllers. Theseontrollers were used successfully for plant startup, minimiza-ion of off grade product during grade transitions and regulationround a set point. For example, Maner and Doyle (1997) imple-ented linear MPC using the same transfer functions as were
dentified by step tests by Congalidis et al. (1989). However,hey were not able to get a significantly better performancehan that obtained from a multiloop PI control strategy. Theyhen proposed to close the dominant loop with a PI controllernd identified Autoregressive plus Volterra models for the otheroops. A multivariable nonlinear MPC scheme was implementednd performance improvement was observed compared to aultiloop PI control strategy and a multivariable linear MPC
tructure.As an additional example in the paper by Ozkan et al. (2003)
he authors studied the control of the solution copolymeriza-ion reactor proposed by Congalidis et al. (1989) using an MPClgorithm based on multiple piecewise linear models. The con-rol algorithm was a receding horizon scheme with an objectiveunction, which has finite and infinite horizon cost componentsnd uses multiple linear models in its predictions. Simulationesults on the model (Congalidis et al., 1989) demonstrated thebility of the algorithm to rapidly transition the process betweenifferent operating points. It was observed that the transitioneriod decreased as the number of linear models increased,hich resulted in a reduction of off-specification product pro-
uced during the grade transition.Furthermore, in the study by Bindlish and Rawlings (2003),he process model proposed by Congalidis et al. (1989) was usedo develop a target linearization and model predictive controller

nd C
(rtmcKrbtTtptac
rFtpmTtvchdpSwluu
walelnDtr
4
wa
4
ip1ba
bfnctsaufboaccswctiswtai(
pacstcsmccuadtapTtfdKCsatS
J.R. Richards, J.P. Congalidis / Computers a
TLMPC) that separates the target calculations from dynamicegulation. The proposed controller targets are calculated fromhe nonlinear model, and then used to get the correct linearized
odel. The linearized model is utilized to calculate the actualontrol moves for dynamic regulation and develop an extendedalman filter for state estimation. The authors claim that the
esulting TLMPC controller does not have the computationalurdens associated with a full nonlinear model predictive con-roller (NMPC) but shows a performance similar to a NMPC.he TLMPC shows optimal plant startup, product grade transi-
ions, and regulation around a set point for the polymerizationrocess in comparison to a fixed linear model predictive con-roller (LMPC). They found that TLMPC performs better thanfixed linear model predictive controller for different operatingonditions.
Recent reported industrial application of MPC in polymereactors as for example by Seki et al. (2001) and Bartusiak,ontaine, Schwanke, and Gomatam (2003) have focused on the
ransition control requirements, which typically consist in com-leting the transition in either a minimum amount of time or withinimum amount off-specification product. As pointed out byakeda and Ray (1999), MPC is well suited to the grade transi-
ion problem, which often translates into aggressive manipulatedariable moves often against manipulated variable limits or plantonstraints. Depending on the specific process, reported benefitsave also been achieved in product consistency or increased pro-uction rate. A review of the application of linear MPC tools to arototype continuous polymerization (CP) process was given bychnelle and Rollins (1998) where the authors discuss in generalhy the MPC technology may be a good fit for CP control prob-
ems (e.g., minimize settling time after rate changes or processpsets, compensate for significant multivariable interactions andnusual process dynamics).
A related control technique, internal model control (IMC),as tested on the Congalidis et al. (1989) problem by Harris
nd Palazoglu (1998) and Harris and Palazoglu (2003). A non-inear control design strategy was proposed based on functionalxpansion (FEx) models. The controller was formulated as ainear controller with a series of correction terms to account foronlinearities in the system. IMC was also used by Mahadevan,oyle, and Allcock (2002) on the problem of scheduling grade
ransitions in an isothermal methyl methacrylate polymerizationeactor.
.4. Batch and semibatch control
Previous sections focused on continuous reactor control. Nowe will discuss an even more common class of reactors, batch
nd semibatch, which are always operated dynamically.
.4.1. Operation and variabilityBatch reactors are the most common reactor used in polymer-
zation engineering. They may vary in size from a five-gallon
ilot unit to a 30,000 gallon (or greater) production size (Schork,993). Removal of the heat of polymerization is accomplishedy circulating coolant through a jacket or by refluxing monomernd solvent. The main advantage of batch reactors is the flexi-apmI
hemical Engineering 30 (2006) 1447–1463 1459
ility to accommodate multiple products. They are well suitedor low-volume products and for products for which there areumerous grades (as in specialty polymers), because each batchan be made according to its own recipe and operating condi-ions without the costs incurred when a continuous reactor ishut down and restarted. Process control of batch reactors mustddress the main disadvantage of batch reactors versus contin-ous ones, namely variability within a batch and/or variabilityrom batch to batch. This variability is particularly important inatch free radical polymerization, where the time of formationf a single chain is only a very small fraction of the batch timend therefore inhomogeneity results from the fact that polymerhains can be formed under very different conditions during theourse of the batch. This is especially significant for compo-ition control in a free radical batch copolymerization reactorhere, unless special control strategies are deployed, polymer
hains formed early in the reaction may contain a higher frac-ion of the more reactive monomer than the chains formed latern the reaction (i.e. compositional drift). On the contrary, intep growth polymerization (e.g. polyamides and polyesters),here the growth time of an individual chain is approximately
he batch time, the effects of the changing reaction environmentnd hence within batch inhomogeneities are much less of anssue, since all chains will see the same changing environmentSchork, 1993).
Operation in semibatch reactor mode is very common inolymer reaction engineering practice. Typically, one way toddress the issue of compositional drift in free radical batchopolymerization is to operate the reactor under the so-calledtarved feed policy (e.g. Arzamendi & Asua, 1989). In this casehe monomer feed rate is automatically adjusted to maintain aonstant rate of reaction as inferred for example by reactor pres-ure. In this starved feed operation the reaction environment isaintained constant during the batch and therefore the monomer
omposition in the reactor feed is equal to the desired polymeromposition. However, a cost penalty may occur because ofnacceptably long batch times for slow reactions. Therefore, it islso possible to implement more sophisticated control strategiesuring the batch by establishing operating trajectories for initia-or addition, monomer addition, and/or reactor temperature tochieve desired polymer properties in minimum time, maximizeroductivity, or tailor the polymer molecular weight distribution.his is typically accomplished by solving off line an optimiza-
ion problem using a kinetic model of the process as shownor example in Maschio, Bello, and Scali (1992, 1994), Saenze Buruaga, Armitage, Leiza, and Asua (1997), Thomas andiparissides (1984), and Tyner, Soroush, Grady, Richards, andongalidis (2001). These essentially open loop trajectories con-
titute a form of feedforward control and are then implementeds part of the batch sequential logic and recipe management sys-em using ladder logic and binary logic diagrams as shown ineborg et al. (2004).
Leffew et al. (2005) recently demonstrated a different
pproach to maintain polymer compositional uniformity in ailot scale semibatch reactor used to produce specialty copoly-ers containing up to four monomers for electronic applications.n this application, a Raman spectrometer was used on line to

1 nd C
mtmwpsfp
iscaHmtmIamdvwtAfrcp
dtsusgpipsd(rrt
4
tmtotottb
ndcvu(tlilfts
mflattetawot&Nmubcpao
cardTpaspcieabsfioi
460 J.R. Richards, J.P. Congalidis / Computers a
easure the monomer composition in the reactor, which washen used by an advanced feedback controller to manipulate
onomer feeds and maintain the monomer reactor compositionithin tight limits. This closed loop policy resulted in betterolymer compositional uniformity versus a simpler open looptarved feed approach. Improved polymer compositional uni-ormity resulted in substantially improved performance of theolymers in the end-use application.
If monomer conversion and molecular weight informations available during the batch (for example through online den-itometry, energy balance estimation, or online gel permeationhromatography) it can be incorporated as part of a feedbackdaptive predictive control strategy. For example, in the work ofouston and Schork (1987), the objective was to maintain theolecular weight at a desired value, while bringing the reac-
ion to a specified monomer conversion in minimum time byanipulating initiator feed rate and coolant jacket temperature.
n addition, if a fundamental model of the process is avail-ble including reaction kinetics and an energy balance, controloves during the batch can be calculated by solving a nonlinear
ynamic optimization problem within the context of the pre-iously discussed model predictive control to account for theide variety of constraints typically encountered in batch sys-
ems. This approach was also described by Peterson, Hernandez,rkun, and Schork (1992) and applied recently by Wassick, Cof-
ey, and Callihan (2003) to a set of commercial polymerizationeactors exhibiting challenging dynamic behavior that preventedonventional control from delivering optimum manufacturingerformance.
During start-up or grade-change operation of the reactorescribed by Congalidis et al. (1989), increasing the transitionime required to reach the desired steady state from the initialtate, increases the amount of off-specification polymer prod-ct. Lee et al. (1997) calculated the minimum transition time andubsequently determined optimal control input trajectories usingenetic algorithms combined with heuristic constraints. The pro-osed methodology was shown to have better performance thanterative dynamic programming (IDP) or sequential quadraticrogramming (SQP) in terms of accuracy and efficiency. In aubsequent paper (Lee et al., 1999), they proposed a modifiedifferential evolution (MDE) algorithm for the Congalidis et al.1989) problem. The authors claim that the proposed MDE algo-ithm offers faster speed, flexible implementation, and higherobustness to find the global optimum than differential evolu-ion algorithms.
.4.2. Statistical process controlIn many cases of batch and semi batch polymerization control
here are no online measurements of polymer quality (e.g. poly-er composition and molecular weight) during the batch and
hese measures of end use properties are only available at the endf the batch. In this case recipe modifications from one run tohe next are common. The minimal information needed to carry
ut this type of batch-to-batch control is a static model relatinghe manipulated variable to the quality variables at the end ofhe batch. As pointed out in Seborg et al. (2004), this model cane as simple as a steady state (constant) gain relationship or aaapr
hemical Engineering 30 (2006) 1447–1463
onlinear model that includes the effects of different initial con-itions and the batch time. The philosophy of statistical processontrol can be very useful in this case, since the polymer qualityariable (for example the Mooney viscosity in elastomers man-facture) can be plotted for each successive batch on a Shewhartx-bar) chart with the upper and lower control limits placed athree standard deviations above and below the target. The like-ihood of a point outside the control limits means that the batchs out-of-control and the batch recipe and possibly the sequenceogic must be adjusted for the next batch. If the quality variableor the batch is within the control limits, no control action isaken to prevent manipulations of the batch process based ontochastic variations within it.
Very often in DCS operated batch polymer reactors the pri-ary process variables such as pressure, temperature, level andow are recorded during the batch as well as the quality vari-bles at the end of the batch. However, it may be very difficulto obtain a kinetic model of the polymerization process due tohe complexity of the reaction mechanism, which is frequentlyncountered in the batch manufacture of specialty polymers. Inhis case, it is possible to use advanced statistical techniques suchs multi-way principal component analysis (PCA) and multi-ay partial least squares (PLS) along with an historical databasef past successful batches to construct an empirical model ofhe batch (Clarke-Pringle & MacGregor, 1998; Flores-Cerrillo
MacGregor, 2003; Kourti, Nomikos, & MacGregor, 1995;omikos & MacGregor, 1995). This empirical model is used toonitor the evolution of future batch runs. Subsequent future
nusual events can be detected during the course of the batchy referencing the measured process behavior against this “in-ontrol” model and its statistical properties. It may be thereforeossible to detect a potential bad batch before the run is overnd take corrective action during the batch in order to bring itn aim.
An alternate technique to the purely statistical estimation andontrol methodologies has been used by Fotopoulos, Stenger,nd Georgakis (1998) for the modeling and optimization of batcheactor processes when a detailed understanding based on a fun-amental principles and detailed kinetic studies are not available.his technique known as “tendency modeling”, originally pro-osed by Filippi et al. (1986), consists in the development oflow order nonlinear dynamic model, which approximates the
toichiometric and kinetic models of a process using availablelant data along with fundamental knowledge of the processharacteristics. The tendency model is evolutionary since its updated as new process data become available. Fotopoulost al. (1998) explored the effect of process-model mismatchssociated with tendency models on the state estimation of aatch processes consisting of eight individual reaction steps andhowed how these models could be used in an extended Kalmanlter and to tune the model covariance matrix. Although the usef tendency models in polymer reactors, where the number ofndividual reactions is much higher, has been limited, Wang, Pla,
nd Corriou (1995) constructed a tendency model and used it asn open loop predictor of product quality (molecular weight andolydispersity) for the control of a batch styrene polymerizationeactor.
nd C
5
patetaimf
(
(
(
(
(
(
J.R. Richards, J.P. Congalidis / Computers a
. Future trends
In discussing future trends it may be useful to reflect why thelethora of advanced process control techniques developed bycademic researchers is not as widely practiced in polymer reac-or control as in other parts of the chemical process industries forxample distillation or more broadly petrochemical refinery con-rol. We agree with the authors of previous reviews (Embirucu etl., 1996; Richards & Schnelle, 1988) who concluded that theres a gap between industry and research practices. In our assess-
ent the reasons for this lag, which therefore become motivatorsor new research are:
1) Whereas off line or on line measurements of polymer archi-tecture such as composition, molecular weight and degree ofbranching are available for commodity polymers, they arenot always available for specialized polymers, which areincreasingly becoming important in high value applicationssuch as electronics. It is almost a given that deployment ofmore accurate robust measurements will increase the perfor-mance of the control system. Embirucu et al. (1996) foundthat actual implementation of advanced control theory in thepolymerization area requires the improvement of measure-ment and state estimation techniques.
2) The development of process models appropriate for con-trol design is challenging, because of the complexity ofthe polymerization kinetics and the reaction environmentwhich may be homogeneous or heterogeneous or charac-terized by zones of poor mixing. It may not always beobvious what is the appropriate level of model complexityor how best to identify model parameters or how to inte-grate available measurements in these models in order toestimate unmeasured states related to final product proper-ties. For example Li, Corripio, Henson, and Kurtz (2004)have recently proposed a hierarchical extended Kalman fil-ter (EKF) to estimate unreacted state variables and keykinetic parameters in a first principles model of a contin-uous ethylene-propylene-diene polymer reactor and usedsimulation tests to show that the hierarchical EKF generatessatisfactory estimates even in the presence of measurementnoise and plant/model mismatch. Part of the challenge, andat the same time the opportunity, would be that some of theseprocess modeling and control solutions tend to be polymerplatform specific and must be validated in a laboratory or atleast a pilot plant before their deployment in a large scaleplant.
3) Some of the newer multivariable control techniques such aslinear MPC as illustrated by Schnelle and Rollins (1998) ornonlinear MPC as illustrated by Ozkan et al. (2003) requirespecialized knowledge in the field that may not always beavailable. It is encouraging that the level of process controleducation of the engineers working in the polymer industrieshas been steadily increasing thus facilitating the technology
transfer from academia. At the same time it is a challenge todevelop sophisticated algorithms in a way that their imple-mentation and maintenance would be relatively transparentto a process control engineer familiar only with the basicsgn
hemical Engineering 30 (2006) 1447–1463 1461
of regulatory control. This is an area where the major DCSvendors have a significant role to play in the developmentof hardware/software solutions.
4) Trends in the polymer industry, which reinforce the impor-tance of measurement and reactor process control, includethe increasing emphasis by customers on receiving a uni-form product with desired property specifications from theirpolymer suppliers. This is a powerful economic incentivefor reactor control especially when it is coupled with theneed to operate the unit safely without in-line rework ofmaterial and with the objective to minimize yield lossesduring product transitions. As polymer reactors are taskedto produce several grades of a polymer recipe manage-ment, production scheduling, and production optimization(Flores-Tlacuahuac, Biegler, & Saldıvar-Guerra, 2005) willbecome increasingly important in practice. In addition, theincreasing computing power provided by DCS manufactur-ers and the availability of powerful supervisory computersinterfaced with the DCS can make the implementation ofmodel based control and especially nonlinear MPC mucheasier and faster.
5) As new polymer reactors are designed (e.g., to use super-critical carbon dioxide as the reaction medium as recentlyreviewed in Kemmere and Meyer (2005)) or as new specialtypolymers are designed for specific end-use applicationswhere time to market is of essence, it would be beneficialto incorporate process control considerations in the pro-cess design phase, so that the controllability of the polymerreactor can be established before it is actually constructedand costly process control problems after startup can beavoided. The formulation and practical implementation ofa control strategy is also an important area of research forsome of the newer polymer processes such as the manu-facture of polymers with tailor-made properties using novelmetallocene catalysts or living radical polymerizations sys-tems by means of radical addition and fragmentation trans-fer (RAFT) agents or degenerative chain transfer agentsas described in Matyjaszewski and Davis (2002), Mueller,Zhuang, Yan, and Litvinenko (1995a), and Mueller, Yan,Litvinenko, Zhuang, and Dong (1995b).
6) Furthermore, it is expected that the on-line control not onlyof average polymer properties but also of polymer distribu-tions such as the particle size distribution and the branchingdistribution will become important. As shown in recentwork by Doyle, Harrison, and Crowley (2003) as well asEdouard, Sheibat-Othman, and Hammouri (2005), on-linesensors used to measure the PSD, such as capillary hydro-dynamic fractionation, usually require taking samples andthe analysis time is still too long for control. Fruitful areas ofresearch would include the combination of validated math-ematical models with existing on-line sensors to obtain acontinuous estimation of the PSD and to detect particlenucleation.
It is certain that the instrumentation and control methodolo-ies that will be needed to be deployed to meet the evolvingeeds of polymer producers are a challenging and vibrant area

1 nd C
ot
A
wD
R
A
A
B
B
B
C
C
C
C
D
D
D
D
D
E
E
E
E
F
F
F
F
H
H
H
H
H
K
K
K
L
L
L
L
L
L
L
M
M
M
M
462 J.R. Richards, J.P. Congalidis / Computers a
f investigation for academic researchers and industrial practi-ioners alike.
cknowledgements
The authors would like to acknowledge helpful discussionsith K. W. Leffew, P. D. Schnelle, Jr., and Y. Dimitratos ofuPont.
eferences
debekun, A. K., Kwalik, K. M., & Schork, F. J. (1989). Steady-state multiplicityduring solution polymerization of methyl methacrylate in a CSTR. ChemicalEngineering Science, 44, 2269.
rzamendi, G., & Asua, J. M. (1989). Monomer addition policies for copolymercomposition control in semicontinuous emulsion polymerization. Journal ofApplied Polymer Science, 38, 2019.
artusiak, D., Fontaine, R. W., Schwanke, C. O., & Gomatam, A. R. (2003). Non-linear model predictive control of polymerization reactors. AIChE AnnualMeeting.
enAmor, S., Doyle, F. J., & McFarlane, R. (2004). Polymer grade transitioncontrol using advanced real-time optimization software. Journal of ProcessControl, 14, 349.
indlish, R., & Rawlings, J. B. (2003). Target linearization and model predictivecontrol of polymerization processes. AIChE Journal, 49, 2885.
hylla, R. W., & Haase, D. R. (1993). Temperature control of semibatch poly-merization reactors. Computers and Chemical Engineering, 17, 257.
larke-Pringle, T., & MacGregor, J. F. (1998). Optimization of molecular weightdistribution using batch-to-batch adjustments. Industrial and EngineeringChemistry Research, 37, 3660.
ongalidis, J. P., & Richards, J. R. (1998). Process control of polymeriza-tion reactors: An industrial perspective. Polymer Reaction Engineering, 6,71.
ongalidis, J. P., Richards, J. R., & Ray, W. H. (1989). Feedforward and feed-back control of a solution copolymerization reactor. AIChE Journal, 35,907.
efaye, G., Regnier, N., Chabanon, J., Caralp, L., & Vidal, C. (1993). Adaptive-predictive temperature control of semi-batch reactors. Chemical EngineeringScience, 48, 3373.
imitratos, J., Elicabe, G., & Georgakis, C. (1994). Control of emulsion poly-merization reactors. AIChE Journal, 40, 1993.
oyle, F. J., Ogunnaike, B. A., & Pearson, R. K. (1995). Nonlinear model-basedcontrol using 2nd-order Volterra models. Automatica, 31, 697.
oyle, F. J., Harrison, C. A., & Crowley, T. J. (2003). Hybrid model basedapproach to batch-to-batch control of particle size distribution in emulsionpolymerization. Computers and Chemical Engineering, 27, 1153.
ube, M. A., Soares, J. B., Penlidis, A., & Hamielec, A. E. (1997). Mathemat-ical modeling of multicomponent chain growth polymerizations in batch,semibatch, and continuous reactors. A review. Industrial and EngineeringChemistry Research, 36, 966.
douard, D., Sheibat-Othman, N., & Hammouri, H. (2005). Observer design forparticle size distribution in emulsion polymerization. Industrial and Engi-neering Chemistry Research, 51, 3167.
lizalde, O., Leiza, J. R., & Asua, J. M. (2004). On-line monitoring of all-acrylicemulsion polymerization reactors by Raman spectroscopy. MacromolecularSymposium, 206, 135.
llis, M. F., Taylor, T. W., & Jensen, K. F. (1994). On-line molecular weightdistribution estimation and control in batch polymerization. AIChE Journal,40, 445.
mbirucu, M., Lima, E. L., & Pinto, J. C. (1996). A survey of advanced controlof polymerization reactors. Polymer Engineering and Science, 36, 433.
ilippi, C., Greffe, J. L., Bordet, J., Villermaux, J., Barnay, J. L., Bonte, P., &Georgakis, C. (1986). Tendency modeling of semibatch reactors for opti-mization and control. Chemical Engineering Science, 41, 913.
M
M
hemical Engineering 30 (2006) 1447–1463
lores-Cerrillo, J., & MacGregor, J. F. (2003). Within-batch and batch-to-batchinferential-adaptive control of semibatch reactors: A partial least squaresapproach. Industrial and Engineering Chemistry Research, 43, 3334.
lores-Tlacuahuac, A., Biegler, L. T., & Saldıvar-Guerra, E. (2005). Dynamicoptimization of HIPS open-loop unstable polymerization reactors. Industrialand Engineering Chemistry Research, 44, 2659.
otopoulos, J., Stenger Jr., H. G., & Georgakis, C. (1998). Use of tendency mod-els and their uncertainty in the design of state estimators for batch reactors.Chemical Engineering and Processing, 37, 545.
arris, K. R., & Palazoglu, A. (1998). Studies on the analysis of nonlinearprocesses via functional expansions-III: Controller design. Chemical Engi-neering Science, 53, 4005.
arris, K. R., & Palazoglu, A. (2003). Control of nonlinear processes usingfunctional expansion models. Computers and Chemical Engineering, 27,1061.
ipp, A. K., Storti, G., & Morbidelli, M. (2002a). Acoustic characterizations ofconcentrated suspensions and emulsions. 1. Model analysis. Langmuir, 18,391.
ipp, A. K., Storti, G., & Morbidelli, M. (2002b). Acoustic characterizations ofconcentrated suspensions and emulsions. 2. Experimental validation. Lang-muir, 18, 405.
ouston, W. E., & Schork, F. J. (1987). Adaptive predictive control of a semibatch polymerization reactor. Polymer Process Engineering, 5, 119.
ammona, O., Chatzi, E. G., & Kiparissides, C. (1999). Recent developmentsin hardware sensors for the on-line monitoring of polymerization reactions.Journal of Macromolecular Science—Reviews in Macromolecular Chem-istry, C39, 57.
emmere, M. F., & Meyer, T. (2005). Supercritical carbon dioxide in polymerreaction engineering. Weinheim, Germany: Wiley-VCH.
ourti, T., Nomikos, P., & MacGregor, J. F. (1995). Analysis, monitoring, andfault diagnosis of batch processes using multiblock and multiway PCA.Journal of Process Control, 5, 277.
ee, M. H., Han, C. H., & Chang, K. S. (1997). Hierarchical time-optimal controlof a continuous copolymerization reactor during start-up or grade changeoperation using genetic algorithms. Computers and Chemical Engineering,21, S1037–S1042.
ee, M. H., Han, C. H., & Chang, K. S. (1999). Dynamic optimization of a con-tinuous polymer reactor using a modified differential evolution algorithm.Industrial and Engineering Chemistry Research, 38, 4825.
effew, K. W., Zumsteg, F. C., Feiring, A. E., Crawford, M. K., Farnham, W.B., Petrov, V. A., Schadt, F. L., & Tran, H. V. (2005). The impact of fluo-ropolymers on Line Edge Roughness in 193 nm imaging. In Proceedings ofthe 22nd Conference on Photopolymer Science and Engineering.
ewin, D. R., & Bogle, D. (1996). Controllability analysis of an industrialpolymerization reactor. Computers and Chemical Engineering, 20 (Sup[B]),S871.
i, R., Corripio, A. B., Henson, M. A., & Kurtz, K. J. (2004). On-line state andparameter estimation of EPDM polymerization reactors. Journal of ProcessControl, 14, 837.
ing, W. -M., & Rivera, D. E. (1998). Control relevant model reduction ofVolterra series models. Journal of Process Control, 8, 79.
iptak, B. G. (2003). Instrument engineers’ handbook, 4th edition: Processmeasurement and analysis, I. New York: CRC Press.
ahadevan, R., Doyle III, F. J., & Allcock, A. C. (2002). Control-relevantscheduling of polymer gradetransitions. AIChE Journal, 48, 1754.
aner, B. R., Doyle, F. J., Ogunnaike, B. A., & Pearson, R. K. (1996). Nonlinearmodel predictive control of a simulated multivariable polymerization reactorusing second-order Volterra models. Automatica, 32, 1285.
aner, B. R., & Doyle, F. J. (1997). Polymerization reactor control usingautoregressive-plus Voltera-based MPC. AIChE Journal, 43, 1763.
aschio, G., Bello, T., & Scali, C. (1992). Optimization of batch polymerizationreactors: Modelling and experimental results for suspension polymerizationof methyl methacrylate. Chemical Engineering Science, 47, 2609.
aschio, G., Bello, T., & Scali, C. (1994). Optimal operation strategies to controlthe molecular weight distribution of polymer products. Chemical Engineer-ing Science, 49, 5071.
atyjaszewski, K., & Davis, T. (2002). Handbook of radical polymerizations.New York: Wiley Interscience.

nd C
M
M
M
M
M
M
M
N
O
O
O
P
P
P
Q
R
R
R
R
R
R
R
R
S
S
S
S
S
S
S
T
T
T
T
V
V
W
W
J.R. Richards, J.P. Congalidis / Computers a
cAuley, K. B., & MacGregor, J. F. (1991). On-line inference of poly-mer properties in an industrial polyethylene reactor. AIChE Journal, 37,825.
cKenna, T. F., Othman, S., Fevotte, G., Santos, A. M., & Hammouri,H. (2000). An integrated approach to polymer reaction engineering: Areview of calorimetry and state estimation. Polymer Reaction Engineering,8, 1.
eira, G. R. (1981). Forced oscillations in continuous polymerization reac-tors and molecular weight distribution control. A survey. Journal ofMacromolecular Science—Reviews in Macromolecular Chemistry, C20,207.
eziou, A. M., Deshpande, D., Cozewith, C., Silverman, N. I., & Morrison, W.G. (1996). Dynamic matrix control of an ethylene-propylene-diene polymer-ization reactor. Industrial and Engineering Chemistry Research, 35, 164.
oritz, H. U. (1989). Polymerization calorimetry: A powerful tool for reactorcontrol. Polymer reaction engineering, 248. New York: VCH Publishers.
ueller, A. H. E., Zhuang, R., Yan, D., & Litvinenko, G. (1995a). Kineticanalysis of “Living” polymerization processes exhibiting slow equilibria. 1.Degenerative transfer. Macromolecules, 28, 4326.
ueller, A. H. E., Yan, D., Litvinenko, G., Zhuang, R., & Dong, H. (1995b).Kinetic analysis of “Living” polymerization processes exhibiting slow equi-libria. 2. Molecular weight distribution for degenerative transfer. Macro-molecules, 28, 7335.
omikos, P., & MacGregor, J. F. (1995). Multi-way partial least squares in mon-itoring batch processes. Chemometrics and Intelligent Laboratry Systems,30, 97.
gunnaike, B. A., & Ray, W. H. (1994). Process dynamics, modeling, and con-trol. New York: Oxford University Press.
thman, N. S., Fevotte, G., Peycelon, D., Egraz, J. -B., & Suau, J. -M. (2004).Control of polymer molecular weight using near infrared spectroscopy.AIChE Journal, 50, 654.
¨ zkan, L., Kothare, M. V., & Georgakis, C. (2003). Control of a solutioncopolymerization reactor using multi-model predictive control. ChemicalEngineering Science, 58, 1207.
ark, M. -J., Hur, S. -M., & Rhee, H. -K. (2002). Online estimation and controlof polymer quality in a copolymerization reactor. AIChE Journal, 48, 10.
arker, R. S., Heemstra, D., Doyle III, F. J., Pearson, R. K., & Ogunnaike, B.A. (2001). The identification of nonlinear models for process control usingtailored “plant-friendly” input sequences. Journal of Process Control, 11,237.
eterson, T., Hernandez, E., Arkun, Y., & Schork, F. J. (1992). A nonlinearDMC algorithm and its application to a semi-batch polymerization reactor.Chemical Engineering Science, 47, 737.
in, S. J., & Badgwell, T. A. (2003). A survey of industrial model predictivecontrol technology. Control Engineering Practice, 11, 733.
ay, W. H., & Villa, C. M. (2000). Nonlinear dynamics found in polymerizationprocesses—A review. Chemical Engineering Science, 55, 275.
ay, W. H., Soares, J. B., & Hutchinson, R. A. (2004). Polymerization reac-tion engineering, past, present, and future. Macromolecular Symposium,206, 1.
ay, W. H. (2003). Process modeling for polymerization process operation andcontrol. AIChE Annual Meeting.
egnier, N., Defaye, G., Caralp, L., & Vidal, C. (1996). Software sensor basedcontrol of exothermic batch reactors. Chemical Engineering Science, 51,5125.
W
hemical Engineering 30 (2006) 1447–1463 1463
eis, M. M., Araujo, H. H., Sayer, C., & Giudici, R. (2004). Comparing nearinfrared and Raman spectroscopy for on-line monitoring of emulsion copoly-merization reactions. Macromolecular Symposium, 206, 165.
ichards, J. R., & Congalidis, J. P. (2005). Measurement and control of polymer-ization reactors. Handbook of polymer reaction engineering (pp. 595–678).Weinheim, Germany: Wiley-VCH.
ichards, J. R., & Schnelle Jr., P. D. (1988). Perspectives on industrial reactorcontrol. Chemical Engineering and Processing, 84, 32.
odriguez, F., Cohen, C., Ober, C., & Archer, L. A. (2003). Principles of polymersystems (5th ed). New York: Tayor and Francis.
aenz de Buruaga, I., Armitage, D., Leiza, J. R., & Asua, J. M. (1997). Nonlinearcontrol for maximum production rate of latexes of well-defined polymercomposition. Industrial and Engineering Chemistry Research, 36, 4243.
chnelle, P. D., & Rollins, D. L. (1998). Industrial model predictive control tech-nology as applied to continuous polymerization processes. ISA Transaction,36, 281.
chork, F. J., Deshpande, B., & Leffew, K. W. (1993). Control of polymerizationreactors. New York: Marcel Dekker.
chork, F. J. (1993). Reactor operation and control. Polymer reaction engineer-ing. Dordrecht: Kluwer Academic Publishers.
eavey, K. C., Liu, Y. A., Khare, N., Bremner, T., & Chen, C. -C. (2003). Quanti-fying relationships among the molecular weight distribution, non Newtonianshear viscosity, and melt index for linear polymers. Industrial and Engineer-ing Chemistry Research, 42, 5354.
eborg, D. E., Edgar, T. F., & Mellichamp, D. A. (2004). Process dynamics andcontrol. New York: Wiley & Sons.
eki, H., Ogawa, M., Ooyama, S., Ahamatsu, K., Ohshima, M., & Yang, W.(2001). Industrial application of nonlinear model predictive control to poly-merization reactors. Control Engineering Practice, 9, 819.
akeda, M., & Ray, W. H. (1999). Optimal-Grade transition strategies for mul-tistage polyolefin reactors. AIChE Journal, 45, 1776.
homas, I. M., & Kiparissides, C. (1984). Computation of the near optimal tem-perature and initiator policies for a batch polymerization reactor. CanadianJournal of Chemical Engineering, 62, 284.
yner, D., Soroush, M., & Grady, M. C. (1999). Adaptive temperature controlof multi product jacketed reactors. Industrial and Engineering ChemistryResearch, 38, 4337.
yner, D., Soroush, M., Grady, M. C., Richards, J. R., & Congalidis, J. P. (2001).Mathematical modeling and optimization of a semi-batch polymerizationreactor. Proceedings of the IFAC Symposium on Advanced Control of Chem-ical Processes 2000 (ADCHEM 2000), 3, 983, New York: Elsevier.
ega, M., Lima, E. L., & Pinto, J. C. (2001). In-line monitoring of weightaverage molecular weight in solution polymerization using intrinsic viscositymeasurements. Polymer, 42, 3909.
illa, C. M., Dihora, J. O., & Ray, W. H. (1998). Effects of imperfect mixing onlow-density polyethylene reactor dynamics. AIChE Journal, 44, 1646.
ang, Z. L., Pla, F., & Corriou, J. P. (1995). Nonlinear adaptive control of batchstyrene polymerization. Chemical Engineering Science, 50 13, 2081.
assick, J. W., Coffey, D., & Callihan, B. (2003). Nonlinear model predictivecontrol of a commercial polymerization semi-batch reactor. AIChE AnnualMeeting.
yzgoski, F. J., Rinaldi, L., McCord, E. F., Stewart, M. A., & Marshall, D.R. (2004). Poly(n-butyl acrylate-co-carbon monoxide-co-ethylene) charac-terization by high-temperature two-dimensional NMR at 750 MHz. Macro-molecules, 37, 846.